WO2024166774A1 - Lcpフィルムの製造方法 - Google Patents
Lcpフィルムの製造方法 Download PDFInfo
- Publication number
- WO2024166774A1 WO2024166774A1 PCT/JP2024/003140 JP2024003140W WO2024166774A1 WO 2024166774 A1 WO2024166774 A1 WO 2024166774A1 JP 2024003140 W JP2024003140 W JP 2024003140W WO 2024166774 A1 WO2024166774 A1 WO 2024166774A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- lcp
- lcp film
- linear expansion
- expansion coefficient
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/04—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets uniaxial, e.g. oblique
- B29C55/08—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets uniaxial, e.g. oblique transverse to the direction of feed
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
Definitions
- the present invention relates to a method for producing LCP films.
- liquid crystal polymer (LCP) films manufactured by melt extrusion molding such as the inflation method or T-die method have been widely used in various fields.
- thermotropic liquid crystal polymers that exhibit liquid crystallinity in a molten or solution state can be extruded, and have excellent properties such as high gas barrier properties, high film strength, high heat resistance, high insulation, low water absorption, and low dielectric properties in the high frequency range, so their practical use in gas barrier film materials, electronic materials, electrical insulating materials, etc. is being considered.
- insulating materials for circuit boards using liquid crystal polymers have excellent high frequency properties and low dielectric properties, and have been attracting attention in recent years as insulating materials for circuit boards such as flexible printed circuit boards (FPCs), flexible printed circuit board laminates, and fiber-reinforced flexible laminates in the upcoming 5th generation mobile communication systems (5G) and millimeter wave radars.
- FPCs flexible printed circuit boards
- 5G 5th generation mobile communication systems
- millimeter wave radars millimeter wave radars
- stretching the liquid crystal polymer film was once considered.
- stretching is a technique that significantly stretches the entire liquid crystal polymer film in one or two axial directions, it is not possible to precisely adjust the orientation direction or degree of orientation. For this reason, currently, stretching of liquid crystal polymer films is mainly carried out to adjust the surface roughness and surface precision of the liquid crystal polymer film.
- Patent Document 1 discloses a method in which a laminate body is prepared in advance by sandwiching a liquid crystal polymer film between a pair of laminate films (a fluororesin porous film having a specific gravity of 1.3 or more and a breaking elongation rate in the stretching direction of 400% or more), and this laminate body is stretched uniaxially or biaxially under temperature conditions that soften the fluororesin porous film but do not substantially melt it, and soften or melt the liquid crystal polymer film.
- laminate films a fluororesin porous film having a specific gravity of 1.3 or more and a breaking elongation rate in the stretching direction of 400% or more
- Patent Document 1 shows that when a PTFE skive film, which has a high specific gravity, or a polyimide film, which has a low breaking elongation rate, is used, the laminate film breaks during the stretching process, making it impossible to perform the desired stretching process.
- Patent Document 1 a special laminate in which a liquid crystal polymer film is sandwiched between fluororesin porous films with a high specific gravity and high breaking elongation is subjected to a biaxial stretching process of 1.3 times in the MD direction and 3.9 times in the TD direction near the melting point of the liquid crystal polymer film, thereby obtaining an LCP film with low surface roughness and high surface precision.
- the manufacturing technology described in Patent Document 1 only adjusts the surface roughness and surface precision of the obtained stretched LCP film, and does not take into consideration any improvement of anisotropy such as the linear expansion coefficient in the MD and TD directions.
- the present invention has been made in consideration of the above problems.
- the object of the present invention is to provide a method and the like for producing an LCP film that is excellent in productivity and versatility and can easily produce an LCP film that has small absolute values of linear expansion coefficients in the MD and TD directions and small anisotropy of the linear expansion coefficients in the MD and TD directions, without requiring a special laminate film such as that described in Patent Document 1.
- a method for producing an LCP film comprising at least the steps of preparing an LCP extruded film, and subjecting the LCP extruded film to a shrink treatment in the MD direction at a shrinkage ratio of 0.80 to 0.99 times and a stretching treatment in the TD direction to obtain an LCP film.
- the present invention provides a method for producing an LCP film that is excellent in productivity and versatility and can easily produce an LCP film that has small absolute values of linear expansion coefficients in the MD and TD directions and small anisotropy of the linear expansion coefficients in the MD and TD directions without requiring a special laminate film.
- FIG. 1 is a conceptual diagram showing a biaxial expansion/contraction process in the manufacturing method of an LCP film.
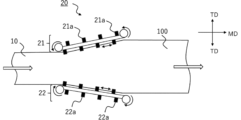
- FIG. 2 is a schematic diagram showing the MD shrinkage-TD stretching process of an LCP film using a simultaneous biaxial stretching shrinker.
- FIG. 3 is a conceptual diagram showing the principle of calculation of the degree of orientation based on the area ratio of the orientation peak.
- ⁇ Method of manufacturing LCP film> 1 is a conceptual diagram showing the biaxial expansion/contraction process (MD contraction-TD stretching process) in the manufacturing method of the LCP film 100 of this embodiment.
- the manufacturing method of the LCP film of this embodiment includes at least a process of preparing an LCP extruded film 10 (hereinafter also referred to as a preparation process S1), and a process of shrinking the LCP extruded film 10 in the MD direction at a shrinkage ratio of 0.80 to 0.99 and stretching it in the TD direction to obtain the LCP film 100 (hereinafter also referred to as a biaxial expansion/contraction process S2).
- a preparation process S1 preparing an LCP extruded film 10
- a biaxial expansion/contraction process S2 a process of shrinking the LCP extruded film 10 in the MD direction at a shrinkage ratio of 0.80 to 0.99 and stretching it in the TD direction to obtain the LCP film 100
- an LCP extruded film 10 containing a liquid crystal polymer is prepared.
- LCP liquid crystal polymer
- a film known in the art can be used, and the type is not particularly limited. In the manufacturing method of this embodiment, the effect is more pronounced when a liquid crystal polymer film with high molecular orientation is used.
- the liquid crystal polymer contained in the LCP extruded film 10 a film known in the art can be used, and the type is not particularly limited.
- the liquid crystal polymer is a polymer that forms an optically anisotropic molten phase, and a representative example is a thermotropic liquid crystal compound.
- the properties of the anisotropic molten phase can be confirmed by a known method such as a polarization inspection method using crossed polarizers. More specifically, the anisotropic molten phase can be confirmed by using a Leitz polarizing microscope and observing a sample placed on a Leitz hot stage at a magnification of 40 times under a nitrogen atmosphere.
- liquid crystal polymers include liquid crystal polymers obtained by polycondensation of aromatic or aliphatic dihydroxy compounds, aromatic or aliphatic dicarboxylic acids, aromatic hydroxycarboxylic acids, aromatic diamines, aromatic hydroxyamines, aromatic aminocarboxylic acids, etc.
- Liquid crystal polymers include, but are not limited to, homopolymers of these, copolymers of these, modified products of these, polymer blends of these with thermoplastic resins other than liquid crystal polymers, and polymer alloys of these with thermoplastic resins other than liquid crystal polymers. From the viewpoint of obtaining an LCP extruded film 10 by extrusion molding, the liquid crystal polymer is preferably a thermoplastic liquid crystal polymer.
- preferred liquid crystal polymers include aromatic polyamide resins obtained by polycondensation of monomers such as aromatic hydroxycarboxylic acids, aromatic diamines, and aromatic hydroxyamines; (all) aromatic polyester resins obtained by polycondensation of monomers such as aromatic diols, aromatic carboxylic acids, and aromatic hydroxycarboxylic acids; but are not limited to these. These can be used alone or in any combination and ratio of two or more.
- Thermoplastic liquid crystal polymers are generally classified into types I, II, and III from the viewpoint of heat distortion temperature (TDUL).
- the thermoplastic liquid crystal polymer used in this embodiment can be suitably used regardless of the type of thermoplastic liquid crystal polymer, and may be appropriately selected depending on the application.
- thermoplastic liquid crystal polymer with a TDUL of about 250 to 350°C and a relatively heat-resistant type II thermoplastic liquid crystal polymer with a TDUL of about 240 to 250°C are suitably used.
- aromatic polyester resins that exhibit thermotropic liquid crystal-like properties and have a melting point of 250°C or higher, preferably 280°C to 380°C, are preferably used.
- aromatic polyester resins for example, (fully) aromatic polyester resins that are synthesized from monomers such as aromatic diols, aromatic carboxylic acids, and hydroxycarboxylic acids and that exhibit liquid crystallinity when melted are known.
- aromatic polyester resins can be used alone or in any combination and ratio of two or more. Depending on the required performance, a wholly aromatic polyester resin with a relatively high melting point or high heat distortion temperature and high heat resistance, or an aromatic polyester resin with a relatively low melting point or low heat distortion temperature and excellent moldability can be used.
- a preferred embodiment is a (fully) aromatic polyester resin having a basic structure of 6-hydroxy-2-naphthoic acid and its derivatives (hereinafter, sometimes simply referred to as "monomer component A”) and at least one monomer component (hereinafter, sometimes simply referred to as "monomer component B") selected from the group consisting of parahydroxybenzoic acid, terephthalic acid, isophthalic acid, 6-naphthalenedicarboxylic acid, 4,4'-biphenol, bisphenol A, hydroquinone, 4,4-dihydroxybiphenol, ethylene terephthalate, and derivatives thereof.
- monomer component A 6-hydroxy-2-naphthoic acid and its derivatives
- monomer component B monomer component selected from the group consisting of parahydroxybenzoic acid, terephthalic acid, isophthalic acid, 6-naphthalenedicarboxylic acid, 4,4'-biphenol, bisphenol A, hydroquinone, 4,4-dihydroxybiphenol,
- such (fully) aromatic polyester resins form an anisotropic molten phase in which the linear chains of molecules are regularly aligned, typically exhibiting thermotropic liquid crystal-like properties, and having excellent basic performance in terms of mechanical properties, electrical properties, high frequency properties, heat resistance, moisture absorption, etc.
- the (all) aromatic polyester resin of the above-mentioned preferred embodiment can have any configuration as long as it has monomer component A and monomer component B as essential units. For example, it may have two or more types of monomer component A, or it may have three or more types of monomer component A. Furthermore, the (all) aromatic polyester resin of the above-mentioned preferred embodiment may contain another monomer component (hereinafter, simply referred to as "monomer component C") other than monomer component A and monomer component B.
- monomer component C another monomer component
- the (all) aromatic polyester resin of the above-mentioned preferred embodiment may be a two-component or more polycondensate consisting of only monomer component A and monomer component B, or a three-component or more polycondensate consisting of monomer component A, monomer component B, and monomer component C.
- other monomer components include those other than the above-mentioned monomer component A and monomer component B, specifically aromatic or aliphatic dihydroxy compounds and derivatives thereof; aromatic or aliphatic dicarboxylic acids and derivatives thereof; aromatic hydroxycarboxylic acids and derivatives thereof; aromatic diamines, aromatic hydroxyamines, or aromatic aminocarboxylic acids and derivatives thereof; but are not particularly limited to these.
- the other monomer components can be used alone or in any combination and ratio of two or more.
- the term "derivative” refers to a monomer component having a modification group such as a halogen atom (e.g., fluorine atom, chlorine atom, bromine atom, iodine atom), an alkyl group having 1 to 5 carbon atoms (e.g., methyl group, ethyl group, n-propyl group, isopropyl group, n-butyl group, isobutyl group, s-butyl group, t-butyl group, etc.), an aryl group such as a phenyl group, a hydroxyl group, an alkoxy group having 1 to 5 carbon atoms (e.g., methoxy group, ethoxy group, etc.), a carbonyl group, -O-, -S-, -CH2-, etc., introduced into a part of the monomer component described above (hereinafter, this may be referred to as a "monomer component having a
- Particularly preferred embodiments include binary polycondensates of parahydroxybenzoic acid and its derivatives with 6-hydroxy-2-naphthoic acid and its derivatives; ternary or higher polycondensates of parahydroxybenzoic acid and its derivatives with 6-hydroxy-2-naphthoic acid and its derivatives and monomer component C; and polycondensates of parahydroxybenzoic acid and its derivatives with 6-hydroxy-2-naphthoic acid and its derivatives and terephthalic acid, isophthalic acid, 6-naphthalenedicarboxylic acid, 4,4'-biphenol, bisphenol A, hydroquinone, 4,4-dihydroxybiphenol.
- ternary or higher polycondensates consisting of parahydroxybenzoic acid and its derivatives, 6-hydroxy-2-naphthoic acid and its derivatives, terephthalic acid, isophthalic acid, 6-naphthalenedicarboxylic acid, 4,4'-biphenol, bisphenol A, hydroquinone, 4,4-dihydroxybiphenol, ethylene terephthalate, and their derivatives, and one or more monomer components C.
- These can be obtained as having a relatively low melting point compared to, for example, homopolymers of parahydroxybenzoic acid, and therefore, thermoplastic liquid crystal polymers using these have excellent moldability when thermocompressed to an adherend.
- the molar ratio of the monomer component A to the (all) aromatic polyester resin is preferably 10 mol% or more and 90 mol% or less, more preferably 30 mol% or more and 85 mol% or less, and even more preferably 50 mol% or more and 80 mol% or less.
- the molar ratio of the monomer component B to the (all) aromatic polyester resin is preferably 10 mol% or more and 90 mol% or less, more preferably 15 mol% or more and 70 mol% or less, and even more preferably 20 mol% or more and 50 mol% or less.
- the molar ratio of the monomer component C that may be contained in the (all) aromatic polyester resin is preferably 10 mol% or less, more preferably 8 mol% or less, even more preferably 5 mol% or less, and particularly preferably 3 mol% or less.
- the method for synthesizing the liquid crystal polymer is not particularly limited and may be any known method.
- Known polycondensation methods that form ester bonds using the above-mentioned monomer components such as melt polymerization, melt acidolysis, and slurry polymerization, may be used.
- an acylation or acetylation step may be carried out according to the usual method.
- the LCP extruded film 10 may further contain an inorganic filler.
- an inorganic filler By containing an inorganic filler, it becomes easier to obtain an LCP film 100 in which the anisotropy of the linear expansion coefficient in the MD direction, TD direction, and ZD direction (Z-axis direction; film thickness direction) is reduced.
- Such an LCP film 100 is particularly useful in rigid substrate applications requiring multi-layer lamination, for example.
- the inorganic filler may be any inorganic filler known in the industry, and there is no particular limitation on the type.
- silica e.g., natural silica, fused silica, amorphous silica, hollow silica, wet silica, synthetic silica, aerosil, etc.
- aluminum compounds e.g., boehmite, aluminum hydroxide, alumina, hydrotalcite, aluminum borate, aluminum nitride, etc.
- magnesium compounds e.g., magnesium aluminometasilicate, magnesium carbonate, magnesium oxide, magnesium hydroxide, etc.
- calcium compounds e.g., calcium carbonate, calcium hydroxide, calcium sulfate, calcium sulfite, calcium borate, etc.
- molybdenum compounds e.g., molybdenum oxide, zinc molybdate, etc.
- talc e.
- the inorganic filler used here may be one that has been subjected to a surface treatment known in the industry.
- the surface treatment can improve moisture resistance, adhesive strength, dispersibility, etc.
- surface treatment agents include, but are not limited to, silane coupling agents, titanate coupling agents, sulfonic acid esters, carboxylic acid esters, and phosphate esters.
- the median diameter (d50) of the inorganic filler is preferably 0.01 ⁇ m or more and 50 ⁇ m or less, more preferably 0.03 ⁇ m or more and 50 ⁇ m or less, and even more preferably 0.1 ⁇ m or more and 50 ⁇ m or less.
- the median diameter (d50) of the inorganic filler means the value measured on a volume basis by the laser diffraction/scattering method using a laser diffraction/scattering type particle size distribution measuring device (LA-500 manufactured by Horiba, Ltd.).
- the content of the inorganic filler is not particularly limited and can be set appropriately according to the required performance, taking into consideration the balance of the composition with other essential and optional components. From the viewpoints of kneadability and ease of handling during preparation, the effect of reducing the linear expansion coefficient, etc., the content of the inorganic filler is preferably 1% by mass or more and 45% by mass or less in total, more preferably 3% by mass or more and 40% by mass or less in total, and even more preferably 5% by mass or more and 35% by mass or less in total, calculated as solid content relative to the total amount of the LCP extruded film 10.
- the LCP extrusion film 10 may contain resin components other than the above-mentioned thermoplastic resins (hereinafter, simply referred to as "other resin components"), such as thermosetting resins and elastomers, within the scope of not excessively impairing the effects of the present invention.
- other resin components such as thermosetting resins and elastomers
- the LCP extrusion film 10 may contain additives known in the art, such as release improvers such as higher fatty acids having 10 to 25 carbon atoms, higher fatty acid esters, higher fatty acid amides, higher fatty acid metal salts, polysiloxanes, and fluororesins; colorants such as dyes and pigments; organic fillers; antioxidants; heat stabilizers; light stabilizers; ultraviolet absorbers; flame retardants; antistatic agents; surfactants; rust inhibitors; defoamers; fluorescent agents, etc., within the scope of not excessively impairing the effects of the present invention.
- additives may be used alone or in combination of two or more.
- additives may be included in the molten resin composition prepared when molding the LCP extrusion film 10.
- the content of these resin components and additives is not particularly limited, but from the viewpoints of moldability and thermal stability, it is preferably 0.01 to 10% by mass each, more preferably 0.1 to 7% by mass each, and even more preferably 0.5 to 5% by mass each, based on the total amount of the LCP extruded film 10.
- melt extrusion film such as a T-die extrusion film or an inflation film is preferably used.
- the melt extrusion film can be obtained by extruding a resin composition containing the above-mentioned liquid crystal polymer and optional components such as inorganic fillers and other resin components to a predetermined thickness.
- the extrusion method can be applied to various known methods, and the type is not particularly limited.
- the T-die method and the inflation method for example, the multi-manifold coextrusion method and the feed block coextrusion method; and for example, the multi-layer coextrusion method such as the two-layer coextrusion method and the three-layer coextrusion method; can be applied in any combination.
- a preferred embodiment is a method in which the above-mentioned resin composition is extruded from a T-die by an extrusion molding method using a T-die (hereinafter, sometimes simply referred to as the "T-die extrusion method") to form a film, and then, as necessary, a cooling process, a pressing process, a pressurized heating process, etc. are performed to obtain a predetermined LCP extrusion film 10.
- T-die extrusion method an extrusion molding method using a T-die
- liquid crystal polymer film layer that is the middle layer (core layer) of a three-layer coextruded film having a laminated structure in which a thermoplastic resin layer, a liquid crystal polymer film layer, and a thermoplastic resin layer are arranged in at least this order.
- a single liquid crystal polymer film layer (LCP extruded film 10) can be taken out by removing the thermoplastic resin layers of both outer layers of the three-layer coextruded film.
- the thickness of the LCP extrusion film 10 can be set appropriately depending on the required performance, and is not particularly limited. Considering the ease of handling and productivity during extrusion molding, the thickness is preferably 15 ⁇ m or more and 300 ⁇ m or less, more preferably 18 ⁇ m or more and 250 ⁇ m or less, and even more preferably 20 ⁇ m or more and 200 ⁇ m or less.
- the melting point (melting temperature) of the LCP extruded film 10 is not particularly limited, but from the viewpoint of the heat resistance and processability of the film, the melting point (melting temperature) is preferably 200 to 400°C, more preferably 250 to 360°C, more preferably 260 to 355°C, even more preferably 270 to 350°C, and particularly preferably 275 to 345°C.
- the melting point of the LCP extruded film 10 means the melting peak temperature in differential scanning calorimetry (DSC) when the extruded film is heated (1st heating) at a temperature rise rate of 20°C/min in the temperature range of 30 to 400°C using a DSC8500 (manufactured by PerkinElmer) to see the value after eliminating the thermal history, and then cooled (1st cooling) at a temperature drop rate of 50°C/min, and then heated a second time (2nd heating) at a temperature rise rate of 20°C/min.
- DSC differential scanning calorimetry
- the linear expansion coefficient (CTE, ⁇ 2, 23-200°C) in the TD direction of the LCP extruded film 10 is not particularly limited, but is preferably 5.0-60.0 ppm/K, more preferably 5.0-55.0 ppm/K, and even more preferably 5.0-50.0 ppm/K.
- the linear expansion coefficient (CTE, ⁇ 2, 23-200°C) in the MD direction of the LCP extruded film 10 is preferably -30.0-5.0 ppm/K, more preferably -25.5-5.0 ppm/K, and even more preferably -23.0-5.0 ppm/K.
- the LCP extruded film 10 to be subjected to the biaxial expansion/contraction process may be an unstretched film, a uniaxially stretched film, or a biaxially stretched film.
- the linear expansion coefficient is measured by the TMA method in accordance with JIS K7197
- the average linear expansion coefficient means the average value of the linear expansion coefficients between 23 and 200°C measured by the same method.
- the linear expansion coefficient measured here means the value when the target film, which is the measurement sample, is heated at a heating rate of 5°C/min (1st heating), cooled to the measurement environment temperature (23°C) (1st cooling), and then heated a second time at a heating rate of 5°C/min (2nd heating) in order to see the value after eliminating the thermal history.
- Other detailed measurement conditions are in accordance with the conditions described in the examples described later.
- the dielectric properties of the LCP extruded film 10 can be appropriately set according to the desired performance, and are not particularly limited.
- the relative dielectric constant ⁇ r (36 GHz) is preferably 3.0 to 3.7, more preferably 3.0 to 3.5.
- the dielectric loss tangent tan ⁇ (36 GHz) is preferably 0.0010 to 0.0050, more preferably 0.0010 to 0.0045.
- the relative dielectric constant ⁇ r (36 GHz) and the dielectric loss tangent tan ⁇ (36 GHz) refer to values at 36 GHz measured by a cavity resonator contact method in accordance with JIS K6471.
- the LCP extruded film 10 can be used as is, but if necessary, a pressurized and heated process can be carried out to further reduce the molecular orientation (anisotropy) of the liquid crystal polymer or to further release the internal strain, thereby realizing an LCP film 100 with reduced anisotropy in the dimensional change rate or an LCP film 100 with a smaller absolute value for the dimensional change rate.
- a pressurized and heated process can be carried out to further reduce the molecular orientation (anisotropy) of the liquid crystal polymer or to further release the internal strain, thereby realizing an LCP film 100 with reduced anisotropy in the dimensional change rate or an LCP film 100 with a smaller absolute value for the dimensional change rate.
- the pressurized heat treatment may be performed using a method known in the art, such as contact heat treatment or non-contact heat treatment, and the type is not particularly limited.
- heat setting may be performed using known equipment such as a non-contact heater, oven, blower, heat roll, cooling roll, heat press, double belt heat press, etc.
- a release film or porous film known in the art may be placed on the surface of the LCP extrusion film 10 and heat treatment may be performed.
- a heat compression molding method is preferably used in which a release film or porous film is placed on the front and back of the LCP extrusion film 10 and is thermocompressed while being sandwiched between a pair of endless belts of a double belt press, and then the release film or porous film is removed.
- the heat compression molding method may be performed by referring to, for example, JP 2010-221694 A.
- the processing temperature when the LCP extrusion film 10 using the above resin composition is thermocompressed between the pair of endless belts of a double belt press is preferably higher than the melting point of the liquid crystal polymer and lower than 70°C higher than the melting point in order to control the crystalline state of the LCP extrusion film 10, more preferably higher than +5°C higher than the melting point and lower than 60°C higher than the melting point, and even more preferably higher than +10°C higher than the melting point and lower than 50°C higher than the melting point.
- thermocompression bonding conditions at this time can be appropriately set according to the desired performance and are not particularly limited, but are preferably performed under conditions of a surface pressure of 0.5 to 10 MPa and a heating temperature of 250 to 430°C, more preferably under conditions of a surface pressure of 0.6 to 8 MPa and a heating temperature of 260 to 400°C, and even more preferably under conditions of a surface pressure of 0.7 to 6 MPa and a heating temperature of 270 to 370°C.
- a non-contact heater or oven it is preferable to perform the thermocompression bonding under conditions of, for example, 200 to 320°C for 1 to 20 hours.
- the LCP extruded film 10 which is the object to be processed, is subjected to a shrinking treatment in the MD direction at a shrinkage ratio of 0.80 to 0.99 times and a stretching treatment in the TD direction.
- the LCP film 100 thus obtained after the biaxial expansion/contraction process is a uniaxially contracted film.
- TD stretched film uniaxially stretched film
- MD shrinkage TD stretched film uniaxially stretched film
- a known stretching machine or biaxial stretching shrinking machine can be used.
- a known simultaneous biaxial expansion and contraction machine is described in JP 2022-051372 A, for example.
- the LCP extruded film 10 is fed out while being held between a number of clips 21a, 22a of endless loops 21, 22 arranged symmetrically on the left and right, and the LCP extruded film 10 is shrunk in the MD direction by reducing the spacing between the clips 21a and the spacing between the clips 22a.
- the spacing between the endless loops 21, 22 gradually expands in the film transport direction, the LCP extruded film 10 held between the endless loops 21, 22 is gradually pulled outward and stretched in the TD direction.
- the processing temperature of the biaxial expansion and contraction step S2 is not particularly limited as long as it is equal to or higher than the glass transition point of the LCP extrusion film 10, but is preferably 70 to 180°C, and more preferably 90 to 180°C.
- heat treatment heat setting
- a method known in the industry, such as contact heat treatment or non-contact heat treatment can be performed, and the type is not particularly limited.
- heat setting can be performed using known equipment such as a non-contact heater, oven, blow device, heat roll, cooling roll, heat press machine, double belt heat press machine, etc.
- a release film or porous film known in the industry can be placed on the surface of the LCP film 100 and heat pressure treatment can be performed.
- the stretching treatment and the shrinking treatment can be performed sequentially, or the shrinking treatment and the stretching treatment can be performed sequentially by reversing the order, and the shrinking treatment and the stretching treatment can also be performed simultaneously.
- the stretching ratio and shrinkage ratio of the LCP extruded film 10 in the biaxial expansion/contraction step S2 may be set according to the desired degree of anisotropy improvement, and are not particularly limited.
- the shrinkage ratio in the MD direction is preferably 0.80 to 0.99 times, more preferably 0.80 to 0.95 times, and even more preferably 0.80 to 0.93 times, based on the length in the MD direction before shrinkage.
- the stretching ratio in the TD direction is preferably 1.20 to 2.50 times, more preferably 1.30 to 2.50 times, and even more preferably 1.40 to 2.50 times, based on the length in the TD direction before stretching.
- the stretching shrinkage ratio which is expressed as the product of the shrinkage ratio in the MD direction and the stretching ratio in the TD direction (where m is the shrinkage ratio in the MD direction and n is the stretching shrinkage ratio expressed as m x n), is preferably 0.960 to 2.475, more preferably 1.040 to 2.375, even more preferably 1.120 to 2.325, and even more preferably 1.150 to 1.4950. According to this manufacturing method, even though the stretching shrinkage ratio in the biaxial expansion/contraction step S2 is relatively low, an LCP film 100 can be easily manufactured in which the absolute values of the linear expansion coefficients in the MD and TD directions are small and the anisotropy of the linear expansion coefficients in the MD and TD directions is small.
- the LCP film 100 can be cooled (or slowly cooled) as necessary.
- the LCP film 100 can be cooled, for example, by using a pair of cooling rolls, or by natural cooling.
- the LCP film 100 can be taken up, for example, by a take-up roll and wound up in a roll on a take-up roll to form a rolled raw material.
- the first and second film members may be arranged on the front and back sides of the LCP extruded film 10, respectively, and adhered to the front and back sides of the LCP extruded film 10, respectively, to form a laminated body having a first film member/LCP extruded film 10/second film member, and this laminated body may be subjected to a biaxial expansion and contraction process.
- the materials constituting the first and second film members are not particularly limited as long as they can adhere to the LCP extruded film 10 and have the strength not to break when subjected to the MD shrinkage-TD stretching process.
- thermosetting resin films such as polyimide films; thermoplastic resin films having a higher melting point than the LCP extruded film 10; and metal foils such as aluminum foil and copper foil are preferred.
- the first and second membrane members may be made of the same or different materials.
- the method for producing the laminate is not particularly limited, and known lamination methods can be applied.
- the first film member, the LCP extruded film 10, and the second film member are layered in this order, and the laminate can be obtained by laminating or thermocompressing the first film member using known equipment such as a press, a compression roll, a non-contact heater, an oven, a blowing device, a heat roll, a cooling roll, a heat press, or a double belt press.
- the processing conditions for lamination can be set appropriately depending on the material used, and are not particularly limited.
- the lamination can be performed under conditions of a surface pressure of 0.3 to 10 MPa and a heating temperature of the LCP extruded film 10 or higher and melting point +70°C or lower, and preferably under conditions of a surface pressure of 0.6 to 8 MPa and a temperature of the LCP extruded film 10 or higher and 60°C higher than the melting point.
- various release agents may be placed between the LCP extruded film 10 of the pressure-bonded body and the first film member, or between the LCP extruded film 10 and the second film member.
- various primers, easy-to-use adhesives, etc. may be placed instead of release agents.
- the laminate is cooled as necessary, and then the first and second film members that are laminated to both surfaces of the laminate are peeled off (removed), thereby obtaining the LCP film 100 after MD shrinkage-TD stretching.
- the laminate can be cooled, for example, using a pair of cooling rolls, or it can be cooled naturally.
- the LCP film 100 after MD shrinkage-TD stretching can be made into a roll by, for example, taking it up with a take-up roll and winding it up in a roll on a take-up roll.
- the LCP film 100 obtained by the above-mentioned manufacturing method is an MD-shrunk/TD-stretched product of the LCP extruded film 10 (hereinafter, sometimes referred to as a biaxially stretched LCP film).
- the thickness of the LCP film 100 can be set appropriately depending on the required performance, and is not particularly limited. Considering the ease of handling and productivity during extrusion molding, the thickness is preferably 15 ⁇ m or more and 300 ⁇ m or less, more preferably 18 ⁇ m or more and 250 ⁇ m or less, and even more preferably 20 ⁇ m or more and 200 ⁇ m or less.
- the linear expansion coefficient (CTE, ⁇ 2, 23-200°C) in the MD direction of the LCP film 100 can be set appropriately depending on the desired performance and is not particularly limited, but from the viewpoint of reducing the anisotropy of the dimensional change rate and the absolute value of the dimensional change rate, and improving adhesion to the metal foil, it is preferably -10.0 to 30.0 ppm/K in the MD direction, more preferably -10.0 to 10.0 ppm/K, and even more preferably -10.0 to 5.0 ppm/K. According to the manufacturing method of this embodiment, an LCP film 100 with a linear expansion coefficient in the MD direction that has a negative value can be easily obtained.
- the linear expansion coefficient (CTE, ⁇ 2, 23-200°C) in the TD direction of the LCP film 100 can be set appropriately depending on the desired performance and is not particularly limited, but from the viewpoint of reducing the anisotropy of the dimensional change rate and the absolute value of the dimensional change rate, and improving adhesion to the metal foil, it is preferably -30.0 to 30.0 ppm/K in the TD direction, more preferably -20.0 to 5.0 ppm/K, and even more preferably -15.0 to 0.0 ppm/K. According to the manufacturing method of this embodiment, an LCP film 100 with a linear expansion coefficient in the TD direction that has a negative value can be easily obtained.
- the orientation of the LCP film 100 can be set appropriately depending on the desired performance and is not particularly limited, but from the standpoint of reducing the anisotropy of the dimensional change rate and the absolute value of the dimensional change rate, and increasing adhesion to the metal foil, the degree of orientation is preferably 0.0 to 30.0%, more preferably 0.0 to 28.0%, even more preferably 0.0 to 26.0%, and particularly preferably 0.0 to 25.0%. The smaller this value, the more isotropic the physical properties are in the plane.
- the degree of orientation (%) of the LCP film 100 means a value calculated from the following formula based on the area ratio of the orientation peak in the diffraction intensity distribution curve obtained by performing X-ray diffraction measurement by a transmission method using an X-ray diffraction device.
- a broad diffraction peak with a small peak intensity is observed in the X-ray diffraction measurement, so that a calculation method based on the half-width of the orientation peak cannot guarantee high measurement accuracy.
- the X-ray diffraction measurement is performed from one film surface side of the LCP film 100 using a calculation method based on the area ratio of the orientation peak, not the half-width of the orientation peak, and the degree of orientation (%) is calculated based on the area ratio of the obtained orientation peak.
- the calculation method based on the area proportion of the orientation peak involves measuring the peak intensity (orientation component) by 2 ⁇ / ⁇ scanning, and measuring the intensity in the azimuth direction from 0° to 360° by ⁇ scanning to obtain the intensity distribution in the azimuth direction (base intensity (isotropic component)).
- the orientation degree (%) is calculated as the percentage of the area occupied by the orientation component excluding the area of the base isotropic component to the total area (area of the orientation component + area of the isotropic component).
- the dielectric properties of the LCP film 100 can be set appropriately according to the desired performance, and are not particularly limited.
- the relative dielectric constant ⁇ r (36 GHz) is preferably 3.0 to 3.7, more preferably 3.0 to 3.5.
- the dielectric loss tangent tan ⁇ (36 GHz) is preferably 0.0010 to 0.0050, more preferably 0.0010 to 0.0045.
- the relative dielectric constant ⁇ r (36 GHz) and the dielectric loss tangent tan ⁇ (36 GHz) refer to the values at 36 GHz measured by the cavity resonator contact method in accordance with JIS K6471. Other detailed measurement conditions are in accordance with the conditions described in the examples described later.
- the manufacturing method of the LCP film 100 of this embodiment it is possible to easily and stably manufacture the LCP film 100 having a small absolute value of the linear expansion coefficient in the MD direction and the TD direction and a small anisotropy of the linear expansion coefficient in the MD direction and the TD direction at a low cost without requiring a special laminate film as in the conventional technology. Therefore, the manufacturing method of the LCP film 100 of this embodiment has excellent industrial usefulness.
- the LCP film which has excellent high-frequency characteristics and low dielectric properties, has been in the spotlight in recent years not only for applications such as electronic circuit boards, multilayer boards, high heat dissipation boards, flexible printed wiring boards, antenna boards, photoelectron hybrid boards, IC packages, etc., but also as an insulating material for circuit boards such as flexible printed wiring boards (FPCs), flexible printed wiring board laminates, and fiber-reinforced flexible laminates in the 5th generation mobile communication system (5G) and millimeter wave radar that will develop in the future.
- FPCs flexible printed wiring boards
- 5G 5th generation mobile communication system
- millimeter wave radar millimeter wave radar
- the LCP film 100 obtained by applying the manufacturing method of the LCP film 100 of this embodiment has smaller absolute values of the linear expansion coefficient in the MD direction and TD direction, and has smaller in-plane anisotropy of the linear expansion coefficient compared to conventional technology, suppressing the occurrence of warping during manufacturing, and is adaptable to recent ultra-fine processing, making it widely usable as a material that is particularly useful in the relevant application.
- the degree of orientation was calculated from the above formula based on the area ratio of the orientation peak from the base intensity (isotropic component) and peak intensity (orientation component) of the obtained ⁇ profile.
- thermoplastic liquid crystal polymer (a copolymer having a monomer composition of 74 mol% p-hydroxybenzoic acid and 26 mol% 6-hydroxy-2-naphthoic acid, with a melt viscosity of 80 Pa ⁇ sec at a temperature of 300°C and a shear rate of 500 sec -1 ) was extruded from an extruder at 300°C by a T-die casting method to obtain an LCP extruded film (unstretched LCP film) of Reference Example 1 having a width of 400 mm, a thickness of 75 ⁇ m, and a melting point of 280°C.
- Example 1 The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.90 times in the MD direction and a shrink/stretch treatment of 1.45 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 1 (biaxially stretched LCP film).
- Example 2 The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.86 times in the MD direction and a shrink/stretch treatment of 1.50 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 2 (biaxially stretched LCP film).
- Example 3 The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.85 times in the MD direction and a shrink/stretch treatment of 1.60 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 3 (biaxially stretched LCP film).
- Comparative Example 1 The LCP extruded film of Reference Example 1 was supplied to a uniaxial tenter stretching machine, stretched at a stretch ratio of 1.50 in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain an LCP film of Comparative Example 1 (TD-stretched LCP film).
- Comparative Example 2 The LCP extruded film of Reference Example 1 was supplied to a uniaxial tenter stretching machine and was attempted to be stretched in the TD direction at a stretch ratio of 1.60 at a temperature of 130° C., but the LCP extruded film broke.
- Table 1 shows the production conditions and the measurement results.
- Example 4 The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.85 times in the MD direction and a shrink/stretch treatment of 1.70 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 4 (biaxially stretched LCP film).
- Example 5 The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.80 times in the MD direction and a shrink/stretch treatment of 1.90 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 5 (biaxially stretched LCP film).
- the present invention provides a method for producing an LCP film that is excellent in productivity and versatility and can easily produce an LCP film with small absolute values of linear expansion coefficients in the MD and TD directions and small anisotropy of the linear expansion coefficients in the MD and TD directions without requiring a special laminate film as in conventional technology, and can be widely and effectively used in the field of LCP film materials.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024576274A JPWO2024166774A1 (https=) | 2023-02-09 | 2024-01-31 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-018515 | 2023-02-09 | ||
| JP2023018515 | 2023-02-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024166774A1 true WO2024166774A1 (ja) | 2024-08-15 |
Family
ID=92262454
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/003140 Ceased WO2024166774A1 (ja) | 2023-02-09 | 2024-01-31 | Lcpフィルムの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2024166774A1 (https=) |
| TW (1) | TW202438290A (https=) |
| WO (1) | WO2024166774A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2025127113A1 (https=) * | 2023-12-12 | 2025-06-19 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001096104A2 (en) * | 2000-06-09 | 2001-12-20 | 3M Innovative Properties Company | Wrinkle resistant infrared reflecting film and non-planar laminate articles made therefrom |
| JP2009139890A (ja) * | 2007-12-11 | 2009-06-25 | Toyobo Co Ltd | 表面光拡散性ポリエステルフィルム |
| JP2016109924A (ja) * | 2014-12-08 | 2016-06-20 | 日東電工株式会社 | 位相差フィルムの製造方法および積層偏光板の製造方法 |
| WO2020162119A1 (ja) * | 2019-02-08 | 2020-08-13 | 東洋紡株式会社 | ポリエステルフィルムとその用途 |
| WO2022124308A1 (ja) * | 2020-12-09 | 2022-06-16 | デンカ株式会社 | Lcp押出フィルム及びその製造方法、延伸処理用lcp押出フィルム、lcp延伸フィルム、熱収縮性lcp延伸フィルム、回路基板用絶縁材料、並びに金属箔張積層板 |
-
2024
- 2024-01-31 WO PCT/JP2024/003140 patent/WO2024166774A1/ja not_active Ceased
- 2024-01-31 JP JP2024576274A patent/JPWO2024166774A1/ja active Pending
- 2024-02-07 TW TW113104926A patent/TW202438290A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001096104A2 (en) * | 2000-06-09 | 2001-12-20 | 3M Innovative Properties Company | Wrinkle resistant infrared reflecting film and non-planar laminate articles made therefrom |
| JP2009139890A (ja) * | 2007-12-11 | 2009-06-25 | Toyobo Co Ltd | 表面光拡散性ポリエステルフィルム |
| JP2016109924A (ja) * | 2014-12-08 | 2016-06-20 | 日東電工株式会社 | 位相差フィルムの製造方法および積層偏光板の製造方法 |
| WO2020162119A1 (ja) * | 2019-02-08 | 2020-08-13 | 東洋紡株式会社 | ポリエステルフィルムとその用途 |
| WO2022124308A1 (ja) * | 2020-12-09 | 2022-06-16 | デンカ株式会社 | Lcp押出フィルム及びその製造方法、延伸処理用lcp押出フィルム、lcp延伸フィルム、熱収縮性lcp延伸フィルム、回路基板用絶縁材料、並びに金属箔張積層板 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2025127113A1 (https=) * | 2023-12-12 | 2025-06-19 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024166774A1 (https=) | 2024-08-15 |
| TW202438290A (zh) | 2024-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI871337B (zh) | Lcp押出膜、以及使用其之可撓性積層體及其製造方法 | |
| TWI864170B (zh) | 電路基板用lcp膜之製造方法、及電路基板用t型模頭熔融押出lcp膜 | |
| TWI896822B (zh) | Lcp押出膜及其製造方法、延伸處理用lcp押出膜、lcp延伸膜、熱收縮性lcp延伸膜、電路基板用絕緣材料、與金屬箔貼合積層板 | |
| JP7842159B2 (ja) | 回路基板用lcp樹脂組成物及び回路基板用lcpフィルム | |
| JP7753238B2 (ja) | 回路基板用絶縁材料及びその製造方法、並びに金属箔張積層板 | |
| WO2024166774A1 (ja) | Lcpフィルムの製造方法 | |
| JP7546064B2 (ja) | 回路基板用絶縁材料、及び金属箔張積層板 | |
| WO2024166775A1 (ja) | Lcpフィルム | |
| JP2023106957A (ja) | 熱圧着積層フィルムの巻回ロール | |
| US20250001733A1 (en) | Lcp extruded film, insulating material for circuit board, and metal foil-clad laminate | |
| KR20240130109A (ko) | 액정 폴리머 필름, 그리고 이것을 사용한 회로 기판용 절연 재료 및 금속박이 부착된 적층판 | |
| JP7630264B2 (ja) | Lcp押出フィルムの製造方法 | |
| WO2024166776A1 (ja) | Lcpフィルム | |
| JP7638689B2 (ja) | Lcp押出フィルムの製造方法 | |
| JP2026062863A (ja) | Lcp押出フィルム、lcp延伸フィルム、回路基板用絶縁材料、及び金属箔張積層板 | |
| JP2026067878A (ja) | Lcp押出フィルム、lcp延伸フィルム、回路基板用絶縁材料、及び金属箔張積層板 | |
| JP2023106954A (ja) | 熱可塑性高分子フィルムの製造方法、及び熱可塑性高分子フィルムの配向制御方法 | |
| JP7458396B2 (ja) | 金属張積層体の製造方法 | |
| JP2023070392A (ja) | 延伸処理用lcp押出フィルム、熱収縮性lcp延伸フィルム、回路基板用絶縁材料、及び金属箔張積層板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24753217 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024576274 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024576274 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 24753217 Country of ref document: EP Kind code of ref document: A1 |