WO2025009052A1 - 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 - Google Patents
希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 Download PDFInfo
- Publication number
- WO2025009052A1 WO2025009052A1 PCT/JP2023/024737 JP2023024737W WO2025009052A1 WO 2025009052 A1 WO2025009052 A1 WO 2025009052A1 JP 2023024737 W JP2023024737 W JP 2023024737W WO 2025009052 A1 WO2025009052 A1 WO 2025009052A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rare earth
- main phase
- sintered magnet
- subphase
- concentration
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
- H01F1/0571—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes
- H01F1/0575—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together
- H01F1/0577—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together sintered
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0293—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets diffusion of rare earth elements, e.g. Tb, Dy or Ho, into permanent magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/02—Details of the magnetic circuit characterised by the magnetic material
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
- H02K1/2706—Inner rotors
- H02K1/272—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis
- H02K1/274—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets
- H02K1/2753—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets the rotor consisting of magnets or groups of magnets arranged with alternating polarity
- H02K1/276—Magnets embedded in the magnetic core, e.g. interior permanent magnets [IPM]
Definitions
- This disclosure relates to rare earth sintered magnets, which are permanent magnets made by sintering materials containing rare earth elements, methods for manufacturing rare earth sintered magnets, rotors, and rotating machines.
- R-T-B system permanent magnets are known that have a tetragonal R 2 T 14 B intermetallic compound as the main phase.
- R is a rare earth element
- T is a transition metal element such as Fe (iron) or Fe partially substituted with Co (cobalt)
- B is boron.
- R-T-B system permanent magnets are used in various high-value-added parts, including industrial motors.
- Nd-Fe-B system sintered magnets in which R is Nd (neodymium), are used in various parts because of their excellent magnetic properties.
- industrial motors are often used in high-temperature environments exceeding 100°C, attempts have been made to improve the coercive force by adding heavy rare earth elements such as Dy (dysprosium) to Nd-T-B system sintered magnets.
- Nd-Fe-B sintered magnets have expanded, and the consumption of Nd and heavy rare earth elements such as Dy and Tb (terbium) has increased.
- Nd and heavy rare earth elements are expensive and are unevenly distributed around the world, posing procurement risks. For this reason, research is being conducted into technologies to reduce the consumption of Nd and heavy rare earth elements.
- Patent Document 1 discloses an R-T-B system sintered magnet including main phase particles made of R 2 T 14 B crystals, where R is one or more rare earth elements essentially including a heavy rare earth element RH, T is one or more transition metal elements essentially including Fe or Fe and Co, and B is boron, and a part of the main phase particles includes a plurality of low heavy rare earth element crystal phases and a plurality of nonmagnetic R-rich phases.
- the low heavy rare earth element crystal phase is made of R 2 T 14 B crystals and is a phase in which the concentration of the heavy rare earth element is relatively low compared to the concentration of the heavy rare earth element in the entire main phase particle.
- the nonmagnetic R-rich phase is a phase in which the content of R is 70 at.
- a part of the main phase particles has one type of core-shell structure having a core portion and a shell portion surrounding the periphery of the core portion and having a total heavy rare earth element concentration lower than that of the core portion. According to the technique described in Patent Document 1, it is possible to obtain a low-cost RTB based sintered magnet that has improved coercive force.
- Patent Document 2 discloses a method for producing a rare earth magnet , which comprises a first step of producing a sintered body having a structure represented by the composition formula (R11 -xR2x ) aTMbBcMd and consisting of a main phase and a grain boundary phase, a second step of subjecting the sintered body to hot plastic working to produce a rare earth magnet precursor, and a third step of diffusing and infiltrating a melt of an R3-M modifier alloy into the grain boundary phase of the rare earth magnet precursor to produce a rare earth magnet.
- R1 is one or more rare earth elements including Y (yttrium), R2 is a rare earth element different from R1, TM is a transition metal including one or more of Fe, Ni (nickel), and Co, B is boron, and M is one or more of Ti (titanium), Ga (gallium), Zn (zinc), Si (silicon), Al (aluminum), Nb (niobium), Zr (zirconium), Ni, Co, Mn (manganese), V (vanadium), W (tungsten), Ta (tantalum), Ge (germanium), Cu (copper), Cr (chromium), Hf (hafnium), Mo (molybdenum), P (phosphorus), C (carbon), Mg (magnesium), Hg (mercury), Ag (silver), and Au (gold).
- TM is a transition metal including one or more of Fe, Ni (nickel), and Co
- B is boron
- M is one or more of Ti (titanium),
- R3 is a rare earth element including R1 and R2.
- hot processing According to the technology described in Patent Document 2, it is possible to reduce the heavy rare earth element and produce a rare earth magnet that is excellent not only in magnetization but also in coercivity performance, even when the main phase ratio is high.
- the R-T-B based sintered magnet described in Patent Document 1 can improve its coercive force because a phase containing heavy rare earth elements is present in the main phase, the structural structure of the R-T-B based sintered magnet described in Patent Document 1 does not provide the residual magnetic flux density required for industrial motors and the like, and there is a possibility that the magnetic properties will deteriorate due to thermal load.
- rare earth magnets manufactured using the manufacturing method described in Patent Document 2 can reduce the heavy rare earth elements and improve their coercive force, but because the manufacturing method includes hot working, the grain size of the main phase becomes small, resulting in a problem of deteriorated magnetization performance.
- the present disclosure has been made in light of the above, and aims to obtain a rare earth sintered magnet that can improve coercivity without reducing residual magnetic flux density and magnetization performance compared to conventional magnets.
- the rare earth sintered magnet according to the present disclosure has a main phase that satisfies the general formula (Nd, Pr, RH, R)-Fe-B and includes crystal grains based on the Nd 2 Fe 14 B crystal structure, and a subphase present between the main phases, where RH is a heavy rare earth element including at least one of Dy and Tb, and R is one or more rare earth elements selected from among Nd, Pr (praseodymium ), Dy, and Tb.
- the main phase has a core portion and a shell portion that covers the core portion.
- the main phase has a first main phase in which CNd>CPr and a second main phase in which CNd ⁇ CPr, where CNd is the concentration of Nd in the core portion and CPr is the concentration of Pr in the core portion.
- the concentration of the heavy rare earth element RH in the core portion of the first main phase is higher than the concentration of the heavy rare earth element RH in the core portion of the second main phase.
- the first and second main phases are mixed, and the heavy rare earth element is present on at least a portion of the surface of the first and second main phases.
- the rare earth sintered magnet disclosed herein has the advantage of being able to improve coercivity without reducing residual magnetic flux density and magnetization performance compared to conventional magnets.
- FIG. 1 is a schematic diagram showing an example of the structure of a rare earth sintered magnet in a sintered state according to the first embodiment
- FIG. 13 is a schematic diagram showing an example of the structure of a rare earth sintered magnet in a sintered state according to the second embodiment
- FIG. 13 is a schematic diagram showing an example of the structure of a rare earth sintered magnet in a sintered state according to the third embodiment
- Diagram showing atomic sites in the tetragonal Nd2Fe14B crystal structure A flowchart showing an example of a procedure for a method for producing a rare earth sintered magnet according to a fourth embodiment.
- FIG. 13 is a cross-sectional view showing a schematic example of the configuration of a rotor equipped with a rare earth sintered magnet according to a fifth embodiment.
- FIG. 13 is a cross-sectional view showing a schematic example of a configuration of a rotating machine according to a sixth embodiment.
- rare earth sintered magnet manufacturing method for rare earth sintered magnet, rotor, and rotating machine according to the embodiments of the present disclosure are described in detail with reference to the drawings.
- FIG. 1 is a diagram showing a schematic example of the structure of the rare earth sintered magnet according to the first embodiment in a sintered state.
- the rare earth sintered magnet 1 according to the first embodiment has a main phase 10 that satisfies the general formula (Nd, Pr, RH, R)-Fe-B and includes crystal grains based on the Nd 2 Fe 14 B crystal structure, and the main phase 10 has a core portion and a shell portion that covers the core portion.
- RH is a heavy rare earth element, and in one example, it is Dy, Tb, Gd (gadolinium), or Ho (holmium), and preferably, RH is a heavy rare earth element containing at least one of Dy and Tb.
- R is one or more rare earth elements selected from among Nd, Pr, and RH.
- the shell portion has a different composition from the core portion and is provided so as to cover the core portion.
- the rare earth sintered magnet 1 further has a subphase 20 that exists between the main phases 10, i.e., between a plurality of main phases 10.
- the subphase 20 is a phase based on an oxide phase represented by the formula (Nd, Pr, R)-O as the main component, where O is oxygen.
- the main phase 10 when the concentration of Nd in the core portions 11c and 12c is CNd and the concentration of Pr in the core portions 11c and 12c is CPr, the main phase 10 has a first main phase 11 where CNd>CPr and a second main phase 12 where CNd ⁇ CPr, and the first main phase 11 and the second main phase 12 are mixed. Also, the concentration of the heavy rare earth element RH in the core portion 11c of the first main phase 11 is higher than the concentration of the heavy rare earth element RH in the core portion 12c of the second main phase 12.
- the concentration of the heavy rare earth element RH in the core portion 11c of the first main phase 11 is C1RH and the concentration of the heavy rare earth element RH in the core portion 12c of the second main phase 12 is C2RH, C1RH>C2RH.
- the first main phase 11 has a core portion 11c and a shell portion 11s that has a different composition from the core portion 11c and covers the core portion 11c.
- the second main phase 12 has a core portion 12c and a shell portion 12s that has a different composition from the core portion 12c and covers the core portion 12c.
- the main phase 10 when the sum of the concentration of Nd and the concentration of the heavy rare earth element RH in the core portions 11c, 12c is C(Nd, RH), the main phase 10 has a first main phase 11 where C(Nd, RH)>CPr and a second main phase 12 where C(Nd, RH) ⁇ CPr, and it can be said that the first main phase 11 and the second main phase 12 are mixed together.
- the rare earth sintered magnet 1 has two main phases 10, the first main phase 11 and the second main phase 12. Focusing on the cores 11c and 12c of the two main phases 10, the sum of the Nd concentration and the heavy rare earth element RH concentration is higher than the Pr concentration in the first main phase 11, and conversely, the Pr concentration is higher than the sum of the Nd concentration and the heavy rare earth element RH concentration in the second main phase 12.
- the concentration difference shown by "C1RH>C2RH” means that a mapping analysis using an electron probe microanalyzer (EPMA) has revealed a clear difference in the detection intensity of the heavy rare earth element RH in the core portion 11c of the first main phase 11 and the core portion 12c of the second main phase 12.
- the detection intensity of the heavy rare earth element RH in the core portion 11c of the first main phase 11 by EPMA is higher than the average detection intensity of the heavy rare earth element RH
- the detection intensity of the heavy rare earth element RH in the core portion 12c of the second main phase 12 by EPMA is near the lower limit of the detection intensity of the heavy rare earth element RH.
- the heavy rare earth element RH is contained in the core portion 11c of the first main phase 11, but is hardly contained in the core portion 12c of the second main phase 12.
- the concentration difference shown in "the first main phase 11 where C(Nd, RH)>CPr and the second main phase 12 where C(Nd, RH) ⁇ CPr" means that a clear difference has been found between the detection intensity of Nd and the heavy rare earth element RH and the detection intensity of Pr by mapping analysis using EPMA.
- the detection intensity by EPMA for the concentration of Nd and the heavy rare earth element RH in the core portion 11c is higher than the average detection intensity of Nd and the heavy rare earth element RH, and for the concentration of Pr, the detection intensity by EPMA indicates the vicinity of the lower limit of the detection intensity of Pr.
- the second main phase 12 is the opposite of the case of the first main phase 11.
- the rare earth sintered magnet 1 according to the first embodiment satisfies the relational expressions C1Nd>C2Nd, C1Pr ⁇ C2Pr when the Nd concentration in the core portion 11c of the first main phase 11 is C1Nd, the Nd concentration in the core portion 12c of the second main phase 12 is C2Nd, the Pr concentration in the core portion 11c of the first main phase 11 is C1Pr, and the Pr concentration in the core portion 12c of the second main phase 12 is C2Pr.
- the Nd concentration is higher in the core portion 11c of the first main phase 11 than in the core portion 12c of the second main phase 12, and conversely, the Pr concentration is higher in the core portion 12c of the second main phase 12 than in the core portion 11c of the first main phase 11.
- This concentration difference also means that there is a difference in the detection intensity of Nd and Pr by the mapping analysis using the EPMA described above.
- the EPMA detection strength of Nd in the core portion 11c of the first main phase 11 is higher than the average Nd detection strength
- the EPMA detection strength of Nd in the core portion 12c of the second main phase 12 is lower than the average Nd detection strength.
- the first main phases 11 having C(Nd, RH)>CPr are more present than the second main phases 12 having C(Nd, RH) ⁇ CPr.
- the number of the first main phases 11 having the composition formula of (Nd, RH) 2Fe14B is greater than the number of the second main phases 12 having the composition formula of Pr2Fe14B .
- the overall crystal grains are also suppressed from becoming finer, so that it is possible to obtain magnetic properties that are superior to those of the prior art while ensuring magnetization.
- the rare earth sintered magnet 1 according to embodiment 1 focusing on the shell portions 11s, 12s of the core-shell structure, when the concentration of Nd in the shell portions 11s, 12s is SNd, the concentration of Pr in the shell portions 11s, 12s is SPr, and the concentration of the heavy rare earth element RH in the shell portions 11s, 12s is SRH, the first main phase 11 satisfies the relational expressions CNd>SNd, CPr ⁇ SPr, CRH>SRH, and the second main phase 12 satisfies the relational expressions CNd ⁇ SNd, CPr>SPr, CRH ⁇ SRH.
- the concentrations of Nd and the heavy rare earth element RH are lower than in the core portion 11c, but the concentration of Pr is higher than in the core portion 11c.
- the concentration of Pr is lower than that in the core portion 12c, but the concentrations of Nd and the heavy rare earth element RH are higher than those in the core portion 12c.
- the rare earth sintered magnet 1 focusing on the shell portions 11s, 12s of the core-shell structure, when the sum of the Nd concentration and the heavy rare earth element RH concentration in the shell portions 11s, 12s is S(Nd, RH) and the Pr concentration in the shell portions 11s, 12s is SPr, the first main phase 11 satisfies the relational expression C(Nd, RH)>S(Nd, RH), CPr ⁇ SPr, and the second main phase 12 satisfies the relational expression C(Nd, RH) ⁇ S(Nd, RH), CPr>SPr.
- the shell portion 11s of the first main phase 11 the sum of the Nd concentration and the heavy rare earth element RH concentration is smaller than that in the core portion 11c, but the Pr concentration is higher than that in the core portion 11c.
- the shell portion 12s of the second main phase 12 has a lower concentration of Pr than the core portion 12c, but the sum of the concentration of Nd and the concentration of the heavy rare earth element RH is higher than that of the core portion 12c.
- a main phase 10 having a shell portion 11s with a high concentration of Pr like the first main phase 11, it is possible to improve the coercive force. Furthermore, by forming a main phase 10 having a shell portion 12s with a high concentration of Nd and the sum of the heavy rare earth element RH, like the second main phase 12, it is possible to suppress the decrease in residual magnetic flux density while maintaining the coercive force. By selectively controlling to obtain such a structural form, the rare earth sintered magnet 1 is able to exhibit superior magnetic properties compared to conventional magnets.
- the main phase 10 also has a heavy rare earth element-containing layer 31 that contains the heavy rare earth element RH on at least a portion of its surface. That is, the heavy rare earth element RH is present on at least a portion of the surface of the main phase 10, i.e., the first main phase 11 and the second main phase 12. More specifically, the heavy rare earth element RH is present in the core portions 11c and 12c, but the heavy rare earth element RH is also present on at least a portion of the outer circumferential surface of the shell portions 11s and 12s. In this way, the heavy rare earth element RH entering the R sites of the first main phase 11 and the second main phase 12 increases the coercive force. To obtain such an effect, it is desirable that the proportion of the heavy rare earth element RH in the main phase 10 is greater than 0 at. % and less than or equal to 10 at. %.
- the average grain size of the crystal grains of the main phase 10 is preferably 100 ⁇ m or less, and more preferably 0.5 ⁇ m to 50 ⁇ m to improve the magnetic properties. Furthermore, by making the grain size approximately 1 ⁇ m to 10 ⁇ m, the grain size becomes different from the microstructure produced by hot working, good magnetization performance is maintained, and it is possible to obtain a rare earth sintered magnet 1 with superior magnetic properties compared to conventional magnets.
- the rare earth sintered magnet 1 according to the first embodiment may contain an additive element M that further improves the magnetic properties.
- the additive element M is one or more elements selected from the group of Ga, Cu, Al, Co, Zr, Ti, Nb, and Mn. Therefore, the rare earth sintered magnet 1 according to the first embodiment is expressed by the general formula (Nd a Pr b R c RH d ) Fe e B f M g , where RH is one or more heavy rare earth elements selected from the group of Dy, Tb , Gd, and Ho, and R is a rare earth element other than Nd, Pr , and the heavy rare earth element RH . It is desirable that a, b, c, d, e, f , and g satisfy the following relational expressions.
- the rare earth sintered magnet 1 satisfies the general formula (Nd, Pr, RH, R)-Fe-B, where R is one or more rare earth elements selected from the group consisting of Nd, Pr, and a heavy rare earth element RH.
- the main phase 10 including crystal grains based on the Nd2Fe14B crystal structure, the main phase 10 has core portions 11c, 12c and shell portions 11s, 12s covering the core portions 11c, 12c.
- the main phase 10 has a first main phase 11 in which CNd>CPr and a second main phase 12 in which CNd ⁇ CPr.
- the concentration of the heavy rare earth element RH in the first main phase 11 is higher than the concentration of the heavy rare earth element RH in the second main phase 12, and the first main phase 11 and the second main phase 12 are mixed together. With this configuration, it is possible to obtain a rare earth sintered magnet 1 that has improved magnetic properties and magnetization compared to conventional magnets, while reducing the amount of Nd and the heavy rare earth element RH used.
- the R-T-B system sintered magnet described in Patent Document 1 is compared with the rare earth sintered magnet 1 according to the first embodiment.
- the R-T-B system sintered magnet described in Patent Document 1 has one or more rare earth elements, with the heavy rare earth element RH being essential, and has one type of main phase particle composed of a core portion and a shell portion.
- all main phase particles in the R-T-B system sintered magnet contain the heavy rare earth element RH.
- the main phase 10 has a first main phase 11 and a second main phase 12, and the concentration of the heavy rare earth element RH is lower in the second main phase 12 than in the first main phase 11.
- the core portion 11c of the first main phase 11 contains the heavy rare earth element RH, but the core portion 12c of the second main phase 12 contains almost no heavy rare earth element RH.
- the heavy rare earth element RH is selectively arranged in the main phase 10.
- the rare earth sintered magnet 1 according to embodiment 1 which includes a main phase 10 having a first main phase 11 and a second main phase 12 in which the concentration of the heavy rare earth element RH is lower than that of the first main phase 11, can reduce the amount of heavy rare earth element RH used.
- the heavy rare earth element RH is selectively disposed, and the amount of heavy rare earth element RH used can be reduced compared to the R-T-B based sintered magnet described in Patent Document 1.
- the rare earth sintered magnet 1 according to embodiment 1 Compare the rare earth magnet manufactured by the technique described in Patent Document 2 with the rare earth sintered magnet 1 according to embodiment 1.
- a larger amount of heavy rare earth element RH must be added compared to the rare earth sintered magnet 1 according to embodiment 1, as shown in the examples described later.
- the rare earth sintered magnet 1 according to embodiment 1 can reduce the amount of heavy rare earth element RH used compared to the technique described in Patent Document 2.
- the magnetic properties of the rare earth magnet manufactured by the technique described in Patent Document 2 will be lower than the magnetic properties of the rare earth sintered magnet 1 according to embodiments 1 and 2.
- the first main phase 11 and the second main phase 12 are made to satisfy the relational expressions C1Nd>C2Nd, C1Pr ⁇ C2Pr.
- the number of first main phases 11 is made greater than the number of second main phases 12.
- the first main phase 11 is made to satisfy the relational expressions CNd>SNd, CPr ⁇ SPr, CRH>SRH
- the second main phase 12 is made to satisfy the relational expressions CNd ⁇ SNd, CPr>SPr, CRH ⁇ SRH. This also makes it possible to obtain a rare earth sintered magnet 1 with improved magnetic properties and magnetization while limiting the use of Nd and the heavy rare earth element RH.
- the heavy rare earth element RH is present on at least a portion of the surface of the first main phase 11 and the second main phase 12. That is, the first main phase 11 and the second main phase 12 each have a heavy rare earth element-containing layer 31 on at least a portion of their surface.
- This also makes it possible to obtain a rare earth sintered magnet 1 that has improved coercive force compared to conventional magnets and suppresses a significant decrease in residual magnetic flux density, while limiting the use of the heavy rare earth element RH. In other words, it has the effect of being able to improve the magnetic properties of the rare earth sintered magnet 1 compared to conventional magnets.
- the main phase 10 contains the heavy rare earth element RH
- a rare earth sintered magnet 1 with significantly improved coercivity compared to conventional magnets is obtained.
- a rare earth sintered magnet 1 with a better temperature coefficient of coercivity compared to conventional magnets is obtained. Therefore, even when a thermal load is applied to the rare earth sintered magnet 1, the coercivity is greater than conventional magnets, and the decrease in coercivity due to temperature rise is also more gradual than conventional magnets.
- the coercivity is significantly improved compared to conventional rare earth sintered magnets, the magnetic properties when a thermal load is applied to the rare earth sintered magnet 1 are also better than conventional magnets.
- Embodiment 2. 2 is a diagram showing a schematic diagram of an example of the structure of a rare earth sintered magnet in a sintered state according to embodiment 2.
- the same components as those in embodiment 1 are given the same reference numerals and their description will be omitted.
- the rare earth sintered magnet 1 according to embodiment 2 has a main phase 10 and a subphase 20.
- the main phase 10 has the same structure as in embodiment 1. That is, the main phase 10 has a first main phase 11 and a second main phase 12 having a core-shell structure, and the composition of the core portions 11c, 12c and the composition of the shell portions 11s, 12s are the same as those described in embodiment 1. However, in embodiment 2, a heavy rare earth element-containing layer 31 may or may not be present on the surface of the main phase 10.
- the subphase 20 is a phase based on an oxide phase represented by the main component (Nd, Pr, RH, R)-O. That is, in the second embodiment, the subphase 20 contains a heavy rare earth element RH.
- the heavy rare earth element RH is distributed throughout the subphase 20. In one example, the heavy rare earth element RH is uniformly distributed inside the subphase 20.
- a subphase 20 containing a heavy rare earth element RH is present between the main phases 10.
- the heavy rare earth element RH is uniformly distributed within the subphase 20, and it can be considered that the heavy rare earth element RH has penetrated into a portion of the surface of the main phase 10 that contacts the subphase 20. In other words, it is considered that the heavy rare earth element RH has penetrated into a portion of the shell portions 11s, 12s. Therefore, as in the first embodiment, it is possible to suppress a decrease in the residual magnetic flux density while improving the coercive force of the rare earth sintered magnet 1.
- the main phase 10 contacts other main phases 10 without the subphase 20, or contacts other main phases 10 through the subphase 20. That is, at least a part of the surface of the main phase 10 is in contact with the subphase 20.
- the subphase 20 also contains a heavy rare earth element RH. Therefore, at least a part of the surface of the main phase 10 is covered with the subphase 20 containing the heavy rare earth element RH. From this, it can be said that the heavy rare earth element RH is present on at least a part of the surface of the main phase 10, specifically on the surface of the main phase 10 that contacts the subphase 20.
- embodiment 1 shows the distribution of the heavy rare earth element RH by focusing on the interface between the main phase 10 and the subphase 20
- embodiment 2 shows the distribution of the heavy rare earth element RH by focusing on the subphase 20.
- embodiment 1 and embodiment 2 are the same rare earth sintered magnet 1 viewed from different angles.
- embodiment 2 can also provide a rare earth sintered magnet 1 that has improved coercivity compared to conventional magnets and suppresses a significant decrease in residual magnetic flux density while reducing the use of heavy rare earth element RH.
- a rare earth sintered magnet 1 that has magnetic properties equal to or better than conventional magnets can be obtained with a smaller amount of heavy rare earth element RH than conventional magnets.
- the coercivity is significantly improved compared to conventional rare earth sintered magnets
- the magnetic properties when a thermal load is applied to the rare earth sintered magnet 1 are also better than conventional magnets. In other words, it has the effect of improving the magnetic properties of the rare earth sintered magnet 1 compared to conventional magnets.
- Embodiment 3. 3 is a diagram showing a schematic diagram of an example of the structure of a rare earth sintered magnet in a sintered state according to embodiment 3.
- the rare earth sintered magnet 1 according to embodiment 3 has a main phase 10 and a subphase 20.
- the main phase 10 includes a first main phase 11 and a second main phase 12 as described in embodiment 1.
- the subphase 20 exists between the main phases 10.
- the rare earth sintered magnet 1 In the rare earth sintered magnet 1 according to the third embodiment, La (lanthanum) and Sm (samarium) are selected as the rare earth element R.
- La and Sm are selected as the rare earth element R, the effect of improving the magnetic properties and having a better magnetization than the conventional magnet while suppressing the use of Nd and the heavy rare earth element RH is further enhanced.
- the main phase 10 has a composition formula of (Nd, Pr, RH, La, Sm) 2 Fe 14 B.
- the rare earth element R of the rare earth sintered magnet 1 having a tetragonal R 2 Fe 14 B crystal structure is a rare earth element containing La and Sm
- a practical rare earth sintered magnet 1 that can significantly suppress the deterioration of the magnetic properties associated with an increase in temperature can be obtained by adding La and Sm to the composition, based on the results of calculations of the magnetic interaction energy using the molecular orbital method.
- Nd and Pr can be relatively diffused into main phase 10, thereby increasing the magnetocrystalline anisotropy of main phase 10.
- a core-shell structure is formed in main phase 10, in which parts with high magnetic anisotropy and parts with low magnetic anisotropy exist, and a first main phase 11 in which CNd>CPr and a second main phase 12 in which CNd ⁇ CPr coexist, creating a state in which rare earth sintered magnet 1 is easily produced in which the concentration of heavy rare earth element RH in core portion 11c of first main phase 11 is higher than the concentration of heavy rare earth element RH in core portion 12c of second main phase 12.
- the subphase 20 has a crystalline first subphase 21 based on an oxide phase whose main component is expressed as (Nd, Pr, RH, La, Sm)-O, and a crystalline second subphase 22 whose main component is expressed as (Nd, Pr, RH, La)-O.
- the subphase 20 has a feature that the first subphase 21 has a higher Sm concentration than the second subphase 22. In other words, the first subphase 21 forms an Sm-enriched portion 41 whose Sm concentration is higher than that of the second subphase 22. This provides an effect of suppressing the deterioration of the magnetic properties not only at room temperature but also with increasing temperature.
- the concentration of Sm is higher in the first subphase 21 than in the second subphase 22
- the detection intensity of Sm is, on average, higher in the first subphase 21 than in the second subphase 22.
- the crystalline subphase 20 is a collective term for the crystalline first subphase 21 and the crystalline second subphase 22, and exists between the main phase 10.
- the crystalline first subphase 21 is represented by (Nd, Pr, RH, La, Sm)-O
- the crystalline second subphase 22 is represented by (Nd, Pr, RH, La)-O.
- (Nd, Pr, RH, La, Sm) means that a part of Nd and Pr is replaced by the heavy rare earth elements RH, La, and Sm.
- the first subphase 21 and the second subphase 22 may contain trace amounts of other components in addition to the elements shown in parentheses.
- the second subphase 22 represented by (Nd, Pr, RH, La)-O contains a very small amount of Sm.
- the rare earth sintered magnet 1 according to embodiment 3 there is a difference in the concentrations of La and Sm between the main phase 10 and the subphase 20, and La and Sm are segregated more in the subphase 20 than in the main phase 10.
- the sum of the concentrations of La in the first subphase 21 and the second subphase 22 is greater than or equal to the concentration of La in the main phase 10
- the sum of the concentrations of Sm in the first subphase 21 and the second subphase 22 is greater than or equal to the concentration of Sm in the main phase 10.
- the concentrations of La and Sm in the subphase 20 are greater than or equal to the concentrations of La and Sm in the main phase 10.
- the concentration of La in the main phase 10 here is the sum of the concentration of La in the first main phase 11 and the concentration of La in the second main phase 12. That is, the sum of the La concentrations in the first subphase 21 and the second subphase 22 is higher than the sum of the La concentrations in the first main phase 11 and the second main phase 12.
- the Sm concentration in the main phase 10 is the sum of the Sm concentration in the first main phase 11 and the Sm concentration in the second main phase 12. That is, the sum of the Sm concentrations in the first subphase 21 and the second subphase 22 is higher than the sum of the Sm concentrations in the first main phase 11 and the second main phase 12.
- the La concentration contained in the main phase 10 is X
- the La concentration contained in the first subphase 21 is X1
- the La concentration contained in the second subphase 22 is X2
- the Sm concentration contained in the main phase 10 is Y
- the Sm concentration contained in the first subphase 21 is Y1
- the Sm concentration contained in the second subphase 22 is Y2
- the concentrations of Nd and Pr contained in the main phase 10 satisfy the relationship of the following equations (2) and (3).
- the La concentration in the main phase 10 is the sum of the La concentrations in the first main phase 11 and the second main phase 12
- the Sm concentration in the main phase 10 is the sum of the Sm concentrations in the first main phase 11 and the second main phase 12.
- the La concentration in the main phase 10 indicates the average of the La concentrations in the first main phase 11 and the second main phase 12
- the Sm concentration in the main phase 10 indicates the average of the Sm concentrations in the first main phase 11 and the second main phase 12.
- the La concentration in the subphase 20, i.e., the sum of the La concentrations in the first subphase 21 and the second subphase 22 means the average La concentration in the first subphase 21 and the second subphase 22
- the Sm concentration in the subphase 20 i.e., the sum of the Sm concentrations in the first subphase 21 and the second subphase 22 means the average Sm concentration in the first subphase 21 and the second subphase 22.
- La is present in high concentrations at the grain boundaries during the manufacturing process, particularly during heat treatment, and thus diffuses Nd and Pr relatively into the main phase 10.
- Nd and Pr in the main phase 10 are not consumed at the grain boundaries, improving the magnetocrystalline anisotropy.
- Sm is also present in high concentrations in the subphase 20, particularly the first subphase 21, compared to the main phase 10, and thus, like La, diffuses Nd relatively into the main phase 10, improving the magnetocrystalline anisotropy.
- the subphase 20 contains the heavy rare earth element RH, and therefore the first subphase 21 and the second subphase 22 contain the heavy rare earth element RH, but in the third embodiment, the distribution of the heavy rare earth element RH is different between the first subphase 21 and the second subphase 22.
- the heavy rare earth element RH is uniformly distributed in the second subphase 22.
- the heavy rare earth element RH is not uniformly distributed in the first subphase 21, but is selectively distributed between the outer periphery of the first subphase 21 and the Sm-enriched portion 41, that is, in the inner periphery of the outer periphery of the first subphase 21.
- the heavy rare earth element RH is present so as to selectively surround the outer periphery of the Sm-enriched portion 41, which has a high Sm concentration in the first subphase 21.
- the first subphase 21 has an Sm-enriched portion 41 and a heavy rare earth element-containing portion 42 in which the heavy rare earth element RH is present and which selectively surrounds the outer periphery of the Sm-enriched portion 41.
- the outer periphery of the first subphase 21 is the boundary between the first subphase 21 and the main phase 10.
- a first subphase 21 and a second subphase 22 having a heavy rare earth element RH are present between the main phases 10. Therefore, it can be considered that the heavy rare earth element RH penetrates into a part of the surface of the main phase 10 that contacts the first subphase 21 and the second subphase 22 having the heavy rare earth element RH. In other words, it can be considered that the heavy rare earth element RH of the subphase 20 penetrates into a part of the shell portions 11s, 12s. Therefore, as in embodiment 1, the rare earth sintered magnet 1 according to embodiment 3 can suppress a decrease in the residual magnetic flux density while improving the coercive force of the rare earth sintered magnet 1.
- the cross section of the rare earth sintered magnet according to the third embodiment is analyzed with a field emission electron probe microanalyzer (FE-EPMA), it is confirmed that there is a main phase 10 having a first main phase 11 in which the heavy rare earth element RH is distributed in the core portion 11c, and a second main phase 12 in which the heavy rare earth element RH is hardly distributed in the core portion 12c, as shown in FIG. 3, and that there is a subphase 20 between the main phases 10 and 10. It is also confirmed that the subphase 20 includes a first subphase 21 having an Sm-enriched portion 41, and a second subphase 22 having a lower Sm concentration than the first subphase 21.
- FE-EPMA field emission electron probe microanalyzer
- Tb which is the heavy rare earth element RH
- the heavy rare earth element-containing portion 42 is present so as to selectively surround the Sm-enriched portion 41 in which the Sm concentration in the first subphase 21 is high.
- the heavy rare earth element RH is almost absent in the Sm-enriched portion 41, and that the concentration of the heavy rare earth element RH selectively distributed around the Sm-enriched portion 41 is higher than the concentration of the heavy rare earth element RH distributed throughout the second subphase 22.
- Fig. 4 is a diagram showing atomic sites in the tetragonal Nd2Fe14B crystal structure.
- the crystal structure shown in Fig. 4 is, for example, shown in Fig. 1 of Reference Technical Document 1 below.
- the substituted site is determined by the value of the stabilization energy due to the substitution, which is calculated by band calculation and molecular field approximation of the Heisenberg model. (Reference 1) JFHerbst et al. “Relationships between crystal structure and magnetic properties in Nd2Fe14B ”. PHYSICAL REVIEW B. 1984, Vol.29, No.7, p.4176-4178.
- the stabilization energy of La can be calculated by the energy difference between (Nd7La1 )Fe56B4 + Nd and Nd8 ( Fe55La1 ) B4 + Fe using a Nd8Fe56B4 crystal cell.
- Table 1 shows the stabilization energy of La at each substitution site when the environmental temperature is changed.
- the stable substitution site of La is the Nd(f) site at temperatures of 1000K or higher, and the Fe(c) site at temperatures of 293K and 500K.
- the rare earth sintered magnet 1 according to the third embodiment is produced by heating the raw material of the rare earth sintered magnet 1 to a temperature of 1000K or higher, melting it, and then quenching it. For this reason, it is considered that the raw material of the rare earth sintered magnet 1 is maintained at a temperature of 1000K or higher, i.e., 727°C or higher, and preferably at about 1300K, i.e., 1027°C. At that time, it is considered that La is substituted at the Nd(f) site or Nd(g) site.
- La is preferentially substituted at the energetically stable Nd(f) site, but it is also possible that La is substituted at the Nd(g) site, which has a small energy difference among the substitution sites of La. For this reason, the Nd(g) site is also listed as a candidate for the substitution site of La.
- the rare earth sintered magnet 1 is manufactured by the manufacturing method described later, although the temperature is 1000K or more during sintering, the Fe(c) site described in Table 1 is repeatedly maintained in an energetically stable temperature range by going through the first aging process, the second aging process, the third aging process, the fourth aging process, and the cooling process described later. In other words, the substitution of La at the Nd site of the main phase 10 is maintained in an unstable energy state.
- the rare earth sintered magnet 1 in the raw material stage of the rare earth sintered magnet 1, La is mainly substituted at the Nd site of the main phase 10, but in the manufacturing method described later, the rare earth sintered magnet 1 is repeatedly held in a temperature range that is intentionally in an unstable energy state with respect to the Nd site of the main phase 10, so that a certain amount of La is selectively released from the Nd site of the main phase 10, and La segregates into the subphase 20.
- the main phase 10 promotes the formation of a characteristic structure called a core-shell structure.
- the stabilization energy of Sm can be calculated from the energy difference between ( Nd7Sm1 ) Fe56B4 +Nd and Nd8 ( Fe55Sm1 ) B4 + Fe.
- the lattice constant in the tetragonal R2Fe14B crystal structure does not change due to the substitution of atoms.
- Table 2 shows the stabilization energy of Sm at each substitution site when the environmental temperature is changed.
- the stable substitution site for Sm is the Nd(g) site at all temperatures. It is thought that Sm is preferentially substituted at the energetically stable Nd(g) site, but substitution at the Nd(f) site, which has a small energy difference among the substitution sites for Sm, is also possible.
- rare earth sintered magnet 1 When rare earth sintered magnet 1 is manufactured by the manufacturing method described below, substitution at the Nd(g) site of main phase 10 is the most stable in terms of energy. However, as described above, by maintaining the temperature range in which substitution of La at the Nd site of main phase 10 becomes unstable, some Sm is also released from the Nd site of main phase 10 together with La and segregates into subphase 20. As a result, there is a difference in the concentrations of La and Sm between main phase 10 and subphase 20, and the sum of the concentrations of La in first subphase 21 and second subphase 22 is equal to or greater than the concentration of La in main phase 10, and the sum of the concentrations of Sm in first subphase 21 and second subphase 22 is equal to or greater than the concentration of Sm in main phase 10.
- the average concentration of La in the first subphase 21 and the second subphase 22 is equal to or greater than the average concentration of La in the first main phase 11 and the second main phase 12
- the average concentration of Sm in the first subphase 21 and the second subphase 22 is equal to or greater than the average concentration of Sm in the first main phase 11 and the second main phase 12.
- Nd is a representative example, as shown in Figure 4, but since Nd and Pr are produced as a mixture, as typified by Di (didymium), it is thought that the energy levels of Nd and Pr are close. Therefore, the same can be said when Nd is replaced with Pr.
- Di didymium
- the subphase 20 has a crystalline first subphase 21 based on an oxide phase whose main component is represented by (Nd, Pr, RH, La, Sm)-O, and a crystalline second subphase 22 whose main component is represented by (Nd, Pr, RH, La)-O.
- the first subphase 21 has a higher Sm concentration than the second subphase 22, and the first subphase 21 has an Sm-enriched portion 41 in which Sm is selectively distributed.
- two types of main phases 10 and two types of subphases 20 are present. This makes it possible to provide a rare earth sintered magnet 1 whose magnetic properties, such as temperature characteristics of the magnetic properties, are superior to those of the conventional magnets.
- the main phase 10 is in a state in which the first main phase 11 in which C(Nd, RH)>CPr and the second main phase 12 in which C(Nd, RH) ⁇ CPr are mixed.
- the rare earth sintered magnet 1 has a main phase 10 having two types of first and second main phases 11 and 12, and when focusing on the cores 11c, 12c of the two types of main phases 10, it is easy to produce a main phase 10 having two types of core-shell structures, in which the Nd concentration is higher than the Pr concentration in the first main phase 11 and, conversely, the Pr concentration is higher than the Nd concentration in the second main phase 12, and the concentration of the heavy rare earth element RH in the first main phase 11 is higher than the concentration of the heavy rare earth element RH in the second main phase 12.
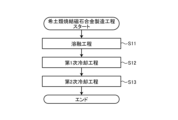
- the method for manufacturing the rare earth sintered magnet 1 includes a rare earth sintered magnet alloy manufacturing step (step S10) for manufacturing a rare earth sintered magnet alloy that serves as a raw material for a diffusion precursor, which is a sintered body before diffusing the heavy rare earth element RH into the rare earth sintered magnet 1 containing the heavy rare earth element RH, a diffusion precursor manufacturing step (step S20) for forming the diffusion precursor, a grain boundary diffusion step (step S30) for diffusing the heavy rare earth element RH into the diffusion precursor, and a cooling step (step S40) for cooling the diffusion precursor in which the heavy rare earth element RH has been diffused to obtain the rare earth sintered magnet 1.
- a rare earth sintered magnet alloy manufacturing step step S10 for manufacturing a rare earth sintered magnet alloy that serves as a raw material for a diffusion precursor, which is a sintered body before diffusing the heavy rare earth element RH into the rare earth sintered magnet 1 containing the heavy rare earth element RH
- the raw material of the diffusion precursor is heated to a temperature of 1000K or higher in a crucible in an atmosphere containing an inert gas such as Ar (argon) or in a vacuum to melt it.
- an inert gas such as Ar (argon) or in a vacuum to melt it.
- Nd, Pr, RH, R, Fe, and B can be used as the raw materials.
- Nd, Pr, RH, La, Sm, Fe, and B can be used as the raw materials.
- the rare earth element R in the first and second embodiments is La and Sm.
- RH include Dy and Tb.
- FeB may be used as the raw material instead of B.
- one or more elements selected from the group of Ga, Cu, Al, Co, Zr, Ti, Nb, and Mn may be included in the raw material as the additive element M.
- the thin solidified alloy prepared in the first cooling step is put into a tray container and cooled.
- the thin solidified alloy is broken into flake-like rare earth sintered magnet alloy when it enters the tray container and cooled.
- a ribbon-like rare earth sintered magnet alloy may be obtained, and is not limited to flake-like.
- the cooling rate in the second cooling step is preferably 10 -2 ° C./sec or more and 10 5 ° C./sec or less, and more preferably 10 -1 ° C./sec or more and 10 2 ° C./sec or less.
- the second cooling step of step S13 corresponds to the second alloy cooling step.
- the rare earth sintered magnet alloy obtained through these processes has a minor axis size of 3 ⁇ m to 10 ⁇ m and a major axis size of 10 ⁇ m to 300 ⁇ m.
- it has a fine crystal structure containing a (Nd, Pr, RH, La, Sm)-Fe-B crystal phase and a crystalline subphase 20 of an oxide represented by (Nd, Pr, RH, La, Sm)-O.
- the crystalline subphase 20 of an oxide represented by (Nd, Pr, RH, La, Sm)-O is referred to as the (Nd, Pr, RH, La, Sm)-O phase.
- the diffusion precursor manufacturing process includes a crushing process (step S21) for crushing a rare earth sintered magnet alloy having a (Nd, Pr, RH, La, Sm)-Fe-B crystal phase and a (Nd, Pr, RH, La, Sm)-O phase, a molding process (step S22) for preparing a compact by molding the powder of the crushed rare earth sintered magnet alloy, a sintering process (step S23) for sintering the compact at a sintering temperature that is a set temperature to obtain a sintered body, an aging process (step S24) for aging the sintered body to improve the magnetic properties such as the coercive force of the rare earth sintered magnet 1, and a sintered body cooling process (step S25) for cooling the aged sintered body.
- a crushing process for crushing a rare earth sintered magnet alloy having a (Nd, Pr, RH, La, Sm)-Fe-B crystal phase and a (Nd, Pr, RH, La, Sm
- the rare earth sintered magnet alloy powder is compression molded in a die to which a magnetic field is applied to prepare a molded body.
- the magnetic field applied can be 2 T, for example. Note that molding can also be performed without applying a magnetic field, rather than in a magnetic field.
- the compression-molded body is held at a sintering temperature in the range of 950°C to 1300°C, preferably 1000°C to less than 1150°C, for a time in the range of 0.1 to 10 hours, preferably 1.0 to 6.0 hours, to obtain a sintered body.
- Sintering is preferably performed in an atmosphere containing an inert gas or in a vacuum to suppress oxidation. Sintering may be performed while a magnetic field is applied.
- the aging process of step S24 includes a first aging process of step S24-1, a second aging process of step S24-2, a third aging process of step S24-3, and a fourth aging process of step S24-4.
- Aging is preferably performed in an atmosphere containing an inert gas or in a vacuum to suppress oxidation.
- the obtained sintered body is held at a first aging temperature, which is a temperature lower than the sintering temperature, for a time period within a range of 0.1 to 10 hours, preferably 0.5 to 5 hours.
- the first aging temperature is specifically a temperature within a range of 700°C to 950°C, which is lower than the sintering temperature.
- the sintered body held in the first aging step is held at a second aging temperature, which is a temperature lower than the first aging temperature, for a time in the range of 0.1 to 10 hours, preferably 1.0 to 7 hours.
- the second aging temperature is specifically a temperature in the range of 450°C to 700°C, which is lower than the first aging temperature.
- the sintered body held in the second aging process is heated again to the first aging temperature, specifically to a temperature in the range of 700°C or higher and lower than 950°C, and held at the first aging temperature for a time in the range of 0.1 hours to 10 hours, preferably 0.5 hours to 5 hours.
- the sintered body held in the third aging process is again held at the second aging temperature, specifically, at a temperature in the range of 450°C or higher and lower than 700°C, for a time in the range of 0.1 to 10 hours, preferably 1.0 to 7 hours.
- the sintered body held in the fourth aging step is held at a cooling temperature in the range of 200°C or higher and lower than 450°C for a time in the range of 0.1 hour to 5 hours. After that, it is cooled to room temperature to produce a diffusion precursor of the rare earth sintered magnet 1. It is preferable that the cooling is also performed in an atmosphere containing an inert gas or in a vacuum to suppress oxidation.
- a diffusion precursor is formed, which is a sintered body having the final shape of the rare earth sintered magnet 1.
- heat treatment is performed under conditions in which the diffusion precursor formed in step S25 and the heavy rare earth element RH are present, and the heavy rare earth element RH is grain boundary diffused into the diffusion precursor.
- heat treatment is performed to hold the diffusion precursor at a temperature lower than the sintering temperature in the sintering process of step S23.
- the grain boundary diffusion process may be performed simultaneously with the aging process of step S24.
- the heavy rare earth element RH is selectively diffused into at least a part of the outer periphery of the Sm-enriched portion 41 of the first subphase 21, and is uniformly diffused into the second subphase 22.
- a known grain boundary diffusion method can be used for the treatment in the grain boundary diffusion process.
- Various techniques have been proposed for the grain boundary diffusion method depending on the supply form of the heavy rare earth element RH, and typical methods include a coating diffusion method, a sputter diffusion method, and a vapor diffusion method. These typical grain boundary diffusion methods are described below.
- the grain boundary diffusion step includes a diffusion element attachment step of attaching a heavy rare earth element supply part, which is a material containing a heavy rare earth element RH and serves as a supply source of the heavy rare earth element RH to the diffusion precursor, and a diffusion heat treatment step of performing heat treatment to diffuse the heavy rare earth element RH from the heavy rare earth element supply part to the diffusion precursor.
- a slurry in which a powdered heavy rare earth element compound is mixed with water or an organic solvent is attached to the surface of the diffusion precursor. The slurry attached to the surface of the diffusion precursor becomes the heavy rare earth element supply part.
- the attachment of the slurry can be performed by spray atomization, dip coating, spin coating, screen printing, electrodeposition, etc.
- the diffusion precursor to which the heavy rare earth element supply part is attached is heat treated at a diffusion temperature lower than the sintering temperature in the sintering step of step S23, thereby diffusing the heavy rare earth element RH into the inside of the diffusion precursor.
- the heat treatment conditions are a diffusion temperature lower than the sintering temperature and a time within a range of 0.1 hours to 100 hours.
- the diffusion temperature is, for example, a temperature in the range of 300° C. to 1000° C., which is lower than the sintering temperature.
- the heat treatment is preferably performed in an atmosphere containing an inert gas or in a vacuum in order to suppress oxidation.
- the grain boundary diffusion step includes a diffusion element attachment step and a diffusion heat treatment step.
- the diffusion element attachment step a thin film of a single metal or alloy composition of the heavy rare earth element RH is formed on the surface of the diffusion precursor in a dry environment.
- the thin film formed on the surface of the diffusion precursor becomes a heavy rare earth element supply part.
- the thin film is formed by a sputtering method.
- the diffusion precursor on which the heavy rare earth element supply part is formed is heat treated at a diffusion temperature lower than the sintering temperature in the sintering step of step S23, thereby diffusing the heavy rare earth element RH into the inside of the diffusion precursor.
- the heat treatment conditions are a diffusion temperature lower than the sintering temperature and a time in the range of 0.1 hours to 100 hours.
- the diffusion temperature is a temperature in the range of 300° C. to 1000° C., which is lower than the sintering temperature.
- the heat treatment is preferably performed in an atmosphere containing an inert gas or in a vacuum in order to suppress oxidation.
- the diffusion precursor and the heavy rare earth element supply unit are placed in a vacuum furnace, and then the diffusion precursor is heat-treated in the vacuum furnace at a temperature lower than the sintering temperature in the sintering step of step S23, thereby performing a heat treatment to diffuse the heavy rare earth element RH into the diffusion precursor.
- the heavy rare earth element supply source is turned into a gas phase by vacuum heating, and the heavy rare earth element RH is supplied to the diffusion precursor through the gas phase.
- the heat treatment conditions are a diffusion temperature lower than the sintering temperature and a time in the range of 0.1 to 100 hours.
- the diffusion temperature is a temperature in the range of 600°C to 900°C, which is lower than the sintering temperature.
- the diffusion element attachment step can be omitted, so that the time of the grain boundary diffusion step can be shortened.
- the diffusion precursor in which the heavy rare earth element RH has been diffused in the grain boundary diffusion step is held at a temperature below 200° C. for a time in the range of 0.1 to 5 hours.
- the rare earth sintered magnet 1 shown in the first to third embodiments is formed.
- the rare earth sintered magnet 1 is formed in which the heavy rare earth element RH is present on at least a part of the surface of the main phase 10 containing the heavy rare earth element RH.
- the rare earth sintered magnet 1 is formed in which the heavy rare earth element RH is diffused in the main phase 10 containing the heavy rare earth element RH and the subphase 20 present between the main phase 10.
- the rare earth sintered magnet 1 is formed, which includes the main phase 10 containing the heavy rare earth element RH, the first subphase 21 in which the heavy rare earth element RH has been diffused so as to selectively surround the outer periphery of the Sm-enriched portion 41, and the second subphase 22 in which the heavy rare earth element RH has been diffused uniformly.
- cooling is preferably performed in an atmosphere containing an inert gas or in a vacuum.
- a rare earth sintered magnet 1 of the desired shape can be obtained.
- a rare earth sintered magnet alloy having a (Nd, Pr, RH, La, Sm)-Fe-B crystal phase and a (Nd, Pr, RH, La, Sm)-O phase is pulverized to form a rare earth sintered magnet alloy powder, the shaped compact is sintered to form a sintered body, and the sintered body is aged to manufacture the rare earth sintered magnet 1. This makes it possible to manufacture the rare earth sintered magnet 1 having the structure described in the third embodiment.
- the heavy rare earth element is adjusted to a desired concentration before the rare earth sintered magnet alloy is manufactured, and the rare earth sintered magnet 1 is manufactured using this rare earth sintered magnet alloy, so that the heavy rare earth element RH can easily enter the inside of the main phase 10.
- the temperature and time in the sintering step, the aging step, and the sintered body cooling step are controlled.
- the obtained sintered body is held at the first aging temperature, which is a temperature lower than the sintering temperature, for a period of 0.1 to 10 hours, preferably 0.5 to 5 hours.
- the sintered body is held at the second aging temperature, which is a temperature lower than the first aging temperature, for a period of 0.1 to 10 hours, preferably 1.0 to 7 hours.
- the temperature is raised again to the first aging temperature, and the sintered body is held at the first aging temperature for a period of 0.1 to 10 hours, preferably 0.5 to 5 hours.
- the sintered body is held at the second aging temperature for a period of 0.1 to 10 hours, preferably 1.0 to 7 hours. In this way, the temperature and time are controlled so that two sets of the first aging step and the second aging step are performed. This creates a state in which the sintered body is repeatedly maintained in the temperature range of an unstable energy state.
- the first main phase 11 consisting of CNd>CPr and the second main phase 12 consisting of CNd ⁇ CPr are mixed, and it is possible to make the concentration of the heavy rare earth element RH in the first main phase 11 higher than the concentration of the heavy rare earth element RH in the second main phase 12.
- the rare earth sintered magnet 1 has two main phases 10, the first main phase 11 and the second main phase 12, and when focusing on the cores 11c and 12c of the two main phases 10, it is possible to selectively manufacture a rare earth sintered magnet 1 in which the sum of the concentration of Nd and the concentration of the heavy rare earth element RH in the first main phase 11 is higher than the concentration of Pr, and conversely, the concentration of Pr in the second main phase 12 is higher than the sum of the concentration of Nd and the concentration of the heavy rare earth element RH.
- a rare earth sintered magnet 1 having a characteristic organizational structure in which a crystalline first subphase 21 based on an oxide phase whose main component is expressed as (Nd, Pr, RH, La, Sm)-O and a crystalline second subphase 22 whose main component is expressed as (Nd, Pr, RH, La)-O are included, the Sm concentration is higher in the first subphase 21 than in the second subphase 22, and Sm-enriched portions 41 are formed in the first subphase 21.
- an R-Fe-B rare earth sintered magnet alloy containing rare earth elements R including Nd and Pr is crushed, a powder compact of the R-Fe-B rare earth sintered magnet alloy is sintered, and an aging treatment is performed to form a diffusion precursor having a first main phase 11 and a second main phase 12, in which the concentration of the heavy rare earth element RH in the first main phase 11 is higher than the concentration of the heavy rare earth element RH in the second main phase 12.
- a rare earth sintered magnet 1 in which the heavy rare earth element RH is present inside the first main phase 11 and the second main phase 12 and on a part of the surface of the first main phase 11 and the second main phase 12, or a rare earth sintered magnet 1 in which the heavy rare earth element RH is present in the subphase 20, can be manufactured by heat treatment to cause the heavy rare earth element RH to diffuse to grain boundaries in the diffusion precursor.
- an R-Fe-B system rare earth sintered magnet alloy containing rare earth elements R including Nd, Pr, La and Sm is crushed, a powder compact of the R-Fe-B system rare earth sintered magnet alloy is sintered, and an aging treatment is performed to form a diffusion precursor having a first main phase 11 containing the heavy rare earth element RH and a second main phase 12 having a lower concentration of the heavy rare earth element RH than the first main phase 11, as well as a first subphase 21 having an Sm-enriched portion 41 where Sm is concentrated, and a second subphase 22 having a lower Sm concentration than the first subphase 21.
- a heat treatment is performed to cause the heavy rare earth element RH to diffuse to grain boundaries in the diffusion precursor, so that the heavy rare earth element RH selectively surrounds the outer periphery of the Sm-enriched portion 41 in the first subphase 21, and the heavy rare earth element RH is uniformly distributed in the second subphase 22 to produce a rare earth sintered magnet 1.
- the R-T-B system sintered magnet described in Patent Document 1 has one or more rare earth elements, with the heavy rare earth element RH being essential, and has one type of main phase particle composed of a core portion and a shell portion.
- all main phase particles contain the heavy rare earth element RH.
- the main phase 10 of the rare earth sintered magnet 1 according to embodiment 1 is a mixture of a first main phase 11 in which the heavy rare earth element RH is contained in the core portion 11c, and a second main phase 12 in which the heavy rare earth element RH is hardly contained in the core portion 12c.
- the heavy rare earth element RH is selectively arranged in the first main phase 11, which is one of the two types of main phases 10.
- the rare earth sintered magnet 1 according to embodiment 1, in which the heavy rare earth element RH only needs to be contained in the first main phase 11 of the two types of main phases 10, can reduce the amount of heavy rare earth element RH used.
- the ratio of the volume of the subphase 20 to the total volume of the rare earth sintered magnet 1 is extremely small, even if the heavy rare earth element RH is diffused and present in the subphase 20, the amount of heavy rare earth element RH used can be reduced compared to the technology of Patent Document 1.
- FIG. 8 is a cross-sectional view showing a schematic example of the configuration of a rotor equipped with a rare earth sintered magnet according to embodiment 5.
- Fig. 8 shows a cross section perpendicular to the rotation axis RA of the rotor 100.
- the rotor 100 is rotatable about the rotation axis RA.
- the rotor 100 includes a rotor core 101 and rare earth sintered magnets 1 that are inserted into magnet insertion holes 102 provided in the rotor core 101 along the circumferential direction of the rotor 100.
- FIG. 8 shows an example in which four magnet insertion holes 102 are provided in the rotor core 101 and four rare earth sintered magnets 1 are inserted into the magnet insertion holes 102, but the number of magnet insertion holes 102 and rare earth sintered magnets 1 may be changed depending on the design of the rotor 100.
- the rotor core 101 is formed by stacking multiple disc-shaped electromagnetic steel plates in the axial direction of the rotation axis RA.
- the rare earth sintered magnets 1 are manufactured according to the manufacturing method described in embodiment 4.
- the four rare earth sintered magnets 1 are inserted into the corresponding magnet insertion holes 102.
- the four rare earth sintered magnets 1 are each magnetized so that the magnetic poles of the rare earth sintered magnets 1 on the radial outside of the rotor 100 are different between adjacent rare earth sintered magnets 1.
- the rotor 100 according to embodiment 5 includes the rare earth sintered magnet 1 according to embodiment 1, embodiment 2, or embodiment 3, which can improve the magnetic properties at room temperature and suppress the deterioration of the magnetic properties with increasing temperature.
- the rare earth sintered magnet 1 suppresses the use of heavy rare earth elements RH compared to the conventional method, and can suppress the deterioration of the magnetic properties with increasing temperature while maintaining high residual magnetic flux density and coercive force, so that the deterioration of the magnetic properties is suppressed even in high-temperature environments exceeding 100°C.
- the magnetic properties and magnetization allows the magnetic properties and magnetization to be improved while replacing Nd and heavy rare earth elements RH, which are expensive, highly unevenly distributed in different regions, and have procurement risks, with inexpensive rare earth elements, and the operation of the rotor 100 can be stabilized even in high-temperature environments exceeding 100°C.
- the rare earth sintered magnet 1 according to embodiment 1, embodiment 2, or embodiment 3 has superior magnetization performance compared to the conventional method, it is possible to magnetize the rotor 100 in an assembled state with the rare earth sintered magnet 1 set thereon, which makes it easier to handle the manufacturing process.
- the magnetization process can be performed with reduced voltage, which contributes to energy savings.
- FIG. 9 is a cross-sectional view showing a schematic example of a configuration of a rotating machine according to the sixth embodiment.
- Fig. 9 shows a cross section in a direction perpendicular to the rotation axis RA of the rotor 100.
- the rotating machine 120 includes the rotor 100 described in the fifth embodiment, which is rotatable about the rotation axis RA, and the annular stator 130, which is arranged coaxially with the rotor 100 and faces the rotor 100.
- the stator 130 is formed by laminating a plurality of electromagnetic steel sheets in the axial direction of the rotation axis RA.
- the configuration of the stator 130 is not limited to this, and an existing configuration can also be adopted.
- the stator 130 has teeth 131 protruding toward the rotor 100 and provided along the inner surface of the stator 130.
- the teeth 131 are provided with windings 132.
- the windings 132 may be wound in a concentrated winding or a distributed winding, for example.
- the stator 130 has windings 132 attached to the teeth 131 protruding toward the rotor 100 on the inner surface on the side where the rotor 100 is arranged, and has an annular structure arranged facing the rotor 100.
- the number of magnetic poles of the rotor 100 in the rotating machine 120 must be two or more, that is, the number of rare earth sintered magnets 1 must be two or more.
- FIG. 9 shows an example of a rotor 100 with embedded magnets
- the rotor 100 may be a surface magnet type rotor in which the rare earth sintered magnets 1 are fixed to the outer periphery with adhesive.
- the rotating machine 120 in embodiment 6 includes the rare earth sintered magnet 1 according to embodiment 1, 2 or 3, which can improve the magnetic properties at room temperature and suppress the deterioration of the magnetic properties with increasing temperature.
- the rare earth sintered magnet 1 suppresses the use of heavy rare earth elements RH compared to conventional methods, and can suppress the deterioration of the magnetic properties with increasing temperature while maintaining high residual magnetic flux density and coercive force, so that the deterioration of the magnetic properties is suppressed even in high temperature environments exceeding 100°C.
- the magnetic properties and magnetization are improved while replacing Nd and heavy rare earth elements RH, which are expensive, highly unevenly distributed around the region, and have procurement risks, with inexpensive rare earth elements, and the rotor 100 can be stably driven and the operation of the rotating machine 120 can be stabilized even in high temperature environments exceeding 100°C.
- a rare earth sintered magnet 1 is manufactured by the method shown in embodiment 4 using a sample of a plurality of rare earth sintered magnet alloys with different compositions represented by (Nd, Pr, Dy, La, Sm)-Fe-B.
- a rare earth sintered magnet 1 is manufactured by forming a diffusion precursor using a rare earth sintered magnet alloy with different contents of Nd, Pr, Dy, La, and Sm, and diffusing Tb into the diffusion precursor at grain boundaries so that the heavy rare earth element RH, Tb, is 0.10 at. %.
- a rare earth sintered magnet 1 in which 0.10 at. % of Tb, the heavy rare earth element RH, is diffused is manufactured from a rare earth sintered magnet alloy represented by (Nd, Pr, Dy, La, Sm)-Fe-B using the manufacturing method shown in embodiment 4.
- Comparative Examples 1 to 14 samples of multiple rare earth sintered magnet alloys R-Fe-B with different compositions are used to produce rare earth sintered magnet 1 in which Tb, the heavy rare earth element RH, is experimentally diffused through grain boundaries using a general rare earth magnet manufacturing method such as that shown in Patent Document 1 or Patent Document 2. In the samples of rare earth sintered magnet 1 according to Comparative Examples 1 to 14, the R portion is changed.
- a rare earth sintered magnet 1 in which 0.15 at. % Tb, which is a heavy rare earth element RH, is diffused is manufactured from a rare earth sintered magnet alloy in which R is Nd, or from a rare earth sintered magnet alloy in which R includes Nd and one or more elements selected from the group of Dy, Pr, La, and Sm, using the manufacturing method shown in Patent Document 1.
- a rare earth sintered magnet 1 in which 0.15 at. % of Tb, the heavy rare earth element RH, is diffused is manufactured from a rare earth sintered magnet alloy in which R is Nd, or from a rare earth sintered magnet alloy in which R includes Nd and one or more elements selected from the group consisting of Dy, Pr, La, and Sm, using the manufacturing method shown in Patent Document 2.
- Table 3 shows the general formula of the rare earth sintered magnets of the examples and comparative examples, the content of the elements that make up R, the analysis results of the structural morphology, and the evaluation results of the magnetic properties and magnetization performance.
- Table 3 shows the general formula of the main phase 10 of each sample, which is the rare earth sintered magnet 1 of Examples 1 to 8 and Comparative Examples 1 to 14.
- the structure of the rare earth sintered magnet 1 is determined by elemental analysis using a scanning electron microscope (SEM) and an EPMA.
- SEM scanning electron microscope
- EPMA FE-EPMA (manufactured by JEOL Ltd., product name: JXA-8530F) is used as the SEM and EPMA.
- the conditions for the elemental analysis are an acceleration voltage of 15.0 kV, an irradiation current of 2.271e -008 A, an irradiation time of 130 ms, a pixel count of 512 pixels x 512 pixels, a magnification of 5000 times, and an accumulation count of 1 time.
- the magnetic properties are evaluated by measuring the coercive force of multiple samples using a pulse excitation type BH tracer.
- the maximum magnetic field applied by the BH tracer is 6 T or more, at which the rare earth sintered magnet 1 is fully magnetized.
- a DC magnetic flux meter also called a DC type BH tracer
- VSM vibrating sample magnetometer
- MPMS magnetic property measurement system
- PPMS physical property measurement system
- the measurement is performed in an atmosphere containing an inert gas such as nitrogen.
- the magnetic properties of each sample are measured by detecting the magnetization picked up by a search coil or a magnetic sensor of the rare earth sintered magnet 1 magnetized by the applied magnetic field.
- the magnetic properties are measured from the J-H curve or B-H curve, which is the measured magnetic hysteresis.
- the magnetic properties of each sample are measured at a first measurement temperature T1 and a second measurement temperature T2, which are different from each other.
- the temperature coefficient ⁇ [%/°C] of the residual magnetic flux density is the ratio of the difference between the residual magnetic flux density at the first measurement temperature T1 and the residual magnetic flux density at the second measurement temperature T2 to the residual magnetic flux density at the first measurement temperature T1, divided by the temperature difference (T2-T1).
- the temperature coefficient ⁇ [%/°C] of the coercive force is the ratio of the difference between the coercive force at the first measurement temperature T1 and the coercive force at the second measurement temperature T2 to the coercive force at the first measurement temperature T1, divided by the temperature difference (T2-T1). Therefore, the smaller the absolute values
- magnetization performance can be measured by calculating the magnetization rate from the ratio of the magnetic flux density measured from the magnetic hysteresis drawn by applying an arbitrary magnetic field at a constant permeance coefficient to the magnetic flux density measured from the magnetic hysteresis drawn by applying a saturating magnetic field. If a high magnetization rate can be obtained even in a weaker magnetic field, it can be said that the magnetization performance is high.
- the main phase 10 contains a mixture of a first main phase 11 in which CNd>CPr and a second main phase 12 in which CNd ⁇ CPr. It can also be confirmed that when the Dy concentration in the first main phase 11 is C1Dy and the Dy concentration in the second main phase 12 is C2Dy, C1Dy>C2Dy.
- the concentration difference shown here between "the first main phase 11 where CNd>CPr and the second main phase 12 where CNd ⁇ CPr” means that a clear difference has been found between the detection intensity of Nd and the detection intensity of Pr by mapping analysis using EPMA.
- the Nd concentration in the core portion 11c has a higher than average detection intensity by EPMA, while the Pr concentration shows an EPMA detection intensity close to the lower limit.
- the second main phase 12 is the opposite of the first main phase 11.
- the concentration difference shown by "C1Dy>C2Dy” means that mapping analysis using EPMA has revealed a clear difference between the detection intensity of Dy in the first main phase 11 and the detection intensity of Dy in the second main phase 12. Specifically, the EPMA detection intensity of the Dy concentration in the first main phase 11 is higher than the average, while the EPMA detection intensity of the Dy concentration in the second main phase 12 is near the lower limit.
- the rare earth sintered magnet 1 has, in addition to the first main phase 11 and second main phase 12 in embodiment 1, a crystalline first subphase 21 based on an oxide phase whose main component is expressed as (Nd, Pr, Dy, Tb, La, Sm)-O, and a crystalline second subphase 22 whose main component is expressed as (Nd, Pr, Dy, Tb, La)-O. Furthermore, it can be confirmed that the concentration of Sm is higher in the first subphase 21 than in the second subphase 22.
- the concentration of Nd and the concentration of Dy indicate that the detection intensity by EPMA is higher than the average, and the concentration of Pr indicates that the detection intensity by EPMA is near the lower limit.
- the concentration of Pr indicates that the detection intensity by EPMA is near the lower limit.
- C(Nd, RH) ⁇ CPr as in the case of the second main phase 12, is confirmed, then " ⁇ " is entered only in the column for the second main phase 12, and " ⁇ " is entered in the column for the first main phase 11.
- concentration difference between the first subphase 21 and the second subphase 22 means that the detection intensity of Sm is higher on average in the first subphase 21 than in the second subphase 22, as determined by mapping analysis using EPMA.
- the concentration of Dy in the core portions 11c and 12c is CDy and the concentration of Dy in the shell portions 11s and 12s is SDy, and attention is focused on the shell portions 11s and 12s of the core-shell structure, it can also be confirmed that the first main phase 11 satisfies the relational expressions CNd>SNd, CPr ⁇ SPr, CDy>SDy, and the second main phase 12 satisfies the relational expressions CNd ⁇ SNd, CPr>SPr, CDy ⁇ SDy.
- the shape of each sample used for magnetic measurement is a block shape with length, width and height all being 7 mm.
- the first measurement temperature T1 is 23°C
- the second measurement temperature T2 is 200°C.
- 23°C is room temperature.
- the second measurement temperature T2 of 200°C is a temperature that can occur in the operating environment of automotive motors and industrial motors.
- the residual magnetic flux density and coercivity of each sample from Examples 1 to 8 and Comparative Examples 2 to 14 are judged in comparison with Comparative Example 1. If the residual magnetic flux density and coercivity values at 23°C of each sample are within 1%, which is considered to be the measurement error, compared to the values in Comparative Example 1, they are judged as "same.” If they are 1% or more higher, they are judged as “good.” If they are 1% or less lower, they are judged as "poor.”
- the temperature coefficient ⁇ of the residual magnetic flux density is calculated using the residual magnetic flux density at the first measurement temperature T1 of 23°C and the residual magnetic flux density at the second measurement temperature T2 of 200°C.
- the temperature coefficient ⁇ of the coercivity is calculated using the coercivity at the first measurement temperature T1 of 23°C and the coercivity at the second measurement temperature T2 of 200°C.
- the temperature coefficients of the residual magnetic flux density and the temperature coefficients of the coercivity in each sample according to Examples 1 to 8 and Comparative Examples 2 to 14 are judged by comparing with Comparative Example 1.
- the magnetization performance is calculated from the ratio of the magnetic flux density at the intersection of the magnetic hysteresis and the permeance coefficient Pc of an applied magnetic field of 20 kOe to the magnetic flux density at the intersection of the magnetic hysteresis and the permeance coefficient Pc of an applied magnetic field of 80 kOe, which is the saturated magnetization state.
- the magnetization performance of each sample from Examples 1 to 8 and Comparative Examples 2 to 14 is judged by comparing it with Comparative Example 1.
- Comparative example 1 is a sample of rare earth sintered magnet 1 produced according to the manufacturing method described in Patent Document 1 using Nd, Dy, Fe, and FeB as raw materials, with 0.15 at. % Tb diffused therein to form (Nd, Dy)-Fe-B.
- the residual magnetic flux density is 1.25 T and the coercive force is 1900 kA/m.
- the temperature coefficients of the residual magnetic flux density and the coercive force are
- 0.185%/°C and
- 0.455%/°C, respectively.
- the magnetization rate is 98.6%.
- Comparative example 3 is a sample of rare earth sintered magnet 1 produced according to the manufacturing method described in Patent Document 1 using Nd, Pr, Fe, and FeB as raw materials, with 0.15 at. % Tb diffused therein to form (Nd, Pr)-Fe-B.
- Nd, Pr Nd, Pr
- FeB FeB
- Tb 0.15 at. % Tb diffused therein to form (Nd, Pr)-Fe-B.
- the residual magnetic flux density is "good” and the coercivity is “poor” because the heavy rare earth elements RH, Dy and Tb, are not included in the base material.
- the temperature coefficient of coercivity is “poor” due to the addition of Pr. Since the manufacturing method does not include hot working, the magnetization performance is “equal or better.” The temperature coefficient of residual magnetic flux density is “equal.” Also, even if Tb, which is a heavy rare earth element RH, is diffused into the diffusion precursor, which is a base material that does not contain the heavy rare earth element RH, the magnetic properties will not improve.
- Comparative example 4 is a sample of rare earth sintered magnet 1 produced according to the manufacturing method described in Patent Document 1 using Nd, Pr, Dy, Fe, and FeB as raw materials, with 0.15 at. % Tb diffused therein to form (Nd, Pr, Dy)-Fe-B.
- Nd, Pr, Dy Nd, Pr, Dy
- a main phase 10 in which Nd and Pr are mixed can be confirmed, but a core-shell structure is not formed.
- La and Sm are not added, it cannot be confirmed that the concentration of Sm in the subphase 20 is higher in the first subphase 21 than in the second subphase 22.
- the temperature coefficient of residual magnetic flux density is "equal", which reflects the fact that although the addition of Tb and Pr increases the magnetic anisotropy of the main phase 10 and improves the coercivity, it is not the optimal structure of the main phase 10 and subphase 20.
- Comparative Example 5 is a sample of rare earth sintered magnet 1 produced according to the manufacturing method described in Patent Document 1 using Nd, La, Sm, Fe, and FeB as raw materials, with 0.15 at. % Tb diffused therein to form (Nd, La, Sm)-Fe-B.
- the core-shell structure of the main phase 10 cannot be confirmed because Pr is not added.
- the concentration of Sm is segregated to one subphase 20 due to the segregation of La, but the second subphase 22 does not exist. Furthermore, it cannot be confirmed that the concentration of Sm is higher in the first subphase 21 than in the second subphase 22.
- the residual magnetic flux density is "good” and the coercivity is “poor” because Dy, which is a heavy rare earth element RH, is not included in the base material.
- the temperature coefficient of coercivity becomes “good”. Since the manufacturing method does not include hot working, the magnetization performance becomes “equal or better”. The temperature coefficient of residual magnetic flux density becomes “equal”.
- the temperature coefficient of the magnetic properties shows good results due to the presence of La and Sm in the main phase 10 or subphase 20, the magnetic properties at room temperature do not improve, reflecting the fact that the main phase 10 and subphase 20 are not optimal structural forms.
- diffusing Tb which is a heavy rare earth element RH, into such a diffusion precursor does not improve the magnetic properties.
- Comparative Example 6 is a sample of rare earth sintered magnet 1 produced according to the manufacturing method described in Patent Document 1 using Nd, La, Sm, Fe, and FeB as raw materials, with 0.15 at. % Tb diffused therein to produce (Nd, La, Sm)-Fe-B.
- the composition ratio of Nd, La, and Sm is different from that of Comparative Example 5.
- the core-shell structure of the main phase 10 cannot be confirmed because Pr is not added.
- the concentration of Sm is segregated to one subphase 20 due to the segregation of La, but the second subphase 22 does not exist.
- the concentration of Sm is higher in the first subphase 21 than in the second subphase 22.
- Dy which is a heavy rare earth element RH
- the residual magnetic flux density is "good” and the coercivity is "poor”.
- the temperature coefficient of the residual magnetic flux density is "good” and the temperature coefficient of the coercivity is "good”. Since the manufacturing method does not include hot working, the magnetization performance is "equal to or better”.
- the temperature coefficient of the magnetic properties shows good results due to the presence of La and Sm in the main phase 10 or the subphase 20, but since Dy, which is a heavy rare earth element RH, is not added to the base material, the magnetic properties at room temperature are not improved, and this reflects the fact that the structure in the main phase 10 and the subphase 20 is not optimal. Even if the composition ratio of Nd, La, and Sm is changed, almost the same results as in Comparative Example 5 are obtained.
- the magnetic properties depend on the structure of the diffusion precursor, which is the base material, so diffusing Tb, a heavy rare earth element RH, into such a diffusion precursor does not improve the magnetic properties.
- Comparative Example 7 is a sample of rare earth sintered magnet 1 produced according to the manufacturing method described in Patent Document 1 using Nd, Pr, La, Sm, Fe, and FeB as raw materials, with 0.15 at. % Tb diffused therein, so as to form (Nd, Pr, La, Sm)-Fe-B.
- Nd, Pr, La, Sm a sample of rare earth sintered magnet 1 produced according to the manufacturing method described in Patent Document 1 using Nd, Pr, La, Sm, Fe, and FeB as raw materials, with 0.15 at. % Tb diffused therein, so as to form (Nd, Pr, La, Sm)-Fe-B.
- Nd, Pr, La, Sm the concentration of Sm is segregated to one subphase 20 due to the segregation of La, but there is no second subphase 22.
- the concentration of Sm is higher in the first subphase 21 than in the second subphase 22. Furthermore, when the magnetic properties of this sample are evaluated according to the method described above, the residual magnetic flux density is "good” and the coercivity is "poor” because the base material does not contain Dy, a heavy rare earth element RH. Furthermore, by optimizing the amount of La and Sm added, the temperature coefficient of the residual magnetic flux density and the temperature coefficient of the coercivity should be "good", but the addition of Pr reduces only the temperature coefficient of the coercivity to "the same”. Since the manufacturing method does not include hot working, the magnetization performance is "the same or better".
- Comparative Example 8 is a sample of rare earth sintered magnet 1 produced according to the manufacturing method including hot processing described in Patent Document 2 using Nd, Dy, Fe, and FeB as raw materials to form (Nd, Dy)-Fe-B, with 0.15 at. % Tb diffused therein.
- the fine magnetic powder results in a "good” coercive force and an "equivalent” temperature coefficient of coercive force. Furthermore, since the magnetic moment is difficult to align, the residual magnetic flux density and magnetization performance are “poor". The temperature coefficient of residual magnetic flux density is "equivalent”. This is because, although the absolute value of the coercive force and the temperature coefficient of the coercive force are improved as the magnetic powder is refined by hot working, the magnetic moment is difficult to align, resulting in a decrease in the residual magnetic flux density and a deterioration in magnetization performance. In addition, since the magnetic properties depend on the structure of the diffusion precursor, which is the base material, the magnetic properties do not improve even if Tb, which is a heavy rare earth element RH, is diffused into such a diffusion precursor.
- Comparative Example 9 is a sample of rare earth sintered magnet 1 produced according to the manufacturing method including hot processing described in Patent Document 2 using Nd, Fe, and FeB as raw materials to form Nd-Fe-B, with 0.15 at. % Tb diffused therein.
- a core-shell structure in the main phase 10 cannot be confirmed, and it cannot be confirmed that the concentration of Sm in the subphase 20 is higher in the first subphase 21 than in the second subphase 22.
- the fine structure which is a characteristic of magnets produced by hot processing, is confirmed.
- the fine magnetic powder results in a "good” coercive force and an "equivalent” temperature coefficient of coercive force. Furthermore, since the magnetic moment is difficult to align, the residual magnetic flux density and magnetization performance are “poor”. The temperature coefficient of residual magnetic flux density is "equivalent”. This is a result of the fine structure produced by hot working, which improves the coercive force, but reflects the decrease in residual magnetic flux density. In addition, since the magnetic properties depend on the structure of the diffusion precursor, which is the base material, the magnetic properties do not improve even if Tb, which is a heavy rare earth element RH, is diffused into such a diffusion precursor.
- the magnetic powder is finer, and the coercive force is "good", and the temperature coefficient of the coercive force is "same".
- the residual magnetic flux density and magnetization performance are “poor”.
- the temperature coefficient of residual magnetic flux density is "equivalent.” This is because, although the formation of a core-shell structure with a high Pr concentration in the core portion significantly improves the coercivity to the level of rare earth sintered magnet 1 to which Dy is added, other properties reflect the result of the refinement of the structure.
- the magnetic properties depend on the structure of the diffusion precursor, which is the base material, diffusing Tb, which is a heavy rare earth element RH, into such a diffusion precursor does not improve the magnetic properties.
- Comparative example 11 is a sample of rare earth sintered magnet 1 produced by the manufacturing method including hot processing described in Patent Document 2 using Nd, Pr, Dy, Fe, and FeB as raw materials to form (Nd, Pr, Dy)-Fe-B, with 0.15 at. % of Tb diffused therein.
- Nd, Pr, Dy Nd, Pr, Dy
- FeB FeB
- the coercive force is "good” due to the fineness of the magnetic powder, and the temperature coefficient of the coercive force is "same".
- the temperature coefficient of residual magnetic flux density is "same.” This is because, in addition to being produced by hot working, the coercive force is greatly improved by substituting part of Nd for Dy, which has high crystalline magnetic anisotropy, but other properties reflect the refinement of the structure by hot working.
- the magnetic properties depend on the structure of the diffusion precursor, which is the base material, diffusing Tb, which is a heavy rare earth element RH, into such a diffusion precursor does not improve the magnetic properties.
- Comparative Example 12 is a sample of rare earth sintered magnet 1 produced according to the manufacturing method including hot working described in Patent Document 2 using Nd, La, Sm, Fe, and FeB as raw materials, with 0.15 at. % Tb diffused therein, so that the magnet becomes (Nd, La, Sm)-Fe-B.
- the core-shell structure of the main phase 10 cannot be confirmed because Pr is not added.
- the concentration of Sm is segregated to one subphase 20 due to the segregation of La, but the second subphase 22 does not exist. Furthermore, it cannot be confirmed that the concentration of Sm is higher in the first subphase 21 than in the second subphase 22.
- Comparative example 13 is a sample of rare earth sintered magnet 1 produced according to the manufacturing method including hot processing described in Patent Document 2 using Nd, La, Sm, Fe, and FeB as raw materials to form (Nd, La, Sm)-Fe-B, with 0.15 at. % Tb diffused therein.
- the composition ratio of Nd, La, and Sm is different from that of comparative example 12.
- the core-shell structure of the main phase 10 cannot be confirmed because Pr is not added.
- the concentration of Sm is segregated to one subphase 20 due to the segregation of La due to the addition of La and Sm, the second subphase 22 does not exist.
- the concentration of Sm is higher in the first subphase 21 than in the second subphase 22.
- the coercivity and the temperature coefficient of coercivity are "good” due to the fineness of the magnetic powder.
- the remanence and magnetization performance are "poor” due to the difficulty in aligning the magnetic moment.
- the temperature coefficient of the remanence is "good”.
- the samples of Examples 1 to 8 are rare earth sintered magnets 1 in which the heavy rare earth element RH is Dy or Tb, R is one or more rare earth elements selected from among Nd, Pr, Dy and Tb, satisfies the general formula (Nd, Pr , RH, R)-Fe-B, and has a main phase 10 including crystal grains based on the Nd2Fe14B crystal structure, the main phase 10 has core portions 11c, 12c and shell portions 11s, 12s covering the core portions 11c, 12c, the main phase 10 being a mixture of a first main phase 11 in which CNd>CPr and a second main phase 12 in which CNd ⁇ CPr, and the concentration of Dy, which is the heavy rare earth element RH, in the core portion 11c of the first main phase 11 is higher than the concentration of Dy in the core portion 12c of the second main phase 12.
- the heavy rare earth element RH is Dy or Tb
- R is one or more rare earth elements selected from among Nd, Pr, Dy and Tb,
- these rare earth sintered magnets 1 have the effect of having superior magnetic properties compared to conventional magnets while suppressing the use of Nd and heavy rare earth elements Dy and Tb, which are expensive and have a high regional uneven distribution and procurement risk.
- the magnetic properties depend on the structure of the diffusion precursor, which is the base material, the magnetic properties are further improved by diffusing Tb, which is a heavy rare earth element RH, into the diffusion precursor with good magnetic properties.
- Tb which is a heavy rare earth element RH
- a rare earth sintered magnet 1 with good magnetic properties can be obtained with a diffusion amount of 0.10 at. %, which is lower than the diffusion amount of Tb in Comparative Examples 1 to 14, which is 0.15 at. %.
- a rare earth sintered magnet 1 can be obtained that can greatly improve the coercivity without reducing the residual magnetic flux density while suppressing the use amount of the heavy rare earth element RH compared to Comparative Examples 1 to 14.
- the samples of Examples 1 to 8 have a lower content of Dy, which is the heavy rare earth element RH in the general formula, and a lower diffusion amount of Tb, which is the heavy rare earth element RH, compared to the samples of Comparative Examples 1, 4, 8, and 11, but the magnetic properties are superior to those of the samples of Comparative Examples 1, 4, 8, and 11.
- Dy which is the heavy rare earth element RH in the general formula
- Tb which is the heavy rare earth element RH
- the magnetic properties of the rare earth magnet manufactured by the manufacturing method of Patent Document 2 will be lower than the magnetic properties of the rare earth sintered magnet 1 according to the first, second, and third embodiments.
- Table 3 shows that, compared to the samples of Comparative Examples 1 and 4 manufactured by the manufacturing method of Patent Document 1, the samples of Examples 1 to 8 have a reduced content of Dy, which is the heavy rare earth element RH in the general formula, and the amount of Tb diffused, which is the heavy rare earth element RH, while improving the magnetic properties.
- 1 rare earth sintered magnet 10 main phase, 11 first main phase, 11c, 12c core portion, 11s, 12s shell portion, 12 second main phase, 20 subphase, 21 first subphase, 22 second subphase, 31 heavy rare earth element-containing layer, 41 Sm-enriched portion, 42 heavy rare earth element-containing portion, 100 rotor, 101 rotor core, 102 magnet insertion hole, 120 rotating machine, 130 stator, 131 teeth, 132 winding.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Hard Magnetic Materials (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025530848A JP7843935B2 (ja) | 2023-07-04 | 2023-07-04 | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 |
| PCT/JP2023/024737 WO2025009052A1 (ja) | 2023-07-04 | 2023-07-04 | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 |
| CN202380099666.4A CN121420363A (zh) | 2023-07-04 | 2023-07-04 | 稀土烧结磁铁、稀土烧结磁铁的制造方法、转子及旋转机 |
| KR1020257042620A KR20260012802A (ko) | 2023-07-04 | 2023-07-04 | 희토류 소결 자석, 희토류 소결 자석의 제조 방법, 회전자 및 회전기 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/024737 WO2025009052A1 (ja) | 2023-07-04 | 2023-07-04 | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025009052A1 true WO2025009052A1 (ja) | 2025-01-09 |
Family
ID=94171909
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/024737 Ceased WO2025009052A1 (ja) | 2023-07-04 | 2023-07-04 | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7843935B2 (https=) |
| KR (1) | KR20260012802A (https=) |
| CN (1) | CN121420363A (https=) |
| WO (1) | WO2025009052A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01164007A (ja) * | 1987-12-21 | 1989-06-28 | Toshiba Corp | 永久磁石の製造方法 |
| JP2015153813A (ja) * | 2014-02-12 | 2015-08-24 | トヨタ自動車株式会社 | 希土類磁石の製造方法 |
| JP2016152246A (ja) * | 2015-02-16 | 2016-08-22 | Tdk株式会社 | 希土類系永久磁石 |
| WO2021205580A1 (ja) * | 2020-04-08 | 2021-10-14 | 三菱電機株式会社 | 希土類焼結磁石および希土類焼結磁石の製造方法、回転子並びに回転機 |
| JP2022054231A (ja) * | 2020-09-25 | 2022-04-06 | トヨタ自動車株式会社 | 磁性材料及びその製造方法 |
| WO2022107221A1 (ja) * | 2020-11-17 | 2022-05-27 | 三菱電機株式会社 | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 |
| WO2023012929A1 (ja) * | 2021-08-04 | 2023-02-09 | 三菱電機株式会社 | 希土類焼結磁石および希土類焼結磁石の製造方法、回転子並びに回転機 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7143605B2 (ja) | 2017-03-30 | 2022-09-29 | Tdk株式会社 | R-t-b系焼結磁石 |
-
2023
- 2023-07-04 JP JP2025530848A patent/JP7843935B2/ja active Active
- 2023-07-04 CN CN202380099666.4A patent/CN121420363A/zh active Pending
- 2023-07-04 KR KR1020257042620A patent/KR20260012802A/ko active Pending
- 2023-07-04 WO PCT/JP2023/024737 patent/WO2025009052A1/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01164007A (ja) * | 1987-12-21 | 1989-06-28 | Toshiba Corp | 永久磁石の製造方法 |
| JP2015153813A (ja) * | 2014-02-12 | 2015-08-24 | トヨタ自動車株式会社 | 希土類磁石の製造方法 |
| JP2016152246A (ja) * | 2015-02-16 | 2016-08-22 | Tdk株式会社 | 希土類系永久磁石 |
| WO2021205580A1 (ja) * | 2020-04-08 | 2021-10-14 | 三菱電機株式会社 | 希土類焼結磁石および希土類焼結磁石の製造方法、回転子並びに回転機 |
| JP2022054231A (ja) * | 2020-09-25 | 2022-04-06 | トヨタ自動車株式会社 | 磁性材料及びその製造方法 |
| WO2022107221A1 (ja) * | 2020-11-17 | 2022-05-27 | 三菱電機株式会社 | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 |
| WO2023012929A1 (ja) * | 2021-08-04 | 2023-02-09 | 三菱電機株式会社 | 希土類焼結磁石および希土類焼結磁石の製造方法、回転子並びに回転機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7843935B2 (ja) | 2026-04-10 |
| JPWO2025009052A1 (https=) | 2025-01-09 |
| KR20260012802A (ko) | 2026-01-27 |
| CN121420363A (zh) | 2026-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6274216B2 (ja) | R−t−b系焼結磁石、および、モータ | |
| JP7130156B1 (ja) | 希土類焼結磁石および希土類焼結磁石の製造方法、回転子並びに回転機 | |
| KR102620474B1 (ko) | 희토류 소결 자석 및 희토류 소결 자석의 제조 방법, 회전자, 및 회전기 | |
| JP7699724B2 (ja) | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 | |
| WO2015020182A1 (ja) | R-t-b系焼結磁石、および、モータ | |
| KR102691645B1 (ko) | 희토류 소결 자석, 희토류 소결 자석의 제조 방법, 회전자 및 회전기 | |
| WO2022107221A1 (ja) | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 | |
| JP7742957B2 (ja) | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 | |
| JP7843935B2 (ja) | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 | |
| JP7843934B2 (ja) | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 | |
| WO2025057373A1 (ja) | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 | |
| WO2025057372A1 (ja) | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 | |
| WO2026023100A1 (ja) | 希土類焼結磁石、希土類焼結磁石の製造方法、回転子および回転機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23944304 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025530848 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2501008018 Country of ref document: TH |
|
| ENP | Entry into the national phase |
Ref document number: 1020257042620 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020257042620 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020257042620 Country of ref document: KR |