WO2024241575A1 - Frp製品の製造方法、コア、および可融組成物 - Google Patents
Frp製品の製造方法、コア、および可融組成物 Download PDFInfo
- Publication number
- WO2024241575A1 WO2024241575A1 PCT/JP2023/019521 JP2023019521W WO2024241575A1 WO 2024241575 A1 WO2024241575 A1 WO 2024241575A1 JP 2023019521 W JP2023019521 W JP 2023019521W WO 2024241575 A1 WO2024241575 A1 WO 2024241575A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fusible
- wax
- antioxidant
- core
- fusible composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/76—Cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
Definitions
- the present invention relates to a method for manufacturing an FRP product, a core, and a fusible composition.
- Fiber-reinforced plastics are lightweight materials with excellent mechanical properties that make them suitable for parts of automobiles, ships, railway vehicles, manned aircraft, unmanned aircraft, and other transportation equipment, and their importance has been increasing in recent years.
- Patent Document 1 proposes a method for manufacturing an FRP product having a hollow portion or a U-shaped cross-section in which a prepreg is placed in a molding die together with a core having a fusible portion made of wax, and heated and cured in the molding die.
- Prepreg is an intermediate material used in the molding of FRP products, consisting of fiber reinforcement impregnated with an uncured thermosetting matrix.
- Patent Document 2 describes a method for producing an FRP product having a hollow portion, in which one or more metallocene polyolefin waxes and/or derivatives thereof are used as a core material, an antioxidant may be present in the core material, and the antioxidant is selected from the group of alkanesulfonates.
- the inventors have found that the physical properties of the wax, such as its melting temperature, thermal expansion coefficient, and viscosity when melted, can change when the wax is left in a molten state. This fact predicts that repeated reuse of wax in the manufacture of FRP products using the above method may result in reduced manufacturing efficiency and process defects.
- the inventors discovered that the above-mentioned changes in physical properties that occur when the wax is left in a molten state can be effectively suppressed by adding an antioxidant to the wax, which led to the completion of the present invention.
- the present invention includes the following aspects.
- the fusible portion of the core has a first portion formed of a first fusible composition containing a first wax and an antioxidant, and optionally a second portion formed of a second fusible composition containing a second wax and no antioxidant.
- a core is placed in the mold together with the prepreg, It has a fusible portion, The fusible portion has a first portion formed of a first fusible composition containing a first wax and an antioxidant, and optionally has a second portion made of a second fusible composition containing a second wax and no antioxidant. core.
- the antioxidant contains at least one of a radical scavenger and a peroxide decomposer, preferably both.
- a method for producing an FRP product which includes heating and curing a prepreg in a mold, the method is used for a core that is placed in the mold together with the prepreg, Contains wax and antioxidants, Fusible composition.
- the antioxidant contains at least one of a radical scavenger and a peroxide decomposer, and preferably both.
- the antioxidant contains at least one of a phenol-based antioxidant and a phosphite-based antioxidant, and preferably both.
- Heating condition A A 1.5 kg test specimen is placed in a fluororesin-coated container with a diameter of 20 cm and no lid, and the container is placed in a natural convection oven and maintained at 150° C. for 600 hours.
- the fusible composition according to any one of [29] to [37], wherein the content of the antioxidant is 0.1% by weight or more and 25% by weight or less.
- FIG. 1 shows a cross-sectional view of the core.
- FIG. 2 is a cross-sectional view showing a near net shape preform disposed around a core.
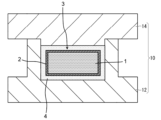
- FIG. 3 is a cross-sectional view showing the preform together with the core placed in the mold.
- FIG. 4 shows a cross-sectional view of the core.
- FIG. 5 shows a cross-sectional view of the core.
- a manufacturing method of an FRP product according to one embodiment of the present invention includes at least the following two steps.
- the fusible portion of the core used in the first step has a first portion formed of a first fusible composition that includes a first wax and an antioxidant.
- the fusible portion may consist of only the first portion, or may have, in addition to the first portion, a second portion formed of a second fusible composition containing a second wax and no antioxidant.
- This manufacturing method is preferably used to manufacture FRP products having a structure including a bent or curved wall surface.
- Typical examples of structures including a bent or curved wall surface include, but are not limited to, a hollow structure, a cylindrical structure, a U-shaped cross section structure, and an L-shaped cross section structure.
- Various undercuts also often include a bent or curved wall surface in the structure.
- This manufacturing method can be used not only for manufacturing structures made only of FRP, but also for manufacturing structures in which FRP is integrally molded with metal parts.
- prepreg is prepared as a raw material.
- prepregs include, but are not limited to, unidirectional prepregs (also called UD prepregs), woven prepregs (also called cross prepregs), tow prepregs, SMC (sheet molding compound), nonwoven fabric prepregs, and NCF prepregs.
- the nonwoven fabric prepreg is a prepreg that uses a nonwoven fabric as a fiber reinforcement material
- the NCF prepreg is a prepreg that uses an NCF (non-crimp fabric) as a fiber reinforcement material.
- the type of fiber contained in the fiber reinforcement is not limited.
- preferred fibers are carbon fiber, glass fiber, and aramid fiber. These fibers are used according to the application and required properties of the FRP product to be manufactured.
- base resins used in the thermosetting matrix of the prepreg include, but are not limited to, epoxy resins, urea resins, vinyl ester resins, unsaturated polyester resins, polyurethane resins and phenolic resins. Two or more types of thermosetting resins may be used in combination as the base resin.
- thermosetting matrix in the prepreg is not limited, but is, for example, 15 to 50% by weight.
- the thermosetting matrix may contain various additives as required, examples of which include a curing agent, a thickener, a reactive diluent, a low shrinkage agent, a flame retardant, an antifoaming agent, a defoaming agent, a mold release agent, a particulate filler, a colorant, and a silane coupling agent.
- the core 3 is composed of a fusible portion 1 formed of a fusible composition containing a wax and an antioxidant, and a skin 2 covering the fusible portion 1.
- the skin 2 may be omitted if not necessary.
- the core 3 is manufactured to match the shape of the preform 4 so that almost no gap is generated between the core 3 and a preform 4 described later.
- the possible structure of the core 3, the materials of each part of the core 3, and the method of manufacturing the core 3 will be described later.
- a preform 4 having a near net shape is fabricated from one or more prepregs and placed around the core 3, as shown in FIG.
- the hollow preform 4 is produced by combining a plurality of preform parts that have been previously produced.
- the hollow preform 4 is produced by winding a prepreg around a core.
- the preform 4 may be produced by wrapping the prepreg tape around the core 3 using a winding machine. According to this method, it is possible to bring the preform and the core into close contact with each other without any gaps.
- the prepreg When producing the preform 4, the prepreg may be heated, if necessary, to a temperature at which the curing reaction does not proceed.
- the preform 4 may contain a plurality of prepregs of the same kind, or may contain two or more kinds of prepregs.
- the preform 4 is produced from one or more prepregs selected from a unidirectional prepreg, a cross prepreg, a tow prepreg, a nonwoven fabric prepreg, and an NCF prepreg, and an SMC.
- the preform 4 is placed together with the core 3 inside a mold 10 consisting of a lower mold 12 and an upper mold 14. At this point, it is desirable that the mold 10 is maintained at a molding temperature.
- the molding temperature is defined as the temperature of the mold when the prepreg (preform) is cured. After the core 3 and the preform 4 are placed inside, the mold 10 is clamped. The preform 4 hardens by being held inside the mold 10 heated to a molding temperature.
- the molding temperature can be a temperature typically used for curing a preform, and may be, for example, 100°C or higher, 100°C or higher and 180°C or lower, 120°C or higher and 180°C or lower, or 140°C or higher and 160°C or lower.
- the molding time may be, for example, 1 minute or more and 30 minutes or less, 3 minutes or more and 20 minutes or less, or 5 minutes or more and 10 minutes or less.
- a pressure of 0.1 MPa or more is applied to the preform in the mold. After a predetermined molding time has elapsed, the mold 10 is opened and the molded product is removed.
- the molded product is a hollow article made of FRP, which is the hardened product of the preform 4.
- the first step includes a first mode in which the surface of the fusible portion 1 is not melted, and a second mode in which at least a part of the surface of the fusible portion 1 is melted.
- the first mode it is not necessary to provide the skin 2 on the core 3.
- the core 3 may be preheated before being placed in the mold 10 .
- the core may be preheated to control the amount of thermal expansion of the core in the mold.
- the thermal expansion coefficient of the wax in a solid state tends to increase as it approaches the melting temperature, so the higher the temperature just before it is placed in the mold, the greater the amount of expansion of the core when heated in the mold.
- the core may be preheated for the purpose of heat uniformity, i.e., to make the temperature of the entire core uniform. Heat uniformity of the core may contribute to suppressing temperature unevenness of the preform during molding.
- the second embodiment When the second embodiment is adopted, at least a part of the surface of the fusible portion 1 is formed of a fusible composition having a melting temperature lower than the molding temperature. Since the fusible composition expands significantly when melted, when the fusible portion 1 starts to melt, the internal pressure of the molding die 10 rises rapidly, and the preform 4 is strongly pressed against the inner surface of the molding die 10. The internal pressure is generated because the fusible portion 1 tries to expand against the clamping force of the molding die 10.
- the core 3 may be provided with an outer skin 2 so as to prevent the melt of the fusible composition from entering between the preform 4 and the mold 10. The role of the outer skin is to seal gaps between the prepregs and between the prepregs and the inner surface of the mold, thereby preventing the melt of the fusible composition from entering these gaps.
- the core 3 may be preheated before being placed in the mold 10 so that the preform 4 does not harden before the core 3 melts due to the heat transferred from the mold 10 through the preform 4.
- SMC is thicker than other prepregs, so preheating the core 3 can be particularly effective when the preform 4 contains SMC.
- Second Step After a molded product (a hollow article made of FRP) is obtained, the entire fusible portion 1 is melted. Thereafter, the molten core 3 inside the molded product (hollow FRP article) is discharged to the outside of the molded product through a discharge hole provided in the molded product. Specifically, a discharge hole is provided in a part of the molded product, and the molded product is heated, for example, in an oven, whereby the entire fusible portion of the core inside the molded product is melted and the molten product can be discharged from the discharge hole.
- the drain holes can be formed using, for example, a drill or a hole saw.
- the molded product When the fusible portion is melted, the molded product is heated so that its temperature does not reach its heat distortion temperature (deflection temperature under load). From the viewpoint of production efficiency, it is preferable to melt the fusible portion of the core before the temperature of the molded product removed from the mold after the first step is significantly reduced.
- the fusible composition removed from the molding is collected, melted, and then used to fabricate a new core.
- the fusible composition melted for removal from the hollow portion is kept in a molten state until it is reused to produce a new core, since it takes time to melt the fusible composition once it has solidified.
- the energy required to keep the fusible composition in a molten state may be less than the energy required to re-melt the solidified fusible composition. If the time until reuse is long, the fusible composition can be solidified and stored, and the entire fusible portion 1 can be melted when the core is produced again.
- the fusible composition When the fusible composition is removed from the molded product or reused as a new core material, it comes into contact with air while being heated to a temperature above its melting temperature, but the antioxidant contained in the composition inhibits oxidation of the wax in the fusible composition, which in turn inhibits changes in the physical properties of the fusible composition, such as its melting temperature, thermal expansion coefficient, or viscosity when melted. Therefore, when the same FRP product is repeatedly molded under the same molding conditions while reusing the fusible composition, a decrease in manufacturing efficiency and the occurrence of molding defects due to changes in the physical properties of the fusible composition are inhibited.
- the increase in viscosity of the fusible composition due to the oxidation of wax when the FRP product has a hollow section can have a particularly large effect on the manufacturing efficiency of FRP products.
- the time required to discharge the highly viscous fusible composition from the discharge holes provided in the hollow section can become significantly long. In extreme cases, it becomes difficult to completely discharge the fusible composition from the hollow section.
- Increasing the number of discharge holes or the diameter of the discharge holes is one way of solving this problem, but it is not always possible to adopt this approach.
- Examples of process defects caused by changes in the physical properties of the fusible composition include the following.
- changes in the coefficient of thermal expansion of the fusible composition can result in dimensional instability of the core when the fusible portion of the core is fabricated in a mold, such as by injection molding.
- the internal pressure applied to the prepreg in the first step of this manufacturing method will also change. If the internal pressure falls below the allowable range, problems will arise in which the appearance and physical properties of the molded product will deteriorate, and conversely, if the internal pressure becomes excessive, problems will arise in which the fusible composition will leak out of the mold.
- the timing at which the core surface melts and the amount that melts in the first step of this manufacturing method may change, which may affect the quality of the molded product.
- the fusible composition contains an antioxidant, which suppresses changes in the physical properties of the fusible composition due to oxidation of the wax, making it possible to prevent process defects such as those described above for a long period of time.
- the wax can be reused more times, reducing costs.
- Core The structure that the core used in the present manufacturing method may have, the materials of each part of the core, and the method of manufacturing the core will be described below.
- a core 3 can be used that is composed of a fusible portion 1 made of wax and an outer skin 2 that covers the fusible portion 1, as shown in FIG.
- the fusible portion 1 may be composed of one type of fusible composition, or it may have two portions with different melting temperatures.
- the antioxidant may be present in each portion or only in the portion containing the more oxidizable wax.
- the fusible portion 1 When the fusible portion 1 is made of one type of fusible composition, the fusible portion 1 may be made up of a single piece as a whole, or may be an assembly of a plurality of pieces made of the same fusible composition.
- the melting temperature of the fusible composition is higher than room temperature (25° C.), preferably 50° C. or higher, more preferably 60° C. or higher, and is lower than the molding temperature in the above-mentioned first step.
- the type of wax contained in the fusible composition is not particularly limited, and any of synthetic wax, natural wax, processed wax, and blended wax can be used.
- the fusible portion 1 is composed of two incompatible portions having different melting temperatures, namely, a first fusible portion 1a made of a first fusible composition and a second fusible portion 1b made of a second fusible composition.
- the first fusible portion 1a may be continuous as a whole, or may be a collection of multiple pieces each made of the first fusible composition.
- the second fusible portion 1b may be a single piece made of the second fusible composition as a whole, or may be a collection of multiple pieces each made of the second fusible composition.
- the melting temperature of the first fusible composition is lower than the melting temperature of the second fusible composition, and in the first step described above, at least a portion of the first fusible portion 1a melts in the mold, but the second fusible portion 1b does not melt at all or only a portion of it melts.
- the melting temperature of the first fusible composition is higher than room temperature (25° C.), preferably 50° C. or higher, more preferably 60° C. or higher, and lower than the molding temperature in the first step described above.
- the melting temperature of the second fusible composition may be higher than the molding temperature in the first step described above, but is preferably equal to or lower than the molding temperature. Even if the melting temperature of the second fusible composition is lower than the molding temperature, unless the temperatures of all parts of the second fusible portion 1b reach the melting temperature of the second fusible composition within the molding time, the second fusible portion 1b will not melt completely in the first step.
- the melting temperature of the second fusible composition is preferably at least 20° C. lower than the heat distortion temperature of the molded article.
- the first fusible composition and the second fusible composition are not compatible with each other.
- the melt of the first fusible composition does not dissolve the second fusible composition, and when the melt of the first fusible composition and the melt of the second fusible composition are placed in a single container, the two separate into two phases. Since the first fusible composition and the second fusible composition are not compatible with each other, they can be easily separated after the second step described above.
- the second fusible composition and the second fusible composition are not compatible with each other.
- organic compounds having a polar group include hydroxy fatty acid amides, fatty acid amides, hydroxy fatty acid esters, and fatty acid esters. These organic compounds can be used alone or in combination with one or more other organic compounds having a polar group.
- waxes mainly composed of hydrocarbons include paraffin wax, microcrystalline wax, Fischer-Tropsch wax, polyethylene wax and polypropylene wax. Any of these waxes may be used alone or in combination with one or more other waxes mainly composed of hydrocarbons.
- the first fusible composition and the second fusible composition may each contain any additive other than the wax and the antioxidant.
- additives include pigments and dyes.
- the material of the outer skin 2 is required to be capable of elongation deformation at the forming temperature.
- This elongation deformation may be elastic, plastic, or have both properties.
- a preferred material for the outer skin 2 is an organic material, particularly a polymer.
- Specific examples of the material include synthetic polymers such as polyolefin, polyamide, polyester, polyurethane, silicone, and fluororubber, and further includes elastomers made of these synthetic polymers.
- the thickness of the outer cover 2 is not particularly limited as long as it is within a range that achieves the purpose of sealing to prevent leakage of the molten fusible composition, and may be, for example, 0.05 to 1 mm, 0.05 to 0.5 mm, or 0.05 to 0.1 mm.
- a core consisting only of a fusible portion made of a fusible composition is used.
- a core is preferably composed of one type of fusible composition having a melting temperature higher than the molding temperature, or composed of a third fusible portion 1c composed of a third fusible composition having a melting temperature higher than the molding temperature, and a fourth fusible portion 1d completely covered by the third fusible portion 1c composed of a fourth fusible composition having a melting temperature lower than that of the third fusible composition, as in the core 3 shown in Fig. 5.
- the third fusible composition and the fourth fusible composition are not compatible with each other.
- the core's temperature increases during heating and curing of the preform, but the melting temperature of the core may be lower than the molding temperature as long as the core does not reach its melting temperature.
- the third fusible portion 1c does not melt in the mold, and the fourth fusible portion 1d may or may not melt.
- the melting temperature of the third fusible composition is preferably higher than the molding temperature in the first step described above. Thus, if the molding temperature is 120°C, the melting temperature of the third fusible composition is higher than 120°C, and if the molding temperature is 140°C, the melting temperature of the third fusible composition is higher than 140°C.
- the melting temperature of the third fusible composition is preferably 30° C. or less than the molding temperature in the first step.
- the melting temperature of the fourth fusible composition may be higher than the molding temperature in the first step, but is preferably equal to or lower than the molding temperature.
- the melting temperature of the fourth fusible composition is preferably 20° C. or more lower than the heat distortion temperature of the molded product.
- the third fusible portion may have a melting temperature lower than the molding temperature as long as the temperature of the core increases while the preform is heated and cured, but does not reach the melting temperature.
- antioxidant to be blended in the fusible composition forming the fusible portion can be appropriately selected from commercially available antioxidants that have uses for preventing deterioration and discoloration due to oxidation of oils and fats, petroleum products, plastics, or synthetic rubbers.
- Antioxidants having the above uses are broadly divided into three categories: radical scavengers, peroxide decomposers, and radical chain initiation inhibitors.
- radical scavengers include, but are not limited to, phenolic antioxidants, including hindered phenols such as 2,6-di-tert-butyl-p-cresol (also known as dibutylhydroxytoluene or BHT) and semi-hindered phenols such as 3,9-bis[2- ⁇ 3-(3-tert-butyl-4-hydroxy-5-methylphenyl)propionyloxy ⁇ -1,1-dimethylethyl]-2,4,8,10-tetraoxaspiro[5,5]undecane, and aromatic amine antioxidants such as di(4-octylphenyl)amine, N-phenyl-1-naphthylamine, phenylenediamine, and phenothiazine.
- phenolic antioxidants including hindered phenols such as 2,6-di-tert-butyl-p-cresol (also known as dibutylhydroxytoluene or BHT) and
- peroxide decomposers include, but are not limited to, sulfur compound-based antioxidants such as dibenzyl disulfide and dihexadecyl sulfide, sulfur-phosphorus-based peroxide decomposers such as zinc dialkyldithiophosphate (also called ZnDTP) and zinc diallyldithiophosphate, phosphite-based antioxidants such as tris(2,4-di-t-butylphenyl)phosphite, phosphonite-based antioxidants, and thioether-based antioxidants.
- sulfur compound-based antioxidants such as dibenzyl disulfide and dihexadecyl sulfide
- sulfur-phosphorus-based peroxide decomposers such as zinc dialkyldithiophosphate (also called ZnDTP) and zinc diallyldithiophosphate
- phosphite-based antioxidants such as tris(2,4-di-t-butylphenyl
- the antioxidant contains at least one of a radical scavenger and a peroxide decomposer, and may optionally contain other components. More preferably, the antioxidant contains both a radical scavenger and a peroxide decomposer.
- a radical scavenger a phenol-based antioxidant, particularly a hindered phenol, is preferred.
- the antioxidant has a melting point of 50° C. or higher, and more preferably has a melting point of 100° C. or higher.
- the melting point of the antioxidant is higher than that of the wax. If the melting point of the antioxidant is higher than that of the wax, the antioxidant will not melt faster than the wax in the first step of the present manufacturing method and exude onto the surface of the fusible part. Such exudation may affect the expansion behavior of the fusible part and the quality of the molded product, and may also reduce the content of the antioxidant in the fusible composition.
- the content of the antioxidant in the fusible composition is preferably 0.1% by weight or more, more preferably 0.2% by weight or more, and even more preferably 0.5% by weight or more.
- the content of the antioxidant in the fusible composition is preferably 25% by weight or less, more preferably 15% by weight or less, even more preferably 5% by weight or less, and may be 2% by weight or less. The above upper and lower limits can be combined in any combination.
- the fusible composition containing an antioxidant include the following.
- the weight average molecular weight of the wax contained in the fusible composition is preferably 3 times or less after the fusible composition is heated under the heating condition A described below compared to before the composition is heated under the heating condition A.
- Heating condition A A 1.5 kg test specimen is placed in a fluororesin-coated container with a diameter of about 20 cm and no lid, and the container is placed in a natural convection oven and maintained at 150° C. for 600 hours.
- the fusible portion made of one type of fusible composition can be manufactured by, for example, a method of cutting out the solidified fusible composition by mechanical processing such as cutting or grinding, a method of melting the fusible composition and molding it, such as injection molding, or a method of modeling by 3D printing using a filament made of the fusible composition. Molding or 3D printing may be combined with mechanical processing.
- a single fusible portion can be made by assembling a number of pieces produced by the above method, and if necessary, the assembled pieces can be fused together.
- a fusible portion consisting of a first fusible portion and a second fusible portion can be produced, for example, by producing the first fusible portion and the second fusible portion separately in a manner similar to that used for producing a fusible portion consisting of one type of fusible composition, and then combining these portions. The same applies to the fusible portion consisting of the third fusible portion and the fourth fusible portion.
- the third fusible portion 1c covers the surface of the fourth fusible portion 1d, as in the fusible portion 1 of the core 3 shown in Figure 5, a method can be used in which the third fusible portion 1a is produced in a manner similar to that used to produce a fusible portion made of one type of fusible composition, and then the fourth fusible composition is injected into the internal cavity to form the fourth fusible portion 1d.
- the injection port for the fourth fusible composition is blocked with the third fusible composition after injection.
- the antioxidant be incorporated into the fusible composition before the fusible portion is formed using the fusible composition.
- a low-temperature curing liquid rubber may be applied to the surface of the fusible portion, for example by spraying, and then heated to a temperature at which the fusible portion does not melt and cured to form the outer skin.
- the outer skin can be formed by applying a raw material liquid of a UV-curable elastomer, for example, by spraying it onto the surface of the fusible part and curing it by UV irradiation.
- the UV-curable elastomer is a UV-curable resin that becomes a rubber-like elastic body when cured, and examples of such a material include UV-curable silicone rubber and UV-curable urethane acrylate.
- Antioxidant B a phosphite-based antioxidant containing tris(2,4-di-t-butylphenyl)phosphite as the main component (manufactured by ADEKA CORPORATION, "ADEKA STAB (registered trademark) 2112").
- the melting points of the fusible compositions were measured by DSC (differential scanning calorimetry) using a TA Instruments DSC 250 according to the following procedure.
- the sample sealed in an aluminum sample pan was heated to 150° C. at 5° C. per minute, held at 150° C. for 5 minutes, cooled to 40° C. at 5° C. per minute, held at 40° C. for 5 minutes, and then heated again to 150° C. at 5° C. per minute.
- the melting peak temperature (peak top temperature) in the DSC curve during the second heating was used as the melting point.
- the weight average molecular weight of the wax was measured by GPC (gel permeation chromatography).
- GPC gel permeation chromatography
- a Tosoh Corporation HLC-8321GPC/HT was used for the measurement, and the column temperature was set to 135°C.
- the solvent used was orthodichlorobenzene containing 0.5 g of dibutylhydroxytoluene per liter, and the sample concentration was adjusted to 0.1 wt%.
- the melting point of the fusible composition C1 decreased gradually as the holding time increased, and was 120° C. when the holding time was about 600 hours.
- the weight average molecular weight of the fusible composition C1 was more than three times that of the unheated composition after a holding time of about 600 hours.
- the decrease in the melting point depending on the holding time was slower than in the fusible composition C2, and the melting point was still 123° C. even after the holding time was about 1000 hours.
- the weight average molecular weight of wax A contained in fusible composition C3 was the same (3 times or less) as when the composition was not heated, even after a retention time of about 1500 hours.
- Wax A was spread thinly to a thickness of about 1 mm in a fluorine-coated, open container having a diameter of 10 cm, and was then allowed to deteriorate by being held at 150° C. for 45 hours.
- the ratio ( V150 / V35 ) of the specific volume at 150°C ( V150 ) to the specific volume at 35°C ( V35 ) of wax A after aging by the above method was compared with that of wax A before aging, the ratio of the former was reduced by about 10% compared to the latter. This result suggests that the expansion rate of wax may change as it deteriorates due to heating in air.
- the invention disclosed in this specification can be preferably used when manufacturing, without limitation, parts for automobiles, ships, railroad cars, aircraft, unmanned aerial vehicles and other transport equipment, as well as various sporting goods including tennis rackets and golf shafts, from FRP.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/019521 WO2024241575A1 (ja) | 2023-05-25 | 2023-05-25 | Frp製品の製造方法、コア、および可融組成物 |
| JP2025521761A JPWO2024241575A1 (https=) | 2023-05-25 | 2023-05-25 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/019521 WO2024241575A1 (ja) | 2023-05-25 | 2023-05-25 | Frp製品の製造方法、コア、および可融組成物 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024241575A1 true WO2024241575A1 (ja) | 2024-11-28 |
Family
ID=93589267
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/019521 Ceased WO2024241575A1 (ja) | 2023-05-25 | 2023-05-25 | Frp製品の製造方法、コア、および可融組成物 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2024241575A1 (https=) |
| WO (1) | WO2024241575A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025159095A1 (ja) * | 2024-01-22 | 2025-07-31 | 三菱ケミカル株式会社 | 繊維強化樹脂物品及びその製造方法、並びに、可融コア及びその製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006116964A (ja) * | 2004-10-19 | 2006-05-11 | Clariant Produkte (Deutschland) Gmbh | 中空体の製造または処理方法 |
| JP2007307853A (ja) * | 2006-05-22 | 2007-11-29 | Toyota Motor Corp | Frp製中空成形品の成形方法 |
| WO2021193524A1 (ja) * | 2020-03-26 | 2021-09-30 | 三菱ケミカル株式会社 | 繊維強化樹脂製品の製造方法およびコア |
| JP2023073835A (ja) * | 2021-11-16 | 2023-05-26 | 三菱ケミカル株式会社 | Frp製品の製造方法、frp製品の製造に用いられるコア、および、コアに用いられるワックス |
-
2023
- 2023-05-25 JP JP2025521761A patent/JPWO2024241575A1/ja active Pending
- 2023-05-25 WO PCT/JP2023/019521 patent/WO2024241575A1/ja not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006116964A (ja) * | 2004-10-19 | 2006-05-11 | Clariant Produkte (Deutschland) Gmbh | 中空体の製造または処理方法 |
| JP2007307853A (ja) * | 2006-05-22 | 2007-11-29 | Toyota Motor Corp | Frp製中空成形品の成形方法 |
| WO2021193524A1 (ja) * | 2020-03-26 | 2021-09-30 | 三菱ケミカル株式会社 | 繊維強化樹脂製品の製造方法およびコア |
| JP2023073835A (ja) * | 2021-11-16 | 2023-05-26 | 三菱ケミカル株式会社 | Frp製品の製造方法、frp製品の製造に用いられるコア、および、コアに用いられるワックス |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025159095A1 (ja) * | 2024-01-22 | 2025-07-31 | 三菱ケミカル株式会社 | 繊維強化樹脂物品及びその製造方法、並びに、可融コア及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024241575A1 (https=) | 2024-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113518699B (zh) | 纤维增强树脂制品的制造方法和型芯 | |
| WO2024241575A1 (ja) | Frp製品の製造方法、コア、および可融組成物 | |
| JP2023073835A (ja) | Frp製品の製造方法、frp製品の製造に用いられるコア、および、コアに用いられるワックス | |
| Cheremisinoff et al. | Fiberglass reinforced plastics: Manufacturing techniques and applications | |
| KR20230014761A (ko) | 이중 층 열 수축 튜브 | |
| US9999992B2 (en) | Plastic bodies and methods of forming plastic bodies | |
| WO2021193524A1 (ja) | 繊維強化樹脂製品の製造方法およびコア | |
| US5762847A (en) | Method for the re-utilization of an optical | |
| JP2021151750A (ja) | 繊維強化樹脂成形品の製造方法 | |
| CN114051515A (zh) | 用于非充气轮胎的温度稳定的聚合物共混物 | |
| CN117656523A (zh) | 一种ⅴ型储氢瓶制造工艺 | |
| EP3844212B1 (en) | Extrudable poly(propylene) coating compositions | |
| US7393203B2 (en) | Mandrel, method of use thereof and production method thereof | |
| US20230339150A1 (en) | Rotational molding composition | |
| JP2015217576A (ja) | タイヤ加硫用ブラダおよびその製造方法 | |
| JP7532952B2 (ja) | Frpの成形方法およびコア | |
| CN110802771A (zh) | 一种注塑用脱模剂 | |
| JPWO2024241575A5 (https=) | ||
| JP4276045B2 (ja) | マンドレルおよびその製造方法 | |
| US12350895B2 (en) | Method for manufacturing a part made of composite material using a thin-walled mold | |
| CN111647217B (zh) | 一种燃气用聚乙烯管材及其制备方法 | |
| KR20180037374A (ko) | 플라스틱 라이너의 제조방법 및 이 제조방법에 의해 제조된 플라스틱 라이너 | |
| JP2021167076A (ja) | 繊維強化樹脂成形品の製造方法 | |
| KR102702537B1 (ko) | 회전 몰딩 조성물 | |
| US7446146B2 (en) | Polyethylene low temperature caulking composition |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23938537 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025521761 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025521761 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |