WO2024106176A1 - Ballonnet pour cathéter à ballonnet, cathéter à ballonnet équipé de celui-ci et procédé de fabrication de cathéter à ballonnet - Google Patents
Ballonnet pour cathéter à ballonnet, cathéter à ballonnet équipé de celui-ci et procédé de fabrication de cathéter à ballonnet Download PDFInfo
- Publication number
- WO2024106176A1 WO2024106176A1 PCT/JP2023/038878 JP2023038878W WO2024106176A1 WO 2024106176 A1 WO2024106176 A1 WO 2024106176A1 JP 2023038878 W JP2023038878 W JP 2023038878W WO 2024106176 A1 WO2024106176 A1 WO 2024106176A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- balloon
- inner layer
- distal
- proximal
- exposed
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 26
- 238000000034 method Methods 0.000 title claims description 21
- 238000005520 cutting process Methods 0.000 claims description 26
- 239000000463 material Substances 0.000 claims description 24
- 210000004204 blood vessel Anatomy 0.000 abstract description 36
- 208000031481 Pathologic Constriction Diseases 0.000 abstract description 13
- 230000036262 stenosis Effects 0.000 abstract description 13
- 208000037804 stenosis Diseases 0.000 abstract description 13
- 239000012530 fluid Substances 0.000 description 15
- 239000011248 coating agent Substances 0.000 description 13
- 229920005989 resin Polymers 0.000 description 13
- 239000011347 resin Substances 0.000 description 13
- 238000003780 insertion Methods 0.000 description 11
- 230000037431 insertion Effects 0.000 description 11
- 230000003902 lesion Effects 0.000 description 9
- 238000000465 moulding Methods 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 230000002209 hydrophobic effect Effects 0.000 description 6
- 238000011282 treatment Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 239000010935 stainless steel Substances 0.000 description 5
- 229910001220 stainless steel Inorganic materials 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000002399 angioplasty Methods 0.000 description 4
- -1 polyethylene terephthalate Polymers 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 239000003550 marker Substances 0.000 description 3
- 230000002966 stenotic effect Effects 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 229910000881 Cu alloy Inorganic materials 0.000 description 2
- 229910000737 Duralumin Inorganic materials 0.000 description 2
- 229910000640 Fe alloy Inorganic materials 0.000 description 2
- 239000004812 Fluorinated ethylene propylene Substances 0.000 description 2
- 208000034827 Neointima Diseases 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004813 Perfluoroalkoxy alkane Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 230000002308 calcification Effects 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 230000012447 hatching Effects 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229920009441 perflouroethylene propylene Polymers 0.000 description 2
- 229920011301 perfluoro alkoxyl alkane Polymers 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 229920005749 polyurethane resin Polymers 0.000 description 2
- 238000001356 surgical procedure Methods 0.000 description 2
- 206010002383 Angina Pectoris Diseases 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910000599 Cr alloy Inorganic materials 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920002614 Polyether block amide Polymers 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 229920006125 amorphous polymer Polymers 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 230000010339 dilation Effects 0.000 description 1
- 201000010099 disease Diseases 0.000 description 1
- 208000037265 diseases, disorders, signs and symptoms Diseases 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 238000002594 fluoroscopy Methods 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229920001477 hydrophilic polymer Polymers 0.000 description 1
- KHYBPSFKEHXSLX-UHFFFAOYSA-N iminotitanium Chemical compound [Ti]=N KHYBPSFKEHXSLX-UHFFFAOYSA-N 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 208000010125 myocardial infarction Diseases 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910001000 nickel titanium Inorganic materials 0.000 description 1
- 125000005010 perfluoroalkyl group Chemical group 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920002401 polyacrylamide Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 208000037803 restenosis Diseases 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 238000002560 therapeutic procedure Methods 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
Images













Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/10—Balloon catheters
Definitions
- the present invention relates to a balloon for a balloon catheter, a balloon catheter including the same, and a method for manufacturing a balloon catheter.
- angioplasty which uses a balloon catheter to expand the narrowed area.
- Angioplasty is a minimally invasive therapy that does not require open chest surgery like bypass surgery, and is widely performed.
- ISR In-Stent-Restenosis
- the neointima is soft and has a slippery surface, so with a typical balloon catheter, the position of the balloon can shift from the lesion when it is expanded, causing damage to the blood vessel.
- Patent Document 1 discloses a balloon catheter that uses an amorphous polymer for the protrusions, making the rigidity of the protrusions greater than that of the balloon wall, thereby improving the efficiency of incision by the protrusions.
- the present invention aims to provide a balloon for a balloon catheter that is less likely to damage the inner wall of a lumen when the balloon is inserted into a lumen such as a blood vessel, and that can improve the ease of insertion into the lumen and the efficiency of incising a stenotic part, as well as a balloon catheter including the same, and a method for manufacturing the balloon catheter.
- a balloon for a balloon catheter having a longitudinal axis, a radial direction, and a circumferential direction, and having an outer layer and an inner layer made of a material having a Shore D hardness lower than that of the outer layer, the balloon having a straight tube portion, a proximal tapered portion located proximal to the straight tube portion, a proximal sleeve portion located proximal to the proximal tapered portion, a distal tapered portion located distal to the straight tube portion, and a distal sleeve portion located distal to the distal tapered portion, the balloon having a protruding portion protruding radially outward and extending in the longitudinal axis direction, and satisfying at least one of the following (1) and (2).
- the protruding portion of the proximal sleeve portion has an exposed inner layer portion where the outer layer is not present, and when viewed from the radial outside, the exposed inner layer portion is sandwiched between the outer layer in the circumferential direction.
- the protrusion portion of the distal sleeve portion has an exposed inner layer portion where the outer layer is not present, and when viewed from the radially outward side, the exposed inner layer portion is sandwiched between the outer layer in the circumferential direction.
- the condition (1) is satisfied, and when, in the longitudinal axis direction, the proximal end of the proximal sleeve portion is the 0% position S P0 and the end of the proximal sleeve portion on the proximal taper portion side is the 100% position S P100 , the exposed inner layer portion of the proximal sleeve portion is arranged in at least a part of the section from position S P0 to 75% position S P75 .
- the distal sleeve portion has a low protrusion region in which the protrusion has a height equal to or less than the height of the protrusion of the straight tube portion.
- a balloon for a balloon catheter according to any one of [1] to [8], which satisfies at least one of the following (11) and (12):
- the protruding portion of the proximal taper section has an exposed inner layer portion where the outer layer is not present, and when viewed from the radial outside, the exposed inner layer portion is sandwiched between the outer layer in the circumferential direction.
- the protruding portion of the distal taper section has an inner layer exposed portion where the outer layer is not present, and when viewed from the radial outside, the inner layer exposed portion is sandwiched between the outer layer in the circumferential direction.
- (13) The condition (11) is satisfied, and when, in the longitudinal axis direction, the end of the proximal taper portion on the proximal sleeve portion side is defined as the 0% position T P0 and the end of the proximal taper portion on the straight tube portion side is defined as the 100% position T P100 , the exposed inner layer portion of the proximal taper portion is located in at least a part of the section from position T P0 to 75% position T P75 .
- the condition (12) is satisfied, and when, in the longitudinal axis direction, the end of the distal taper portion on the distal sleeve portion side is defined as a 0% position T D0 and the end of the distal taper portion on the straight tube portion side is defined as a 100% position T D100 , the exposed inner layer portion of the distal taper portion is located in at least a part of the section from position T D0 to 75% position T D75 .
- the balloon for a balloon catheter according to [10] which satisfies at least one of the following (15) and (16): (15) The above (13) is satisfied, and the inner layer exposed portion of the proximal taper portion is disposed in a section including the position T P0 .
- the present invention also provides the following: [14] A balloon catheter comprising the balloon for a balloon catheter according to any one of [1] to [13] above.
- the present invention further provides a method for producing the balloon catheter according to the present invention.
- a method for producing a balloon catheter as described in [14] above comprising the steps of: preparing a parison having a longitudinal axis, a radial direction, and a circumferential direction, and an inner lumen extending in the longitudinal axis direction; stretching the parison to produce a balloon having the proximal sleeve portion, the proximal tapered portion, the straight tube portion, the distal tapered portion, and the distal sleeve portion, and having the protruding portion; and cutting off an apex side of the protruding portion of the proximal sleeve portion and/or the distal sleeve portion along the longitudinal axis direction to form the exposed inner lumen, wherein the parison has an outer layer and an inner layer made of a material having a Shore D hardness lower than that of the outer layer, and has a protruding region including the protru
- the above-mentioned balloon for balloon catheter, balloon catheter including the same, and method for manufacturing a balloon catheter can provide a balloon for balloon catheter, which is less likely to damage the inner wall of a lumen when the balloon is inserted into a lumen such as a blood vessel, and which can improve the ease of insertion into the lumen and the efficiency of incising the stenosis, as well as a balloon catheter including the same, and a method for manufacturing a balloon catheter. This makes it possible to efficiently incise the stenosis while improving the safety of treatments and procedures using the balloon catheter.
- FIG. 1 illustrates a side view of a balloon catheter according to one embodiment of the present invention.
- 2 shows a cross-sectional view of the balloon catheter shown in FIG. 1 along line II-II.
- 3 shows a cross-sectional view of the balloon catheter shown in FIG. 1 taken along line III-III.
- 4 shows an enlarged view of a portion P of FIG. 3.
- 5 shows a view of FIG. 4 seen from the radial outside.
- FIG. 2 is a plan view of the balloon of the balloon catheter shown in FIG. 1 as viewed from the protruding portion side. 2 illustrates a longitudinal cross-sectional view of the distal end of the balloon catheter shown in FIG. 1 .
- FIG. 7 illustrates a plan view showing a modified example of FIG. 6 .
- FIG. 13A shows a longitudinal cross-sectional view of the distal end of a balloon catheter according to another embodiment of the present invention.
- FIG. FIG. 2 illustrates a perspective view of a parison prior to stretching according to one embodiment of the present invention.
- 11 illustrates a cross-sectional view of the parison shown in FIG. 10 taken along the line XI-XI.
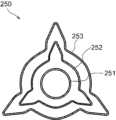
- 11 shows a cross-sectional view perpendicular to the longitudinal axis direction of a parison mold used to manufacture the parison shown in FIG. 10.
- 12 illustrates a modified example of the cross-sectional view taken along the line XI-XI of FIG.
- FIG. 14 shows a cross-sectional view perpendicular to the longitudinal axis direction of a parison mold used to manufacture the parison shown in FIG. 13.
- 1 is a cross-sectional view of a longitudinal axis of a mold according to one embodiment of the present invention.
- 16 is a cross-sectional view of the mold shown in FIG. 15 taken along the line XVI-XVI.
- 17 shows a cross-sectional view of the mold shown in FIG. 15 along the line XVII-XVII.
- 18 illustrates a modified example of the cross-sectional view taken along the line XVII-XVII of FIG. 17.
- a balloon for balloon catheter is a balloon for balloon catheter having a longitudinal axial direction, a radial direction, and a circumferential direction, an outer layer, and an inner layer made of a material having a lower Shore D hardness than the outer layer, the balloon having a straight tube portion, a proximal tapered portion located proximal to the straight tube portion, a proximal sleeve portion located proximal to the proximal tapered portion, a distal tapered portion located distal to the straight tube portion, and a distal sleeve portion located distal to the distal tapered portion, the balloon having a protruding portion protruding radially outward and extending in the longitudinal axial direction, and satisfying at least one of the following (1) and (2).
- the protruding portion of the proximal sleeve portion has an exposed inner layer portion where no outer layer is present, and when viewed from the radially outward side, the exposed inner layer portion is sandwiched between the outer layers in the circumferential direction.
- the protruding portion of the distal sleeve portion has an exposed inner layer portion where no outer layer is present, and when viewed from the radially outward side, the exposed inner layer portion is sandwiched between the outer layers in the circumferential direction.
- the dilation of the stenosis using a balloon catheter is performed by inserting a balloon provided at the distal end of the balloon catheter into the blood vessel lumen, delivering it to the stenosis, and then expanding the balloon, causing the protrusions provided on the radially outward side of the balloon to bite into the stenosis and cut the stenosis.
- the protrusions provided at both ends in the longitudinal direction of the balloon come into contact with the blood vessel lumen, which may damage the blood vessel lumen wall.
- the proximal sleeve portion and/or the distal sleeve portion have an inner layer exposed portion made of a material with a low Shore D hardness, so that damage to the blood vessel lumen wall can be prevented.
- the surface of the protrusions other than the inner layer exposed portion is formed of an outer layer with a high Shore D hardness, so that the insertion of the blood vessel lumen and the efficiency of cutting the stenosis can be improved. This makes it possible to efficiently cut the stenosis while improving the safety of treatment and procedures using a balloon catheter.
- the balloon when the balloon is inserted into the stenosis or removed from the body, the balloon is deflated by discharging fluid from the inner cavity, and the wing-shaped portion of the balloon is wrapped around the shaft to reduce the outer diameter of the balloon.
- the balloon diameter is large at the expansion portion of the balloon, the protrusions provided at the expansion portion of the balloon are covered by the wing-shaped portion, but since the balloon diameter is small at both ends of the balloon and it is difficult to form wing-shaped portions, the protrusions provided at both ends of the balloon may be exposed from the wing-shaped portion.
- a balloon for a balloon catheter according to an embodiment of the present invention, damage to the blood vessel lumen wall can be prevented because the proximal sleeve portion and/or the distal sleeve portion have an inner layer exposed portion made of a material with a low Shore D hardness.
- a balloon for a balloon catheter may be simply referred to as a "balloon.”
- Fig. 1 is a side view of a balloon catheter according to an embodiment of the present invention.
- Fig. 2 shows a cross-sectional view of the balloon catheter shown in Fig. 1 taken along line II-II, which is a cross-sectional view perpendicular to the longitudinal axis of the straight tube portion.
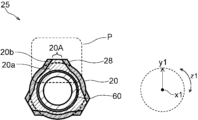
- Fig. 3 shows a cross-sectional view of the balloon catheter shown in Fig. 1 taken along line III-III, which is a cross-sectional view perpendicular to the longitudinal axis of the distal sleeve portion.
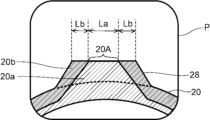
- Fig. 4 shows an enlarged view of part P in Fig.
- FIG. 3 which is an enlarged cross-sectional view perpendicular to the longitudinal axis of a portion including the protruding portion of the distal sleeve portion.
- Fig. 5 shows a view of the portion shown in Fig. 4 as seen from the radially outer side.
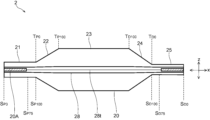
- Fig. 6 shows a plan view of the balloon of the balloon catheter shown in Fig. 1 as seen from the protruding portion side, and
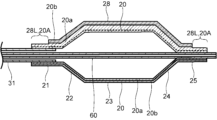
- Fig. 7 shows a cross-sectional view of the distal end portion of the balloon catheter shown in Fig. 1 in the longitudinal direction.
- Fig. 8 shows a plan view showing a modified example of Fig. 6, and Fig.
- FIG. 9 shows a cross-sectional view of the distal end portion of a balloon catheter according to another embodiment of the present invention in the longitudinal direction. Note that the hatching in Figures 5, 6, and 8 does not represent a cross section, but instead shows the exposed inner layer portion 20A for ease of understanding.
- the balloon 2 is used in the balloon catheter 1.
- the balloon 2 is connected to the distal end of the shaft 30, and the balloon 2 can be expanded by introducing fluid through the inner cavity of the shaft 30, and can be deflated by discharging the fluid.
- the fluid can be introduced or discharged using an indeflator (balloon pressurizer).
- the fluid may be a pressurized fluid pressurized by a pump or the like.
- the balloon catheter 1 will be described in detail in the section "2. Balloon Catheter.”
- the balloon 2 has a longitudinal axis direction x1, a radial direction y1 connecting the centroid of the outer edge of the balloon 2 to a point on the outer edge in a cross section perpendicular to the longitudinal axis direction x1, and a circumferential direction z1 along the outer edge of the balloon 2 in a cross section perpendicular to the longitudinal axis direction x1.
- the direction toward the user's hand in the longitudinal axis direction x1 is referred to as the proximal side
- the side opposite the proximal side i.e., the direction toward the subject of treatment
- the members and parts other than the balloon 2 each have a longitudinal axis direction, a radial direction, and a circumferential direction, which may or may not be the same as the longitudinal axis direction x1, radial direction y1, and circumferential direction z1 of the balloon 2.
- this specification describes all members and parts as having the same longitudinal axis direction, radial direction, and circumferential direction as the longitudinal axis direction x1, radial direction y1, and circumferential direction z1 of the balloon 2.
- the balloon 2 has a protrusion 28 that protrudes outward in the radial direction y1 and extends in the longitudinal axis direction x1.
- the protrusion 28 is a portion that is formed to be thicker than the thickness of the portion of the balloon 2 where the protrusion 28 is not provided.
- the protrusion 28 can be said to be a portion that protrudes outward in the radial direction y1 from the outer surface of the balloon body 20, which has the thickness of the portion of the balloon 2 where the protrusion 28 is not provided.
- the thickness of the protruding portion 28 of the balloon 2 is, for example, preferably 1.2 times or more, more preferably 1.5 times or more, even more preferably 1.8 times or more, 2.0 times or more, or 2.5 times or more, the thickness of the portion of the balloon 2 where the protruding portion 28 is not provided.
- the balloon body 20 defines the basic shape of the balloon 2, and the protrusions 28 are preferably provided on the outer surface of the balloon body 20 in any pattern, such as lines, dots, a mesh, or a spiral.
- the protrusions 28 provide the balloon 2 with a scoring function, making it possible to expand the balloon 2 by creating cracks in calcified stenotic areas during angioplasty.
- the protrusions 28 can also contribute to improving the strength of the balloon 2 and preventing overexpansion when pressurized.
- multiple protrusions 28 may be provided in the circumferential direction z1, or only one protrusion may be provided.
- the number of protrusions 28 in the circumferential direction z1 may be 1 or more, 2 or more, 3 or more, 4 or more, 6 or more, and may be 20 or less, 15 or less, or 10 or less.
- the multiple protrusions 28 are provided in the circumferential direction z1, it is preferable that the multiple protrusions 28 are spaced apart in the circumferential direction z1, and it is more preferable that the multiple protrusions 28 are arranged at equal intervals in the circumferential direction z1.
- the separation distance is preferably longer than the maximum circumferential length of the protrusions 28.
- the cross-sectional shape of the protrusion 28 in a cross section perpendicular to the longitudinal axis direction x1 may be any shape, such as a triangle, a rectangle, a polygon, a semicircle, a part of a circle, an approximate circle, a sector, a wedge, a convex shape, a spindle shape, or a combination thereof.
- triangles, rectangles, and polygons include shapes with clearly defined corners and straight sides, as well as so-called rounded polygons with rounded corners and shapes with at least some of the sides curved.
- the cross-sectional shape of the protrusion 28 may be an irregular shape with irregularities, chips, etc.
- the protrusion 28 other than the portion where the inner layer exposed portion 20A described below is provided may have an apex 28t, which is the outer end in the radial direction y1. If the protrusion 28 has an apex 28t, the cutting efficiency by the protrusion 28 can be improved.
- the protrusions 28 are formed in a line or dot shape, it is preferable that the protrusions 28 are arranged so as to extend along the longitudinal axis direction x1. Alternatively, the protrusions 28 may be arranged so as to extend in a spiral shape around the longitudinal axis.
- the balloon 2 may have an inner protrusion that protrudes inward in the radial direction y1.
- the inner protrusion preferably extends in the longitudinal axis direction x1.
- the protrusion 28 and the inner protrusion are preferably located at the same position in the longitudinal direction x1 or the circumferential direction z1 of the balloon 2, and are preferably formed integrally.
- the protrusion 28, the balloon body 20, and the inner protrusion are formed integrally and thickly, so that the balloon 2 may have the protrusion 28 and the inner protrusion.
- the balloon 2 has an outer layer 20b and an inner layer 20a made of a material having a lower Shore D hardness than the outer layer 20b.
- the balloon 2 preferably has a two-layer structure consisting of the inner layer 20a and the outer layer 20b in all parts other than the inner layer exposed part 20A described in detail later.
- the inner layer 20a and the outer layer 20b are continuously present over the entire 360° of the circumferential direction z1 at any position in the longitudinal axis direction x1 except for the part where the inner layer exposed part 20A is formed.
- all parts other than the inner layer exposed part 20A in the longitudinal axis direction x1 include the inner layer 20a and the outer layer 20b.
- the outer surface of the balloon 2 is formed of the outer layer 20b with a high Shore D hardness except for the inner layer exposed part 20A, so that the outer surface of the balloon 2 is less likely to be damaged and its strength can be improved.
- the outer surface of the protrusion 28 is also formed of the outer layer 20b, which has a high Shore D hardness, which enhances the scoring function of the protrusion 28.
- the Shore D hardness of the inner layer 20a is preferably 20 or more, 25 or more, 30 or more, 35 or more, or 40 or more, and is preferably 70 or less, 65 or less, 60 or less, or 55 or less.
- the Shore D hardness of the outer layer 20b is preferably more than 70, 72 or more, 74 or more, or 75 or more, and is preferably 90 or less, 85 or less, or 80 or less. If the Shore D hardness of the inner layer 20a is within the above range, it can contribute to improving the flexibility of the balloon 2. If the Shore D hardness of the outer layer 20b is within the above range, it can contribute to improving the strength of the balloon 2 and the scoring function of the protrusion 28.
- the Shore D hardness can be measured, for example, using a Type D durometer based on the description of JIS K6253-2:2012.
- the Shore D hardness of each of the inner layer 20a and the outer layer 20b may be the Shore D hardness of the material before it is molded into the balloon 2.
- the material of the outer layer 20b is preferably a polyamide resin such as nylon 11 or nylon 12; a polyester resin such as polyethylene terephthalate or polybutylene terephthalate; or a polyurethane resin.
- the material of the inner layer 20a is preferably a thermoplastic elastomer, which has a low Shore D hardness.
- a polyamide elastomer such as a polyether block amide copolymer is preferably used.
- the balloon 2 has a proximal end and a distal end in the longitudinal axis direction x1, and has a straight tube section 23, a proximal taper section 22 located proximal to the straight tube section 23, a proximal sleeve section 21 located proximal to the proximal taper section 22, a distal taper section 24 located distal to the straight tube section 23, and a distal sleeve section 25 located distal to the distal taper section 24.
- the straight tube section 23 is preferably substantially cylindrical with approximately the same diameter in the longitudinal axis direction x1, but may have different diameters in the longitudinal axis direction x1.
- the proximal taper section 22 and the distal taper section 24 are preferably formed into a substantially conical or truncated conical shape with a reduced diameter as they move away from the straight tube section 23.
- the straight tube section 23 has the maximum diameter, so that when the balloon 2 is expanded at a lesion such as a stenosis, the straight tube section 23 can be in sufficient contact with the lesion, making it easier to perform treatment such as expansion of the lesion.
- proximal taper section 22 and the distal taper section 24 are reduced in diameter, when the balloon 2 is deflated, the outer diameter of the proximal and distal ends of the balloon 2 is reduced, thereby reducing the step between the shaft 30 and the balloon 2, making it easier to insert the balloon 2 into the body cavity.
- proximal tapered section 22, the straight tube section 23, and the distal tapered section 24 are sections that expand when fluid is introduced into the balloon 2, it is preferable that the proximal sleeve section 21 and the distal sleeve section 25 do not expand. This allows for a configuration in which at least a portion of the proximal sleeve section 21 is fixed to the distal end of the shaft 30, and at least a portion of the distal sleeve section 25 is fixed to the inner shaft 60 described below.
- the balloon 2 preferably has protrusions 28 in each of the regions of the proximal sleeve section 21, the proximal tapered section 22, the straight tube section 23, the distal tapered section 24, and the distal sleeve section 25.
- the protrusions 28 provided in the straight tube section 23 can contribute to improving the scoring function
- the protrusions 28 provided in other sections than the straight tube section 23 can contribute to improving the strength of the balloon 2 and preventing overexpansion when pressurized.
- the balloon 2 satisfies at least one of the following (1) and (2).
- the protrusion 28 of the proximal sleeve portion 21 has an inner layer exposed portion 28A where the outer layer 20b is not present, and when viewed from the outside in the radial direction y1, the inner layer exposed portion 28A is sandwiched between the outer layer 20b in the circumferential direction z1.
- the protrusion 28 of the distal sleeve portion 25 has an inner layer exposed portion 28A where the outer layer 20b is not present, and when viewed from the outside in the radial direction y1, the inner layer exposed portion 28A is sandwiched between the outer layer 20b in the circumferential direction z1.
- the protrusion 28 provided with the inner layer exposed portion 20A has a portion where the outer layer 20b is not present and the inner layer 20a forms the surface of the protrusion 28.
- the inner layer exposed portion 20A is sandwiched between the outer layers 20b in the circumferential direction z1. This allows the inner layer 20a to be present at the outer end in the radial direction y1 of the protrusion 28 provided with the inner layer exposed portion 20A.
- the exposed inner layer portion 20A arranged on the proximal sleeve portion 21 and/or the distal sleeve portion 25 may be arranged continuously in the entire longitudinal axis direction x1, may be arranged in a part of the longitudinal axis direction x1, or multiple exposed inner layer portions 20A may be arranged discontinuously in the longitudinal axis direction x1.
- 3 to 5 show the exposed inner layer portion 28A of the distal sleeve portion 25, but the exposed inner layer portion 28A may be provided on both the proximal sleeve portion 21 and the distal sleeve portion 25, or on either the proximal sleeve portion 21 or the distal sleeve portion 25.
- the proximal sleeve portion 21 and the distal sleeve portion 25 form the leading portion.
- the protrusions 28 provided on the proximal sleeve portion 21 and the distal sleeve portion 25 may come into contact with the blood vessel lumen and damage the blood vessel lumen wall, but the balloon 2 has the exposed inner layer portion 20A with a low Shore D hardness on the proximal sleeve portion 21 and/or the distal sleeve portion 25, and therefore damage to the blood vessel lumen wall can be prevented.
- the surface of the protrusion 28 other than the inner layer exposed portion 20A and the surface of the balloon 2 in the portion where the protrusion 28 is not provided are formed of the outer layer 20b with a high Shore D hardness, so that the insertion property of the balloon 2 in the blood vessel lumen and the efficiency of cutting the stenosis part can be improved, and the strength of the balloon 2 can be improved and overexpansion can be suppressed.
- the protrusion 28 when the protrusion 28 is viewed from the outside in the radial direction y1, the inner layer exposed portion 20A is sandwiched between the outer layer 20b, so that even in the proximal sleeve portion 21 and/or the distal sleeve portion 25 where the inner layer exposed portion 20A is provided and the inner layer 20a with a low Shore D hardness is exposed, the protrusion 28 can ensure the rigidity in the longitudinal axis direction x1, which can contribute to improving the insertion property of the balloon 2.
- the fluid when the balloon 2 is inserted into the stenotic area or removed from the body, the fluid is discharged from the inner cavity of the balloon 2 to cause it to shrink, and the wing-shaped portion of the balloon 2 is wrapped around the shaft 30 to reduce the outer diameter of the balloon 2.
- the sleeve portion is a portion that does not expand, it is difficult for the wing-shaped portion to form, and therefore the protrusion 28 provided on the sleeve portion may be exposed and not covered by the wing-shaped portion. Even in such a case, damage to the blood vessel lumen wall can be prevented because the balloon 2 has an inner layer exposed portion 20A on the sleeve portion.
- the exposed inner layer portion 20A can be formed by cutting the apex 28t side of the protrusion 28 along the longitudinal axis direction x1 as shown in FIG. 2.
- the method for forming the exposed inner layer portion 20A will be described in detail in the section "3. Method for manufacturing a balloon catheter.”
- the balloon 2 when the inner layer exposed portion 20A is not formed, the balloon 2 includes the inner layer 20a and the outer layer 20b throughout.
- the balloon 2 preferably has a two-layer structure consisting of the inner layer 20a and the outer layer 20b, and the outer surface of the balloon 2 is preferably formed by the outer layer 20b.
- the inner layer 20a can be continuously present over the entire 360° of the circumferential direction z1 in a vertical cross section taken at any position in the longitudinal axis direction x1. Therefore, the flexibility of the balloon 2 can be improved by the inner layer 20a, which has a lower Shore D hardness than the outer layer 20b.
- the outer layer 20b between the inner layer exposed portions 20A in the circumferential direction z1 (parts other than the inner layer exposed portion 20A when there is one inner layer exposed portion 20A in the circumferential direction z1) is continuous in the circumferential direction z1.
- the balloon 2 can be formed with a two-layer structure by integrally molding the protruding portion 28 and the balloon body portion 20, and it is possible to prevent the protruding portion 28 from falling off the balloon body portion 20.
- the inner layer 20a and the outer layer 20b in the portion of the balloon 2 where the inner protrusion is not provided and the portion where the inner protrusion is provided are continuous in the circumferential direction z1. This allows the inner protrusion and the balloon main body 20 to be integrally formed, and prevents the inner protrusion from falling off the balloon main body 20.
- the protruding portion 28 of the straight pipe section 23 does not have an exposed inner layer portion 20A where the outer layer 20b is not present. Since the protruding portion 28 of the straight pipe section 23 is the portion that contributes most to the incision of the narrowed portion, by not having the exposed inner layer portion 20A, the surface of the protruding portion 28 of the straight pipe section 23 can be formed of the outer layer 20b with a high Shore D hardness, thereby improving the efficiency of incising the narrowed portion.
- the balloon 2 satisfies at least one of the following (3) and (4).
- (3) The above (1) is satisfied, and when, in the longitudinal axis direction x1, the proximal end of the proximal sleeve portion 21 is the 0% position S P0 and the end of the proximal sleeve portion 21 on the proximal taper portion 22 side is the 100% position S P100 , the exposed inner layer portion 20A of the proximal sleeve portion 21 is arranged in at least a part of the section from position S P0 to 75% position S P75 .
- FIG. 6 shows an embodiment in which both the proximal sleeve portion 21 and the distal sleeve portion 25 satisfy the above (3) and (4), but it is sufficient for the balloon 2 to satisfy at least one of the above (3) and (4).
- the inner layer 20a with a low Shore D hardness can be exposed at the protrusion 28 at the leading portion when the balloon 2 advances or retreats within the blood vessel lumen, making it easier to prevent damage to the blood vessel lumen wall.
- the exposed inner layer portion 20A arranged on the proximal sleeve portion 21 and/or the distal sleeve portion 25 may be arranged continuously in the entire longitudinal axis direction x1 in the above section, may be arranged in a part of the longitudinal axis direction x1, or multiple exposed inner layer portions 20A may be arranged discontinuously in the longitudinal axis direction x1.
- the exposed inner layer portion 20A of the proximal sleeve portion 21 is disposed in at least a portion of the section from the position S P0 to the 50% position. It is also more preferable that the exposed inner layer portion 20A of the distal sleeve portion 25 is disposed in at least a portion of the section from the position S D0 to the 50% position.
- the balloon 2 satisfies at least one of the following (5) and (6).
- (5) The above condition (3) is satisfied, and the exposed inner layer portion 20A of the proximal sleeve portion 21 is disposed in a section including the position S P0 .
- (6) The above (4) is satisfied, and the exposed inner layer portion 20A of the distal sleeve portion 25 is disposed in a section including the position S- D0 .
- FIG. 6 shows an embodiment in which both the proximal sleeve portion 21 and the distal sleeve portion 25 satisfy the above (5) and (6), but it is sufficient for the balloon 2 to satisfy at least one of the above (5) and (6).
- the exposed inner layer portion 20A being disposed in a section including position S P0 of the proximal sleeve portion 21 means that the exposed inner layer portion 20A is disposed at the proximal end (position S P0 ) of the proximal sleeve portion 21.
- the exposed inner layer portion 20A being disposed in a section including position S D0 of the distal sleeve portion 25 means that the exposed inner layer portion 20A is disposed at the distal end (position S D0 ) of the distal sleeve portion 25. This makes it easier to prevent damage to the blood vessel lumen wall because the inner layer 20a with low Shore D hardness is exposed at the protruding portion 28, which is the foremost portion when the balloon 2 advances or retreats in the blood vessel lumen.
- the length La of the exposed inner layer portion 20A in the circumferential direction z1 is longer than the length Lb of each of the outer layers 20b on both sides of the exposed inner layer portion 20A in the circumferential direction z1.
- the length La in the circumferential direction z1 of the exposed inner layer portion 20A may be shorter than the length Lb in the circumferential direction z1 of each of the outer layers 20b on both sides of the exposed inner layer portion 20A.
- the rigidity can be improved, and the insertability in the longitudinal axis direction x1 can be further improved.
- the balloon 2 satisfies at least one of the following (7) and (8).
- (7) The above (1) is satisfied, and the proximal sleeve portion 21 has a low protrusion region 28L in which the protrusion 28 has a height equal to or less than the height of the protrusion 28 of the straight pipe portion 23.
- (8) The above (2) is satisfied, and the distal sleeve portion 25 has a low protrusion region 28L in which the protrusion 28 has a height equal to or less than the height of the protrusion 28 of the straight pipe portion 23.
- the height of the protrusion 28 can be defined as the distance from the line segment connecting the base ends of both sides of the protrusion 28 to the outer end of the protrusion 28 in the vertical direction in a cross section perpendicular to the longitudinal axis direction x1.
- FIG. 7 shows an embodiment in which both the proximal sleeve portion 21 and the distal sleeve portion 25 satisfy the above (7) and (8), but it is sufficient for the balloon 2 to satisfy at least one of the above (7) and (8).
- the protruding portion 28 of the proximal sleeve portion and/or the distal sleeve portion 25, which is the leading portion when the balloon 2 advances or retreats through the blood vessel lumen, has a low protruding portion region 28L that has a height lower than the height of the protruding portion 28 of the straight tube portion 23, which makes it easier to improve the insertability of the balloon 2.
- the low protrusion region 28L may be provided continuously in the longitudinal axis direction x1 in the proximal sleeve portion 21 and/or the distal sleeve portion 25, or may be provided discontinuously.
- the balloon 2 satisfies at least one of the following (9) and (10).
- FIG. 7 shows an embodiment in which both the proximal sleeve portion 21 and the distal sleeve portion 25 satisfy the above (9) and (10), but it is sufficient for the balloon 2 to satisfy at least one of the above (9) and (10).
- the protrusion 28 of the proximal sleeve portion and/or the distal sleeve portion 25, which is the leading portion when the balloon 2 advances or retreats through the blood vessel lumen, can be made low in height and soft, making it easier to improve the insertion ability of the balloon 2 while also improving the effect of preventing damage to the blood vessel lumen wall.
- the balloon 2 satisfies at least one of the following (11) and (12).
- the protrusion 28 of the proximal taper section 22 has an inner layer exposed portion 20A where the outer layer 20b is not present, and when viewed from the outside in the radial direction y1, the inner layer exposed portion 20A is sandwiched between the outer layer 20b in the circumferential direction z1.
- the protrusion 28 of the distal taper portion 24 has an inner layer exposed portion 20A where no outer layer 20b is present, and when viewed from the outside in the radial direction y1, the inner layer exposed portion 20A is sandwiched between the outer layer 20b in the circumferential direction z1.
- the protrusion 28 provided with the inner layer exposed portion 20A has a portion where the outer layer 20b is not present and the inner layer 20a forms the surface of the protrusion 28.
- the inner layer exposed portion 20A is sandwiched between the outer layers 20b in the circumferential direction z1. This allows the inner layer 20a to be present at the outer end in the radial direction y1 of the tapered protrusion 28 provided with the inner layer exposed portion 20A.
- the inner layer exposed portion 20A arranged in the tapered portion may be arranged continuously in the entire longitudinal axis direction x1, may be arranged in a part of the longitudinal axis direction x1, or multiple inner layer exposed portions 20A may be arranged discontinuously in the longitudinal axis direction x1.
- the inner layer exposed portion 20A is provided on both the proximal taper portion 22 and the distal taper portion 24, but the inner layer exposed portion 20A may be provided on both the proximal taper portion 22 and the distal taper portion 24, or on either the proximal taper portion 22 or the distal taper portion 24.
- the tapered portion has a smaller diameter than the straight tube portion 23 when the balloon 2 is inserted into the stenosis portion or removed from the body, fluid is discharged from the inner cavity of the balloon 2 to contract the balloon 2 and the wing-shaped portion of the balloon 2 is wrapped around the shaft 2.
- the wing-shaped portion formed is short, and the protruding portion 28 may be exposed from the wing-shaped portion.
- the protruding portion 28 of the tapered portion since the protruding portion 28 of the tapered portion has the inner layer exposed portion 20A, it is easier to prevent damage to the blood vessel lumen wall.
- the protruding portion 28 of the tapered portion when the protruding portion 28 of the tapered portion is viewed from the outside in the radial direction y1, the exposed inner layer portion 20A is sandwiched between the outer layer 20b, so that the protruding portion 28 can ensure rigidity in the longitudinal axis direction x1 even in the portion where the exposed inner layer portion 20A is formed, improving the insertability of the balloon 2.
- the configuration of the protrusion 28, including the exposed inner layer portion 20A in the tapered portion, can be understood by replacing the “sleeve portion” in the description of the sleeve portion above with “tapered portion.”
- the exposed inner layer portion 20A may be formed in the tapered portion continuously from the sleeve portion, or the exposed inner layer portion 20A of the sleeve portion and the exposed inner layer portion 20A of the tapered portion may be formed discontinuously.
- the exposed inner layer portion 20A may be formed in the distal tapered portion 24, and in an embodiment where the exposed inner layer portion 20A is formed in the distal sleeve portion 25 and the exposed inner layer portion 20A is not formed in the proximal sleeve portion 21 (an embodiment that satisfies only (2) above), the exposed inner layer portion 20A may be formed in the proximal tapered portion 22.
- the length in the circumferential direction z1 of the exposed inner layer portion 20A (inner layer 20a) in a cross section perpendicular to the longitudinal axis direction x1 may be constant or may vary depending on the position in the longitudinal axis direction x1.
- the length in the circumferential direction z1 of the exposed inner layer portion 20A (inner layer 20a) can be constant along the longitudinal axis direction x1.
- FIG. 6 the length in the circumferential direction z1 of the exposed inner layer portion 20A (inner layer 20a) in a cross section perpendicular to the longitudinal axis direction x1 may be constant or may vary depending on the position in the longitudinal axis direction x1.
- the length in the circumferential direction z1 of the exposed inner layer portion 20A (inner layer 20a) can be constant along the longitudinal axis direction x1.
- the length in the circumferential direction z1 of the exposed inner layer portion 20A may vary along the longitudinal axis direction x1, and for example, the length in the circumferential direction z1 of the exposed inner layer portion 20A (inner layer 20a) may gradually decrease from the end of the balloon 2 to the side closer to the straight tube portion 23.
- the balloon 2 satisfies at least one of the following (13) and (14).
- (13) The above (11) is satisfied, and in the longitudinal axis direction x1, when the end of the proximal taper portion 22 on the proximal sleeve portion 21 side is defined as the 0% position T P0 and the end of the proximal taper portion 22 on the straight tube portion 23 side is defined as the 100% position T P100 , the exposed inner layer portion 20A of the proximal taper portion 22 is arranged in at least a part of the section from position T P0 to 75% position T P75 .
- FIG. 8 shows an embodiment in which both the proximal taper portion 22 and the distal taper portion 24 satisfy the above (13) and (14), but it is sufficient for the balloon 2 to satisfy at least one of the above (13) and (14).
- proximal section from position T P0 to position T P75 of proximal taper section 22 and/or the section from position T D0 to position T D75 of distal taper section 24 are portions that are formed with a smaller diameter than the other portions of the taper section, and are portions where protrusions 28 are more likely to be exposed from the wing-shaped portions when balloon 2 is deflated.
- the exposed inner layer portion 20A arranged in the proximal taper portion 22 and/or the distal taper portion 24 may be arranged continuously in the entire longitudinal axis direction x1 in the above section, may be arranged in a part of the longitudinal axis direction x1, or multiple exposed inner layer portions 20A may be arranged discontinuously in the longitudinal axis direction x1.
- the exposed inner layer portion 20A of the proximal tapered portion 22 is disposed in at least a portion of the section from the position S P0 to the 50% position. It is also more preferable that the exposed inner layer portion 20A of the distal tapered portion 24 is disposed in at least a portion of the section from the position S D0 to the 50% position.
- the balloon 2 satisfies at least one of the following (15) and (16).
- (15) The above (13) is satisfied, and the exposed inner layer portion 20A of the proximal taper portion 22 is disposed in a section including the position T P0 .
- (16) The above (14) is satisfied, and the inner layer exposed portion 20A of the distal taper portion 24 is disposed in a section including the position T- D0 .
- FIG. 8 shows an embodiment in which both the proximal taper portion 22 and the distal taper portion 24 satisfy the above (15) and (16), but it is sufficient for the balloon 2 to satisfy at least one of the above (15) and (16).
- That the exposed inner layer portion 20A is disposed in a section including position T P0 of the proximal taper portion 22 means that the exposed inner layer portion 20A is disposed at the end (position T P0 ) of the proximal sleeve portion 21 side of the proximal taper portion 22. That the exposed inner layer portion 20A is disposed in a section including position T D0 of the distal taper portion 24 means that the exposed inner layer portion 20A is disposed at the end (position T D0 ) of the distal sleeve portion 25 side of the distal taper portion 22.
- the inner layer 20a which has a low Shore D hardness, to be exposed in the portion of the taper portion where the protruding portion 28 is most likely to be exposed from the wing-shaped portion, making it easier to improve the effect of preventing damage to the blood vessel lumen wall.
- the balloon 2 satisfies at least one of the following (17) and (18).
- (17) The above (11) is satisfied, and the proximal taper section 22 has a low protrusion region 28L in which the protrusion 28 has a height equal to or less than the height of the protrusion 28 of the straight pipe section 23.
- (18) The above (12) is satisfied, and the distal tapered section 24 has a low protrusion region 28L in which the protrusion 28 has a height equal to or less than the height of the protrusion 28 of the straight pipe section 23.
- FIG. 9 shows an embodiment in which both the proximal taper portion 22 and the distal taper portion 24 satisfy the above (17) and (18), but it is sufficient for the balloon 2 to satisfy at least one of the above (17) and (18).
- the protruding portion 28 of the tapered portion which is the next leading portion after the sleeve portion and has a larger outer diameter than the sleeve portion, has a low protruding portion region 28L that has a height lower than the height of the protruding portion 28 of the straight tube portion 23, making it easier to improve the insertability of the balloon 2.
- the low protrusion region 28L may be provided continuously in the longitudinal axis direction x1 in the proximal taper section 22 and/or the distal taper section 24, or may be provided discontinuously.
- the balloon 2 satisfies at least one of the following (19) and (20).
- (19) The above (17) is satisfied, and the inner layer exposed portion 20A is arranged in the low protrusion region 28L of the proximal taper portion 22.
- (20) The above (18) is satisfied, and the inner layer exposed portion 20A is arranged in the low protrusion region 28L of the distal taper portion 24.
- FIG. 9 shows an embodiment in which both the proximal taper portion 22 and the distal taper portion 24 satisfy the above (19) and (20), but it is sufficient for the balloon 2 to satisfy at least one of the above (19) and (20).
- the protrusion 28 of the taper portion which is the next leading portion after the sleeve portion and has a larger outer diameter than the sleeve portion, can be made low in height and soft, making it easier to improve the insertion ability of the balloon 2 while also improving the effect of preventing damage to the blood vessel lumen wall.
- the balloon catheter 1 according to the embodiment of the present invention includes the above-mentioned balloon for balloon catheter 2. As described in the above section "1. Balloon for balloon catheter", the balloon 2 is connected to the distal end of the shaft 30 as shown in FIG.
- the balloon catheter 1 shows a so-called rapid exchange type balloon catheter 1 having a guidewire port 50 on the way from the distal side to the proximal side of the shaft 30, and an inner shaft 60 that functions as a guidewire insertion passage from the guidewire port 50 to the distal side of the shaft 30.
- the balloon catheter 1 preferably has a distal shaft 31 and a proximal shaft 32, and the distal shaft 31 and the proximal shaft 32 may be separate members, and the proximal end of the distal shaft 31 may be connected to the distal end of the proximal shaft 32 to form the shaft 30 that extends from the balloon 2 to the proximal end of the balloon catheter 1.
- one shaft 30 may extend from the balloon 2 to the proximal end of the balloon catheter 1, and the distal shaft 31 and the proximal shaft 32 may be further composed of multiple tube members.
- the shaft 30 has a fluid flow path and a guidewire insertion path inside.
- the shaft 30 can be configured to have a fluid flow path and a guidewire insertion path inside by configuring the inner shaft 60 disposed inside the shaft 30 to function as a guidewire insertion path, and the space between the shaft 30 and the inner shaft 60 to function as a fluid flow path.
- the inner shaft 60 extends from the distal end of the shaft 30 and penetrates the balloon 2, the distal side of the balloon 2 is connected to the inner shaft 60, and the proximal side of the balloon 2 is connected to the shaft 30.
- the shaft 30 is preferably made of a resin, a metal, or a combination of a resin and a metal.
- a resin as the material for the shaft, it becomes easier to impart flexibility and elasticity to the shaft 30.
- a metal as the material for the shaft 30, the deliverability of the balloon catheter 1 can be improved.
- resins that make up the shaft 30 include polyamide resins, polyester resins, polyurethane resins, polyolefin resins, fluorine resins, vinyl chloride resins, silicone resins, natural rubber, synthetic rubber, etc. These may be used alone or in combination of two or more.
- Examples of metals that make up the shaft 30 include stainless steel such as SUS304 and SUS316, platinum, nickel, cobalt, chromium, titanium, tungsten, gold, Ni-Ti alloys, Co-Cr alloys, or combinations thereof.
- the shaft 30 is made up of a distal shaft 31 and a proximal shaft 32 that are separate members, the distal shaft 31 may be made of a resin, and the proximal shaft 32 may be made of a metal, for example.
- the shaft 30 may also have a laminated structure made of different materials or the same materials.
- the balloon 2 and the shaft 30 can be joined by bonding with an adhesive, welding, or by attaching a ring-shaped member to the overlapping portion of the end of the balloon 2 and the shaft 30 and crimping the end. Of these, it is preferable that the balloon 2 and the shaft 30 are joined by welding. By welding the balloon 2 and the shaft 30 together, the bond between the balloon 2 and the shaft 30 is less likely to come apart even if the balloon 2 is repeatedly expanded or contracted, and the strength of the bond can be improved.
- a tip member 70 is provided at the distal end of the balloon catheter 1.
- the tip member 70 may be provided at the distal end of the balloon catheter 1 by being connected to the distal end of the balloon 2 as a separate member from the inner shaft 60, or the inner shaft 60 that extends distally beyond the distal end of the balloon 2 may function as the tip member 70.
- an X-ray opaque marker 80 may be placed at the portion where the balloon 2 is located in the longitudinal axis direction x1 so that the position of the balloon 2 can be confirmed by X-ray fluoroscopy.
- the X-ray opaque marker 80 is preferably placed at positions corresponding to both ends of the straight tube section 23 of the balloon 2, and may be placed at a position corresponding to the center of the straight tube section 23 in the longitudinal axis direction x1.
- a hub 5 may be provided on the proximal side of the shaft 30, and the hub 5 is preferably provided with a fluid injection section 6 that is connected to a flow path for fluid to be supplied to the inside of the balloon 2.
- the shaft 30 and the hub 5 can be joined by, for example, bonding with an adhesive, welding, etc. Among these, it is preferable that the shaft 30 and the hub 5 are joined by adhesion. By bonding the shaft 30 and the hub 5 together, the bond strength between the shaft 30 and the hub 5 can be increased and the durability of the balloon catheter 1 can be improved when the shaft 30 and the hub 5 are made of different materials, for example, when the shaft 30 is made of a highly flexible material and the hub 5 is made of a highly rigid material.
- the present invention can also be applied to so-called over-the-wire type balloon catheters that have a guidewire passage from the distal side to the proximal side of the shaft.
- over-the-wire type it is preferable that the inflation lumen and guidewire lumen extend to a hub located on the proximal side, and that the proximal opening of each lumen is provided in a bifurcated hub.
- the outer wall of the distal shaft 31 and/or the proximal shaft 32 is appropriately coated, and it is more preferable that both the distal shaft 31 and the proximal shaft 32 are coated.
- the outer wall of the outer shaft is appropriately coated.
- the coating can be a hydrophilic coating or a hydrophobic coating depending on the purpose, and can be applied by immersing the shaft 30 in a hydrophilic coating agent or a hydrophobic coating agent, applying a hydrophilic coating agent or a hydrophobic coating agent to the outer wall of the shaft 30, or covering the outer wall of the shaft 30 with a hydrophilic coating agent or a hydrophobic coating agent.
- the coating agent may contain a drug or an additive.
- Hydrophilic coating agents include hydrophilic polymers such as polyvinyl alcohol, polyethylene glycol, polyacrylamide, polyvinylpyrrolidone, methyl vinyl ether maleic anhydride copolymer, or hydrophilic coating agents made from any combination thereof.
- Hydrophobic coating agents include polytetrafluoroethylene (PTFE), fluorinated ethylene propylene (FEP), perfluoroalkoxyalkane (PFA), silicone oil, hydrophobic urethane resin, carbon coat, diamond coat, diamond-like carbon (DLC) coat, ceramic coat, and substances with low surface free energy terminated with alkyl groups or perfluoroalkyl groups.
- PTFE polytetrafluoroethylene
- FEP fluorinated ethylene propylene
- PFA perfluoroalkoxyalkane
- silicone oil silicone oil
- hydrophobic urethane resin carbon coat
- diamond coat diamond coat
- DLC diamond-like carbon
- ceramic coat and substances with low surface free energy terminated with alkyl groups or perfluoroalkyl groups.
- a method for manufacturing a balloon catheter according to an embodiment of the present invention is a method for manufacturing the balloon catheter, comprising the steps of: preparing a parison having a radial direction, a circumferential direction, and a longitudinal direction, and an inner lumen extending in the longitudinal direction; stretching the parison to manufacture a balloon having a proximal sleeve portion, a proximal tapered portion, a straight tube portion, a distal tapered portion, and a distal sleeve portion, and having a protruding portion; and cutting the top side of the protruding portion of the proximal sleeve portion and/or the distal sleeve portion along the longitudinal direction to form an exposed inner layer portion, wherein the parison has an outer layer and an inner layer made of a material having a Shore D hardness lower than that of the outer layer, and has a protruding region including the protruding portion protruding radially outward and extending in the
- the parison has an outer layer and an inner layer made of a material having a lower Shore D hardness than the outer layer, and has a protruding region and a non-protruding region, and in a cross section perpendicular to the longitudinal axis, the inner layer has a thin portion in the non-protruding region and a thick portion in the protruding region.
- the top side of the protruding region of the part corresponding to the proximal sleeve portion and/or the distal sleeve portion of the parison is cut along the longitudinal axis, or the top side of the protruding portion of the proximal sleeve portion and/or the distal sleeve portion after molding into a balloon is cut along the longitudinal axis, thereby forming an exposed inner layer portion in the proximal sleeve portion and/or the distal sleeve portion, and a "2.
- Balloon catheter can be produced that includes a "1. Balloon for balloon catheter” in which the exposed inner layer portion is sandwiched between the outer layers in the circumferential direction when viewed from the outside in the radial direction.
- Figure 10 shows a perspective view of a parison before stretching according to an embodiment of the present invention.
- Figure 11 shows a XI-XI cross-sectional view (without a middle thickness portion) of the parison shown in Figure 10
- Figure 12 shows a cross-sectional view perpendicular to the longitudinal axis of a parison mold used to manufacture the parison shown in Figure 11.
- Figure 13 shows a modified example of the XI-XI cross-sectional view (with a middle thickness portion)
- Figure 14 shows a cross-sectional view perpendicular to the longitudinal axis of a parison mold used to manufacture the parison shown in Figure 13.
- Figure 15 shows a cross-sectional view in the longitudinal axis direction of a mold used to stretch a parison in a manufacturing method according to an embodiment of the present invention.
- Figure 16 shows a XVI-XVI cross-sectional view of the mold shown in Figure 15, i.e., a cross-sectional view of the straight tube portion of the mold
- Figure 17 shows a XVII-XVII cross-sectional view of the mold shown in Figure 15, i.e., a cross-sectional view of the mold sleeve portion.
- Figure 18 shows a modified example of the XVII-XVII cross section.
- the parison 200 is made of resin and is a tubular member having an inner cavity 205.
- the parison 200 has a first end 201 and a second end 202, and extends in a longitudinal axis direction x2 from the first end 201 to the second end 202.
- the parison 200 has a radial direction y2 and a circumferential direction z2, similar to the balloon 2.
- the parison 200 has an outer layer 200b and an inner layer 200a made of a material having a lower Shore D hardness than the outer layer 200b.
- materials constituting the inner layer 200a and the outer layer 200b and their Shore D hardness please refer to the description of the resins constituting the inner layer 20a and the outer layer 20b in the section "1. Balloon for balloon catheter" and the description of their Shore D hardness.
- the parison 200 has a protruding region R1 including a protruding portion 208 that protrudes outward in the radial direction y2 and extends in the longitudinal direction x2, and a non-protruding region R2 other than the protruding region R1.
- the protruding portion 208 can be molded into the protruding portion 28 of the balloon 2
- the non-protruding region R2 can be molded into the balloon body portion 20 other than the protruding portion 28.
- the parison 200 can be stretched by blow molding the parison 200 or by biaxially stretching it.
- multiple protrusions 208 may be provided in the circumferential direction z2, or, although not shown, one protrusion 208 may be provided in the circumferential direction z2.
- the multiple protrusions 208 are spaced apart in the circumferential direction z2, and it is more preferable that they are arranged at equal intervals in the circumferential direction z2.
- the inner layer 200a has a thin portion 220 in the non-protruding region R2 and a thick portion 210 that is thicker than the thin portion 220 in the protruding region R1. Because the inner layer 200a has a thick portion 210 in the protruding region R1, the top side of the protruding portion 208 can be cut along the longitudinal axis direction x2 in the cutting process described below to form an exposed inner layer portion.
- Such a parison 200 can be manufactured, for example, by extrusion molding a resin using a parison mold 250 as shown in Fig. 12.
- the parison mold 250 has a first tubular member 251, a second tubular member 252, and a third tubular member 253, and it is preferable that the first tubular member 251 has a cylindrical shape so as to form the inner cavity 205 of the parison 200, the second tubular member 252 has a tubular shape with a protrusion so as to form the large thickness portion 210 and the small thickness portion 220 of the inner layer 200a, and the third tubular member 253 has a tubular shape with a protrusion so as to form the protrusion 208.
- the material constituting the parison mold 250 is preferably a metal, and more preferably iron, copper, aluminum, or an alloy of these.
- an iron alloy may be stainless steel
- an copper alloy may be brass
- an aluminum alloy may be duralumin.
- the parison mold 250 is preferably made of stainless steel.
- the parison 200 may have a configuration as shown in FIG. 13. That is, in a cross section perpendicular to the longitudinal axis direction x2, the inner layer 200a may have a medium thickness portion 230 in the non-protruding region R2 that is thicker than the small thickness portion 220 and thinner than the large thickness portion 210, and the small thickness portion 220 may be located between the large thickness portion 210 and the medium thickness portion 230 in the circumferential direction z2.
- the parison 200 as shown in FIG. 13 can be manufactured by extruding resin using a parison mold 250 as shown in FIG. 14.
- the parison mold 250 shown in FIG. 14 preferably has a cylindrical shape with a protruding portion in the portion forming the protruding region R1 and a low protruding portion having a lower height than the protruding portion in the portion forming the non-protruding region R2 so that the second cylindrical member 252 can form the large thickness portion 210, the small thickness portion 220, and the medium thickness portion 230 of the inner layer 200a.
- a balloon 2 having a proximal sleeve portion 21, a proximal tapered portion 22, a straight tube portion 23, a distal tapered portion 24, and a distal sleeve portion 25, and a protruding portion 28 is manufactured.
- a mold 300 as shown in FIG. 15 can be used.
- the mold 300 has a longitudinal axis direction x3, a radial direction y3, and a circumferential direction z3, and has an inner cavity 305 extending in the longitudinal axis direction x3 and into which the parison 200 is inserted. It is preferable that a portion of the parison 200 in the longitudinal axis direction x2 is placed in the inner cavity 305 of the mold 300.
- the mold 300 preferably has, in the longitudinal axis direction x3, a mold straight pipe section 300C that forms the straight pipe section of the balloon 2, two mold taper sections 300T arranged on both sides of the mold straight pipe section 300C that form the tapered section of the balloon 2, and two mold sleeve sections 300S arranged on the side farther from the mold straight pipe section 300C than the mold taper sections 300T that form the sleeve section of the balloon 2.
- the mold straight pipe section 300C forms the straight pipe section 23 of the balloon 2
- the mold taper sections 300T form the proximal side taper section 22 and the distal side taper section 24
- the mold sleeve sections 300S form the proximal side sleeve section 21 and the distal side sleeve section 25.
- the mold 300 may be made of one member or may be made of multiple members. As shown in FIG. 15, multiple mold members may be connected to each other in the longitudinal axis direction x3. For example, the mold straight tube section 300C, the mold taper section 300T, and the mold sleeve section 300S may each be different mold members, and these may be connected to each other in the longitudinal axis direction x3.
- the mold 300 may also be separable in the radial direction y. This makes it easier to insert the parison 200 into the inner cavity 305 of the mold 300. As shown in FIG. 15, each mold member may be joined by engaging adjacent mold members with each other, or, although not shown, adjacent mold members may be attached with magnets and joined by the attractive force of the magnets.
- the inner cavity 305 of the mold 300 is preferably formed of a groove portion 310 recessed outward in the radial direction y3 and extending in the longitudinal axis direction x3, and a cylindrical wall portion 320 other than the groove portion 310.
- a plurality of groove portions 310 may be provided in the circumferential direction z3, or, although not shown, one groove portion 310 may be provided in the circumferential direction z3.
- the groove portions 310 are preferably spaced apart in the circumferential direction z3, and more preferably arranged at equal intervals in the circumferential direction z3.
- the groove 310 is preferably provided in the mold straight pipe section 300C, and may be provided in the mold taper section 300T or mold sleeve section 300S.
- a protrusion 28 can be formed in the straight pipe section 23 of the balloon 2, and the efficiency of cutting the narrowed part by the balloon 2 can be improved.
- the depth of the groove 310 provided in the mold taper section 300T or mold sleeve section 300S may be shallower than or equal to the depth of the groove 310 provided in the mold straight pipe section 300C, and can be appropriately selected depending on the order of performing the cutting process described below.
- the material constituting the mold 300 is preferably a metal, and more preferably iron, copper, aluminum, or an alloy of these.
- an iron alloy may be stainless steel
- an copper alloy may be brass
- an aluminum alloy may be duralumin.
- the parison mold 300 is preferably made of stainless steel.
- the top side of the protruding portion 28 of the proximal sleeve portion 21 and/or the distal sleeve portion 25 is cut along the longitudinal axis direction x1 to form the exposed inner layer portion 20A.
- the cutting step may be performed after the parison 200 is stretched to form the balloon 2. At this time, only the outer layer 20b of the protruding portion 28 may be cut, or a part of the inner layer 20a may be cut together with the outer layer 20b of the protruding portion 28.
- the top side of the protruding portion 208 of the parison 200 corresponding to the proximal sleeve portion 21 and/or the distal sleeve portion 25 may be cut along the longitudinal axis direction x2, and the parison 200 in this state may be stretched to form a balloon 2 in which the top side of the protruding portion 28 of the proximal sleeve portion 21 and/or the distal sleeve portion 25 has been cut off.
- only the outer layer 200b of the protruding portion 208 may be removed, or a part of the inner layer 200a may be removed together with the outer layer 200b of the protruding portion 208.
- proximal sleeve portion 21 and/or the distal sleeve portion 25 to have an inner layer exposed portion 20A where the outer layer 20b is not present, and the balloon 2 can be manufactured so that the inner layer exposed portion 20A is sandwiched between the outer layers 20b in the circumferential direction z1 when viewed from the outside in the radial direction y1.
- the height of the protruding portion 28 of the proximal sleeve portion 21 and/or the distal sleeve portion 25 can be reduced by the cutting process, so that the depth of the groove portion 310 in the mold sleeve portion 300S of the mold 300 when molding the balloon 2 may be equal to the depth of the groove portion of the mold straight tube portion 300C, as shown in FIG. 17.
- the portion of the protrusion 208 whose height has been reduced by the cutting process is formed in the proximal sleeve portion 21 and/or the distal sleeve portion 25, so that, as shown in FIG. 18, the depth of the groove portion 310 in the mold sleeve portion 300S of the mold 300 when molding the balloon 2 may be shallower than the depth of the groove portion in the mold straight tube portion 300C.
- the manufacturing method according to an embodiment of the present invention may further include a step of cutting the top side of the protruding portion 28 of the proximal taper portion 22 and/or the distal taper portion 24 along the longitudinal axis direction x1 to form the exposed inner layer portion 20A.
- this cutting step of the taper portion may be performed after the parison 200 is stretched and formed into the balloon 2, or may be performed at the parison 200 stage.
- the height of the protruding portion 28 of the proximal tapered portion 22 and/or the distal tapered portion 24 can be reduced by the cutting process, so the depth of the groove portion 310 in the mold taper portion 300T of the mold 300 when molding the balloon 2 may be equal to the depth of the groove portion in the mold straight tube portion 300C.
- the portion of the protrusion 208 whose height has been reduced by the cutting process is formed in the proximal tapered portion 22 and/or the distal tapered portion 24, so the depth of the groove portion 310 in the mold taper portion 300T of the mold 300 when molding the balloon 2 may be shallower than the depth of the groove portion in the mold straight tube portion 300C.
- Balloon catheter 2 Balloon for balloon catheter 5: Hub 6: Fluid injection section 20: Balloon body section 20A: Inner layer exposed section 20a: Inner layer 20b: Outer layer 21: Proximal sleeve section 22: Proximal taper section 23: Straight tube section 24: Distal taper section 25: Distal sleeve section 28: Protruding section 28L: Low protruding section region 28t: Apex section 30: Shaft 31: Distal shaft 32: Proximal shaft 50: Guidewire port 60: Inner shaft 70: Tip member 80: Marker 200: Parison 200a: Inner layer of parison 200b: outer layer of parison 201: first end of parison 202: second end of parison 205: inner cavity of parison 208: protruding portion of parison 210: large thickness portion 220: small thickness portion 230: medium thickness portion 250: mold for parison 251: first cylindrical member 252: second cylindrical member 253: third cylindrical member 300: mold 300: mold
Landscapes
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Heart & Thoracic Surgery (AREA)
- Engineering & Computer Science (AREA)
- Biophysics (AREA)
- Pulmonology (AREA)
- Child & Adolescent Psychology (AREA)
- Anesthesiology (AREA)
- Biomedical Technology (AREA)
- Hematology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Media Introduction/Drainage Providing Device (AREA)
Abstract
L'invention concerne un ballonnet pour un cathéter à ballonnet, qui est moins susceptible d'endommager les parois luminales lorsque le ballonnet est inséré dans la lumière d'un vaisseau sanguin ou d'un autre vaisseau et permet d'améliorer l'aptitude à l'insertion de la lumière et l'efficacité d'incision de la sténose. Ce ballonnet pour un cathéter à ballonnet comprend des couches externes (20b) et une couche interne (20a) ayant une dureté Shore D inférieure à celle des couches externes (20b) et comprend en outre une partie en saillie (28) faisant saillie vers l'extérieur dans la direction radiale (y1) et s'étendant dans la direction axiale longitudinale (x1). La partie en saillie (28) dans une section de manchon proximale et/ou la section de manchon distale (25) a une partie d'exposition de couche interne (20A) où la couche externe (20b) n'est pas présente. Vue depuis l'extérieur dans la direction radiale (y1), la partie d'exposition de couche interne (20A) est située entre les couches externes (20b) dans la direction circonférentielle (z1).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022183539 | 2022-11-16 | ||
| JP2022-183539 | 2022-11-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024106176A1 true WO2024106176A1 (fr) | 2024-05-23 |
Family
ID=91084328
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/038878 WO2024106176A1 (fr) | 2022-11-16 | 2023-10-27 | Ballonnet pour cathéter à ballonnet, cathéter à ballonnet équipé de celui-ci et procédé de fabrication de cathéter à ballonnet |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024106176A1 (fr) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005517474A (ja) * | 2002-02-14 | 2005-06-16 | アヴェンテック ヴァスキュラー コーポレイション | 病巣部に長手方向軸線方向チャネルを設けるためのバルーンカテーテルおよびその方法 |
| US20080300610A1 (en) * | 2007-05-31 | 2008-12-04 | Cook Incorporated | Device for treating hardened lesions and method of use thereof |
| WO2017204042A1 (fr) * | 2016-05-26 | 2017-11-30 | 株式会社グッドマン | Cathéter à ballonnet et procédé de fabrication de corps de ballonnet |
| JP2021053005A (ja) * | 2019-09-30 | 2021-04-08 | テルモ株式会社 | バルーンカテーテル、およびバルーンの製造方法 |
| WO2021125103A1 (fr) * | 2019-12-20 | 2021-06-24 | 株式会社カネカ | Cathéter à ballonnet |
| WO2022102766A1 (fr) * | 2020-11-16 | 2022-05-19 | 株式会社カネカ | Ballonnet pour cathéter à ballonnet |
-
2023
- 2023-10-27 WO PCT/JP2023/038878 patent/WO2024106176A1/fr unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005517474A (ja) * | 2002-02-14 | 2005-06-16 | アヴェンテック ヴァスキュラー コーポレイション | 病巣部に長手方向軸線方向チャネルを設けるためのバルーンカテーテルおよびその方法 |
| US20080300610A1 (en) * | 2007-05-31 | 2008-12-04 | Cook Incorporated | Device for treating hardened lesions and method of use thereof |
| WO2017204042A1 (fr) * | 2016-05-26 | 2017-11-30 | 株式会社グッドマン | Cathéter à ballonnet et procédé de fabrication de corps de ballonnet |
| JP2021053005A (ja) * | 2019-09-30 | 2021-04-08 | テルモ株式会社 | バルーンカテーテル、およびバルーンの製造方法 |
| WO2021125103A1 (fr) * | 2019-12-20 | 2021-06-24 | 株式会社カネカ | Cathéter à ballonnet |
| WO2022102766A1 (fr) * | 2020-11-16 | 2022-05-19 | 株式会社カネカ | Ballonnet pour cathéter à ballonnet |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4319541B2 (ja) | 適合性を有するバルーン | |
| WO2020250611A1 (fr) | Ballonnet pour cathéter à ballonnet et procédé de fabrication de cathéter à ballonnet | |
| WO2020195697A1 (fr) | Cathéter à ballonnet | |
| WO2021125103A1 (fr) | Cathéter à ballonnet | |
| WO2020195170A1 (fr) | Cathéter à ballonnet | |
| WO2024106176A1 (fr) | Ballonnet pour cathéter à ballonnet, cathéter à ballonnet équipé de celui-ci et procédé de fabrication de cathéter à ballonnet | |
| JP2020062062A (ja) | 医療用長尺体 | |
| WO2024106402A1 (fr) | Ballonnet de cathéter à ballonnet, cathéter à ballonnet équipé de celui-ci, et procédé de fabrication de cathéter à ballonnet | |
| JP2024140203A (ja) | バルーンカテーテル用バルーン及びそれを備えるバルーンカテーテル、並びにバルーンカテーテルの製造方法 | |
| JP2024140204A (ja) | バルーンカテーテル用バルーン及びそれを備えるバルーンカテーテル、並びにバルーンカテーテルの製造方法 | |
| JP2024072606A (ja) | バルーンカテーテル用バルーン及びそれを備えるバルーンカテーテル、並びにバルーンカテーテルの製造方法 | |
| JP7100666B2 (ja) | バルーンカテーテルおよびその製造方法 | |
| JP2024072607A (ja) | バルーンカテーテル用バルーン及びそれを備えるバルーンカテーテル、並びにバルーンカテーテルの製造方法 | |
| WO2024042978A1 (fr) | Ballonnet pour cathéter à ballonnet et cathéter à ballonnet pourvu de celui-ci | |
| US20220161007A1 (en) | Method for producing balloon catheter | |
| WO2023079906A1 (fr) | Ballonnet pour cathéter à ballonnet | |
| WO2024042977A1 (fr) | Ballonnet d'utilisation de cathéter à ballonnet, et cathéter à ballonnet le comprenant | |
| WO2023085112A1 (fr) | Cathéter à ballonnet | |
| WO2023080063A1 (fr) | Ballonnet pour cathéter à ballonnet | |
| WO2024106399A1 (fr) | Ballonnet de cathéter à ballonnet et cathéter à ballonnet le comprenant | |
| WO2024214553A1 (fr) | Ballonnet pour cathéter à ballonnet, et cathéter à ballonnet | |
| WO2024106400A1 (fr) | Ballonnet de cathéter à ballonnet et cathéter à ballonnet pourvu de celui-ci | |
| WO2024029272A1 (fr) | Ballonnet de cathéter à ballonnet, cathéter à ballonnet équipé de celui-ci, et procédé de fabrication de cathéter à ballonnet | |
| WO2024106084A1 (fr) | Ballonnet pour cathéter à ballonnet et cathéter à ballonnet | |
| WO2024106083A1 (fr) | Ballonnet pour cathéter à ballonnet, et cathéter à ballonnet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23891330 Country of ref document: EP Kind code of ref document: A1 |