WO2024158027A1 - 化粧シート - Google Patents
化粧シート Download PDFInfo
- Publication number
- WO2024158027A1 WO2024158027A1 PCT/JP2024/002179 JP2024002179W WO2024158027A1 WO 2024158027 A1 WO2024158027 A1 WO 2024158027A1 JP 2024002179 W JP2024002179 W JP 2024002179W WO 2024158027 A1 WO2024158027 A1 WO 2024158027A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- decorative sheet
- protective layer
- surface protective
- layer
- sheet according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/042—Coating with two or more layers, where at least one layer of a composition contains a polymer binder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B23/00—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose
- B32B23/04—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B23/08—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/06—Coating with compositions not containing macromolecular substances
- C08J7/065—Low-molecular-weight organic substances, e.g. absorption of additives in the surface of the article
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/12—Chemical modification
- C08J7/16—Chemical modification with polymerisable compounds
- C08J7/18—Chemical modification with polymerisable compounds using wave energy or particle radiation
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/66—Coatings characterised by a special visual effect, e.g. patterned, textured
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/66—Coatings characterised by a special visual effect, e.g. patterned, textured
- D21H19/68—Coatings characterised by a special visual effect, e.g. patterned, textured uneven, broken, discontinuous
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/18—Paper- or board-based structures for surface covering
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/18—Paper- or board-based structures for surface covering
- D21H27/22—Structures being applied on the surface by special manufacturing processes, e.g. in presses
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/18—Paper- or board-based structures for surface covering
- D21H27/22—Structures being applied on the surface by special manufacturing processes, e.g. in presses
- D21H27/26—Structures being applied on the surface by special manufacturing processes, e.g. in presses characterised by the overlay sheet or the top layers of the structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0242—Acrylic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/406—Bright, glossy, shiny surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/408—Matt, dull surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
Definitions
- the present invention relates to a decorative sheet.
- Decorative sheets are used to decorate the surfaces of interior and exterior materials such as building fixtures, furniture, construction materials, and flooring, for the purpose of imparting design and durability to these materials.
- Decorative sheets are generally widely used as decorative panels that are attached to the surfaces of substrates such as wood, wood boards, metal plates, non-flammable boards, paper substrates, and resin substrates via adhesives or the like.
- Designs can be added by forming patterns such as wood grain or stone using various printing methods. Plain, pattern-free decorative sheets are sometimes preferred. The choice of whether or not to have a pattern and the type of pattern vary according to the application and preference.
- the glossiness of the surface is also important in the design of decorative sheets.
- decorative sheets There are a variety of decorative sheets to choose from, ranging from mirror-like high gloss to low gloss with no reflections at all, depending on the application and preference.
- Durability is a comprehensive assessment of scratch resistance, stain resistance, and whether these can be maintained over the long term. Requirements vary depending on the environment and situation in which the decorative sheet is used, but there is always a demand for decorative sheets with high performance.
- a surface protective layer on the outermost surface of the decorative sheet. Also, to adjust the gloss mentioned above, and in particular to achieve a low gloss, it is common to add a gloss adjuster (matte additive) to the surface protective layer.
- decorative sheets are generally processed, such as by cutting and bending, to form decorative materials such as decorative panels, so it is preferable that the sheets have processability that can withstand these processes.
- the objective of the present invention is to provide a decorative sheet that has a low gloss and a rough feel to the touch.
- a decorative sheet comprising an original fabric layer and a surface protective layer provided on one surface of the original fabric layer, the surface of the surface protective layer being provided with an uneven structure including a plurality of ridge-like portions each protruding in a ridge-like shape, the uneven structure of the surface protective layer having a protruding peak height Rpk of 3.5 ⁇ m or more, and an absorption spectrum obtained by Fourier type infrared spectroscopy measurement of the surface protective layer has a ratio I 1095 /I 1725 of a maximum value I 1095 in a wave number range of 1085 to 1105 cm -1 to a maximum value I 1725 in a wave number range of 1715 to 1735 cm -1 of 0.65 or more.
- a decorative sheet according to the above aspect wherein the ratio I 1095 /I 1725 is 3.5 or less.
- a decorative sheet according to any of the above aspects is provided, in which the protruding peak height Rpk is 25 ⁇ m or less.
- a decorative sheet according to any of the above aspects, in which the uneven structure of the surface protection layer has an average length RSm of the roughness curve element of 150 ⁇ m or more.
- a decorative sheet according to the above aspect in which the average length RSm is 600 ⁇ m or less.
- a decorative sheet according to any of the above aspects, in which the thickness of the surface protective layer is 8 ⁇ m or more.
- a decorative sheet according to any of the above aspects, in which the gloss of the surface protective layer is less than 10.0.
- a decorative sheet relating to any of the above aspects, in which at least some of the ridge portions are adjacent to each other in the width direction, and in a cross section parallel to the width direction and the thickness direction of the surface protection layer at a position where the at least some of the ridge portions are adjacent to each other in the width direction, the portion in which the uneven structure is provided has a sinusoidal shape.
- the surface protective layer includes a cured product of an ionizing radiation curable resin.
- the ionizing radiation curable resin is an acrylate whose main component contains a repeating structure, the repeating structure is any one of ethylene oxide, propylene oxide, and ⁇ -caprolactone, and the number of repetitions of the repeating structure is 3 or more.
- a decorative material comprising a decorative sheet according to any of the above aspects and a substrate to which the decorative sheet is attached.
- the present invention makes it possible to provide a decorative sheet that has low gloss and a rough texture.
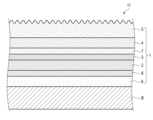
- FIG. 1 is a cross-sectional view of a decorative material including a decorative sheet according to one embodiment of the present invention.
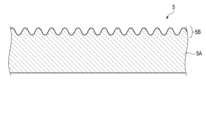
- FIG. 2 is a cross-sectional view of a surface protective layer included in the decorative sheet of FIG.
- FIG. 3 is a microscope image of a surface protective layer included in a decorative sheet according to one example of the present invention.
- Decorative material and decorative sheet Fig. 1 is a cross-sectional view of a decorative material including a decorative sheet according to one embodiment of the present invention.
- Fig. 2 is a cross-sectional view of a surface protective layer included in the decorative sheet of Fig. 1.
- Fig. 3 is a micrograph of a surface protective layer included in a decorative sheet according to one example of the present invention.
- the cross section shown in Figure 2 is a cross section along the thickness direction of the surface protection layer.
- the micrograph in Figure 3 is a planar photograph taken with a laser microscope (OLS-4000, manufactured by Olympus Corporation).
- the decorative material 11 shown in FIG. 1 includes a substrate B and a decorative sheet 1 attached thereto.
- the decorative material 11 is a decorative board.
- the decorative board may be a flat plate, or may be curved or folded.
- the decorative material 11 may have a shape other than a plate.
- the substrate B is a plate material.
- the plate material is, for example, a wood board, an inorganic board, a metal plate, or a composite board made of multiple materials.
- the substrate B may have a shape other than a plate.
- the decorative sheet 1 includes an original fabric layer 2, a pattern layer 3, a transparent resin layer 4, a surface protective layer 5, an adhesive layer 7, a primer layer 6, and a concealing layer 8.
- the pattern layer 3, adhesive layer 7, transparent resin layer 4, and surface protective layer 5 are provided in this order from the original fabric layer 2 side on the surface of the original fabric layer 2 opposite the surface facing the substrate B.
- the concealing layer 8 and primer layer 6 are provided in this order from the original fabric layer 2 side on the surface of the original fabric layer 2 facing the substrate B.
- One or more of the pattern layer 3, transparent resin layer 4, primer layer 6, adhesive layer 7, and concealing layer 8 may be omitted. The elements included in the decorative sheet 1 will be explained below in order.
- the raw fabric layer 2 or its material can be any material selected from, for example, paper, synthetic resin, synthetic resin foam, rubber, nonwoven fabric, synthetic paper, metal foil, etc.
- paper include tissue paper, titanium paper, resin-impregnated paper, etc.
- synthetic resin include polyethylene, polypropylene, polybutylene, polystyrene, polycarbonate, polyester, polyamide, ethylene-vinyl acetate copolymer, polyvinyl alcohol, acrylic, etc.
- Examples of rubber include ethylene-propylene copolymer rubber, ethylene-propylene-diene copolymer rubber, styrene-butadiene copolymer rubber, styrene-isoprene-styrene block copolymer rubber, styrene-butadiene-styrene block copolymer rubber, polyurethane, etc.
- Examples of nonwoven fabric include organic and inorganic nonwoven fabrics. Examples of metal foil include aluminum, iron, gold, silver, etc.
- the thickness of the base layer 2 is preferably within the range of 20 ⁇ m to 250 ⁇ m, taking into consideration printing workability and costs.
- Primer layer When an olefin-based resin is used as the material of the raw fabric layer 2, the surface of the raw fabric layer 2 is often in an inactive state. Therefore, in this case, it is preferable to provide a primer layer 6 between the raw fabric layer 2 and the substrate B.
- the primer layer 6 can be omitted, and the raw fabric layer 2 can be subjected to a surface modification treatment such as corona treatment, plasma treatment, ozone treatment, electron beam treatment, ultraviolet treatment, and dichromate treatment in order to improve the adhesion between the raw fabric layer 2 and the substrate B.
- the materials for the primer layer 6 can be, for example, the materials described below for the pattern layer 3. Since the primer layer 6 is applied to the back surface of the decorative sheet 1, and considering that the decorative sheet 1 is wound up in a web form, an inorganic filler may be added to the primer layer 6 to avoid blocking and to increase adhesion to the adhesive.
- inorganic fillers include silica, alumina, magnesia, titanium oxide, barium sulfate, etc.
- ⁇ 1.3> Concealing layer In order to impart the decorative sheet 1 with the ability to conceal the substrate B, for example, a colored sheet is used as the base layer 2, or an opaque concealing layer 8 is provided.
- the concealing layer 8 can be made of the same material as that described later for the pattern layer 3. However, since the purpose of the concealing layer 8 is to provide concealment, it is preferable to use, for example, an opaque pigment, titanium oxide, iron oxide, etc. as the pigment.
- metals such as gold, silver, copper, and aluminum to the material of the concealing layer 8. In general, flake-shaped aluminum pieces are often added.
- the design layer 3 is a layer formed by printing a design on the original layer 2 using ink.
- the binder for the ink for example, nitrocellulose, cellulose, vinyl chloride-vinyl acetate copolymer, polyvinyl butyral, polyurethane, acrylic, polyesters, or modified products thereof can be used alone or in combination.
- the binder may be any of water-based, solvent-based, and emulsion types, and may be a one-liquid type or a two-liquid type using a hardener.
- the design layer 3 may be formed by a method in which a layer formed with a hardening ink is hardened by irradiation with ultraviolet rays or electron beams.
- the ink used to form the design layer 3 may further contain, in addition to the binder, for example, pigments contained in ordinary inks, colorants such as dyes, extender pigments, solvents, and various additives.
- pigments having high versatility include condensed azo, insoluble azo, quinacridone, isoindoline, anthraquinone, imidazolone, cobalt, phthalocyanine, carbon, titanium oxide, iron oxide, and pearl pigments such as mica.
- ink In addition to applying ink, it is also possible to apply a design to the pattern layer 3 by vapor deposition or sputtering of various metals. In particular, it is preferable that a light stabilizer is added to the ink. This can suppress deterioration of the decorative sheet 1 itself caused by light deterioration of the ink, and extend the life of the decorative sheet 1.
- the adhesive layer 7 is also called a heat-sensitive adhesive layer, an anchor coat layer, or a dry lamination adhesive layer.
- the resin material of the adhesive layer 7 is not particularly limited, but may be appropriately selected from acrylic, polyester, polyurethane, epoxy, and other resin materials.
- An ethylene-vinyl acetate copolymer resin adhesive may also be used as the resin material of the adhesive layer 7.
- the coating method may be appropriately selected depending on the viscosity of the adhesive. Generally, gravure coating is used, and the adhesive layer 7 is formed on the upper surface of the pattern layer 3 by gravure coating, and then the transparent resin layer 4 is laminated. Note that the adhesive layer 7 may be omitted if sufficient adhesive strength is obtained between the transparent resin layer 4 and the pattern layer 3.
- an olefin-based resin is preferably used as the resin material of the transparent resin layer 4.
- the olefin-based resin include polypropylene, polyethylene, polybutene, and the like, as well as ⁇ -olefins (e.g., propylene, 1-butene, 1-pentene, 1-hexene, 1-heptene, 1-octene, 1-nonene, 1-decene, 1-undecene, 1-dodecene, tridecene, 1-tetradecene, 1-pentadecene, 1-hexadecene, 1-heptadecene, 1-octadecene, 1-nonadecene, 1-eicosene, 3-methyl-1-butene, 3-methyl-1-pentene, 3-ethyl-1-pentene, 4-methyl-1-pentene, 4-methyl-1-hexene, 4,4-dimethyl
- the resin for the transparent resin layer 4.
- various additives such as heat stabilizers, light stabilizers, antiblocking agents, catalyst scatterers, colorants, light scattering agents, and gloss adjusters can also be added to the transparent resin layer 4 as necessary.
- heat stabilizers heat stabilizers, light stabilizers, antiblocking agents, catalyst scatterers, colorants, light scattering agents, and gloss adjusters can also be added to the transparent resin layer 4 as necessary.
- phenol-based, sulfur-based, phosphorus-based, and hydrazine-based heat stabilizers and hindered amine-based light stabilizers are added in any combination.
- the surface protection layer 5 includes a core portion 5A and a plurality of ridge portions 5B each protruding in a ridge shape from one surface of the core portion 5A. These ridge portions 5B form an uneven structure.
- ridge-like refers to a convex shape that is linear in plan view.
- the ridge portions 5B may be curved or straight in plan view, but are preferably curved in view of the fingerprint resistance of the decorative sheet 1.
- Each of the ridge portions 5B may or may not be branched in plan view.
- the ridge portions 5B are, for example, the portions from the lowest part to the tip of the uneven shape provided on the surface of the surface protective layer 5, and the core portion 5A refers to the portion of the surface protective layer 5 excluding the ridge portions 5B.
- each of the ridge portions 5B is curved, and at least some of them are adjacent to each other in the width direction.
- the cross section of the surface protective layer 5 parallel to the width direction and the thickness direction of the surface protective layer 5 has a wave shape, such as a sine wave shape, in the portion where the uneven structure is provided, as shown in FIG. 2.
- the uneven structure of the surface protective layer 5 has a protruding peak height Rpk of 3.5 ⁇ m or more.
- protruding peak height Rpk is a surface property parameter defined in JIS B0671-2:2002. This protruding peak height Rpk is more preferably 4.5 ⁇ m or more, and even more preferably 7.0 ⁇ m or more.
- a decorative sheet with a small protruding peak height Rpk does not give a rough tactile sensation to a user when the user slides the skin over the surface of the surface protective layer, for example, when the user slides a finger over the surface of the surface protective layer.
- This protruding peak height Rpk is preferably 25 ⁇ m or less, more preferably 20 ⁇ m or less, and even more preferably 15 ⁇ m or less. Decorative sheets with a large protruding peak height Rpk are difficult to manufacture with high reproducibility.
- the uneven structure of the surface protection layer 5 preferably has an average length RSm of the roughness curve element of 150 ⁇ m or more, more preferably 200 ⁇ m or more, and even more preferably 250 ⁇ m or more.
- the "average length RSm of the roughness curve element” is a surface property parameter defined in JIS B0601:2013.
- This average length RSm is preferably 600 ⁇ m or less, more preferably 550 ⁇ m or less, and even more preferably 500 ⁇ m or less. If this average length RSm is increased, the frequency with which a user perceives the presence of the ridge portion 5B when sliding a finger over the surface of the surface protection layer may decrease.
- the ratio I 1095 /I 1725 between the maximum value I 1095 in the wave number range of 1085 to 1105 cm -1 and the maximum value I 1725 in the wave number range of 1715 to 1735 cm -1 is 0.65 or more.
- the ratio I 1095 /I 1725 is 0.85 or more.
- the ratio I 1095 /I 1725 is within the above range.
- the ratio I 1095 /I 1725 is preferably equal to or less than 3.5, and more preferably equal to or less than 2.7.
- a surface protective layer 5 having a large ratio I 1095 /I 1725 tends to have low scratch resistance.
- Infrared light with wavelengths in the range of 2.5 to 25 ⁇ m can change the vibrational and rotational states of molecules.
- the energy required to change the vibrational and rotational states varies depending on the structure of the molecule.
- Infrared spectroscopy is a measurement method that utilizes this to obtain information about the chemical structure and state of a substance.
- measurements are performed as follows. First, light from a light source is incident on a semi-transparent mirror at an angle and split into two beams of light: transmitted light and reflected light. The beam that passes through the semi-transparent mirror is reflected by a fixed mirror and re-enters the semi-transparent mirror at an angle. The beam reflected by the semi-transparent mirror is reflected by a movable mirror and re-enters the semi-transparent mirror at an angle. The beam reflected from the fixed mirror and reflected by the semi-transparent mirror and transmitted through the semi-transparent mirror are combined to generate an interference wave.
- this interference wave is irradiated onto the sample and the intensity of the light that passes through the sample is measured.
- the intensity data obtained in this way is separated by calculation into the intensities of each wave number component (Fourier transform) to obtain a transmittance spectrum.
- the reflected light intensity is measured using the total reflectance method (ATR method) described below.
- the interference wave is incident on a measurement prism that is in contact with the surface of the sample.
- the interference wave is incident on the measurement prism so that it is totally reflected at the interface between the prism and the sample.
- evanescent waves seep into the area of the sample near the interface, and light of a specific wavenumber component is absorbed by molecules in this area.
- the intensity of reflected light is measured. The intensity data obtained in this way is then separated by calculation into the intensities of each wavenumber component (Fourier transform) to obtain the ATR spectrum.
- the penetration depth (depth of penetration) of evanescent waves increases as the wavelength becomes longer. Therefore, the baseline of an ATR spectrum, with the horizontal axis representing wavelength and the vertical axis representing reflected light intensity (or reflectance), slopes downward to the right.
- the penetration depth of evanescent waves is also affected by the angle of incidence of the interference wave at the interface and the refractive index of the prism and sample. Therefore, the ATR spectrum is corrected by the inverse of the wavelength, etc. By performing such correction, a spectrum with a peak intensity ratio similar to that of the transmittance spectrum can be obtained. Then, by converting this spectrum, an absorption spectrum can be obtained with the horizontal axis representing wavenumber and the vertical axis representing absorbance.
- the penetration depth of the evanescent wave is small, and can be adjusted by the angle of incidence of the interference wave and the refractive index of the prism. Therefore, Fourier transform infrared spectroscopy using the ATR method can prevent the underlying layer from becoming noise, even if the object to be measured is a thin layer. Furthermore, Fourier transform infrared spectroscopy using the ATR method allows non-destructive measurement as long as the object to be measured is exposed on the surface of the sample.
- the absorption spectrum obtained by Fourier infrared spectroscopy of the surface protective layer 5 has a ratio I 1095 /I 1725 within a predetermined range.
- the maximum value I 1095 in the wave number range of 1085 to 1105 cm -1 is a value related to the number of ether bonds contained in the surface protective layer 5.
- the maximum value I 1725 in the wave number range of 1715 to 1735 cm -1 is a value related to the number of ester bonds. Therefore, the ratio I 1095 /I 1725 corresponds to the ratio between the number of ether bonds and the number of functional groups of the acrylate contained in the ionizing radioactive resin of the coating liquid for surface protective layer described below.
- the thickness of the surface protective layer 5 is preferably 8 ⁇ m or more, more preferably 10 ⁇ m or more, and even more preferably 15 ⁇ m or more. If the thickness of the surface protective layer 5 is reduced, it becomes difficult to increase the protruding peak height Rpk and the average length RSm. If the thickness of the surface protective layer 5 is increased, the protruding peak height Rpk and the average length RSm tend to increase. There is no upper limit to the thickness of the surface protective layer 5, but from the viewpoint of cost, etc., it is preferably 30 ⁇ m or less, and more preferably 25 ⁇ m or less.
- the thickness of the surface protective layer 5 is the thickness of a layer that has the same apparent area and volume as the surface protective layer 5 and has a flat surface.
- the thickness of the surface protective layer 5 is determined, for example, by the following method. First, a cross section parallel to the thickness direction of the surface protective layer 5 and perpendicular to the length direction of the ridge-like portion 5B is imaged. Next, from this cross-sectional image, the dimension of the surface protective layer 5 in the width direction of the ridge-like portion 5B and the area of the cross section of the surface protective layer 5 are determined. The thickness of the surface protective layer 5 is a value obtained by dividing this area by the above dimension. Note that when the coating liquid for the surface protective layer described below does not contain a solvent, the thickness of the coating film made of the coating liquid for the surface protective layer is equal to the thickness of the surface protective layer 5.
- the gloss of the surface protective layer 5 is preferably less than 10.0, and more preferably 8.0 or less.
- gloss is the measured value when measured at an incidence angle of 60 degrees using a gloss meter conforming to JIS Z8741:1997.
- the decorative sheet 1 is manufactured, for example, by the following method.
- explanations regarding the design layer 3, transparent resin layer 4, primer layer 6, adhesive layer 7, and concealing layer 8 are omitted here.
- a coating film made of a coating liquid for the surface protection layer is formed on one side of the base layer 2.
- This coating film can be formed by various printing methods such as gravure printing, offset printing, screen printing, electrostatic printing, and inkjet printing, or various coating methods such as roll coating, knife coating, microgravure coating, and die coating.
- the coating liquid for the surface protection layer contains an ionizing radiation curable resin.
- ionizing radiation refers to a charged particle beam such as an electron beam.
- An ionizing radiation curable resin is cured by exposure to ionizing radiation.
- An ionizing radiation curable resin can also be cured by exposure to ultraviolet light.
- the ionizing radiation curable resin used here is cured by exposure to light with a wavelength of 200 nm or less, and has a large absorption coefficient for this light.
- the amount of the ionizing radiation curable resin is preferably 60 parts by mass or more, more preferably 70 parts by mass or more, and even more preferably 80 parts by mass or more.
- known resins such as various monomers and commercially available oligomers can be used, for example, (meth)acrylic resins, silicone resins, polyester resins, urethane resins, amide resins, and epoxy resins can be used.
- the ionizing radiation curable resin may be either an aqueous resin or a non-aqueous (organic solvent-based) resin.
- the main component of the ionizing radiation curable resin is preferably an acrylate.
- the main component of the ionizing radiation curable resin means 60 parts by mass or more when the total solid content of the ionizing radiation curable resin is taken as 100 parts by mass.
- the ionizing radiation curable resin preferably contains 70 parts by mass or more of acrylate, and more preferably contains 80 parts by mass or more.
- the acrylate is preferably an acrylate having two or more functional groups, and more preferably an acrylate having three or more functional groups.
- the acrylate is preferably an acrylate having three or more functional groups. There is no upper limit to the number of functional groups of the acrylate, but in one example, it is six or less functional groups.
- the acrylate preferably contains a repeating structure.
- This repeating structure is, for example, any one of an ethylene oxide (EO) structure, a propylene oxide (PO) structure, and an ⁇ -caprolactone (CL) structure.
- the repeating structure is preferably ethylene oxide or propylene oxide.
- the repeating structure may be present between the acryloyl group and the methylol group in an open ring state.
- the number of repetitions of the repeating structure is preferably 3 or more. If an acrylate with a large number of repetitions is used, the cured film is more likely to expand in the in-plane direction in the second irradiation step described below, and therefore wrinkles corresponding to the ridged portions 5B are more likely to appear on the coating film surface. However, if the number of repetitions is increased, the crosslink density decreases, and the scratch resistance of the surface protective layer decreases.
- the trifunctional acrylate containing a repeating structure is, for example, EO-modified, PO-modified or CL-modified trimethylolpropane triacrylate, glycerin triacrylate, isocyanurate triacrylate or pentaerythritol triacrylate.
- the number of repetitions of the repeating structure is preferably 3 or more and 30 or less, more preferably 3 or more and 20 or less.
- a tetrafunctional acrylate containing a repeating structure is EO-modified, PO-modified, or CL-modified pentaerythritol tetraacrylate.
- the number of repeats of the repeating structure is preferably 12 or more, more preferably 12 or more and 50 or less, and even more preferably 20 or more and 50 or less.
- the number of repetitions of the above repeating structure can be analyzed using MALDI-TOF-MS.
- Ionizing radiation curable resins may have a molecular weight distribution. If there is a molecular weight distribution, the above number of repetitions should be the number of repetitions that corresponds to the molecular weight with the strongest peak in the MALDI-TOF-MS mass spectrum.
- the coating liquid for the surface protective layer preferably further contains particles. When particles are contained in the coating liquid for the surface protective layer, wrinkles can be more uniformly formed on the coating surface in the second irradiation step.
- the particles may be made of organic materials such as polyethylene (PE) wax, polypropylene (PP) wax, or resin beads, or may be made of inorganic materials such as silica, glass, alumina, titania, zirconia, calcium carbonate, or barium sulfate.
- organic materials such as polyethylene (PE) wax, polypropylene (PP) wax, or resin beads
- inorganic materials such as silica, glass, alumina, titania, zirconia, calcium carbonate, or barium sulfate.
- the average particle size (D50) of the particles is preferably 10 ⁇ m or less.
- the average particle size (D50) of the particles is more preferably 1 ⁇ m or more and 8 ⁇ m or less, and even more preferably 2 ⁇ m or more and 6 ⁇ m or less.
- the particles are likely to fall off from the surface protective layer 5, which may make it difficult to achieve high scratch resistance.
- the particles are small, the effect of generating wrinkles uniformly is small.
- the "average particle size (D50)" is the median size (D50) measured by a laser diffraction/scattering type particle size distribution measuring device. If the coating liquid for the surface protective layer contains particles, the surface protective layer 5 obtained from this coating liquid will also contain particles. The average particle size of the particles contained in the surface protective layer 5 can be determined by observing the cross section of the layer and averaging the particle sizes of multiple particles. The value obtained in this manner is substantially the same as the median size (D50) measured by a laser diffraction/scattering type particle size distribution measuring device. Therefore, the above-mentioned range of average particle sizes can also be interpreted as the range of average particle sizes of the particles contained in the surface protective layer 5.
- the amount of particles added is preferably 0.5 parts by mass or more and 10 parts by mass or less, more preferably 2 parts by mass or more and 8 parts by mass or less, and even more preferably 2 parts by mass or more and 6 parts by mass or less, relative to 100 parts by mass of the ionizing radiation curable resin.
- the amount of particles is within the above range, the effect of generating wrinkles uniformly is particularly large.
- the coating liquid for the surface protective layer may further contain a solvent and additives for improving the functionality of the final product, such as antibacterial agents and antifungal agents.
- the coating liquid for the surface protective layer may further contain other additives such as an ultraviolet absorber and a light stabilizer.
- an ultraviolet absorber for example, a benzotriazole-based, benzoate-based, benzophenone-based, or triazine-based agent may be used.
- a hindered amine-based agent may be used. According to the method described herein, a surface protective layer 5 having a low gloss level can be formed without a gloss adjuster (matte additive).
- the coating liquid for the surface protection layer preferably further contains a photoinitiator.
- the photoinitiator is not particularly limited, but examples include benzophenone-based, acetophenone-based, benzoin ether-based, and thioxanthone-based photoinitiators.
- the amount of initiator added is preferably 0.1 to 10 parts by mass, more preferably 0.25 to 8 parts by mass, and even more preferably 0.5 to 6 parts by mass, relative to 100 parts by mass of ionizing radiation curable resin. If the amount of initiator is small, the effect of the first irradiation step described below will not be noticeable. If the amount of initiator is too large, the coating film will be completely cured by the first irradiation step, and wrinkles will not be formed in the subsequent second irradiation step.
- the first irradiation step is preferably carried out.
- the first irradiation step light having a wavelength of about 200 nm or more and 400 nm or less (hereinafter referred to as the first irradiation light) is irradiated to the coating film.
- This semi-cures the coating film.
- the light source used in the first irradiation step can be selected from, for example, a high-pressure mercury lamp, a metal halide lamp, and a single-wavelength LED lamp that emits light with a wavelength of 200 nm or more and 400 nm or less.
- the cumulative light amount in the first irradiation step is preferably 2 mJ/cm2 or more and 100 mJ/cm2 or less, more preferably 10 mJ/cm2 or more and 80 mJ/ cm2 or less, and even more preferably 20 mJ/ cm2 or more and 60 mJ/ cm2 or less. If the cumulative light amount is small, the effect of the first irradiation step described above does not appear. If the cumulative light amount is large, the coating film is completely cured, and wrinkles are not formed in the subsequent second irradiation step.
- the second irradiation step is carried out.
- the coating film is irradiated with light having a wavelength of 200 nm or less (hereinafter referred to as the second irradiation light).
- the ionizing radiation curable resin contained in the coating liquid for the surface protective layer has a large absorption coefficient for the second irradiation light. Therefore, the second irradiation light incident on the coating film can only reach a position several tens to several hundreds of nm away from the outermost surface. Therefore, in the second irradiation step, the crosslinking reaction proceeds in the surface region of the coating film to form an extremely thin cured film, while in other regions, the crosslinking reaction does not proceed and the coating film remains semi-cured.
- the coating film after the second irradiation process has wrinkles on its surface that correspond to the ridged portion 5B.
- the inventor believes that the reason wrinkles form on the coating film surface as a result of the second irradiation process is as follows.
- the second irradiation light can only reach a position tens to hundreds of nm away from the outermost surface of the coating film.
- the crosslinking reaction of the ionizing radiation curable resin caused by irradiation with the second irradiation light occurs only on the surface of the coating film.
- monomers etc. present on the surface of the coating film crosslink via the functional groups they possess to form a cured film, but not all of these functional groups are used to crosslink between the monomers present on the surface of the coating film. In other words, uncrosslinked functional groups may remain in the cured film.
- the second irradiation light does not reach monomers that are located away from the surface of the coating film, so no crosslinking reaction occurs there. However, some of the monomers that are located away from the surface of the coating film migrate to the cured film, where they undergo a crosslinking reaction. In this way, the number of molecules involved in the crosslinking reaction increases.
- the volume of the cured film increases. Since the crosslinking reaction only occurs on the surface of the coating, the cured film cannot increase in volume in the thickness direction, but expands in the in-plane direction. As a result, wrinkles appear on the surface of the coating.
- the second irradiation light can be extracted from excimer VUV (Vacuum Ultra Violet) light.
- Excimer VUV light can be produced from lamps that use rare gases or rare gas halide compounds. When high-energy electrons are provided from the outside to a lamp that contains rare gases or rare gas halide compounds, a large number of discharge plasmas (dielectric barrier discharges) are generated. This plasma discharge excites the atoms of the discharge gas (rare gas), which momentarily enters an excimer state. When returning from this excimer state to the ground state, light is emitted in a wavelength range specific to that excimer.
- the gas used in the excimer lamp may be any conventional gas that emits light of 200 nm or less.
- the gas may be a rare gas such as Xe, Ar, or Kr, or a mixed gas of a rare gas such as ArBr or ArF with a halogen gas.
- the wavelength (center wavelength) of the excimer lamp varies depending on the gas, and may be, for example, about 172 nm (Xe), about 126 nm (Ar), about 146 nm (Kr), about 165 nm (ArBr), or about 193 nm (ArF).
- a xenon lamp that emits excimer light with a central wavelength of 172 nm as the light source. Also, considering the cost of maintaining the equipment and the availability of materials, it is preferable to use a xenon lamp as the light source.
- the second irradiation step is carried out in an atmosphere with a low oxygen concentration.
- Oxygen has a large absorption coefficient for light of 200 nm or less. Therefore, it is preferable to carry out the second irradiation step in, for example, a nitrogen gas atmosphere.
- the oxygen concentration in the gas phase in the second irradiation step i.e., the residual oxygen concentration in the reaction atmosphere, is preferably 2000 ppm or less, and more preferably 1000 ppm or less.
- oxygen in the atmosphere inhibits radical polymerization. Therefore, the residual oxygen concentration in the reaction atmosphere affects the formation of wrinkles on the coating surface. Therefore, changing the residual oxygen concentration in the reaction atmosphere can also change the surface properties of the surface protective layer 5.
- the cumulative light amount in the second irradiation step is preferably 0.5 mJ/ cm2 to 200 mJ/cm2, more preferably 1 mJ/ cm2 to 100 mJ/ cm2 , and even more preferably 3 mJ/ cm2 to 50 mJ/ cm2 . If the cumulative light amount is reduced, the expansion of the cured film in the in-plane direction is reduced. If the cumulative light amount is increased, the surface condition of the coating film is deteriorated.
- the third irradiation step is carried out.
- the coating film is irradiated with a third radiation or irradiation light to harden the entire coating film. This results in the surface protective layer 5.
- the third radiation or irradiation light is ionizing radiation such as an electron beam, or ultraviolet light having a longer wavelength than the second irradiation light.
- the integrated light amount is preferably 10 mJ/ cm2 or more and 500 mJ/ cm2 or less, more preferably 50 mJ/cm2 or more and 400 mJ/ cm2 or less, and even more preferably 100 mJ/cm2 or more and 300 mJ/ cm2 or less.
- the decorative sheet 1 described with reference to Figures 1 to 3 has the above-mentioned surface properties in the surface protective layer 5.
- Such a decorative sheet 1 gives the user a rough tactile sensation when the user slides the skin over the surface of the surface protective layer 5, for example, when the user slides a finger over the surface of the surface protective layer 5.
- this decorative sheet 1 allows the user to feel the presence of large irregularities.
- the decorative sheet 1 which gives the user a rough feel to the touch, is suitable for use when the item whose appearance is to be reproduced with the decorative sheet 1 is one that has a rough feel to the touch and is likely to come into contact with the user's skin.
- the decorative sheet 1 is suitable for use on furniture, etc.
- the surface protective layer 5 of the decorative sheet 1 has the above-mentioned surface properties, and therefore can achieve a low gloss even without containing a gloss regulator (matt additive).
- Gloss regulators reduce the oil repellency of the layer formed from the resin material, so a surface protective layer containing a gloss regulator is prone to fingerprints.
- a surface protective layer 5 that does not contain a gloss regulator is less likely to absorb oil, and therefore fingerprints are less likely to adhere to it.
- a surface protective layer 5 with excellent oil repellency is less likely to cause oil stains or adsorb contaminants.
- the gloss regulator particles do not fall off, and therefore a decorative sheet 1 containing such a surface protective layer 5 is less likely to cause gloss changes or scratches.
- Oxygen in the gas phase not only absorbs short-wavelength ultraviolet light, but also inhibits radical polymerization.
- the effect of oxygen contained in the gas phase on radical polymerization is greatest in the portion of the coating film made of ionizing radiation curable resin adjacent to the gas phase, and decreases as the distance from the coating film surface increases. Therefore, by changing the oxygen concentration in the gas phase in the second irradiation step, it is possible to change the relationship between the distance from the coating film surface and the progress of the crosslinking reaction.
- the thickness of the cured film formed on the surface of the coating by the second irradiation process and the degree of expansion of the cured film in the in-plane direction according to the progress of the crosslinking reaction change.
- the thickness of the cured film and the degree of expansion of the cured film in the in-plane direction are also affected by the integrated light amount in the second irradiation process.
- the thickness of the cured film and the degree of expansion of the cured film in the in-plane direction also affect the surface properties of the surface protective layer. Furthermore, the thickness of the coating also affects the formation of wrinkles.
- Example 1 The decorative sheet 1 described with reference to Figures 1 to 3 was produced by the following method.
- the transparent resin layer 4, the primer layer 6, the adhesive layer 7 and the concealing layer 8 were omitted.
- an impregnated paper (GFR-506: manufactured by Kohjin Co., Ltd.) with a basis weight of 50 g/ m2 was prepared as the original fabric layer 2.
- a design layer 3 was formed using an oil-based nitrocellulose resin-based gravure printing ink (PCNT (PCRNT) various colors: manufactured by Toyo Ink Co., Ltd.).
- the coating liquid for the surface protective layer was a mixture of the following ionizing radiation curable resin with the following particles and initiator: Ionizing radiation curable resin Type: Ethylene glycol diacrylate (EO 9 moles added)
- Particle size 5 ⁇ m
- Blend amount 2 parts by weight
- Initiator Product name: Omnirad (registered trademark) 184 (manufactured by IGM Resins BV)
- Blend amount 1 part by weight
- a coating film made of the coating liquid for surface protective layer was formed to a thickness of 10 ⁇ m.
- the first irradiation step was carried out. Specifically, in the atmosphere, the surface of the coating film made of the coating liquid for surface protection layer was irradiated with ultraviolet light having a main wavelength of 365 nm using a high-pressure mercury lamp so that the ultraviolet light was irradiated to an integrated light amount of 100 mJ/ cm2 . This resulted in semi-curing of the coating film.
- the second irradiation step was carried out. Specifically, under atmospheric pressure and in a nitrogen gas atmosphere with an oxygen concentration of 500 ppm, the surface of the coating film made of the coating liquid for surface protection layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp so that the cumulative light amount was 150 mJ/ cm2 . This caused wrinkles to form on the surface of the coating film.
- a third irradiation step was carried out. Specifically, the coating film was irradiated with ionizing radiation and cured in its entirety to form a surface protective layer 5. In this manner, a decorative sheet 1 was obtained.
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points: That is, in this example, the following ionizing radiation curable resin was used.
- - Ionizing radiation curable resin Type Trimethylolpropane EO modified triacrylate (EO 6 moles added)
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 500 ppm under atmospheric pressure, so that the accumulated light amount was 150 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points: That is, in this example, the following ionizing radiation curable resin was used.
- - Ionizing radiation curable resin Type Trimethylolpropane EO modified triacrylate (EO 15 moles added)
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 500 ppm under atmospheric pressure, so that the accumulated light amount was 150 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points: That is, in this example, the following ionizing radiation curable resin was used.
- - Ionizing radiation curable resin Type Trimethylolpropane EO modified triacrylate (EO 3 moles added)
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 200 ppm under atmospheric pressure, so that the accumulated light amount was 200 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points: That is, in this example, the following ionizing radiation curable resin was used.
- - Ionizing radiation curable resin Type Trimethylolpropane PO modified triacrylate (PO 6 moles added)
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 500 ppm under atmospheric pressure, so that the accumulated light amount was 150 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points: That is, in this example, the following ionizing radiation curable resin was used.
- - Ionizing radiation curable resin Type Caprolactone modified tris-(2-acryloxyethyl) isocyanurate (3 moles of caprolactone (CL) added)
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 200 ppm under atmospheric pressure, so that the accumulated light amount was 200 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points. That is, in this example, the following ionizing radiation curable resin was used. The coating film made of the coating liquid for the surface protective layer was formed to a thickness of 8 ⁇ m.
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 500 ppm under atmospheric pressure, so that the accumulated light amount was 150 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points. That is, in this example, the following ionizing radiation curable resin was used. The coating film made of the coating liquid for the surface protective layer was formed to a thickness of 15 ⁇ m.
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 200 ppm under atmospheric pressure, so that the accumulated light amount was 200 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points: That is, in this example, the following ionizing radiation curable resin was used.
- - Ionizing radiation curable resin Type Ethoxylated pentaerythritol tetraacrylate (EO 35 moles added)
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 200 ppm under atmospheric pressure, so that the accumulated light amount was 150 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points: That is, in this example, the following ionizing radiation curable resin was used.
- - Ionizing radiation curable resin Type Ethoxylated pentaerythritol tetraacrylate (EO 50 moles added)
- EO 50 moles added Ethoxylated pentaerythritol tetraacrylate
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 200 ppm under atmospheric pressure, so that the accumulated light amount was 150 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points: That is, in this example, the following ionizing radiation curable resin was used.
- - Ionizing radiation curable resin Type Ethoxylated pentaerythritol tetraacrylate (EO 20 moles added)
- EO 20 moles added Ethoxylated pentaerythritol tetraacrylate
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 100 ppm under atmospheric pressure, so that the accumulated light amount was 200 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points: That is, in this example, the following ionizing radiation curable resin was used.
- Ionizing radiation curable resin Type propoxylated pentaerythritol tetraacrylate (35 moles of PO added)
- the surface of the coating film made of the coating liquid for surface protection layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp so that the accumulated light amount was 150 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points: That is, in this example, the following ionizing radiation curable resin was used.
- - Ionizing radiation curable resin Type Caprolactone modified pentaerythritol tetraacrylate (CL 20 moles added)
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 100 ppm under atmospheric pressure, so that the accumulated light amount was 200 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points. That is, in this example, the following ionizing radiation curable resin was used. The coating film made of the coating liquid for the surface protective layer was formed to a thickness of 8 ⁇ m.
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 200 ppm under atmospheric pressure, so that the accumulated light amount was 150 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points. That is, in this example, the following ionizing radiation curable resin was used. The coating film made of the coating liquid for the surface protective layer was formed to a thickness of 15 ⁇ m.
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 200 ppm under atmospheric pressure, so that the accumulated light amount was 200 mJ/ cm2 .
- the coating liquid for the surface protective layer was a mixture of the following ionizing radiation curable resin and the following particles.
- - Ionizing radiation curable resin Type Trimethylolpropane EO modified triacrylate (EO 6 moles added)
- Particle size 5 ⁇ m Blending ratio: 15 parts by mass
- the first and second irradiation steps were not carried out, and the coating film made of the coating liquid for forming a surface protective layer was cured only by the third irradiation step.
- the coating liquid for the surface protective layer was a mixture of the following ionizing radiation curable resin and the following particles.
- - Ionizing radiation curable resin Type Ethoxylated pentaerythritol tetraacrylate (EO 35 moles added)
- Particle size 5 ⁇ m Blending ratio: 15 parts by mass
- the first and second irradiation steps were not carried out, and the coating film made of the coating liquid for forming a surface protective layer was cured only by the third irradiation step.
- Example 3 A decorative sheet was produced in the same manner as in Example 1, except for the following points. That is, in this example, the following ionizing radiation curable resin was used. The coating film made of the coating liquid for the surface protective layer was formed to a thickness of 5 ⁇ m.
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 500 ppm under atmospheric pressure, so that the accumulated light amount was 50 mJ/ cm2 .
- Example 4 A decorative sheet was produced in the same manner as in Example 1, except for the following points. That is, in this example, the following ionizing radiation curable resin was used. The coating film made of the coating liquid for the surface protective layer was formed to a thickness of 5 ⁇ m.
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 200 ppm under atmospheric pressure, so that the accumulated light amount was 50 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points: That is, in this example, the following ionizing radiation curable resin was used.
- - Ionizing radiation curable resin Type Epoxy ester (PO3 moles added)
- Product name Epoxy Ester 200PA (Kyoeisha Chemical)
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 100 ppm under atmospheric pressure, so that the accumulated light amount was 100 mJ/ cm2 .
- Decorative sheet 1 was produced in the same manner as in Example 1, except for the following points: That is, in this example, the following ionizing radiation curable resin was used.
- - Ionizing radiation curable resin Type Ethoxylated pentaerythritol tetraacrylate (EO 4 moles added)
- the surface of the coating film made of the coating liquid for the surface protective layer was irradiated with ultraviolet light having a wavelength of 172 nm using a Xe excimer lamp in a nitrogen gas atmosphere with an oxygen concentration of 100 ppm under atmospheric pressure, so that the accumulated light amount was 100 mJ/ cm2 .
- each of the evaluators was asked to slide their fingers over the surface of the surface protective layer while blindfolded, and then to classify the tactile sensation into the above-mentioned five groups. This procedure was then repeated until the evaluations by each evaluator were consistent three or more times in a row, and the evaluation results between the evaluators were consistent three times in a row. From these results, the skin sensation was evaluated according to the following criteria.
- Fingerprint Resistance To evaluate fingerprint resistance, the ability to wipe off fingerprints was evaluated. Specifically, first, the 60-degree gloss of the surface of each decorative sheet was measured, and this 60-degree gloss was taken as the initial gloss. Next, a fingerprint-resistant evaluation liquid was applied onto the surface protective layer, and the fingerprint-resistant evaluation liquid applied to the surface of the decorative sheet was wiped off. Here, a higher fatty acid was used as the fingerprint-resistant evaluation liquid. Then, the 60-degree gloss of the part from which the fingerprint-resistant evaluation liquid was wiped off was measured, and this 60-degree gloss was taken as the gloss after wiping.
- Fingerprint wiping rate (%) (glossiness after wiping/initial glossiness) x 100
- the evaluation criteria were as follows. AA: 70% or more and less than 250% A: 50% or more and less than 70%, or 250% or more and less than 300% B: Less than 50%, or 300% or more
- stain resistance To evaluate stain resistance, a stain A test was performed according to the Japanese Agricultural Standards (JAS). That is, lines of 10 mm width were drawn on the surface protective layer of each decorative sheet using blue ink, black quick-drying ink, and red crayon, and the sheets were left for 4 hours. After that, the blue ink, black quick-drying ink, and red crayon lines were wiped off with a cloth soaked in ethanol.
- JS Japanese Agricultural Standards
- the evaluation criteria were as follows. AA: No scratches or changes in gloss occurred on the surface. A: Minor scratches or changes in gloss occurred on the surface. B: Significant scratches or changes in gloss occurred on the surface.
- Fourier infrared spectrometry For Fourier infrared spectrometry, a Fourier infrared spectrometer (FT/IR-6300) manufactured by JASCO Corporation and a single reflection type (incident angle 45°) ATR unit (ATR PRO470-H) using a diamond prism with a sample contact area of 2 mm ⁇ were used.
- FT/IR-6300 Fourier infrared spectrometer
- ATR PRO470-H single reflection type (incident angle 45°) ATR unit
- the measurement conditions were as follows. Measurement wave number range: 4000 cm -1 to 400 cm -1 Resolution: 4.0cm -1
- Light source Standard light source Detector: TGS Sample chamber: Standard Sensitivity (gain): 32x Aperture diameter: 7.1mm
- Apodization function Cosine Zero filling: The optical system was then substituted with a nitrogen atmosphere, and an absorption spectrum was obtained by integrating 160 times. Before measuring the absorption spectrum of the sample, a background measurement was performed under the same conditions as the measurement of the sample, except that nothing was brought into contact with the diamond prism and the measurement was performed by integrating 320 times.
- the obtained absorption spectrum was subjected to ATR correction by the "penetration depth” method using Spectra Manager Version 2 manufactured by JASCO Corporation, and the value of the ratio I 1095 /I 1725 was calculated.
- the decorative sheets of Examples 1 to 15 gave the evaluators a rough feel.
- the decorative sheets of Examples 1 to 15 also had low gloss and excellent fingerprint resistance and stain resistance.
- the decorative sheets of Examples 2 to 15 also had excellent scratch resistance.
- the decorative sheets of Examples 1 to 15 also had excellent uniformity of surface condition, and therefore had mass production stability.
- the decorative sheets according to Comparative Examples 1 to 6 as shown in Table 3, were excellent in the uniformity of the surface condition, but did not give the evaluators a rough feel to the touch. Furthermore, the decorative sheets according to Comparative Examples 1, 2, 5, and 6 did not achieve low gloss, and furthermore, the decorative sheets according to Comparative Examples 1 and 2 were inferior in all respects of fingerprint resistance, stain resistance, and scratch resistance.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Toxicology (AREA)
- General Chemical & Material Sciences (AREA)
- Laminated Bodies (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020257022283A KR20250140513A (ko) | 2023-01-25 | 2024-01-25 | 화장 시트 |
| JP2024543397A JP7601294B1 (ja) | 2023-01-25 | 2024-01-25 | 化粧シート |
| EP24747351.5A EP4656383A4 (en) | 2023-01-25 | 2024-01-25 | DECORATIVE LEAF |
| CN202480009157.2A CN120584040A (zh) | 2023-01-25 | 2024-01-25 | 装饰片 |
| JP2024211801A JP2025023274A (ja) | 2023-01-25 | 2024-12-04 | 化粧シート |
| US19/274,472 US20250346728A1 (en) | 2023-01-25 | 2025-07-18 | Decorative sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023009518 | 2023-01-25 | ||
| JP2023-009518 | 2023-01-25 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US19/274,472 Continuation US20250346728A1 (en) | 2023-01-25 | 2025-07-18 | Decorative sheet |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024158027A1 true WO2024158027A1 (ja) | 2024-08-02 |
Family
ID=91970678
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/002179 Ceased WO2024158027A1 (ja) | 2023-01-25 | 2024-01-25 | 化粧シート |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20250346728A1 (https=) |
| EP (1) | EP4656383A4 (https=) |
| JP (2) | JP7601294B1 (https=) |
| KR (1) | KR20250140513A (https=) |
| CN (1) | CN120584040A (https=) |
| WO (1) | WO2024158027A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026038502A1 (ja) * | 2024-08-14 | 2026-02-19 | Toppanホールディングス株式会社 | 化粧シート |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016150473A (ja) * | 2015-02-16 | 2016-08-22 | リンテック株式会社 | 粗面化フィルム及びその製造方法 |
| JP2019119138A (ja) | 2018-01-05 | 2019-07-22 | 凸版印刷株式会社 | 化粧材 |
| US20200024439A1 (en) * | 2017-05-22 | 2020-01-23 | Lg Hausys, Ltd. | Low-gloss cured product having excellent stain resistance, and manufacturing method therefor |
| KR20200025050A (ko) * | 2018-08-29 | 2020-03-10 | (주)엘지하우시스 | 내오염성 및 논슬립성이 우수한 바닥재 |
| KR20200031282A (ko) * | 2018-09-14 | 2020-03-24 | (주)엘지하우시스 | 촉감이 우수한 저광택의 데코 시트 |
| KR20200059905A (ko) * | 2018-11-22 | 2020-05-29 | (주)엘지하우시스 | 내오염성 및 심미적 효과가 우수한 장식재 및 이의 제조방법 |
| KR20200061292A (ko) * | 2018-11-23 | 2020-06-02 | (주)엘지하우시스 | 내스크래치성 및 내오염성이 우수한 장식재 및 이의 제조방법 |
| JP2020163829A (ja) * | 2019-03-28 | 2020-10-08 | 大日本印刷株式会社 | 化粧材 |
| WO2022145137A1 (ja) * | 2020-12-28 | 2022-07-07 | 凸版印刷株式会社 | 化粧シート、及び化粧シートの製造方法 |
| WO2022239270A1 (ja) * | 2021-05-12 | 2022-11-17 | 凸版印刷株式会社 | 化粧シート、及び化粧シートの製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017125810A1 (ja) * | 2016-01-21 | 2017-07-27 | 王子ホールディングス株式会社 | 剥離性フィルム |
-
2024
- 2024-01-25 WO PCT/JP2024/002179 patent/WO2024158027A1/ja not_active Ceased
- 2024-01-25 JP JP2024543397A patent/JP7601294B1/ja active Active
- 2024-01-25 KR KR1020257022283A patent/KR20250140513A/ko active Pending
- 2024-01-25 EP EP24747351.5A patent/EP4656383A4/en active Pending
- 2024-01-25 CN CN202480009157.2A patent/CN120584040A/zh active Pending
- 2024-12-04 JP JP2024211801A patent/JP2025023274A/ja active Pending
-
2025
- 2025-07-18 US US19/274,472 patent/US20250346728A1/en active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016150473A (ja) * | 2015-02-16 | 2016-08-22 | リンテック株式会社 | 粗面化フィルム及びその製造方法 |
| US20200024439A1 (en) * | 2017-05-22 | 2020-01-23 | Lg Hausys, Ltd. | Low-gloss cured product having excellent stain resistance, and manufacturing method therefor |
| JP2019119138A (ja) | 2018-01-05 | 2019-07-22 | 凸版印刷株式会社 | 化粧材 |
| KR20200025050A (ko) * | 2018-08-29 | 2020-03-10 | (주)엘지하우시스 | 내오염성 및 논슬립성이 우수한 바닥재 |
| KR20200031282A (ko) * | 2018-09-14 | 2020-03-24 | (주)엘지하우시스 | 촉감이 우수한 저광택의 데코 시트 |
| KR20200059905A (ko) * | 2018-11-22 | 2020-05-29 | (주)엘지하우시스 | 내오염성 및 심미적 효과가 우수한 장식재 및 이의 제조방법 |
| KR20200061292A (ko) * | 2018-11-23 | 2020-06-02 | (주)엘지하우시스 | 내스크래치성 및 내오염성이 우수한 장식재 및 이의 제조방법 |
| JP2020163829A (ja) * | 2019-03-28 | 2020-10-08 | 大日本印刷株式会社 | 化粧材 |
| WO2022145137A1 (ja) * | 2020-12-28 | 2022-07-07 | 凸版印刷株式会社 | 化粧シート、及び化粧シートの製造方法 |
| WO2022239270A1 (ja) * | 2021-05-12 | 2022-11-17 | 凸版印刷株式会社 | 化粧シート、及び化粧シートの製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4656383A1 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026038502A1 (ja) * | 2024-08-14 | 2026-02-19 | Toppanホールディングス株式会社 | 化粧シート |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20250140513A (ko) | 2025-09-25 |
| EP4656383A4 (en) | 2026-04-01 |
| US20250346728A1 (en) | 2025-11-13 |
| EP4656383A1 (en) | 2025-12-03 |
| JP7601294B1 (ja) | 2024-12-17 |
| CN120584040A (zh) | 2025-09-02 |
| JP2025023274A (ja) | 2025-02-14 |
| JPWO2024158027A1 (https=) | 2024-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12594741B2 (en) | Decorative sheet, and method for producing decorative sheet | |
| US12303937B2 (en) | Decorative sheet and method for producing decorative sheet | |
| US20250115039A1 (en) | Decorative sheet | |
| JP7632761B2 (ja) | 化粧シート | |
| US20240359210A1 (en) | Decorative sheet and method for producing decorative sheet | |
| US20250115782A1 (en) | Decorative sheet | |
| US20240425717A1 (en) | Decorative sheet and method for manufacturing decorative sheet | |
| US20260015513A1 (en) | Decorative sheet | |
| JP7582559B1 (ja) | 化粧シート | |
| US20250346728A1 (en) | Decorative sheet | |
| US20250230327A1 (en) | Decorative sheet | |
| JP7582561B1 (ja) | 化粧シート | |
| WO2025159123A1 (ja) | 化粧シート | |
| WO2025159124A1 (ja) | 化粧シート | |
| WO2025220703A1 (ja) | 化粧シート | |
| WO2025023246A1 (ja) | 化粧シート | |
| WO2024157674A1 (ja) | 化粧シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024543397 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24747351 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202480009157.2 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480009157.2 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 2024747351 Country of ref document: EP |