WO2024128316A1 - 球状アルミナ粉末 - Google Patents
球状アルミナ粉末 Download PDFInfo
- Publication number
- WO2024128316A1 WO2024128316A1 PCT/JP2023/045119 JP2023045119W WO2024128316A1 WO 2024128316 A1 WO2024128316 A1 WO 2024128316A1 JP 2023045119 W JP2023045119 W JP 2023045119W WO 2024128316 A1 WO2024128316 A1 WO 2024128316A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- alumina powder
- spherical alumina
- measured
- cup
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01F—COMPOUNDS OF THE METALS BERYLLIUM, MAGNESIUM, ALUMINIUM, CALCIUM, STRONTIUM, BARIUM, RADIUM, THORIUM, OR OF THE RARE-EARTH METALS
- C01F7/00—Compounds of aluminium
- C01F7/02—Aluminium oxide; Aluminium hydroxide; Aluminates
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01F—COMPOUNDS OF THE METALS BERYLLIUM, MAGNESIUM, ALUMINIUM, CALCIUM, STRONTIUM, BARIUM, RADIUM, THORIUM, OR OF THE RARE-EARTH METALS
- C01F7/00—Compounds of aluminium
- C01F7/02—Aluminium oxide; Aluminium hydroxide; Aluminates
- C01F7/021—After-treatment of oxides or hydroxides
- C01F7/022—Classification
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01F—COMPOUNDS OF THE METALS BERYLLIUM, MAGNESIUM, ALUMINIUM, CALCIUM, STRONTIUM, BARIUM, RADIUM, THORIUM, OR OF THE RARE-EARTH METALS
- C01F7/00—Compounds of aluminium
- C01F7/02—Aluminium oxide; Aluminium hydroxide; Aluminates
- C01F7/021—After-treatment of oxides or hydroxides
- C01F7/027—Treatment involving fusion or vaporisation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/30—Particle morphology extending in three dimensions
- C01P2004/32—Spheres
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/51—Particles with a specific particle size distribution
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/12—Surface area
Definitions
- the present invention relates to spherical alumina powder.
- Patent Document 1 describes spherical alumina powder with an average particle size (D50) of 50 ⁇ m or less and a sphericity of 0.9 or more (e.g., claim 1 of Patent Document 1).
- the inventors discovered that by appropriately controlling the hydrogen-bonded OH group density, which is one of the indicators that represents the amount of OH groups attached to the surface of spherical alumina powder, it is possible to improve the thermal conductivity of molded products made from resin molding materials that contain this, and thus completed the present invention.
- a spherical alumina powder as follows: 1. A spherical alumina powder having a hydrogen-bonding OH group density of 12.0 pcs/ nm2 or less, as determined according to the following procedure. (procedure) Using the spherical alumina powder, the amount of moisture V1 (ppm) derived from hydrogen-bonded OH groups generated from over 200°C until the temperature reaches 550°C, and the amount of moisture V2 (ppm) derived from isolated OH groups generated from over 550°C until 900°C are measured by the Karl Fischer method.
- the specific surface area S (m 2 /g) of the spherical alumina powder is measured by the BET single point method using nitrogen gas adsorption. Using the obtained V1 and S, the density of hydrogen-bonding OH groups (groups/nm 2 ) is calculated from the formula 1: 0.0668 ⁇ V1/S. 2.
- the spherical alumina powder according to 1. A spherical alumina powder having an isolated OH group density calculated from the formula 2: 0.0668 x V2/S using V2 and S obtained according to the above procedure of 7.0 pieces/nm2 or less . 3.
- the spherical alumina powder has a specific surface area (S) of 0.5 m 2 /g or more and 2.5 m 2 /g or less, as measured by a BET single point method using nitrogen gas adsorption. 4.
- S specific surface area
- the spherical alumina powder is allowed to fall from a height of 25 cm at a rate of 5 to 10 g per minute into a 100 cm3 measuring cup, and the fall is continued until the powder overflows from the cup, to prepare a heaping cup.
- the overflowing amount is leveled off without tapping, and then the mass (g) of the spherical alumina powder filled in the cup is measured to calculate the loose bulk density (g/cm 3 ).
- the overflowed powder was leveled off from the top of the cup, and the mass (g) of the spherical alumina powder filled in the cup was measured to calculate the compacted bulk density (g/ cm3 ). 5.
- the spherical alumina powder according to any one of 1 to 4 When the loose bulk density measured by the above procedure is A and the hard bulk density is P, A spherical alumina powder having a degree of compression calculated based on ((P ⁇ A)/P) ⁇ 100 of 35% or more and 55% or less. 6.
- the particle size at which the cumulative value is 25% is defined as D25
- the particle size at which the cumulative value is 97% is defined as D97 .
- the particle size at which the cumulative value is 50% is defined as D50
- the particle size at which the cumulative value is 97% is defined as D97 .
- the present invention provides spherical alumina powder that has excellent thermal conductivity when used in resin molding materials.
- FIG. 2 is a schematic cross-sectional view showing the configuration of a thermal spraying device.
- the spherical alumina powder of this embodiment will be described.
- the spherical alumina powder of this embodiment is configured so that the density of hydrogen-bonding OH groups is 12.0/ nm2 or less.
- the hydrogen-bonding OH group density is an index representing the amount of OH groups attached to the surface of the spherical alumina powder.
- the hydrogen-bonding OH group density can be measured according to the following procedure. Using the spherical alumina powder, the amount of water V1 (ppm) derived from hydrogen-bonding OH groups generated during the temperature range from over 200° C. to 550° C. is measured by the Karl Fischer method. The specific surface area S (m 2 /g) of the spherical alumina powder is measured by the BET single point method using nitrogen gas adsorption. Using the obtained V1 and S, the density of hydrogen-bonding OH groups (groups/nm 2 ) is calculated from the formula 1: 0.0668 ⁇ V1/S.
- the moisture generated up to a temperature of 200°C is defined as “physically adsorbed water”
- the moisture generated between 200°C and 550°C is defined as “moisture derived from hydrogen-bonded OH groups”
- the moisture generated between 550°C and 900°C is defined as "moisture derived from isolated OH groups”.
- the upper limit of the hydrogen-bonding OH group density of the spherical alumina powder is 12.0 pcs/ nm2 or less, preferably 10.0 pcs/ nm2 or less, and more preferably 9.5 pcs/ nm2 or less. This makes it possible to improve the thermal conductivity of a molded body of a resin molding material containing the spherical alumina powder.
- the lower limit of the hydrogen-bonding OH group density is, for example, 3.0 groups/nm 2 or more, preferably 4.0 groups/nm 2 or more, and more preferably 5.0 groups/nm 2 or more. This can improve the fluidity.
- the surface of the spherical alumina powder (thermally conductive filler) after molding is in an appropriate state in the resin molding material (resin composition) when it is mixed with resin, and this improves the thermal conductivity.
- the upper limit of the isolated OH group density of the spherical alumina powder is, for example, 7.0 pieces/ nm2 or less, preferably 5.0 pieces/ nm2 or less, and more preferably 4.0 pieces/ nm2 or less. This can improve the thermal conductivity of the molded body.
- the lower limit of the density of isolated OH groups is, for example, 0.5/ nm2 or more, preferably 1.0/ nm2 or more, and more preferably 1.5/ nm2 or more. This can improve the fluidity.
- the lower limit of the specific surface area (S) of the spherical alumina powder measured by the BET single point method using nitrogen gas adsorption is, for example, 0.2 m 2 /g or more, preferably 0.4 m 2 /g or more, and more preferably 0.5 m 2 /g or more. This can improve the fluidity.
- the upper limit of the specific surface area (S) is, for example, 3.0 m 2 /g or less, preferably 2.5 m 2 /g or less, and more preferably 2.2 m 2 /g or less, whereby the thermal conductivity can be improved.
- the hydrogen-bonded OH group density and isolated OH group density can be controlled by appropriately selecting, for example, the raw material components of the spherical alumina powder and the manufacturing method of the spherical alumina powder.
- factors for setting the hydrogen-bonded OH group density and isolated OH group density within the desired numerical range include, for example, appropriately controlling the melting flame conditions such as the raw material supply amount, raw material particle size, flame temperature, combustible gas, combustion supporting gas, and dispersion gas, heating the raw material carrier gas, using alumina raw material powders of different particle sizes in combination, and appropriately adjusting the aperture during classification processing.
- the spherical alumina powder may be configured so that the degree of compression calculated based on ((P-A)/P) x 100, where A is the loose bulk density and P is the compacted bulk density measured according to the following procedure, is, for example, 35% or more and 55% or less.
- the loose bulk density, the hardened bulk density and the compressibility can be measured according to the following procedure under conditions of a room temperature of 25° C. and a humidity of 55%.
- the spherical alumina powder is allowed to fall from a height of 25 cm at a rate of 5 to 10 g per minute into a 100 cm3 measuring cup, and the fall is continued until the powder overflows from the cup, to prepare a heaping cup.
- the overflowing amount is leveled off without tapping, and then the mass (g) of the spherical alumina powder filled in the cup is measured to calculate the loose bulk density (g/cm 3 ).
- the lower limit of the compression degree is, for example, 35% or more, preferably 38% or more, and more preferably 40% or more, which can improve the handleability of the spherical alumina powder.
- the upper limit of the compression degree is, for example, 55% or less, preferably 53% or less, and more preferably 50% or less, which can improve the mixability of the resin and the spherical alumina powder.
- the spherical alumina powder may be configured so as to have a loose bulk density (A) of 1.10 g/cm 3 or more and 1.50 g/cm 3 or less.
- the lower limit of the loose bulk density (A) is, for example, 1.10 cm 3 /g or more, preferably 1.15 cm 3 /g or more, and more preferably 1.20 cm 3 /g or more. This improves the denseness and may improve the strength of the molded article of the resin molding material.
- the upper limit of the loose bulk density (A) is, for example, 1.50 cm 3 /g or less, preferably 1.45 cm 3 /g or less, and more preferably 1.40 cm 3 /g or less, which can improve the mixability of the resin and the spherical alumina powder.
- the volume frequency particle size distribution of the spherical alumina powder is measured by a wet laser diffraction scattering method, and in the obtained volume frequency particle size distribution, the particle size at which the cumulative value is 25% is defined as D25 , the particle size at which the cumulative value is 50% is defined as D50 , and the particle size at which the cumulative value is 97% is defined as D97 .
- the lower limit of D 97 /D 25 is, for example, 8.0 or more, preferably 9.0 or more, and more preferably 10.0 or more, whereby the particle size distribution has a certain width, and the flowability and moldability can be improved.
- the upper limit of D 97 /D 25 is, for example, 30.0 or less, preferably 20.0 or less, and more preferably 18.0 or less, whereby the particle size of the coarse particles becomes sharp, and molding defects in molded products due to the coarse particles can be suppressed.
- the lower limit of D 97 /D 50 is, for example, 5.0 or more, preferably 5.5 or more, and more preferably 6.0 or more, whereby the particle size distribution has a certain width, and the flowability and moldability can be improved.
- the upper limit of D 97 /D 50 is, for example, 20.0 or less, preferably 10.0 or less, and more preferably 8.0 or less, whereby the particle size of the coarse particles becomes sharp, and molding defects in a molded body due to the coarse particles can be suppressed.
- the lower limit of D90 is, for example, 20.0 ⁇ m or more, preferably 25.0 ⁇ m or more, and more preferably 30.0 ⁇ m or more.
- the upper limit of D90 is, for example, 80.0 ⁇ m or less, preferably 70.0 ⁇ m or less, and more preferably 60.0 ⁇ m or less.
- the particle size distribution of the spherical alumina powder is a value based on particle size measurement by the laser diffraction light scattering method, and can be measured using a particle size distribution measuring device such as the "Model LS-13230" (manufactured by Beckman Coulter).
- a particle size distribution measuring device such as the "Model LS-13230" (manufactured by Beckman Coulter).
- water was used as the solvent, and as a pretreatment, the powder was dispersed for 1 minute using a homogenizer at 200 W output.
- the PIDS (Polarization Intensity Differential Scattering) concentration was adjusted to 45-55%.
- the refractive index of water was 1.33, and the refractive index of the powder was determined taking into account the refractive index of the powder material.
- the refractive index of amorphous silica was 1.50
- the refractive index of alumina was 1.68.
- Spherical alumina powder is produced, for example, by supplying alumina raw material powder into a high-temperature flame formed by the combustion reaction of a combustible gas and a combustion supporting gas, and melting and spheroidizing the powder at a temperature above its melting point.
- the particles obtained by this type of molten flame method are called molten spherical particles.
- the obtained molten spherical particles may be further subjected to classification and sieving processing as necessary.
- For the alumina raw material powder multiple raw material powders with different particle sizes are used.
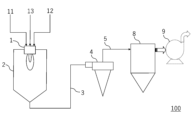
- FIG. 1 shows a schematic diagram of an example of a thermal spraying apparatus used for producing molten spherical particles.
- the thermal spraying device 100 in FIG. 1 is composed of a melting furnace 2 in which a burner 1 is installed, a cyclone 4 for classifying molten spherical particles generated by high-temperature exhaust gas from a flame by suction with a blower 9, and a bag filter 8 for collecting fine powder that cannot be captured by the cyclone 4.
- the melting furnace 2 is configured as a vertical furnace body, but is not limited to this, and may be a so-called horizontal furnace or inclined furnace that is horizontal and blows out flames horizontally.
- the hot exhaust gas is cooled by pipes 3 and 5 which are equipped with water-cooled jackets.
- the blower 9 may be connected to a suction gas amount control valve and a gas exhaust port (not shown).
- a collected powder removal device (not shown) may be connected to the lower portion of the melting furnace 2, the cyclone 4, and the bag filter 8.
- the classification can be carried out using known equipment such as a settling chamber, a cyclone, a classifier having a rotor, etc. This classification operation may be incorporated into the transportation process of the molten spheroidized product, or may be carried out in a separate line after collecting the molten spheroidized product all at once.
- the combustible gas for example, one or more of acetylene, propane, butane, etc. may be used, but propane, butane, or a mixture thereof, which have a relatively small calorific value, is preferred.
- the combustion supporting gas for example, a gas containing oxygen is used. In general, it is most preferable to use pure oxygen of 99 mass% or more, as it is inexpensive.
- an inert gas such as air or argon can be mixed with the combustion supporting gas.
- Alumina powder having an average particle size of, for example, 3 to 70 ⁇ m may be used as the raw material powder, which is the alumina raw material powder.
- the aluminum hydroxide powder may be supplied to the high-temperature flame in a dry manner or in a wet manner in which it is slurried with water or the like.
- the spherical alumina powder of the present invention can be blended with a resin composition and used suitably as a resin molding material.
- the resin composition contains, in addition to the spherical alumina powder of the present invention, a resin and known resin additives.
- the spherical alumina powder may be used alone or may be mixed with other fillers.
- the resin composition may contain 10 to 99% by mass of the spherical alumina powder, or 10 to 99% by mass of a mixed inorganic powder containing the spherical alumina powder and other fillers.
- the content of the other fillers in the mixed inorganic powder may be, for example, 1 to 20% by mass or 3 to 15% by mass relative to 100% by mass of the spherical alumina powder.
- the range "to" indicates that both the upper and lower limits are included, unless otherwise specified.
- Examples of the other fillers include crystalline silica, fused silica, titania, silicon nitride, aluminum nitride, silicon carbide, talc, and calcium carbonate.
- the average particle size of the other fillers is, for example, about 5 to 100 ⁇ m, and there are no particular restrictions on the particle size composition and shape.
- Examples of the above resins include epoxy resins, silicone resins, phenolic resins, melamine resins, urea resins, unsaturated polyesters, fluororesins, polyamides such as polyimide, polyamideimide, and polyetherimide, polyesters such as polybutylene terephthalate and polyethylene terephthalate, polyphenylene sulfide, wholly aromatic polyesters, polysulfones, liquid crystal polymers, polyethersulfones, polycarbonates, maleimide-modified resins, ABS resins, AAS (acrylonitrile-acrylic rubber-styrene) resins, and AES (acrylonitrile-ethylene-propylene-diene rubber-styrene) resins. These may be used alone or in combination of two or more.
- the resin composition can be produced, for example, by blending the raw material components in a prescribed ratio using a blender or Henschel mixer, kneading the mixture using a heated roll, kneader, single-screw or twin-screw extruder, etc., cooling the mixture, and then pulverizing it.
- the thermal spraying device 100 shown in FIG. 1 includes a melting furnace 2, a burner 1 installed in the upper part of the melting furnace 2, and a collection system line installed directly connected to the lower part of the melting furnace 2 and consisting of a cyclone 4 and a bag filter 8.
- Burner 1 has a double-tube structure capable of forming an inner flame and an outer flame, and is installed at the top of melting furnace 2, to which a combustible gas supply pipe 11, a combustion supporting gas supply pipe 12, and a raw material supply pipe 13 are each connected.
- raw material powder is fed into the high-temperature flame through a raw material supply pipe 13 and melted to form molten spherical particles.
- the molten spherical particles that have passed through the melting furnace 2 are sucked in by a blower 9 together with the combustion exhaust gas, moved by the air through pipes 3 and 5, and classified and collected by a cyclone 4 or a bag filter 8.
- Example 1 Using the above-mentioned thermal spraying device 100, LPG was supplied as a combustible gas from the combustible gas supply pipe 11, and atmospheric air was supplied as a combustion supporting gas from the combustion supporting gas supply pipe 12. A high-temperature flame was formed in the burner 1 by combustion of the LPG and oxygen. Secondary air is supplied to the cyclone 4 by a rotary valve (not shown) installed in the pipe 3. Air in the atmosphere is used as the secondary air. The degree of opening and closing of the lower valve in the cyclone 4 (lower opening degree) is set to 100%. As the raw material powder, alumina powders having a maximum average particle size (D 50 ) in the range of 2 to 45 ⁇ m were used.
- D 50 maximum average particle size
- the supply rates were 15 Nm 3 /hr for the raw material carrier gas heated to 500° C., 5 Nm 3 /hr for the burner combustible gas, and 10 Nm 3 /hr for the combustion supporting gas.
- the molten spherical particles captured by the bag filter 8 were recovered as spherical alumina powder.
- Examples 2 to 4 The spherical alumina powder was collected in the same manner as in Example 1 above, except that the lower opening degree during the classification treatment in the production of the spherical alumina powder was changed to 20%, 25%, and 35%, respectively.
- Example 1 The spherical alumina powder was collected in the same manner as in Example 1, except that a non-heated carrier gas was used in the production of the spherical alumina powder.
- ⁇ Loose bulk density, hard bulk density> The loose bulk density and the packed bulk density of the obtained spherical alumina powder were measured at room temperature of 25° C. and humidity of 55% using a powder tester (PT-E type, manufactured by Hosokawa Micron Corporation). The specific steps are as follows: The spherical alumina powder sample was allowed to fall from a height of 25 cm at a rate of 5 to 10 g per minute into a 100 cm3 measuring cup. The drop was continued until the powder overflowed from the cup, and a heaping cup was prepared.
- the overflowing powder was leveled off without tapping, and then the mass (g) of the spherical alumina powder filled in the cup was measured to calculate the loose bulk density (g/cm 3 ).
- the heaped cup was tapped up and down 180 times (stroke length 2 cm, 1 second/time), and the overflowed powder was leveled off.
- the mass (g) of the spherical alumina powder filled in the cup was then measured, and the compacted bulk density (g/ cm3 ) was calculated.
- the loose bulk density obtained by the above procedure is A and the hardened bulk density is P
- the degree of compression (%) was calculated based on the formula: ((P-A)/P) x 100.
- the specific surface area of the powder was measured by the BET single point method using nitrogen gas adsorption. Specifically, a specific surface area measuring device (MACSORB HM model-1208) was used, and nitrogen gas was used as the adsorption gas and helium gas was used as the carrier gas. 1 g of the sample was dried and degassed at 300° C. for 15 minutes, and then the measurement was performed.
- MACSORB HM model-1208 a specific surface area measuring device
- the moisture content in the powder was measured by the Karl Fischer method. Specifically, a trace moisture measuring device (Model CA-05, manufactured by Mitsubishi Chemical Corporation) was used, the powder was placed in a quartz tube in a moisture vaporization mechanism, and while heating from room temperature to 900°C with an electric heater, dehydrated argon gas was supplied as a carrier gas, and the water vapor evaporated from the powder surface was introduced into the moisture measurement mechanism to measure the moisture content (ppm).
- a trace moisture measuring device Model CA-05, manufactured by Mitsubishi Chemical Corporation
- the moisture generated before the heating temperature of the electric heater reached 200°C was considered to be physically adsorbed water, the moisture generated between 200°C and 550°C was considered to be moisture derived from hydrogen-bonded OH groups (V1), and the moisture generated between 550°C and 900°C was considered to be moisture due to dehydration condensation of isolated OH groups (V2).
- P (ppm) is the moisture content of the powder measured by the Karl Fischer method at the above ⁇ moisture content>
- Q ( m2 /g) is the specific surface area of the powder measured by the BET single-point method using nitrogen gas adsorption at the above ⁇ moisture content>.
- the density of hydrogen-bonded OH groups (number/nm 2 ) was calculated based on the formula 1: 0.0668 ⁇ V1/S
- the density of isolated OH groups was calculated based on the formula 2: 0.0668 ⁇ V2/S.
- the volume frequency particle size distribution of the obtained spherical alumina powder was determined by a wet laser diffraction scattering method using a particle size distribution measuring device (LS-13230, manufactured by Beckman Coulter, Inc.). Water was used as the solvent, and as a pretreatment, the powder was dispersed for 1 minute using a homogenizer at an output of 200 W. The PIDS (Polarization Intensity Differential Scattering) concentration was adjusted to 45 to 55%, and the measurement was performed. Based on the obtained volume frequency particle size distribution, the particle diameter D X at which the cumulative value becomes X% was calculated.
- ⁇ Burring prevention> A mixture of 90.1 parts by mass of the obtained spherical alumina powder, 4.8 parts by mass of biphenylene aralkyl phenol type epoxy resin (manufactured by Nippon Kayaku Co., Ltd., product name: NC-3000, epoxy equivalent 275, softening point 56° C.), 3.7 parts by mass of phenol resin (phenol aralkyl resin, manufactured by Meiwa Kasei Co., Ltd. MEHC-7800S), 0.19 parts by mass of triphenylphosphine (manufactured by Hokko Chemical Industry Co., Ltd.: TPP), and N-phenyl-3-aminopropyltrimethylamine was used.
- biphenylene aralkyl phenol type epoxy resin manufactured by Nippon Kayaku Co., Ltd., product name: NC-3000, epoxy equivalent 275, softening point 56° C.
- phenol resin phenol aralkyl resin, manufactured by Meiwa Kasei Co.
- toxosilane manufactured by Shin-Etsu Chemical Co., Ltd.: KBM-573
- a Henschel mixer manufactured by Nippon Coke and Engineering Co., Ltd., "FM-20C/I”
- screw diameter D 25 mm
- the obtained resin composition was molded using a burr measurement mold having slits of 2 ⁇ m, 5 ⁇ m, 10 ⁇ m, and 30 ⁇ m at a molding temperature of 175° C. and a molding pressure of 7.4 MPa.
- the amount of resin that flowed into the slits was measured with a vernier caliper, and the values measured for each slit were averaged to determine the burr length ( ⁇ m).
- the burr length was 5 mm or less, it was evaluated as being able to suppress the generation of burrs during molding (good), and when it exceeded 5 mm, it was evaluated as being likely to generate burrs during molding (bad).
- the resin composition obtained above was used in a spiral flow mold in accordance with EMMI-1-66 (Epoxy Molding Material Institute; Society of Plastics Industry).
- the mold temperature was 175° C.
- the molding pressure was 7.4 MPa
- the pressure retention time was 90 seconds.
- a spiral flow of 150 cm or more was evaluated as good, and a spiral flow of less than 150 cm was evaluated as poor.
- the resin composition obtained above was poured into a mold having a disk-shaped hole with a diameter of 28 mm and a thickness of 3 mm, and molded at 150 ° C for 20 minutes after degassing.
- the thermal conductivity (W / m ⁇ K) of the obtained molded body and the obtained resin composition was measured by a steady method in accordance with ASTM D5470 using a thermal conductivity measuring device (Hitachi Technology & Services Co., Ltd. resin material thermal resistance measuring device "TRM-046RHHT" (trade name)).
- the resin composition was processed to a width of 10 mm x 10 mm, and the measurement was performed while applying a load of 2 N.
- Thermal conductivity (W/m ⁇ K) thickness of molded body (m)/ ⁇ thermal resistance (° C./W) ⁇ heat transfer area (m 2 ) ⁇
- the spherical alumina powders of Examples 1 to 4 were able to suppress the generation of burrs during molding of the resin composition and to increase the thermal conductivity of the resin molding material.
- the spherical alumina powders of Examples 1 to 4 showed excellent flowability when used in the resin molding material.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Compounds Of Alkaline-Earth Elements, Aluminum Or Rare-Earth Metals (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020257020200A KR20250109764A (ko) | 2022-12-16 | 2023-12-15 | 구상 알루미나 분말 |
| JP2024564448A JPWO2024128316A1 (https=) | 2022-12-16 | 2023-12-15 | |
| CN202380086108.4A CN120418203A (zh) | 2022-12-16 | 2023-12-15 | 球状氧化铝粉末 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022201019 | 2022-12-16 | ||
| JP2022-201019 | 2022-12-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024128316A1 true WO2024128316A1 (ja) | 2024-06-20 |
Family
ID=91485931
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/045119 Ceased WO2024128316A1 (ja) | 2022-12-16 | 2023-12-15 | 球状アルミナ粉末 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JPWO2024128316A1 (https=) |
| KR (1) | KR20250109764A (https=) |
| CN (1) | CN120418203A (https=) |
| TW (1) | TW202438443A (https=) |
| WO (1) | WO2024128316A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005139295A (ja) * | 2003-11-06 | 2005-06-02 | Denki Kagaku Kogyo Kk | 金属酸化物粉末、その製造方法、用途 |
| JP2008120673A (ja) * | 2006-10-19 | 2008-05-29 | Showa Denko Kk | 球状無機酸化物粉体とその製造方法およびその用途 |
| JP2010126385A (ja) * | 2008-11-26 | 2010-06-10 | Denki Kagaku Kogyo Kk | 球状アルミナ粉末及びその製造方法 |
| JP2011098841A (ja) * | 2009-11-04 | 2011-05-19 | Denki Kagaku Kogyo Kk | 球状アルミナ粉末、その製造方法及び用途 |
| JP2019521061A (ja) * | 2016-05-16 | 2019-07-25 | マルチンスヴェルク ゲーエムベーハーMartinswerk Gmbh | アルミナ製品および高熱伝導率のポリマー組成物におけるその使用 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015193493A (ja) | 2014-03-31 | 2015-11-05 | 新日鉄住金化学株式会社 | 高比重アルミナおよびその製造方法 |
-
2023
- 2023-12-15 KR KR1020257020200A patent/KR20250109764A/ko active Pending
- 2023-12-15 CN CN202380086108.4A patent/CN120418203A/zh active Pending
- 2023-12-15 WO PCT/JP2023/045119 patent/WO2024128316A1/ja not_active Ceased
- 2023-12-15 JP JP2024564448A patent/JPWO2024128316A1/ja active Pending
- 2023-12-18 TW TW112149229A patent/TW202438443A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005139295A (ja) * | 2003-11-06 | 2005-06-02 | Denki Kagaku Kogyo Kk | 金属酸化物粉末、その製造方法、用途 |
| JP2008120673A (ja) * | 2006-10-19 | 2008-05-29 | Showa Denko Kk | 球状無機酸化物粉体とその製造方法およびその用途 |
| JP2010126385A (ja) * | 2008-11-26 | 2010-06-10 | Denki Kagaku Kogyo Kk | 球状アルミナ粉末及びその製造方法 |
| JP2011098841A (ja) * | 2009-11-04 | 2011-05-19 | Denki Kagaku Kogyo Kk | 球状アルミナ粉末、その製造方法及び用途 |
| JP2019521061A (ja) * | 2016-05-16 | 2019-07-25 | マルチンスヴェルク ゲーエムベーハーMartinswerk Gmbh | アルミナ製品および高熱伝導率のポリマー組成物におけるその使用 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202438443A (zh) | 2024-10-01 |
| JPWO2024128316A1 (https=) | 2024-06-20 |
| KR20250109764A (ko) | 2025-07-17 |
| CN120418203A (zh) | 2025-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2024128316A1 (ja) | 球状アルミナ粉末 | |
| TW202344477A (zh) | 無機質粉末 | |
| WO2024128317A1 (ja) | 球状アルミナ粉末 | |
| WO2024128321A1 (ja) | 球状アルミナ粉末 | |
| WO2024128318A1 (ja) | 球状アルミナ粉末 | |
| JP7787917B2 (ja) | 球状シリカ粉末 | |
| WO2024128320A1 (ja) | 球状アルミナ粉末 | |
| JP7804705B2 (ja) | 球状シリカ粉末 | |
| JP7787916B2 (ja) | 球状シリカ粉末 | |
| WO2023153352A1 (ja) | 無機質粉末 | |
| KR20240144980A (ko) | 무기질 분말 | |
| TW202525718A (zh) | 無機質粉末 | |
| JP2025168735A (ja) | アルミナ粉末、無機粉末および樹脂組成物 | |
| JP2025168739A (ja) | アルミナ粉末、無機粉末および樹脂組成物 | |
| JP2025168731A (ja) | アルミナ粉末、無機粉末および樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23903595 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024564448 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380086108.4 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020257020200 Country of ref document: KR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020257020200 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380086108.4 Country of ref document: CN |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23903595 Country of ref document: EP Kind code of ref document: A1 |