WO2024228361A1 - 繊維物品の製造方法 - Google Patents
繊維物品の製造方法 Download PDFInfo
- Publication number
- WO2024228361A1 WO2024228361A1 PCT/JP2024/016296 JP2024016296W WO2024228361A1 WO 2024228361 A1 WO2024228361 A1 WO 2024228361A1 JP 2024016296 W JP2024016296 W JP 2024016296W WO 2024228361 A1 WO2024228361 A1 WO 2024228361A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- fibers
- external force
- fiber sheet
- article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images












Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/413—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing granules other than absorbent substances
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43918—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres nonlinear fibres, e.g. crimped or coiled fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/48—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation
- D04H1/488—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation in combination with bonding agents
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/558—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving in combination with mechanical or physical treatments other than embossing
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/60—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in dry state, e.g. thermo-activatable agents in solid or molten state, and heat being applied subsequently
Definitions
- This disclosure relates to a method for manufacturing a textile article.
- TD Total denier, refers to the fiber density (grams per 9000 m) of a tow band or multiple filaments in a bundle.
- Filament denier refers to the fiber density (grams per 9,000 m) of a single fiber (one fiber). Also called single fiber denier.
- Tow band A yarn, which is an assembly of filaments (single fibers) discharged from each spinneret of multiple spinning tubes, is combined, and multiple yarns are combined and the TD is set to a specified value to form an end. This end is crimped. This crimped end (assembly of filaments) is called a tow band. In other words, a tow band has a TD and a crimp number.
- Patent Document 1 As a fiber article used in applications such as air conditioner filters, for example, a method for manufacturing a fiber article that includes a first fiber and a second fiber having a smaller outer diameter than the first fiber is known, as disclosed in Patent Document 1.
- the second fiber is supported by the first fiber, while the functions of the first fiber and the second fiber are expressed, thereby improving the performance of the fiber article.
- a fiber article could be manufactured that is lightweight and has improved strength, while also suppressing the increase in pressure loss that occurs over time in use.
- the present disclosure therefore aims to make it possible to manufacture a fiber article that includes a first fiber and a second fiber having a smaller outer diameter than the first fiber, and that is lightweight and has improved strength, while suppressing an increase in pressure loss over time of use.
- a method for manufacturing a fiber article includes a first step of attaching a plurality of resin granules containing a fiberizable polymer to a fiber sheet that contains a plurality of first fibers and is transported in a predetermined transport direction; a second step of applying a first external force to the plurality of first fibers and the plurality of resin granules of the fiber sheet to which the plurality of resin granules are attached and transported so as to reduce the fiber gaps between the first fibers; and a third step of forming a fiber composite containing the plurality of first fibers and the plurality of second fibers by applying a second external force to the fiber sheet that is transported in the transport direction after the applied first external force is relaxed so as to expand the fiber gaps between the plurality of first fibers at least in the width direction of the fiber sheet.
- a fiber article including a first fiber and a second fiber having an outer diameter smaller than that of the first fiber
- FIG. 1 is a schematic diagram of a fibrous sheet manufacturing apparatus according to a first embodiment.
- FIG. 2 is a schematic diagram of the textile article manufacturing apparatus according to the first embodiment.
- FIG. 3 is a schematic diagram of an apparatus for manufacturing textile articles according to a second embodiment.
- FIG. 4 is an enlarged photograph of the fiber sheet of Example 1 before the application of the second external force.
- FIG. 5 is an enlarged photograph of the fiber sheet of Example 1 after the second external force was applied.
- FIG. 6 is a graph showing the relationship between the elongation in the width direction and the pressure loss of the fiber articles of Examples 2 and 3.
- FIG. 7 is a graph showing the relationship between the elongation in the width direction of the fiber articles of Examples 2 and 3 and the collection efficiency.
- FIG. 1 is a schematic diagram of a fibrous sheet manufacturing apparatus according to a first embodiment.
- FIG. 2 is a schematic diagram of the textile article manufacturing apparatus according to the first embodiment.
- FIG. 3 is a schematic diagram of an apparatus for manufacturing textile
- FIG. 8 is a graph showing the relationship between the elongation in the width direction and the PF value of the fiber articles of Examples 2 and 3.
- FIG. 9 is a graph showing the relationship between the elongation in the width direction and the rate of change in thickness of the fiber articles of Examples 2 and 3.
- FIG. 10 is a graph showing the relationship between the elongation in the width direction and the basis weight of the fiber articles of Examples 2 and 3.
- FIG. 11 is a graph showing the relationship between the elongation in the width direction and the pressure loss of the fiber article of Example 4.
- FIG. 12 is a graph showing the relationship between the elongation in the width direction of the fiber article of Example 4 and the collection efficiency.
- FIG. 13 is a graph showing the relationship between the elongation in the width direction and the PF value of the fiber article of Example 4.
- FIG. 14 is a graph showing the relationship between the elongation in the width direction and the basis weight of the fiber article of Example 4.
- FIG. 15 is a graph showing the relationship between the elongation in the width direction and the rate of change in thickness of the fiber article of Example 4.
- FIG. 16 is a graph showing the relationship between the J-ePM1 collection efficiency and elongation of the fiber articles of Examples 2 and 3.
- FIG. 17 is a graph showing the relationship between the J-ePM1 collection efficiency and elongation of the fiber article of Example 4.
- the method for producing a fiber article of the first embodiment includes the following first to third steps.
- a plurality of resin granules containing a fiberizable polymer are attached to a fiber sheet containing a plurality of first fibers and being transported in a predetermined transport direction.
- a first external force is applied to the plurality of first fibers and the plurality of resin granules of the fiber sheet to which the plurality of resin granules are attached and being transported, so that the fiber gaps between the first fibers are reduced.
- a second external force is applied to the fiber sheet transported in the transport direction after the applied first external force is relaxed, so that the fiber gaps between the plurality of first fibers are expanded at least in the width direction of the fiber sheet, thereby forming a plurality of second fibers thinner than the first fibers from the plurality of resin granules, and forming a fiber composite containing the plurality of first fibers and the plurality of second fibers.
- a nonwoven fabric is used as the fiber sheet.
- a fiber sheet manufacturing device 1 and a fiber article manufacturing device 2 used in the manufacturing method will also be described.
- FIG. 1 is a schematic diagram of a fiber sheet manufacturing apparatus 1 (hereinafter, also referred to as the manufacturing apparatus 1) according to the first embodiment.
- a packaging box B in which a bale-shaped raw roll 50 is folded and compressed and packed is supplied to the manufacturing apparatus 1.
- the raw roll 50 includes first fibers 51 which are a plurality of long fibers.
- the manufacturing apparatus 1 continuously pays out the raw roll 50 from the packaging box B.
- the manufacturing apparatus 1 manufactures a fiber sheet 60 from a plurality of short fibers 52 formed from a plurality of first fibers 51.
- the manufacturing apparatus 1 of this embodiment also serves as a nonwoven fabric manufacturing apparatus.
- the fiber sheet 60 of this embodiment is a nonwoven fabric.
- the nonwoven fabric referred to in this specification refers to a nonwoven fabric conforming to JIS L 0222:2001.
- the fiber sheet 60 which is a nonwoven fabric is manufactured based on a needle punch method.
- the manufacturing method of the nonwoven fabric is not limited to the needle punch method, and may be another known method such as a spunlace method.
- the fiber sheet 60 is transported in a predetermined transport direction P.
- the fiber sheet 60 is long in shape with the transport direction P as the longitudinal direction and a direction perpendicular to the thickness direction and perpendicular to the transport direction P as the width direction.
- the transport direction P is also referred to as the MD direction.
- the direction perpendicular to the transport direction P is also referred to as the TD direction.
- the material of the first fiber 51 can be appropriately selected.
- the first fiber 51 includes at least one of rayon, polypropylene, polyethylene terephthalate, polyethylene, and cellulose acetate.
- the first fiber 51 is crimped. This allows the raw roll 50 to have elasticity.
- the raw roll 50 immediately after being unwound from the packaging box B has multiple first fibers 51 intertwined.
- the raw roll 50 of this embodiment is a tow band including crimped cellulose acetate fiber (hereinafter also referred to as CA fiber) as the first fiber 51.
- CA fiber is spun by a dry spinning method. The spinning method is not limited to the dry spinning method.
- the CA fiber is crimped by a primary crimp, which is the smallest crimp unit, and is also crimped by a secondary crimp, which is a larger crimp unit than the primary crimp.
- the CA fiber may be further crimped by a higher order crimp, which is a larger crimp unit than the secondary crimp.
- the cross-sectional shape of the first fiber 51 can be set appropriately.
- the cross-sectional shape of the first fiber 51 can be set to, for example, any one of a circular shape, a Y-shape, and an irregular shape.
- the TD and FD of the original roll 50 can be set appropriately.
- the TD of the original roll 50 is a value in the millions, hundreds of thousands, tens of thousands, or thousands.
- the TD of the original roll 50 is preferably a value in the range of 3 million to 5 million, and more preferably a value in the range of 1 million to 2 million.
- the TD of the original roll 50 is preferably a value in the range of 100,000 to 700,000, and more preferably a value in the range of 100,000 to 300,000.
- the TD of the original roll 50 is preferably a value in the range of 5,000 to 100,000, and more preferably a value in the range of 10,000 to 50,000.
- the FD of the raw roll 50 is a value in the range of 20 or less.
- the FD of the raw roll 50 is preferably a value in the range of 1 to 15, more preferably a value in the range of 1 to 10, and even more preferably a value in the range of 1 to 8.
- the raw roll 50 is transported while being subjected to a relatively weak tension (load) in the transport direction P with a value in the range of 2 mgf to 50 mgf per denier.
- the manufacturing device 1 includes a feed roll pair 3 that guides the original roll 50 unwound from the packaging box B, a plurality of guide members G1 to G3, and a cutter 10 that forms a plurality of short fibers 52 from the plurality of first fibers 51 of the original roll 50.
- the feed roll pair 3 includes a pair of feed rolls 4 and 5.
- the guide members G1 to G3 include a plurality of guide rolls, as an example.
- the manufacturing device 1 also includes a conveying device 11 that conveys the plurality of short fibers 52 discharged from the cutter 10, and a packaging device 12 that compresses and packs the plurality of short fibers 52 conveyed by the conveying device 11.
- the packaging device 12 forms a fiber block 53 in which the plurality of short fibers 52 are compressed and packed into a predetermined shape. The fiber block 53 is used in the next process.
- the feed roll pair 3 is not essential and may be omitted.
- the manufacturing device 1 also includes a blower 13 that removes impurities from the fiber block 53 and arranges the multiple short fibers 52, a blower BL that transports the multiple short fibers 52 that have passed through the blower 13 in the transport direction P, a weighing feeder 14 that weighs the multiple short fibers 52 transported by the blower BL and supplies them to a carding machine 15 in predetermined amounts, and at least one carding machine 15 that cards the multiple short fibers 52.
- the carding machine 15 forms a nonwoven fabric intermediate 54 that includes the multiple short fibers 52.
- the length of the short fibers 52 can be set appropriately.
- the length of the short fibers 52 is a value in the range of 10 mm to 100 mm.
- the length of the short fibers 52 is a value in the range of 30 mm to 100 mm.
- the length of the short fibers 52 is 100 mm or less, unnecessary entanglement of the short fibers 52 with the carding machine 15 can be suppressed.
- the length of the short fibers 52 is 10 mm or more, it is possible to easily entangle multiple crimped short fibers 52 with each other. This results in a fiber sheet 60 that is a bulky nonwoven fabric with abundant fiber gaps.
- a fiber article 62 (see FIG. 2) is obtained in which the fiber density is reduced compared to when multiple non-crimped short fibers are used.
- the manufacturing device 1 also includes an entanglement machine 19 that entangles multiple short fibers 52 in the nonwoven intermediate 54 discharged from the carding machine 15 to form a fiber sheet 60 that is a nonwoven fabric, a dryer 20 that dries the fiber sheet 60 discharged from the entanglement machine 19, and a winder 21 that winds up the fiber sheet 60 that has passed through the dryer 20.
- the entanglement machine 19 has multiple needles that entangle the multiple short fibers 52 in the nonwoven intermediate 54 by moving back and forth in a predetermined direction.
- the manufacturing apparatus 1 also includes a supply device 18.
- the supply device 18 supplies a second intermediate 59, which is a nonwoven intermediate containing multiple fibers, to a first intermediate 56, which is a nonwoven intermediate 54 discharged from the carding machine 15.
- the second intermediate 59 contains short fibers 52 or fibers different from the short fibers 52.
- the second intermediate 59 contains, for example, pulp fibers or synthetic fibers.
- the second intermediate 59 is unwound from a supply roll R1 possessed by the supply device 18 and arranged overlapping the first intermediate 56.
- the intermediates 56 and 59 are transported in an overlapping state and introduced into the intertwining machine 19.
- the intertwining machine 19 intertwines the multiple fibers of the intermediates 56 and 59.
- a fiber sheet 60 which is a composite sheet and nonwoven fabric in which the intermediates 56 and 59 are arranged overlapping each other, is formed.
- the fiber sheet 60 may include a plurality of first intermediates 56 and at least one second intermediate 59.
- the second intermediate 59 may be disposed between the plurality of first intermediates 56.
- the second intermediate 59 may be disposed on top of a laminate including the plurality of first intermediates 56.
- the plurality of first intermediates 56 and the at least one second intermediate 59 may be integrally entangled.
- the manufacturing apparatus 1 may omit the supply device 18. In this case, the fiber sheet 60 is composed of only the first intermediates 56.
- the fiber sheet 60 discharged from the interlacing machine 19 is dried by the dryer 20. After drying, the fiber sheet 60 is wound up on the winding roll R2 of the winding machine 21. The winding roll R2 is used in the next process.
- FIG. 2 is a schematic diagram of a fiber article manufacturing apparatus 2 (hereinafter, also referred to as the manufacturing apparatus 2) according to the first embodiment.
- the manufacturing apparatus 2 an enlarged view of the first fiber 51 (short fiber 52), the resin granules 91, and the second fiber 92 contained in the manufactured fiber composite 61 and the fiber article 62 is also shown.
- a fiber sheet 60 containing a plurality of first fibers 51 (here, short fiber 52) is supplied from a winding roll R2 to the manufacturing apparatus 2.
- a predetermined first external force and a second external force are applied to the fiber sheet 60 to which a plurality of resin granules 91 are attached and which is being transported, so that abundant second fibers 92 are formed from the resin granules 91.
- a fiber composite 61 containing the first fibers 51 and the second fibers 92 is formed.
- the manufacturing device 2 includes a plurality of guide members G4 to G7 that guide the fiber sheet 60 in the conveying direction P, an applicator 25 that applies an adhering liquid 90 containing a plurality of resin granules 91 to the fiber sheet 60, and a dryer 26 that dries the fiber sheet 60 to which the adhering liquid 90 has been applied.
- the guide members G4 to G7 include a plurality of guide rolls.
- the manufacturing device 2 also includes a pair of pressure rolls 27 that press the fiber sheet 60 after drying, and a stretching device 30 that stretches in a predetermined direction a plurality of first fibers 51 (short fibers 52) contained in the fiber sheet 60 that has passed through the pair of pressure rolls 27.
- the pair of pressure rolls 27 includes a pair of pressure rolls 28 and 29.
- the manufacturing device 2 also includes a winder 31 that winds up the fiber composite 61 discharged from the stretching device 30.
- the applicator 25 has a storage section 32 for storing the impregnating liquid 90, and an applicator roll 33 for applying the impregnating liquid 90 in the storage section 32 to the short fibers 52 (first fibers 51) of the fiber sheet 60 via the peripheral surface.
- the applicator 25 also has a liquid collector 34 for collecting the impregnating liquid 90 discharged from the storage section 32, and a pump 35 for circulating the collected impregnating liquid 90 back to the storage section 32.
- the configuration of the applicator 25 is not limited.
- the applicator 25 may have one or more nozzles for spraying the impregnating liquid 90 onto the fiber sheet 60, and a housing for accommodating the nozzles.
- the impregnating liquid 90 is a water impregnating liquid.
- the impregnating liquid 90 can be produced relatively inexpensively.
- the impregnating liquid 90 can be made easier to handle.
- the impregnating liquid 90 may contain a liquid other than water.
- the resin granules 91 have a lamellar structure in which polymer chains are connected and folded. Specifically, this lamellar structure is made up of microfibers in which millions of polymer chains are connected together in a ribbon shape. Inside the resin granules 91, these microfibers are folded and stored.
- the resin granules 91 are primary particles. Secondary particles are formed when multiple resin granules 91 are bonded to each other. When an external force is applied to two bonded resin granules 91 in a direction in which they are pulled apart from each other, the fine fibers of the resin granules 91 are pulled outward to form second fibers 92. When the attachment liquid 90 is attached to the first fibers 51, multiple resin granules 91 are dispersed and attached to the surfaces of the multiple first fibers 51. As an example, multiple secondary particles of the resin granules 91 are attached to the surfaces of the first fibers 51.
- the resin granules 91 may be, for example, any material that is produced by a polymerization reaction and contains a lamellar structure.
- the resin granules 91 contain at least one of PTFE (polytetrafluoroethylene), polypropylene, polyethylene, and polyamide.
- the resin granules 91 of this embodiment contain PTFE.
- the PTFE contained in the resin granules 91 is, for example, high molecular weight PTFE obtained by emulsion polymerization or suspension polymerization of TFE.
- the high molecular weight PTFE may be at least one of modified PTFE and homo-PTFE.
- Modified PTFE includes, for example, TFE and a monomer other than TFE, such as a modified monomer.
- modified PTFE is one that is uniformly modified with a modified monomer, or one that is modified at the beginning or end of the polymerization reaction, but is not particularly limited.
- Modified PTFE includes TFE units based on TFE and modified monomer units based on a modified monomer.
- the "modified monomer unit" is a part of the molecular structure of modified PTFE and is a portion derived from the modified monomer.
- the modified monomer is not particularly limited as long as it can be copolymerized with TFE.
- high molecular weight PTFE in this specification refers to a molecular weight that is easily fiberized during the production of the fiber article 62, that gives rise to fibrils with long fiber lengths, that has a standard specific gravity (SSG) value in the range of 2.130 to 2.230, and that does not substantially melt flow due to its high melt viscosity.
- SSG standard specific gravity
- the resin granules 91 have an average particle size set to a value in the range of 100 nm to 100 ⁇ m. As an example, this average particle size is more preferably in the range of 200 nm to 700 nm, and even more preferably in the range of 250 nm to 400 nm. In this specification, the average particle size refers to the median diameter (cumulative 50% diameter (D50)) calculated from the measurement results by dynamic light scattering. As an example, the resin granules 91 are molded by paste extrusion molding.
- the pressure roll pair 27 applies a first external force to the first fibers 51 and the resin particles 91 in the fiber sheet 60 to which the resin particles 91 are attached and which is being transported, so that the fiber gaps between the first fibers 51 are reduced.
- the pressure roll pair 27 in this embodiment is, for example, a thermocompression roll pair that thermocompresses the fiber sheet 60.
- the heating temperature at which the first fibers 51 and the resin particles 91 are heated by the thermocompression roll pair can be adjusted appropriately. For example, the heating temperature can be set to a temperature higher than 25°C and lower than 200°C.
- the heating temperature is preferably in the range of 50°C to 200°C, more preferably in the range of 70°C to 200°C, and even more preferably in the range of 90°C to 200°C.
- the heating temperature is preferably in the range of 110°C to 200°C, and even more preferably in the range of 150°C to 200°C. This heating temperature may be, for example, below the melting point of each material of the first fiber 51 and the resin granules 91, or below the decomposition temperature of each material.
- the stretching device 30 applies a second external force to the fiber sheet 60, which is conveyed after the first external force has been applied and the first external force is relaxed, so as to expand the fiber gaps between the first fibers 51 in at least the width direction W of the fiber sheet 60 (the direction perpendicular to the paper surface in FIG. 2).
- the stretching device 30 of this embodiment applies a second external force to the conveyed fiber sheet 60 in the conveying direction P and the width direction W.
- the stretching device 30 is a known simultaneous biaxial stretching device. For the configuration of a simultaneous biaxial stretching device, see, for example, the description in Japanese Patent No. 4224241.
- the fiber sheet 60 to which the adhesive liquid 90 is applied by the adhesive device 25 is sent to the dryer 26.
- the solvent component of the adhesive liquid 90 evaporates from the fiber sheet 60, and the fiber sheet 60 is dried.
- the dried fiber sheet 60 is introduced into the pair of pressure rolls 27.
- a first external force is applied to the first fibers 51 and the resin particles 91 of the fiber sheet 60.
- the first fibers 51 and the resin particles 91 are heated by the pair of pressure rolls 27 when the first external force is applied.
- the first fibers 51 are plasticized by being heated. Therefore, the first external force makes it easier for the fiber gaps to be reduced.
- the first external force applied to the first fibers 51 and the resin particles 91 is alleviated.
- the first external force may be applied to the multiple first fibers 51 and the multiple resin granules 91 by a configuration other than a pair of pressure rolls.
- the first external force may be applied to the multiple first fibers 51 and the multiple resin granules 91 by a configuration other than a thermal pressure roll.
- the manufacturing device 2 may be provided with a pair of pressure rolls that do not have a heating function.
- the fiber sheet 60 with the first external force relaxed is introduced into the stretching device 30.
- the fiber sheet 60 is applied with a second external force so as to expand the fiber gaps between the first fibers 51 in the conveying direction P and the width direction W.
- the second external force is applied to the first fibers 51 and the resin granules 91 so as to separate the resin granules 91 that are bonded to each other between the first fibers 51.
- the fine fibers of the resin granules 91 are stretched outward, and second fibers 92 are formed so as to bridge the different first fibers 51.
- a fiber composite 61 is formed that contains an abundant number of second fibers 92 together with the first fibers 51.
- the second fibers 92 in this embodiment contain PTFE as a main component.
- the second fibers 92 contain more than 50% by weight of the total weight of the second fibers 92.
- the second fibers 92 are fixed to the first fibers 51 while being dispersed among one another. Therefore, according to this embodiment, the mesh structure formed by the first fibers 51 and the second fibers 92 is less likely to be destroyed, and a fiber article 62 with improved strength can be manufactured.
- the second fibers 92 are also formed when the first external force applied to the fiber sheet 60 is relaxed, widening the gaps between the first fibers 51.
- the second external force is actively applied to the first fibers 51 and the resin granules 91, thereby widening the gaps between the first fibers 51 in the desired direction.
- the thickness or number of the second fibers 92 formed can be adjusted by adjusting at least one of the strength of the second external force and the temperature when the second external force is applied. This allows each characteristic of the fiber article 62 to be manufactured to be adjusted within a certain range.
- the fiber gaps between the multiple first fibers 51 in the thickness direction naturally expand due to a restoring force.
- the fiber gaps between the multiple first fibers 51 in both the conveying direction P and the width direction W are expanded by the application of a second external force.
- fiber gaps in two directions that are perpendicular to the thickness direction and perpendicular to each other are formed wider than the gaps in the thickness direction.
- the "fiber gaps in two directions" referred to here correspond to the conveying direction P and the width direction W.
- the fiber composite 61 is wound up on a winding roll R3 of the winding machine 31.
- the fiber composite 61 is cut to a predetermined size to produce a fiber article 62.
- the fiber article 62 of this embodiment has a configuration in which the fiber gaps in the two directions are wider than the fiber gaps in the thickness direction. This produces a fiber article 62 that has a relatively small basis weight and can prevent an increase in pressure loss over time.
- the fiber article 62 manufactured by the manufacturing method of this embodiment is, for example, a filter member that is placed in a flow path through which a specific fluid flows and filters out impurities mixed in the fluid.
- the fluid passing through the inside of the fiber article 62 may be either a gas or a liquid.
- An example of the gas is air.
- the fiber article 62 is in a sheet shape. As shown in the enlarged view in Figure 2, for example, some resin granules 91 may remain in the manufactured fiber article 62.
- the manufacturing method for the fiber article 62 of this embodiment includes a first step of attaching a plurality of resin granules 91 containing a fiberizable polymer to a fiber sheet 60 that includes a plurality of first fibers 51 and is transported in a predetermined transport direction P. It also includes a second step of applying a first external force to the plurality of first fibers 51 and the plurality of resin granules 91 in the fiber sheet 60 to which the plurality of resin granules 91 are attached and which is transported, so as to reduce the interfiber spaces between the first fibers 51.
- the manufacturing method also has a third step of applying a second external force to the fiber sheet 60, which is conveyed while the first external force is relaxed after the first external force has been applied, to expand the inter-fiber spaces between the first fibers 51 in at least the width direction W of the fiber sheet 60, thereby forming second fibers 92 having an outer diameter smaller than the first fibers 51 from the resin granules 91, and forming a fiber composite 61 containing the first fibers 51 and the second fibers 92.
- a second external force is applied to the fiber sheet 60 in multiple directions including the width direction W.
- a second external force is applied to the fiber sheet 60 simultaneously in multiple directions including the width direction W.
- the fiber gap between the multiple first fibers 51 and the multiple second fibers 92 of the fiber article 62, the number of the second fibers 92, and the length dimension of the second fibers 92 can be adjusted.
- the tensile elongation of the fiber article 62 relative to its natural state is reduced.
- the tensile strength of the fiber article 62 is increased.
- the outer diameter D2 of the second fiber 92 can be adjusted by adjusting at least one of the strength of the second external force and the temperature when the second external force is applied. By increasing the second external force within a certain range, the outer diameter D2 can be set small. Furthermore, by decreasing the second external force within a certain range, the outer diameter D2 can be set large.
- the outer diameter D2 of the second fiber 92 is set to be smaller than the outer diameter D1 of the first fiber 51. Therefore, the manufactured fiber article 62 has a composite structure of fibers with different diameters.
- the ratio D1/D2 of the outer diameter D1 to the outer diameter D2 can be set to a value in the range of 15.0 to 1666.7.
- the ratio D1/D2 is preferably a value in the range of 15.0 to 1300.0, more preferably a value in the range of 15.0 to 714.3, and even more preferably a value in the range of 15.0 to 300.0.
- the ratio D1/D2 is preferably, for example, in the range of 60.0 to 1666.7, more preferably in the range of 60.0 to 1300.0, even more preferably in the range of 60.0 to 714.3, and even more preferably in the range of 60.0 to 300.0.
- the ratio D1/D2 is 15.0 or more, it is possible to manufacture a fiber article 62 in which the functions of the first fiber 51 and the second fiber 92, which have different outer diameters, can be easily expressed. If the value of the ratio D1/D2 is 1666.7 or less, it is possible to manufacture a fiber article 62 in which the second fiber 92 can be easily laid around the first fiber 51 while suppressing an increase in the outer diameter D1 of the first fiber 51. By maintaining the outer diameter D2 at a relatively large value, it is possible to easily form the second fiber 92. By setting the ratio D1/D2 to a value in the range of 60.0 to 1666.7, it is possible to reduce the amount of second fiber 92 used and suppress the production cost of the fiber article 62 while maintaining the filter performance of the manufactured fiber article 62.
- the outer diameter D1 is preferably, for example, in the range of 5.0 ⁇ m to 50.0 ⁇ m, and more preferably in the range of 20.0 ⁇ m to 30.0 ⁇ m. This makes it easier to arrange a large number of second fibers 92 around the first fibers 51 while stably supporting the second fibers 92 with the first fibers 51.
- the outer diameter D2 is preferably, for example, in the range of 30.0 nm to 1.0 ⁇ m, more preferably in the range of 30.0 nm to 800 nm, and even more preferably in the range of 30.0 nm to 166.7 nm.
- the outer diameter D2 is preferably, for example, in the range of 50.0 nm to 800.0 nm. This makes it possible to increase the ratio D1/D2 while avoiding the outer diameter D2 of the second fibers 92 from becoming excessively thin. As a result, a fiber article 62 containing a large number of second fibers 92 can be stably manufactured.
- the fiber article 62 manufactured by the manufacturing method of this embodiment has a ratio V1/V2 of the total volume V1 of the first fibers 51 to the total volume V2 of the second fibers 92 and the resin granules 91 set to a value in the range of 1.9 to 124.0. It is further preferable that the ratio V1/V2 is set to a value in the range of 20.0 to 124.0. This makes it possible to manufacture a fiber article 62 in which the outer diameter D1 of the first fibers 51 and the outer diameter D2 of the second fibers 92 are different, making it easier to realize the functions of the first fibers 51 and the second fibers 92.
- a second external force is applied to the fiber sheet 60 so as to form a fiber composite 61 having a basis weight of 60 g/m2 or more and 300 g/ m2 or less, and a tensile strength in a minimum strength direction, which is a minimum tensile strength direction among directions perpendicular to the thickness direction, of 0.8 N/10 mm or more and 100 N/10 mm or less.
- the unit "N/10 mm” indicates how many N of load can be withstood per 10 mm of measurement width.
- the "minimum strength direction" referred to here corresponds to the width direction W of the fiber sheet 60.
- the tensile strength in the minimum strength direction can be adjusted, for example, by a second external force applied in the width direction W to the fiber sheet 60 being conveyed. This makes it possible to manufacture a fiber article 62 having basis weight and tensile strength in the minimum strength direction set to values in the above ranges.
- the short fibers contained in the impregnation liquid which is the fiber sheet material
- the first fibers of the long fibers discharged from the spinning tube are oriented to extend in the conveying direction.
- a normal fiber product has a configuration in which multiple fibers extend in a direction perpendicular to the thickness direction and perpendicular to the direction of minimum strength (in other words, a direction corresponding to the conveying direction of the fiber sheet in the manufacturing line; hereinafter, also referred to as the "second direction").
- a direction perpendicular to the thickness direction and perpendicular to the direction of minimum strength in other words, a direction corresponding to the conveying direction of the fiber sheet in the manufacturing line; hereinafter, also referred to as the "second direction".
- the strength of the fiber product is the smallest among the multiple directions perpendicular to the thickness direction.
- the fiber article 62 of this embodiment is formed during manufacturing so that the abundant second fibers 92 extend in the width direction W of the fiber sheet. This increases the entanglement of the first fibers 51 and the second fibers 92 in the minimum strength direction of the fiber article 62. As a result, the tensile strength of the fiber article 62 in the minimum strength direction is set to a value in the range of at least 0.8 N/10 mm or more by the abundant first fibers 51 and second fibers 92.
- the tensile strength of the fiber article 62 in the direction of minimum strength is a value in the range of 100 N/10 mm or less. This, for example, prevents the tensile strength of the fiber article 62 from increasing excessively, making it easier to manufacture the fiber article 62.
- the tensile strength of the fiber article 62 in this embodiment is a value in the range of 0.8 N/10 mm or more and 100 N/10 mm or less.
- the range of the tensile strength in the direction of minimum strength is preferably, for example, a value in the range of 1 N/10 mm or more and 100 N/10 mm or less, and more preferably, a value in the range of 5 N/10 mm or more and 100 N/10 mm or less.
- the range of the tensile strength in the direction of minimum strength is preferably, for example, a value in the range of 8 N/10 mm or more and 100 N/10 mm or less, and more preferably, a value in the range of 10 N/10 mm or more and 100 N/10 mm or less.
- the basis weight value set in the third step is preferably, for example, a value in the range of 60 g/ m2 to 300 g/ m2 , and more preferably, a value in the range of 60 g/ m2 to 250 g/ m2 .
- the basis weight value is, for example, preferably, a value in the range of 60 g/ m2 to 200 g/ m2 , and more preferably, a value in the range of 80 g/ m2 to 200 g/ m2 , and even more preferably, a value in the range of 100 g/ m2 to 200 g/ m2 . This makes it easier to reduce the weight of the fiber article 62.
- a second external force is applied to the fiber sheet 60 so as to form a fiber composite 61 having a tensile elongation in the minimum strength direction relative to the natural state in a range of 5% to 250%.
- the tensile elongation is preferably, for example, a value in the range of 10% to 250%, and more preferably a value in the range of 20% to 250%.
- the tensile elongation is preferably, for example, a value in the range of 30% to 250%, and more preferably a value in the range of 40% to 250%.
- the tensile strength is measured using a Tensilon universal material testing machine, which is a tensile testing machine conforming to JIS B 7721:2018, for example.
- a test piece molded to a width of 10 mm and a length of 60 mm is used.
- the tensile strength is measured under the set conditions of a chuck distance of 40 mm and a tensile speed of 200 mm/min.
- the tensile elongation is calculated based on the following formula 1 under the same conditions as the measurement of the tensile strength.
- Tensile elongation (%) elongation (mm) / chuck distance (mm) ⁇ 100
- a second external force is applied to the fiber sheet 60 so as to form a fiber composite 61 having a PF value in the range of 16 to 84, for example.
- the PF value in this specification refers to a value calculated based on the following formulas 2, 3, and 4.
- calculating the transmittance (%) in formula 2 NaCl particles having a particle diameter of 0.4 ⁇ m are used, which are generated in accordance with the method described in JIS B9928:1998, Annex 5 (Regulations) NaCl Aerosol Generation Method (Pressure Spray Method).
- the PF value is preferably, for example, in the range of 16 to 70, and more preferably, in the range of 16 to 60. In another example, the PF value is preferably, for example, in the range of 20 to 84, and more preferably, in the range of 25 to 84.
- a second external force is applied to the fiber sheet 60 so as to form a fiber composite 61 whose thickness in the natural state is a value in the range of less than 3.0 mm.
- the thickness in the natural state of the fiber composite 61 set in the third step is preferably, for example, a value in the range of 0.1 mm to less than 3.0 mm, more preferably a value in the range of 0.1 mm to 2.5 mm, and even more preferably a value in the range of 0.1 mm to 2.0 mm.
- the thickness is preferably, for example, a value in the range of 0.5 mm to 2.5 mm, and even more preferably a value in the range of 1.0 mm to 2.5 mm.
- a second external force is applied to the fiber sheet 60 so as to form a fiber composite 61 in which the pressure loss when air is passed through in the thickness direction at a flow rate of 5.3 cm/sec is a value in the range of 3 Pa to 35 Pa.
- the pressure loss of the fiber composite 61 set in the third step is preferably, for example, a value in the range of 3 Pa to 25 Pa, and more preferably a value in the range of 3 Pa to 15 Pa.
- the pressure loss is preferably, for example, a value in the range of 6 Pa to 35 Pa, and more preferably a value in the range of 9 Pa to 35 Pa.
- the pressure loss is measured, for example, by the following procedure.
- the measurement sample is set in a holder with an inner diameter of 113 mm (effective area as a filter medium: 100 cm 2 ).
- the flow rate of the air flowing through the measurement sample is adjusted to 5.3 cm/sec using a flow meter.
- the pressure loss occurring between the upstream and downstream sides of the measurement sample in the air flow direction at this time is measured using a manometer.
- a second external force is applied to the fiber sheet 60 so as to form a fiber composite 61 having a collection efficiency in the range of 35% to 95%.
- This collection efficiency is calculated using Equation 3. This makes it possible to manufacture a fiber article 62 having a collection efficiency set in that range.
- the collection efficiency set in the third step is preferably, for example, a value in the range of 35% to 85%, and more preferably, a value in the range of 35% to 75%.
- the collection efficiency is preferably, for example, a value in the range of 40% to 90%, and more preferably, a value in the range of 45% to 90%.
- a second external force is applied to the fiber sheet 60 so as to form a fiber composite 61 that is classified into the JIS-ePM1 filter group in the classification described in item 7.3 of JIS B 9908-1:2019.
- the manufacturing method of the fiber article 62 of this embodiment when manufacturing a fiber article 62 including first fibers 51 and second fibers 92 having an outer diameter smaller than that of the first fibers 51, it is possible to manufacture a fiber article 62 that is lightweight and has improved strength, and that can suppress an increase in pressure loss over time of use.
- the second embodiment will be described below, focusing on the differences from the first embodiment.
- FIG. 3 is a schematic diagram of a fiber article manufacturing apparatus 102 (hereinafter, also referred to as the manufacturing apparatus 102) according to the second embodiment.
- the manufacturing apparatus 102 differs from the manufacturing apparatus 2 in that it includes a known sequential biaxial stretching device.
- the manufacturing apparatus 102 includes a first stretching device 87 that is configured with the following components 65 to 69 and stretches the fiber sheet 60 in the conveying direction (longitudinal direction) P.
- the manufacturing apparatus 102 also includes a second stretching device 88 that is configured with the following components 82 to 83 and stretches the fiber sheet 60 in the width direction (lateral direction) W.
- the manufacturing apparatus 102 is supplied with a winding roll R4 that has wound up the fiber sheet 60 immediately after passing through the pair of pressure rolls 27 in FIG. 2 (in other words, immediately after the first external force has been applied).
- the fiber sheet 60 includes a plurality of first fibers 51 (short fibers 52, for example) to which a plurality of resin granules 91 are attached.
- the first stretching device 87 has a payout roll 65 that pays out the fiber sheet 60 from the winding roll R4, and a preheating roll group 70 that preheats the fiber sheet 60.
- the preheating roll group 70 includes a plurality of preheating rolls 71 to 74.
- the manufacturing device 102 also has a heating furnace 66 that heats the preheated fiber sheet 60, and two stretching roll pairs 67, 68 that stretch the fiber sheet 60 that has passed through the heating furnace 66 in the conveying direction P.
- the heating furnace 66 is, for example, a hot air furnace.
- the stretching roll pair 67 has a pair of stretching rolls 75, 76.
- the stretching roll pair 68 has a pair of stretching rolls 77, 78.
- the manufacturing device 102 also has a cooling roll group 69 that cools the fiber sheet 60 that has passed through the stretching roll pairs 67, 68.
- the cooling roll group 69 has a plurality of cooling rolls 79 to 81.
- the second stretching device 88 has a heating furnace 84 that heats the fiber sheet 60 being transported in the transport direction P, and a stretching mechanism 85 that holds both ends in the width direction W of the fiber sheet 60 being heated and transported for a certain period of time to stretch the fiber sheet 60 in the width direction W.
- One example of the heating furnace 84 is a hot air furnace.
- the second stretching device 88 also has a cooling and cutting device 83 that cools the fiber composite 61 obtained by passing through the stretching mechanism 85 and cuts it to a predetermined width.
- the cooling and cutting device 83 has a pair of cooling rolls 95, 96.
- the fiber sheet 60 to which the first external force has been applied and which has been relaxed is heated in the heating furnace 66 in the first stretching device 87, conveyed, and passes through each nip point of the stretching roll pairs 67, 68.
- the fiber sheet 60 is stretched in the conveying direction P by the stretching roll pairs 67, 68, so that a second external force is applied to the fiber sheet 60 in the conveying direction P.
- the stretching mechanism 85 applies a second external force to the fiber sheet 60 in the width direction W.
- the second external force is applied to the fiber sheet 60 in multiple directions including the width direction W.
- the application of the second external force forms multiple second fibers 92 from the multiple resin granules 91 of the fiber sheet 60.
- a fiber composite 61 including multiple first fibers 51 and multiple second fibers 92 is manufactured.
- the second external force is sequentially applied to the fiber sheet 60 in one direction and the other direction of the width direction W and the conveying direction P.
- the fiber composite 61 is cooled and cut to a predetermined width by the cooling and cutting device 83.
- the fiber composite 61 is then wound onto the winding roll R3 of the winding machine 31.
- the wound fiber composite 61 is further cut to a predetermined size to produce a fiber article 62.
- steps 1 to 3 are achieved in the same way as in the first embodiment.
- the fiber sheet 60 that has passed through the first stretching device 87 may be wound up once to form a winding roll R5, and then the winding roll R5 may be supplied to the second stretching device 88.
- a fiber sheet 60 including a plurality of first fibers 51 (short fibers 52) that are crimped CA fibers was prepared.
- a plurality of resin granules 91 including PTFE was also prepared.
- a fiber article 62 according to Example 1 was manufactured by carrying out the first to third steps. In this Example 1, in the first step, a plurality of resin granules 91 were attached to a plurality of first fibers 51 (short fibers 52) based on an impregnation method.
- a nonwoven fabric manufactured by a needle punch method was used as the fiber sheet 60.
- the heating temperature of the pressure roll pair 27 was set to 170°C.
- the nip pressure as the first external force of the pressure roll pair 27 was set to 10 MPa.
- FIG. 4 is an enlarged photograph of the fiber sheet 60 before the second external force of Example 1 is applied.
- FIG. 5 is an enlarged photograph of the fiber sheet 60 after the second external force of Example 1 is applied.
- silica powder is attached to the second fibers 92 in order to improve visibility.
- Example 1 As shown in Figures 4 and 5, in Example 1, it was confirmed that the fiber gaps between the multiple first fibers 51 contained in the fiber sheet 60 before the application of the second external force were enlarged by applying the second external force. It was also confirmed that by applying the second external force to the fiber sheet 60, multiple second fibers 92 were formed from the resin granules 91 so as to bridge the multiple different first fibers 51.
- a fiber sheet 60 was prepared, which included a plurality of first fibers 51 (short fibers 52) that were crimped CA fibers. A plurality of resin granules 91 including PTFE were also prepared. The first to third steps were carried out in the same manner as in Example 1 to produce a fiber article 62 of Example 2 including 44% by mass of the second fibers 92, and a fiber article 62 of Example 3 including 8% by mass of the second fibers 92. The size of the fiber articles 62 of Examples 2 and 3 was set to 15 cm long x 15 cm wide x 0.5 cm thick. In the third step, a second external force was applied to the fiber sheet 60 using a simultaneous biaxial stretching device corresponding to the manufacturing device 2 of the first embodiment.
- the length dimensions in the width direction (the direction corresponding to the width direction W of the fiber sheet 60) of the manufactured Examples 2 and 3 were elongated so that the elongation, as shown in the following formula 5, was in the range of 30% to 90%.
- the pressure loss (Pa), PF value, and collection efficiency (%) of Examples 2 and 3 versus the elongation (%) at this time were measured based on the methods shown in the first embodiment.
- the thickness change rate (%) of Examples 2 and 3 versus the elongation (%) at this time was also measured.
- the basis weight (g/ m2 ) of Examples 2 and 3 versus the elongation (%) at this time was also measured.
- [Formula 5] Elongation (%) (length after elongation L/natural length L0) x 100-100
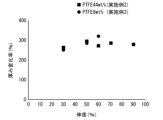
- FIG. 6 is a graph showing the relationship between the elongation in the width direction and pressure loss for the fiber articles 62 of Examples 2 and 3.
- the results shown in FIG. 6 confirm that in both Examples 2 and 3, the pressure loss decreases with increasing elongation. Furthermore, Example 3 contains a greater amount of second fibers 92 than Example 2. For this reason, it was confirmed that Example 3 has a higher pressure loss than Example 2 throughout the entire test range.
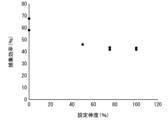
- Figure 7 is a graph showing the relationship between the elongation in the width direction of the fiber articles 62 in Examples 2 and 3 and the collection efficiency. The results shown in Figure 7 confirm that in both Examples 2 and 3, the collection efficiency is almost maintained even when the elongation increases. Furthermore, Example 3 contains a greater amount of second fibers 92 than Example 2. Therefore, it was confirmed that Example 3 has a higher collection efficiency than Example 2 throughout the entire test range.
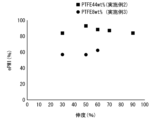
- Figure 8 is a graph showing the relationship between the elongation in the width direction and the PF value of the fiber article 62 of Examples 2 and 3. The results shown in Figure 8 confirm that in Example 3, the PF value increases as the elongation increases from 30% to 50%, and that the PF value is then almost maintained even if the elongation increases. A similar tendency was also confirmed for the PF value of Example 2.
- Figure 9 is a graph showing the relationship between the elongation in the width direction and the rate of thickness change of the fiber articles 62 in Examples 2 and 3.
- the results shown in Figure 9 confirm that in both Examples 2 and 3, the thickness does not change significantly even if the elongation increases. From these test results, it is believed that it is possible to manufacture a fiber article 62 in which the change in thickness due to the change in elongation is suppressed, even if the content of the second fiber in the fiber article 62 changes to some extent during the manufacturing process.
- Figure 10 is a graph showing the relationship between the elongation in the width direction and the basis weight of the fiber article 62 of Examples 2 and 3. The results shown in Figure 10 confirm that in both Examples 2 and 3, the basis weight gradually decreases as the elongation increases.
- a fiber sheet 60 containing synthetic fiber "SS-100" manufactured by Yamato Boseki Co., Ltd. was prepared as a plurality of crimped first fibers 51 (short fibers 52).
- a plurality of resin granules 91 containing PTFE were also prepared.
- the first to third steps were performed in sequence to produce a fiber article 62 of Example 4 containing about 10 mass% of the second fibers 92.
- the plurality of resin granules 91 were attached to the plurality of first fibers 51 (short fibers 52) based on the gravure coating method.
- the heating temperature of the pressure-bonding roll pair 27 was set to 110°C.
- the nip pressure as the first external force of the stretching roll pair 67, 68 was set to 5 MPa.
- the size of the fiber article 62 of Example 4 was set to 15 cm long x 15 cm wide x 0.2 cm thick.
- a second external force was applied to the fiber sheet 60 using a sequential biaxial stretching device corresponding to the manufacturing device 102 of the second embodiment.
- the length dimension in the width direction (the direction corresponding to the width direction W of the fiber sheet 60) of the manufactured Example 4 was elongated within a range of 40% to 100% from the natural length L0.
- the pressure loss (Pa), PF value, and collection efficiency (%) (using NaCl particles with a particle diameter of 0.4 ⁇ m) of Example 4 versus the elongation (%) at this time were measured based on the method shown in the first embodiment.
- the basis weight (g/ m2 ) of Example 4 versus the elongation (%) at this time was measured.
- FIG. 11 is a graph showing the relationship between the elongation in the width direction and pressure loss for the fiber article 62 of Example 4. The results shown in FIG. 11 confirm that, like Examples 2 and 3, Example 4 reduces pressure loss as elongation increases.
- Figure 12 is a graph showing the relationship between the elongation in the width direction of the fiber article 62 of Example 4 and the collection efficiency. The results shown in Figure 12 confirm that, similar to Examples 2 and 3, the collection efficiency is almost maintained even when the elongation increases.
- Figure 13 is a graph showing the relationship between the elongation in the width direction and the PF value of the fiber article 62 of Example 4. The results shown in Figure 13 confirm that the PF value of Example 4 increases almost linearly as the elongation increases.
- FIG. 14 is a graph showing the relationship between the elongation in the width direction and the basis weight of the fiber article 62 of Example 4.
- the results shown in FIG. 14 confirm that the basis weight of Example 4 gradually decreases as the elongation increases. This confirms that even when the fiber article 62 is manufactured using a sequential secondary stretching device, the basis weight of the fiber article 62 can be adjusted by changing the elongation by adjusting the strength of the second external force applied to the fiber sheet 60.
- Figure 15 is a graph showing the relationship between the elongation in the width direction and the rate of thickness change of the fiber article 62 of Example 4. The results shown in Figure 15 confirm that as the elongation increases, the rate of thickness change increases.
- J-ePM1 collection efficiency (%) was measured based on a method conforming to item 7.2 "Calculation of particulate matter collection efficiency (J-eMPx)" of the general ventilation filter test (JIS B 9908-1:2019).
- particulate matter (PM1) used for the test was at least one of solid and liquid particles suspended in the air, with 50% of the aerodynamic particle size of 1 ⁇ m cut off by a classification device.
- Figure 16 is a graph showing the relationship between the J-ePM1 collection efficiency (%) and elongation for the fiber articles of Examples 2 and 3.
- Figure 17 is a graph showing the relationship between the J-ePM1 collection efficiency (%) and elongation for the fiber article of Example 4.
- the J-ePM1 collection efficiency is represented as "ePM1.”
- Figure 17 shows data for Example 4, for which multiple samples were prepared.
- the J-ePM1 collection efficiency (%) was 50% or more when the elongation was in the range of 30% or more and 100% or less. Also, according to the measurement results shown in Figure 17, in Example 4, the J-ePM1 collection efficiency (%) was 50% or more when the elongation was in the range of 50% or more and 100% or less.
- Examples 1 to 4 correspond to the filter group classified as "JIS-ePM1" in item 7.3 "Classification" of JIS B 9908-1:2019. This means that the textile article manufactured by the manufacturing method disclosed herein can be said to be a filter with high-quality filtering function classified as "JIS-ePM1".
- a method for manufacturing a fiber article comprising: a first step of attaching a plurality of resin granules containing a fiberizable polymer to a fiber sheet which contains a plurality of first fibers and is transported in a predetermined transport direction; a second step of applying a first external force to the plurality of first fibers and the plurality of resin granules of the fiber sheet to which the plurality of resin granules are attached and which is transported, so as to reduce fiber gaps between the first fibers; and a third step of applying a second external force to the fiber sheet which is transported in the transport direction after the applied first external force is relaxed, so as to expand the fiber gaps between the plurality of first fibers at least in the width direction of the fiber sheet, thereby forming a plurality of second fibers from the plurality of resin granules, the plurality of second fibers being thinner than the first fibers, and
- the fiber gaps between the multiple first fibers can be actively expanded in the direction in which the second external force is applied.
- the second external force is applied to the resin granules attached to the multiple first fibers, and abundant second fibers can be formed from the multiple resin granules so that the second fibers extend in the direction in which the second external force is applied.
- This increases the entanglement of the first fibers and second fibers at least in the width direction of the fiber sheet. This allows the first fibers and second fibers to improve the tensile strength of the fiber sheet at least in the width direction. Therefore, when manufacturing a fiber article using a fiber composite containing multiple first fibers and multiple second fibers, the strength of the fiber article can be improved.
- the fiber sheet transported in the transport direction has wide fiber gaps at least in the direction in which the second external force is applied. This allows the basis weight of the fiber article to be reduced, thereby making the fiber article lighter.
- the third step by heating the multiple resin granules attached to the multiple first fibers, for example, the fine fibers folded and contained within the resin granules can be easily pulled out to the outside by the second external force, making it easier to form abundant second fibers.
- a second external force is additionally applied to the multiple resin granules in the conveying direction, which makes it easier to pull out fine fibers from the resin granules to the outside and form more abundant second fibers.
- the timing of applying the second external force in one direction of the width direction and the conveying direction can be shifted to form abundant second fibers. This improves the flexibility of the manufacturing method.
- the second external force is applied to the fiber sheet simultaneously in multiple directions, including the width direction, so that abundant second fibers extending in multiple directions can be formed in a short period of time. This can improve the manufacturing efficiency of fiber articles.
- the above manufacturing method allows the manufacture of a fiber article that includes a first fiber and a second fiber that has a smaller outer diameter than the first fiber and has a nonwoven structure, and that is lightweight and has improved strength.
- the second fibers can be efficiently formed from the resin granules in the third step using the plurality of resin granules having a lamellar structure.
- the above manufacturing method allows the first fibers to be configured to be bulkier than those in an uncrimped state. This allows for ample fiber gaps formed by multiple first fibers to be arranged in the fiber article. This allows for the basis weight of the fiber article to be reduced. This allows for the manufacture of a fiber article that is even lighter in weight.
- the above manufacturing method allows for a wider range of choices for the material of the first fiber, thus improving the design freedom of the fiber article.
- the above manufacturing method allows for a wider range of choices for the material of the second fiber. This manufacturing method also allows for greater freedom in designing fiber articles.
- the above manufacturing method can reduce the basis weight of the fiber article and can manufacture a fiber article that includes abundant fiber gaps formed by the first and second fibers. This makes it easier to reduce the weight of the fiber article.
- the above manufacturing method can also reduce the weight of the manufactured fiber article while improving its strength. This makes it possible to manufacture a fiber article with improved durability, for example. Also, for example, the tensile strength of the multiple first fibers in the fiber article is improved. As a result, it is possible to provide more abundant fiber gaps in the manufactured fiber article by increasing the second external force applied to the multiple first fibers, for example.
- the adjustment of the strength can be prevented from being restricted by the tensile strength of the first fibers. This makes it easier to form abundant second fibers.
- the above manufacturing method also improves the tensile elongation of the first fibers, so that when adjusting the strength of the second external force applied to the multiple resin granules in the third step, the adjustment of the strength can be prevented from being restricted by the tensile elongation of the first fibers. This makes it even easier to form abundant second fibers.
- the above manufacturing method allows the manufactured fiber article to be constructed thinly. This makes it easier to manufacture a fiber article that is lightweight and compact, while also improving its strength.
- the above manufacturing method makes it possible to produce a fiber article that is lightweight and has improved strength, prevents clogging during use, and allows the fluid to be filtered to flow efficiently inside.
- the above manufacturing method allows the collection efficiency of the manufactured fiber article to be set within the above range, making it possible to manufacture a fiber article that is lightweight, has improved strength, and has stable filter performance.
- the above manufacturing method makes it possible to produce textile articles that can be used for high-quality filters classified into the "JIS-ePM1" filter group.
- First fiber 60 Fiber sheet 61 Fiber composite 62 Fiber article 91 Resin granules 92 Second fiber
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Nonwoven Fabrics (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025518138A JPWO2024228361A1 (https=) | 2023-05-02 | 2024-04-25 | |
| CN202480023826.1A CN120981618A (zh) | 2023-05-02 | 2024-04-25 | 纤维物品的制造方法 |
| EP24800092.9A EP4707446A1 (en) | 2023-05-02 | 2024-04-25 | Fiber article manufacturing method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023076116 | 2023-05-02 | ||
| JP2023-076116 | 2023-05-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024228361A1 true WO2024228361A1 (ja) | 2024-11-07 |
Family
ID=93333025
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/016296 Ceased WO2024228361A1 (ja) | 2023-05-02 | 2024-04-25 | 繊維物品の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4707446A1 (https=) |
| JP (1) | JPWO2024228361A1 (https=) |
| CN (1) | CN120981618A (https=) |
| WO (1) | WO2024228361A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006096801A (ja) | 2004-09-28 | 2006-04-13 | Futamura Chemical Co Ltd | 2軸延伸ポリアミド系樹脂フィルム |
| JP4224241B2 (ja) | 2002-02-13 | 2009-02-12 | 旭化成ケミカルズ株式会社 | 同時2軸テンタ |
| JP2012188774A (ja) * | 2011-03-09 | 2012-10-04 | Mitsubishi Paper Mills Ltd | 不織布及び不織布の製造方法 |
| WO2013157647A1 (ja) | 2012-04-20 | 2013-10-24 | ダイキン工業株式会社 | Ptfeを主成分とする組成物、混合粉末、成形用材料、及びフィルタ用濾材、エアフィルタユニット、並びに多孔膜の製造方法 |
| WO2021039980A1 (ja) | 2019-08-30 | 2021-03-04 | 株式会社ダイセル | 繊維物品 |
| WO2021039979A1 (ja) * | 2019-08-30 | 2021-03-04 | 株式会社ダイセル | 繊維物品の製造方法 |
-
2024
- 2024-04-25 CN CN202480023826.1A patent/CN120981618A/zh active Pending
- 2024-04-25 JP JP2025518138A patent/JPWO2024228361A1/ja active Pending
- 2024-04-25 WO PCT/JP2024/016296 patent/WO2024228361A1/ja not_active Ceased
- 2024-04-25 EP EP24800092.9A patent/EP4707446A1/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4224241B2 (ja) | 2002-02-13 | 2009-02-12 | 旭化成ケミカルズ株式会社 | 同時2軸テンタ |
| JP2006096801A (ja) | 2004-09-28 | 2006-04-13 | Futamura Chemical Co Ltd | 2軸延伸ポリアミド系樹脂フィルム |
| JP2012188774A (ja) * | 2011-03-09 | 2012-10-04 | Mitsubishi Paper Mills Ltd | 不織布及び不織布の製造方法 |
| WO2013157647A1 (ja) | 2012-04-20 | 2013-10-24 | ダイキン工業株式会社 | Ptfeを主成分とする組成物、混合粉末、成形用材料、及びフィルタ用濾材、エアフィルタユニット、並びに多孔膜の製造方法 |
| WO2021039980A1 (ja) | 2019-08-30 | 2021-03-04 | 株式会社ダイセル | 繊維物品 |
| WO2021039979A1 (ja) * | 2019-08-30 | 2021-03-04 | 株式会社ダイセル | 繊維物品の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4707446A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4707446A1 (en) | 2026-03-11 |
| JPWO2024228361A1 (https=) | 2024-11-07 |
| CN120981618A (zh) | 2025-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7555344B2 (ja) | 繊維物品の製造方法 | |
| US5531235A (en) | Cigarette filter micropleated web and method of manufacture | |
| CN103930607A (zh) | 来自连续丝束带的非织造材料及其装置和方法 | |
| AU2003270877A1 (en) | Nonwoven industrial fabrics with improved barrier properties | |
| WO2024228361A1 (ja) | 繊維物品の製造方法 | |
| JPH10174822A (ja) | 耐熱性フィルター | |
| JP7624302B2 (ja) | 繊維物品の製造方法 | |
| WO2024228258A1 (ja) | 繊維物品の製造方法 | |
| CN109898148B (zh) | 静电纤维制备方法及其所得产品 | |
| US20240149196A1 (en) | Air filter medium and air filter product | |
| WO2026042769A1 (ja) | 積層体 | |
| WO2026042768A1 (ja) | 繊維積層体 | |
| AU2003275082A1 (en) | Medical fabrics with improved barrier performance | |
| JP7826935B2 (ja) | ポリフェニレンスルフィド繊維不織布およびこれを含む隔膜 | |
| JP7793508B2 (ja) | 乾式不織布製造方法 | |
| WO2024228360A1 (ja) | 繊維物品 | |
| JP3373877B2 (ja) | 孔径勾配を有する不織布及びその製法 | |
| JP6710038B2 (ja) | ナノファイバー不織布及びそれを用いた吸音材 | |
| JP2006296463A (ja) | カーテン用基布およびカーテン | |
| JPH0734313A (ja) | シート状不織布の製造装置 | |
| HK1086868B (en) | High stretch recovery non-woven fabric and process for preparing | |
| HK1086868A1 (zh) | 高伸长回复非织造织物及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24800092 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025518138 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025518138 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024800092 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2024800092 Country of ref document: EP Effective date: 20251202 |
|
| ENP | Entry into the national phase |
Ref document number: 2024800092 Country of ref document: EP Effective date: 20251202 |
|
| ENP | Entry into the national phase |
Ref document number: 2024800092 Country of ref document: EP Effective date: 20251202 |
|
| ENP | Entry into the national phase |
Ref document number: 2024800092 Country of ref document: EP Effective date: 20251202 |
|
| ENP | Entry into the national phase |
Ref document number: 2024800092 Country of ref document: EP Effective date: 20251202 |
|
| ENP | Entry into the national phase |
Ref document number: 2024800092 Country of ref document: EP Effective date: 20251202 |
|
| ENP | Entry into the national phase |
Ref document number: 2024800092 Country of ref document: EP Effective date: 20251202 |
|
| ENP | Entry into the national phase |
Ref document number: 2024800092 Country of ref document: EP Effective date: 20251202 |
|
| ENP | Entry into the national phase |
Ref document number: 2024800092 Country of ref document: EP Effective date: 20251202 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024800092 Country of ref document: EP |