WO2024181168A1 - 熱伝導性接着剤用組成物及びその製造方法、熱伝導性フィルム状接着剤、並びに、熱伝導性フィルム状接着剤を用いた半導体パッケージ及びその製造方法 - Google Patents
熱伝導性接着剤用組成物及びその製造方法、熱伝導性フィルム状接着剤、並びに、熱伝導性フィルム状接着剤を用いた半導体パッケージ及びその製造方法 Download PDFInfo
- Publication number
- WO2024181168A1 WO2024181168A1 PCT/JP2024/005479 JP2024005479W WO2024181168A1 WO 2024181168 A1 WO2024181168 A1 WO 2024181168A1 JP 2024005479 W JP2024005479 W JP 2024005479W WO 2024181168 A1 WO2024181168 A1 WO 2024181168A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive
- film
- thermally conductive
- nitride ceramic
- ceramic filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J163/00—Adhesives based on epoxy resins; Adhesives based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09C—TREATMENT OF INORGANIC MATERIALS, OTHER THAN FIBROUS FILLERS, TO ENHANCE THEIR PIGMENTING OR FILLING PROPERTIES ; PREPARATION OF CARBON BLACK ; PREPARATION OF INORGANIC MATERIALS WHICH ARE NO SINGLE CHEMICAL COMPOUNDS AND WHICH ARE MAINLY USED AS PIGMENTS OR FILLERS
- C09C3/00—Treatment in general of inorganic materials, other than fibrous fillers, to enhance their pigmenting or filling properties
- C09C3/04—Physical treatment, e.g. grinding or treatment with ultrasonic vibrations
- C09C3/041—Grinding
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/04—Non-macromolecular additives inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/06—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers involving heating of the applied adhesive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/10—Adhesives in the form of films or foils without carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J9/00—Adhesives characterised by their physical nature or the effects produced, e.g. glue sticks
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K5/00—Heat-transfer, heat-exchange or heat-storage materials, e.g. refrigerants; Materials for the production of heat or cold by chemical reactions other than by combustion
- C09K5/08—Materials not undergoing a change of physical state when used
- C09K5/14—Solid materials, e.g. powdery or granular
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/013—Manufacture or treatment of die-attach connectors
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/32—Thermal properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/001—Conductive additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/003—Additives being defined by their diameter
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/28—Nitrogen-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/304—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being heat-activatable, i.e. not tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/408—Additional features of adhesives in the form of films or foils characterized by the presence of essential components additives as essential feature of the adhesive layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/416—Additional features of adhesives in the form of films or foils characterized by the presence of essential components use of irradiation
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2463/00—Presence of epoxy resin
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P54/00—Cutting or separating of wafers, substrates or parts of devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7402—Wafer tapes, e.g. grinding or dicing support tapes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7416—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support used during dicing or grinding
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7438—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support with parts of the auxiliary support remaining in the finished device
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/073—Connecting or disconnecting of die-attach connectors
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/073—Connecting or disconnecting of die-attach connectors
- H10W72/07331—Connecting techniques
- H10W72/07332—Compression bonding, e.g. thermocompression bonding
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
- H10W72/321—Structures or relative sizes of die-attach connectors
- H10W72/325—Die-attach connectors having a filler embedded in a matrix
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
- H10W72/351—Materials of die-attach connectors
- H10W72/353—Materials of die-attach connectors not comprising solid metals or solid metalloids, e.g. ceramics
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
- H10W72/351—Materials of die-attach connectors
- H10W72/353—Materials of die-attach connectors not comprising solid metals or solid metalloids, e.g. ceramics
- H10W72/354—Materials of die-attach connectors not comprising solid metals or solid metalloids, e.g. ceramics comprising polymers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/731—Package configurations characterised by the relative positions of pads or connectors relative to package parts of die-attach connectors
- H10W90/732—Package configurations characterised by the relative positions of pads or connectors relative to package parts of die-attach connectors between stacked chips
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/731—Package configurations characterised by the relative positions of pads or connectors relative to package parts of die-attach connectors
- H10W90/734—Package configurations characterised by the relative positions of pads or connectors relative to package parts of die-attach connectors between a chip and a stacked insulating package substrate, interposer or RDL
Definitions
- the present invention relates to a thermally conductive adhesive composition and its manufacturing method, a thermally conductive film-like adhesive, and a semiconductor package using the thermally conductive film-like adhesive and its manufacturing method.
- a film-like adhesive (die attach film) is used to bond the wiring board and semiconductor chip, and also to bond semiconductor chips together (so-called die attach).
- die attach film As chips are stacked in multiple layers, there is a demand for thinner die attach films. Also, in recent years, wafer wiring rules have become finer, making it easier for heat to be generated on the surface of semiconductor elements. For this reason, in order to make it easier for heat to escape outside the package, these die attach films are blended with thermally conductive fillers (inorganic filling materials) to achieve high thermal conductivity.
- the thin thermally conductive die attach film is designed as a film-like adhesive that is highly filled with thermally conductive fillers with small particle diameters.
- the particle diameter of the filler is small, the specific surface area becomes large, and the interaction between the fillers becomes strong, and when the filler is mixed with the resin in manufacturing the die attach film, the filler is likely to aggregate. As a result, aggregates tend to be scattered on the surface of the obtained thin thermally conductive die attach film.
- the thermally conductive filler with small particle diameters tends to reduce the fluidity of the die attach film and increase the melt viscosity of the die attach film.
- thermally conductive die attach film highly filled with small particle diameter thermally conductive fillers is attached to the back surface of a semiconductor chip or a wiring board, it is likely to cause problems such as reduced adhesive strength and reduced heat dissipation, as it may involve voids or not be able to fully fill the uneven parts of the wiring board.
- Patent Document 1 describes an adhesive composition that contains specific amounts of epoxy resin (A), epoxy resin curing agent (B), polymer component (C), and inorganic filler (D), in which the average particle size (d50) of this inorganic filler (D) is 0.1 to 3.5 ⁇ m, and the ratio of the particle size (d90) at a cumulative distribution frequency of 90% to the average particle size (d50) is 5.0 or less.
- Patent Document 1 by preparing a film-like adhesive using this adhesive composition, it is possible to suppress the occurrence of voids after the die attachment process even in the form of a thin film, and to obtain a film-like adhesive that has excellent adhesive strength with the adherend and excellent thermal conductivity.
- Patent Document 2 describes a heat dissipating film-like adhesive that contains two or more types of thermally conductive fillers with different Mohs hardness and that causes blade wear during a dicing process of 50 ⁇ m/m or less.
- nitride ceramics ceramics containing the element nitrogen
- aluminum nitride which has high thermal conductivity
- nitride ceramics ceramics containing the element nitrogen
- Various commercial products are available as fine nitride ceramic filler materials, but to further improve the performance of the resulting film-type adhesives, technology is needed to effectively suppress the aggregation of the above-mentioned fillers and the increase in the melt viscosity of the film-type adhesives.
- the present invention has been made in consideration of the problems associated with the above-mentioned conventional technology, and has an objective of providing a thermally conductive film-like adhesive that uses a nitride ceramic filler material (nitride ceramic filler), which has a smaller particle size for the nitride ceramic filler while suppressing aggregation between fillers in the film-like adhesive and suppressing an increase in the melt viscosity of the film-like adhesive, as well as a thermally conductive adhesive composition and a method for producing the same that are suitable for forming this thermally conductive film-like adhesive.
- Another object of the present invention is to provide a semiconductor package using the thermally conductive film-like adhesive having the above-mentioned excellent properties, and a method for manufacturing the same.
- the inventors of the present invention have conducted extensive research to solve the above problems, and as a result have discovered that when a nitride ceramic filler is pulverized and crushed to produce smaller particle size fillers, the circularity of the filler increases, the interaction between the filler particles weakens, and aggregation is suppressed, and an increase in the melt viscosity of the resulting film-like adhesive is effectively suppressed, which is the opposite of the general phenomenon previously known (the specific surface area increases with decreasing particle size, and the interaction between the filler particles strengthens).
- the present invention was completed based on these findings and through further research. That is, the above-mentioned object of the present invention is achieved by the following means.
- a thermally conductive adhesive composition comprising an epoxy resin (A), an epoxy resin curing agent (B), a polymer component (C) and a nitride ceramic filler (D),
- the nitride ceramic filler (D) satisfies the following conditions (1) to (3),
- the average particle size as determined by image analysis is 0.1 to 2.5 ⁇ m.
- the image analysis circularity is 0.7 or more.
- the maximum particle size determined by image analysis is 10.0 ⁇ m or less.
- [6] A method for producing a thermally conductive adhesive composition according to any one of [1] to [5], comprising subjecting a nitride ceramic filler to a pulverization/crushing treatment to obtain the nitride ceramic filler (D) that satisfies the above conditions (1) to (3), and using this nitride ceramic filler (D) to obtain the thermally conductive adhesive composition.
- [7] A thermally conductive film-like adhesive obtained from the thermally conductive adhesive composition according to any one of [1] to [5].
- [8] The thermally conductive film-like adhesive according to [7], having a thickness of 1 to 10 ⁇ m.
- a dicing/die-attach film obtained by laminating a dicing film and the thermally conductive film-like adhesive according to [7] or [8].
- a method for manufacturing a semiconductor package comprising: [12] The method for manufacturing a semiconductor package described in [11], wherein the first step is a step of thermocompression bonding the dicing die attach film described in [9] to the back surface of the semiconductor wafer.
- the numerical range expressed using “to” means a range including the numerical values before and after “to” as the lower and upper limits.
- (meth)acrylic refers to either or both of acrylic and methacrylic. The same applies to (meth)acrylate.
- the thermally conductive adhesive composition of the present invention can suppress the aggregation of the fillers in the resulting film-like adhesive while making the nitride ceramic filler have a smaller particle size, and can also suppress an increase in the melt viscosity of the film-like adhesive.
- the method for producing the thermally conductive adhesive composition of the present invention is suitable as a method for preparing the thermally conductive adhesive composition of the present invention. Furthermore, even when the thermally conductive film-like adhesive of the present invention contains a nitride ceramic filler with a smaller particle size, it is possible to suppress the aggregation of the fillers and also to suppress an increase in the melt viscosity of the adhesive.
- a semiconductor chip is bonded via the thermally conductive film-like adhesive having the above-mentioned excellent properties, voids on the bonding surface are suppressed, and the semiconductor package has excellent heat dissipation properties.
- the method for manufacturing the semiconductor package of the present invention is suitable as the method for manufacturing the semiconductor package of the present invention.
- FIG. 1 is a schematic vertical sectional view showing a preferred embodiment of a first step of a method for manufacturing a semiconductor package according to the present invention.
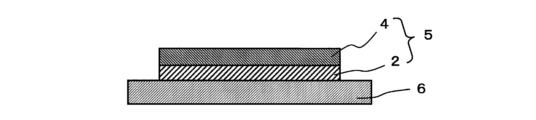
- FIG. 2 is a schematic vertical sectional view showing a preferred embodiment of the second step of the method for producing a semiconductor package of the present invention.
- FIG. 3 is a schematic vertical sectional view showing a preferred embodiment of the third step of the method for producing a semiconductor package of the present invention.
- FIG. 4 is a schematic vertical cross-sectional view showing a preferred embodiment of a step of connecting bonding wires in the method for producing a semiconductor package of the present invention.
- FIG. 5 is a schematic vertical cross-sectional view showing a multi-layer stacking embodiment of the semiconductor package manufacturing method of the present invention.
- FIG. 6 is a schematic vertical cross-sectional view showing another embodiment of a multi-layer stacking method for manufacturing a semiconductor package according to the present invention.
- FIG. 7 is a schematic vertical cross-sectional view showing a preferred embodiment of a semiconductor package manufactured by the semiconductor package manufacturing method of the present invention.
- the thermally conductive adhesive composition of the present invention (hereinafter also referred to as the adhesive composition of the present invention) is a composition suitable for forming the thermally conductive film-like adhesive of the present invention (hereinafter also referred to as the film-like adhesive of the present invention).
- the adhesive composition of the present invention contains an epoxy resin (A), an epoxy resin curing agent (B), a polymer component (C) and a nitride ceramic filler (D),
- the nitride ceramic filler (D) satisfies the following conditions (1) to (3),
- the proportion of the nitride ceramic filler (D) in the total content of the epoxy resin (A), the epoxy resin curing agent (B), the polymer component (C) and the nitride ceramic filler (D) is 25 to 65 volume %.
- the average particle size as determined by image analysis is 0.1 to 2.5 ⁇ m.
- the image analysis circularity is 0.7 or more.
- the maximum particle size determined by image analysis is 10.0 ⁇ m or less.
- the epoxy resin (A) may be referred to as component (A), the epoxy resin hardener (B) as component (B), the polymer component (C) as component (C), and the nitride ceramic filler (D) as component (D).
- the image analysis average particle size means the average value of the projected area circle equivalent diameters of each particle in the observation field obtained by image analysis
- the image analysis maximum particle size means the maximum particle size among the projected area circle equivalent diameters of each particle in the observation field obtained by image analysis.
- Image processing software OpenCV (Open Source Computer Vision Library) Measured particle size: 0.1-10000 ⁇ m Unevenness: 0.9 or more Binarization: Automatic When observed under the above conditions, approximately 1500 particles of nitride ceramic filler are observed in the observation field. Particles that overlap the outline of the observation field (particles whose entirety cannot be observed) are excluded from the data. Particles that are clearly overlapping in the observation field and whose entirety cannot be observed are also excluded from the data. Ultimately, the number of particles from which data is obtained is approximately 1300.
- the image analysis circularity means the average value of the circularity of each particle in the observation field obtained by the image analysis.
- the shape of the nitride ceramic filler is controlled so that the image analysis average particle size is 0.1 to 2.5 ⁇ m, the image analysis circularity is 0.7 or more, and the image analysis maximum particle size is 10.0 ⁇ m or less, as specified in (1) to (3) above.
- the shapes of (1) to (3) above are different from those of commercially available nitride ceramic fillers, and are realized, for example, by crushing and disintegrating commercially available nitride ceramic fillers.
- the proportion of the nitride ceramic filler (D) in the total content of the epoxy resin (A), the epoxy resin hardener (B), the polymer component (C), and the nitride ceramic filler (D) is controlled to 25 to 65 volume %.
- the reason for this is presumably due to the hardness of the nitride ceramic filler.
- One of the reasons is thought to be that when the nitride ceramic filler is subjected to a crushing and disintegration process, the fillers collide with each other, which reduces the corners and increases the circularity, and even when the particle size is reduced, the specific surface area does not increase, but rather tends to decrease.
- the film-like adhesive obtained from the adhesive composition of the present invention can suppress the generation of aggregates and the increase in melt viscosity even though the nitride ceramic filler has a smaller particle size, and as a result, even in a thin film-like adhesive, the generation of voids in the die attachment process can be sufficiently suppressed.
- the adhesive composition of the present invention is preferably stored refrigerated at 10°C or below, taking into consideration the reactivity of the epoxy resin (A) and the epoxy resin curing agent (B).
- the film-like adhesive of the present invention described below can also be stored under similar conditions.
- the adhesive composition of the present invention by forming a film-like adhesive using the adhesive composition of the present invention, it is possible to reduce the amount of wear on the processing blade when used as a die attach film in the dicing process.
- the wear rate of the processing blade caused by the die attach film is small in the so-called dicing process in which the die attach film and the semiconductor wafer on which the semiconductor elements are formed are cut together.
- the particle size of the nitride ceramic filler is smaller and has a high circularity, so that wear on the processing blade can be suppressed.
- the method for controlling the image analysis average particle size, image analysis circularity, and image analysis maximum particle size of the nitride ceramic filler so that they satisfy conditions (1) to (3) is not particularly limited.
- they can be controlled by subjecting the nitride ceramic filler to a crushing/disintegration process described below.
- the image analysis average particle size of the nitride ceramic filler is preferably 0.5 to 2.5 ⁇ m, more preferably 0.8 to 2.5 ⁇ m, more preferably 1.0 to 2.0 ⁇ m, even more preferably 1.1 to 2.0 ⁇ m, still more preferably 1.2 to 1.8 ⁇ m, and particularly preferably 1.2 to 1.6 ⁇ m.
- the image analysis average particle size can be 0.5 to 1.8 ⁇ m.
- the image analysis circularity of the nitride ceramic filler is preferably from 0.75 to 1.0, more preferably from 0.80 to 0.99, further preferably from 0.82 to 0.99, and particularly preferably from 0.85 to 0.99.
- the maximum particle size of the nitride ceramic filler as determined by image analysis is preferably 9.0 ⁇ m or less, more preferably 8.8 ⁇ m or less, even more preferably 8.0 ⁇ m or less, and particularly preferably 7.0 ⁇ m or less. There is no particular lower limit, but a practical value is 3.0 ⁇ m or more.
- the proportion of the nitride ceramic filler (D) in the total content of the epoxy resin (A), the epoxy resin curing agent (B), the polymer component (C) and the nitride ceramic filler (D) is 25 to 65 volume %.
- the proportion of the nitride ceramic filler (D) in the total content of the components (A) to (D) is preferably 25 to 60 volume %, more preferably 30 to 55 volume %, even more preferably 35 to 55 volume %, and even more preferably 30 to 50 volume %.
- the content (volume %) of the nitride ceramic filler (D) can be calculated from the mass content and specific gravity of each of the components (A) to (D).
- the specific gravity of each of the components (A) to (C) is set to 1.2, and the specific gravity of the component (D) is calculated using the true specific gravity.
- the components contained in the adhesive composition are described in more detail below.
- the epoxy resin (A) may be used without any particular limitation as long as it is a thermosetting resin having an epoxy group, and may be liquid, solid, or semi-solid.
- the term "liquid” refers to a resin having a softening point of less than 25°C
- the term “solid” refers to a resin having a softening point of 60°C or higher
- the term “semi-solid” refers to a resin having a softening point between the softening point of the liquid and the softening point of the solid (25°C or higher and less than 60°C).
- the epoxy resin (A) used in the present invention preferably has a softening point of 100°C or lower, from the viewpoint of obtaining a film-like adhesive that can reach a low melt viscosity in a suitable temperature range (for example, 60 to 120°C).
- the softening point is a value measured by a softening point test (ring and ball method) method (measurement conditions: in accordance with JIS-2817).
- the epoxy equivalent is preferably 500 g/eq or less, and more preferably 150 to 450 g/eq.
- the epoxy equivalent refers to the number of grams (g/eq) of a resin containing 1 gram equivalent of epoxy groups.
- the weight average molecular weight of the epoxy resin (A) is usually preferably less than 10,000, more preferably not more than 5,000. There is no particular restriction on the lower limit, but a value of 300 or more is practical.
- the weight average molecular weight is a value obtained by gel permeation chromatography (GPC) analysis (the same applies to other resins hereinafter unless otherwise specified).
- the skeleton of the epoxy resin (A) may be phenol novolac type, orthocresol novolac type, cresol novolac type, dicyclopentadiene type, biphenyl type, fluorene bisphenol type, triazine type, naphthol type, naphthalene diol type, triphenylmethane type, tetraphenyl type, bisphenol A type, bisphenol F type, bisphenol AD type, bisphenol S type, trimethylolmethane type, etc.
- the triphenylmethane type, bisphenol A type, cresol novolac type, or orthocresol novolac type is preferred from the viewpoint of obtaining a film-like adhesive with low resin crystallinity and good appearance.
- the content of epoxy resin (A) is preferably 3 to 40 parts by mass, more preferably 5 to 40 parts by mass, more preferably 8 to 35 parts by mass, even more preferably 10 to 30 parts by mass, and particularly preferably 20 to 30 parts by mass, out of 100 parts by mass of the total content of the components constituting the film-like adhesive (specifically, the components other than the solvent, i.e. the solid content) in the adhesive composition of the present invention.
- the content of epoxy resin (A) is preferably 3 to 40 parts by mass, more preferably 5 to 40 parts by mass, more preferably 8 to 35 parts by mass, even more preferably 10 to 30 parts by mass, and particularly preferably 20 to 30 parts by mass, out of 100 parts by mass of the total content of the components constituting the film-like adhesive (specifically, the components other than the solvent, i.e. the solid content) in the adhesive composition of the present invention.
- the generation of oligomer components can be suppressed, and changes in the film state (film tackiness, etc.) due to slight temperature changes can be made less likely.
- epoxy resin curing agent (B) any curing agent such as amines, acid anhydrides, polyhydric phenols, etc.
- a latent curing agent from the viewpoint of obtaining a thermally conductive adhesive composition that has a low melt viscosity of the epoxy resin (A) and the polymer component (C) described below, exhibits curing properties at a high temperature exceeding a certain temperature, has fast curing properties, and further has high storage stability that allows long-term storage at room temperature.
- latent curing agent examples include dicyandiamide compounds, imidazole compounds, curing catalyst composite polyphenol compounds, hydrazide compounds, boron trifluoride-amine complexes, amine imide compounds, polyamine salts, and modified and microcapsulated versions of these.
- an imidazole compound from the viewpoint of adjusting the melt viscosities at 70°C and 120°C of the thermally conductive film-like adhesive to satisfy the above-mentioned preferred ranges. These may be used alone or in combination of two or more.
- the content of the epoxy resin hardener (B) per 100 parts by mass of the epoxy resin (A) is preferably 0.5 to 100 parts by mass, and more preferably 1 to 80 parts by mass.
- the polymer component (C) is an adhesive that, when formed into a film, suppresses the film tackiness (the tendency of the film state to change even with a slight change in temperature) at room temperature (25° C.) and provides a sufficient Any component that imparts adhesiveness and film-forming properties (film-forming properties) may be used.
- Natural rubber butyl rubber, isoprene rubber, chloroprene rubber, ethylene-vinyl acetate copolymer, ethylene-(meth)acrylic acid copolymer, Ethylene-(meth)acrylic acid ester copolymer, polybutadiene resin, polycarbonate resin, thermoplastic polyimide resin, polyamide resin such as 6-nylon and 6,6-nylon, phenoxy resin, (meth)acrylic resin, polyethylene terephthalate and poly
- the polymer component (C) include polyester resins such as butylene terephthalate, polyamideimide resins, fluororesins, and polyurethane resins. These polymer components (C) may be used alone or in combination of two or more.
- the molecular component (C) at least one of a phenoxy resin, a (meth)acrylic resin, and a polyurethane resin is preferable.
- the weight average molecular weight of the polymer component (C) is preferably at least 10,000. There is no particular upper limit, but a value of 5,000,000 or less is practical.
- the weight average molecular weight of the polymer component (C) is a value determined by GPC (gel permeation chromatography) in terms of polystyrene.
- GPC gel permeation chromatography
- the specific weight average molecular weight of the polymer component (C) has the same meaning.
- the glass transition temperature (Tg) of the polymer component (C) is preferably less than 100° C., more preferably less than 90° C.
- the lower limit is preferably 0° C. or higher, more preferably 10° C. or higher.
- the glass transition temperature of the polymer component (C) is a glass transition temperature measured by DSC at a temperature rise rate of 0.1° C./min.
- the specific glass transition temperature of the polymer component (C) has the same meaning.
- resins that may have an epoxy group, such as phenoxy resins are classified as follows: resins having an epoxy equivalent of 500 g/eq or less are classified as epoxy resins (A), and resins not corresponding to this are classified as polymer components (C).
- Phenoxy resin is preferred as the polymer component (C) because it has a similar structure to the epoxy resin (A) and hence has good compatibility. When the phenoxy resin is contained, it can also exhibit excellent adhesive properties.
- the phenoxy resin can be obtained by a conventional method, for example, by reacting a bisphenol or biphenol compound with an epihalohydrin such as epichlorohydrin, or by reacting a liquid epoxy resin with a bisphenol or biphenol compound.
- the weight average molecular weight of the phenoxy resin is preferably 10,000 or more, and more preferably 10,000 to 100,000.
- the amount of epoxy groups remaining in the phenoxy resin in small amounts is preferably 5,000 g/eq or more in terms of epoxy equivalent.
- the glass transition temperature (Tg) of the phenoxy resin is preferably less than 100°C, more preferably less than 90°C.
- the lower limit is preferably 0°C or higher, more preferably 10°C or higher.
- the (meth)acrylic resin may be a poly(meth)acrylic acid ester or a derivative thereof, such as a copolymer containing 2-hydroxyethyl acrylate, 2-hydroxyethyl methacrylate, 2-hydroxypropyl acrylate, 2-hydroxypropyl methacrylate, acrylic acid, methacrylic acid, itaconic acid, glycidyl methacrylate, or glycidyl acrylate as a monomer component.
- copolymers using, as monomers, (meth)acrylic acid esters having a cyclic skeleton, such as (meth)acrylic acid cycloalkyl esters, (meth)acrylic acid benzyl esters, isobornyl (meth)acrylate, dicyclopentanyl (meth)acrylate, dicyclopentenyl (meth)acrylate, dicyclopentenyloxyethyl (meth)acrylate, and imide (meth)acrylate.
- (meth)acrylic acid esters having a cyclic skeleton such as (meth)acrylic acid cycloalkyl esters, (meth)acrylic acid benzyl esters, isobornyl (meth)acrylate, dicyclopentanyl (meth)acrylate, dicyclopentenyl (meth)acrylate, dicyclopentenyloxyethyl (meth)acrylate, and imide (meth)acrylate.
- (meth)acrylic acid alkyl esters in which the alkyl group has 1 to 18 carbon atoms, such as methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate, and butyl (meth)acrylate. It may also be copolymerized with vinyl acetate, (meth)acrylonitrile, styrene, etc.
- the (meth)acrylic resin preferably has a hydroxyl group in terms of compatibility with the epoxy resin.
- the weight average molecular weight of the (meth)acrylic copolymer is preferably 10,000 to 2,000,000, and more preferably 100,000 to 1,500,000. By setting the weight average molecular weight within the above preferred range, tackiness can be reduced and an increase in melt viscosity can also be suppressed.
- the glass transition temperature of the (meth)acrylic copolymer is preferably in the range of ⁇ 35° C. to 50° C., more preferably ⁇ 10° C. to 50° C., even more preferably 0° C. to 40° C., and particularly preferably 0° C. to 30° C. By setting the glass transition temperature within the above preferred range, tackiness can be reduced and the occurrence of voids between a semiconductor wafer and a film-like adhesive, for example, can be suppressed.
- the polyurethane resin is a polymer having a urethane (carbamic acid ester) bond in the main chain.
- the polyurethane resin has a structural unit derived from a polyol and a structural unit derived from a polyisocyanate, and may further have a structural unit derived from a polycarboxylic acid.
- the polyurethane resin may be used alone or in combination of two or more kinds.
- the Tg of the polyurethane resin is usually 100° C. or less, preferably 60° C. or less, more preferably 50° C. or less, and also preferably 45° C. or less.
- weight-average molecular weight of the polyurethane resin there are no particular restrictions on the weight-average molecular weight of the polyurethane resin, but those in the range of 5,000 to 500,000 are usually used.
- Polyurethane resins can be synthesized by standard methods and are also available on the market. Commercially available products that can be used as polyurethane resins include Dynaleo VA-9320M, Dynaleo VA-9310MF, and Dynaleo VA-9303MF (all manufactured by Toyochem Co., Ltd.).
- the content of the polymer component (C) per 100 parts by mass of the epoxy resin (A) is preferably 1 to 40 parts by mass, more preferably 5 to 35 parts by mass, and even more preferably 10 to 30 parts by mass. By setting the content within this range, it is possible to adjust the rigidity and flexibility of the thermally conductive film-like adhesive before curing. The film condition is improved (film tackiness is reduced), and film brittleness can also be suppressed.
- the nitride ceramic filler (D) is a powder of nitride ceramics, and is not particularly limited as long as it is a nitride ceramic filler that satisfies the above-mentioned conditions (1) to (3).
- the nitride ceramic filler (D) contributes to imparting thermal conductivity to the adhesive composition and the film-like adhesive.
- Examples of the nitride ceramic include aluminum nitride, boron nitride, silicon nitride, etc. From the viewpoint of increasing thermal conductivity, aluminum nitride is preferred.
- the nitride ceramic filler (D) is preferably a pulverized/crushed product obtained by subjecting a nitride ceramic filler to a pulverization/crushing treatment described below.
- the thermal conductivity of the nitride ceramic filler (D) is not particularly limited, and is preferably 12 W/m ⁇ K or more, more preferably 30 W/m ⁇ K or more, even more preferably 50 W/m ⁇ K or more, and even more preferably 100 W/m ⁇ K or more.
- the thermal conductivity of the nitride ceramic filler (D) is equal to or higher than the above-mentioned preferred lower limit, the amount of the nitride ceramic filler (D) to be mixed in order to obtain the target thermal conductivity can be reduced, and as a result, the increase in the melt viscosity of the adhesive film can be further suppressed, the ability to embed the film into the uneven portions of the substrate when the film is pressed against the substrate can be further improved, and the occurrence of voids can be further suppressed.
- the thermal conductivity of the nitride ceramic filler (D) means the thermal conductivity at 25° C., and the literature value of each material can be used.
- the value measured according to JIS R 1611 can be used instead.
- the nitride ceramic filler (D) has thermal conductivity anisotropy and exhibits different thermal conductivities in a plurality of directions, the highest thermal conductivity is regarded as the thermal conductivity of the nitride ceramic filler.
- the nitride ceramic filler (D) may be surface-treated or surface-modified.
- the agent or compound (collectively referred to as the surface treatment agent) used for such surface treatment or surface modification include a silane coupling agent, phosphoric acid or a phosphoric acid compound, a surfactant, etc.
- the descriptions of the silane coupling agent, phosphoric acid or a phosphoric acid compound, and a surfactant in the section on thermally conductive fillers in WO 2018/203527 or the section on aluminum nitride fillers in WO 2017/158994 can be applied. Note that when a surface-treated or surface-modified nitride ceramic filler (D) is used in the present invention, the above conditions (1) to (3) are satisfied in the surface-treated or surface-modified state.
- Examples of a method for mixing the nitride ceramic filler (D) with resin components such as the epoxy resin (A), the epoxy resin curing agent (B) and the polymer component (C) include a method in which a powdered nitride ceramic filler and, if necessary, a silane coupling agent, phosphoric acid or a phosphoric acid compound, a surfactant, etc.
- nitride ceramic filler (D) are directly mixed with the resin component (integral blend method), or a method in which a slurry of the nitride ceramic filler (D) obtained by dispersing the nitride ceramic filler (D) treated with a surface treatment agent such as a silane coupling agent, phosphoric acid or a phosphoric acid compound, a surfactant, etc. in an organic solvent is mixed with the resin component.
- a surface treatment agent such as a silane coupling agent, phosphoric acid or a phosphoric acid compound, a surfactant, etc.
- nitride ceramic filler (D) is not particularly limited, and examples thereof include a wet method in which the nitride ceramic filler (D) is mixed with a silane coupling agent, phosphoric acid or a phosphoric acid compound, a surfactant, etc. in a solvent, a dry method in which the nitride ceramic filler (D) is treated with a silane coupling agent, phosphoric acid or a phosphoric acid compound, a surfactant, etc. in a gas phase, and the integral blend method described above.
- aluminum nitride particles contribute to high thermal conductivity, they are prone to generating ammonium ions through hydrolysis, so it is preferable to use them in combination with phenolic resins, which have a low moisture absorption rate, or to suppress hydrolysis through surface modification.
- a particularly preferable method for modifying the surface of aluminum nitride particles is to provide an aluminum oxide layer on the surface layer to improve water resistance, and to perform surface treatment with phosphoric acid or a phosphoric acid compound to improve affinity with resin. It is also preferable to use an ion trapping agent in combination.
- the silane coupling agent is a compound in which at least one hydrolyzable group such as an alkoxy group or an aryloxy group is bonded to a silicon atom, and in addition, an alkyl group, an alkenyl group, or an aryl group may be bonded.
- the alkyl group is preferably one substituted with an amino group, an alkoxy group, an epoxy group, or a (meth)acryloyloxy group, and more preferably one substituted with an amino group (preferably a phenylamino group), an alkoxy group (preferably a glycidyloxy group), or a (meth)acryloyloxy group.
- silane coupling agent examples include 2-(3,4-epoxycyclohexyl)ethyltrimethoxysilane, 3-glycidyloxypropyltrimethoxysilane, 3-glycidyloxypropyltriethoxysilane, 3-glycidyloxypropylmethyldimethoxysilane, 3-glycidyloxypropylmethyldiethoxysilane, dimethyldimethoxysilane, dimethyldiethoxysilane, methyltrimethoxysilane, methyltriethoxysilane, phenyltrimethoxysilane, phenyltriethoxysilane, N-phenyl-3-aminopropyltrimethoxysilane, 3-methacryloyloxypropylmethyldimethoxysilane, 3-methacryloyloxypropyltrimethoxysilane, 3-methacryloyloxypropylmethyldiethoxysilane, and 3-meth
- the surface treatment agent such as a silane coupling agent, phosphoric acid or a phosphoric acid compound, or a surfactant, is preferably contained in an amount of 0.1 to 2.0 parts by mass per 100 parts by mass of the nitride ceramic filler (D).
- a silane coupling agent phosphoric acid or a phosphoric acid compound, or a surfactant
- the surface treatment agent is preferably contained in an amount of 0.1 to 2.0 parts by mass per 100 parts by mass of the nitride ceramic filler (D).
- the adhesive composition of the present invention may also contain an inorganic filler other than the nitride ceramic filler.
- inorganic fillers include inorganic fillers that are commonly used in adhesive compositions.
- the nitride ceramic filler is preferably 70 mass % or more of the total amount of the filler, more preferably 80 mass % or more, and even more preferably 90 mass % or more.
- the total amount of the filler may be the nitride ceramic filler (D).
- the adhesive composition of the present invention may further contain additives such as organic solvents (methyl ethyl ketone (MEK) and the like), ion trapping agents (ion trapping agents), curing catalysts, viscosity modifiers, antioxidants, flame retardants, colorants, butadiene rubbers, silicone rubbers and the like, within the scope of the invention.
- additives such as organic solvents (methyl ethyl ketone (MEK) and the like), ion trapping agents (ion trapping agents), curing catalysts, viscosity modifiers, antioxidants, flame retardants, colorants, butadiene rubbers, silicone rubbers and the like, within the scope of the invention.
- MEK methyl ethyl ketone
- the total content of the epoxy resin (A), epoxy resin curing agent (B), polymer component (C) and nitride ceramic filler (D) in the adhesive composition of the present invention is not particularly limited as long as the film-like adhesive of the present invention can be obtained, but it can be, for example, 60 to 95 mass %, and preferably 70 to 90 mass %.
- the adhesive composition of the present invention can be suitably used to obtain a film-like adhesive of the present invention.
- the adhesive composition is not limited to a film-like adhesive, and can also be suitably used, for example, in a liquid adhesive.
- the adhesive composition of the present invention can be obtained by mixing the above components at a temperature at which the epoxy resin (A) does not actually cure.
- the order of mixing is not particularly limited.
- resin components such as the epoxy resin (A) and the polymer component (C) may be mixed together with a solvent as necessary, and then the nitride ceramic filler (D), the epoxy resin curing agent (B) and the silane coupling agent may be mixed.
- mixing in the presence of the epoxy resin curing agent (B) may be performed at a temperature at which the epoxy resin (A) does not actually cure, and mixing of the resin components in the absence of the epoxy resin curing agent (B) may be performed at a higher temperature.
- the method for producing an adhesive composition of the present invention preferably includes a pulverization/crushing treatment step of the nitride ceramic filler.
- the pulverization/crushing treatment step may be a step including at least one of a pulverization treatment or a crushing treatment of the nitride ceramic filler.
- the conditions of the pulverization/crushing treatment may be appropriately set so that the obtained nitride ceramic filler satisfies the above conditions (1) to (3).
- the pulverization/disintegration treatment can be carried out using a pulverization/disintegration machine such as a jet mill, a bead mill, a hammer mill, or a roller mill.
- a pulverization/disintegration machine such as a jet mill, a bead mill, a hammer mill, or a roller mill.
- the conditions for the pulverization and crushing treatment are appropriately set according to the nitride ceramic filler and the treatment machine used. For example, when the treatment is performed using a jet mill, conditions (1) to (3) can be achieved with high efficiency when the treatment amount is 7 to 9 kg/hr and the nozzle pressure is 0.6 to 0.8 MPa.
- conditions (1) to (3) can be achieved with high efficiency when the bead material is zirconia-based, the bead particle size is 1.5 mm in diameter, the bead packing rate is 70%, the feed amount is 0.8 to 1.0 L/hr, the auxiliary is ethanol, and the mill peripheral speed is 4.0 m/s.
- the melt viscosity at 70° C. is preferably in the range of 15,000 to 50,000 Pa ⁇ s.
- This melt viscosity at 70° C. is more preferably in the range of 15,000 to 45,000 Pa ⁇ s, even more preferably in the range of 15,000 to 40,000 Pa ⁇ s, and particularly preferably in the range of 16,000 to 36,000 Pa ⁇ s.
- the melt viscosity at 120° C. is preferably in the range of 500 to 10,000 Pa ⁇ s.
- melt viscosity is more preferably in the range of 800 to 9,000 Pa ⁇ s, even more preferably in the range of 1,000 to 8,000 Pa ⁇ s, even more preferably in the range of 1,500 to 6,000 Pa ⁇ s, even more preferably in the range of 1,500 to 4,000 Pa ⁇ s, and particularly preferably in the range of 1,500 to 3,000 Pa ⁇ s.
- the above melt viscosity is obtained by measuring the change in viscous resistance of the thermally conductive film-like adhesive before heat curing at a temperature range of 25 to 200° C. at a temperature rise rate of 5° C./min from 25° C. using a rheometer (product name: RS6000, manufactured by Haake Corporation), and calculating the melt viscosities at 70° C. and 120° C. from the obtained temperature-viscosity resistance curve.
- the measurement method described in the Examples can be referred to.
- the thermally conductive film-like adhesive before heat curing in the measurement of melt viscosity means a thermally conductive film-like adhesive that has not been exposed to temperature conditions of 25° C. or higher for one month or more.
- the melt viscosity can be adjusted to the above range by the content of the nitride ceramic filler (D), the type of the nitride ceramic filler (D), and the types and contents of coexisting compounds or resins such as the epoxy resin (A), the epoxy resin curing agent (B) and the polymer component (C).
- the film-like adhesive of the present invention preferably has a thermal conductivity of 1.0 W/m ⁇ K or more after thermal curing.
- the thermal conductivity is more preferably 1.5 W/m ⁇ K or more. If the thermal conductivity is less than the above-mentioned preferable lower limit, the generated heat tends to be difficult to escape to the outside of the package. Since the film-like adhesive of the present invention exhibits such excellent thermal conductivity after thermal curing, a semiconductor package with improved heat dissipation efficiency to the outside of the semiconductor package can be obtained by adhering the film-like adhesive of the present invention to an adherend such as a semiconductor wafer or a wiring board and thermally curing it.
- the upper limit of thermal conductivity is not particularly limited, but in reality it is no more than 7.0 W/m K, more preferably no more than 6.5 W/m K, and also preferably no more than 5.0 W/m K. Therefore, the thermal conductivity of the film-like adhesive of the present invention after thermal curing is preferably 1.0 to 7.0 W/m K, more preferably 1.5 to 6.5 W/m K, and even more preferably 1.5 to 5.0 W/m K.
- "after heat curing" in the measurement of thermal conductivity means a state in which the curing of the thermosetting resin is completed, specifically, a state in which no reaction heat peak is observed when a DSC (differential scanning calorimeter) measurement is performed at a temperature rise rate of 10°C/min.
- the thermal conductivity of the film-like adhesive after heat curing refers to the value obtained by measuring the thermal conductivity by the heat flow meter method (in accordance with JIS-A1412) using a thermal conductivity measuring device (product name: HC-110, manufactured by Eiko Seiki Co., Ltd.) Specifically, the measurement method described in the examples can be referred to.
- the content of the nitride ceramic filler (D) and further the type of the nitride ceramic filler (D) can be adjusted by the types and contents of coexisting compounds or resins such as the epoxy resin (A), the epoxy resin hardener (B) and the polymer component (C).
- the film-like adhesive of the present invention also has insulating properties as a characteristic.
- the thermally conductive film-like adhesive of the present invention is a film-like adhesive obtained from the adhesive composition of the present invention, and contains the above-mentioned epoxy resin (A), epoxy resin curing agent (B), polymer component (C) and nitride ceramic filler (D).
- the adhesive composition of the present invention may contain additives other than the organic solvent among the additives described as other additives.
- thermally conductive film-like adhesive of the present invention is specified as follows.
- a thermally conductive film-like adhesive comprising an epoxy resin (A), an epoxy resin curing agent (B), a polymer component (C) and a nitride ceramic filler (D),
- the nitride ceramic filler (D) satisfies the following conditions (1) to (3),
- a thermally conductive film-like adhesive, in which the proportion of a nitride ceramic filler (D) in the total content of each of an epoxy resin (A), an epoxy resin curing agent (B), a polymer component (C) and a nitride ceramic filler (D) is 25 to 65 volume %.
- the average particle size as determined by image analysis is 0.1 to 2.5 ⁇ m.
- the image analysis circularity is 0.7 or more.
- the maximum particle size determined by image analysis is 10.0 ⁇ m or less.
- the film-like adhesive of the present invention When the film-like adhesive of the present invention is formed using an adhesive composition containing an organic solvent, the solvent is usually removed from the adhesive composition by drying. Therefore, the content of the solvent in the film-like adhesive of the present invention is 1000 ppm or less (ppm is by mass), and usually 0.1 to 1000 ppm.
- the term "film” refers to a thin film having a thickness of 200 ⁇ m or less. The shape, size, etc. other than the thickness are not particularly limited and can be appropriately adjusted according to the mode of use.
- the film-like adhesive of the present invention is in a pre-cured state, i.e., in a B-stage state.
- the film-like adhesive of the present invention can be suitably used as a die attach film in the semiconductor manufacturing process.
- the thickness of the film-like adhesive of the present invention is not particularly limited, but is preferably 1 to 200 ⁇ m. From the viewpoint of being able to be more fully embedded in the unevenness of the wiring board and the semiconductor chip surface, 1 to 100 ⁇ m is more preferable, 1 to 50 ⁇ m is even more preferable, 1 to 40 ⁇ m is more preferable, it is also preferable to set it to 1 to 30 ⁇ m, it is also preferable to set it to 1 to 20 ⁇ m, and it is also preferable to set it to 1 to 10 ⁇ m.
- the thickness is also preferably 2 ⁇ m or more, and it is also preferable to set it to 3 ⁇ m or more (i.e., in each preferred range of the thickness, the lower limit may be 2 ⁇ m, and it is also preferable to set it to 3 ⁇ m).
- the thickness of the film-like adhesive is a value measured by a contact linear gauge method (desktop contact type thickness measuring device).
- the film-like adhesive of the present invention can be formed by preparing the adhesive composition (varnish) of the present invention, applying this composition onto a release-treated substrate film, and drying as necessary.
- the adhesive composition usually contains an organic solvent.
- the release-treated base film may be any film that functions as a cover film for the resulting film-like adhesive, and any known film may be appropriately used.
- release-treated polypropylene (PP), release-treated polyethylene (PE), and release-treated polyethylene terephthalate (PET) may be mentioned.
- As the coating method a known method can be appropriately adopted, and examples thereof include methods using a roll knife coater, a gravure coater, a die coater, a reverse coater, and the like.
- the drying may be performed by removing the organic solvent from the adhesive composition to form a film-like adhesive without curing the epoxy resin (A), and may be performed, for example, by maintaining the composition at a temperature of 80 to 150° C. for 1 to 20 minutes.
- the film-like adhesive of the present invention may be composed of the film-like adhesive of the present invention alone, or may be in a form in which the above-mentioned release-treated base film is bonded to at least one surface of the film-like adhesive. Furthermore, it may be in the form of a dicing die-attach film integrated with a dicing film.
- the film-like adhesive of the present invention may also be in the form of a film cut to an appropriate size, or in the form of a film wound into a roll.
- FIGS 1 to 7 are schematic vertical cross-sectional views showing each step of the semiconductor package manufacturing method of the present invention.
- the film-like adhesive (die attach film) of the present invention is thermocompressed to the back surface (i.e., the surface of the semiconductor wafer 1 on which at least one semiconductor circuit is formed) of a semiconductor wafer 1 having at least one semiconductor circuit formed on the surface to provide an adhesive layer 2 (film-like adhesive 2) (lamination step), and then a dicing film 3 is provided via the adhesive layer 2 (film-like adhesive 2).
- the film-like adhesive 2 is shown smaller than the dicing film 3, but the size (area) of both films is appropriately set depending on the purpose.
- thermocompression bonding is performed at a temperature at which the epoxy resin (A) is not actually thermally cured.
- a temperature at which the epoxy resin (A) is not actually thermally cured For example, conditions of 70° C. and a pressure of 0.3 MPa can be mentioned.
- the semiconductor wafer 1 any semiconductor wafer having at least one semiconductor circuit formed on its surface can be used as appropriate, and examples thereof include a silicon wafer, a SiC wafer, and a GaS wafer.
- the device used when providing the film-like adhesive 2 of the present invention on the back surface of the semiconductor wafer 1 and for example, known devices such as a roll laminator or a manual laminator can be used appropriately.
- the die attachment film and the dicing film are attached separately, but when the film-like adhesive of the present invention is in the form of a dicing die attachment film, the film-like adhesive and the dicing film can be attached together.
- the semiconductor wafer 1 and the adhesive layer 2 are diced simultaneously to obtain a semiconductor chip 5 with an adhesive layer on a dicing film 3, the semiconductor chip 4 being formed by dividing the semiconductor wafer 1 and an adhesive piece 2 being formed by dividing the film-like adhesive 2.
- the dicing film 3 any known dicing film may be used as appropriate.
- the device used for dicing any known dicing device may be used as appropriate.
- the semiconductor chip with the adhesive layer is peeled off from the dicing film.
- the dicing film may be cured with energy rays to reduce adhesive strength, if necessary.
- the peeling can be performed by picking up the semiconductor chip 5 with the adhesive layer.
- the semiconductor chip 5 with the adhesive layer and the wiring board 6 are thermocompression bonded via the adhesive piece 2, and the semiconductor chip 5 with the adhesive layer is mounted on the wiring board 6 (die attach step).
- the wiring board 6 a board having a semiconductor circuit formed on its surface can be appropriately used, and examples thereof include a printed circuit board (PCB), various lead frames, and a board having electronic components such as a resistor element or a capacitor mounted on its surface.
- the method for mounting the semiconductor chip 5 with an adhesive layer on such a wiring board 6 is not particularly limited, and any conventional method capable of using the adhesive piece 2 to bond the semiconductor chip 5 with an adhesive layer to the wiring board 6 or an electronic component mounted on the surface of the wiring board 6 can be appropriately adopted.
- Examples of such mounting methods include conventionally known heating and pressurizing methods, such as a method using a mounting technique that uses a flip chip bonder with a heating function from above, a method using a die bonder with a heating function only from below, and a method using a laminator.
- the adhesive piece 2 can be made to conform to the unevenness on the wiring board 6 caused by electronic components, making it possible to fix the semiconductor chip 4 and wiring board 6 in close contact with each other.
- the heat curing temperature is not particularly limited as long as it is equal to or higher than the heat curing initiation temperature of the film-like adhesive of the present invention, and can be appropriately set depending on the types of epoxy resin (A), polymer component (C), and epoxy resin curing agent (B) used. For example, 100 to 180°C is preferable, and from the viewpoint of curing in a shorter time, 140 to 180°C is more preferable. If the temperature is lower than the heat curing initiation temperature, the heat curing does not proceed sufficiently, and the strength of the adhesive layer 2 tends to decrease, while if the temperature exceeds the upper limit, the epoxy resin, curing agent, additives, etc. in the film-like adhesive tend to volatilize and foam during the curing process.
- the time for the curing treatment is preferably, for example, 10 to 120 minutes.
- the wiring board 6 and the semiconductor chip 5 are connected with an adhesive layer via a bonding wire 7.
- a bonding wire 7 There are no particular limitations on the method for such connection, and conventionally known methods, such as a wire bonding method or a TAB (Tape Automated Bonding) method, can be appropriately adopted.
- multiple semiconductor chips can be stacked by thermocompressing and thermosetting another semiconductor chip 4 on the surface of the mounted semiconductor chip 4, and then connecting it to the wiring board 6 again by wire bonding.
- thermocompressing and thermosetting another semiconductor chip 4 on the surface of the mounted semiconductor chip 4, and then connecting it to the wiring board 6 again by wire bonding.
- a semiconductor package 9 In the method for producing a semiconductor package of the present invention, as shown in Fig. 7, it is preferable to seal the wiring board 6 and the semiconductor chip 5 with an adhesive layer by a sealing resin 8, and thus a semiconductor package 9 can be obtained.
- a sealing resin 8 There is no particular limitation on the sealing resin 8, and any suitable known sealing resin that can be used in the production of semiconductor packages can be used.
- the method for sealing with the sealing resin 8, and any suitable known method can be adopted.
- the semiconductor package of the present invention is produced by the above-mentioned method for producing a semiconductor package, and at least one location between the semiconductor chip and the wiring board, or between the semiconductor chips, is bonded with a thermoset product of the film-like adhesive of the present invention.
- Room temperature means 25°C
- MEK is methyl ethyl ketone
- IPA is isopropanol
- PET is polyethylene terephthalate.
- ⁇ Measurement of specific surface area> 0.8 g of each nitride ceramic filler was thermally dried in an oven at 200° C. for 10 minutes, and the specific surface area was measured by a BET single point method using a specific surface area meter (Macsorb Model HM-1210) with a mixed gas of He:N 2 3:7.
- ⁇ Lamination evaluation> The film-like adhesive with release film obtained in each Example and Comparative Example was first adhered to one side of a dummy silicon wafer (8 inch size, thickness 50 ⁇ m) at a temperature of 70° C. and a pressure of 0.1 MPa or 0.3 MPa using a manual laminator (product name: FM-114, manufactured by Technovision). The presence or absence of voids at the interface between the film-like adhesive and the wafer after adhesion was visually observed from the film-like adhesive side, and lamination properties were evaluated based on the following evaluation criteria.
- a pressure of 0.1 MPa is an adhesion condition that is more likely to cause voids than a pressure of 0.3 MPa.
- - Evaluation criteria - AA No voids were observed under a pressure of 0.1 MPa.
- the release film was peeled off from the film-like adhesive, and then a dicing film (product name: K-13, manufactured by Furukawa Electric Co., Ltd.) and a dicing frame (product name: DTF2-8-1H001, manufactured by DISCO Corporation) were bonded to the surface of the film-like adhesive opposite the dummy silicon wafer at room temperature and a pressure of 0.3 MPa using the same manual laminator.
- a dicing film product name: K-13, manufactured by Furukawa Electric Co., Ltd.
- a dicing frame product name: DTF2-8-1H001, manufactured by DISCO Corporation
- Dicing was performed to a size of 1.0 mm x 1.0 mm under the following processing conditions using a dicing device (product name: DFD-6340, manufactured by DISCO) equipped with a two-axis dicing blade (Z1: NBC-ZH2030-SE (DD), manufactured by DISCO, Z2: NBC-ZH127F-SE (BB), manufactured by DISCO).
- a dicing device product name: DFD-6340, manufactured by DISCO
- Z1 NBC-ZH2030-SE
- BB NBC-ZH127F-SE
- Abrasion amount is less than 10 ⁇ m.
- the release film was peeled off from the film-like adhesive, and then a dicing film (product name: K-13, manufactured by Furukawa Electric Co., Ltd.) and a dicing frame (product name: DTF2-8-1H001, manufactured by DISCO Corporation) were adhered to the surface of the film-like adhesive opposite the dummy silicon wafer at room temperature and a pressure of 0.3 MPa using the same manual laminator.
- a dicing film product name: K-13, manufactured by Furukawa Electric Co., Ltd.
- a dicing frame product name: DTF2-8-1H001, manufactured by DISCO Corporation
- dicing was performed from the dummy silicon wafer side to a size of 10 mm x 10 mm using a dicing device (product name: DFD-6340, manufactured by DISCO) equipped with a two-axis dicing blade (Z1: NBC-ZH2050 (27HEDD), manufactured by DISCO; Z2: NBC-ZH127F-SE (BC), manufactured by DISCO), to obtain a dummy chip.
- a dicing device product name: DFD-6340, manufactured by DISCO
- Z1 NBC-ZH2050 (27HEDD), manufactured by DISCO
- Z2 NBC-ZH127F-SE (BC), manufactured by DISCO
- the dummy chip with the film-like adhesive was picked up from the dicing film using a die bonder (product name: DB-800, manufactured by Hitachi High-Technologies Corporation), and the film-like adhesive side of the dummy chip with the film-like adhesive was bonded to the mounting surface side of a lead frame substrate (42 Alloy type, manufactured by Toppan Printing Co., Ltd.) by thermocompression bonding under conditions of 120°C, pressure of 0.05 MPa (load 200 gf) or 0.1 MPa (load 400 gf), and time of 1.0 second.
- the mounting surface of the lead frame substrate was a metal surface having slight surface roughness.
- ⁇ Thermal conductivity evaluation> A square piece measuring 50 mm or more on a side was cut out from the film-like adhesive with release film obtained in each Example and Comparative Example, and the square pieces were overlapped with the release film removed to obtain a sample with a thickness of 5 mm.
- This sample was placed on a disk-shaped mold with a diameter of 50 mm and a thickness of 5 mm, and heated at a temperature of 150° C. and a pressure of 2 MPa for 10 minutes using a compression press molding machine, and then removed, and further heated in a dryer at a temperature of 180° C. for 1 hour to thermally cure the film-like adhesive. In this way, a disk-shaped test piece with a diameter of 50 mm and a thickness of 5 mm was obtained.
- the thermal conductivity (W/(m ⁇ K)) of this test piece was measured by the heat flow meter method (in accordance with JIS-A1412) using a thermal conductivity measuring device (product name: HC-110, manufactured by Eiko Seiki Co., Ltd.).
- nitride ceramic filler AlN1: HF-01 (trade name), aluminum nitride, manufactured by Tokuyama Corporation AlN2: A-01-F-WR2 (trade name), aluminum nitride, manufactured by Maruwa Corporation AlN3: TFZ-A02P (trade name), aluminum nitride, manufactured by Toyo Aluminum Co., Ltd.
- AlN4 H grade (trade name), aluminum nitride, manufactured by Tokuyama Corporation BN1: UHP-S1 (trade name), boron nitride filler, manufactured by Showa Denko K.K. (Crushing and crushing process) 10 kg of each of the nitride ceramic fillers was fed into a table feeder (model number: S type, manufactured by Seishin Enterprise Co., Ltd.), and crushed and disintegrated in a jet mill crusher and disintegrator (model number: FS-4 type, manufactured by Seishin Enterprise Co., Ltd.) at a processing rate of 8.0 kg/hr and a nozzle pressure of 0.7 MPa.
- each nitride ceramic filler before the crushing/disintegration process and each nitride ceramic filler after the crushing/disintegration process will be distinguished by adding "a” and "b" to the end of the above reference numerals.
- AlN1a before the crushing/disintegration process
- AlN1b after the crushing/disintegration process
- Example 1 A resin varnish was obtained by heating and stirring 55.5 parts by mass of a cresol novolac type epoxy resin (trade name: EOCN-104S, weight average molecular weight: 5000, softening point: 92°C, solid, epoxy equivalent: 218 g/eq, manufactured by Nippon Kayaku Co., Ltd.), 48.5 parts by mass of a bisphenol A type epoxy resin (trade name: YD-128, weight average molecular weight: 400, softening point: less than 25°C, liquid, epoxy equivalent: 190 g/eq, manufactured by Shin-Nihon Kagaku Epoxy Manufacturing Co., Ltd.), and 120 parts by mass (30 parts by mass as polyurethane resin) of a polyurethane resin solution (trade name: DYNALEO VA-9310MF, weight average molecular weight: 120000, Tg: 39°C, solvent: MEK/IPA mixed solvent, manufactured by Toyochem Co., Ltd.) at a temperature of 110°C for 2 hours in a 1000 m
- this resin varnish was transferred to an 800 ml planetary mixer, and 252 parts by mass of AlN1b (HF-01 after crushing and disintegration treatment) was added as a nitride ceramic filler, 2.0 parts by mass of an epoxy resin curing agent (product name: 2PHZ-PW, imidazole type curing agent, manufactured by Shikoku Kasei Co., Ltd.) and 3.0 parts by mass of a silane coupling agent (product name: S-510, manufactured by JNC Corporation) were added, and the mixture was stirred and mixed at room temperature for 1 hour, and then degassed in vacuum to obtain a mixed varnish (adhesive composition).
- an epoxy resin curing agent product name: 2PHZ-PW, imidazole type curing agent, manufactured by Shikoku Kasei Co., Ltd.
- silane coupling agent product name: S-510, manufactured by JNC Corporation
- the resulting mixed varnish was then applied onto a 38 ⁇ m-thick release-treated PET film (release film) and dried by heating at 130° C. for 10 minutes to form a film-like adhesive having a length of 300 mm, a width of 200 mm, and a thickness of 10 ⁇ m. In this way, a film-like adhesive with a release film was obtained.
- Example 2 An adhesive composition and a film-like adhesive with a release film of Example 2 were obtained in the same manner as in Example 1, except that 120 parts by mass (30 parts by mass as acrylic resin) of an acrylic polymer solution (product name: S-2060, weight average molecular weight: 500,000, Tg: -23°C, solids content 25% (organic solvent: toluene), manufactured by Toa Gosei Co., Ltd.) was used instead of the polyurethane resin solution in Example 1.
- an acrylic polymer solution product name: S-2060, weight average molecular weight: 500,000, Tg: -23°C, solids content 25% (organic solvent: toluene), manufactured by Toa Gosei Co., Ltd.
- Example 3 An adhesive composition and a film-like adhesive with a release film of Example 3 were obtained in the same manner as in Example 1, except that 85 parts by mass (30 parts by mass as phenoxy resin) of a bisphenol A-type phenoxy resin solution (product name: YP-50EK35, weight average molecular weight: 70,000, Tg: 84°C, solids content 35% (organic solvent: MEK), manufactured by Nippon Steel Epoxy Manufacturing Co., Ltd.) was used instead of the polyurethane resin solution in Example 1.
- a bisphenol A-type phenoxy resin solution product name: YP-50EK35, weight average molecular weight: 70,000, Tg: 84°C, solids content 35% (organic solvent: MEK), manufactured by Nippon Steel Epoxy Manufacturing Co., Ltd.
- Example 4 An adhesive composition and a film-like adhesive with a release film of Example 4 were obtained in the same manner as in Example 1, except that 700 parts by mass of AlN1b (HF-01 after pulverization and crushing treatment) was used.
- Example 5 An adhesive composition and a film-like adhesive with a release film of Example 5 were obtained in the same manner as in Example 1, except that 126 parts by mass of AlN1b (HF-01 after pulverization and crushing treatment) was used.
- Example 6 The adhesive composition and film-like adhesive with a release film of Example 6 were obtained in the same manner as in Example 1, except that 252 parts by mass of AlN2b (A-01-F-WR2 after pulverization and crushing treatment) was used instead of AlN1b in Example 1.
- Example 7 The adhesive composition and film-like adhesive with a release film of Example 7 were obtained in the same manner as in Example 1, except that 252 parts by mass of AlN3b (TFZ-A02P after crushing and disintegration treatment) was used instead of AlN1b in Example 1.
- Example 8 The adhesive composition and film-like adhesive with a release film of Example 8 were obtained in the same manner as in Example 1, except that 178 parts by mass of BN1b (UHP-S1 after pulverization and crushing treatment) was used instead of AlN1b in Example 1.
- Comparative Example 1 An adhesive composition and a film-like adhesive with a release film of Comparative Example 1 were obtained in the same manner as in Example 1, except that 252 parts by mass of AlN1a (HF-01 before crushing and disintegration treatment) was used instead of AlN1b.
- Comparative Example 2 An adhesive composition and a film-like adhesive with a release film of Comparative Example 2 were obtained in the same manner as in Example 1, except that 880 parts by mass of AlN1b (HF-01 after pulverization and crushing treatment) was used.
- Comparative Example 3 An adhesive composition and a film-like adhesive with a release film of Comparative Example 3 were obtained in the same manner as in Example 1, except that 95 parts by mass of AlN1b (HF-01 that had been crushed and disintegrated) was used.
- Example 6 the adhesive composition and film-like adhesive with a release film of Comparative Example 4 were obtained in the same manner as in Example 6, except that 252 parts by mass of AlN2a (A-01-F-WR2 before crushing and disintegration treatment) was used instead of AlN2b.
- Comparative Example 5 An adhesive composition and a film-like adhesive with a release film of Comparative Example 5 were obtained in the same manner as in Example 7, except that 252 parts by mass of AlN3a (TFZ-A02P before crushing and disintegration treatment) was used instead of AlN3b.
- Comparative Example 6 An adhesive composition and a film-like adhesive with a release film of Comparative Example 6 were obtained in the same manner as in Example 8, except that 178 parts by mass of BN1a (UHP-S1 before crushing and disintegration treatment) was used instead of BN1b.
- Comparative Example 7 An adhesive composition and a film-like adhesive with a release film of Comparative Example 7 were obtained in the same manner as in Example 1, except that 335 parts by mass of AlN4a (H grade before crushing and disintegration treatment) was used instead of AlN1b.
- the obtained film-like adhesive with a release film was subjected to the measurement of melt viscosity, evaluation of lamination property, evaluation of wear amount, evaluation of die attachment property, and evaluation of thermal conductivity as described above.
- the results obtained are shown in Table 2 below, together with the compositions of the adhesive composition and the film-like adhesive.
- the blanks in the "polymer component” and “nitride ceramic filler” columns mean that the component is not contained.
- the “total solid content” is the total amount (parts by mass) of the epoxy resin, polymer component, nitride ceramic filler, epoxy resin curing agent, and silane coupling agent.
- the “epoxy resin content” refers to the content (parts by mass) of epoxy resin in 100 parts by mass of the total content of the components that make up the film-like adhesive (epoxy resin, polymer component, nitride ceramic filler, epoxy resin curing agent, silane coupling agent).
- Ne ceramic filler loading amount (vol %) is the ratio (vol %) of the nitride ceramic filler to the total content of the epoxy resin, the epoxy resin hardener, the polymer component, and the nitride ceramic filler.
- the adhesive compositions of Comparative Examples 1 and 4 to 7 use a nitride ceramic filler that does not satisfy at least any of the conditions (1) to (3).
- voids were observed when adhering to a wafer under a pressure of 0.3 MPa (lamination process) and to a lead frame substrate under a pressure of 0.1 MPa (die attach process). It is believed that the voids were formed due to the inclusion of coarse particles in the nitride ceramic filler or the generation of aggregates.
- the wear amount of the processing blade was 20 ⁇ m or more.
- Comparative Examples 2 and 3 are adhesive compositions using nitride ceramic fillers that satisfy conditions (1) to (3), but the content does not satisfy 25 to 65 volume %.
- voids were observed during adhesion to a wafer under a pressure of 0.3 MPa (lamination process) and adhesion to a lead frame substrate under a pressure of 0.1 MPa (die attach process). It is believed that voids are more likely to occur due to an increase in melt viscosity.
- the film-like adhesive obtained from the adhesive composition of Comparative Example 3 had a low thermal conductivity of 0.8 W/m ⁇ K and was poor in thermal conductivity. It is believed that this is because the amount of nitride ceramic filler filled was too small.
- the adhesive compositions of Examples 1 to 8 use nitride ceramic fillers that satisfy all of the conditions (1) to (3). None of the 10 ⁇ m thick film-like adhesives obtained from these adhesive compositions were observed to have voids when bonded to a wafer at a pressure of 0.3 MPa (lamination process) or when bonded to a lead frame substrate at a pressure of 0.1 MPa (die attachment process).
- the adhesive composition of the present invention suppresses the generation of voids even in the form of a thin film, both during lamination to a wafer and during die attachment, exhibits excellent thermal conductivity, and further suppresses wear of the processing blade. It can be seen that, in particular, when the melt viscosity at 70° C. is in the range of 16,000 to 36,000 Pa ⁇ s, or when the melt viscosity at 120° C. is in the range of 1,500 to 3,000 Pa ⁇ s, voids can be further suppressed.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Thermal Sciences (AREA)
- Combustion & Propulsion (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Physics & Mathematics (AREA)
- Adhesives Or Adhesive Processes (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020257028395A KR20250158019A (ko) | 2023-02-28 | 2024-02-16 | 열전도성 접착제용 조성물 및 그 제조 방법, 열전도성 필름형 접착제, 그리고 열전도성 필름형 접착제를 사용한 반도체 패키지 및 그 제조 방법 |
| JP2024532565A JP7646089B2 (ja) | 2023-02-28 | 2024-02-16 | 熱伝導性接着剤用組成物及びその製造方法、熱伝導性フィルム状接着剤、並びに、熱伝導性フィルム状接着剤を用いた半導体パッケージ及びその製造方法 |
| CN202480014282.2A CN120752319A (zh) | 2023-02-28 | 2024-02-16 | 导热性粘接剂用组合物及其制造方法、导热性膜状粘接剂、以及使用导热性膜状粘接剂的半导体封装及其制造方法 |
| US19/311,471 US20250376605A1 (en) | 2023-02-28 | 2025-08-27 | Thermally conductive adhesive composition and producing method thereof, thermally conductive film adhesive, and semiconductor package using thermally conductive film adhesive and producing method thereof |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-029805 | 2023-02-28 | ||
| JP2023029805 | 2023-02-28 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US19/311,471 Continuation US20250376605A1 (en) | 2023-02-28 | 2025-08-27 | Thermally conductive adhesive composition and producing method thereof, thermally conductive film adhesive, and semiconductor package using thermally conductive film adhesive and producing method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024181168A1 true WO2024181168A1 (ja) | 2024-09-06 |
Family
ID=92589789
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/005479 Ceased WO2024181168A1 (ja) | 2023-02-28 | 2024-02-16 | 熱伝導性接着剤用組成物及びその製造方法、熱伝導性フィルム状接着剤、並びに、熱伝導性フィルム状接着剤を用いた半導体パッケージ及びその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20250376605A1 (https=) |
| JP (1) | JP7646089B2 (https=) |
| KR (1) | KR20250158019A (https=) |
| CN (1) | CN120752319A (https=) |
| TW (1) | TWI905665B (https=) |
| WO (1) | WO2024181168A1 (https=) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007254527A (ja) * | 2006-03-22 | 2007-10-04 | Toray Ind Inc | 電子機器用接着剤組成物、それを用いた電子機器用接着剤シート |
| JP2012033638A (ja) * | 2010-07-29 | 2012-02-16 | Nitto Denko Corp | フリップチップ型半導体裏面用フィルム及びその用途 |
| JP2012207222A (ja) * | 2011-03-16 | 2012-10-25 | Nippon Steel Chem Co Ltd | 高熱伝導性フィルム状接着剤用組成物、高熱伝導性フィルム状接着剤、並びに、それを用いた半導体パッケージとその製造方法 |
| JP2013185124A (ja) * | 2012-03-09 | 2013-09-19 | Mitsubishi Chemicals Corp | 三次元集積回路用の層間充填材組成物、塗布液及び三次元集積回路の製造方法 |
| WO2014208352A1 (ja) * | 2013-06-25 | 2014-12-31 | 味の素株式会社 | 樹脂組成物 |
| JP2018188540A (ja) * | 2017-05-01 | 2018-11-29 | 古河電気工業株式会社 | 接着フィルム、半導体ウェハ加工用テープ、半導体パッケージおよびその製造方法 |
| JP2019021829A (ja) * | 2017-07-20 | 2019-02-07 | 日立化成株式会社 | 放熱性ダイボンディングフィルム及びダイシングダイボンディングフィルム |
| JP2020105412A (ja) * | 2018-12-28 | 2020-07-09 | 東洋インキScホールディングス株式会社 | 熱伝導性絶縁接着シート、及び該シートの製造方法 |
| JP2022522814A (ja) * | 2019-03-18 | 2022-04-20 | 青島瓷興新材料有限公司 | 高純度・低アルミニウム類球形β窒化ケイ素粉体、その製造方法と用途 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107406742B (zh) * | 2016-03-15 | 2020-12-29 | 古河电气工业株式会社 | 膜状接合剂用组合物、膜状接合剂及制造方法、使用膜状接合剂的半导体封装及制造方法 |
| WO2021033368A1 (ja) | 2019-08-22 | 2021-02-25 | 古河電気工業株式会社 | 接着剤用組成物、フィルム状接着剤及びその製造方法、並びに、フィルム状接着剤を用いた半導体パッケージおよびその製造方法 |
| CN115505357B (zh) * | 2022-09-10 | 2023-09-19 | 江苏鸿佳电子科技有限公司 | 一种电子封装用导热树脂及其制备方法 |
-
2024
- 2024-02-16 JP JP2024532565A patent/JP7646089B2/ja active Active
- 2024-02-16 CN CN202480014282.2A patent/CN120752319A/zh active Pending
- 2024-02-16 KR KR1020257028395A patent/KR20250158019A/ko active Pending
- 2024-02-16 WO PCT/JP2024/005479 patent/WO2024181168A1/ja not_active Ceased
- 2024-02-19 TW TW113105715A patent/TWI905665B/zh active
-
2025
- 2025-08-27 US US19/311,471 patent/US20250376605A1/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007254527A (ja) * | 2006-03-22 | 2007-10-04 | Toray Ind Inc | 電子機器用接着剤組成物、それを用いた電子機器用接着剤シート |
| JP2012033638A (ja) * | 2010-07-29 | 2012-02-16 | Nitto Denko Corp | フリップチップ型半導体裏面用フィルム及びその用途 |
| JP2012207222A (ja) * | 2011-03-16 | 2012-10-25 | Nippon Steel Chem Co Ltd | 高熱伝導性フィルム状接着剤用組成物、高熱伝導性フィルム状接着剤、並びに、それを用いた半導体パッケージとその製造方法 |
| JP2013185124A (ja) * | 2012-03-09 | 2013-09-19 | Mitsubishi Chemicals Corp | 三次元集積回路用の層間充填材組成物、塗布液及び三次元集積回路の製造方法 |
| WO2014208352A1 (ja) * | 2013-06-25 | 2014-12-31 | 味の素株式会社 | 樹脂組成物 |
| JP2018188540A (ja) * | 2017-05-01 | 2018-11-29 | 古河電気工業株式会社 | 接着フィルム、半導体ウェハ加工用テープ、半導体パッケージおよびその製造方法 |
| JP2019021829A (ja) * | 2017-07-20 | 2019-02-07 | 日立化成株式会社 | 放熱性ダイボンディングフィルム及びダイシングダイボンディングフィルム |
| JP2020105412A (ja) * | 2018-12-28 | 2020-07-09 | 東洋インキScホールディングス株式会社 | 熱伝導性絶縁接着シート、及び該シートの製造方法 |
| JP2022522814A (ja) * | 2019-03-18 | 2022-04-20 | 青島瓷興新材料有限公司 | 高純度・低アルミニウム類球形β窒化ケイ素粉体、その製造方法と用途 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202436577A (zh) | 2024-09-16 |
| JPWO2024181168A1 (https=) | 2024-09-06 |
| KR20250158019A (ko) | 2025-11-05 |
| JP7646089B2 (ja) | 2025-03-14 |
| CN120752319A (zh) | 2025-10-03 |
| US20250376605A1 (en) | 2025-12-11 |
| TWI905665B (zh) | 2025-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7178529B1 (ja) | 熱伝導性フィルム状接着剤、半導体パッケージ及びその製造方法 | |
| WO2021033368A1 (ja) | 接着剤用組成物、フィルム状接着剤及びその製造方法、並びに、フィルム状接着剤を用いた半導体パッケージおよびその製造方法 | |
| JP6902641B1 (ja) | ダイシングダイアタッチフィルム、並びに、ダイシングダイアタッチフィルムを用いた半導体パッケージ及びその製造方法 | |
| JP6989721B1 (ja) | ダイシングダイアタッチフィルム及びその製造方法、並びに半導体パッケージ及びその製造方法 | |
| US20240279517A1 (en) | Adhesive composition and film adhesive, and semiconductor package using film adhesive and producing method thereof | |
| TWI843947B (zh) | 接著劑用組成物及膜狀接著劑、以及使用有膜狀接著劑之半導體封裝及其製造方法 | |
| JP7383206B1 (ja) | 熱伝導性フィルム状接着剤用組成物及び熱伝導性フィルム状接着剤、並びに、熱伝導性フィルム状接着剤を用いた半導体パッケージ及びその製造方法 | |
| JP7288563B1 (ja) | 接着剤用組成物及びフィルム状接着剤、並びに、フィルム状接着剤を用いた半導体パッケージ及びその製造方法 | |
| JP7646089B2 (ja) | 熱伝導性接着剤用組成物及びその製造方法、熱伝導性フィルム状接着剤、並びに、熱伝導性フィルム状接着剤を用いた半導体パッケージ及びその製造方法 | |
| US20240150622A1 (en) | Adhesive composition and film adhesive, and semiconductor package using film adhesive and producing method thereof | |
| TWI838720B (zh) | 熱傳導性膜狀接著劑、切晶黏晶膜、半導體封裝及其製造方法 | |
| WO2025205832A1 (ja) | フィルム状接着剤、接着剤用組成物、ダイシング・ダイアタッチフィルム、並びに半導体パッケージ及び半導体パッケージの製造方法 | |
| WO2023127378A1 (ja) | 接着剤用組成物及びフィルム状接着剤、並びに、フィルム状接着剤を用いた半導体パッケージ及びその製造方法 | |
| HK40107977A (zh) | 粘接剂用组合物和膜状粘接剂、以及使用了膜状粘接剂的半导体封装及其制造方法 | |
| WO2023182410A1 (ja) | 半導体用接着フィルム、ダイシングダイボンディングフィルム、及び、半導体装置を製造する方法 | |
| WO2025211117A1 (ja) | 半導体用接着フィルム及びその製造方法、ダイシング・ダイボンディング一体型フィルム、並びに半導体装置の製造方法 | |
| HK40059508A (en) | Dicing die attach film, semiconductor package using dicing die attach film, and method for manufacturing semiconductor package | |
| HK40092024A (zh) | 粘接剂用组合物和膜状粘接剂、以及使用了膜状粘接剂的半导体封装及其制造方法 | |
| HK40099212A (zh) | 粘接剂用组合物和膜状粘接剂、以及使用了膜状粘接剂的半导体封装及其制造方法 | |
| HK40050915A (en) | Adhesive composition, film-like adhesive and production method thereof, and semiconductor package using film-like adhesive and method for manufacturing same | |
| HK40077351A (en) | Composition for adhesive, film-like adhesive, and semiconductor package in which film-like adhesive is used and method for manufacturing same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024532565 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24763651 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202480014282.2 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 1020257028395 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480014282.2 Country of ref document: CN |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 24763651 Country of ref document: EP Kind code of ref document: A1 |