WO2024225321A1 - 被覆工具および切削工具 - Google Patents
被覆工具および切削工具 Download PDFInfo
- Publication number
- WO2024225321A1 WO2024225321A1 PCT/JP2024/016084 JP2024016084W WO2024225321A1 WO 2024225321 A1 WO2024225321 A1 WO 2024225321A1 JP 2024016084 W JP2024016084 W JP 2024016084W WO 2024225321 A1 WO2024225321 A1 WO 2024225321A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tilt angle
- range
- layer
- angle
- distribution
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/14—Metallic material, boron or silicon
- C23C14/16—Metallic material, boron or silicon on metallic substrates or on substrates of boron or silicon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/32—Vacuum evaporation by explosion; by evaporation and subsequent ionisation of the vapours, e.g. ion-plating
Definitions
- This disclosure relates to coated tools and cutting tools.
- Coated tools in which the surface of a base material such as cemented carbide, cermet, or ceramic is coated with a coating layer, are known as tools used in cutting processes such as turning and milling. Coating the tool with a coating layer can improve the wear resistance, etc. of the tool.
- a coated tool includes a substrate having a first surface and a coating layer located on the first surface.
- the coating layer includes a first layer and a second layer located between the first layer and the substrate.
- Each of the first layer and the second layer includes polycrystals including metal components including Ti and Al and at least one element selected from the group consisting of carbon, nitrogen, and oxygen.
- the distribution of the first inclination angles within the range of 0° to 60° has a primary peak of the first inclination angle within the range of 50° to 60°.
- the ratio of the number of polycrystals having a first inclination angle within the range of 50° to 60° to the total number of polycrystals included in the first layer is 50% or less.
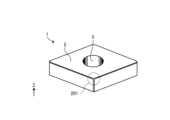
- FIG. 1 is a perspective view showing an example of a coated tool according to an embodiment.
- FIG. 2 is a side cross-sectional view showing an example of a coated tool according to an embodiment.
- FIG. 3 is a schematic enlarged view of a corner portion of a chip body according to a reference example.
- FIG. 4 is a cross-sectional view illustrating an example of a coating layer according to an embodiment.
- FIG. 5 is a diagram illustrating the distribution of inclination angles of the (111) plane of polycrystals contained in the wear-resistant layer according to the embodiment.
- FIG. 6 is a diagram illustrating the distribution of inclination angles of the (100) plane of polycrystals contained in the wear-resistant layer according to the embodiment.
- FIG. 1 is a perspective view showing an example of a coated tool according to an embodiment.
- FIG. 2 is a side cross-sectional view showing an example of a coated tool according to an embodiment.
- FIG. 3 is a schematic enlarged view of a corner
- FIG. 7 is a diagram illustrating the distribution of inclination angles of the (111) plane of polycrystals contained in the intermediate layer according to the embodiment.
- FIG. 8 is a diagram illustrating the distribution of inclination angles of the (100) plane of polycrystals contained in the intermediate layer according to the embodiment.
- FIG. 9 is a front view illustrating an example of a cutting tool according to an embodiment.
- FIG. 10 is a graph showing the distribution of the first inclination angle according to the example.
- FIG. 11 is a graph showing the distribution of the second inclination angles according to the examples.
- FIG. 12 is a graph showing the distribution of the third inclination angle according to the example.
- FIG. 13 is a graph showing the distribution of the fourth inclination angle according to the example.
- FIG. 10 is a graph showing the distribution of the first inclination angle according to the example.
- FIG. 11 is a graph showing the distribution of the second inclination angles according to the examples.
- FIG. 12 is a
- FIG. 14 is a graph showing the distribution of the first inclination angle according to the comparative example.
- FIG. 15 is a graph showing the distribution of the second inclination angle according to the comparative example.
- FIG. 16 is a graph showing the distribution of the third inclination angle according to the comparative example.
- FIG. 17 is a graph showing the distribution of the fourth inclination angle according to the comparative example.
- FIG. 18 is a graph showing the correlation between cutting time and abrasive wear amount.
- FIG. 19 is an image showing the cutting edge state of the coated tool according to the example after the cutting test.
- FIG. 20 is an image showing the cutting edge state of the coated tool according to the comparative example after a cutting test.
- Coated tools in which the surface of a base material such as cemented carbide, cermet, or ceramic is coated with a coating layer, are known as tools used in cutting processes such as turning and milling. Coating the tool with a coating layer can improve the wear resistance, etc. of the tool.
- Fig. 1 is a perspective view showing an example of a coated tool according to an embodiment.
- Fig. 2 is a side cross-sectional view showing an example of a coated tool according to an embodiment.
- a coated tool 1 according to an embodiment has a tip body 2.
- Chip body 2 has, for example, a hexahedral shape with the upper and lower surfaces (surfaces intersecting with the Z-axis shown in FIG. 1) each being a parallelogram.
- the cutting edge portion has a first surface (e.g., a top surface) and a second surface (e.g., a side surface) that is connected to the first surface.
- the first surface functions as a "scooping surface” that scoops up chips generated by cutting
- the second surface functions as a "flank surface.”
- a cutting edge is located on at least a portion of the ridge where the first surface and the second surface intersect, and the coated tool 1 cuts the workpiece by applying this cutting edge to the workpiece.
- a through hole 5 that passes through the chip body 2 from top to bottom is located in the center of the chip body 2.
- a screw 75 is inserted into the through hole 5 to attach the coated tool 1 to a holder 70 (described later) (see FIG. 9).
- the shape of the coated tool 1 shown in FIG. 1 is merely an example and does not limit the shape of the coated tool according to the present disclosure.
- the coated tool according to the present disclosure may have, for example, a rod-shaped body having a rotation axis and extending from a first end to a second end, a cutting edge located at the first end of the body, and a groove extending in a spiral shape from the cutting edge toward the second end of the body.
- the chip body 2 has a base 10 and a coating layer 20.
- the substrate 10 has a surface referred to as a first surface.
- the first surface of the substrate 10 may be, for example, the top surface of the substrate 10.
- the substrate 10 is formed, for example, from a cemented carbide.
- the cemented carbide contains a hard phase containing at least W (tungsten), specifically WC (tungsten carbide).
- the cemented carbide may contain a binder phase containing at least one iron group element such as Ni (nickel) and Co (cobalt).
- the substrate 10 is made of a WC-based cemented carbide having hard particles made of WC as the hard phase component and Co as the main component of the binder phase.
- the substrate 10 has better heat resistance properties.
- the substrate 10 may be formed of a cermet.
- the cermet contains, for example, Ti (titanium), specifically, TiC (titanium carbide) or TiN (titanium nitride).
- Ti titanium
- TiC titanium carbide
- TiN titanium nitride
- the cermet may also contain Ni or Co.
- the substrate 10 may be formed of a cubic boron nitride sintered body containing cubic boron nitride (cBN) particles.
- the substrate 10 is not limited to cubic boron nitride (cBN) particles, and may contain particles of hexagonal boron nitride (hBN), rhombohedral boron nitride (rBN), wurtzite boron nitride (wBN), or the like.
- the substrate 10 may be made of a ceramic.
- the ceramic may contain, for example, Al 2 O 3 (aluminum oxide), such as ⁇ -Al 2 O 3 and ⁇ -Al 2 O 3.
- the ceramic may contain other elements in addition to the aluminum oxide.
- the ceramic may contain, in addition to the aluminum oxide, at least one of magnesium (Mg), calcium (Ca), strontium (Sr), silicon (Si), and an element from Group 3 of the periodic table.
- the coating layer 20 coats the substrate 10 for the purpose of improving the wear resistance and heat resistance of the substrate 10, for example.
- the coating layer 20 coats the substrate 10 as a whole.
- the arrangement of the coating layer 20 on the substrate 10 is not particularly limited as long as the coating layer 20 is located at least on the surface of the substrate 10.
- the coating layer 20 is located, for example, on the first surface (here, the upper surface) of the substrate 10. When the coating layer 20 is located on the first surface of the substrate 10, the wear resistance and heat resistance of the first surface are high. When the coating layer 20 is located on the second surface (here, the side surface) of the substrate 10, the wear resistance and heat resistance of the second surface are high.
- Fig. 3 is a schematic enlarged view of a corner portion 201X of a chip body 2X according to a reference example.
- the chip body 2X may undergo wear such as primary boundary wear D1, secondary boundary wear D2, abrasive wear D3, and crater wear D4.
- Primary boundary wear D1, secondary boundary wear D2, and abrasive wear D3 are wear that occurs on the flank face, and crater wear D4 is wear that occurs on the rake face.
- Abrasive wear D3 is a wear phenomenon in which the surface of the tip body 2X is scraped off by foreign matter interposed between the tip body 2X and the workpiece. Abrasive wear D3 may cause an increase in cutting resistance and cutting heat.
- Primary boundary wear D1 and secondary boundary wear D2 are wear that occurs at both ends of abrasive wear D3, i.e., at the cut boundaries.
- the primary boundary is the boundary that comes into contact with the cutting surface of the workpiece
- the secondary boundary is the boundary that comes into contact with the finished surface of the workpiece.
- Primary boundary wear D1 may cause burrs to form in the workpiece.
- Secondary boundary wear D2 may deteriorate the finished surface of the workpiece or change the dimensions of the workpiece.
- Crater wear D4 occurs when the tip body 2X becomes hot and the surface is oxidized, producing relatively soft oxides. Crater wear D4 may cause chip disposal to deteriorate.
- the coated tool 1 according to the embodiment can reduce these damages by improving the configuration of the coating layer 20 that covers the tip body 2.
- Fig. 4 is a cross-sectional view showing an example of the covering layer 20 according to the embodiment.
- the coating layer 20 includes a first layer 21, a second layer 22, and a third layer 23.
- the first layer 21 is located on the outside of the coating layer 20 compared to the second layer 22 and the third layer 23.
- the second layer 22 is located between the first layer 21 and the substrate 10.
- the third layer 23 is located between the second layer 22 and the substrate 10. That is, the second layer 22 is located between the first layer 21 and the third layer 23.
- the first layer 21 may be located on the outermost side of the coating layer 20.
- the first layer 21 is generally called the wear-resistant layer because it comes into contact with the workpiece. Therefore, hereinafter, the first layer 21 will be appropriately referred to as the wear-resistant layer 21.
- the second layer 22 may be referred to as an intermediate layer 22 because it is located between the first layer 21 and the third layer 23 as described above.
- the second layer 22, which is located on the inner side of the coating layer 20 relative to the first layer 21, may be in contact with the first layer 21, as in the example shown in FIG. 4.
- the third layer 23 may be located at the innermost part of the coating layer 20. In such a case, the third layer 23 is positioned as a region for contacting the substrate 10 and enhancing the adhesion of the coating layer 20 to the substrate 10. Therefore, the third layer 23 is generally called an adhesion layer.
- the third layer 23 is appropriately referred to as the adhesion layer 23.
- the adhesion layer 23 may be in contact with the intermediate layer 22, as in the example shown in FIG. 4. Another layer may be located between the intermediate layer 22 and the adhesion layer 23, and the adhesion layer 23 may be separated from the intermediate layer 22.
- the adhesion layer 23, the intermediate layer 22, and the wear-resistant layer 21 are laminated in this order from the surface or first surface side of the substrate 10: adhesion layer 23, intermediate layer 22, and wear-resistant layer 21.
- the wear-resistant layer 21 includes polycrystals.
- the polycrystals included in the wear-resistant layer 21 are mainly cubic.
- the polycrystals included in the wear-resistant layer 21 include metal components including Ti and Al, and at least one element selected from the group consisting of carbon, nitrogen, and oxygen.
- the composition of the polycrystals included in the wear-resistant layer 21 is different from the composition of the polycrystals included in the intermediate layer 22.
- the polycrystals included in the wear-resistant layer 21 include Ti g Al h Cr i M j as a metal component.
- the composition of the polycrystals included in the wear-resistant layer 21 is defined as a first composition.
- M is at least one metal selected from Groups 4a, 5a, and 6a of the periodic table (excluding Cr) and Si.
- the composition of the polycrystal contained in the wear-resistant layer 21 may be TiAlCrWNbSiN.
- the polycrystal contained in the wear-resistant layer 21 does not necessarily need to contain M.
- the composition of the polycrystal contained in the wear-resistant layer 21 may be, for example, TiAlCrN.
- the wear-resistant layer 21 is a layer that comes into contact with the workpiece when the workpiece is cut with the coated tool 1, and can reduce the occurrence of primary boundary wear D1, secondary boundary wear D2, and abrasive wear D3 in the tip body 2.
- the intermediate layer 22 includes polycrystals.
- the polycrystals included in the intermediate layer 22 are mainly cubic crystals.
- the polycrystals included in the intermediate layer 22 include metal components including Ti and Al, and at least one element selected from the group consisting of carbon, nitrogen, and oxygen.
- the composition of the polycrystals included in the intermediate layer 22 includes Ti d Al e M f as a metal component.
- the composition of the polycrystals included in the intermediate layer 22 is defined as a second composition.
- M is at least one metal selected from Groups 4a, 5a, and 6a of the periodic table (excluding Cr) and Si.
- the composition of the polycrystals included in the intermediate layer 22 may be TiAlWNbSiN.
- the polycrystals included in the intermediate layer 22 do not necessarily need to include M.
- the composition of the polycrystals included in the intermediate layer 22 may be, for example, TiAlN.
- the intermediate layer 22 has high oxidation resistance, which allows the intermediate layer 22 to reduce the occurrence of crater wear D4 in the tip body 2.
- the adhesion layer 23 includes polycrystals.
- the polycrystals included in the adhesion layer 23 are mainly cubic crystals.
- the polycrystals included in the adhesion layer 23 include Ti and Al.
- the composition of the polycrystals included in the adhesion layer 23 includes Ti a Al b M c .
- M is at least one metal selected from the 4a, 5a, and 6a groups of the periodic table and Si.
- the composition of the polycrystals included in the adhesion layer 23 is defined as a third composition.
- the composition of the polycrystals included in the adhesion layer 23 may be TiAlWNbSi.
- the polycrystals included in the adhesion layer 23 do not necessarily need to include M.
- the composition of the polycrystals included in the adhesion layer 23 may be, for example, TiAl.
- the adhesion layer 23 improves the adhesion of the coating layer 20 to the substrate 10. This can reduce peeling of the coating layer 20 from the substrate 10 .
- the proportion of metal components in the polycrystals contained in the adhesion layer 23, intermediate layer 22, and wear-resistant layer 21 can be determined, for example, by analysis using an EDS (energy dispersive X-ray spectrometer) attached to a STEM (scanning transmission electron microscope).
- EDS energy dispersive X-ray spectrometer
- STEM scanning transmission electron microscope
- the thickness of the coating layer 20 may be 2.5 ⁇ m or more and 10 ⁇ m or less.
- wear resistance particularly resistance to abrasive wear D3
- chipping of the coating layer 20 can be more easily reduced. Therefore, when the thickness of the coating layer 20 is 2.5 ⁇ m or more and 10 ⁇ m or less, the wear resistance and chipping resistance of the coating layer 20 can be improved.
- the thickness of the wear-resistant layer 21 may be 1.5 ⁇ m or more and 7 ⁇ m or less.
- the thickness of the wear-resistant layer 21 is 1.5 ⁇ m or more, the occurrence of primary boundary wear D1, secondary boundary wear D2, and abrasive wear D3 in the chip body 2 can be more easily reduced.
- the thickness of the wear-resistant layer 21 is 7 ⁇ m or less, the effect of the intermediate layer 22 in reducing the occurrence of crater wear D4 in the chip body 2 can be more easily ensured. Therefore, when the thickness of the wear-resistant layer 21 is 1.5 ⁇ m or more and 7 ⁇ m or less, damage to the chip body 2 can be more easily reduced.
- the thickness of the intermediate layer 22 may be less than the thickness of the wear-resistant layer 21.
- the thickness of the intermediate layer 22 may be 0.5 ⁇ m or more and 3 ⁇ m or less.
- the thickness of the intermediate layer 22 is 0.5 ⁇ m or more, the occurrence of crater wear D4 in the chip body 2 can be more easily reduced.
- the thickness of the intermediate layer 22 is 3 ⁇ m or less, the effect of the wear-resistant layer 21 in reducing the occurrence of primary boundary wear D1, secondary boundary wear D2, and abrasive wear D3 in the chip body 2 can be more easily ensured. Therefore, when the thickness of the intermediate layer 22 is 0.5 ⁇ m or more and 3 ⁇ m or less, damage to the chip body 2 can be more easily reduced.
- the thickness of the adhesion layer 23 may be 2 nm or more and 8 nm or less.
- the adhesion of the coating layer 20 to the substrate 10 can be more easily improved.
- the occurrence of primary boundary wear D1 and secondary boundary wear D2 in the chip body 2 can also be more easily reduced.
- the thickness of the adhesion layer 23 is 8 nm or less, the destruction of the coating layer 20 can be more easily reduced by reducing the plastic deformation of the relatively soft adhesion layer 23. Therefore, when the thickness of the adhesion layer 23 is 2 nm or more and 8 nm or less, the occurrence of primary boundary wear D1 and secondary boundary wear D2 in the chip body 2 and the destruction of the coating layer 20 can be reduced.
- the coating layer 20 is composed of the adhesion layer 23, the intermediate layer 22, and the wear-resistant layer 21, but the coating layer 20 does not necessarily need to include the adhesion layer 23.
- the coated tool 1 may have a coating layer 20 composed of the intermediate layer 22 located on the surface or first surface of the substrate 10 and the wear-resistant layer 21 located on the surface of the intermediate layer 22.
- Fig. 5 is a diagram for explaining the distribution of the inclination angle of the (111) plane of the polycrystal included in the wear-resistant layer 21 according to the embodiment.
- Fig. 6 is a diagram for explaining the distribution of the inclination angle of the (100) plane of the polycrystal included in the wear-resistant layer 21 according to the embodiment.
- the distribution of the inclination angle of the (111) plane and the distribution of the inclination angle of the (100) plane in the polycrystal included in the wear-resistant layer 21 can be evaluated by analyzing the crystal orientation using a TEM electron diffraction mapping method, for example, as shown in the examples described later.
- the inclination angle of the (111) plane of the polycrystal contained in the wear-resistant layer 21 with respect to the direction perpendicular to the surface or first surface of the substrate 10 is defined as the first inclination angle.
- the inclination angle of the (111) plane of the polycrystal means the angle of the normal direction of the (111) plane of the polycrystal with respect to the direction perpendicular to the surface or first surface of the substrate 10.
- Figure 5 shows the distribution of the first inclination angles.
- the horizontal axis shows the first inclination angle (°).
- the vertical axis shows the ratio of the number of polycrystals having a certain first inclination angle to the total number of polycrystals contained in the wear-resistant layer 21.
- the "number of polycrystals" may be evaluated by the following procedure. (1) The first tilt angle of each polycrystal included in the measurement range is measured. (2) Among the polycrystals whose first tilt angles are measured in (1) above, the number of polycrystals whose first tilt angles are within the range of 0° to 60° is defined as the total number of polycrystals. (3) The first tilt angle is divided into a predetermined range ⁇ . (4) Counting the number of polycrystals for each division set in (3) above according to the value of the first tilt angle measured in (2) above.
- the division with the largest number of counted polycrystals among the divisions in the first tilt angle is the primary peak.
- the distribution of the first tilt angle within the range of 0° to 60° is evaluated as having a primary peak of the first tilt angle at 57°.
- the distribution of the first inclination angle within the range of 0° to 60° has a primary peak of the first inclination angle within the range of 50° to 60°.
- the primary peak of the first inclination angle exists within the range of 50° to 60°.
- the primary peak of the first inclination angle means the peak having the largest numerical proportion in the distribution of the first inclination angle within the range of 0° to 60°.
- polycrystals having a (111) face with an inclination angle in the range of 50° to 60° are considered to be cubic crystals arranged generally along the surface or first surface of the substrate 10. Therefore, the existence of a primary peak of the first inclination angle in the range of 50° to 60° means that the proportion of cubic crystals arranged generally along the surface or first surface of the substrate 10 among the polycrystals contained in the wear-resistant layer 21 is high.
- the first tilt angle has a primary peak at a specific angle (division) within the range of 50° to 60°, it can be said that the proportion of cubic crystals arranged at a specific angle along the surface or first face of the substrate 10 is high. Since the cutting load can be distributed among the cubic crystals arranged at this specific angle, durability against wear such as abrasive wear is improved.
- the ratio of the number of polycrystals with a first inclination angle in the range of 50° to 60° to the total number of polycrystals contained in the wear-resistant layer 21 is also likely to be high.
- the inclination angle of the (111) plane of the polycrystals is likely to be excessively concentrated in the range of 50° to 60°.
- the ratio of the number of polycrystals having a first inclination angle in the range of 50° or more and 60° or less to the total number of polycrystals contained in the wear-resistant layer 21 is 50% or less.
- the first inclination angle is the inclination angle of the (111) plane of the polycrystal, so it can be said that the ratio of the number of polycrystals having a (111) plane in the range of 50° or more and 60° or less to the total number of polycrystals contained in the wear-resistant layer 21 is 50% or less.
- the ratio of the number of polycrystals having a first inclination angle in the range of 50° or more and 60° or less to the total number of polycrystals contained in the wear-resistant layer 21 is 50% or less, it can be said that the inclination angle of the (111) plane of the polycrystals is not excessively concentrated in the range of 50° or more and 60° or less.
- the distribution of the orientation direction of the polycrystals with respect to the surface or first surface of the substrate 10 is a moderately dispersed distribution rather than a distribution that is excessively concentrated in a particular direction.
- the proportion of the number of polycrystals having (111) faces with an inclination angle in the range of 50° to 60° is the highest, but is less than 50%.
- the proportion of the orientation direction of the polycrystals on the surface or first surface of the substrate 10 is highest in a specific direction, the distribution of the orientation directions of the polycrystals on the surface or first surface of the substrate 10 is not concentrated in a specific direction, but is moderately dispersed.
- the load applied to the wear-resistant layer 21 is dispersed by the polycrystals having a moderately dispersed distribution of orientation directions.
- the load applied to the wear-resistant layer 21 is dispersed by the polycrystals having a moderately dispersed distribution of orientation directions.
- the distribution of the first tilt angle in the range of 0° to 60° may have a secondary peak of the first tilt angle at a lower angle than the primary peak of the first tilt angle.
- the secondary peak of the first tilt angle may exist at a lower angle than the primary peak of the first tilt angle in the range of 50° to 60°.
- the secondary peak of the first tilt angle means the peak with the second largest number ratio in the distribution of the first tilt angle in the range of 0° to 60°.
- orientation of the polycrystal that gives the secondary peak of the first tilt angle is different from the orientation of the polycrystal that gives the primary peak of the first tilt angle, i.e., the polycrystal with a first tilt angle in the range of 50° to 60°.
- the secondary peak of the first tilt angle is present at a lower angle than the primary peak of the first tilt angle, it is possible to more reliably achieve a ratio of the number of polycrystals having a first tilt angle in the range of 50° to 60° being 50% or less. In other words, it is possible to more reliably achieve a moderately dispersed distribution of the orientation direction of the polycrystals relative to the surface or first face of the base 10. Therefore, it is possible to more reliably improve the durability of the coated tool 1. As a result, it is possible to more reliably extend the tool life of the coated tool 1.
- the distribution of the first tilt angle in the range of 0° to 60° may have a secondary peak of the first tilt angle in the range of 20° to 30°.
- the secondary peak of the first tilt angle may be in the range of 20° to 30°.
- the secondary peak of the first inclination angle is in the range of 20° to 30°, it is possible to more reliably achieve a ratio of the number of polycrystals having a first inclination angle in the range of 50° to 60° being 50% or less. In other words, it is possible to more reliably achieve a moderately dispersed distribution of the orientation direction of the polycrystals relative to the surface or first face of the base 10. Therefore, it is possible to more reliably improve the durability of the coated tool 1. As a result, it is possible to more reliably extend the tool life of the coated tool 1.
- the value of the secondary peak of the first tilt angle may be 30% or more and 70% or less of the value of the primary peak of the first tilt angle.
- the value of the primary peak of the first tilt angle and the value of the secondary peak of the first tilt angle are the proportion of the number of polycrystals that give the primary peak of the first tilt angle and the proportion of the number of polycrystals that give the secondary peak of the first tilt angle, respectively.
- the ratio of the proportion of the number of polycrystals that give the secondary peak of the first inclination angle to the proportion of the number of polycrystals that give the primary peak of the first inclination angle can be appropriately adjusted. Accordingly, it is possible to more reliably realize that the proportion of the number of polycrystals having a first inclination angle in the range of 50° or more and 60° or less is the highest while being 50% or less. In other words, it is possible to more reliably realize a moderately dispersed distribution of the orientation direction of the polycrystals relative to the surface or first surface of the base 10. Therefore, the durability of the coated tool 1 can be more reliably improved. As a result, the tool life of the coated tool 1 can be more reliably extended.
- the distribution of the first tilt angle within the range of 0° to 60° may have a tertiary peak of the first tilt angle at an angle lower than the primary peak of the first tilt angle and higher than the secondary peak of the first tilt angle.
- the tertiary peak of the first tilt angle may be present at an angle lower than the primary peak of the first tilt angle and higher than the secondary peak of the first tilt angle.
- the secondary peak of the first tilt angle refers to the peak with the third largest numerical proportion in the distribution of first tilt angles in the range of 0° to 60°.
- the orientation of a polycrystal that gives a tertiary peak of the first tilt angle is considered to be different from the orientation of a polycrystal that gives a primary peak of the first tilt angle, i.e., a polycrystal with a first tilt angle in the range of 50° to 60°.
- the tertiary peak of the first tilt angle is located at an angle lower than the primary peak of the first tilt angle and at an angle higher than the secondary peak of the first tilt angle, it is possible to more reliably achieve a ratio of the number of polycrystals having a first tilt angle in the range of 50° to 60° being 50% or less. In other words, it is possible to more reliably achieve a moderately dispersed distribution of the orientation directions of the polycrystals relative to the surface or first face of the base 10. Therefore, it is possible to more reliably improve the durability of the coated tool 1. As a result, it is possible to more reliably extend the tool life of the coated tool 1.
- the inclination angle of the (100) plane of the polycrystal contained in the wear-resistant layer 21 with respect to the direction perpendicular to the surface or first face of the substrate 10 is defined as the second inclination angle.
- the inclination angle of the (100) plane of the polycrystal means the angle of the normal direction of the (100) plane of the polycrystal with respect to the direction perpendicular to the surface or first face of the substrate 10.
- Figure 6 shows the distribution of the second inclination angles.
- the horizontal axis shows the second inclination angle (°).
- the vertical axis shows the ratio of the number of polycrystals having a certain second inclination angle to the total number of polycrystals contained in the wear-resistant layer 21.
- the distribution of the second inclination angles in the range of 0° to 60° may have a primary peak of the second inclination angles in the range of 20° to 30°.
- the primary peak of the second inclination angles may be in the range of 20° to 30°.
- the primary peak of the second inclination angle means the peak having the largest numerical proportion in the distribution of the second inclination angles in the range of 0° to 60°.
- the presence of the primary peak of the second tilt angle in the range of 20° to 30° means that the ratio of the number of polycrystals having a (100) face with a tilt angle in the range of 20° to 30° to the total number of polycrystals contained in the wear-resistant layer 21 is the highest.
- polycrystals having a (100) face with a tilt angle in the range of 20° to 30° are generally considered to be cubic crystals that are not aligned along the surface or first surface of the substrate 10.
- the orientation of a polycrystal having a (100) face with a tilt angle in the range of 20° to 30° is considered to be different from the orientation of a polycrystal having a (111) face with a tilt angle in the range of 50° to 60°.
- the orientation of a polycrystal that gives a primary peak of the second tilt angle is considered to be different from the orientation of a polycrystal that gives a primary peak of the first tilt angle, i.e., a polycrystal with a first tilt angle in the range of 50° to 60°.
- the primary peak of the second inclination angle is in the range of 20° to 30°, it is possible to more reliably achieve a ratio of the number of polycrystals having a first inclination angle in the range of 50° to 60° being 50% or less. In other words, it is possible to more reliably achieve a moderately dispersed distribution of the orientation direction of the polycrystals relative to the surface or first face of the base 10. Therefore, it is possible to more reliably improve the durability of the coated tool 1. As a result, it is possible to more reliably extend the tool life of the coated tool 1.
- the distribution of the second tilt angle in the range of 0° to 60° may have a secondary peak of the second tilt angle at a higher angle than the primary peak of the second tilt angle.
- the primary peak of the second tilt angle may be present at a higher angle than the primary peak of the second tilt angle in the range of 20° to 30°.
- the secondary peak of the second tilt angle means the peak with the second highest number ratio in the distribution of the second tilt angle in the range of 0° to 60°.
- the orientation of the polycrystal that gives the secondary peak of the second tilt angle is considered to be different from the orientation of the polycrystal that gives the primary peak of the first tilt angle, i.e., the polycrystal with a first tilt angle in the range of 50° to 60°.
- the secondary peak of the second inclination angle is present at a higher angle than the primary peak of the second inclination angle, it is possible to more reliably achieve a ratio of the number of polycrystals having a first inclination angle within the range of 50° to 60° being 50% or less. In other words, it is possible to more reliably achieve a moderately dispersed distribution of the orientation direction of the polycrystals relative to the surface or first face of the base 10. Therefore, it is possible to more reliably improve the durability of the coated tool 1. As a result, it is possible to more reliably extend the tool life of the coated tool 1.
- the distribution of second tilt angles in the range of 0° to 60° may have a secondary peak of the second tilt angle in the range of 40° to 60°.
- the secondary peak of the second tilt angle may be in the range of 40° to 60°.
- the secondary peak of the second inclination angle is in the range of 40° to 60°, it is possible to more reliably achieve a ratio of the number of polycrystals having a first inclination angle in the range of 50° to 60° being 50% or less. In other words, it is possible to more reliably achieve a moderately dispersed distribution of the orientation direction of the polycrystals relative to the surface or first face of the base 10. Therefore, it is possible to more reliably improve the durability of the coated tool 1. As a result, it is possible to more reliably extend the tool life of the coated tool 1.
- the value of the secondary peak of the second tilt angle may be 70% or more and 90% or less of the value of the primary peak of the second tilt angle.
- the value of the primary peak of the second tilt angle and the value of the secondary peak of the second tilt angle are the proportion of the number of polycrystals that give the primary peak of the second tilt angle and the proportion of the number of polycrystals that give the secondary peak of the second tilt angle, respectively.
- the ratio of the proportion of the number of polycrystals that give the secondary peak of the second inclination angle to the proportion of the number of polycrystals that give the primary peak of the second inclination angle can be appropriately adjusted. Accordingly, it is possible to more reliably achieve that the proportion of the number of polycrystals having a first inclination angle in the range of 50° or more and 60° or less is 50% or less. In other words, it is possible to more reliably achieve a moderately dispersed distribution of the orientation direction of the polycrystals relative to the surface or first surface of the base 10. Therefore, it is possible to more reliably improve the durability of the coated tool 1. As a result, it is possible to more reliably extend the tool life of the coated tool 1.
- the distribution of the second tilt angle within the range of 0° to 60° may have a tertiary peak of the second tilt angle at a lower angle than the primary peak of the second tilt angle.
- the tertiary peak of the second tilt angle may exist at a lower angle than the primary peak of the second tilt angle.
- the tertiary peak of the second tilt angle means the peak with the third largest numerical proportion in the distribution of the second tilt angle within the range of 0° to 60°.
- the tertiary peak of the second inclination angle is located at a lower angle side than the primary peak of the second inclination angle, it is possible to more reliably achieve the highest percentage of polycrystals having a first inclination angle within the range of 50° to 60°, but still below 50%. In other words, it is possible to more reliably achieve a moderately dispersed distribution of the orientation direction of the polycrystals relative to the surface or first face of the base 10. Therefore, it is possible to more reliably improve the durability of the coated tool 1. As a result, it is possible to more reliably extend the tool life of the coated tool 1.
- Fig. 7 is a diagram for explaining the distribution of the inclination angle of the (111) plane of the polycrystal included in the intermediate layer 22 according to the embodiment.
- Fig. 8 is a diagram for explaining the distribution of the inclination angle of the (100) plane of the polycrystal included in the intermediate layer 22 according to the embodiment.
- the distribution of the inclination angle of the (111) plane and the distribution of the inclination angle of the (100) plane in the polycrystal included in the intermediate layer 22 can be evaluated by analyzing the crystal orientation using a TEM electron diffraction mapping method, for example, in the same manner as the analysis of the wear-resistant layer 21.
- the inclination angle of the (111) plane of the polycrystal contained in the intermediate layer 22 with respect to the direction perpendicular to the surface or first face of the substrate 10 is defined as the third inclination angle.
- the inclination angle of the (111) plane of the polycrystal means the angle of the normal direction of the (111) plane of the polycrystal with respect to the direction perpendicular to the surface or first face of the substrate 10.
- Figure 7 shows the distribution of the third inclination angles.
- the horizontal axis shows the third inclination angle (°).
- the vertical axis shows the ratio of the number of polycrystals having a certain third inclination angle to the total number of polycrystals contained in the intermediate layer 22.
- the distribution of the third tilt angle in the range of 0° to 60° has a primary peak of the third tilt angle in the range of 50° to 60°.
- the primary peak of the third tilt angle exists in the range of 50° to 60°.
- the primary peak of the third tilt angle means the peak having the largest numerical proportion in the distribution of the third tilt angle in the range of 0° to 60°.
- the presence of the primary peak of the third tilt angle in the range of 50° to 60° means that the ratio of the number of polycrystals having a (111) face with a tilt angle in the range of 50° to 60° to the total number of polycrystals contained in the intermediate layer 22 is the highest.
- the polycrystals having a (111) face with a tilt angle in the range of 50° to 60° are considered to be cubic crystals arranged generally along the surface or first surface of the substrate 10.
- the proportion of polycrystals having (111) faces with an inclination angle in the range of 50° to 60° is the highest not only in the wear-resistant layer 21 according to the embodiment, but also in the intermediate layer 22 according to the embodiment.
- the inclination angle of the (100) plane of the polycrystal contained in the intermediate layer 22 with respect to the direction perpendicular to the surface or first face of the substrate 10 is defined as the fourth inclination angle.
- the inclination angle of the (100) plane of the polycrystal means the angle of the normal direction of the (100) plane of the polycrystal with respect to the direction perpendicular to the surface or first face of the substrate 10.
- Figure 8 shows the distribution of the fourth inclination angle.
- the horizontal axis shows the fourth inclination angle (°).
- the vertical axis shows the ratio of the number of polycrystals having a certain fourth inclination angle to the total number of polycrystals contained in the intermediate layer 22.
- the distribution of the fourth tilt angle in the range of 0° to 60° may have a primary peak of the fourth tilt angle in the range of 10° to 20°.
- the primary peak of the fourth tilt angle in the distribution of the fourth tilt angle in the range of 0° to 60°, may be in the range of 10° to 20°.
- the primary peak of the fourth tilt angle means the peak having the largest numerical proportion in the distribution of the fourth tilt angle in the range of 0° to 60°.
- the presence of the primary peak of the fourth tilt angle in the range of 10° to 20° means that the ratio of the number of polycrystals having a (100) face with a tilt angle in the range of 10° to 20° to the total number of polycrystals contained in the intermediate layer 22 is the highest.
- polycrystals having a (100) face with a tilt angle in the range of 10° to 20° are considered to be cubic crystals that are not generally aligned along the surface or first surface of the substrate 10.
- the primary peak of the fourth inclination angle is in the range of 10° to 20°, it is possible to more reliably achieve that the proportion of polycrystals having an inclination angle in the range of 50° to 60° is 50% or less not only in the wear-resistant layer 21 according to the embodiment but also in the intermediate layer 22 according to the embodiment.
- a "peak” in the distribution of tilt angles is defined as having a value less than half of the peak maximum value on both the lower angle side and the higher angle side of the tilt angle corresponding to the peak maximum.
- a "peak” in the distribution of tilt angles is defined as having a value less than half of the peak maximum value on the higher angle side of the tilt angle corresponding to the peak maximum.
- the higher angle includes 60°
- a "peak” in the distribution of tilt angles is defined as having a value less than half of the peak maximum value on the lower angle side of the tilt angle corresponding to the peak maximum.
- the distribution of the first tilt angle, the distribution of the second tilt angle, the distribution of the third tilt angle, and the distribution of the fourth tilt angle as described above can be obtained, for example, by analysis using a transmission electron microscope (TEM) electron diffraction mapping method.
- TEM transmission electron microscope
- a crystal orientation map of the (111) plane of the polycrystal contained in the wear-resistant layer 21 in the direction perpendicular to the surface or first surface of the substrate 10 a crystal orientation map of the (100) plane of the polycrystal contained in the wear-resistant layer 21 in the direction perpendicular to the surface or first surface of the substrate 10
- a crystal orientation map of the (111) plane of the polycrystal contained in the intermediate layer 22 in the direction perpendicular to the surface or first surface of the substrate 10 are obtained.
- the distribution of the first tilt angle, the distribution of the second tilt angle, the distribution of the third tilt angle, and the distribution of the fourth tilt angle can be obtained.
- the ratio of the number of polycrystals having a first tilt angle in the range of 50° to 60° to the total number of polycrystals contained in the wear-resistant layer 21 can be obtained, for example, by summing the ratio of the number of polycrystals in the first tilt angle range of 50° to 60°.
- Method of manufacturing the coating layer 20 Next, an example of a method for producing the coating layer 20 according to the present embodiment will be described.
- the method for producing the coating layer 20 according to the present embodiment is not limited to the following method.
- the coating layer 20 may be formed, for example, by a physical vapor deposition (PVD) method.
- PVD physical vapor deposition
- the coating layer 20 can be formed so as to cover the entire surface of the substrate 10 except for the inner surface of the through hole 5.
- Examples of physical vapor deposition include ion plating such as arc ion plating (AIP) and sputtering.
- Arc ion plating is a method of forming a film of metal or metal nitride by evaporating a target metal using arc discharge in a vacuum atmosphere and combining it with N2 gas or the like as necessary.
- the bias voltage applied to the substrate 10, which is the object to be coated may be ⁇ 30 V or less.
- the coating layer 20 when the coating layer 20 is produced by the arc ion plating method, the coating layer 20 can be produced by the following method.
- metal targets of Ti, Al, and M (wherein M is at least one metal selected from Groups 4a, 5a, and 6a of the periodic table, and Si), composite alloy targets, or sintered compact targets are prepared.
- the above target which is the metal source
- the above target which is the metal source
- the above target is evaporated and ionized by arc discharge or glow discharge, and the ionized metal is deposited on the surface or first surface of the substrate 10.
- the adhesion layer 23 can be formed.
- the composition of the adhesion layer 23 can be adjusted by controlling the voltage and current values during arc discharge or glow discharge applied to the various metal targets independently for each target.
- the composition of the adhesion layer 23 can also be adjusted by controlling the composition of the metal target, the coating time, or the atmospheric gas pressure.
- the thickness of the adhesion layer 23 can be adjusted, for example, by controlling the coating time.
- metal targets of Ti, Al, and M (wherein M is at least one metal selected from Groups 4a, 5a, and 6a of the periodic table (excluding Cr), and Si), composite alloy targets, or sintered compact targets are prepared.
- the target which is a metal source
- the target is evaporated and ionized by arc discharge, glow discharge, or the like.
- the ionized metal is reacted with nitrogen (N 2 ) gas or the like and is deposited on the front or first surface of the substrate 10, or on the surface of the adhesive layer 23.
- the intermediate layer 22 can be formed by the above procedure.
- the composition of the intermediate layer 22 can be adjusted by controlling the composition of the metal target.
- the grain size of the intermediate layer 22 can be adjusted by controlling the current value during arc discharge or glow discharge, or by controlling the atmospheric gas pressure.
- the thickness of the intermediate layer 22 can be adjusted, for example, by controlling the coating time.
- a method for manufacturing the wear-resistant layer 21 will be described.
- a metal target of Ti, Al, Cr, or M (where M is at least one metal selected from Groups 4a, 5a, and 6a of the periodic table (excluding Cr), and Si), a composite alloy target, or a sintered target is prepared.
- the target which is the metal source
- the target is evaporated and ionized by arc discharge, glow discharge, or the like.
- the ionized metal is reacted with nitrogen ( N2 ) gas or the like and is evaporated onto the surface of the intermediate layer 22.
- the abrasion-resistant layer 21 can be formed by the above procedure.
- the composition of the wear-resistant layer 21 can be adjusted by controlling the composition of the metal target.
- the grain size of the wear-resistant layer 21 can be adjusted by controlling the voltage and current values during arc discharge or glow discharge, or by controlling the atmospheric gas pressure.
- the thickness of the wear-resistant layer 21 can be adjusted, for example, by controlling the coating time.
- Fig. 9 is a front view showing an example of a cutting tool according to an embodiment.
- the cutting tool 100 has a coated tool 1 and a holder 70 for fixing the coated tool 1.
- the holder 70 is a rod-shaped member that extends from a first end (the upper end in FIG. 7) to a second end (the lower end in FIG. 7).
- the holder 70 is made of, for example, steel or cast iron. For example, among these materials, steel, which has high toughness, may be used.
- the holder 70 has a pocket 73 at the end on the first end side.
- the pocket 73 is the portion where the coated tool 1 is attached, and has a seating surface that intersects with the rotation direction of the workpiece and a restraining side surface that is inclined relative to the seating surface.
- the seating surface has a screw hole into which a screw 75, which will be described later, is screwed.
- the coated tool 1 is located in the pocket 73 of the holder 70 and is attached to the holder 70 by a screw 75. That is, the screw 75 is inserted into the through hole 5 of the coated tool 1, and the tip of the screw 75 is inserted into a screw hole formed in the seating surface of the pocket 73 to screw the threaded portions together. In this way, the coated tool 1 is attached to the holder 70 so that the cutting edge portion protrudes outward from the holder 70.
- a cutting tool 100 used for so-called turning is exemplified.
- Examples of turning include internal diameter machining, external diameter machining, and grooving.
- the cutting tool is not limited to that used for turning.
- the coated tool 1 may be used as a cutting tool used for turning.
- Examples of cutting tools used for turning include milling cutters such as flat milling cutters, face milling cutters, side milling cutters, and groove milling cutters, and end mills such as single-blade end mills, multiple-blade end mills, tapered-blade end mills, and ball end mills.
- a coated tool including a substrate and a coating layer consisting of an adhesion layer, an intermediate layer, and an abrasion-resistant layer was produced as an example by sequentially laminating an adhesion layer, an intermediate layer, and an abrasion-resistant layer on the surface of the substrate by an arc ion plating method.
- a WC-based cemented carbide was used as the substrate.
- the compositions and thicknesses of the adhesion layer, intermediate layer, and abrasion-resistant layer formed on the surface of the substrate are shown in Table 1.
- crystal orientation maps were obtained for the (111) and (100) planes of the polycrystals contained in the wear-resistant layer and the intermediate layer in the direction perpendicular to the surface of the substrate.
- the crystal orientation map acquisition conditions were as follows. ⁇ Conditions for obtaining crystal orientation map> Transmission electron microscope: JEM-ARM200F manufactured by JEOL Crystal orientation analysis system: ASTAR manufactured by NanoMegas Measurement conditions: Acceleration voltage: 200 kV Measurement area of abrasion-resistant layer: 200 nm x 200 nm Measurement area of the intermediate layer: 1.5 ⁇ m ⁇ 1.5 ⁇ m
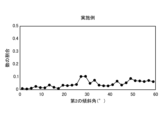
- FIG. 10 is a graph showing the distribution of the first inclination angle for the embodiment.
- FIG. 11 is a graph showing the distribution of the second inclination angle for the embodiment.
- FIG. 12 is a graph showing the distribution of the third inclination angle for the embodiment.
- FIG. 13 is a graph showing the distribution of the fourth inclination angle for the embodiment.
- the ratios of numbers in each of FIG. 10, FIG. 11, FIG. 12, and FIG. 13 are relative values.
- the distribution of the first tilt angle in the range of 0° to 60° is as follows: having a primary peak of a first tilt angle in the range of 50° to 60°; having a secondary peak of the first tilt angle at a lower angle side than the primary peak of the first tilt angle; having a secondary peak of a first tilt angle in the range of 20° to 30°;
- the value (0.1) of the secondary peak of the first tilt angle is 30% or more and 70% or less of the value (0.2) of the primary peak of the first tilt angle; and It was possible to confirm that there was a tertiary peak of the first tilt angle at an angle lower than the primary peak of the first tilt angle and at an angle higher than the secondary peak of the first tilt angle.
- the distribution of the second tilt angle in the range of 0° to 60° is as follows: having a primary peak of a second tilt angle in the range of 20° to 30°; having a secondary peak of the second tilt angle at a higher angle side than the primary peak of the second tilt angle; having a secondary peak of a second tilt angle in the range of 40° to 60°;
- the value of the secondary peak of the second tilt angle (0.07) is 70% or more and 90% or less of the value of the primary peak of the second tilt angle (0.1); and It was possible to confirm that there was a tertiary peak of the second tilt angle at a lower angle side than the primary peak of the second tilt angle.
- the distribution of the third tilt angle in the range of 0° to 60° is as follows: It was confirmed that there was a primary peak at the third tilt angle in the range of 50° to 60°.
- the distribution of the fourth tilt angle in the range of 0° to 60° is as follows: It was confirmed that there was a primary peak at the fourth tilt angle in the range of 10° to 20°.
- crystal orientation maps were obtained for the (111) and (100) planes of the polycrystals contained in the wear-resistant layer and the intermediate layer in the direction perpendicular to the surface of the substrate.
- the crystal orientation map acquisition conditions were as follows: ⁇ Conditions for obtaining crystal orientation map> Transmission electron microscope: JEM-ARM200F manufactured by JEOL Crystal orientation analysis system: ASTAR manufactured by NanoMegas Measurement conditions: Acceleration voltage: 200 kV Measurement area of abrasion-resistant layer and intermediate layer: 400 nm x 400 nm
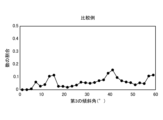
- Figure 14 is a graph showing the distribution of the first tilt angle for the comparative example.
- Figure 15 is a graph showing the distribution of the second tilt angle for the comparative example.
- Figure 16 is a graph showing the distribution of the third tilt angle for the comparative example.
- Figure 17 is a graph showing the distribution of the fourth tilt angle for the comparative example.
- the ratios of numbers in each of Figures 14, 15, 16, and 17 are relative values.
- the distribution of the first tilt angle in the range of 0° to 60° had a primary peak of the first tilt angle in the range of 50° to 60°.
- the distribution of the first tilt angle in the range of 0° to 60° did not have a secondary peak of the first tilt angle at an angle lower than the primary peak of the first tilt angle.
- the distribution of the first tilt angle in the range of 0° to 60° did not have a secondary peak of the first tilt angle in the range of 20° to 30°, did not have a value of the secondary peak of the first tilt angle that was 30% to 70% of the value of the primary peak of the first tilt angle, and did not have a tertiary peak of the first tilt angle at an angle lower than the primary peak of the first tilt angle and higher than the secondary peak of the first tilt angle.
- the ratio of the number of polycrystals having a first inclination angle in the range of 50° to 60° to the total number of polycrystals contained in the wear-resistant layer was 61%.
- the distribution of the second tilt angle within the range of 0° to 60° did not have a primary peak of the second tilt angle within the range of 20° to 30°. Accordingly, the distribution of the second tilt angle within the range of 0° to 60° did not have a secondary peak of the second tilt angle at a higher angle than the primary peak of the second tilt angle, did not have a secondary peak of the second tilt angle within the range of 40° to 60°, did not have a value of the secondary peak of the second tilt angle that was 70% to 90% of the value of the primary peak of the second tilt angle, and did not have a tertiary peak of the second tilt angle at a lower angle than the primary peak of the second tilt angle.
- the distribution of the third tilt angle in the range of 0° to 60° did not have a primary peak of the third tilt angle in the range of 50° to 60°.
- the distribution of the fourth tilt angle in the range of 0° to 60° did not have a primary peak of the fourth tilt angle in the range of 10° to 20°.
- the peel load was measured for the coated tool according to the Example and the coated tool according to the Comparative Example. Specifically, the coating layer was scratched in a direction parallel to the surface of the substrate for each of the coated tools according to the Example and the Comparative Example. The load applied to the coating layer was changed from 1 N to 25 N at a rate of change of 0.23 N/sec. The minimum load that caused peeling of the intermediate layer and the wear-resistant layer in the coating layer was measured as the peel load. The peel load for the coated tool according to the Example was 18 N. The peel load for the coated tool according to the Comparative Example was 12 N. Thus, it was confirmed that the peel load for the coated tool according to the Example was greater than the peel load for the coated tool according to the Comparative Example.
- the ratio of the number of polycrystals having the first inclination angle in the range of 50° to 60° to the total number of polycrystals contained in the wear-resistant layer exceeds 50%, the distribution of the orientation direction of the polycrystals relative to the surface of the substrate is concentrated in a specific direction.
- a load is applied to such a wear-resistant layer, it is thought that the load applied to the wear-resistant layer is concentrated in a specific direction. As a result, it is thought that the frequency of peeling of the wear-resistant layer is not reduced.
- abrasive wear amount the length of abrasive wear in the thickness direction of the coating layer of the coated tool according to the embodiment. The cutting times in the cutting test were 7.4 minutes, 14.8 minutes, 19.8 minutes, 24.7 minutes, 29.7 minutes, and 34.6 minutes.
- the amount of abrasive wear in the thickness direction of the coating layer of the coated tool according to the comparative example was measured using an image showing the cutting edge state of the coated tool according to the comparative example after the cutting test.
- the cutting times in the cutting test were 7.4 minutes and 14.8 minutes.
- FIG. 18 is a graph showing the correlation between cutting time and abrasive wear amount.
- the horizontal axis of the graph shown in FIG. 18 is cutting time (minutes).
- the vertical axis of the graph shown in FIG. 18 is abrasive wear amount (mm).
- white circles indicate measured values for the coated tool of the embodiment.
- Black circles indicate measured values for the coated tool of the comparative example.
- the amount of abrasive wear of the coated tool according to the embodiment was smaller than the amount of abrasive wear of the coated tool according to the comparative example.
- the cutting time of the coated tool according to the embodiment was longer than the cutting time of the coated tool according to the comparative example.
- the time until the abrasive wear amount of the coated tool according to the embodiment reaches 0.2 mm was calculated.
- the time until the abrasive wear amount of the coated tool according to the embodiment reaches 0.2 mm was more than 34.6 minutes.
- the time until the abrasive wear amount of the coated tool according to the comparative example reaches 0.2 mm was calculated.
- the time until the abrasive wear amount of the coated tool according to the comparative example reaches 0.2 mm was 14.8 minutes. It was confirmed that at a certain abrasive wear amount, the cutting time of the coated tool according to the embodiment is longer than the cutting time of the coated tool according to the comparative example.
- the wear resistance of the coated tool can be improved when the distribution of the first inclination angle in the range of 0° or more and 60° or less has a primary peak of the first inclination angle in the range of 50° or more and 60° or less, and the ratio of the number of polycrystals having a first inclination angle in the range of 50° or more and 60° or less to the total number of polycrystals contained in the wear-resistant layer is 50% or less.
- the durability of the coated tool can be improved.
- the tool life of the coated tool can be extended.
- Figure 19 is an image showing the cutting edge condition after a cutting test of the coated tool according to the embodiment.
- Figure 20 is an image showing the cutting edge condition after a cutting test of the coated tool according to the comparative example.
- the part of the cutting edge of the coated tool where the coating layer has been scraped off by abrasive wear D3 and the substrate has been exposed is shown by a dotted white circle.
- a first inclination angle of the (111) plane of the polycrystal included in the first layer with respect to a direction perpendicular to the first surface is defined as a first inclination angle
- the distribution of the first tilt angle in the range of 0° to 60° has a primary peak of the first tilt angle in the range of 50° to 60°, a ratio of the number of the polycrystals having the first tilt angle in the range of 50° to 60° to the total number of the polycrystals included in the first layer is 50% or less; Coated tools.
- the distribution of the first tilt angle in the range of 0° to 60° has a secondary peak of the first tilt angle at an angle lower than the primary peak of the first tilt angle. 13.
- the distribution of the first tilt angle within a range of 0° to 60° has a tertiary peak of the first tilt angle at an angle lower than a primary peak of the first tilt angle and at an angle higher than a secondary peak of the first tilt angle.
- the distribution of the second tilt angle in the range of 0° to 60° has a secondary peak of the second tilt angle at a higher angle side than the primary peak of the second tilt angle.
- Note (9): The secondary peak value of the second tilt angle is 70% or more and 90% or less of the primary peak value of the second tilt angle.
- the distribution of the second tilt angle in the range of 0° to 60° has a tertiary peak of the second tilt angle at an angle lower than a primary peak of the second tilt angle.
- a cutting tool comprising:
- Coated tool 2 Tip body 5 Through hole 10
- Base body 20 Coating layer 21 First layer (wear-resistant layer) 22 Second layer (middle layer) 23 Third layer (adhesion layer) 70 Holder 73 Pocket 75 Screw 100 Cutting tool 201 Corner portion
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025516851A JPWO2024225321A1 (https=) | 2023-04-28 | 2024-04-24 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-074901 | 2023-04-28 | ||
| JP2023074901 | 2023-04-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024225321A1 true WO2024225321A1 (ja) | 2024-10-31 |
Family
ID=93256541
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/016084 Ceased WO2024225321A1 (ja) | 2023-04-28 | 2024-04-24 | 被覆工具および切削工具 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2024225321A1 (https=) |
| WO (1) | WO2024225321A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011016488A1 (ja) * | 2009-08-04 | 2011-02-10 | 株式会社タンガロイ | 被覆部材 |
| JP2019119045A (ja) * | 2018-01-04 | 2019-07-22 | 三菱マテリアル株式会社 | 硬質被覆層が優れた耐チッピング性を発揮する表面被覆切削工具 |
| WO2019146710A1 (ja) * | 2018-01-26 | 2019-08-01 | 京セラ株式会社 | 被覆工具及びこれを備えた切削工具 |
| JP2020151798A (ja) * | 2019-03-19 | 2020-09-24 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| WO2020196631A1 (ja) * | 2019-03-27 | 2020-10-01 | 京セラ株式会社 | 被覆工具及びこれを備えた切削工具 |
| JP2021016934A (ja) * | 2019-07-24 | 2021-02-15 | 株式会社タンガロイ | 被覆切削工具 |
| JP2023506295A (ja) * | 2019-12-20 | 2023-02-15 | ヴァルター アーゲー | 被覆切削工具 |
-
2024
- 2024-04-24 JP JP2025516851A patent/JPWO2024225321A1/ja active Pending
- 2024-04-24 WO PCT/JP2024/016084 patent/WO2024225321A1/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011016488A1 (ja) * | 2009-08-04 | 2011-02-10 | 株式会社タンガロイ | 被覆部材 |
| JP2019119045A (ja) * | 2018-01-04 | 2019-07-22 | 三菱マテリアル株式会社 | 硬質被覆層が優れた耐チッピング性を発揮する表面被覆切削工具 |
| WO2019146710A1 (ja) * | 2018-01-26 | 2019-08-01 | 京セラ株式会社 | 被覆工具及びこれを備えた切削工具 |
| JP2020151798A (ja) * | 2019-03-19 | 2020-09-24 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| WO2020196631A1 (ja) * | 2019-03-27 | 2020-10-01 | 京セラ株式会社 | 被覆工具及びこれを備えた切削工具 |
| JP2021016934A (ja) * | 2019-07-24 | 2021-02-15 | 株式会社タンガロイ | 被覆切削工具 |
| JP2023506295A (ja) * | 2019-12-20 | 2023-02-15 | ヴァルター アーゲー | 被覆切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024225321A1 (https=) | 2024-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101465278B1 (ko) | 다층 피복 절삭 공구 | |
| EP1485520B2 (en) | Nanolayered coated cutting tool | |
| US10030299B2 (en) | Surface-coated boron nitride sintered body tool | |
| WO2017174801A1 (en) | Coated cutting tool | |
| WO2014156447A1 (ja) | 表面被覆窒化硼素焼結体工具 | |
| CN104349855A (zh) | 切削工具 | |
| KR102126102B1 (ko) | 표면 피복 절삭 공구 | |
| JP2022540554A (ja) | 被覆切削工具を製造する方法および被覆切削工具 | |
| CN111565873B (zh) | 表面被覆切削工具 | |
| WO2020166683A1 (ja) | 表面被覆切削工具 | |
| WO2024225321A1 (ja) | 被覆工具および切削工具 | |
| JP7638381B2 (ja) | 被覆工具および切削工具 | |
| WO2014156446A1 (ja) | 表面被覆窒化硼素焼結体工具 | |
| JP7600405B2 (ja) | 被覆工具および切削工具 | |
| US20250128336A1 (en) | Coated tool and cutting tool | |
| JP7338827B1 (ja) | 切削工具 | |
| CN117222775B (zh) | 涂覆的切削工具 | |
| WO2024185718A1 (ja) | 被覆工具および切削工具 | |
| WO2024116615A1 (ja) | 被覆工具および切削工具 | |
| JP7806210B2 (ja) | 被覆工具および切削工具 | |
| JP7646009B2 (ja) | 被覆工具および切削工具 | |
| JP7795453B2 (ja) | 被覆工具および切削工具 | |
| WO2026018875A1 (ja) | 被覆工具、切削工具、および切削加工物の製造方法 | |
| JP7621497B2 (ja) | 被覆工具および切削工具 | |
| JP2022030402A (ja) | 表面被覆切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24797067 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025516851 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025516851 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |