WO2024210110A1 - プレス成形装置及びプレス成形品の製造方法 - Google Patents
プレス成形装置及びプレス成形品の製造方法 Download PDFInfo
- Publication number
- WO2024210110A1 WO2024210110A1 PCT/JP2024/013534 JP2024013534W WO2024210110A1 WO 2024210110 A1 WO2024210110 A1 WO 2024210110A1 JP 2024013534 W JP2024013534 W JP 2024013534W WO 2024210110 A1 WO2024210110 A1 WO 2024210110A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- shoulder
- punch
- die
- holder
- curved portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/04—Blank holders; Mounting means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/02—Die constructions enabling assembly of the die parts in different ways
Definitions
- This disclosure relates to a press molding apparatus and a method for manufacturing a press molded product.
- press-formed products are used as structural components for automobiles.
- Press-formed products are manufactured by press-forming a blank using a press-forming device that includes a punch and a die.
- the blank is clamped by the punch and die that approach each other relatively in the pressing direction, and is formed into the desired shape.
- Patent Document 1 discloses a technology for manufacturing press-formed products using a pad in addition to a punch and die.
- the side of the punch and the side of the die that cooperates with it include curved surfaces.
- a blank that has been given a step shape in advance is clamped between the punch and the pad, and the die is moved relative to the punch along the side of the punch. This produces a press-formed product from the blank.
- Patent Document 2 also discloses a technique for manufacturing a press-formed product using a punch, a die, and a pad.
- the edge of the top surface of the punch has a shape with a concave shape in the center when viewed from above.
- the die has a shape corresponding to the punch.
- a blank placed on the top surface of the punch is pressed with a pad to form a bead on the blank.
- the blank is then bent by the punch and die to form a press-formed product.
- the punch shoulder includes a curved portion when viewed from the side of the punch, stretch flange deformation occurs at the end of the blank that is bent along the curved portion of the punch shoulder. More specifically, if the punch shoulder has a curved portion that curves concavely toward the inside of the punch when viewed from the side, the end of the blank is stretched in the extension direction of the curved portion at the position of the curved portion of the punch shoulder, reducing its plate thickness. This can cause the end of the blank to break.
- the objective of this disclosure is to provide a press forming device that can prevent the occurrence of breakage of the blank.
- the press forming apparatus includes a punch, a blank holder, and a die.
- the punch includes a punch top surface, a punch shoulder, and a punch side surface.
- the punch top surface intersects with the press direction.
- the punch shoulder is continuous with the punch top surface.
- the punch side surface is continuous with the punch shoulder.
- the punch side surface is connected to the punch top surface via the punch shoulder.
- the punch shoulder includes a first curved portion.
- the first curved portion is curved concavely toward the inside of the punch when viewed from the punch side surface side.
- the blank holder is disposed next to the first curved portion when viewed from the press direction.
- the blank holder includes a holder top surface, a holder shoulder, and a holder side surface.
- the holder top surface intersects with the press direction.
- the holder shoulder is continuous with the holder top surface on the first curved portion side.
- the holder shoulder includes a second curved portion corresponding to the first curved portion.
- the holder side surface is continuous with the holder shoulder.
- the holder side surface is connected to the holder top surface via the holder shoulder.
- the die is disposed next to the first curved portion when viewed from the press direction.
- the die includes a pressing surface, a die shoulder, and a die side surface.
- the pressing surface faces the holder top surface.
- the die shoulder is continuous with the pressing surface on the first curved portion side.
- the die shoulder includes a third curved portion corresponding to the first curved portion.
- the die side surface is continuous with the die shoulder.
- the die side surface is connected to the pressing surface via the die shoulder.
- the press molding device disclosed herein can prevent the occurrence of breakage of the blank.
- FIG. 1 is a perspective view showing a schematic configuration of a press forming apparatus according to a first embodiment.
- FIG. 2 is a cross-sectional view of the press molding apparatus shown in FIG.
- FIG. 3 is a side view of the press molding apparatus shown in FIG.
- FIG. 4 is another side view of the press molding apparatus shown in FIG.
- FIG. 5 is a view of the press molding apparatus shown in FIG. 1 as viewed from the pressing direction.
- FIG. 6 is another view of the press molding apparatus shown in FIG. 1 as viewed from the pressing direction.
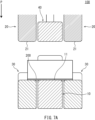
- FIG. 7A is a schematic diagram for explaining a method for manufacturing a press-molded product using the press-molding apparatus according to the first embodiment.
- FIG. 7A is a schematic diagram for explaining a method for manufacturing a press-molded product using the press-molding apparatus according to the first embodiment.
- FIG. 7B is a schematic diagram for explaining the method for manufacturing a press-molded product using the press-molding apparatus according to the first embodiment.
- FIG. 7C is a schematic diagram for explaining a method for manufacturing a press-molded product using the press-molding apparatus according to the first embodiment.
- FIG. 8 is a diagram for explaining press forming of a blank accompanied by stretch flange deformation.
- FIG. 9 is a side view of the press forming apparatus according to the second embodiment.
- FIG. 10 is a side view of the press forming apparatus according to the third embodiment.
- FIG. 11 is a side view of the press molding apparatus according to the fourth embodiment.
- FIG. 12 is a view of the press molding apparatus shown in FIG. 11 as viewed from the pressing direction.
- FIG. 12 is a view of the press molding apparatus shown in FIG. 11 as viewed from the pressing direction.
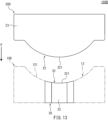
- FIG. 13 is a side view of the press molding apparatus according to the fifth embodiment.
- FIG. 14 is a view of the press molding apparatus shown in FIG. 13 as viewed from the pressing direction.
- FIG. 15 is a view of a blank holder according to a modified example of the first embodiment, viewed from the pressing direction.
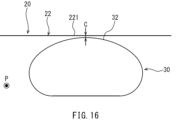
- FIG. 16 is a view of a blank holder according to another modified example of the first embodiment, as viewed from the pressing direction.
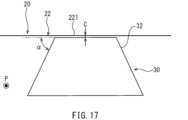
- FIG. 17 is a view of a blank holder according to still another modified example of the first embodiment, as viewed from the pressing direction.
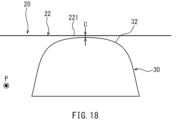
- FIG. 18 is a view of a blank holder according to still another modified example of the first embodiment, as viewed from the pressing direction.
- FIG. 15 is a view of a blank holder according to a modified example of the first embodiment, viewed from the pressing direction.
- FIG. 16 is a view of a blank holder according to another modified example of the first embodiment, as viewed from the pressing direction.
- FIG. 17 is a
- FIG. 19 is a perspective view of a press forming apparatus according to still another modified example of the first embodiment.
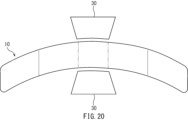
- FIG. 20 is a view of a press-forming apparatus according to still another modified example of the first embodiment, as viewed from the pressing direction.
- FIG. 21 is a perspective view of a press forming apparatus according to still another modified example of the first embodiment.
- FIG. 22 is a partial cross-sectional view of a press forming apparatus according to still another modified example of the first embodiment.
- FIG. 23 is a diagram showing the results of the press forming analysis.
- the press forming apparatus includes a punch, a blank holder, and a die.
- the punch includes a punch top surface, a punch shoulder, and a punch side surface.
- the punch top surface intersects with the press direction.
- the punch shoulder is continuous with the punch top surface.
- the punch side surface is continuous with the punch shoulder.
- the punch side surface is connected to the punch top surface via the punch shoulder.
- the punch shoulder includes a first curved portion.
- the first curved portion is curved concavely toward the inside of the punch when viewed from the punch side surface side.
- the blank holder is disposed next to the first curved portion when viewed from the press direction.
- the blank holder includes a holder top surface, a holder shoulder, and a holder side surface.
- the holder top surface intersects with the press direction.
- the holder shoulder is continuous with the holder top surface on the first curved portion side.
- the holder shoulder includes a second curved portion corresponding to the first curved portion.
- the holder side surface is continuous with the holder shoulder.
- the holder side surface is connected to the holder top surface via the holder shoulder.
- the die is disposed next to the first curved portion when viewed from the press direction.
- the die includes a pressing surface, a die shoulder, and a die side surface.
- the pressing surface faces the holder top surface.
- the die shoulder is continuous with the pressing surface on the first curved portion side.
- the die shoulder includes a third curved portion corresponding to the first curved portion.
- the die side surface is continuous with the die shoulder.
- the die side surface is connected to the pressing surface via the die shoulder.
- the punch includes a first curved portion at the punch shoulder.
- the first curved portion is curved concavely toward the inside of the punch when viewed from the side of the punch.
- stretch flange deformation occurs at the end of the blank near the first curved portion.
- a die and a blank holder are arranged next to the first curved portion of the punch shoulder. The die and the blank holder can clamp the end of the blank near the first curved portion of the punch shoulder and apply compressive stress in the thickness direction to the end of the blank.
- the length in the extension direction of the punch shoulder of at least one of the pressing surface of the die and the top surface of the holder is shorter than the punch shoulder, so that the pressing surface of the die and the top surface of the holder locally press the end of the blank that is stretched in the extension direction of the first curved portion and causes a reduction in the thickness.
- the length of the pressing surface in the extension direction of the punch shoulder when viewed from the press direction, may be greater than the length of the holder top surface in that extension direction (second configuration).
- the press molding device according to the first or second configuration may further include a pad facing the top surface of the punch (third configuration).
- the blank can be formed by the punch, die, and blank holder while the blank is clamped between the punch top surface and the pad. This makes it difficult for wrinkles to form in the blank, and allows the blank to be precisely formed into a press-formed product.
- the distance between the die shoulder and the holder shoulder on a perpendicular line in the extension direction of the die shoulder may vary along the die shoulder. In this case, it is preferable that the distance is smallest at the third curved portion of the die shoulder (fourth configuration).
- the blank is drawn toward the die shoulder and bent along the punch shoulder.
- the die shoulder is provided with a third curved portion corresponding to the first curved portion of the punch shoulder.
- the portion of the blank drawn toward the third curved portion of the die shoulder is stretched as it is drawn toward the third curved portion, and its plate thickness tends to decrease.
- the fourth configuration when viewed from the press direction, the distance between the die shoulder and the holder shoulder is smallest at the third curved portion. Therefore, the portion of the blank drawn toward the third curved portion can be clamped by the die and blank holder up to the vicinity of the third curved portion. In other words, compressive stress is applied in the plate thickness direction to the portion of the blank with reduced plate thickness up to the vicinity of the third curved portion. This makes it less likely for the blank to break.
- the distance between the die shoulder and the holder shoulder changes along the extension direction of the die shoulder. More specifically, the point where the distance between the die shoulder and the holder shoulder is smallest is present in the third curved portion of the die shoulder, and the distance between the die shoulder and the holder shoulder is large in other places. Therefore, during press forming, the blank is pressed by the die and blank holder up to the vicinity of the die shoulder at the point where the distance between the die shoulder and the holder shoulder is smallest, while the blank is not pressed up to the vicinity of the die shoulder at the point adjacent to that point. This allows metal to flow into the part of the blank where the plate thickness is reduced during press forming, and the reduction in the plate thickness of the blank can be mitigated. This makes the blank even less likely to break.
- the above-mentioned distance when viewed from the pressing direction, the above-mentioned distance may be larger the further away from the third curved portion (fifth configuration).
- the die shoulder may include a convex portion that protrudes outward from the die when viewed from the side of the die.
- the convex portion may consist of only the third curved portion. In this case, when viewed from the pressing direction, the above-mentioned distance may be greatest at the end of the third curved portion (sixth configuration).
- the line length of the holder shoulder at the portion having the smallest spacing when viewed from the press direction is 0.76 to 10.92 times the line length of the third curved portion (seventh configuration).
- the manufacturing method of the press-formed product according to the embodiment includes a step of clamping a blank between a die and a blank holder, and a step of pushing the blank in the press direction with a punch.
- the punch includes a punch top surface, a punch shoulder, and a punch side surface.
- the punch top surface intersects with the press direction.
- the punch shoulder is continuous with the punch top surface.
- the punch side surface is continuous with the punch shoulder.
- the punch side surface is connected to the punch top surface via the punch shoulder.
- the punch shoulder includes a first curved portion.
- the first curved portion is curved concavely toward the inside of the punch when viewed from the punch side surface side.
- the blank holder is disposed next to the first curved portion when viewed from the press direction.
- the blank holder includes a holder top surface, a holder shoulder, and a holder side surface.
- the holder top surface intersects with the press direction.
- the holder shoulder is continuous with the holder top surface on the first curved portion side.
- the holder shoulder includes a second curved portion corresponding to the first curved portion.
- the holder side surface is continuous with the holder shoulder.
- the holder side surface is connected to the holder top surface via the holder shoulder.
- the die is disposed next to the first curved portion when viewed from the press direction.
- the die includes a pressing surface, a die shoulder, and a die side surface.
- the pressing surface faces the holder top surface.
- the die shoulder is continuous with the pressing surface on the first curved portion side.
- the die shoulder includes a third curved portion corresponding to the first curved portion.
- the die side surface is continuous with the die shoulder.
- the die side surface is connected to the pressing surface via the die shoulder.
- at least one of the pressing surface and the holder top surface has a length along the extension direction of the punch shoulder that is smaller than that of the punch shoulder (eighth configuration).
- the length of the pressing surface in the extension direction of the punch shoulder when viewed from the press direction, may be greater than the length of the holder top surface in the extension direction (ninth configuration).
- the method for manufacturing a press-molded product according to the eighth or ninth configuration may further include a step of clamping the blank between a pad and a punch (tenth configuration).
- the distance between the die shoulder and the holder shoulder on a perpendicular line in the extension direction of the die shoulder may vary along the die shoulder. In this case, it is preferable that the distance is smallest at the third curved portion of the die shoulder (eleventh configuration).
- the above-mentioned interval may be larger as it moves away from the third curved portion when viewed from the pressing direction (twelfth configuration).
- the die shoulder may include a convex portion that protrudes outward from the die when viewed from the side of the die.
- the convex portion may consist of only the third curved portion. In this case, when viewed from the pressing direction, the above-mentioned distance may be largest at the end of the third curved portion (thirteenth configuration).
- the line length of the holder shoulder at the portion with the smallest spacing when viewed from the press direction is 0.76 to 10.92 times the line length of the third curved portion (configuration 14).
- FIG. 1 is a schematic perspective view of a press forming apparatus 100 according to a first embodiment.
- the press forming apparatus 100 includes a punch 10, a die 20, a blank holder 30, and a pad 40.
- the die 20 is disposed on both sides of the punch 10. These dies 20 may be separate bodies or may be integrally formed. In this embodiment, the space between these dies 20 may be referred to as a die hole.
- the blank holder 30 is provided corresponding to each of the dies 20.
- the pad 40 is disposed between the dies 20.
- the punch 10 and blank holder 30 are configured to be movable relative to the die 20 and pad 40 in the press direction P.
- the punch 10 and blank holder 30 may be moved in the press direction P by a drive mechanism (not shown) such as a fluid pressure cylinder, or the die 20 and pad 40 may be moved in the press direction P.
- the blank holder 30 is movable relative to the punch 10 in the press direction P by a drive mechanism (not shown) such as a cushion.
- the press direction P is, for example, a vertical direction.
- FIG. 2 is a cross-sectional view of the press forming apparatus 100 shown in FIG. 1.
- the cross-sectional view of the press forming apparatus 100 is a cross-section of the press forming apparatus 100 cut along a plane perpendicular to the longitudinal direction of the punch 10.
- the direction perpendicular to the press direction P on the cross-sectional view of the press forming apparatus 100 is called the width direction of the press forming apparatus 100.
- FIG. 2 shows only one side of the center line CL in the width direction of the cross-sectional view of the press forming apparatus 100.
- the punch 10 includes a punch top surface 11, a punch shoulder 12, and a punch side surface 13.
- the punch top surface 11 is a surface that intersects with the press direction P. In a cross-sectional view of the press forming apparatus 100, the punch top surface 11 extends substantially in the width direction.
- the punch shoulder 12 is continuous with the punch top surface 11.
- the punch shoulder 12 has, for example, a substantially arc shape.
- the punch side surface 13 is continuous with the punch shoulder 12 on the opposite side of the punch top surface 11.
- the punch side surface 13 is connected to the punch top surface 11 via the punch shoulder 12.
- the punch side surface 13 extends from the punch shoulder 12 substantially in the press direction P. In a cross-sectional view of the press forming apparatus 100, the punch side surface 13 may be parallel to the press direction P or may be inclined with respect to the press direction P.
- the die 20 includes a pressing surface 21, a die shoulder 22, and a die side surface 23.
- the pressing surface 21 is a surface for pressing the blank together with the blank holder 30 during press forming.
- the pressing surface 21 intersects with the press direction P.
- the die shoulder 22 is continuous with the end of the pressing surface 21 on the punch 10 side in a cross-sectional view of the press forming apparatus 100.
- the die shoulder 22 has, for example, a substantially arc shape in a cross-sectional view of the press forming apparatus 100.
- the die side surface 23 is connected to the pressing surface 21 via the die shoulder 22. In a cross-sectional view of the press forming apparatus 100, the die side surface 23 extends from the die shoulder 22 substantially in the press direction P.
- the die side surface 23 has a shape corresponding to the punch side surface 13.
- the blank holder 30 is disposed outside the punch 10 in the width direction of the press forming device 100.
- the blank holder 30 is also disposed so as to face the die 20 in the press direction P.
- the blank holder 30 includes a holder top surface 31, a holder shoulder 32, and a holder side surface 33.
- the holder top surface 31 faces the pressing surface 21 of the die 20.
- the holder shoulder 32 is continuous with the end of the holder top surface 31 on the punch 10 side in a cross-sectional view of the press forming apparatus 100.
- the holder shoulder 32 has, for example, a substantially arc shape in a cross-sectional view of the press forming apparatus 100.
- the holder side surface 33 is connected to the holder top surface 31 via the holder shoulder 32.
- the holder side surface 33 extends from the holder shoulder 32 substantially in the press direction P in a cross-sectional view of the press forming apparatus 100. At least a portion of the holder side surface 33 faces the punch side surface 13 in the width direction of the press forming apparatus 100.
- the pad 40 faces the punch top surface 11.
- the pad 40 moves relative to the die 20 in the pressing direction P by an elastic member 50, such as a fluid pressure cylinder or a spring.
- the pad 40 includes a pressing surface 41.
- the pressing surface 41 is a surface for pressing the blank during press forming.
- the pressing surface 41 faces the punch top surface 11 in the press direction P.
- the pressing surface 41 has a shape corresponding to the punch top surface 11. In other words, the pressing surface 41 is formed in a shape that engages with the punch top surface 11 so that the blank can be clamped between the pressing surface 41 and the punch top surface 11.
- the press molding device 100 has a shape that is symmetrical with respect to the width center line CL in a cross-sectional view.
- the cross-sectional shape of the press molding device 100 may be asymmetric with respect to the width center line CL.
- FIG. 3 and 4 are side views of the press forming apparatus 100.
- FIG. 3 is a view of the punch 10, the die 20, and the blank holder 30 from the blank holder 30 side
- FIG. 4 is a view of the die 20 and the blank holder 30 from the punch 10 side.
- the punch 10 is shown by a two-dot chain line.
- FIG. 5 and FIG. 6 are views of the press forming apparatus 100 from the press direction P. More specifically, FIG. 5 and FIG. 6 are views of the press forming apparatus 100 projected onto a plane perpendicular to the press direction P.
- FIG. 5 shows the punch 10, the die 20, and the blank holder 30 as viewed from the blank holder 30 side
- FIG. 6 shows the punch 10, the die 20, and the blank holder 30 as viewed from the die 20 side.
- FIG. 5 and FIG. 6 show one of the two punch shoulders 12 of the punch 10, and the corresponding die 20 and blank holder 30.
- the relationship between the punch 10, die 20, and blank holder 30 will be explained in more detail below with reference to Figures 3 to 6.
- the punch shoulder 12 includes a curved portion 121 and straight portions 122, 123.
- the curved portion 121 is curved concavely toward the inside of the punch 10 when viewed from the punch side surface 13 side.
- the curved portion 121 extends with a radius of curvature of 400 mm or less when viewed from the punch side surface 13 side.
- the curved portion 121 may extend with a radius of curvature of 5 mm or more, or may extend with a radius of curvature of 10 mm or more when viewed from the punch side surface 13 side.
- the curved portion 121 may have a constant radius of curvature, or may have a variable radius of curvature.
- the radius of curvature of an arc passing through three points is measured for each point placed at 5 mm intervals on the edge of the punch shoulder 12 on the die 20 side, and the section where the radius of curvature is 400 mm or less is the curved section 121, and the section where the radius of curvature is 400 mm or more is the non-curved section (straight section).
- the straight portions 122, 123 are provided continuously on both ends of the curved portion 121. When viewed from the punch side surface 13 side, the straight portions 122, 123 extend from the curved portion 121 so as to move away from each other as they move away from the curved portion 121. When viewed from the punch side surface 13 side, the straight portions 122, 123 may be located on the tangents to both ends of the curved portion 121.
- the punch shoulder 12 When viewed from the punch side surface 13, the punch shoulder 12 is recessed in the press direction P away from the die 20 at the positions of the curved portion 121 and the straight portions 122 and 123.
- the punch top surface 11 ( Figure 2) also includes a portion that corresponds to the punch shoulder 12 and recesses in the press direction P away from the die 20.
- the die shoulder 22 includes a curved portion 221 and straight portions 222, 223.
- the curved portion 221 corresponds to the curved portion 121 of the punch shoulder 12. More specifically, in a side view of the press forming apparatus 100, the curved portion 221 of the die shoulder 22 is curved in substantially the same direction as the curved portion 121 of the punch shoulder 12. In a side view of the press forming apparatus 100, the curved portion 221 is curved so as to be convex toward the punch 10.
- the curved portion 221 like the curved portion 121 of the punch shoulder 12, extends with a radius of curvature of 400 mm or less when viewed from the die side surface 23 side.
- the curved portion 221 may extend with a radius of curvature of 5 mm or more, or may extend with a radius of curvature of 10 mm or more.
- the curved portion 221 may have a constant radius of curvature or may have a variable radius of curvature.
- the radius of curvature of an arc passing through three points that is, each point arranged at 5 mm intervals on the edge of the die shoulder 22 on the punch 10 side and the points located on both sides of the point, is measured, and the section with a radius of curvature of 400 mm or less can be the curved portion 221, and the section with a radius of curvature of 400 mm or more can be the non-curved portion (straight portion).
- the straight portions 222, 223 are provided continuously at both ends of the curved portion 221. When viewed from the die side surface 23 side, the straight portions 222, 223 extend from the curved portion 221 so as to move away from each other as they move away from the curved portion 221.
- the straight portions 222, 223 correspond to the straight portions 122, 123 of the punch shoulder 12. More specifically, when viewed from the side of the press forming apparatus 100, the straight portions 222, 223 of the die shoulder 22 extend along the straight portions 122, 123 of the punch shoulder 12, respectively.
- the straight portions 222, 223 When viewed from the die side surface 23 side, the straight portions 222, 223 may be located on the tangents to both ends of the curved portion 221.
- the angle formed by the tangents to both ends of the curved portion 221 is the included angle ⁇ of the curved portion 221.
- the included angle ⁇ may be 1/3 ⁇ (rad) or more and 2/3 ⁇ (rad) or less.
- the die shoulder 22 protrudes in the press direction P toward the punch 10 at the positions of the curved portion 221 and the straight portions 222, 223.
- the pressing surface 21 (FIG. 2) of the die 20 also corresponds to the die shoulder 22 and includes a portion that protrudes in the press direction P toward the punch 10.
- the entire die shoulder 22 is parallel to the punch shoulder 12 in a side view of the press forming apparatus 100.
- at least a portion of the die shoulder 22 may be non-parallel to the punch shoulder 12 in a side view of the press forming apparatus 100.
- the die 20 is disposed next to the curved portion 121 of the punch shoulder 12 when viewed from the press direction P. More specifically, a part of the pressing surface 21 of the die 20 is disposed next to the curved portion 121 of the punch shoulder 12 when viewed from the press direction P.
- the die shoulder 22 is continuous with the pressing surface 21 on the curved portion 121 side.
- the punch 10 and the die 20 are disposed side by side such that the curved portion 221 of the die shoulder 22 faces the curved portion 121 of the punch shoulder 12.
- the entire die shoulder 22 is parallel to the punch shoulder 12 when viewed from the press direction P. However, at least a part of the die shoulder 22 may be non-parallel to the punch shoulder 12.
- the holder shoulder 32 includes a curved portion 321.
- the curved portion 321 corresponds to the curved portion 121 of the punch shoulder 12. More specifically, in a side view of the press forming apparatus 100, the curved portion 321 of the holder shoulder 32 is curved in substantially the same direction as the curved portion 121 of the punch shoulder 12 and the curved portion 221 of the die shoulder 22. In a side view of the press forming apparatus 100, the curved portion 321 is curved so as to be concave toward the side opposite the die 20.
- the holder top surface 31 (FIG. 2) also corresponds to the holder shoulder 32 and includes a portion that is concave toward the side opposite the die 20 in the press direction P.
- the holder top surface 31 has a shape that corresponds to the pressing surface 21 (FIG. 2) of the die 20. That is, the holder top surface 31 of the blank holder 30 is formed in a shape that engages with the pressing surface 21 of the die 20 so that the blank can be clamped between the holder top surface 31 and the pressing surface 21 of the die 20.
- the blank holder 30 is disposed next to the curved portion 121 of the punch shoulder 12 when viewed from the press direction P. More specifically, at least a portion of the holder top surface 31 is disposed next to the curved portion 121 of the punch shoulder 12 when viewed from the press direction P.
- the holder shoulder 32 is continuous with the holder top surface 31 on the curved portion 121 side.
- the punch 10 and the blank holder 30 are disposed side by side so that the curved portion 321 of the holder shoulder 32 faces the curved portion 121 of the punch shoulder 12.
- the holder top surface 31 When viewed from the press direction P, the holder top surface 31 has a length along the extension direction of the punch shoulder 12 that is smaller than that of the punch shoulder 12. The holder top surface 31 does not reach both ends of the punch 10 in the extension direction of the punch shoulder 12. In other words, when viewed from the press direction P, the holder top surface 31 is positioned inside both ends of the punch 10 in the extension direction of the punch shoulder 12. In this embodiment, the entire blank holder 30 is positioned inside both ends of the punch 10 in the extension direction of the punch shoulder 12. The punch 10 is separate from the blank holder 30 and is configured not to overlap with the blank holder 30 in the extension direction of the punch shoulder 12.
- the length of the pressing surface 21 ( Figure 5) of the die 20 is greater than the length of the holder top surface 31 ( Figure 6) in the extension direction of the punch shoulder 12.
- the length of the pressing surface 21 of the die 20 is approximately the same as the length of the punch top surface 11.
- a gap C is generated between the holder shoulder 32 and the die shoulder 22.
- the gap C is the gap between the holder shoulder 32 and the die shoulder 22 on a line perpendicular to the extension direction of the die shoulder 22 when viewed from the press direction P.
- the line perpendicular to the extension direction of the die shoulder 22 is a line perpendicular or normal to the edge of the die shoulder 22 on the punch 10 side when viewed from the press direction P.
- the line perpendicular to the extension direction of the die shoulder 22 roughly coincides with the direction in which the blank is drawn into the die hole when the blank is formed using the press forming apparatus 100 ( Figures 1 and 2).
- the distance C between the holder shoulder 32 and the die shoulder 22 changes along the die shoulder 22. That is, the distance C between the holder shoulder 32 and the die shoulder 22 is not constant over the entire length of the holder shoulder 32.
- the distance C between the holder shoulder 32 and the die shoulder 22 is smallest at the curved portion 221 of the die shoulder 22. In this case, if a perpendicular line is drawn from a position on the die shoulder 22 where the distance from the holder shoulder 32 is smallest when viewed from the press direction P, the perpendicular line will pass through the curved portion 221.
- the minimum value of the distance C is, for example, smaller than the clearance between the punch shoulder 12 and the die shoulder 22.
- the minimum value of the distance C may be 0 mm.
- the holder shoulder 32 and the die shoulder 22 overlap at the point where they are closest to each other, and in other points, the edge of the die shoulder 22 is located on the punch 10 side relative to the edge of the holder shoulder 32.
- the minimum value of the distance C is greater than 0 mm, when viewed from the press direction P, the entire edge of the holder shoulder 32 is located on the opposite side of the punch 10 relative to the edge of the die shoulder 22.
- the line length of the portion of the holder shoulder 32 where the distance C between the die shoulder 22 and the holder shoulder 32 is the smallest when viewed from the press direction P can be, for example, 0.76 times or more and 10.92 times or less than the line length of the curved portion 221 of the die shoulder 22.
- the line length of the portion of the holder shoulder 32 where the distance C between the die shoulder 22 and the holder shoulder 22 is the smallest when viewed from the press direction P is preferably 0.79 times or more and 5.43 times or less than the line length of the curved portion 221 of the die shoulder 22, and more preferably 0.80 times or more and 4.00 times or less.
- the line length of the portion of the holder shoulder 32 where the distance C between the die shoulder 22 and the holder shoulder 22 is the smallest when viewed from the press direction P can be measured, for example, along the R end of the holder top surface 31 side of the holder shoulder 32.
- the line length of the curved portion 221 of the die shoulder 22 is, for example, the product of the included angle ⁇ (rad) and the radius of curvature of the curved portion 221. If the radius of curvature of the curved portion 221 varies, the radius of curvature of the curved portion 221 can be, for example, the average value of the radii of curvature measured at 5 mm intervals as described above.
- the distance C between the holder shoulder 32 and the die shoulder 22 is minimum and constant in a certain section of the curved portion 221 of the die shoulder 22.
- the holder shoulder 32 when viewed from the press direction P, the holder shoulder 32 is substantially parallel to the die shoulder 22 in a certain section of the curved portion 221 of the die shoulder 22.
- the distance C between the holder shoulder 32 and the die shoulder 22 increases as it moves away from the curved portion 221.
- the distance C is wider at the straight portions 222, 223 of the die shoulder 22.
- a blank 200 is prepared.
- the blank 200 can be obtained, for example, by blanking a metal strip.
- the blank 200 is formed, for example, into a shape obtained by developing the desired press-formed product.
- the blank 200 may be a steel plate.
- the blank 200 is preferably a high-tensile steel plate.
- the tensile strength of the blank 200 is, for example, 440 MPa or more.
- the tensile strength of the blank 200 may be 590 MPa or more, or 780 MPa or more.
- the tensile strength of the blank 200 may be 1300 MPa or more.
- the plate thickness of the blank 200 is, for example, 0.4 mm or more and 6.0 mm or less.
- the manufacturing method of the press-formed product includes a step of clamping the blank 200 between the die 20 and the blank holder 30, and a step of pressing the blank 200 in the press direction P with the punch 10.
- the manufacturing method of the press-formed product can further include a step of clamping the blank 200 between the pad 40 and the punch 10.
- the blank 200 is placed between the punch 10 and the blank holder 30, and the die 20 and the pad 40.
- the blank 200 is placed on the punch top surface 11.
- the blank 200 may be placed on the pressing surface 21 of the die 20.
- the die 20 and pad 40 are brought relatively close to the punch 10 and blank holder 30 in the press direction P.
- the blank 200 is pressed by the pressing surface 41 of the pad 40, as shown in FIG. 7B.
- the blank 200 is sandwiched between the punch top surface 11 and the pressing surface 41 of the pad 40.
- the blank 200 is also sandwiched between the pressing surface 21 of the die 20 and the holder top surface 31.
- the die 20 is further moved relatively closer to the punch 10 in the press direction P.
- the blank 200 is pushed into the die 20 side (die hole) by the punch 10.
- the direction in which the blank 200 is drawn in is indicated by arrow D.
- the pushing (forming) by the punch 10 is completed after the blank 200 is completely pulled out from between the die 20 and the blank holder 30.
- forming may be completed when a part of the blank 200 remains sandwiched between the die 20 and the blank holder 30.
- the pushing by the punch 10 is completed, the blank 200 is formed into a press-formed product.
- the die 20 and the blank holder 30 are arranged next to the curved portion 121 of the punch shoulder 12. Therefore, the end of the blank 200 can be clamped by the die 20 and the blank holder 30 near the curved portion 121, and compressive stress can be applied to the end of the blank 200 in the plate thickness direction.
- the length of the holder top surface 31 in the extension direction of the punch shoulder 12 is smaller than that of the punch shoulder 12. This allows the pressing surface 21 of the die 20 and the holder top surface 31 to apply a concentrated pressing force to the portion of the blank 200 located near the curved portion 121 where the plate thickness is reduced. Therefore, the distortion of the blank 200 near the curved portion 121 can be reduced, and the plate thickness reduction of the blank 200 can be suppressed. As a result, the occurrence of breakage of the blank 200 during press forming can be suppressed.
- This embodiment relates to a developed method for suppressing cracking of the blank 200 by applying compressive stress to a reduced thickness portion of the blank 200 using a blank holder 30 when drawing is performed using a punch 10 including a curved portion 121 on the punch shoulder 12.
- a punch 10 including a curved portion 121 that is concave in side view on the punch shoulder 12
- the thickness of the blank 200 is reduced in the vicinity of the curved portion 121 of the punch shoulder 12 and the corresponding curved portion 221 of the die shoulder 22.
- the punch 10 pushes the blank 200 into the die hole and the blank 200 is pulled toward the die shoulder 22, but from the viewpoint of the developed method, it is desirable for the die 20 and blank holder 30 to press the blank 200 up to the vicinity of the curved portion 221 of the die shoulder 22.
- the die 20 and blank holder 30 to press the blank 200 up to the vicinity of the curved portion 221 of the die shoulder 22.
- metal flow if the periphery of the thickness-reduced portion of the blank 200 is not pressed by the die 20 and the blank holder 30, metal will flow into the thickness-reduced portion of the blank 200, and the reduction in the thickness of the blank 200 can be alleviated.
- the distance C between the holder shoulder 32 and the die shoulder 22 when viewed from the press direction P is changed along the die shoulder 22. That is, when viewed from the press direction P, the holder shoulder 32 extends along the die shoulder 22, but is not parallel to the die shoulder 22. When viewed from the press direction P, the distance C between the holder shoulder 32 and the die shoulder 22 is minimum at the curved portion 221 of the die shoulder 22.
- the blank 200 is pressed by the die 20 and the blank holder 30 to the vicinity of the die shoulder 22 at the location where the distance C is minimum, while the blank 200 is not pressed to the vicinity of the die shoulder 22 at the location adjacent to the location. This allows compressive stress to be applied in the thickness direction to the thinned portion of the blank 200, and metal can be allowed to flow in. This makes it less likely that the blank 200 will break.
- the distance C between the holder shoulder 32 and the die shoulder 22 becomes larger the further away from the curved portion 221. This allows the blank holder 30 to hold down the entire portion of the blank 200 that is drawn into the curved portion 221 closer to the die hole than the portion that is drawn into the straight portions 222, 223, while encouraging metal to flow into the portion from around the portion that is drawn into the curved portion 221.
- the line length of the portion of the holder shoulder 32 where the distance C from the die shoulder 22 is the smallest is 0.76 to 10.92 times the line length of the curved portion 221. This makes it possible to effectively prevent the blank 200 from breaking.
- Second Embodiment 9 is a side view of a press forming apparatus 100A according to the second embodiment.
- the press forming apparatus 100A according to this embodiment differs from the press forming apparatus 100 according to the first embodiment in that it further includes blank holders 60 and 70.
- the blank holders 60 and 70 are disposed on either side of the blank holder 30 in a side view of the press forming apparatus 100A.
- the blank holders 60 and 70 are separate from the blank holder 30.
- the blank holders 30, 60, and 70 are provided in the press forming apparatus 100A so as to move in the press direction P independently of each other.
- the blank holders 60 and 70, together with the blank holder 30, have a shape corresponding to the die 20.
- the blank holders 60 and 70 are configured to be able to clamp the blank between them and the die 20 during press forming, similar to the blank holder 30.
- the blank holders 30, 60, and 70 are separate bodies and can move independently in the press direction P. Therefore, even if the blank thickness is reduced near the curved portion 121 of the punch shoulder 12, the blank holder 30 can follow the blank alone and firmly press the portion of the blank where the thickness is reduced together with the die 20. Therefore, as in the first embodiment, the distortion of the blank is reduced near the curved portion 121, and the reduction in the blank thickness is suppressed. As a result, the occurrence of breakage of the blank during press forming can be suppressed.
- Third Embodiment 10 is a side view of a press forming apparatus 100B according to the third embodiment.
- the press forming apparatus 100B according to this embodiment differs from the press forming apparatus 100 according to the first embodiment in the configuration of a blank holder 30B.
- the blank holder 30 is provided to correspond to only a portion of the punch 10 (FIGS. 3 to 6).
- the blank holder 30B is provided over the entire length of the punch 10.
- a convex portion 34 is provided on the surface of the blank holder 30B facing the die 20.
- the top surface of this convex portion 34 is the holder top surface 31.
- the edge of the convex portion 34 facing the punch 10 becomes the holder shoulder.
- the pressing surface 21 of the die 20 extends beyond the holder top surface 31.
- the length of the holder top surface 31 along the extension direction of the punch shoulder 12 is smaller than the extension length of the punch shoulder 12.
- the holder top surface 31 does not reach both ends of the punch 10 in the extension direction of the punch shoulder 12.
- the holder top surface 31 when viewed from the press direction P, the holder top surface 31 is located inside both ends of the punch 10 in the extension direction of the punch shoulder 12. Therefore, during press forming, the blank can be locally pressed by the holder top surface 31 and the die 20 near the curved portion 121 of the punch shoulder 12. As a result, as in the other embodiments, the distortion of the blank is reduced near the curved portion 121, and the reduction in the blank thickness is suppressed. As a result, the occurrence of breakage of the blank during press forming can be suppressed.
- Fig. 11 is a side view of the press forming apparatus 100C according to the fourth embodiment.
- Fig. 12 is a view of the press forming apparatus 100C as viewed from the pressing direction P.
- Fig. 12 shows the punch 10, the die 20C, and the blank holder 30C as viewed from the blank holder 30C side.
- the press forming apparatus 100C according to this embodiment differs from the press forming apparatus 100 according to the first embodiment in the configurations of the die 20C and the blank holder 30C.
- the length of the holder top surface 31 along the extension direction of the punch shoulder 12 is smaller than that of the punch shoulder 12.
- the length of the pressing surface 21 of the die 20C along the extension direction of the punch shoulder 12 is smaller than that of the punch shoulder 12.
- the length of the holder top surface 31 in the extension direction of the punch shoulder 12 is greater than the length of the pressing surface 21 of the die 20C.
- a convex portion 24 is provided on the surface of the die 20C facing the blank holder 30C.
- the top surface of this convex portion 24 becomes the pressing surface 21 of the die 20C.
- the pressing surface 21 does not reach both ends of the punch 10 in the extension direction of the punch shoulder 12.
- the pressing surface 21 is disposed inside both ends of the punch 10 in the extension direction of the punch shoulder 12.
- the shape of the pressing surface 21 when viewed from the press direction P can be the same as, for example, the shape of the holder top surface 31 of the blank holder 30 of the first embodiment (FIG. 5).
- the distance C between the holder shoulder 32 and the die shoulder 22 when viewed from the press direction P can also be set in the same way as in the first embodiment.
- the holder top surface 31 when viewed from the press direction P, extends along the punch shoulder 12 and beyond the pressing surface 21 of the die 20C.
- the holder top surface 31 extends, for example, a length approximately equal to that of the punch shoulder 12 when viewed from the press direction P.
- the length of the holder top surface 31 in the extension direction of the punch shoulder 12 may be less than the length of the convex pressing surface 21 of the die 20C.
- the blank can be locally pressed by the holder top surface 31 and the pressing surface 21 of the die 20C near the curved portion 121 of the punch shoulder 12 during press forming. Therefore, as in the other embodiments, distortion of the blank is reduced near the curved portion 121, and a reduction in the blank thickness is suppressed. As a result, the occurrence of breakage of the blank during press forming can be suppressed.
- Fig. 13 is a side view of a press molding apparatus 100D according to the fifth embodiment.
- Fig. 14 is a view of the press molding apparatus 100D as viewed from the pressing direction P.
- the press molding apparatus 100D according to this embodiment differs from the press molding apparatus 100 according to the first embodiment in the configurations of a punch 10D and a die 20D.
- the punch shoulder 12 includes a concave portion consisting only of a curved portion 121.
- the die shoulder 22 also includes a convex portion consisting only of a curved portion 221, corresponding to the punch shoulder 12.
- the convex portion is the portion of the die shoulder 22 that protrudes to the outside of the die 20D (toward the punch 10D) when viewed from the die side surface 23 side.
- the distance C between the die shoulder 22 and the holder shoulder 32 is smaller at the center in the extension direction of the curved portion 221 and larger at the end.
- the distance C may gradually become wider toward the end in the extension direction of the curved portion 221.
- the distance C is largest at the end in the extension direction of the curved portion 221.
- the distance C is smallest in a portion of the curved portion 221 where it is expected that the thickness of the blank will decrease rapidly during press forming.
- the holder shoulder 32 When viewed from the press direction P, the holder shoulder 32 is provided, for example, to correspond to only a portion of the die shoulder 22.
- the curved portion 221 occupies a large area of the die shoulder 22, as in this embodiment, when a perpendicular line is drawn to the end of the curved portion 221 when viewed from the press direction P, the perpendicular line may not intersect with the blank holder 30.
- the distance C between the end of the curved portion 221 and the holder shoulder 32 in the perpendicular direction of the curved portion 221 is infinite. In this case, too, it can be said that the distance C is largest at the end of the curved portion 221.
- the holder top surface 31 of the blank holder 30, 30B and the pressing surface 21 of the die 20C have a substantially trapezoidal shape when viewed from the press direction P.
- the shapes of the pressing surface of the die and the holder top surface are not limited to this.
- the die shoulder 22 and the holder shoulder 32 can be brought closest to each other at the portion where the thickness reduction is severe.
- the distance C between the holder shoulder 32 and the die shoulder 22 when viewed from the press direction P may be smallest, for example, at the top (center) of the curved portion 221 of the die shoulder 22. In this case, the distance C between the holder shoulder 32 and the die shoulder 22 may be widened from the center of the curved portion 221 toward both ends. It is preferable that the distance C is larger the further away from the curved portion 221.
- the blank is pressed for a long time at the curved portion 221 of the die shoulder 22 and the corresponding curved portion 121 of the punch shoulder 12, so that the distortion of the blank is reduced. This makes it easier for the strain generated at the ends of the blank to be uniform, making it easier to prevent the blank from breaking.
- the shape of the blank holder 30 when viewed from the press direction P may be as shown in Figs. 17 and 18.
- the holder shoulder 32 is closest to the die shoulder 22 at the position of the curved portion 221 when viewed from the press direction P, and the distance C between the holder shoulder 32 and the die shoulder 22 increases linearly outside the closest section.
- the section of the holder shoulder 32 that moves away from the die shoulder 22 extends at an angle ⁇ from the section closest to the die shoulder 22, for example.
- the angle ⁇ may be 90° or less.
- the holder shoulder 32 is closest to the die shoulder 22 at the position of the curved portion 221 when viewed from the press direction P, and the distance C between the holder shoulder 32 and the die shoulder 22 increases while curving outside the closest section.
- the shape of the blank holder 30 shown in Figures 15 to 18 can also be applied to the blank holder 30B having the holder top surface 31 on the convex portion 34 as in the third embodiment, and to the pressing surface 21 of the die 20C in the fourth embodiment.
- the first to fifth embodiments can also be implemented in combination with one another.
- the blank holders 30, 30B in the first to third and fifth embodiments can also be used in combination with the die 20C in the fourth embodiment.
- the press forming device according to the present disclosure may include a punch 10 or 10D, a die 20C, and a blank holder 30 or 30B. In this case, the end of the blank is clamped near the curved portion 121 of the punch shoulder 12 by the holder top surface 31 of the blank holder 30 or 30B and the pressing surface 21 of the die 20C.
- the die 20 and the blank holder 30 are provided on both sides of the punch 10 as viewed from the press direction P.
- the die 20 and the blank holder 30 may be provided on only one side of the punch 10 as viewed from the press direction P.
- the die and the blank holder may be provided on only one side of the punch as viewed from the press direction P.
- the curved portion 121 of the punch shoulder 12 has a symmetrical shape when viewed from the punch side surface 13 side.
- the curved portion 121 may have an asymmetrical shape when viewed from the punch side surface 13 side.
- the curved portion 221 of the die shoulder 22 and the curved portion 321 of the holder shoulder 32 may also be symmetrical or asymmetrical when viewed from the side of the press forming device.
- the holder top surface 31 of the blank holder 30, 30B and the pressing surface 21 of the die 20C have a symmetrical shape when viewed from the press direction P.
- the holder top surface 31 and the pressing surface 21 may be symmetric or asymmetric when viewed from the press direction P.
- the punches 10, 10D are rectangular when viewed from the press direction P.
- the overall shape of the punches 10, 10D is not limited to this.
- the punch 10 may have a curved shape when viewed from the press direction P.
- the punch 10D may also have a curved shape when viewed from the press direction P.
- the punches 10, 10D may have a shape that branches in multiple directions when viewed from the press direction P.
- the shape of the punches 10, 10D can be changed as appropriate to suit the desired press-molded product.
- each of the multiple punch shoulders 12 includes a curved portion 121.
- punch 10 or 10D may include at least one punch shoulder 12 including a curved portion 121.
- the positions of the curved portions 121 may be substantially the same between the punch shoulders 12 or may be different.
- the shapes of the curved portions 121 may be substantially the same between the punch shoulders 12 or may be different.
- the press forming apparatus 100 may further include a plate-shaped shim 80.
- the shim 80 is disposed between the blank holder 30 and the die 20. Since the shim 80 is interposed between the blank holder 30 and the die 20, the plate thickness of the end of the blank 200 is not less than the plate thickness of the shim 80. In other words, the shim 80 can suppress excessive pressing of the blank 200 by the blank holder 30 and the die 20.
- the shim 80 may be provided on the holder top surface 31 or on the pressing surface 21 of the die 20.
- the shim 80 may be formed integrally with the blank holder 30 or the die 20, or may be a separate body.
- the press forming apparatuses 100A, 100B, 100C, and 100D may also include the shim 80.
- the press forming apparatus 100 includes a punch 10, a die 20, a blank holder 30, and a pad 40.
- the pad 40 presses the blank 200 during press forming, making it difficult for wrinkles to occur in the blank 200, and allowing the blank 200 to be precisely formed into a press-formed product.
- the press forming apparatus 100 does not necessarily need to include a pad.
- the press forming apparatuses 100A, 100B, 100C, and 100D according to the other embodiments may or may not include a pad.
- the inventors performed press forming analysis using commercially available software (LS-DYNA, manufactured by ANSYS) and investigated the appropriate length of the section where the distance between the die shoulder and holder shoulder is the smallest.
- the inventors decided to express the length (linear length) of the section where the distance between the die shoulder and the holder shoulder is the smallest when viewed from the press direction as the ratio to the extension length (linear length) of the curved portion included in the die shoulder.
- the curved portion of the die shoulder in the side view of the press forming device is assumed to extend with a constant radius of curvature.
- the extension length (line length) of the curved portion is the product of the angle at which the tangents to both ends of the curved portion intersect (included angle ⁇ (rad)) and the radius of curvature of the curved portion. If the length (line length) of the section where the distance between the die shoulder and the holder shoulder is smallest when viewed from the press direction/line length of the curved portion is smaller than 1.0, it means that the edge of the die and the edge of the blank holder are closest to each other in a part of the curved portion.
- the length (line length) of the section where the distance between the die shoulder and the holder shoulder is smallest/line length of the curved portion is 1.0, it means that the edge of the die and the edge of the blank holder are closest to each other in the entire curved portion. If the length (line length) of the section where the distance between the die shoulder and the holder shoulder is smallest/line length of the curved portion is larger than 1.0, it means that the edge of the die and the edge of the blank holder are closest to each other in the entire curved portion and in a part of the straight portion adjacent to the curved portion.
- the inventors expressed the degree of damage to the edge of the flange of the press-formed product after forming as a damage value I, which is expressed by the following formula.
- the inventors also evaluated the effect of this disclosure in terms of the reduction rate (%) of the damage value I compared to normal drawing.
- the press forming analysis was performed using a blank holder that has a square shape when viewed from the press direction as shown in Figure 17, with angles ⁇ of 30° and 90°.
- the line length of the portion of the holder shoulder that is the smallest distance from the die shoulder is preferably 0.76 to 10.92 times the line length of the curved portion provided on the die shoulder, more preferably 0.79 to 5.43 times, and even more preferably 0.80 to 4.00 times.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025513135A JP7776795B2 (ja) | 2023-04-07 | 2024-04-01 | プレス成形装置及びプレス成形品の製造方法 |
| CN202480023072.XA CN120981306A (zh) | 2023-04-07 | 2024-04-01 | 冲压成形装置和冲压成形品的制造方法 |
| MX2025010972A MX2025010972A (es) | 2023-04-07 | 2025-09-17 | Aparato de conformado por prensado y metodo de produccion de productos conformados en prensa |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023062439 | 2023-04-07 | ||
| JP2023-062439 | 2023-04-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024210110A1 true WO2024210110A1 (ja) | 2024-10-10 |
Family
ID=92971878
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/013534 Ceased WO2024210110A1 (ja) | 2023-04-07 | 2024-04-01 | プレス成形装置及びプレス成形品の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7776795B2 (https=) |
| CN (1) | CN120981306A (https=) |
| MX (1) | MX2025010972A (https=) |
| WO (1) | WO2024210110A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025197883A1 (ja) * | 2024-03-18 | 2025-09-25 | 日本製鉄株式会社 | プレス成形装置、プレス成形品の製造方法およびプレス成形品 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55106524U (https=) * | 1979-01-19 | 1980-07-25 | ||
| JP2008200688A (ja) * | 2007-02-16 | 2008-09-04 | Nissan Motor Co Ltd | プレス成形方法およびプレス成形装置 |
| JP2013022636A (ja) * | 2011-07-25 | 2013-02-04 | Toyota Auto Body Co Ltd | 積層金型装置 |
| WO2015098871A1 (ja) * | 2013-12-26 | 2015-07-02 | 新日鐵住金株式会社 | ハット形断面部品の製造方法 |
| JP2021037521A (ja) * | 2019-09-02 | 2021-03-11 | トヨタ自動車株式会社 | ハット型断面部品の製造装置および製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0426624U (https=) * | 1990-06-22 | 1992-03-03 | ||
| JP6923044B1 (ja) | 2020-05-23 | 2021-08-18 | Jfeスチール株式会社 | プレス成形金型、プレス成形方法 |
-
2024
- 2024-04-01 CN CN202480023072.XA patent/CN120981306A/zh active Pending
- 2024-04-01 JP JP2025513135A patent/JP7776795B2/ja active Active
- 2024-04-01 WO PCT/JP2024/013534 patent/WO2024210110A1/ja not_active Ceased
-
2025
- 2025-09-17 MX MX2025010972A patent/MX2025010972A/es unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55106524U (https=) * | 1979-01-19 | 1980-07-25 | ||
| JP2008200688A (ja) * | 2007-02-16 | 2008-09-04 | Nissan Motor Co Ltd | プレス成形方法およびプレス成形装置 |
| JP2013022636A (ja) * | 2011-07-25 | 2013-02-04 | Toyota Auto Body Co Ltd | 積層金型装置 |
| WO2015098871A1 (ja) * | 2013-12-26 | 2015-07-02 | 新日鐵住金株式会社 | ハット形断面部品の製造方法 |
| JP2021037521A (ja) * | 2019-09-02 | 2021-03-11 | トヨタ自動車株式会社 | ハット型断面部品の製造装置および製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025197883A1 (ja) * | 2024-03-18 | 2025-09-25 | 日本製鉄株式会社 | プレス成形装置、プレス成形品の製造方法およびプレス成形品 |
| JP7773122B1 (ja) * | 2024-03-18 | 2025-11-19 | 日本製鉄株式会社 | プレス成形装置およびプレス成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024210110A1 (https=) | 2024-10-10 |
| MX2025010972A (es) | 2025-10-01 |
| JP7776795B2 (ja) | 2025-11-27 |
| CN120981306A (zh) | 2025-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10688551B2 (en) | Hat-shaped cross-section component manufacturing method | |
| US10022763B2 (en) | Hat shaped cross-section component manufacturing method | |
| EP3760332B1 (en) | Production method for pressed components, press molding device, and metal plate for press molding | |
| CN105792957B (zh) | 压制成型装置、使用了该成型装置的压制成型品的制造方法以及压制成型品 | |
| CN108602106B (zh) | 压制装置和压制成型品的制造方法 | |
| JP2022139470A (ja) | プレス装置及びプレス成形品の製造方法 | |
| WO2017195706A1 (ja) | トーションビーム製造方法、トーションビーム製造装置、及びトーションビーム | |
| JP7776795B2 (ja) | プレス成形装置及びプレス成形品の製造方法 | |
| KR102450454B1 (ko) | 프레스 성형 방법 | |
| KR101834850B1 (ko) | 프레스 성형 방법, 및 프레스 성형 부품의 제조 방법 | |
| CN113727791A (zh) | 冲压成型方法 | |
| CN113329829B (zh) | 冲压成形方法和冲压装置 | |
| CN108971310B (zh) | 冲压成形件的制造方法 | |
| WO2020105647A1 (ja) | 湾曲部材の製造方法 | |
| JP6052054B2 (ja) | 金属板材の曲げ成形方法 | |
| KR20200112989A (ko) | 프레스 성형품의 설계 방법, 프레스 성형 금형, 프레스 성형품 및 프레스 성형품의 제조 방법 | |
| JP7617401B2 (ja) | プレス装置、及びプレス成形品の製造方法 | |
| JP6330766B2 (ja) | プレス成形方法 | |
| JP7773122B1 (ja) | プレス成形装置およびプレス成形品の製造方法 | |
| WO2024202986A1 (ja) | 金型及びプレス成形品の製造方法 | |
| WO2024062575A1 (ja) | プレス成形品の製造方法及びプレス成形装置 | |
| JP7543506B1 (ja) | プレス成形方法、プレス成形装置、及び成形方法 | |
| JP7364904B2 (ja) | 板金成形品製造方法、板金成形品の製造装置及びフランジアップ用工具 | |
| JP6358208B2 (ja) | プレス成形用金型 | |
| JP2025168842A (ja) | プレス成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24784895 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025513135 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2501006730 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202517098345 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202517098345 Country of ref document: IN |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 24784895 Country of ref document: EP Kind code of ref document: A1 |