WO2024166774A1 - Method for lcp film production - Google Patents
Method for lcp film production Download PDFInfo
- Publication number
- WO2024166774A1 WO2024166774A1 PCT/JP2024/003140 JP2024003140W WO2024166774A1 WO 2024166774 A1 WO2024166774 A1 WO 2024166774A1 JP 2024003140 W JP2024003140 W JP 2024003140W WO 2024166774 A1 WO2024166774 A1 WO 2024166774A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- lcp
- lcp film
- linear expansion
- expansion coefficient
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 72
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 42
- 239000005001 laminate film Substances 0.000 abstract description 8
- 238000007796 conventional method Methods 0.000 abstract 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 194
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 193
- 239000000178 monomer Substances 0.000 description 35
- 230000008569 process Effects 0.000 description 29
- 238000001125 extrusion Methods 0.000 description 26
- 238000002844 melting Methods 0.000 description 22
- 230000008018 melting Effects 0.000 description 22
- -1 aliphatic dicarboxylic acids Chemical class 0.000 description 21
- 125000003118 aryl group Chemical group 0.000 description 21
- FJKROLUGYXJWQN-UHFFFAOYSA-N 4-hydroxybenzoic acid Chemical compound OC(=O)C1=CC=C(O)C=C1 FJKROLUGYXJWQN-UHFFFAOYSA-N 0.000 description 20
- 238000010438 heat treatment Methods 0.000 description 20
- 230000008602 contraction Effects 0.000 description 17
- 229920001225 polyester resin Polymers 0.000 description 16
- 239000004645 polyester resin Substances 0.000 description 16
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 14
- 239000010410 layer Substances 0.000 description 14
- 229940090248 4-hydroxybenzoic acid Drugs 0.000 description 10
- 239000011256 inorganic filler Substances 0.000 description 10
- 229910003475 inorganic filler Inorganic materials 0.000 description 10
- 238000001816 cooling Methods 0.000 description 9
- 229920001169 thermoplastic Polymers 0.000 description 9
- 239000004416 thermosoftening plastic Substances 0.000 description 9
- 230000008859 change Effects 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 8
- 239000011888 foil Substances 0.000 description 8
- 238000005259 measurement Methods 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 238000002441 X-ray diffraction Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 229920005992 thermoplastic resin Polymers 0.000 description 7
- KAUQJMHLAFIZDU-UHFFFAOYSA-N 6-Hydroxy-2-naphthoic acid Chemical compound C1=C(O)C=CC2=CC(C(=O)O)=CC=C21 KAUQJMHLAFIZDU-UHFFFAOYSA-N 0.000 description 6
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 6
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 6
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 6
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 6
- 239000000377 silicon dioxide Substances 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 5
- 239000000654 additive Substances 0.000 description 4
- 238000004364 calculation method Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 235000014113 dietary fatty acids Nutrition 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000000194 fatty acid Substances 0.000 description 4
- 229930195729 fatty acid Natural products 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- 238000009998 heat setting Methods 0.000 description 4
- 239000011810 insulating material Substances 0.000 description 4
- 238000003475 lamination Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 238000006068 polycondensation reaction Methods 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 239000011342 resin composition Substances 0.000 description 4
- LLLVZDVNHNWSDS-UHFFFAOYSA-N 4-methylidene-3,5-dioxabicyclo[5.2.2]undeca-1(9),7,10-triene-2,6-dione Chemical compound C1(C2=CC=C(C(=O)OC(=C)O1)C=C2)=O LLLVZDVNHNWSDS-UHFFFAOYSA-N 0.000 description 3
- KDRIBHKBRXEYMJ-UHFFFAOYSA-N 5-(2-hydroxyphenyl)cyclohexa-2,4-diene-1,1,4-triol Chemical compound C1C(O)(O)C=CC(O)=C1C1=CC=CC=C1O KDRIBHKBRXEYMJ-UHFFFAOYSA-N 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 150000004984 aromatic diamines Chemical class 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 3
- VCCBEIPGXKNHFW-UHFFFAOYSA-N biphenyl-4,4'-diol Chemical compound C1=CC(O)=CC=C1C1=CC=C(O)C=C1 VCCBEIPGXKNHFW-UHFFFAOYSA-N 0.000 description 3
- 125000004432 carbon atom Chemical group C* 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 150000004665 fatty acids Chemical class 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 239000000454 talc Substances 0.000 description 3
- 229910052623 talc Inorganic materials 0.000 description 3
- 239000005995 Aluminium silicate Substances 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 239000004974 Thermotropic liquid crystal Substances 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000010933 acylation Effects 0.000 description 2
- 238000005917 acylation reaction Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 235000012211 aluminium silicate Nutrition 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000004927 clay Substances 0.000 description 2
- 238000000748 compression moulding Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 230000014509 gene expression Effects 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000010295 mobile communication Methods 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- JCJUKCIXTRWAQY-UHFFFAOYSA-N 6-hydroxynaphthalene-1-carboxylic acid Chemical compound OC1=CC=C2C(C(=O)O)=CC=CC2=C1 JCJUKCIXTRWAQY-UHFFFAOYSA-N 0.000 description 1
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical group [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 1
- 229910002012 Aerosil® Inorganic materials 0.000 description 1
- WKBOTKDWSSQWDR-UHFFFAOYSA-N Bromine atom Chemical group [Br] WKBOTKDWSSQWDR-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 230000021736 acetylation Effects 0.000 description 1
- 238000006640 acetylation reaction Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 125000003545 alkoxy group Chemical group 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical class [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- OJMOMXZKOWKUTA-UHFFFAOYSA-N aluminum;borate Chemical compound [Al+3].[O-]B([O-])[O-] OJMOMXZKOWKUTA-UHFFFAOYSA-N 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- QBLDFAIABQKINO-UHFFFAOYSA-N barium borate Chemical compound [Ba+2].[O-]B=O.[O-]B=O QBLDFAIABQKINO-UHFFFAOYSA-N 0.000 description 1
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 1
- 229910002113 barium titanate Inorganic materials 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229910001593 boehmite Inorganic materials 0.000 description 1
- 229910021538 borax Inorganic materials 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 229940043430 calcium compound Drugs 0.000 description 1
- 150000001674 calcium compounds Chemical class 0.000 description 1
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 1
- 239000000920 calcium hydroxide Substances 0.000 description 1
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 1
- GBAOBIBJACZTNA-UHFFFAOYSA-L calcium sulfite Chemical compound [Ca+2].[O-]S([O-])=O GBAOBIBJACZTNA-UHFFFAOYSA-L 0.000 description 1
- 235000010261 calcium sulphite Nutrition 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical class OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 1
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 1
- 150000001733 carboxylic acid esters Chemical class 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 125000001309 chloro group Chemical group Cl* 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 239000012792 core layer Substances 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- JAUGGEIKQIHSMF-UHFFFAOYSA-N dialuminum;dimagnesium;dioxido(oxo)silane;oxygen(2-);hydrate Chemical compound O.[O-2].[O-2].[Mg+2].[Mg+2].[Al+3].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O.[O-][Si]([O-])=O JAUGGEIKQIHSMF-UHFFFAOYSA-N 0.000 description 1
- GDVKFRBCXAPAQJ-UHFFFAOYSA-A dialuminum;hexamagnesium;carbonate;hexadecahydroxide Chemical compound [OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Al+3].[Al+3].[O-]C([O-])=O GDVKFRBCXAPAQJ-UHFFFAOYSA-A 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 238000000113 differential scanning calorimetry Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000012776 electronic material Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 125000001301 ethoxy group Chemical group [H]C([H])([H])C([H])([H])O* 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000007850 fluorescent dye Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 125000001153 fluoro group Chemical group F* 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000005350 fused silica glass Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 150000004820 halides Chemical class 0.000 description 1
- 125000005843 halogen group Chemical group 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 229910001701 hydrotalcite Inorganic materials 0.000 description 1
- 229960001545 hydrotalcite Drugs 0.000 description 1
- FAHBNUUHRFUEAI-UHFFFAOYSA-M hydroxidooxidoaluminium Chemical compound O[Al]=O FAHBNUUHRFUEAI-UHFFFAOYSA-M 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910052740 iodine Inorganic materials 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000007561 laser diffraction method Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- 150000002681 magnesium compounds Chemical class 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 125000000956 methoxy group Chemical group [H]C([H])([H])O* 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000005078 molybdenum compound Substances 0.000 description 1
- 150000002752 molybdenum compounds Chemical class 0.000 description 1
- 229910000476 molybdenum oxide Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000012766 organic filler Substances 0.000 description 1
- JMANVNJQNLATNU-UHFFFAOYSA-N oxalonitrile Chemical compound N#CC#N JMANVNJQNLATNU-UHFFFAOYSA-N 0.000 description 1
- PQQKPALAQIIWST-UHFFFAOYSA-N oxomolybdenum Chemical compound [Mo]=O PQQKPALAQIIWST-UHFFFAOYSA-N 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 150000003014 phosphoric acid esters Chemical class 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 230000010287 polarization Effects 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000000790 scattering method Methods 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 235000010339 sodium tetraborate Nutrition 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 125000005402 stannate group Chemical group 0.000 description 1
- VEALVRVVWBQVSL-UHFFFAOYSA-N strontium titanate Chemical compound [Sr+2].[O-][Ti]([O-])=O VEALVRVVWBQVSL-UHFFFAOYSA-N 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 150000003459 sulfonic acid esters Chemical class 0.000 description 1
- 239000012756 surface treatment agent Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 230000002194 synthesizing effect Effects 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- VLCLHFYFMCKBRP-UHFFFAOYSA-N tricalcium;diborate Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]B([O-])[O-].[O-]B([O-])[O-] VLCLHFYFMCKBRP-UHFFFAOYSA-N 0.000 description 1
- BSVBQGMMJUBVOD-UHFFFAOYSA-N trisodium borate Chemical compound [Na+].[Na+].[Na+].[O-]B([O-])[O-] BSVBQGMMJUBVOD-UHFFFAOYSA-N 0.000 description 1
- BIKXLKXABVUSMH-UHFFFAOYSA-N trizinc;diborate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]B([O-])[O-].[O-]B([O-])[O-] BIKXLKXABVUSMH-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- XAEWLETZEZXLHR-UHFFFAOYSA-N zinc;dioxido(dioxo)molybdenum Chemical compound [Zn+2].[O-][Mo]([O-])(=O)=O XAEWLETZEZXLHR-UHFFFAOYSA-N 0.000 description 1
- BNEMLSQAJOPTGK-UHFFFAOYSA-N zinc;dioxido(oxo)tin Chemical compound [Zn+2].[O-][Sn]([O-])=O BNEMLSQAJOPTGK-UHFFFAOYSA-N 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/04—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets uniaxial, e.g. oblique
- B29C55/08—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets uniaxial, e.g. oblique transverse to the direction of feed
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
Definitions
- the present invention relates to a method for producing LCP films.
- liquid crystal polymer (LCP) films manufactured by melt extrusion molding such as the inflation method or T-die method have been widely used in various fields.
- thermotropic liquid crystal polymers that exhibit liquid crystallinity in a molten or solution state can be extruded, and have excellent properties such as high gas barrier properties, high film strength, high heat resistance, high insulation, low water absorption, and low dielectric properties in the high frequency range, so their practical use in gas barrier film materials, electronic materials, electrical insulating materials, etc. is being considered.
- insulating materials for circuit boards using liquid crystal polymers have excellent high frequency properties and low dielectric properties, and have been attracting attention in recent years as insulating materials for circuit boards such as flexible printed circuit boards (FPCs), flexible printed circuit board laminates, and fiber-reinforced flexible laminates in the upcoming 5th generation mobile communication systems (5G) and millimeter wave radars.
- FPCs flexible printed circuit boards
- 5G 5th generation mobile communication systems
- millimeter wave radars millimeter wave radars
- stretching the liquid crystal polymer film was once considered.
- stretching is a technique that significantly stretches the entire liquid crystal polymer film in one or two axial directions, it is not possible to precisely adjust the orientation direction or degree of orientation. For this reason, currently, stretching of liquid crystal polymer films is mainly carried out to adjust the surface roughness and surface precision of the liquid crystal polymer film.
- Patent Document 1 discloses a method in which a laminate body is prepared in advance by sandwiching a liquid crystal polymer film between a pair of laminate films (a fluororesin porous film having a specific gravity of 1.3 or more and a breaking elongation rate in the stretching direction of 400% or more), and this laminate body is stretched uniaxially or biaxially under temperature conditions that soften the fluororesin porous film but do not substantially melt it, and soften or melt the liquid crystal polymer film.
- laminate films a fluororesin porous film having a specific gravity of 1.3 or more and a breaking elongation rate in the stretching direction of 400% or more
- Patent Document 1 shows that when a PTFE skive film, which has a high specific gravity, or a polyimide film, which has a low breaking elongation rate, is used, the laminate film breaks during the stretching process, making it impossible to perform the desired stretching process.
- Patent Document 1 a special laminate in which a liquid crystal polymer film is sandwiched between fluororesin porous films with a high specific gravity and high breaking elongation is subjected to a biaxial stretching process of 1.3 times in the MD direction and 3.9 times in the TD direction near the melting point of the liquid crystal polymer film, thereby obtaining an LCP film with low surface roughness and high surface precision.
- the manufacturing technology described in Patent Document 1 only adjusts the surface roughness and surface precision of the obtained stretched LCP film, and does not take into consideration any improvement of anisotropy such as the linear expansion coefficient in the MD and TD directions.
- the present invention has been made in consideration of the above problems.
- the object of the present invention is to provide a method and the like for producing an LCP film that is excellent in productivity and versatility and can easily produce an LCP film that has small absolute values of linear expansion coefficients in the MD and TD directions and small anisotropy of the linear expansion coefficients in the MD and TD directions, without requiring a special laminate film such as that described in Patent Document 1.
- a method for producing an LCP film comprising at least the steps of preparing an LCP extruded film, and subjecting the LCP extruded film to a shrink treatment in the MD direction at a shrinkage ratio of 0.80 to 0.99 times and a stretching treatment in the TD direction to obtain an LCP film.
- the present invention provides a method for producing an LCP film that is excellent in productivity and versatility and can easily produce an LCP film that has small absolute values of linear expansion coefficients in the MD and TD directions and small anisotropy of the linear expansion coefficients in the MD and TD directions without requiring a special laminate film.
- FIG. 1 is a conceptual diagram showing a biaxial expansion/contraction process in the manufacturing method of an LCP film.
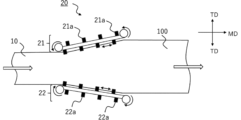
- FIG. 2 is a schematic diagram showing the MD shrinkage-TD stretching process of an LCP film using a simultaneous biaxial stretching shrinker.
- FIG. 3 is a conceptual diagram showing the principle of calculation of the degree of orientation based on the area ratio of the orientation peak.
- ⁇ Method of manufacturing LCP film> 1 is a conceptual diagram showing the biaxial expansion/contraction process (MD contraction-TD stretching process) in the manufacturing method of the LCP film 100 of this embodiment.
- the manufacturing method of the LCP film of this embodiment includes at least a process of preparing an LCP extruded film 10 (hereinafter also referred to as a preparation process S1), and a process of shrinking the LCP extruded film 10 in the MD direction at a shrinkage ratio of 0.80 to 0.99 and stretching it in the TD direction to obtain the LCP film 100 (hereinafter also referred to as a biaxial expansion/contraction process S2).
- a preparation process S1 preparing an LCP extruded film 10
- a biaxial expansion/contraction process S2 a process of shrinking the LCP extruded film 10 in the MD direction at a shrinkage ratio of 0.80 to 0.99 and stretching it in the TD direction to obtain the LCP film 100
- an LCP extruded film 10 containing a liquid crystal polymer is prepared.
- LCP liquid crystal polymer
- a film known in the art can be used, and the type is not particularly limited. In the manufacturing method of this embodiment, the effect is more pronounced when a liquid crystal polymer film with high molecular orientation is used.
- the liquid crystal polymer contained in the LCP extruded film 10 a film known in the art can be used, and the type is not particularly limited.
- the liquid crystal polymer is a polymer that forms an optically anisotropic molten phase, and a representative example is a thermotropic liquid crystal compound.
- the properties of the anisotropic molten phase can be confirmed by a known method such as a polarization inspection method using crossed polarizers. More specifically, the anisotropic molten phase can be confirmed by using a Leitz polarizing microscope and observing a sample placed on a Leitz hot stage at a magnification of 40 times under a nitrogen atmosphere.
- liquid crystal polymers include liquid crystal polymers obtained by polycondensation of aromatic or aliphatic dihydroxy compounds, aromatic or aliphatic dicarboxylic acids, aromatic hydroxycarboxylic acids, aromatic diamines, aromatic hydroxyamines, aromatic aminocarboxylic acids, etc.
- Liquid crystal polymers include, but are not limited to, homopolymers of these, copolymers of these, modified products of these, polymer blends of these with thermoplastic resins other than liquid crystal polymers, and polymer alloys of these with thermoplastic resins other than liquid crystal polymers. From the viewpoint of obtaining an LCP extruded film 10 by extrusion molding, the liquid crystal polymer is preferably a thermoplastic liquid crystal polymer.
- preferred liquid crystal polymers include aromatic polyamide resins obtained by polycondensation of monomers such as aromatic hydroxycarboxylic acids, aromatic diamines, and aromatic hydroxyamines; (all) aromatic polyester resins obtained by polycondensation of monomers such as aromatic diols, aromatic carboxylic acids, and aromatic hydroxycarboxylic acids; but are not limited to these. These can be used alone or in any combination and ratio of two or more.
- Thermoplastic liquid crystal polymers are generally classified into types I, II, and III from the viewpoint of heat distortion temperature (TDUL).
- the thermoplastic liquid crystal polymer used in this embodiment can be suitably used regardless of the type of thermoplastic liquid crystal polymer, and may be appropriately selected depending on the application.
- thermoplastic liquid crystal polymer with a TDUL of about 250 to 350°C and a relatively heat-resistant type II thermoplastic liquid crystal polymer with a TDUL of about 240 to 250°C are suitably used.
- aromatic polyester resins that exhibit thermotropic liquid crystal-like properties and have a melting point of 250°C or higher, preferably 280°C to 380°C, are preferably used.
- aromatic polyester resins for example, (fully) aromatic polyester resins that are synthesized from monomers such as aromatic diols, aromatic carboxylic acids, and hydroxycarboxylic acids and that exhibit liquid crystallinity when melted are known.
- aromatic polyester resins can be used alone or in any combination and ratio of two or more. Depending on the required performance, a wholly aromatic polyester resin with a relatively high melting point or high heat distortion temperature and high heat resistance, or an aromatic polyester resin with a relatively low melting point or low heat distortion temperature and excellent moldability can be used.
- a preferred embodiment is a (fully) aromatic polyester resin having a basic structure of 6-hydroxy-2-naphthoic acid and its derivatives (hereinafter, sometimes simply referred to as "monomer component A”) and at least one monomer component (hereinafter, sometimes simply referred to as "monomer component B") selected from the group consisting of parahydroxybenzoic acid, terephthalic acid, isophthalic acid, 6-naphthalenedicarboxylic acid, 4,4'-biphenol, bisphenol A, hydroquinone, 4,4-dihydroxybiphenol, ethylene terephthalate, and derivatives thereof.
- monomer component A 6-hydroxy-2-naphthoic acid and its derivatives
- monomer component B monomer component selected from the group consisting of parahydroxybenzoic acid, terephthalic acid, isophthalic acid, 6-naphthalenedicarboxylic acid, 4,4'-biphenol, bisphenol A, hydroquinone, 4,4-dihydroxybiphenol,
- such (fully) aromatic polyester resins form an anisotropic molten phase in which the linear chains of molecules are regularly aligned, typically exhibiting thermotropic liquid crystal-like properties, and having excellent basic performance in terms of mechanical properties, electrical properties, high frequency properties, heat resistance, moisture absorption, etc.
- the (all) aromatic polyester resin of the above-mentioned preferred embodiment can have any configuration as long as it has monomer component A and monomer component B as essential units. For example, it may have two or more types of monomer component A, or it may have three or more types of monomer component A. Furthermore, the (all) aromatic polyester resin of the above-mentioned preferred embodiment may contain another monomer component (hereinafter, simply referred to as "monomer component C") other than monomer component A and monomer component B.
- monomer component C another monomer component
- the (all) aromatic polyester resin of the above-mentioned preferred embodiment may be a two-component or more polycondensate consisting of only monomer component A and monomer component B, or a three-component or more polycondensate consisting of monomer component A, monomer component B, and monomer component C.
- other monomer components include those other than the above-mentioned monomer component A and monomer component B, specifically aromatic or aliphatic dihydroxy compounds and derivatives thereof; aromatic or aliphatic dicarboxylic acids and derivatives thereof; aromatic hydroxycarboxylic acids and derivatives thereof; aromatic diamines, aromatic hydroxyamines, or aromatic aminocarboxylic acids and derivatives thereof; but are not particularly limited to these.
- the other monomer components can be used alone or in any combination and ratio of two or more.
- the term "derivative” refers to a monomer component having a modification group such as a halogen atom (e.g., fluorine atom, chlorine atom, bromine atom, iodine atom), an alkyl group having 1 to 5 carbon atoms (e.g., methyl group, ethyl group, n-propyl group, isopropyl group, n-butyl group, isobutyl group, s-butyl group, t-butyl group, etc.), an aryl group such as a phenyl group, a hydroxyl group, an alkoxy group having 1 to 5 carbon atoms (e.g., methoxy group, ethoxy group, etc.), a carbonyl group, -O-, -S-, -CH2-, etc., introduced into a part of the monomer component described above (hereinafter, this may be referred to as a "monomer component having a
- Particularly preferred embodiments include binary polycondensates of parahydroxybenzoic acid and its derivatives with 6-hydroxy-2-naphthoic acid and its derivatives; ternary or higher polycondensates of parahydroxybenzoic acid and its derivatives with 6-hydroxy-2-naphthoic acid and its derivatives and monomer component C; and polycondensates of parahydroxybenzoic acid and its derivatives with 6-hydroxy-2-naphthoic acid and its derivatives and terephthalic acid, isophthalic acid, 6-naphthalenedicarboxylic acid, 4,4'-biphenol, bisphenol A, hydroquinone, 4,4-dihydroxybiphenol.
- ternary or higher polycondensates consisting of parahydroxybenzoic acid and its derivatives, 6-hydroxy-2-naphthoic acid and its derivatives, terephthalic acid, isophthalic acid, 6-naphthalenedicarboxylic acid, 4,4'-biphenol, bisphenol A, hydroquinone, 4,4-dihydroxybiphenol, ethylene terephthalate, and their derivatives, and one or more monomer components C.
- These can be obtained as having a relatively low melting point compared to, for example, homopolymers of parahydroxybenzoic acid, and therefore, thermoplastic liquid crystal polymers using these have excellent moldability when thermocompressed to an adherend.
- the molar ratio of the monomer component A to the (all) aromatic polyester resin is preferably 10 mol% or more and 90 mol% or less, more preferably 30 mol% or more and 85 mol% or less, and even more preferably 50 mol% or more and 80 mol% or less.
- the molar ratio of the monomer component B to the (all) aromatic polyester resin is preferably 10 mol% or more and 90 mol% or less, more preferably 15 mol% or more and 70 mol% or less, and even more preferably 20 mol% or more and 50 mol% or less.
- the molar ratio of the monomer component C that may be contained in the (all) aromatic polyester resin is preferably 10 mol% or less, more preferably 8 mol% or less, even more preferably 5 mol% or less, and particularly preferably 3 mol% or less.
- the method for synthesizing the liquid crystal polymer is not particularly limited and may be any known method.
- Known polycondensation methods that form ester bonds using the above-mentioned monomer components such as melt polymerization, melt acidolysis, and slurry polymerization, may be used.
- an acylation or acetylation step may be carried out according to the usual method.
- the LCP extruded film 10 may further contain an inorganic filler.
- an inorganic filler By containing an inorganic filler, it becomes easier to obtain an LCP film 100 in which the anisotropy of the linear expansion coefficient in the MD direction, TD direction, and ZD direction (Z-axis direction; film thickness direction) is reduced.
- Such an LCP film 100 is particularly useful in rigid substrate applications requiring multi-layer lamination, for example.
- the inorganic filler may be any inorganic filler known in the industry, and there is no particular limitation on the type.
- silica e.g., natural silica, fused silica, amorphous silica, hollow silica, wet silica, synthetic silica, aerosil, etc.
- aluminum compounds e.g., boehmite, aluminum hydroxide, alumina, hydrotalcite, aluminum borate, aluminum nitride, etc.
- magnesium compounds e.g., magnesium aluminometasilicate, magnesium carbonate, magnesium oxide, magnesium hydroxide, etc.
- calcium compounds e.g., calcium carbonate, calcium hydroxide, calcium sulfate, calcium sulfite, calcium borate, etc.
- molybdenum compounds e.g., molybdenum oxide, zinc molybdate, etc.
- talc e.
- the inorganic filler used here may be one that has been subjected to a surface treatment known in the industry.
- the surface treatment can improve moisture resistance, adhesive strength, dispersibility, etc.
- surface treatment agents include, but are not limited to, silane coupling agents, titanate coupling agents, sulfonic acid esters, carboxylic acid esters, and phosphate esters.
- the median diameter (d50) of the inorganic filler is preferably 0.01 ⁇ m or more and 50 ⁇ m or less, more preferably 0.03 ⁇ m or more and 50 ⁇ m or less, and even more preferably 0.1 ⁇ m or more and 50 ⁇ m or less.
- the median diameter (d50) of the inorganic filler means the value measured on a volume basis by the laser diffraction/scattering method using a laser diffraction/scattering type particle size distribution measuring device (LA-500 manufactured by Horiba, Ltd.).
- the content of the inorganic filler is not particularly limited and can be set appropriately according to the required performance, taking into consideration the balance of the composition with other essential and optional components. From the viewpoints of kneadability and ease of handling during preparation, the effect of reducing the linear expansion coefficient, etc., the content of the inorganic filler is preferably 1% by mass or more and 45% by mass or less in total, more preferably 3% by mass or more and 40% by mass or less in total, and even more preferably 5% by mass or more and 35% by mass or less in total, calculated as solid content relative to the total amount of the LCP extruded film 10.
- the LCP extrusion film 10 may contain resin components other than the above-mentioned thermoplastic resins (hereinafter, simply referred to as "other resin components"), such as thermosetting resins and elastomers, within the scope of not excessively impairing the effects of the present invention.
- other resin components such as thermosetting resins and elastomers
- the LCP extrusion film 10 may contain additives known in the art, such as release improvers such as higher fatty acids having 10 to 25 carbon atoms, higher fatty acid esters, higher fatty acid amides, higher fatty acid metal salts, polysiloxanes, and fluororesins; colorants such as dyes and pigments; organic fillers; antioxidants; heat stabilizers; light stabilizers; ultraviolet absorbers; flame retardants; antistatic agents; surfactants; rust inhibitors; defoamers; fluorescent agents, etc., within the scope of not excessively impairing the effects of the present invention.
- additives may be used alone or in combination of two or more.
- additives may be included in the molten resin composition prepared when molding the LCP extrusion film 10.
- the content of these resin components and additives is not particularly limited, but from the viewpoints of moldability and thermal stability, it is preferably 0.01 to 10% by mass each, more preferably 0.1 to 7% by mass each, and even more preferably 0.5 to 5% by mass each, based on the total amount of the LCP extruded film 10.
- melt extrusion film such as a T-die extrusion film or an inflation film is preferably used.
- the melt extrusion film can be obtained by extruding a resin composition containing the above-mentioned liquid crystal polymer and optional components such as inorganic fillers and other resin components to a predetermined thickness.
- the extrusion method can be applied to various known methods, and the type is not particularly limited.
- the T-die method and the inflation method for example, the multi-manifold coextrusion method and the feed block coextrusion method; and for example, the multi-layer coextrusion method such as the two-layer coextrusion method and the three-layer coextrusion method; can be applied in any combination.
- a preferred embodiment is a method in which the above-mentioned resin composition is extruded from a T-die by an extrusion molding method using a T-die (hereinafter, sometimes simply referred to as the "T-die extrusion method") to form a film, and then, as necessary, a cooling process, a pressing process, a pressurized heating process, etc. are performed to obtain a predetermined LCP extrusion film 10.
- T-die extrusion method an extrusion molding method using a T-die
- liquid crystal polymer film layer that is the middle layer (core layer) of a three-layer coextruded film having a laminated structure in which a thermoplastic resin layer, a liquid crystal polymer film layer, and a thermoplastic resin layer are arranged in at least this order.
- a single liquid crystal polymer film layer (LCP extruded film 10) can be taken out by removing the thermoplastic resin layers of both outer layers of the three-layer coextruded film.
- the thickness of the LCP extrusion film 10 can be set appropriately depending on the required performance, and is not particularly limited. Considering the ease of handling and productivity during extrusion molding, the thickness is preferably 15 ⁇ m or more and 300 ⁇ m or less, more preferably 18 ⁇ m or more and 250 ⁇ m or less, and even more preferably 20 ⁇ m or more and 200 ⁇ m or less.
- the melting point (melting temperature) of the LCP extruded film 10 is not particularly limited, but from the viewpoint of the heat resistance and processability of the film, the melting point (melting temperature) is preferably 200 to 400°C, more preferably 250 to 360°C, more preferably 260 to 355°C, even more preferably 270 to 350°C, and particularly preferably 275 to 345°C.
- the melting point of the LCP extruded film 10 means the melting peak temperature in differential scanning calorimetry (DSC) when the extruded film is heated (1st heating) at a temperature rise rate of 20°C/min in the temperature range of 30 to 400°C using a DSC8500 (manufactured by PerkinElmer) to see the value after eliminating the thermal history, and then cooled (1st cooling) at a temperature drop rate of 50°C/min, and then heated a second time (2nd heating) at a temperature rise rate of 20°C/min.
- DSC differential scanning calorimetry
- the linear expansion coefficient (CTE, ⁇ 2, 23-200°C) in the TD direction of the LCP extruded film 10 is not particularly limited, but is preferably 5.0-60.0 ppm/K, more preferably 5.0-55.0 ppm/K, and even more preferably 5.0-50.0 ppm/K.
- the linear expansion coefficient (CTE, ⁇ 2, 23-200°C) in the MD direction of the LCP extruded film 10 is preferably -30.0-5.0 ppm/K, more preferably -25.5-5.0 ppm/K, and even more preferably -23.0-5.0 ppm/K.
- the LCP extruded film 10 to be subjected to the biaxial expansion/contraction process may be an unstretched film, a uniaxially stretched film, or a biaxially stretched film.
- the linear expansion coefficient is measured by the TMA method in accordance with JIS K7197
- the average linear expansion coefficient means the average value of the linear expansion coefficients between 23 and 200°C measured by the same method.
- the linear expansion coefficient measured here means the value when the target film, which is the measurement sample, is heated at a heating rate of 5°C/min (1st heating), cooled to the measurement environment temperature (23°C) (1st cooling), and then heated a second time at a heating rate of 5°C/min (2nd heating) in order to see the value after eliminating the thermal history.
- Other detailed measurement conditions are in accordance with the conditions described in the examples described later.
- the dielectric properties of the LCP extruded film 10 can be appropriately set according to the desired performance, and are not particularly limited.
- the relative dielectric constant ⁇ r (36 GHz) is preferably 3.0 to 3.7, more preferably 3.0 to 3.5.
- the dielectric loss tangent tan ⁇ (36 GHz) is preferably 0.0010 to 0.0050, more preferably 0.0010 to 0.0045.
- the relative dielectric constant ⁇ r (36 GHz) and the dielectric loss tangent tan ⁇ (36 GHz) refer to values at 36 GHz measured by a cavity resonator contact method in accordance with JIS K6471.
- the LCP extruded film 10 can be used as is, but if necessary, a pressurized and heated process can be carried out to further reduce the molecular orientation (anisotropy) of the liquid crystal polymer or to further release the internal strain, thereby realizing an LCP film 100 with reduced anisotropy in the dimensional change rate or an LCP film 100 with a smaller absolute value for the dimensional change rate.
- a pressurized and heated process can be carried out to further reduce the molecular orientation (anisotropy) of the liquid crystal polymer or to further release the internal strain, thereby realizing an LCP film 100 with reduced anisotropy in the dimensional change rate or an LCP film 100 with a smaller absolute value for the dimensional change rate.
- the pressurized heat treatment may be performed using a method known in the art, such as contact heat treatment or non-contact heat treatment, and the type is not particularly limited.
- heat setting may be performed using known equipment such as a non-contact heater, oven, blower, heat roll, cooling roll, heat press, double belt heat press, etc.
- a release film or porous film known in the art may be placed on the surface of the LCP extrusion film 10 and heat treatment may be performed.
- a heat compression molding method is preferably used in which a release film or porous film is placed on the front and back of the LCP extrusion film 10 and is thermocompressed while being sandwiched between a pair of endless belts of a double belt press, and then the release film or porous film is removed.
- the heat compression molding method may be performed by referring to, for example, JP 2010-221694 A.
- the processing temperature when the LCP extrusion film 10 using the above resin composition is thermocompressed between the pair of endless belts of a double belt press is preferably higher than the melting point of the liquid crystal polymer and lower than 70°C higher than the melting point in order to control the crystalline state of the LCP extrusion film 10, more preferably higher than +5°C higher than the melting point and lower than 60°C higher than the melting point, and even more preferably higher than +10°C higher than the melting point and lower than 50°C higher than the melting point.
- thermocompression bonding conditions at this time can be appropriately set according to the desired performance and are not particularly limited, but are preferably performed under conditions of a surface pressure of 0.5 to 10 MPa and a heating temperature of 250 to 430°C, more preferably under conditions of a surface pressure of 0.6 to 8 MPa and a heating temperature of 260 to 400°C, and even more preferably under conditions of a surface pressure of 0.7 to 6 MPa and a heating temperature of 270 to 370°C.
- a non-contact heater or oven it is preferable to perform the thermocompression bonding under conditions of, for example, 200 to 320°C for 1 to 20 hours.
- the LCP extruded film 10 which is the object to be processed, is subjected to a shrinking treatment in the MD direction at a shrinkage ratio of 0.80 to 0.99 times and a stretching treatment in the TD direction.
- the LCP film 100 thus obtained after the biaxial expansion/contraction process is a uniaxially contracted film.
- TD stretched film uniaxially stretched film
- MD shrinkage TD stretched film uniaxially stretched film
- a known stretching machine or biaxial stretching shrinking machine can be used.
- a known simultaneous biaxial expansion and contraction machine is described in JP 2022-051372 A, for example.
- the LCP extruded film 10 is fed out while being held between a number of clips 21a, 22a of endless loops 21, 22 arranged symmetrically on the left and right, and the LCP extruded film 10 is shrunk in the MD direction by reducing the spacing between the clips 21a and the spacing between the clips 22a.
- the spacing between the endless loops 21, 22 gradually expands in the film transport direction, the LCP extruded film 10 held between the endless loops 21, 22 is gradually pulled outward and stretched in the TD direction.
- the processing temperature of the biaxial expansion and contraction step S2 is not particularly limited as long as it is equal to or higher than the glass transition point of the LCP extrusion film 10, but is preferably 70 to 180°C, and more preferably 90 to 180°C.
- heat treatment heat setting
- a method known in the industry, such as contact heat treatment or non-contact heat treatment can be performed, and the type is not particularly limited.
- heat setting can be performed using known equipment such as a non-contact heater, oven, blow device, heat roll, cooling roll, heat press machine, double belt heat press machine, etc.
- a release film or porous film known in the industry can be placed on the surface of the LCP film 100 and heat pressure treatment can be performed.
- the stretching treatment and the shrinking treatment can be performed sequentially, or the shrinking treatment and the stretching treatment can be performed sequentially by reversing the order, and the shrinking treatment and the stretching treatment can also be performed simultaneously.
- the stretching ratio and shrinkage ratio of the LCP extruded film 10 in the biaxial expansion/contraction step S2 may be set according to the desired degree of anisotropy improvement, and are not particularly limited.
- the shrinkage ratio in the MD direction is preferably 0.80 to 0.99 times, more preferably 0.80 to 0.95 times, and even more preferably 0.80 to 0.93 times, based on the length in the MD direction before shrinkage.
- the stretching ratio in the TD direction is preferably 1.20 to 2.50 times, more preferably 1.30 to 2.50 times, and even more preferably 1.40 to 2.50 times, based on the length in the TD direction before stretching.
- the stretching shrinkage ratio which is expressed as the product of the shrinkage ratio in the MD direction and the stretching ratio in the TD direction (where m is the shrinkage ratio in the MD direction and n is the stretching shrinkage ratio expressed as m x n), is preferably 0.960 to 2.475, more preferably 1.040 to 2.375, even more preferably 1.120 to 2.325, and even more preferably 1.150 to 1.4950. According to this manufacturing method, even though the stretching shrinkage ratio in the biaxial expansion/contraction step S2 is relatively low, an LCP film 100 can be easily manufactured in which the absolute values of the linear expansion coefficients in the MD and TD directions are small and the anisotropy of the linear expansion coefficients in the MD and TD directions is small.
- the LCP film 100 can be cooled (or slowly cooled) as necessary.
- the LCP film 100 can be cooled, for example, by using a pair of cooling rolls, or by natural cooling.
- the LCP film 100 can be taken up, for example, by a take-up roll and wound up in a roll on a take-up roll to form a rolled raw material.
- the first and second film members may be arranged on the front and back sides of the LCP extruded film 10, respectively, and adhered to the front and back sides of the LCP extruded film 10, respectively, to form a laminated body having a first film member/LCP extruded film 10/second film member, and this laminated body may be subjected to a biaxial expansion and contraction process.
- the materials constituting the first and second film members are not particularly limited as long as they can adhere to the LCP extruded film 10 and have the strength not to break when subjected to the MD shrinkage-TD stretching process.
- thermosetting resin films such as polyimide films; thermoplastic resin films having a higher melting point than the LCP extruded film 10; and metal foils such as aluminum foil and copper foil are preferred.
- the first and second membrane members may be made of the same or different materials.
- the method for producing the laminate is not particularly limited, and known lamination methods can be applied.
- the first film member, the LCP extruded film 10, and the second film member are layered in this order, and the laminate can be obtained by laminating or thermocompressing the first film member using known equipment such as a press, a compression roll, a non-contact heater, an oven, a blowing device, a heat roll, a cooling roll, a heat press, or a double belt press.
- the processing conditions for lamination can be set appropriately depending on the material used, and are not particularly limited.
- the lamination can be performed under conditions of a surface pressure of 0.3 to 10 MPa and a heating temperature of the LCP extruded film 10 or higher and melting point +70°C or lower, and preferably under conditions of a surface pressure of 0.6 to 8 MPa and a temperature of the LCP extruded film 10 or higher and 60°C higher than the melting point.
- various release agents may be placed between the LCP extruded film 10 of the pressure-bonded body and the first film member, or between the LCP extruded film 10 and the second film member.
- various primers, easy-to-use adhesives, etc. may be placed instead of release agents.
- the laminate is cooled as necessary, and then the first and second film members that are laminated to both surfaces of the laminate are peeled off (removed), thereby obtaining the LCP film 100 after MD shrinkage-TD stretching.
- the laminate can be cooled, for example, using a pair of cooling rolls, or it can be cooled naturally.
- the LCP film 100 after MD shrinkage-TD stretching can be made into a roll by, for example, taking it up with a take-up roll and winding it up in a roll on a take-up roll.
- the LCP film 100 obtained by the above-mentioned manufacturing method is an MD-shrunk/TD-stretched product of the LCP extruded film 10 (hereinafter, sometimes referred to as a biaxially stretched LCP film).
- the thickness of the LCP film 100 can be set appropriately depending on the required performance, and is not particularly limited. Considering the ease of handling and productivity during extrusion molding, the thickness is preferably 15 ⁇ m or more and 300 ⁇ m or less, more preferably 18 ⁇ m or more and 250 ⁇ m or less, and even more preferably 20 ⁇ m or more and 200 ⁇ m or less.
- the linear expansion coefficient (CTE, ⁇ 2, 23-200°C) in the MD direction of the LCP film 100 can be set appropriately depending on the desired performance and is not particularly limited, but from the viewpoint of reducing the anisotropy of the dimensional change rate and the absolute value of the dimensional change rate, and improving adhesion to the metal foil, it is preferably -10.0 to 30.0 ppm/K in the MD direction, more preferably -10.0 to 10.0 ppm/K, and even more preferably -10.0 to 5.0 ppm/K. According to the manufacturing method of this embodiment, an LCP film 100 with a linear expansion coefficient in the MD direction that has a negative value can be easily obtained.
- the linear expansion coefficient (CTE, ⁇ 2, 23-200°C) in the TD direction of the LCP film 100 can be set appropriately depending on the desired performance and is not particularly limited, but from the viewpoint of reducing the anisotropy of the dimensional change rate and the absolute value of the dimensional change rate, and improving adhesion to the metal foil, it is preferably -30.0 to 30.0 ppm/K in the TD direction, more preferably -20.0 to 5.0 ppm/K, and even more preferably -15.0 to 0.0 ppm/K. According to the manufacturing method of this embodiment, an LCP film 100 with a linear expansion coefficient in the TD direction that has a negative value can be easily obtained.
- the orientation of the LCP film 100 can be set appropriately depending on the desired performance and is not particularly limited, but from the standpoint of reducing the anisotropy of the dimensional change rate and the absolute value of the dimensional change rate, and increasing adhesion to the metal foil, the degree of orientation is preferably 0.0 to 30.0%, more preferably 0.0 to 28.0%, even more preferably 0.0 to 26.0%, and particularly preferably 0.0 to 25.0%. The smaller this value, the more isotropic the physical properties are in the plane.
- the degree of orientation (%) of the LCP film 100 means a value calculated from the following formula based on the area ratio of the orientation peak in the diffraction intensity distribution curve obtained by performing X-ray diffraction measurement by a transmission method using an X-ray diffraction device.
- a broad diffraction peak with a small peak intensity is observed in the X-ray diffraction measurement, so that a calculation method based on the half-width of the orientation peak cannot guarantee high measurement accuracy.
- the X-ray diffraction measurement is performed from one film surface side of the LCP film 100 using a calculation method based on the area ratio of the orientation peak, not the half-width of the orientation peak, and the degree of orientation (%) is calculated based on the area ratio of the obtained orientation peak.
- the calculation method based on the area proportion of the orientation peak involves measuring the peak intensity (orientation component) by 2 ⁇ / ⁇ scanning, and measuring the intensity in the azimuth direction from 0° to 360° by ⁇ scanning to obtain the intensity distribution in the azimuth direction (base intensity (isotropic component)).
- the orientation degree (%) is calculated as the percentage of the area occupied by the orientation component excluding the area of the base isotropic component to the total area (area of the orientation component + area of the isotropic component).
- the dielectric properties of the LCP film 100 can be set appropriately according to the desired performance, and are not particularly limited.
- the relative dielectric constant ⁇ r (36 GHz) is preferably 3.0 to 3.7, more preferably 3.0 to 3.5.
- the dielectric loss tangent tan ⁇ (36 GHz) is preferably 0.0010 to 0.0050, more preferably 0.0010 to 0.0045.
- the relative dielectric constant ⁇ r (36 GHz) and the dielectric loss tangent tan ⁇ (36 GHz) refer to the values at 36 GHz measured by the cavity resonator contact method in accordance with JIS K6471. Other detailed measurement conditions are in accordance with the conditions described in the examples described later.
- the manufacturing method of the LCP film 100 of this embodiment it is possible to easily and stably manufacture the LCP film 100 having a small absolute value of the linear expansion coefficient in the MD direction and the TD direction and a small anisotropy of the linear expansion coefficient in the MD direction and the TD direction at a low cost without requiring a special laminate film as in the conventional technology. Therefore, the manufacturing method of the LCP film 100 of this embodiment has excellent industrial usefulness.
- the LCP film which has excellent high-frequency characteristics and low dielectric properties, has been in the spotlight in recent years not only for applications such as electronic circuit boards, multilayer boards, high heat dissipation boards, flexible printed wiring boards, antenna boards, photoelectron hybrid boards, IC packages, etc., but also as an insulating material for circuit boards such as flexible printed wiring boards (FPCs), flexible printed wiring board laminates, and fiber-reinforced flexible laminates in the 5th generation mobile communication system (5G) and millimeter wave radar that will develop in the future.
- FPCs flexible printed wiring boards
- 5G 5th generation mobile communication system
- millimeter wave radar millimeter wave radar
- the LCP film 100 obtained by applying the manufacturing method of the LCP film 100 of this embodiment has smaller absolute values of the linear expansion coefficient in the MD direction and TD direction, and has smaller in-plane anisotropy of the linear expansion coefficient compared to conventional technology, suppressing the occurrence of warping during manufacturing, and is adaptable to recent ultra-fine processing, making it widely usable as a material that is particularly useful in the relevant application.
- the degree of orientation was calculated from the above formula based on the area ratio of the orientation peak from the base intensity (isotropic component) and peak intensity (orientation component) of the obtained ⁇ profile.
- thermoplastic liquid crystal polymer (a copolymer having a monomer composition of 74 mol% p-hydroxybenzoic acid and 26 mol% 6-hydroxy-2-naphthoic acid, with a melt viscosity of 80 Pa ⁇ sec at a temperature of 300°C and a shear rate of 500 sec -1 ) was extruded from an extruder at 300°C by a T-die casting method to obtain an LCP extruded film (unstretched LCP film) of Reference Example 1 having a width of 400 mm, a thickness of 75 ⁇ m, and a melting point of 280°C.
- Example 1 The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.90 times in the MD direction and a shrink/stretch treatment of 1.45 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 1 (biaxially stretched LCP film).
- Example 2 The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.86 times in the MD direction and a shrink/stretch treatment of 1.50 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 2 (biaxially stretched LCP film).
- Example 3 The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.85 times in the MD direction and a shrink/stretch treatment of 1.60 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 3 (biaxially stretched LCP film).
- Comparative Example 1 The LCP extruded film of Reference Example 1 was supplied to a uniaxial tenter stretching machine, stretched at a stretch ratio of 1.50 in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain an LCP film of Comparative Example 1 (TD-stretched LCP film).
- Comparative Example 2 The LCP extruded film of Reference Example 1 was supplied to a uniaxial tenter stretching machine and was attempted to be stretched in the TD direction at a stretch ratio of 1.60 at a temperature of 130° C., but the LCP extruded film broke.
- Table 1 shows the production conditions and the measurement results.
- Example 4 The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.85 times in the MD direction and a shrink/stretch treatment of 1.70 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 4 (biaxially stretched LCP film).
- Example 5 The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.80 times in the MD direction and a shrink/stretch treatment of 1.90 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 5 (biaxially stretched LCP film).
- the present invention provides a method for producing an LCP film that is excellent in productivity and versatility and can easily produce an LCP film with small absolute values of linear expansion coefficients in the MD and TD directions and small anisotropy of the linear expansion coefficients in the MD and TD directions without requiring a special laminate film as in conventional technology, and can be widely and effectively used in the field of LCP film materials.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Abstract
Description
本発明は、LCPフィルムの製造方法等に関する。 The present invention relates to a method for producing LCP films.
従来、インフレーション法やTダイ法等の溶融押出成形で製造された液晶ポリマー(LCP:Liquid Crystal Polymer)フィルムが各種分野で広く用いられている。とりわけ溶融状態或いは溶液状態で液晶性を示すサーモトロピック液晶ポリマーは、押出成形が可能であり、高ガスバリア性、高フィルム強度、高耐熱、高絶縁、低吸水率、高周波域での低誘電特性等の優れた性質を有しているため、ガスバリア性フィルム材料用途、電子材料用途、電気絶縁性材料用途等において実用化が検討されている。また、液晶ポリマーを用いた回路基板用絶縁材料は、高周波特性及び低誘電性に優れることから、今後進展する第5世代移動通信システム(5G)やミリ波レーダー等におけるフレキシブルプリント配線板(FPC)、フレキシブルプリント配線板積層体、繊維強化フレキシブル積層体等の回路基板の絶縁材料として、近年、脚光を浴びている。 Conventionally, liquid crystal polymer (LCP) films manufactured by melt extrusion molding such as the inflation method or T-die method have been widely used in various fields. In particular, thermotropic liquid crystal polymers that exhibit liquid crystallinity in a molten or solution state can be extruded, and have excellent properties such as high gas barrier properties, high film strength, high heat resistance, high insulation, low water absorption, and low dielectric properties in the high frequency range, so their practical use in gas barrier film materials, electronic materials, electrical insulating materials, etc. is being considered. In addition, insulating materials for circuit boards using liquid crystal polymers have excellent high frequency properties and low dielectric properties, and have been attracting attention in recent years as insulating materials for circuit boards such as flexible printed circuit boards (FPCs), flexible printed circuit board laminates, and fiber-reinforced flexible laminates in the upcoming 5th generation mobile communication systems (5G) and millimeter wave radars.
しかしながら、溶融押出成形により得られるLCPフィルムは、液晶ポリマーが有する高度の液晶配向性や比較的に剛直な分子鎖等に起因して、さらには溶融押出時のダイやダイスウェル等に起因して生じるせん断応力等を受けて、ポリマー鎖がフィルムの流れ方向、すなわちMD方向(Machine Direction;長手方向)に高度に分子配向していることが知られている。そのため、フィルム強度、熱膨張係数、寸法精度等の諸物性において、例えばMD方向とTD方向(Transverse Direction;横手方向)とで著しい異方性が生じてしまい、工業上の利用価値が高い熱可塑性液晶ポリマーフィルムを得ることが困難であった。 However, it is known that in LCP films obtained by melt extrusion, the polymer chains are highly oriented in the flow direction of the film, i.e., the MD (Machine Direction; longitudinal direction), due to the high degree of liquid crystal orientation and relatively rigid molecular chains of the liquid crystal polymer, as well as due to shear stress caused by die and die swelling during melt extrusion. As a result, significant anisotropy occurs between the MD and TD (Transverse Direction; horizontal direction) in various physical properties such as film strength, thermal expansion coefficient, and dimensional accuracy, making it difficult to obtain a thermoplastic liquid crystal polymer film with high industrial utility.
MD方向とTD方向の異方性を改善するために、かつては液晶ポリマーフィルムを延伸処理することが検討されていた。しかしながら、延伸処理は、液晶ポリマーフィルム全体を1軸方向又は2軸方向に大きく引き延ばす技術であるため、配向の向きや配向度を緻密に調整することができない。そのため、液晶ポリマーフィルムの延伸処理は、主として、液晶ポリマーフィルムの表面粗さや表面精度を調整するために行われているのが現状である。 In order to improve the anisotropy in the MD and TD directions, stretching the liquid crystal polymer film was once considered. However, because stretching is a technique that significantly stretches the entire liquid crystal polymer film in one or two axial directions, it is not possible to precisely adjust the orientation direction or degree of orientation. For this reason, currently, stretching of liquid crystal polymer films is mainly carried out to adjust the surface roughness and surface precision of the liquid crystal polymer film.
例えば、特許文献1では、一対のラミネートフィルム(比重が1.3以上でかつその延伸方向の破断伸び率が400%以上であるフッ素樹脂多孔質フィルム)間に液晶ポリマーフィルムを挟持したラミネート体を予め作製し、フッ素樹脂多孔質フィルムは軟化させるが実質的に溶融せずに液晶ポリマーフィルムは軟化ないし溶融させる温度条件下で、このラミネート体を1軸方向又は2軸方向に延伸処理する製法が開示されている。 For example, Patent Document 1 discloses a method in which a laminate body is prepared in advance by sandwiching a liquid crystal polymer film between a pair of laminate films (a fluororesin porous film having a specific gravity of 1.3 or more and a breaking elongation rate in the stretching direction of 400% or more), and this laminate body is stretched uniaxially or biaxially under temperature conditions that soften the fluororesin porous film but do not substantially melt it, and soften or melt the liquid crystal polymer film.
しかしながら、上述した特許文献1に記載の製造技術は、比重が大きく破断伸び率が大きなフッ素樹脂多孔質フィルムという特殊なラミネートフィルムの使用を前提としており、そもそも汎用性に劣る。実際、特許文献1では、比重の大きなPTFEのスカイブトフィルムを用いた場合や破断伸び率が小さなポリイミドフィルムを用いた場合には、延伸処理の際にラミネートフィルムが破断してしまい、所望する延伸処理ができないことが示されている。 However, the manufacturing technology described in the above-mentioned Patent Document 1 is premised on the use of a special laminate film, a fluororesin porous film, which has a high specific gravity and a high breaking elongation rate, and is therefore inherently poor in versatility. In fact, Patent Document 1 shows that when a PTFE skive film, which has a high specific gravity, or a polyimide film, which has a low breaking elongation rate, is used, the laminate film breaks during the stretching process, making it impossible to perform the desired stretching process.
そして、上述した特許文献1では、比重が大きく破断伸び率が大きなフッ素樹脂多孔質フィルムを用いて液晶ポリマーフィルムを挟み込んだ特殊なラミネート体を、液晶ポリマーフィルムの融点付近でMD方向に1.3倍及びTD方向に3.9倍の二軸延伸処理を行うことで、表面粗さが低く表面精度の高いLCPフィルムを得ているに留まる。すなわち、特許文献1に記載の製造技術は、得られる延伸LCPフィルムの表面粗さや表面精度を調整するに留まり、MD方向とTD方向の線膨張係数等の異方性の改善について、何ら考慮されていない。 In the above-mentioned Patent Document 1, a special laminate in which a liquid crystal polymer film is sandwiched between fluororesin porous films with a high specific gravity and high breaking elongation is subjected to a biaxial stretching process of 1.3 times in the MD direction and 3.9 times in the TD direction near the melting point of the liquid crystal polymer film, thereby obtaining an LCP film with low surface roughness and high surface precision. In other words, the manufacturing technology described in Patent Document 1 only adjusts the surface roughness and surface precision of the obtained stretched LCP film, and does not take into consideration any improvement of anisotropy such as the linear expansion coefficient in the MD and TD directions.
本発明は、上記課題に鑑みてなされたものである。本発明の目的は、特許文献1に記載されたような特殊なラミネートフィルムを必須とすることなく、MD方向とTD方向の線膨張係数の絶対値が小さくMD方向とTD方向の線膨張係数の異方性が小さなLCPフィルムを簡易に製造可能な、生産性及び汎用性に優れる、LCPフィルムの製造方法等を提供することにある。 The present invention has been made in consideration of the above problems. The object of the present invention is to provide a method and the like for producing an LCP film that is excellent in productivity and versatility and can easily produce an LCP film that has small absolute values of linear expansion coefficients in the MD and TD directions and small anisotropy of the linear expansion coefficients in the MD and TD directions, without requiring a special laminate film such as that described in Patent Document 1.
本発明者らは、上記課題を解決すべく鋭意検討した結果、LCP押出フィルムをMD方向へ収縮させるとともにTD方向へ延伸する二軸拡縮処理(MD収縮-TD延伸処理)を行うことにより、上記課題を解決し得ることを見出し、本発明を完成するに至った。 As a result of extensive research into solving the above problems, the inventors discovered that the above problems could be solved by performing a biaxial expansion/contraction process (MD contraction-TD stretching process) in which the LCP extruded film is shrunk in the MD direction and stretched in the TD direction, thereby completing the present invention.
すなわち、本発明は、以下に示す種々の具体的態様を提供する。
(1)LCP押出フィルムを準備する工程、並びに前記LCP押出フィルムに、MD方向に0.80倍~0.99倍の収縮倍率で収縮処理を施すとともにTD方向に延伸処理を施してLCPフィルムを得る工程、を少なくとも備える、LCPフィルムの製造方法。
That is, the present invention provides various specific embodiments as shown below.
(1) A method for producing an LCP film, comprising at least the steps of preparing an LCP extruded film, and subjecting the LCP extruded film to a shrink treatment in the MD direction at a shrinkage ratio of 0.80 to 0.99 times and a stretching treatment in the TD direction to obtain an LCP film.
(2)前記延伸処理においては、TD方向に1.20倍~2.50倍の延伸倍率で前記LCP押出フィルムに延伸処理を施す(1)に記載のLCPフィルムの製造方法。 (2) The method for producing an LCP film described in (1) above, in which the stretching process is performed on the LCP extruded film at a stretch ratio of 1.20 to 2.50 in the TD direction.
(3)前記LCPフィルムを得る工程では、TD方向に-30.0~30.0ppm/Kの線膨張係数を有し且つMD方向に-10.0~30.0ppm/Kの線膨張係数を有する前記LCPフィルムを得る(1)又は(2)に記載のLCPフィルムの製造方法。 (3) The method for producing an LCP film according to (1) or (2), in which the process for obtaining the LCP film has a linear expansion coefficient of -30.0 to 30.0 ppm/K in the TD direction and a linear expansion coefficient of -10.0 to 30.0 ppm/K in the MD direction.
(4)前記LCPフィルムを得る工程では、TD方向に-20.0~5.0ppm/Kの線膨張係数を有し且つMD方向に-10.0~10.0ppm/Kの線膨張係数を有する前記LCPフィルムを得る(1)~(3)のいずれか一項に記載のLCPフィルムの製造方法。 (4) The method for producing an LCP film according to any one of (1) to (3), in which the process for obtaining the LCP film has a linear expansion coefficient of -20.0 to 5.0 ppm/K in the TD direction and a linear expansion coefficient of -10.0 to 10.0 ppm/K in the MD direction.
(5)前記LCPフィルムを得る工程では、TD方向に-15.0~0.0ppm/Kの線膨張係数を有し且つMD方向に-10.0~5.0ppm/Kの線膨張係数を有する前記LCPフィルムを得る(1)~(4)のいずれか一項に記載のLCPフィルムの製造方法。 (5) The method for producing an LCP film according to any one of (1) to (4), in which the process for obtaining the LCP film has a linear expansion coefficient of -15.0 to 0.0 ppm/K in the TD direction and a linear expansion coefficient of -10.0 to 5.0 ppm/K in the MD direction.
(6)前記LCPフィルムを得る工程では、配向度が0.0~30.0%の前記LCPフィルムを得る(1)~(5)のいずれか一項に記載のLCPフィルムの製造方法。 (6) The method for producing an LCP film according to any one of (1) to (5), in which the LCP film is obtained in the step of obtaining the LCP film, and the LCP film has an orientation degree of 0.0 to 30.0%.
(7)前記LCP押出フィルムは、TD方向に5.0~60.0ppm/Kの線膨張係数を有し且つMD方向に-30.0~5.0ppm/Kの線膨張係数を有する(1)~(6)のいずれか一項に記載のLCPフィルムの製造方法。 (7) The method for producing an LCP film according to any one of (1) to (6), wherein the extruded LCP film has a linear expansion coefficient of 5.0 to 60.0 ppm/K in the TD direction and a linear expansion coefficient of -30.0 to 5.0 ppm/K in the MD direction.
(8)前記LCPフィルムを得る工程では、同時二軸延伸収縮機を用いる(1)~(7)のいずれか一項に記載のLCPフィルムの製造方法。 (8) The method for producing an LCP film according to any one of (1) to (7), in which a simultaneous biaxial stretching and shrinking machine is used in the process for obtaining the LCP film.
本発明によれば、特殊なラミネートフィルムを必須とすることなく、MD方向とTD方向の線膨張係数の絶対値が小さくMD方向とTD方向の線膨張係数の異方性が小さなLCPフィルムを簡易に製造可能な、生産性及び汎用性に優れる、LCPフィルムの製造方法等を提供することができる。 The present invention provides a method for producing an LCP film that is excellent in productivity and versatility and can easily produce an LCP film that has small absolute values of linear expansion coefficients in the MD and TD directions and small anisotropy of the linear expansion coefficients in the MD and TD directions without requiring a special laminate film.
以下、本発明の実施の形態について、図面を参照して詳細に説明する。なお、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとする。また、図面の寸法比率は、図示の比率に限定されるものではない。但し、以下の実施の形態は、本発明を説明するための例示であり、本発明はこれらに限定されるものではない。すなわち本発明は、その要旨を逸脱しない範囲内で任意に変更して実施することができる。なお、本明細書において、例えば「1~100」との数値範囲の表記は、その下限値「1」及び上限値「100」の双方を包含するものとする。また、他の数値範囲の表記も同様である。 Below, the embodiments of the present invention will be described in detail with reference to the drawings. Unless otherwise specified, the positional relationships, such as up, down, left, and right, are based on the positional relationships shown in the drawings. Furthermore, the dimensional ratios of the drawings are not limited to those shown. However, the following embodiments are examples for explaining the present invention, and the present invention is not limited to these. In other words, the present invention can be implemented with any modifications within the scope of the gist of the invention. In this specification, for example, the expression of a numerical range such as "1 to 100" includes both the lower limit "1" and the upper limit "100". The same applies to the expressions of other numerical ranges.
<LCPフィルムの製造方法>
図1は、本実施形態のLCPフィルム100の製造方法における二軸拡縮処理(MD収縮-TD延伸処理)を示す概念図である。本実施形態のLCPフィルムの製造方法は、LCP押出フィルム10を準備する工程(以降において、準備工程S1ともいう。)と、LCP押出フィルム10に、MD方向に0.80倍~0.99倍の収縮倍率で収縮処理を施すとともにTD方向に延伸処理を施してLCPフィルム100を得る工程(以降において、二軸拡縮工程S2ともいう。)と、を少なくとも備える。以下、各工程について詳述する。
<Method of manufacturing LCP film>
1 is a conceptual diagram showing the biaxial expansion/contraction process (MD contraction-TD stretching process) in the manufacturing method of the
(準備工程S1)
この準備工程S1では、液晶ポリマー(LCP;Liquid Crystal Polymer)を含むLCP押出フィルム10を準備する。LCP押出フィルム10としては、当業界で公知のものを用いることができ、その種類は特に限定されない。本実施形態の製造方法では、分子配向性の高い液晶ポリマーフィルムを用いた場合において、その効果がより顕在化する。LCP押出フィルム10に含まれる液晶ポリマーとしては、当業界で公知のものを用いることができ、その種類は特に限定されない。液晶ポリマーは、光学的に異方性の溶融相を形成するポリマーであり、代表的にはサーモトロピック液晶化合物が挙げられる。なお、異方性溶融相の性質は、直交偏光子を利用した偏光検査法等の公知の方法によって確認することができる。より具体的には、異方性溶融相の確認は、Leitz偏光顕微鏡を使用し、Leitzホットステージにのせた試料を窒素雰囲気下で40倍の倍率で観察することにより実施することができる。
(Preparation step S1)
In this preparation step S1, an LCP extruded
液晶ポリマーの具体例としては、芳香族又は脂肪族ジヒドロキシ化合物、芳香族又は脂肪族ジカルボン酸、芳香族ヒドロキシカルボン酸、芳香族ジアミン、芳香族ヒドロキシアミン、芳香族アミノカルボン酸等を重縮合させた液晶ポリマーが好ましい。液晶ポリマーとしては、これらの単独重合体;これらの共重合体;これらの変性物;これらと液晶ポリマー以外の他の熱可塑性樹脂等とのポリマーブレンド、これらと液晶ポリマー以外の他の熱可塑性樹脂等とのポリマーアロイ;等が挙げられるが、これらに特に限定されない。液晶ポリマーは、押出成形法でLCP押出フィルム10を得る観点から、熱可塑性液晶ポリマーが好ましい。
Specific examples of liquid crystal polymers include liquid crystal polymers obtained by polycondensation of aromatic or aliphatic dihydroxy compounds, aromatic or aliphatic dicarboxylic acids, aromatic hydroxycarboxylic acids, aromatic diamines, aromatic hydroxyamines, aromatic aminocarboxylic acids, etc. Liquid crystal polymers include, but are not limited to, homopolymers of these, copolymers of these, modified products of these, polymer blends of these with thermoplastic resins other than liquid crystal polymers, and polymer alloys of these with thermoplastic resins other than liquid crystal polymers. From the viewpoint of obtaining an LCP extruded
好ましい液晶ポリマーの具体例としては、芳香族ヒドロキシカルボン酸、芳香族ジアミン、芳香族ヒドロキシアミン等の単量体を重縮合等させてなる芳香族ポリアミド樹脂;芳香族ジオール、芳香族カルボン酸、芳香族ヒドロキシカルボン酸等の単量体を重縮合させてなる(全)芳香族ポリエステル樹脂;等が挙げられるが、これらに特に限定されない。これらは、1種を単独で、又は2種以上を任意の組み合わせ及び比率で用いることができる。熱可塑性液晶ポリマーは、一般的に、熱変形温度(TDUL)の観点からI型、II型、III型等に分類されている。本実施形態で用いる熱可塑性液晶ポリマーは、いずれのタイプの熱可塑性液晶ポリマーであっても好適に用いることができ、適用用途に応じて適宜選択して用いればよい。例えば260~290℃程度の鉛フリーはんだへの適用が求められる電子回路基板用途においては、TDULが250~350℃程度の高耐熱なI型の熱可塑性液晶ポリマーが、TDULが240~250℃程度の比較的に高耐熱なII型の熱可塑性液晶ポリマーが、それぞれ好適に用いられる。 Specific examples of preferred liquid crystal polymers include aromatic polyamide resins obtained by polycondensation of monomers such as aromatic hydroxycarboxylic acids, aromatic diamines, and aromatic hydroxyamines; (all) aromatic polyester resins obtained by polycondensation of monomers such as aromatic diols, aromatic carboxylic acids, and aromatic hydroxycarboxylic acids; but are not limited to these. These can be used alone or in any combination and ratio of two or more. Thermoplastic liquid crystal polymers are generally classified into types I, II, and III from the viewpoint of heat distortion temperature (TDUL). The thermoplastic liquid crystal polymer used in this embodiment can be suitably used regardless of the type of thermoplastic liquid crystal polymer, and may be appropriately selected depending on the application. For example, in electronic circuit board applications requiring application to lead-free solder at about 260 to 290°C, a highly heat-resistant type I thermoplastic liquid crystal polymer with a TDUL of about 250 to 350°C and a relatively heat-resistant type II thermoplastic liquid crystal polymer with a TDUL of about 240 to 250°C are suitably used.
これらの中でも、サーモトロピック型の液晶様性質を示し、融点が250℃以上、好ましくは融点が280℃~380℃の、(全)芳香族ポリエステル樹脂が好ましく用いられる。このような(全)芳香族ポリエステル樹脂としては、例えば、芳香族ジオール、芳香族カルボン酸、ヒドロキシカルボン酸等のモノマーから合成される、溶融時に液晶性を示す(全)芳香族ポリエステル樹脂が知られている。その代表的なものとしては、エチレンテレフタレートとパラヒドロキシ安息香酸との重縮合体、フェノール及びフタル酸とパラヒドロキシ安息香酸との重縮合体、2,6-ヒドロキシナフトエ酸とパラヒドロキシ安息香酸との重縮合体等が挙げられるが、これらに特に限定されない。なお、(全)芳香族ポリエステル樹脂は、1種を単独で、又は2種以上を任意の組み合わせ及び比率で用いることができる。要求性能に応じて、比較的に高融点ないしは高熱変形温度を有し高耐熱な全芳香族ポリエステル樹脂を用いたり、比較的に低融点ないしは低熱変形温度を有し成形加工性に優れる芳香族ポリエステル樹脂を用いたりすることができる。 Among these, (fully) aromatic polyester resins that exhibit thermotropic liquid crystal-like properties and have a melting point of 250°C or higher, preferably 280°C to 380°C, are preferably used. As such (fully) aromatic polyester resins, for example, (fully) aromatic polyester resins that are synthesized from monomers such as aromatic diols, aromatic carboxylic acids, and hydroxycarboxylic acids and that exhibit liquid crystallinity when melted are known. Representative examples include polycondensates of ethylene terephthalate and parahydroxybenzoic acid, polycondensates of phenol and phthalic acid and parahydroxybenzoic acid, and polycondensates of 2,6-hydroxynaphthoic acid and parahydroxybenzoic acid, but are not limited to these. The (fully) aromatic polyester resins can be used alone or in any combination and ratio of two or more. Depending on the required performance, a wholly aromatic polyester resin with a relatively high melting point or high heat distortion temperature and high heat resistance, or an aromatic polyester resin with a relatively low melting point or low heat distortion temperature and excellent moldability can be used.
好ましい一態様としては、6-ヒドロキシ-2-ナフトエ酸及びその誘導体(以降において、単に「モノマー成分A」と称する場合がある。)を基本構造とし、パラヒドロキシ安息香酸、テレフタル酸、イソフタル酸、6-ナフタレンジカルボン酸、4,4’-ビフェノール、ビスフェノールA、ヒドロキノン、4,4-ジヒドロキシビフェノール、エチレンテレフタレート及びこれらの誘導体よりなる群から選択される1種以上をモノマー成分(以降において、単に「モノマー成分B」と称する場合がある。)として少なくとも有する(全)芳香族ポリエステル樹脂が挙げられる。このような(全)芳香族ポリエステル樹脂は、溶融状態で分子の直鎖が規則正しく並んで異方性溶融相を形成し、典型的にはサーモトロピック型の液晶様性質を示し、機械的特性、電気特性、高周波特性、耐熱性、吸湿性等において優れた基本性能を有するものとなる。 A preferred embodiment is a (fully) aromatic polyester resin having a basic structure of 6-hydroxy-2-naphthoic acid and its derivatives (hereinafter, sometimes simply referred to as "monomer component A") and at least one monomer component (hereinafter, sometimes simply referred to as "monomer component B") selected from the group consisting of parahydroxybenzoic acid, terephthalic acid, isophthalic acid, 6-naphthalenedicarboxylic acid, 4,4'-biphenol, bisphenol A, hydroquinone, 4,4-dihydroxybiphenol, ethylene terephthalate, and derivatives thereof. In the molten state, such (fully) aromatic polyester resins form an anisotropic molten phase in which the linear chains of molecules are regularly aligned, typically exhibiting thermotropic liquid crystal-like properties, and having excellent basic performance in terms of mechanical properties, electrical properties, high frequency properties, heat resistance, moisture absorption, etc.
また、上述した好ましい一態様の(全)芳香族ポリエステル樹脂は、必須単位としてモノマー成分A及びモノマー成分Bを有するものである限り、任意の構成を採ることができる。例えば2種以上のモノマー成分Aを有していても、3種以上のモノマー成分Aを有していてもよい。また、上述した好ましい一態様の(全)芳香族ポリエステル樹脂は、モノマー成分A及びモノマー成分B以外の、他のモノマー成分(以降において、単に「モノマー成分C」と称する場合がある。)を含有していてもよい。すなわち、上述した好ましい一態様の(全)芳香族ポリエステル樹脂は、モノマー成分A及びモノマー成分Bのみからなる2元系以上の重縮合体であっても、モノマー成分A、モノマー成分B及びモノマー成分Cからなる3元系以上のモノマー成分の重縮合体であってもよい。他のモノマー成分としては、上述したモノマー成分A及びモノマー成分B以外のもの、具体的には芳香族又は脂肪族ジヒドロキシ化合物及びその誘導体;芳香族又は脂肪族ジカルボン酸及びその誘導体;芳香族ヒドロキシカルボン酸及びその誘導体;芳香族ジアミン、芳香族ヒドロキシアミン又は芳香族アミノカルボン酸及びその誘導体;等が挙げられるが、これらに特に限定されない。他のモノマー成分は、1種を単独で、又は2種以上を任意の組み合わせ及び比率で用いることができる。 Furthermore, the (all) aromatic polyester resin of the above-mentioned preferred embodiment can have any configuration as long as it has monomer component A and monomer component B as essential units. For example, it may have two or more types of monomer component A, or it may have three or more types of monomer component A. Furthermore, the (all) aromatic polyester resin of the above-mentioned preferred embodiment may contain another monomer component (hereinafter, simply referred to as "monomer component C") other than monomer component A and monomer component B. That is, the (all) aromatic polyester resin of the above-mentioned preferred embodiment may be a two-component or more polycondensate consisting of only monomer component A and monomer component B, or a three-component or more polycondensate consisting of monomer component A, monomer component B, and monomer component C. Examples of other monomer components include those other than the above-mentioned monomer component A and monomer component B, specifically aromatic or aliphatic dihydroxy compounds and derivatives thereof; aromatic or aliphatic dicarboxylic acids and derivatives thereof; aromatic hydroxycarboxylic acids and derivatives thereof; aromatic diamines, aromatic hydroxyamines, or aromatic aminocarboxylic acids and derivatives thereof; but are not particularly limited to these. The other monomer components can be used alone or in any combination and ratio of two or more.
なお、本明細書において、「誘導体」とは、上述したモノマー成分の一部に、ハロゲン原子(例えばフッ素原子、塩素原子、臭素原子、ヨウ素原子)、炭素数1~5のアルキル基(例えばメチル基、エチル基、n-プロピル基、イソプロピル基、n-ブチル基、イソブチル基、s-ブチル基、t-ブチル基等)、フェニル基等のアリール基、水酸基、炭素数1~5のアルコキシ基(例えばメトキシ基、エトキシ基等)、カルボニル基、-O-、-S-、-CH2-等の修飾基が導入されているもの(以降において、「置換基を有するモノマー成分」と称する場合がある。)を意味する。ここで、「誘導体」は、上述した修飾基を有していてもよいモノマー成分A及びBのアシル化物、エステル誘導体、又は酸ハロゲン化物等のエステル形成性モノマーであってもよい。 In this specification, the term "derivative" refers to a monomer component having a modification group such as a halogen atom (e.g., fluorine atom, chlorine atom, bromine atom, iodine atom), an alkyl group having 1 to 5 carbon atoms (e.g., methyl group, ethyl group, n-propyl group, isopropyl group, n-butyl group, isobutyl group, s-butyl group, t-butyl group, etc.), an aryl group such as a phenyl group, a hydroxyl group, an alkoxy group having 1 to 5 carbon atoms (e.g., methoxy group, ethoxy group, etc.), a carbonyl group, -O-, -S-, -CH2-, etc., introduced into a part of the monomer component described above (hereinafter, this may be referred to as a "monomer component having a substituent"). Here, the "derivative" may be an ester-forming monomer such as an acylation product, ester derivative, or acid halide of the monomer components A and B which may have the above-mentioned modification group.
特に好ましい一態様としては、パラヒドロキシ安息香酸及びその誘導体と6-ヒドロキシ-2-ナフトエ酸及びその誘導体との二元系重縮合体;パラヒドロキシ安息香酸及びその誘導体と6-ヒドロキシ-2-ナフトエ酸及びその誘導体とモノマー成分Cとの三元系以上の重縮合体;パラヒドロキシ安息香酸及びその誘導体と6-ヒドロキシ-2-ナフトエ酸及びその誘導体とテレフタル酸、イソフタル酸、6-ナフタレンジカルボン酸、4,4’-ビフェノール、ビスフェノールA、ヒドロキノン、4,4-ジヒドロキシビフェノール、エチレンテレフタレート及びこれらの誘導体よりなる群から選択される1種以上とからなる三元系以上の重縮合体;パラヒドロキシ安息香酸及びその誘導体と6-ヒドロキシ-2-ナフトエ酸及びその誘導体とテレフタル酸、イソフタル酸、6-ナフタレンジカルボン酸、4,4’-ビフェノール、ビスフェノールA、ヒドロキノン、4,4-ジヒドロキシビフェノール、エチレンテレフタレート及びこれらの誘導体よりなる群から選択される1種以上と1種以上のモノマー成分Cとからなる四元系以上の重縮合体;が挙げられる。これらは、例えばパラヒドロキシ安息香酸のホモポリマー等に対して比較的に低融点を有するものとして得ることができ、そのため、これらを用いた熱可塑性液晶ポリマーは、被着体への熱圧着時の成形加工性に優れたものとなる。 Particularly preferred embodiments include binary polycondensates of parahydroxybenzoic acid and its derivatives with 6-hydroxy-2-naphthoic acid and its derivatives; ternary or higher polycondensates of parahydroxybenzoic acid and its derivatives with 6-hydroxy-2-naphthoic acid and its derivatives and monomer component C; and polycondensates of parahydroxybenzoic acid and its derivatives with 6-hydroxy-2-naphthoic acid and its derivatives and terephthalic acid, isophthalic acid, 6-naphthalenedicarboxylic acid, 4,4'-biphenol, bisphenol A, hydroquinone, 4,4-dihydroxybiphenol. ternary or higher polycondensates consisting of parahydroxybenzoic acid and its derivatives, 6-hydroxy-2-naphthoic acid and its derivatives, terephthalic acid, isophthalic acid, 6-naphthalenedicarboxylic acid, 4,4'-biphenol, bisphenol A, hydroquinone, 4,4-dihydroxybiphenol, ethylene terephthalate, and their derivatives, and one or more monomer components C. These can be obtained as having a relatively low melting point compared to, for example, homopolymers of parahydroxybenzoic acid, and therefore, thermoplastic liquid crystal polymers using these have excellent moldability when thermocompressed to an adherend.
(全)芳香族ポリエステル樹脂の融点を低くし、LCPフィルム100の被着体への熱圧着時の成形加工性を高め、或いはLCPフィルム100を金属箔に熱圧着した際に高いピール強度を得る等の観点から、(全)芳香族ポリエステル樹脂に対するモノマー成分Aのモル比換算の含有割合は、10モル%以上90モル%以下が好ましく、30モル%以上85モル%以下がより好ましく、50モル%以上80モル%以下がさらに好ましい。同様に、(全)芳香族ポリエステル樹脂に対するモノマー成分Bのモル比換算の含有割合は、10モル%以上90モル%以下が好ましく、15モル%以上70モル%以下がより好ましく、20モル%以上50モル%以下がさらに好ましい。また、(全)芳香族ポリエステル樹脂に含まれていてもよいモノマー成分Cの含有割合は、モル比換算で10モル%以下が好ましく、より好ましくは8モル%以下、さらに好ましくは5モル%以下、特に好ましくは3モル%以下である。
From the viewpoint of lowering the melting point of the (all) aromatic polyester resin, improving the moldability during thermocompression bonding of the
なお、液晶ポリマーの合成方法は、公知の方法を適用することができ、特に限定されない。上述したモノマー成分によるエステル結合を形成させる公知の重縮合法、例えば溶融重合、溶融アシドリシス法、スラリー重合法等を適用することができる。これらの重合法を適用する際、常法にしたがい、アシル化ないしはアセチル化工程を経てもよい。 The method for synthesizing the liquid crystal polymer is not particularly limited and may be any known method. Known polycondensation methods that form ester bonds using the above-mentioned monomer components, such as melt polymerization, melt acidolysis, and slurry polymerization, may be used. When applying these polymerization methods, an acylation or acetylation step may be carried out according to the usual method.
LCP押出フィルム10は、無機フィラーをさらに含有していてもよい。無機フィラーを含有することで、MD方向、TD方向、及びZD方向(Z-axis Direction;フィルム厚み方向)の線膨張係数の異方性が低減されたLCPフィルム100が得られ易い。このようなLCPフィルム100は、例えば多層積層が要求されるリジッド基板用途等において特に有用となる。
The LCP extruded
無機フィラーは、当業界で公知のものを用いることができ、その種類は特に限定されない。例えばカオリン、焼成カオリン、焼成クレー、未焼成クレー、シリカ(例えば天然シリカ、溶融シリカ、アモルファスシリカ、中空シリカ、湿式シリカ、合成シリカ、アエロジル等)、アルミニウム化合物(例えばベーマイト、水酸化アルミニウム、アルミナ、ハイドロタルサイト、ホウ酸アルミニウム、窒化アルミニウム等)、マグネシウム化合物(例えば、メタケイ酸アルミン酸マグネシウム、炭酸マグネシウム、酸化マグネシウム、水酸化マグネシウム等)、カルシウム化合物(例えば炭酸カルシウム、水酸化カルシウム、硫酸カルシウム、亜硫酸カルシウム、ホウ酸カルシウム等)、モリブデン化合物(例えば酸化モリブデン、モリブデン酸亜鉛等)、タルク(例えば天然タルク、焼成タルク等)、マイカ(雲母)、酸化チタン、酸化亜鉛、酸化ジルコニウム、硫酸バリウム、ホウ酸亜鉛、メタホウ酸バリウム、ホウ酸ナトリウム、窒化ホウ素、凝集窒化ホウ素、窒化ケイ素、窒化炭素、チタン酸ストロンチウム、チタン酸バリウム、錫酸亜鉛等の錫酸塩等が挙げられるが、これらに特に限定されない。これらは1種を単独で用いることができ、また2種以上を組み合わせて用いることもできる。これらの中でも、誘電特性等の観点から、シリカが好ましい。 The inorganic filler may be any inorganic filler known in the industry, and there is no particular limitation on the type. For example, kaolin, calcined kaolin, calcined clay, uncalcined clay, silica (e.g., natural silica, fused silica, amorphous silica, hollow silica, wet silica, synthetic silica, aerosil, etc.), aluminum compounds (e.g., boehmite, aluminum hydroxide, alumina, hydrotalcite, aluminum borate, aluminum nitride, etc.), magnesium compounds (e.g., magnesium aluminometasilicate, magnesium carbonate, magnesium oxide, magnesium hydroxide, etc.), calcium compounds (e.g., calcium carbonate, calcium hydroxide, calcium sulfate, calcium sulfite, calcium borate, etc.), molybdenum compounds (e.g., molybdenum oxide, zinc molybdate, etc.), talc (e.g., natural talc, calcined talc, etc.), mica, titanium oxide, zinc oxide, zirconium oxide, barium sulfate, zinc borate, barium metaborate, sodium borate, boron nitride, aggregated boron nitride, silicon nitride, carbon nitride, strontium titanate, barium titanate, stannates such as zinc stannate, etc., but are not particularly limited thereto. These can be used alone or in combination of two or more. Among these, silica is preferred from the viewpoint of dielectric properties, etc.
また、ここで用いる無機フィラーは、当業界で公知の表面処理が施されたものであってもよい。表面処理により、耐湿性、接着強度、分散性等を向上させることができる。表面処理剤としては、シランカップリング剤、チタネートカップリング剤、スルホン酸エステル、カルボン酸エステル、リン酸エステル等が挙げられるが、これらに特に限定されない。 The inorganic filler used here may be one that has been subjected to a surface treatment known in the industry. The surface treatment can improve moisture resistance, adhesive strength, dispersibility, etc. Examples of surface treatment agents include, but are not limited to, silane coupling agents, titanate coupling agents, sulfonic acid esters, carboxylic acid esters, and phosphate esters.
無機フィラーのメディアン径(d50)は、要求低減効果等の観点から、無機フィラーのd50は、0.01μm以上50μm以下が好ましく、より好ましくは0.03μm以上50μm以下、さらに好ましくは0.1μm以上50μm以下である。なお、本明細書において、無機フィラーのメディアン径(d50)は、レーザー回折/散乱式の粒度分布測定装置(堀場製作所社製LA-500)を用いて、レーザー回折・散乱法により体積基準で測定される値を意味する。 From the viewpoint of reducing demands, etc., the median diameter (d50) of the inorganic filler is preferably 0.01 μm or more and 50 μm or less, more preferably 0.03 μm or more and 50 μm or less, and even more preferably 0.1 μm or more and 50 μm or less. In this specification, the median diameter (d50) of the inorganic filler means the value measured on a volume basis by the laser diffraction/scattering method using a laser diffraction/scattering type particle size distribution measuring device (LA-500 manufactured by Horiba, Ltd.).
無機フィラーの含有量は、他の必須成分及び任意成分との配合バランスを考慮し、要求性能に応じて適宜設定でき、特に限定されない。調製時の混練性や取扱性、線膨張係数の低減効果等の観点から、LCP押出フィルム10の総量に対する固形分換算で、無機フィラーの含有量は、合計で1質量%以上45質量%以下が好ましく、より好ましくは合計で3質量%以上40質量%以下、さらに好ましくは合計で5質量%以上35質量%以下である。
The content of the inorganic filler is not particularly limited and can be set appropriately according to the required performance, taking into consideration the balance of the composition with other essential and optional components. From the viewpoints of kneadability and ease of handling during preparation, the effect of reducing the linear expansion coefficient, etc., the content of the inorganic filler is preferably 1% by mass or more and 45% by mass or less in total, more preferably 3% by mass or more and 40% by mass or less in total, and even more preferably 5% by mass or more and 35% by mass or less in total, calculated as solid content relative to the total amount of the LCP extruded
LCP押出フィルム10は、本発明の効果を過度に損なわない範囲で、上述した熱可塑性樹脂以外の樹脂成分(以降において、単に「他の樹脂成分」と称する場合がある。)、例えば熱硬化性樹脂やエラストマー等を含有していてもよい。また、LCP押出フィルム10は、本発明の効果を過度に損なわない範囲で、当業界で公知の添加剤、例えば炭素数10~25の高級脂肪酸、高級脂肪酸エステル、高級脂肪酸アミド、高級脂肪酸金属塩、ポリシロキサン、フッ素樹脂等の離型改良剤;染料、顔料等の着色剤;有機充填剤;酸化防止剤;熱安定剤;光安定剤;紫外線吸収剤;難燃剤;帯電防止剤;界面活性剤;防錆剤;消泡剤;蛍光剤等を含んでいてもよい。これらの添加剤は、それぞれ1種を単独で、又は2種以上を組み合わせて用いることができる。これらの添加剤は、LCP押出フィルム10の成形時に調製する溶融樹脂組成物に含ませることができる。これらの樹脂成分や添加剤の含有量は、特に限定されないが、成形加工性や熱安定等の観点から、LCP押出フィルム10の総量に対して、それぞれ0.01~10質量%が好ましく、より好ましくはそれぞれ0.1~7質量%、さらに好ましくはそれぞれ0.5~5質量%である。
The
上述したLCP押出フィルム10としては、Tダイ押出フィルムやインフレーションフィルム等の溶融押出フィルムが好ましく用いられる。溶融押出フィルムは、上述した液晶ポリマー、及び必要に応じて無機フィラーや他の樹脂成分等の任意成分を含む樹脂組成物を、所定厚みに押出成形することにより得ることができる。押出法は、公知の各種方法を適用することができ、その種類は特に限定されない。例えばTダイ法やインフレーション法;例えばマルチマニホールド方式の共押出法やフィードブロック方式の共押出法;例えば二層共押出法や三層共押出法等の多層共押出法;を任意に組み合わせて適用することができる。これらの中でも、フィルム表面及びフィルム内部における液晶ポリマーの分子配向の制御の容易性の観点から、好ましい一態様としては、上述した樹脂組成物を、Tダイを用いた押出成形法(以降において、単に「Tダイ押出法」という場合がある。)によりTダイから押し出してフィルム状に成形し、その後に必要に応じて冷却処理、圧着処理、加圧加熱処理等をして、所定のLCP押出フィルム10を得る方法が挙げられる。また、LCP押出フィルム10としては、熱可塑性樹脂層、液晶ポリマーフィルム層、及び熱可塑性樹脂層が少なくともこの順に配列された積層構造を有する三層共押出フィルムの中間層(芯層)である液晶ポリマーフィルム層も好ましく用いられる。この場合、三層共押出フィルムの両外層の熱可塑性樹脂層を除去することで、単層の液晶ポリマーフィルム層(LCP押出フィルム10)を取り出すことができる。
As the above-mentioned
LCP押出フィルム10の厚みは、要求性能に応じて適宜設定でき、特に限定されない。押出成形時の取扱性や生産性等を考慮すると、15μm以上300μm以下が好ましく、より好ましくは18μm以上250μm以下、さらに好ましくは20μm以上200μm以下である。
The thickness of the
LCP押出フィルム10の融点(融解温度)は、特に限定されないが、フィルムの耐熱性や加工性等の観点から、融点(融解温度)が200~400℃であることが好ましく、250~360℃が好ましく、より好ましくは260~355℃、さらに好ましくは270~350℃、特に好ましくは275~345℃である。なお、本明細書において、LCP押出フィルム10の融点は、DSC8500(PerkinElmer社製)を用いて、熱履歴を解消した値を見るために、温度区間 30~400℃で押出フィルムを20℃/分の昇温速度で加熱(1st heating)した後に50℃/分の降温速度で冷却(1st cooling)し、その後に20℃/分の昇温速度で2回目の加熱(2nd heating)したときの示差走査熱量測定法(DSC)における融解ピーク温度を意味する。
The melting point (melting temperature) of the LCP extruded
ここで、LCP押出フィルム10のTD方向の線膨張係数(CTE,α2,23~200℃)は、特に限定されないが、5.0~60.0ppm/Kであることが好ましく、5.0~55.0ppm/Kであることがより好ましく、5.0~50.0ppm/Kであることがさらに好ましい。また、LCP押出フィルム10のMD方向の線膨張係数(CTE,α2,23~200℃)は、-30.0~5.0ppm/Kであることが好ましく、-25.5~5.0ppm/Kであることがより好ましく、-23.0~5.0ppm/Kであることがさらに好ましい。なお、二軸拡縮処理を行う対象となるLCP押出フィルム10は、未延伸フィルムであっても一軸延伸フィルムであっても二軸延伸フィルムであってもよい。
Here, the linear expansion coefficient (CTE, α2, 23-200°C) in the TD direction of the LCP extruded
なお、本明細書において、線膨張係数の測定は、JIS K7197に準拠したTMA法で行い、平均線膨張係数は、同法において測定される23~200℃の線膨張係数の平均値を意味する。ここで測定する線膨張係数は、熱履歴を解消した値を見るために、測定サンプルとなる対象フィルムを5℃/分の昇温速度で加熱(1st heating)した後に測定環境温度(23℃)まで冷却(1st cooling)し、その後に5℃/分の昇温速度で2回目の加熱(2nd heating)したときの値を意味する。また、その他の詳細な測定条件は、後述する実施例に記載した条件にしたがうものとする。 In this specification, the linear expansion coefficient is measured by the TMA method in accordance with JIS K7197, and the average linear expansion coefficient means the average value of the linear expansion coefficients between 23 and 200°C measured by the same method. The linear expansion coefficient measured here means the value when the target film, which is the measurement sample, is heated at a heating rate of 5°C/min (1st heating), cooled to the measurement environment temperature (23°C) (1st cooling), and then heated a second time at a heating rate of 5°C/min (2nd heating) in order to see the value after eliminating the thermal history. Other detailed measurement conditions are in accordance with the conditions described in the examples described later.
一方、LCP押出フィルム10の誘電特性は、所望性能に応じて適宜設定でき、特に限定されない。より高い誘電特性を得る観点から、比誘電率εr(36GHz)は、3.0以上3.7以下が好ましく、より好ましくは3.0~3.5である。同様に、誘電正接tanδ(36GHz)は0.0010以上0.0050以下が好ましく、より好ましくは0.0010以上0.0045以下である。なお、本明細書において、比誘電率εr(36GHz)及び誘電正接tanδ(36GHz)は、JIS K6471に準拠した空洞共振器接動法で測定される36GHzにおける値を意味する。
On the other hand, the dielectric properties of the LCP extruded
なお、LCP押出フィルム10は、そのまま用いることができるが、さらに必要に応じて加圧加熱工程を行うことにより液晶ポリマーの分子配向性(異方性)をさらに低減させ或いは内部歪みをさらに解放させることもでき、これにより、寸法変化率の異方性がより低減されたLCPフィルム100や寸法変化率の絶対値がより小さいLCPフィルム100を実現することもできる。
The LCP extruded
加圧加熱処理は、当業界で公知の方法、例えば接触式の熱処理、非接触性の熱処理等を用いて行えばよく、その種類は特に限定されない。例えば非接触式ヒーター、オーブン、ブロー装置、熱ロール、冷却ロール、熱プレス機、ダブルベルト熱プレス機等の公知の機器を用いて熱セットすることができる。このとき、必要に応じて、LCP押出フィルム10の表面に、当業界で公知の剥離フィルムや多孔質フィルムを配して、熱処理を行うことができる。また、この熱処理を行う場合、配向性の制御の観点から、LCP押出フィルム10の表裏に剥離フィルムや多孔質フィルムを配してダブルベルトプレス機のエンドレスベルト対の間に挟持しながら熱圧着し、その後に剥離フィルムや多孔質フィルムを除去する熱圧成形方法が好ましく用いられる。熱圧成形方法は、例えば特開2010-221694号等を参照して行えばよい。上記の樹脂組成物を用いたLCP押出フィルム10をダブルベルトプレス機のエンドレスベルト対の間で熱圧成形する際の処理温度としては、LCP押出フィルム10の結晶状態を制御するため、液晶ポリマーの融点より高い温度以上、融点より70℃高い温度以下で行うことが好ましく、より好ましくは融点より+5℃高い温度以上、融点より60℃高い温度以下、さらに好ましくは融点より+10℃高い温度以上、融点より50℃高い温度以下である。このときの熱圧着条件は、所望性能に応じて適宜設定することができ、特に限定されないが、面圧0.5~10MPaで加熱温度250~430℃の条件下で行うことが好ましく、より好ましくは面圧0.6~8MPaで加熱温度260~400℃の条件下、さらに好ましくは面圧0.7~6MPaで加熱温度270~370℃の条件下である。一方、非接触式ヒーターやオーブンを用いる場合には、例えば200~320℃で1~20時間の条件下で行うことが好ましい。
The pressurized heat treatment may be performed using a method known in the art, such as contact heat treatment or non-contact heat treatment, and the type is not particularly limited. For example, heat setting may be performed using known equipment such as a non-contact heater, oven, blower, heat roll, cooling roll, heat press, double belt heat press, etc. At this time, if necessary, a release film or porous film known in the art may be placed on the surface of the
(二軸拡縮工程S2)
この二軸拡縮工程S2では、被処理物である上述したLCP押出フィルム10に対して、MD方向に0.80倍~0.99倍の収縮倍率で収縮処理を施すとともにTD方向に延伸処理を施すことで、LCPフィルム100(二軸拡縮後のLCPフィルム11)を得る。かくして得られる二軸拡縮処理(MD収縮-TD延伸処理)後のLCPフィルム100は、収縮フィルムとしてみれば1軸収縮フィルム(MD収縮フィルム)であり、延伸フィルムとしてみれば1軸延伸フィルム(TD延伸フィルム)であり、二軸拡縮フィルムとしてみれば1軸収縮1軸延伸フィルム(MD収縮TD延伸フィルム)と分類される。
(Biaxial expansion/contraction process S2)
In the biaxial expansion/contraction step S2, the LCP extruded
LCP押出フィルム10をMD方向に収縮しTD方向に延伸するにあたり、公知の延伸機や二軸延伸収縮機(二軸拡縮機)等を用いることができる。同時二軸拡縮機(シュリンクテンター機)としては、例えば特開2022-051372号公報に記載のものが知られている。具体的には、図2に示す同時二軸延伸収縮機20を用いて、左右対称に配置された無端ループ21,22の多数のクリップ21a,22a間にLCP押出フィルム10を把持した状態でLCP押出フィルム10を送り出し、クリップ21a間の間隔の縮小とクリップ22a間の間隔の縮小を行うことでMD方向にLCP押出フィルム10を収縮されると同時に、無端ループ21,22の間隔がフィルム搬送方向に徐々に拡大しているため無端ループ21,22間に把持されたLCP押出フィルム10は外方に徐々に引っ張られてTD方向に延伸される。
When shrinking the LCP extruded
二軸拡縮工程S2の処理温度は、LCP押出フィルム10のガラス転移点以上であれば、特に限定されないが、好ましくは70~180℃であり、より好ましくは90~180℃である。MD方向への収縮およびTD方向への延伸を行った後には、例えば100~240℃で1~600秒間の熱処理(熱セット)を行うことが好ましい。熱セットの際には、当業界で公知の方法、例えば接触式の熱処理、非接触性の熱処理等を行うことができ、その種類は特に限定されない。例えば非接触式ヒーター、オーブン、ブロー装置、熱ロール、冷却ロール、熱プレス機、ダブルベルト熱プレス機等の公知の機器を用いて熱セットすることができる。このとき、必要に応じて、LCPフィルム100の表面に、当業界で公知の剥離フィルムや多孔質フィルムを配して、熱圧処理を行うことができる。なお、二軸拡縮工程S2では、逐次に延伸処理及び収縮処理を行うことができ、或いは、順序を逆にして逐次に収縮処理及び延伸処理を行うことができ、また、収縮処理及び延伸処理を同時に行うこともできる。
The processing temperature of the biaxial expansion and contraction step S2 is not particularly limited as long as it is equal to or higher than the glass transition point of the
二軸拡縮工程S2でのLCP押出フィルム10の延伸倍率及び収縮倍率は、所望する異方性の改善程度に応じて設定すればよく、特に限定されない。MD方向に高度に分子配向しているLCP押出フィルムの方向異方性を緩和する観点から、MD方向への収縮倍率は、収縮前のMD方向の長さを基準として、0.80倍~0.99倍であることが好ましく、0.80倍~0.95倍であることがより好ましく、0.80倍~0.93倍であることがさらに好ましい。また同様に、MD方向に高度に分子配向しているLCP押出フィルムの方向異方性を緩和する観点から、TD方向への延伸倍率は、延伸前のTD方向の長さを基準として、1.20倍~2.50倍であることが好ましく、1.30倍~2.50倍であることがより好ましく、1.40倍~2.50倍であることがさらに好ましい。また、MD方向の収縮倍率とTD方向への延伸倍率との積で表される、延伸収縮倍率(MD方向の収縮倍率をmとし、TD方向の延伸倍率をnとしたとき、m×nで表される延伸収縮倍率)は、0.960倍~2.475倍であることが好ましく、1.040倍~2.375倍であることがより好ましく、1.120倍~2.325倍であることがさらに好ましく、1.150倍~1.4950倍であることがより好ましい。本製法によれば、二軸拡縮工程S2の延伸収縮倍率が比較的に低いにも関わらず、MD方向とTD方向の線膨張係数の絶対値が小さくMD方向とTD方向の線膨張係数の異方性が小さなLCPフィルム100を簡易に製造できる。
The stretching ratio and shrinkage ratio of the LCP extruded
また、収縮延伸処理後に、必要に応じてLCPフィルム100を冷却(ないしは徐冷)することができる。LCPフィルム100の冷却は、例えば一対の冷却ロールを用いて実施することができ、或いは、自然冷却により行うこともできる。そして、二軸拡縮処理後のLCPフィルム100は、例えば引取ロールで引き取り、巻取ロールにロール状に巻き取ることで、ロール原反とすることができる。
Furthermore, after the shrinkage and stretching process, the
なお、本実施形態では、LCP押出フィルム10を単独で収縮及び延伸する例を示したが、LCP押出フィルム10の表面及び裏面に第1膜部材及び第2膜部材をそれぞれ配して、LCP押出フィルム10の表面側及び裏面側にそれぞれ密着させて、第1膜部材/LCP押出フィルム10/第2膜部材の積層構造を有する圧着体を構成し、この圧着体に二軸拡縮処理を施してもよい。第1膜部材及び第2膜部材を構成する素材は、LCP押出フィルム10に密着可能であり、MD収縮-TD延伸処理を行う際に破断しない強度を有するものである限り、特に限定されない。例えば、紙、織布、不織布、金属板、合金板、金属箔、合金箔、樹脂フィルム、ゴムシート、発泡シート、これらの任意の組み合わせからなる積層体或いは含浸体等を、第1膜部材及び第2膜部材として用いることができる。これらの中でも、ポリイミドフィルム等の熱硬化性樹脂フィルム;LCP押出フィルム10よりも高い融点を有する熱可塑性樹脂フィルム;アルミ箔や銅箔等の金属箔等が好ましい。なお、第1膜部材と第2膜部材は、同一の構成素材であっても、異なる構成素材であってもよい。
In this embodiment, an example in which the LCP extruded
圧着体の作製方法は、特に限定されず、公知の積層形成法を適用することができる。第1膜部材、LCP押出フィルム10及び第2膜部材をこの順に重ね合わせ、例えばプレス機、圧着ロール、非接触式ヒーター、オーブン、ブロー装置、熱ロール、冷却ロール、熱プレス機、ダブルベルトプレス等の公知の機器を用いて、圧着或いは熱圧着することで、圧着体を得ることができる。また、圧着時の処理条件は、使用する素材に応じて適宜設定すればよく、特に限定されない。例えば、面圧0.3~10MPaで加熱温度がLCP押出フィルム10の熱変形温度以上、融点+70℃以下の条件下で行うことができ、好ましくは面圧0.6~8MPaでLCP押出フィルム10の融点以上、融点より60℃高い温度以下の条件下である。
The method for producing the laminate is not particularly limited, and known lamination methods can be applied. The first film member, the LCP extruded
なお、所望する剥離性を実現するために、圧着体のLCP押出フィルム10と第1膜部材との間やLCP押出フィルム10と第2膜部材との間に、各種離型剤を配してもよい。また、所望する密着性を実現するために、離型剤に代えて各種プライマーや易接着剤等を配してもよい。
In order to achieve the desired peelability, various release agents may be placed between the LCP extruded
そして、LCP押出フィルム10にMD収縮-TD延伸処理を施した後、必要に応じて圧着体を冷却し、その後に圧着体の両表面に圧着されている第1膜部材及び第2膜部材を剥離(除去)することにより、MD収縮-TD延伸処理後のLCPフィルム100を得ることができる。圧着体の冷却は、例えば一対の冷却ロールを用いて実施することができ、また、自然冷却により行うこともできる。そして、MD収縮-TD延伸処理後のLCPフィルム100は、例えば引取ロールで引き取り、巻取ロールにロール状に巻き取ることで、ロール原反とすることができる。
Then, after subjecting the
<LCPフィルム>
上記の製法によって得られるLCPフィルム100は、LCP押出フィルム10のMD収縮-TD延伸物である(以降において、二軸拡縮LCPフィルムという場合がある)。
<LCP film>
The
LCPフィルム100の厚みは、要求性能に応じて適宜設定でき、特に限定されない。押出成形時の取扱性や生産性等を考慮すると、15μm以上300μm以下が好ましく、より好ましくは18μm以上250μm以下、さらに好ましくは20μm以上200μm以下である。
The thickness of the
LCPフィルム100のMD方向の線膨張係数(CTE,α2,23~200℃)は、所望性能に応じて適宜設定することができ、特に限定されないが、寸法変化率の異方性及び寸法変化率の絶対値を小さくし、金属箔への密着性を高める等の観点から、MD方向に-10.0~30.0ppm/Kであることが好ましく、より好ましくは-10.0~10.0ppm/K、さらに好ましくは-10.0~5.0ppm/Kである。本実施形態の製法によれば、MD方向の線膨張係数がマイナスの値を採るLCPフィルム100を簡易に得ることができる。
The linear expansion coefficient (CTE, α2, 23-200°C) in the MD direction of the
LCPフィルム100のTD方向の線膨張係数(CTE,α2,23~200℃)は、所望性能に応じて適宜設定することができ、特に限定されないが、寸法変化率の異方性及び寸法変化率の絶対値を小さくし、金属箔への密着性を高める等の観点から、TD方向に-30.0~30.0ppm/Kであることが好ましく、より好ましくは-20.0~5.0ppm/K、さらに好ましくは-15.0~0.0ppm/Kである。本実施形態の製法によれば、TD方向の線膨張係数がマイナスの値を採るLCPフィルム100を簡易に得ることができる。
The linear expansion coefficient (CTE, α2, 23-200°C) in the TD direction of the
ここで、LCPフィルム100の配向性は、所望性能に応じて適宜設定することができ、特に限定されないが、寸法変化率の異方性及び寸法変化率の絶対値を小さくし、金属箔への密着性を高める等の観点から、配向度が0.0~30.0%であることが好ましく、より好ましくは0.0~28.0%であり、さらに好ましくは0.0~26.0%あり、特に好ましくは0.0~25.0%である。この値が小さいほど、面内に等方的な物性を有することを表す。
The orientation of the
なお、本明細書において、LCPフィルム100の配向度(%)は、X線回折装置を用いて透過法でX線回折測定を行い、得られた回折強度分布曲線において配向性ピークの面積割合に基づいて下記式から算出される値を意味する。一般的に、配向度(%)が小さい測定対象の場合、X線回折測定ではピーク強度が小さくブロードな回折ピークが観察されるため、配向性ピークの半値幅に基づく算出方法では、高い測定精度を担保できない。そのため、本明細書では、配向性ピークの半値幅ではなく、配向性ピークの面積割合に基づく算出方法で、LCPフィルム100の一方のフィルム表面側からX線回折測定を行って、得られた配向性ピークの面積割合に基づいて配向度(%)を算出している。具体的には、図3及び数式1に示すとおり、配向性ピークの面積割合に基づく算出方法として、2θ/θスキャンでピーク強度(配向性成分)を測定するとともに、βスキャンで方位角方向に0°から360°までの強度を測定して方位角方向の強度分布(ベース強度(等方性成分))を得て、ベースとなる等方性成分の面積を除いた配向性成分が占める面積が、全体面積(配向性成分の面積+等方性成分の面積)に占める割合を、配向度(%)として算出する。
![]()
![]()
LCPフィルム100の誘電特性は、所望性能に応じて適宜設定でき、特に限定されない。より高い誘電特性を得る観点から、比誘電率εr(36GHz)は、3.0以上3.7以下が好ましく、より好ましくは3.0~3.5である。同様に、誘電正接tanδ(36GHz)は0.0010以上0.0050以下が好ましく、より好ましくは0.0010以上0.0045以下である。なお、本明細書において、比誘電率εr(36GHz)及び誘電正接tanδ(36GHz)は、JIS K6471に準拠した空洞共振器接動法で測定される36GHzにおける値を意味する。また、その他の詳細な測定条件は、後述する実施例に記載した条件にしたがうものとする。
The dielectric properties of the
以上詳述したとおり、本実施形態のLCPフィルム100の製造方法によれば、従来技術のように特殊なラミネートフィルムを必須とすることなく、MD方向とTD方向の線膨張係数の絶対値が小さくMD方向とTD方向の線膨張係数の異方性が小さなLCPフィルム100を簡易に安定して低コストで製造可能である。したがって、本実施形態のLCPフィルム100の製造方法は、工業的な有用性に優れる。また、高周波特性及び低誘電性に優れるLCPフィルムは、電子回路基板、多層基板、高放熱基板、フレキシブルプリント配線板、アンテナ基板、光電子混載基板、ICパッケージ等の用途のみならず、今後進展する第5世代移動通信システム(5G)やミリ波レーダー等におけるフレキシブルプリント配線板(FPC)、フレキシブルプリント配線板積層体、繊維強化フレキシブル積層体等の回路基板の絶縁材料としても、近年、脚光を浴びている。そのため、本実施形態のLCPフィルム100の製造方法を適用して得られるLCPフィルム100は、従来技術に比べて、MD方向及びTD方向の線膨張係数の絶対値が小さく、また線膨張係数の面内の異方性が小さく、製造時のそりの発生が抑制され、近年の超微細加工への適応し得るものとなるため、当該用途において殊に有用な素材として幅広く利用可能である。
As described above in detail, according to the manufacturing method of the
以下に実施例及び比較例を挙げて本発明の特徴をさらに具体的に説明するが、本発明は、これらによりなんら限定されるものではない。すなわち、以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り、適宜変更することができる。また、以下の実施例における各種の製造条件や評価結果の値は、本発明の実施態様における好ましい上限値又は好ましい下限値としての意味をもつものであり、好ましい数値範囲は前記の上限値又は下限値と、下記実施例の値又は実施例同士の値との組み合わせで規定される範囲であってもよい。 The features of the present invention are explained in more detail below with reference to examples and comparative examples, but the present invention is not limited by these in any way. In other words, the materials, amounts used, ratios, processing contents, processing procedures, etc. shown in the following examples can be changed as appropriate without departing from the spirit of the present invention. Furthermore, the various manufacturing conditions and evaluation result values in the following examples are meant as preferred upper or lower limits in the implementation of the present invention, and the preferred numerical range may be a range defined by a combination of the above-mentioned upper or lower limits and the values of the following examples or the values of the examples themselves.
[線膨張係数]
JIS K7197に準拠したTMA法で、各フィルムのMD方向及びTD方向の線膨張係数(CTE,α2,23~200℃)をそれぞれ測定した。
測定機器: TMA 4000SE(NETZSCH社製)
測定方法: 引張モード
測定条件: サンプルサイズ 25mm×4mm×厚み50μm
チャック間距離 20mm
温度区間 23~200℃(2ndRUN)
昇温速度 5℃/min
雰囲気 窒素(流量50ml/min)
試験荷重 5gf
※熱履歴を解消した値をみるため、2ndRUNの値を採用
[Linear expansion coefficient]
The linear expansion coefficient (CTE, α2, 23 to 200° C.) in the MD and TD directions of each film was measured by the TMA method in accordance with JIS K7197.
Measuring equipment: TMA 4000SE (manufactured by NETZSCH)
Measurement method: Tensile mode Measurement conditions: Sample size 25 mm x 4 mm x thickness 50 μm
Chuck distance: 20mm
Temperature range: 23 to 200°C (2nd RUN)
Heating rate: 5°C/min
Atmosphere: Nitrogen (flow rate 50 ml/min)
Test load: 5gf
*The value from the 2nd run was used to see the value after eliminating the heat history.
[配向度]
X線回折装置Smartlab(リガク社製)を用いて透過法で一方のフィルム表面側からLCPフィルムのX線回折測定をそれぞれ行い、配向度をそれぞれ測定した。ここでは、X線源にCu封入管を用い、平行ビーム光学系、透過法でX線回折測定(2θ/θスキャン、βスキャン)を行い、まず、2θ/θスキャンで2θ=19.5°にピークトップがあることを確認した。次に、βスキャンにて2θ=19.5の回折ピークに対し、方位角方向に0°から360°までの強度を測定することにより、方位角方向の強度分布を得た。得られたβプロファイルのベース強度(等方性成分)とピーク強度(配向性成分)から、配向性ピークの面積割合に基づいて、上記式から配向度を算出した。
[Orientation degree]
Using an X-ray diffraction device Smartlab (manufactured by Rigaku Corporation), X-ray diffraction measurements of the LCP film were performed from one film surface side by the transmission method, and the degree of orientation was measured. Here, a Cu sealed tube was used as the X-ray source, and X-ray diffraction measurements (2θ/θ scan, β scan) were performed by the parallel beam optical system and the transmission method, and it was confirmed that there was a peak top at 2θ = 19.5 ° in the 2θ/θ scan. Next, the intensity distribution in the azimuthal direction was obtained by measuring the intensity from 0 ° to 360 ° in the azimuthal direction for the diffraction peak at 2θ = 19.5 in the β scan. The degree of orientation was calculated from the above formula based on the area ratio of the orientation peak from the base intensity (isotropic component) and peak intensity (orientation component) of the obtained β profile.
(参考例1)
II型熱可塑性液晶ポリマー(モノマー組成がp-ヒドロキシ安息香酸74mol%、6-ヒドロキシ-2-ナフトエ酸26mol%の共重合体、温度300℃及び剪断速度500sec-1の溶融粘度は80Pa・sec)をTダイキャスティング法により押出機から300℃で押出して、幅400mm及び厚み75μm並びに融点280℃を有する参考例1のLCP押出フィルム(無延伸のLCPフィルム)を得た。
(Reference Example 1)
A type II thermoplastic liquid crystal polymer (a copolymer having a monomer composition of 74 mol% p-hydroxybenzoic acid and 26 mol% 6-hydroxy-2-naphthoic acid, with a melt viscosity of 80 Pa·sec at a temperature of 300°C and a shear rate of 500 sec -1 ) was extruded from an extruder at 300°C by a T-die casting method to obtain an LCP extruded film (unstretched LCP film) of Reference Example 1 having a width of 400 mm, a thickness of 75 μm, and a melting point of 280°C.
(実施例1)
参考例1のLCP押出フィルムをシュリンクテンター機に供給し、温度130℃でMD方向に0.90倍の収縮処理及びTD方向に1.45倍の延伸倍率の収縮延伸処理を行い、その後に130℃で30秒間熱セットすることにより、実施例1のLCPフィルム(二軸拡縮LCPフィルム)を得た。
Example 1
The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.90 times in the MD direction and a shrink/stretch treatment of 1.45 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 1 (biaxially stretched LCP film).
(実施例2)
参考例1のLCP押出フィルムをシュリンクテンター機に供給し、温度130℃でMD方向に0.86倍の収縮処理及びTD方向に1.50倍の延伸倍率の収縮延伸処理を行い、その後に130℃で30秒間熱セットすることにより、実施例2のLCPフィルム(二軸拡縮LCPフィルム)を得た。
Example 2
The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.86 times in the MD direction and a shrink/stretch treatment of 1.50 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 2 (biaxially stretched LCP film).
(実施例3)
参考例1のLCP押出フィルムをシュリンクテンター機に供給し、温度130℃でMD方向に0.85倍の収縮処理及びTD方向に1.60倍の延伸倍率の収縮延伸処理を行い、その後に130℃で30秒間熱セットすることにより、実施例3のLCPフィルム(二軸拡縮LCPフィルム)を得た。
Example 3
The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.85 times in the MD direction and a shrink/stretch treatment of 1.60 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 3 (biaxially stretched LCP film).
(比較例1)
参考例1のLCP押出フィルムを1軸テンター延伸機に供給し、温度130℃でTD方向に1.50倍の延伸倍率の延伸処理を行い、その後に130℃で30秒間熱セットすることにより、比較例1のLCPフィルム(TD延伸LCPフィルム)を得た。
(Comparative Example 1)
The LCP extruded film of Reference Example 1 was supplied to a uniaxial tenter stretching machine, stretched at a stretch ratio of 1.50 in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain an LCP film of Comparative Example 1 (TD-stretched LCP film).
(比較例2)
参考例1のLCP押出フィルムを1軸テンター延伸機に供給し、温度130℃でTD方向に1.60倍の延伸倍率の延伸処理を行おうとしたが、LCP押出フィルムが破断してしまった。
(Comparative Example 2)
The LCP extruded film of Reference Example 1 was supplied to a uniaxial tenter stretching machine and was attempted to be stretched in the TD direction at a stretch ratio of 1.60 at a temperature of 130° C., but the LCP extruded film broke.
表1に、製造条件及び測定結果を示す。

(実施例4)
参考例1のLCP押出フィルムをシュリンクテンター機に供給し、温度130℃でMD方向に0.85倍の収縮処理及びTD方向に1.70倍の延伸倍率の収縮延伸処理を行い、その後に130℃で30秒間熱セットすることにより、実施例4のLCPフィルム(二軸拡縮LCPフィルム)を得た。
Example 4
The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.85 times in the MD direction and a shrink/stretch treatment of 1.70 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 4 (biaxially stretched LCP film).
(実施例5)
参考例1のLCP押出フィルムをシュリンクテンター機に供給し、温度130℃でMD方向に0.80倍の収縮処理及びTD方向に1.90倍の延伸倍率の収縮延伸処理を行い、その後に130℃で30秒間熱セットすることにより、実施例5のLCPフィルム(二軸拡縮LCPフィルム)を得た。
Example 5
The LCP extruded film of Reference Example 1 was fed to a shrink tenter machine, and subjected to a shrink treatment of 0.80 times in the MD direction and a shrink/stretch treatment of 1.90 times in the TD direction at a temperature of 130°C, and then heat-set at 130°C for 30 seconds to obtain the LCP film of Example 5 (biaxially stretched LCP film).
(比較例3)
参考例1のLCP押出フィルムを1軸テンター延伸機に供給し、温度130℃でTD方向に1.70倍の延伸倍率の延伸処理を行おうとしたが、LCP押出フィルムが破断してしまった。
(Comparative Example 3)
The LCP extruded film of Reference Example 1 was supplied to a uniaxial tenter stretching machine and was attempted to be stretched in the TD direction at a stretch ratio of 1.70 at a temperature of 130° C., but the LCP extruded film broke.
(比較例4)
参考例1のLCP押出フィルムを1軸テンター延伸機に供給し、温度130℃でTD方向に1.80倍の延伸倍率の延伸処理を行おうとしたが、LCP押出フィルムが破断してしまった。
(Comparative Example 4)
The LCP extruded film of Reference Example 1 was supplied to a uniaxial tenter stretching machine and was intended to be stretched in the TD direction at a stretch ratio of 1.80 at a temperature of 130° C., but the LCP extruded film broke.
表1から明らかなように、MD収縮処理及びTD延伸処理を行うことで、MD方向及びTD方向の線膨張係数の絶対値が小さいLCPフィルムが得られている。また、実施例1~5から明らかなように、MD収縮処理及びTD延伸処理により、TD方向の線膨張係数がマイナスの値を有するLCPフィルムが得られている。一方、比較例1のように1軸延伸処理(TD延伸処理)のみでは、MD方向の線膨張係数及び配向度が依然として大きいことがわかる。また、比較例2~4のように1軸延伸処理(TD延伸処理)のみでは、TD延伸倍率に限界があり、実施例1~5の結果との対比から、MD収縮処理及びTD延伸処理を行うことで従来では困難であった高倍率処理が可能になったことがわかる。 As is clear from Table 1, by performing MD shrinkage and TD stretching, an LCP film with a small absolute value of the linear expansion coefficient in the MD and TD directions is obtained. Also, as is clear from Examples 1 to 5, by performing MD shrinkage and TD stretching, an LCP film with a negative linear expansion coefficient in the TD direction is obtained. On the other hand, it can be seen that the linear expansion coefficient and degree of orientation in the MD direction are still large when only uniaxial stretching (TD stretching) is performed as in Comparative Example 1. Also, when only uniaxial stretching (TD stretching) is performed as in Comparative Examples 2 to 4, there is a limit to the TD stretch ratio, and a comparison with the results of Examples 1 to 5 shows that performing MD shrinkage and TD stretching makes it possible to perform high-ratio processing, which was previously difficult.
本発明によれば、従来技術のように特殊なラミネートフィルムを必須とすることなく、MD方向とTD方向の線膨張係数の絶対値が小さくMD方向とTD方向の線膨張係数の異方性が小さなLCPフィルムを簡易に製造可能な、生産性及び汎用性に優れる、LCPフィルムの製造方法等を提供することができ、LCPフィルムの素材分野において、広く且つ有効に利用可能である。 The present invention provides a method for producing an LCP film that is excellent in productivity and versatility and can easily produce an LCP film with small absolute values of linear expansion coefficients in the MD and TD directions and small anisotropy of the linear expansion coefficients in the MD and TD directions without requiring a special laminate film as in conventional technology, and can be widely and effectively used in the field of LCP film materials.
100 ・・・LCPフィルム
10 ・・・LCP押出フィルム
11 ・・・二軸拡縮後のLCP押出フィルム
20 ・・・同時二軸延伸収縮機
21 ・・・無端ループ
22 ・・・無端ループ
21a・・・クリップ
22a・・・クリップ
Reference Signs List 100: LCP film 10: LCP extrusion film 11: LCP extrusion film after biaxial expansion and contraction 20: Simultaneous biaxial stretching and contraction machine 21: Endless loop 22:
Claims (8)
前記LCP押出フィルムに、MD方向に0.80倍~0.99倍の収縮倍率で収縮処理を施すとともにTD方向に延伸処理を施してLCPフィルムを得る工程、を少なくとも備える、
LCPフィルムの製造方法。 The method includes at least a step of preparing an LCP extruded film, and a step of subjecting the LCP extruded film to a shrinking treatment at a shrinkage ratio of 0.80 to 0.99 times in the MD direction and a stretching treatment in the TD direction to obtain an LCP film.
A method for manufacturing LCP films.
請求項1に記載のLCPフィルムの製造方法。 The method for producing an LCP film according to claim 1, wherein the stretching treatment is performed on the LCP extruded film at a stretch ratio of 1.20 times to 2.50 times in the TD direction.
請求項1に記載のLCPフィルムの製造方法。 2. The method for producing an LCP film according to claim 1, wherein the LCP film has a linear expansion coefficient of -30.0 to 30.0 ppm/K in the TD direction and a linear expansion coefficient of -10.0 to 30.0 ppm/K in the MD direction in the step of obtaining the LCP film.
請求項1に記載のLCPフィルムの製造方法。 2. The method for producing an LCP film according to claim 1, wherein the LCP film has a linear expansion coefficient of -20.0 to 5.0 ppm/K in the TD direction and a linear expansion coefficient of -10.0 to 10.0 ppm/K in the MD direction in the step of obtaining the LCP film.
請求項1に記載のLCPフィルムの製造方法。 2. The method for producing an LCP film according to claim 1, wherein the LCP film has a linear expansion coefficient of -15.0 to 0.0 ppm/K in the TD direction and a linear expansion coefficient of -10.0 to 5.0 ppm/K in the MD direction in the step of obtaining the LCP film.
請求項1に記載のLCPフィルムの製造方法。 The method for producing an LCP film according to claim 1, wherein in the step of obtaining the LCP film, the LCP film has an orientation degree of 0.0 to 30.0%.
請求項1に記載のLCPフィルムの製造方法。 The method for producing an LCP film according to claim 1, wherein the extruded LCP film has a linear expansion coefficient of 5.0 to 60.0 ppm/K in the TD direction and a linear expansion coefficient of −30.0 to 5.0 ppm/K in the MD direction.
請求項1に記載のLCPフィルムの製造方法。
The method for producing an LCP film according to claim 1 , wherein a simultaneous biaxial stretching shrinking machine is used in the step of obtaining the LCP film.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-018515 | 2023-02-09 | ||
| JP2023018515 | 2023-02-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024166774A1 true WO2024166774A1 (en) | 2024-08-15 |
Family
ID=92262454
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/003140 WO2024166774A1 (en) | 2023-02-09 | 2024-01-31 | Method for lcp film production |
Country Status (2)
| Country | Link |
|---|---|
| TW (1) | TW202438290A (en) |
| WO (1) | WO2024166774A1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001096104A2 (en) * | 2000-06-09 | 2001-12-20 | 3M Innovative Properties Company | Wrinkle resistant infrared reflecting film and non-planar laminate articles made therefrom |
| JP2009139890A (en) * | 2007-12-11 | 2009-06-25 | Toyobo Co Ltd | Surface light-diffusing polyester film |
| JP2016109924A (en) * | 2014-12-08 | 2016-06-20 | 日東電工株式会社 | Manufacturing method for retardation film and manufacturing method for laminated polarizing plate |
| WO2020162119A1 (en) * | 2019-02-08 | 2020-08-13 | 東洋紡株式会社 | Polyester film and use thereof |
| WO2022124308A1 (en) * | 2020-12-09 | 2022-06-16 | デンカ株式会社 | Lcp extruded film and manufacturing method therefor, lcp extruded film for stretching, lcp stretched film, heat shrinking lcp stretched film, insulating material for circuit board, and metal foil-clad laminate |
-
2024
- 2024-01-31 WO PCT/JP2024/003140 patent/WO2024166774A1/en unknown
- 2024-02-07 TW TW113104926A patent/TW202438290A/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001096104A2 (en) * | 2000-06-09 | 2001-12-20 | 3M Innovative Properties Company | Wrinkle resistant infrared reflecting film and non-planar laminate articles made therefrom |
| JP2009139890A (en) * | 2007-12-11 | 2009-06-25 | Toyobo Co Ltd | Surface light-diffusing polyester film |
| JP2016109924A (en) * | 2014-12-08 | 2016-06-20 | 日東電工株式会社 | Manufacturing method for retardation film and manufacturing method for laminated polarizing plate |
| WO2020162119A1 (en) * | 2019-02-08 | 2020-08-13 | 東洋紡株式会社 | Polyester film and use thereof |
| WO2022124308A1 (en) * | 2020-12-09 | 2022-06-16 | デンカ株式会社 | Lcp extruded film and manufacturing method therefor, lcp extruded film for stretching, lcp stretched film, heat shrinking lcp stretched film, insulating material for circuit board, and metal foil-clad laminate |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202438290A (en) | 2024-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140086995A (en) | Thermoplastic liquid crystal polymer film, and laminate and circuit board using same | |
| CN113993702A (en) | LCP extruded film, and flexible laminate using the same and method for producing the same | |
| US20240025102A1 (en) | Lcp extruded film and method for manufacturing the same, lcp extruded film for stretch treatment, lcp stretched film, heat-shrinkable lcp stretched film, insulating material for circuit substrate, and metal foil-clad laminate | |
| JP7550789B2 (en) | Manufacturing method of LCP film for circuit boards | |
| JP7546064B2 (en) | Insulating materials for circuit boards and metal foil laminates | |
| WO2021256491A1 (en) | Thermoplastic liquid crystal polymer molded body, metal-clad laminate, and circuit board | |
| WO2022065285A1 (en) | Insulating material for circuit boards, method for producing same and metal foil-clad laminate | |
| WO2024166774A1 (en) | Method for lcp film production | |
| JP2023106957A (en) | Winding roll of thermocompression bonding laminated film | |
| WO2024166775A1 (en) | Lcp film | |
| WO2024166776A1 (en) | Lcp film | |
| US20250001733A1 (en) | Lcp extruded film, insulating material for circuit board, and metal foil-clad laminate | |
| JP7630264B2 (en) | Manufacturing method of LCP extrusion film | |
| KR20240130109A (en) | Liquid crystal polymer film, and insulating material for circuit boards using the same, and laminated plate with metal foil attached thereto | |
| JP7458396B2 (en) | Manufacturing method of metal clad laminate | |
| JP2023106954A (en) | Manufacturing method of thermoplastic polymer film, and orientation control method of thermoplastic polymer film | |
| TWI864170B (en) | Method for producing LCP film for circuit board, and T-die melt extrusion LCP film for circuit board | |
| TWI871337B (en) | LCP extruded film, flexible laminate using the same, and method for producing the same | |
| JP2023070392A (en) | Lcp extruded film for stretching, heat-shrinkable lcp stretched film, insulating material for circuit board, and metal foil-clad laminate | |
| WO2021193194A1 (en) | Method for producing metal clad laminate | |
| TW202126743A (en) | Method for producing LCP film for circuit boards, and LCP film for circuit boards melt extruded from t-die |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24753217 Country of ref document: EP Kind code of ref document: A1 |