WO2024090257A1 - Multifilament et son procédé de production - Google Patents
Multifilament et son procédé de production Download PDFInfo
- Publication number
- WO2024090257A1 WO2024090257A1 PCT/JP2023/037324 JP2023037324W WO2024090257A1 WO 2024090257 A1 WO2024090257 A1 WO 2024090257A1 JP 2023037324 W JP2023037324 W JP 2023037324W WO 2024090257 A1 WO2024090257 A1 WO 2024090257A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- yarns
- multifilament
- gas
- raw
- poly
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 35
- 229920005989 resin Polymers 0.000 claims abstract description 81
- 239000011347 resin Substances 0.000 claims abstract description 81
- 229920000739 poly(3-hydroxycarboxylic acid) polymer Polymers 0.000 claims abstract description 73
- 238000000034 method Methods 0.000 claims abstract description 59
- 239000000203 mixture Substances 0.000 claims abstract description 41
- 239000002994 raw material Substances 0.000 claims abstract description 40
- 230000004927 fusion Effects 0.000 claims abstract description 36
- 238000007664 blowing Methods 0.000 claims abstract description 23
- 238000002425 crystallisation Methods 0.000 claims abstract description 23
- 230000008025 crystallization Effects 0.000 claims abstract description 23
- 239000012768 molten material Substances 0.000 claims abstract description 17
- 238000002074 melt spinning Methods 0.000 claims abstract description 5
- 238000010438 heat treatment Methods 0.000 claims description 26
- 238000009987 spinning Methods 0.000 claims description 24
- -1 poly(3-hydroxybutyrate) Polymers 0.000 claims description 23
- 229920000070 poly-3-hydroxybutyrate Polymers 0.000 claims description 16
- 238000007599 discharging Methods 0.000 claims description 6
- 238000001816 cooling Methods 0.000 abstract description 5
- 230000002401 inhibitory effect Effects 0.000 abstract 2
- 239000007789 gas Substances 0.000 description 82
- 229920000642 polymer Polymers 0.000 description 30
- 238000004804 winding Methods 0.000 description 23
- 230000000052 comparative effect Effects 0.000 description 17
- 239000003484 crystal nucleating agent Substances 0.000 description 17
- 235000019592 roughness Nutrition 0.000 description 17
- 239000000047 product Substances 0.000 description 11
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 10
- 239000000314 lubricant Substances 0.000 description 10
- WHBMMWSBFZVSSR-UHFFFAOYSA-N R3HBA Natural products CC(O)CC(O)=O WHBMMWSBFZVSSR-UHFFFAOYSA-N 0.000 description 9
- 239000003921 oil Substances 0.000 description 8
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- 239000000470 constituent Substances 0.000 description 6
- 238000004898 kneading Methods 0.000 description 6
- 230000001737 promoting effect Effects 0.000 description 6
- WHBMMWSBFZVSSR-UHFFFAOYSA-M 3-hydroxybutyrate Chemical compound CC(O)CC([O-])=O WHBMMWSBFZVSSR-UHFFFAOYSA-M 0.000 description 5
- 239000000654 additive Substances 0.000 description 5
- 239000001569 carbon dioxide Substances 0.000 description 5
- 229910002092 carbon dioxide Inorganic materials 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Chemical class 0.000 description 5
- 239000008188 pellet Substances 0.000 description 5
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 239000000155 melt Substances 0.000 description 4
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 4
- 230000003746 surface roughness Effects 0.000 description 4
- 239000004753 textile Substances 0.000 description 4
- HPMGFDVTYHWBAG-UHFFFAOYSA-N 3-hydroxyhexanoic acid Chemical compound CCCC(O)CC(O)=O HPMGFDVTYHWBAG-UHFFFAOYSA-N 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 229920001661 Chitosan Polymers 0.000 description 3
- ORAWFNKFUWGRJG-UHFFFAOYSA-N Docosanamide Chemical compound CCCCCCCCCCCCCCCCCCCCCC(N)=O ORAWFNKFUWGRJG-UHFFFAOYSA-N 0.000 description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 description 3
- JUJWROOIHBZHMG-UHFFFAOYSA-N Pyridine Chemical group C1=CC=NC=C1 JUJWROOIHBZHMG-UHFFFAOYSA-N 0.000 description 3
- 239000003945 anionic surfactant Substances 0.000 description 3
- 229920000704 biodegradable plastic Polymers 0.000 description 3
- 229920002988 biodegradable polymer Polymers 0.000 description 3
- 239000004621 biodegradable polymer Substances 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 239000012295 chemical reaction liquid Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000000354 decomposition reaction Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- UAUDZVJPLUQNMU-KTKRTIGZSA-N erucamide Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-KTKRTIGZSA-N 0.000 description 3
- 238000005227 gel permeation chromatography Methods 0.000 description 3
- 229920001519 homopolymer Polymers 0.000 description 3
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 244000005700 microbiome Species 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000011342 resin composition Substances 0.000 description 3
- 229920002545 silicone oil Polymers 0.000 description 3
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical group C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229920002101 Chitin Polymers 0.000 description 2
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical class OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- NRCMAYZCPIVABH-UHFFFAOYSA-N Quinacridone Chemical compound N1C2=CC=CC=C2C(=O)C2=C1C=C1C(=O)C3=CC=CC=C3NC1=C2 NRCMAYZCPIVABH-UHFFFAOYSA-N 0.000 description 2
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 239000003480 eluent Substances 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 150000004665 fatty acids Chemical class 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 239000002736 nonionic surfactant Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000005014 poly(hydroxyalkanoate) Substances 0.000 description 2
- 229920000747 poly(lactic acid) Polymers 0.000 description 2
- 229920001610 polycaprolactone Polymers 0.000 description 2
- 239000004632 polycaprolactone Substances 0.000 description 2
- 229920000903 polyhydroxyalkanoate Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000006228 supernatant Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- HDUNAIVOFOKALD-RLCYQCIGSA-N (1s,2s)-1-[(4r)-2-(4-methylphenyl)-1,3-dioxolan-4-yl]-2-[(4s)-2-(4-methylphenyl)-1,3-dioxolan-4-yl]ethane-1,2-diol Chemical compound C1=CC(C)=CC=C1C1O[C@@H]([C@@H](O)[C@H](O)[C@H]2OC(OC2)C=2C=CC(C)=CC=2)CO1 HDUNAIVOFOKALD-RLCYQCIGSA-N 0.000 description 1
- ALKCLFLTXBBMMP-UHFFFAOYSA-N 3,7-dimethylocta-1,6-dien-3-yl hexanoate Chemical compound CCCCCC(=O)OC(C)(C=C)CCC=C(C)C ALKCLFLTXBBMMP-UHFFFAOYSA-N 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-KVTDHHQDSA-N D-Mannitol Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-KVTDHHQDSA-N 0.000 description 1
- HEBKCHPVOIAQTA-QWWZWVQMSA-N D-arabinitol Chemical compound OC[C@@H](O)C(O)[C@H](O)CO HEBKCHPVOIAQTA-QWWZWVQMSA-N 0.000 description 1
- XTJFFFGAUHQWII-UHFFFAOYSA-N Dibutyl adipate Chemical compound CCCCOC(=O)CCCCC(=O)OCCCC XTJFFFGAUHQWII-UHFFFAOYSA-N 0.000 description 1
- ZAFNJMIOTHYJRJ-UHFFFAOYSA-N Diisopropyl ether Chemical compound CC(C)OC(C)C ZAFNJMIOTHYJRJ-UHFFFAOYSA-N 0.000 description 1
- UDSFAEKRVUSQDD-UHFFFAOYSA-N Dimethyl adipate Chemical compound COC(=O)CCCCC(=O)OC UDSFAEKRVUSQDD-UHFFFAOYSA-N 0.000 description 1
- 239000004386 Erythritol Substances 0.000 description 1
- UNXHWFMMPAWVPI-UHFFFAOYSA-N Erythritol Natural products OCC(O)C(O)CO UNXHWFMMPAWVPI-UHFFFAOYSA-N 0.000 description 1
- 235000000177 Indigofera tinctoria Nutrition 0.000 description 1
- 229930195725 Mannitol Natural products 0.000 description 1
- 239000004368 Modified starch Substances 0.000 description 1
- 229920000881 Modified starch Polymers 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 229920000954 Polyglycolide Polymers 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 229920003232 aliphatic polyester Polymers 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000008346 aqueous phase Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 238000003965 capillary gas chromatography Methods 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000002361 compost Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 150000001923 cyclic compounds Chemical class 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 229940100539 dibutyl adipate Drugs 0.000 description 1
- VUTVQPHOXHSGOQ-UHFFFAOYSA-N dibutyl selenite Chemical compound [Se](=O)(OCCCC)OCCCC VUTVQPHOXHSGOQ-UHFFFAOYSA-N 0.000 description 1
- 150000001990 dicarboxylic acid derivatives Chemical class 0.000 description 1
- 238000010036 direct spinning Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- ILRSCQWREDREME-UHFFFAOYSA-N dodecanamide Chemical compound CCCCCCCCCCCC(N)=O ILRSCQWREDREME-UHFFFAOYSA-N 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- UNXHWFMMPAWVPI-ZXZARUISSA-N erythritol Chemical compound OC[C@H](O)[C@H](O)CO UNXHWFMMPAWVPI-ZXZARUISSA-N 0.000 description 1
- 235000019414 erythritol Nutrition 0.000 description 1
- 229940009714 erythritol Drugs 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- FBPFZTCFMRRESA-GUCUJZIJSA-N galactitol Chemical compound OC[C@H](O)[C@@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-GUCUJZIJSA-N 0.000 description 1
- 238000004128 high performance liquid chromatography Methods 0.000 description 1
- 238000003898 horticulture Methods 0.000 description 1
- 125000002883 imidazolyl group Chemical group 0.000 description 1
- 229940097275 indigo Drugs 0.000 description 1
- COHYTHOBJLSHDF-UHFFFAOYSA-N indigo powder Natural products N1C2=CC=CC=C2C(=O)C1=C1C(=O)C2=CC=CC=C2N1 COHYTHOBJLSHDF-UHFFFAOYSA-N 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000000594 mannitol Substances 0.000 description 1
- 235000010355 mannitol Nutrition 0.000 description 1
- HEBKCHPVOIAQTA-UHFFFAOYSA-N meso ribitol Natural products OCC(O)C(O)C(O)CO HEBKCHPVOIAQTA-UHFFFAOYSA-N 0.000 description 1
- 229910001463 metal phosphate Inorganic materials 0.000 description 1
- 150000004702 methyl esters Chemical class 0.000 description 1
- 239000002480 mineral oil Substances 0.000 description 1
- 235000019426 modified starch Nutrition 0.000 description 1
- QEALYLRSRQDCRA-UHFFFAOYSA-N myristamide Chemical compound CCCCCCCCCCCCCC(N)=O QEALYLRSRQDCRA-UHFFFAOYSA-N 0.000 description 1
- 229930014626 natural product Natural products 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 1
- 239000012766 organic filler Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 235000019809 paraffin wax Nutrition 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 235000019271 petrolatum Nutrition 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000013502 plastic waste Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001020 poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) Polymers 0.000 description 1
- 229920000520 poly(3-hydroxybutyrate-co-3-hydroxyvalerate) Polymers 0.000 description 1
- 229920001013 poly(3-hydroxybutyrate-co-4-hydroxybutyrate) Polymers 0.000 description 1
- 239000004629 polybutylene adipate terephthalate Substances 0.000 description 1
- 229920002961 polybutylene succinate Polymers 0.000 description 1
- 239000004631 polybutylene succinate Substances 0.000 description 1
- 229920009537 polybutylene succinate adipate Polymers 0.000 description 1
- 239000004630 polybutylene succinate adipate Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 239000004633 polyglycolic acid Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- UMJSCPRVCHMLSP-UHFFFAOYSA-N pyridine Natural products COC1=CC=CN=C1 UMJSCPRVCHMLSP-UHFFFAOYSA-N 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000007151 ring opening polymerisation reaction Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000013535 sea water Substances 0.000 description 1
- 239000010802 sludge Substances 0.000 description 1
- 150000003384 small molecules Chemical class 0.000 description 1
- 235000017557 sodium bicarbonate Nutrition 0.000 description 1
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000010421 standard material Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/088—Cooling filaments, threads or the like, leaving the spinnerettes
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/62—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/78—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolycondensation products
- D01F6/84—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolycondensation products from copolyesters
Definitions
- the present invention relates to a multifilament and its manufacturing method.
- the carbon dioxide released when these biodegradable plastics made from plant-derived raw materials are burned is the same carbon dioxide that was originally in the air, so there is no increase in the amount of carbon dioxide in the atmosphere. This is called carbon neutral, and is considered important under the Kyoto Protocol, which set targets for reducing carbon dioxide emissions, and active use of these plastics is desired.
- biodegradable plastics that are produced by microorganisms using plant-derived raw materials as a carbon source.
- Patent Documents 1 to 3 disclose methods for producing a multifilament having a plurality of single yarns. Furthermore, Patent Document 1 discloses that a multifilament having a plurality of single yarns containing polyhydroxyalkanoate is obtained by a melt extrusion method. Specifically, the manufacturing method described in Patent Document 1 includes a step (A) of obtaining four raw yarns by heating and melting a raw material composition and discharging the molten raw material composition from four discharge holes, and a step (B) of obtaining the multifilament by drawing the four raw yarns.
- the average fineness of the single yarns in a multifilament is small.
- the present inventors have found that when attempting to produce a multifilament having a small average single yarn fineness, the raw yarns may break, making it impossible to produce a multifilament, or the single yarns may fuse together.
- the first object of the present invention is to provide a method for producing a multifilament that can suppress breakage of the raw yarn and suppress fusion between the single yarns, despite the small average fineness of the single yarns.
- the second object of the present invention is to provide a multifilament that has a small average fineness of the single yarns and suppresses fusion between the single yarns.
- the first aspect of the present invention is a method for producing a multifilament, comprising the steps of: obtaining a multifilament having a plurality of single yarns by a melt spinning method using a spinning nozzle having a plurality of discharge holes; a step (A) of obtaining a molten material by heating a raw material composition to melt it, and discharging the molten material from the discharge hole to obtain a plurality of raw yarns in a molten state; and (B) blowing gas onto the plurality of raw yarns,
- the raw material composition contains a poly(3-hydroxyalkanoate) resin
- the step (B) includes a step (B1) of blowing a first gas onto the plurality of raw yarns in a molten state to cool the plurality of raw yarns, and a step (B2) of blowing a second gas onto the plurality of raw yarns cooled in the step (B1),
- the temperature of the first gas is set to (Tc-45°C)
- the second aspect of the present invention is a multifilament having a plurality of single yarns,
- the single yarn contains a poly(3-hydroxyalkanoate)-based resin,
- the average fineness of the single yarn is 15 dtex or less
- the present invention relates to a multifilament having a fusion rate of the single yarn of 10% or less.
- breakage of the raw yarn can be suppressed and fusion of the single yarns to each other can be suppressed, even though the average fineness of the single yarns is small.
- a multifilament can be provided in which the average value of the single yarn fineness is small and fusion between the single yarns is suppressed.
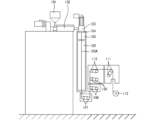
- FIG. 2 is a schematic diagram of an apparatus used in step (A) and step (B) of the first embodiment.
- FIG. 2 is a schematic diagram of an apparatus used in step (C) of the first embodiment.
- FIG. 11 is a schematic diagram of an apparatus used in a second embodiment.
- the method for producing a multifilament according to the present embodiment is a method for obtaining a multifilament having a plurality of single yarns by a melt spinning method using a spinning nozzle having a plurality of discharge holes.
- the method for producing a multifilament according to the present embodiment includes a step (A) of obtaining a molten material by heating and melting a raw material composition, and discharging the molten material from the discharge hole to obtain a plurality of raw yarns in a molten state, and a step (B) of blowing a gas onto the plurality of raw yarns.
- the raw material composition contains a poly(3-hydroxyalkanoate) resin.
- the step (B) includes a step (B1) of cooling the plurality of raw yarns by blowing a first gas onto the plurality of raw yarns in a molten state, and a step (B2) of blowing a second gas onto the plurality of raw yarns cooled in the step (B1).
- the temperature of the first gas is set to (Tc-45° C.) to (Tc-30° C.), where Tc is the crystallization temperature of the poly(3-hydroxyalkanoate) resin.
- the temperature of the second gas is set to be higher than the temperature of the first gas, and is set to be in the range of (Tc-30° C.) to (Tc-10° C.).
- the average fineness of the single yarn is 15 dtex or less.
- the yarn By setting the temperature of the first gas to (Tc-30° C.) or lower, breakage of the raw yarn can be suppressed.
- the temperature of the first gas By setting the temperature of the first gas to (Tc-30°C) or lower, the yarn is sufficiently cooled. This is believed to shorten the time during which the yarn is in a molten state, making the yarn less likely to break.
- the yarn has excellent flexibility (the elongation viscosity of the yarn is low), making it less likely to break when taken up by the take-up roll described below.
- the temperature of the first gas by setting the temperature of the first gas to be equal to or higher than (Tc-45° C.), fusion between the single yarns can be suppressed. It is believed that by setting the temperature of the first gas to (Tc-45°C) or higher, the poly(3-hydroxyalkanoate) resin constituting the raw yarn is easily crystallized, and fusion between the raw yarns is suppressed, and as a result, fusion between the single yarns is suppressed.
- the temperature of the second gas to (Tc-10° C.) or lower
- breakage of the raw yarn can be suppressed.
- the temperature of the first gas to (Tc-10°C) or lower
- excessive crystallization of the poly(3-hydroxyalkanoate) resin constituting the raw yarn can be suppressed.
- the raw yarn has excellent flexibility (low elongation viscosity of the raw yarn) and is less likely to break when taken up by the take-up roll described below.
- the temperature of the second gas by setting the temperature of the second gas to be equal to or higher than (Tc-30° C.), fusion between the single yarns can be suppressed. It is believed that by setting the temperature of the second gas to (Tc-30°C) or higher, the poly(3-hydroxyalkanoate) resin constituting the raw yarn is easily crystallized, and fusion between the raw yarns is suppressed, and as a result, fusion between the single yarns is suppressed.
- the method for producing the multifilament according to this embodiment further includes, after step (B), step (C) of obtaining the multifilament by drawing the multiple raw yarns.
- the raw material composition contains a polymer component and an additive.
- the polymer component includes a poly(3-hydroxyalkanoate)-based resin.
- the polymer component may contain other polymers in addition to the poly(3-hydroxyalkanoate) resin.
- the poly(3-hydroxyalkanoate) resin is a polyester having 3-hydroxyalkanoic acid as a monomer. That is, the poly(3-hydroxyalkanoate) resin is a resin containing 3-hydroxyalkanoic acid as a constituent unit.
- the poly(3-hydroxyalkanoate) resin is a biodegradable polymer.
- biodegradability refers to the property of being decomposed into low molecular weight compounds by microorganisms in nature.
- the presence or absence of biodegradability can be determined based on tests suitable for each environment, such as ISO 14855 (compost) and ISO 14851 (activated sludge) under aerobic conditions, and ISO 14853 (aqueous phase) and ISO 15985 (solid phase) under anaerobic conditions.
- the decomposition ability of microorganisms in seawater can be evaluated by measuring the biochemical oxygen demand.
- the poly(3-hydroxyalkanoate) resin includes a homopolymer and/or a copolymer.
- the poly(3-hydroxyalkanoate) resin preferably contains a structural unit represented by the following formula (1).
- [-CHR-CH 2 -CO-O-] (1) (In the formula (1), R represents an alkyl group represented by C p H 2p+1 , and p represents an integer of 1 to 15.)
- the poly(3-hydroxyalkanoate) resin is preferably a resin containing 3-hydroxybutyrate as a constituent unit (poly(3-hydroxybutyrate) resin).
- the poly(3-hydroxybutyrate) resin includes a homopolymer and/or a copolymer.
- poly(3-hydroxyalkanoate) resins containing 3-hydroxybutyrate as a constituent unit examples include P3HB, P3HB3HH, P3HB3HV, P3HB4HB, poly(3-hydroxybutyrate-co-3-hydroxyoctanoate), poly(3-hydroxybutyrate-co-3-hydroxyoctadecanoate), and the like.
- P3HB means poly(3-hydroxybutyrate) which is a homopolymer.
- P3HB3HH means poly(3-hydroxybutyrate-co-3-hydroxyhexanoate).
- P3HB3HV means poly(3-hydroxybutyrate-co-3-hydroxyvalerate).
- P3HB4HB means poly(3-hydroxybutyrate-co-4-hydroxybutyrate).
- P3HB has the function of promoting the crystallization of P3HB itself and poly(3-hydroxyalkanoate)-based resins other than P3HB, it is preferable that the poly(3-hydroxyalkanoate)-based resin contains P3HB.
- poly(3-hydroxyalkanoate) resin from the viewpoint of achieving both excellent biodegradability and moldability, P3HB, P3HB3HH, P3HB3HV, P3HB4HB, and the like are preferred, but there are no particular limitations.
- P3HB3HH is preferable from the viewpoint of increasing the strength of the multifilament according to this embodiment and improving the moldability.
- the poly(3-hydroxyalkanoate) resin contains 3-hydroxybutyrate as a constituent unit in an amount of preferably 80 mol % or more, more preferably 85.0 mol % to 99.5 mol %, and even more preferably 85.0 mol % to 97.0 mol %.
- the poly(3-hydroxyalkanoate) resin contains 80 mol % or more of 3-hydroxybutyrate as a constituent unit, the rigidity of the multifilament is increased.
- the poly(3-hydroxyalkanoate) resin contains 99.5 mol % or less of 3-hydroxybutyrate as a constituent unit, the multifilament has excellent flexibility.
- the content of 3-hydroxybutyrate units in poly(3-hydroxyalkanoate) resins can be determined by the method described in the examples below.
- the polymer component may contain only one type of the poly(3-hydroxyalkanoate) resin, or may contain two or more types of the poly(3-hydroxyalkanoate) resin.
- the poly(3-hydroxyalkanoate) resin contains a copolymer (such as P3HB3HH), it may contain two or more types of copolymers having different average composition ratios of structural units.
- the weight average molecular weight of the poly(3-hydroxyalkanoate) resin in the raw material composition is preferably 3.0 ⁇ 10 5 to 7.0 ⁇ 10 5 , more preferably 3.5 ⁇ 10 5 to 7.0 ⁇ 10 5 , even more preferably 4.0 ⁇ 10 5 to 7.0 ⁇ 10 5 , and most preferably 4.5 ⁇ 10 5 to 6.5 ⁇ 10 5 .
- the weight average molecular weight of the poly(3-hydroxyalkanoate) resin in the raw material composition is 3.0 ⁇ 10 or more, the weight average molecular weight of the poly(3-hydroxyalkanoate) resin in the single yarn can be easily increased, and as a result, the strength of the multifilament can be easily increased.
- the weight average molecular weight of the poly(3-hydroxyalkanoate) resin in the raw material composition is 7.0 ⁇ 10 5 or less, it becomes easy to mold the multifilament.
- the weight average molecular weight of the poly(3-hydroxyalkanoate) resin in the raw material composition means the weight average molecular weight of the poly(3-hydroxyalkanoate) resin in the raw material composition before it is melted by heating.
- the weight average molecular weight is measured from the polystyrene equivalent molecular weight distribution by gel permeation chromatography (GPC) using chloroform as an eluent.
- GPC gel permeation chromatography
- a column suitable for measuring the molecular weight may be used.
- the weight average molecular weight in this embodiment can be measured under the following conditions. Measuring device: Shimadzu 20A manufactured by Shimadzu Corporation Column: Shodex K-806M manufactured by Showa Denko Detector: RI detector Standard material: polystyrene Eluent: chloroform (HPLC grade) Flow rate: 1 mL / min Temperature: 40°C
- the other polymers are preferably biodegradable.
- biodegradable polymers examples include polycaprolactone, polylactic acid, polybutylene succinate, polybutylene succinate adipate, polybutylene adipate terephthalate, polyethylene succinate, polyvinyl alcohol, polyglycolic acid, unmodified starch, modified starch, cellulose acetate, chitosan, and poly(4-hydroxyalkanoate)-based resins.
- the polycaprolactone is a polymer obtained by ring-opening polymerization of ⁇ -caprolactone.
- the polymer component may contain one type of other polymer, or may contain two or more types of other polymers.
- the polymer component preferably contains 50% by weight or more, more preferably 80% by weight or more, and even more preferably 90% by weight or more of poly(3-hydroxyalkanoate) resin.
- the raw material composition contains a biodegradable polymer, so even if the multifilament is discarded in the environment, it is easily decomposed in the environment, thereby reducing the burden on the environment.
- the additives include, for example, crystal nucleating agents, lubricants, plasticizers, spinning oils, stabilizers (antioxidants, UV absorbers, etc.), colorants (dyes, pigments, etc.), inorganic fillers, organic fillers, antistatic agents, etc.
- the raw material composition preferably contains a crystal nucleating agent.
- the crystal nucleating agent is a compound that has the effect of promoting the crystallization of the poly(3-hydroxyalkanoate) resin, and has a melting point higher than that of the poly(3-hydroxyalkanoate) resin.
- crystal nucleating agent examples include inorganic substances (boron nitride, titanium oxide, talc, layered silicate, calcium carbonate, sodium chloride, metal phosphate, etc.); sugar alcohol compounds derived from natural products (pentaerythritol, erythritol, galactitol, mannitol, arabitol, etc.); polyvinyl alcohol; chitin; chitosan; polyethylene oxide; aliphatic carboxylates; aliphatic alcohols; aliphatic carboxylate esters; dicarboxylic acid derivatives (dimethyl adipate, dibutyl adipate, diisodecyl adipate, dibutyl selenite, etc.); Examples of such compounds include cyclic compounds having, in the molecule, C ⁇ O and a functional group selected from NH, S, and O (such as indigo, quinacridone, and quinacridone magenta); sorbitol derivatives,
- sugar alcohol compounds from the viewpoint of the effect of improving the crystallization rate of the poly(3-hydroxyalkanoate) resin and from the viewpoint of compatibility and affinity with the poly(3-hydroxyalkanoate) resin.
- sugar alcohol compounds polyvinyl alcohol, chitin, and chitosan are preferred.
- pentaerythritol is preferred.
- the crystal nucleating agent preferably has a crystal structure at room temperature (25° C.).
- the crystal nucleating agent has a crystalline structure at room temperature (25° C.), which has the advantage of further promoting the crystallization of the poly(3-hydroxyalkanoate) resin.
- the crystal nucleating agent having a crystal structure at room temperature (25° C.) is preferably in a powder form at room temperature (25° C.).
- the average particle size of the crystal nucleating agent in powder form at room temperature (25° C.) is preferably 10 ⁇ m or less.
- the content of the crystal nucleating agent in the raw material composition is preferably 0.05 parts by weight or more, more preferably 0.1 parts by weight or more, and even more preferably 0.5 parts by weight or more, relative to 100 parts by weight of the poly(3-hydroxyalkanoate)-based resin.
- the content of the crystal nucleating agent in the raw material composition be 0.05 parts by weight or more relative to 100 parts by weight of the poly(3-hydroxyalkanoate)-based resin, there is an advantage in that the crystallization of the poly(3-hydroxyalkanoate)-based resin can be further promoted.
- the content of the crystal nucleating agent in the raw material composition is preferably 10 parts by weight or less, more preferably 8 parts by weight or less, and even more preferably 5 parts by weight or less, relative to 100 parts by weight of the poly(3-hydroxyalkanoate)-based resin.
- the content of the crystal nucleating agent in the raw material composition be 10 parts by weight or less relative to 100 parts by weight of the poly(3-hydroxyalkanoate)-based resin, when producing a multifilament from the melt, the viscosity of the melt can be reduced, which has the advantage of facilitating the production of the multifilament.
- P3HB is a poly(3-hydroxyalkanoate) resin and can also function as a crystal nucleating agent. Therefore, when the raw material composition contains P3HB, the amount of P3HB is included in both the amount of the poly(3-hydroxyalkanoate) resin and the amount of the crystal nucleating agent.
- the raw material composition may contain a lubricant.
- a lubricant examples include lauric acid amide, myristic acid amide, stearic acid amide, behenic acid amide, and erucic acid amide.
- the content of the lubricant in the raw material composition is preferably 0.05 parts by weight or more, more preferably 0.1 parts by weight or more, and even more preferably 0.5 parts by weight or more, relative to 100 parts by weight of the poly(3-hydroxyalkanoate)-based resin.
- the content of the lubricant in the raw material composition be 0.05 parts by weight or more relative to 100 parts by weight of the poly(3-hydroxyalkanoate)-based resin, there is an advantage in that the lubricity of the single yarn is excellent.
- the content of the lubricant in the raw material composition is preferably 12 parts by weight or less, more preferably 10 parts by weight or less, further preferably 8 parts by weight or less, and most preferably 5 parts by weight or less, relative to 100 parts by weight of the poly(3-hydroxyalkanoate)-based resin.
- the content of the lubricant in the raw material composition be 12 parts by weight or less relative to 100 parts by weight of the poly(3-hydroxyalkanoate)-based resin, there is an advantage in that the lubricant can be inhibited from bleeding out onto the surface of the multifilament.
- Second drawing method sequential drawing method
- the method for producing a multifilament according to the first embodiment will be described with reference to Figs. 1 and 2, taking as an example a method for producing a multifilament by a successive drawing method (also referred to as a "second drawing method").
- multiple strands of the raw yarn are wound around a winding roll section, and the multiple strands of the raw yarn wound around the winding roll section are stretched.
- Step (A) In the step (A), first, materials are dry-blended to obtain a raw material composition, and the raw material composition is melt-kneaded in an extruder to obtain pellets. Then, as shown in FIG. 1, the pellets are charged into raw material charging section 101 . Next, the pellets fed from the raw material feed section 101 are heated and melted in a kneading extruder 102 to obtain a molten material that is a molten raw material composition.
- the kneading extruder 102 is a screw extruder.
- the kneading extruder 102 may be a single screw extruder or a twin screw extruder.
- a spinning nozzle 104 having a plurality of discharge holes is used to discharge the molten material obtained in the kneading extruder 102 from the plurality of discharge holes, thereby obtaining a plurality of molten raw yarns 100A.
- the flow rate of the molten material discharged from the multiple discharge holes of the spinning nozzle 104 is adjusted by a gear pump 103 .
- the temperature of the spinning nozzle 104 is, for example, 140 to 180°C.
- the spinning nozzle 104 has a plurality of discharge holes, preferably 30 or more, more preferably 30 to 10,000, and further preferably 30 to 5,000.
- the shape and size of each nozzle hole are selected according to the properties required for the multifilament (for example, appearance, fineness, strength, cross-sectional shape, etc.).
- the ejection holes have substantially the same shape and substantially the same area.
- the area of each discharge hole is preferably 1.0 ⁇ 10 ⁇ 3 to 20 mm 2 , and more preferably 5.0 ⁇ 10 ⁇ 3 to 10 mm 2 .
- the speed at which the molten material is discharged from the spinning nozzle 104 (hereinafter also referred to as the "spinning nozzle flow rate”) is preferably 0.02 m/min to 20 m/min, more preferably 0.05 m/min to 10 m/min, and even more preferably 0.1 m/min to 5.0 m/min.
- a spinning oil may be applied to the surface of each of the cooled raw yarns 100A from the standpoint of preventing adjacent single yarns from fusing together and preventing adjacent single yarns from separating due to static electricity.
- the spinning oil include cationic surfactants, anionic surfactants, nonionic surfactants, refined esterified oils, mineral oils, poly(oxyethylene) alkyl ethers, silicone oils, paraffin waxes, etc. These may be used alone or in combination of two or more.
- the spinning oil is preferably silicone oil.
- the spinning oil is preferably an anionic surfactant or a nonionic surfactant.
- a spinning oil containing silicone oil and an anionic surfactant for example, "Polymax FKY" manufactured by Marubishi Chemical Co., Ltd.
- Step (B) gas is blown onto the plurality of raw yarns 100A.
- gas examples include air, inert gases (nitrogen gas, argon gas, etc.), and water vapor.
- gas is blown onto the plurality of raw yarns 100A in a box.
- the spraying method include the circular method and the backside method.
- the back surface method is a method in which the gas is blown onto a plurality of yarns from one direction within a box when viewed in the longitudinal direction of the yarns (a cross-sectional view of the yarns perpendicular to the longitudinal direction of the yarns).
- the circular method uses a box having a cylindrical side wall, and blows gas into the cylindrical box in a spiral shape along the inner circumferential surface of the cylindrical side wall, thereby blowing the gas onto the multiple raw yarns.
- the flow direction of the raw yarns is approximately parallel to the virtual axis of the cylindrical side wall.
- the box may have a cylindrical punched metal on the inside of the cylindrical side wall, and may further have a cylindrical mesh (e.g., 80 mesh) on the inside of the cylindrical punched metal.
- the outer diameter of the cylindrical punched metal is smaller than the inner diameter of the cylindrical side wall.
- the outer diameter of the cylindrical mesh is smaller than the inner diameter of the cylindrical punched metal.
- the blowing method is preferably the circular method, which can blow gas relatively uniformly onto the plurality of raw yarns, thereby suppressing variation in the fineness of the raw yarns.
- step (B) it is preferable to discharge the gas that has come into contact with the raw yarn to the outside of the box in the direction of the flow of the raw yarn.
- a straightening plate, a straightening fin, an ejector, a Venturi tube, a transvector manufactured by Nigi Co., Ltd., etc. can be used.
- the process (B) includes a process (B1) of blowing a first gas onto the molten yarns 100A to cool the yarns, and a process (B2) of blowing a second gas onto the cooled yarns 100A.
- a first gas is blown onto the plurality of raw yarns 100A in a molten state in a first box 105, thereby cooling the plurality of raw yarns 100A.
- the temperature of the first gas is set to (Tc-45°C) to (Tc-30°C) (Tc: crystallization temperature of the poly(3-hydroxyalkanoate) resin), preferably (Tc-40°C) to (Tc-30°C), and more preferably (Tc-38°C) to (Tc-33°C).
- the crystallization temperature (Tc) of the poly(3-hydroxyalkanoate) resin can be measured in accordance with JIS K7121-1987 "Method for measuring transition temperature of plastics.” Specifically, a differential scanning calorimeter (e.g., DSC25 differential scanning calorimeter manufactured by TA Instruments) is used, and about 6.0 mg of a poly(3-hydroxyalkanoate) resin sample is filled into a measurement container, and the sample is heated and cooled between ⁇ 30° C. and 180° C. at a heating and cooling rate of 10° C./min under a nitrogen gas flow rate of 50 ml/min, and the temperature at the top of the exothermic peak during the second cooling is taken as the crystallization temperature. When there are two or more exothermic peaks, the peak top temperature of the exothermic peak having the largest peak area is taken as the crystallization temperature.
- a differential scanning calorimeter e.g., DSC25 differential scanning calorimeter manufactured by TA Instruments
- the gas temperature in steps (B1) and (B2) of this embodiment refers to the temperature of the gas when it comes into contact with the raw yarn 100A.
- the velocity of the first gas is preferably 0.1 to 1.0 m/s, more preferably 0.15 to 0.6 m/s, and even more preferably 0.17 to 0.3 m/s.
- the yarn 100A By setting the speed of the first gas to 0.1 m/s or more, the yarn 100A can be sufficiently cooled by the first gas. As a result, breakage of the yarn 100A can be further suppressed.
- the yarn 100A By setting the speed of the first gas to 1.0 m/s or less, the yarn 100A can be prevented from being swayed by the first gas. This can prevent the yarn 100A from being broken due to shaking. In addition, the yarns 100A can be prevented from colliding with each other and fusing together due to the shaking, and as a result, fusing between the single yarns can be further prevented.
- the distance between the discharge hole of the spinning nozzle 104 and the position where the gas comes into contact with the raw yarn 100A obtained by being discharged from the discharge hole in the step (B1) is determined by the required characteristics of the multifilament, but generally the shorter the distance the better.
- the circular method is preferred as the spraying method in step (B1) from the viewpoint of suppressing the variation in fineness of the raw yarn 100A.
- a second gas is blown onto the cooled raw yarns 100A in a second box 106.
- the temperature of the second gas is made higher than the temperature of the first gas.
- the temperature of the second gas is set to (Tc-30° C.) to (Tc-10° C.), preferably (Tc-27° C.) to (Tc-15° C.).
- the velocity of the second gas is preferably 0.005 to 1.5 m/s, more preferably 0.05 to 1.0 m/s, and even more preferably 0.10 to 0.5 m/s.
- the velocity of the second gas is 0.005 m/s or more
- fusion between the single yarns can be further suppressed. It is believed that by setting the speed of the second gas to 0.005 m/s or more, the poly(3-hydroxyalkanoate) resin constituting the raw yarn 100A is easily crystallized, thereby suppressing fusion between the raw yarns 100A, and as a result, suppressing fusion between the single yarns.
- the yarn 100A can be prevented from being swayed by the second gas. This can prevent the yarn 100A from being broken due to shaking.
- the yarns 100A can be prevented from colliding with each other and fusing together due to the shaking, and as a result, fusing between the single yarns can be further prevented.
- step (B2) it is preferable to warm the plurality of raw yarns 100A cooled in the step (B1) by blowing a second gas onto the plurality of raw yarns 100A.
- a second gas is blown onto the multiple raw yarns 100A cooled in the step (B1) to warm the multiple raw yarns 100A. This makes it easier to adjust the temperature of the multiple raw yarns 100A compared to the case where the multiple raw yarns 100A are cooled in the step (B2), and as a result, it becomes easier to moderately crystallize the multiple raw yarns 100A.
- the temperature of the second gas is made higher than the temperature of the first gas.
- the temperature of the second gas minus the temperature of the first gas is preferably 5 to 25°C, more preferably 7 to 23°C, and further preferably 9 to 20°C.
- the plurality of raw yarns 100A are taken up by a first take-up roll unit 107.
- the first take-off roll section 107 is configured with two rolls. Note that the first take-off roll section 107 may be configured with one roll, or may be configured with three or more rolls.
- the plurality of raw yarns 100A taken up by the first take-up roll unit 107 are wound up by a first winding roll unit 112.
- a first conveying roll unit 108, a second conveying roll unit 109, a third conveying roll unit 110, and a fourth conveying roll unit 111 are used to convey the multiple raw yarns 100A taken up by the first take-up roll unit 107 to the first winding roll unit 112.
- each transport roll section is configured with two rolls in FIG. 1, it may be configured with one roll or with three or more rolls.
- the stretching ratio in the step (B) is preferably 1.5 times or less, more preferably 1.2 times or less, and further preferably 1.05 times or less.
- the speed (m/min) of the take-up roll section used in step (B) is the length per unit time of the multiple raw yarns 100A taken up by the take-up roll section used in step (B) (in the first embodiment, the "first take-up roll section 107").
- the speed of the transport roll section is the length per unit time of the multiple raw yarns 100A transported by the transport roll section.
- the highest speed among the plurality of transport roll units is defined as the "speed of the transport roll unit.”
- the stretching ratio in step (B) will be 1.0.
- step (B) in FIG. 1 multiple strands of the raw yarn 100A are wound around the first winding roll unit 112.
- multiple strands of the raw yarn 100A may be stored in a storage container to obtain raw yarn without being wound around the first winding roll unit 112.
- Step (C) As shown in FIG. 2, in the step (C), a plurality of the raw yarns 100A are heated and stretched.
- a plurality of the raw yarns 100A are taken up from the first winding roll unit 112 by a second take-up roll unit 113.
- the plurality of raw yarns 100A taken up by the second take-up roll section 113 are drawn by a drawing roll section 114.
- the plurality of raw yarns 100A drawn in the drawing roll section 114 are wound around a second winding roll section 116 to obtain a multifilament.
- the raw yarns 100A drawn in the drawing roll section 114 may be transported while being heated in a heat treatment roll section 115.
- the second take-off roll section 113 is configured with two rolls. Note that the second take-off roll section 113 may be configured with one roll, or may be configured with three or more rolls.
- the plurality of raw yarns 100A are heated in the second take-up roll section 113.
- the temperature of the second take-up roll section 113 is preferably 15°C or higher and lower than 60°C, more preferably 15 to 55°C, and further preferably 15 to 30°C. In addition, when the temperature of the environment in which the step (C) is carried out is 15° C. or higher, the multiple raw yarns 100A do not need to be heated in the second take-up roll section 113.
- the stretching roll section 114 is composed of two rolls. Note that the stretching roll section 114 may be composed of one roll, or may be composed of three or more rolls.
- the plurality of raw yarns 100A may or may not be heated in the stretching roll section 114.
- the multiple raw yarns 100A are heated in the drawing roll section 114, thereby promoting crystallization of the polymer component contained in the multiple raw yarns 100A or improving the heat resistance of the polymer component.
- the temperature of the stretching roll section 114 is preferably 30 to 100°C, and more preferably 40 to 90°C.
- the heat treatment roll 115 is configured with two rolls.
- the heat treatment roll 115 may be configured with one roll, or may be configured with three or more rolls.
- the multiple raw yarns 100A are heated by the heat treatment roll 115, thereby promoting crystallization of the polymer component contained in the multiple raw yarns 100A or improving the heat resistance of the polymer component contained in the first single yarn.
- the temperature of the heat treatment roll 115 is preferably 60 to 110°C, and more preferably 80 to 100°C.
- the multiple raw yarns 100A are heated in the take-up roll section 113, the drawing roll section 114, and the heat treatment roll section 115.
- the multiple raw yarns 100A may be heated appropriately.
- a plurality of the raw yarns 100A may be heated in the raw yarn winding roll section 112.
- a plurality of the raw yarns 100A may be heated in the second winding roll section 116 to obtain a multifilament.
- the plurality of raw yarns 100A may be heated in all roll sections from the raw yarn winding roll section 112 to the second winding roll section 116.
- the plurality of raw yarns 100A may be heated only in some of all roll sections from the raw yarn winding roll section 112 to the second winding roll section 116, and the plurality of raw yarns 100A may not be heated in the other roll sections.
- the method of heating the polymer components of the multiple raw yarns 100A in step (C) of the first embodiment may be a method of heating the polymer components of the multiple raw yarns 100A by heating the rolls of the roll section.
- the roll section may have a container for accommodating rolls and a liquid (such as water) that is accommodated in the container together with the rolls, and the heating method may be a method for heating the liquid to heat the polymer component of the multiple raw yarns 100A.
- in-bath drawing may be performed.
- the heating method may be a method of heating the polymer components of the multiple raw yarns 100A by blowing heated gas (e.g., air, etc.) onto the roll section or near the roll section. These heating methods may also be used in combination.
- the stretching ratio in the step (C) is 1.5 times or more, preferably 1.7 times or more.
- the stretching ratio in the step (C) is, for example, 3.0 times or less.
- the relaxation rate calculated by the following formula is preferably 1 to 15%.
- Relaxation rate (%) ((speed of the drawing roll unit 114 ⁇ speed of a take-up roll unit (in the first embodiment, “second take-up roll unit 116”) that takes up the plurality of raw yarns drawn by the drawing roll unit)/speed of a take-up roll unit that takes up the plurality of raw yarns drawn by the drawing roll unit) ⁇ 100
- the speed (m/min) of the drawing roll section is the length of the multifilament to be drawn transported by the drawing roll section per unit time.
- only one stretching roll section is used, but multiple stretching roll sections may be used.
- the highest speed among the multiple stretching roll sections is defined as the "speed of the stretching roll section.”
- the speed (m/min) of the take-up roll section used in the step (C) is the length per unit time of the multifilament to be drawn transported by the take-up roll section.
- the speed (m/min) of the winding roll section which winds up the multiple raw yarns drawn by the drawing roll section is the length per unit time of the multiple raw yarns wound on the winding roll section.
- the method for producing a multifilament according to the second embodiment is a method for producing a multifilament by a spin draw method.
- the spin-draw method is a method in which a process from discharging a molten material from a plurality of nozzles to obtain a plurality of molten yarns to a process of drawing the plurality of yarns with a drawing roll section is carried out in a single process.
- the spin-draw method is also called the "SDY method” or the "direct spinning drawing method.”
- step (C) of the second embodiment as shown in FIG. 3, after the step (B2), a plurality of the raw yarns 100A are taken up by a take-up roll unit 207.
- the multiple raw yarns 100A taken up by the take-up roll section 207 are drawn in three drawing roll sections (a first drawing roll section 208, a second drawing roll section 209, and a third drawing roll section 210).
- the multiple yarns 100A drawn in the drawing roll section are wound in a winding roll section 212 to obtain a multifilament.
- the plurality of raw yarns drawn in the drawing roll section may be transported in a take-off roll section 211.
- the take-up roll section 207 is configured with two rolls, but it may be configured with one roll, or with three or more rolls.
- each of the stretching roll sections 208, 209, and 210 is configured with two rolls in FIG. 3, it may be configured with one roll or with three or more rolls.
- the temperature of each stretching roll section 208, 209, 210 is preferably 30 to 100°C, more preferably 40 to 90°C.
- the spinning draft number (NDR) is preferably 50 or more, more preferably 80 or more.
- the NDR is usually 5000 or less.
- NDR speed of the take-up roll section (first take-up roll section) that first takes up the yarn from the spinning nozzle (m/min) / spinning nozzle flow rate (m/min)
- the multifilament according to this embodiment has a plurality of single yarns.
- the single yarn contains a poly(3-hydroxyalkanoate) resin.
- the average fineness of the single yarn is 15 dtex or less.
- the fusion rate of the single yarn is 10% or less.
- the monofilament is formed from a resin composition.
- the resin composition contains a polymer component and an additive.
- the polymer component includes a poly(3-hydroxyalkanoate)-based resin.
- the polymer component may contain the above-mentioned other polymers in addition to the poly(3-hydroxyalkanoate) resin.
- the additives include those exemplified as additives for the raw material composition.
- the multifilament can be produced by the multifilament production method.
- the weight average molecular weight of the resin composition is preferably 2.0 ⁇ 10 5 to 6.0 ⁇ 10 5 , and more preferably 2.3 ⁇ 10 5 to 4.0 ⁇ 10 5 , from the viewpoint of excellent processability when processing the multifilament to obtain a processed product.
- the multifilament preferably has 30 or more single yarns, more preferably 30 to 300,000 single yarns, and even more preferably 50 to 300,000 single yarns.
- the average fineness of the single yarn is 15 dtex or less, which allows the multifilament to be used in various applications, for example as a material for producing spun yarn.
- the average fineness of the single yarn is preferably 0.5 dtex or more, and more preferably 1.0 dtex or more.
- the average fineness of the single yarn is preferably 10 dtex or less, and more preferably 7.0 dtex or less.
- the fusion rate of the single yarn is 10% or less, preferably 7% or less, more preferably 5% or less, and further preferably 3% or less.
- the fusion rate of the single yarn is 10% or less, preferably 7% or less, more preferably 5% or less, and further preferably 3% or less.
- the average fineness of the single yarn is 15 dtex or less, and the advantage of the thin single yarn is easily exhibited.
- the processability is excellent when processing the multifilament to obtain a processed product.
- the fusion rate of the single yarn be 10% or less, for example, when the multifilament is cut to produce staples, the staples can be produced with a high yield.
- the fusion rate of the single yarn is preferably as small as possible, and may be, for example, 0.00%.
- the maximum height roughness of the single yarn is preferably 0.10 to 0.50 ⁇ m, more preferably 0.12 to 0.42 ⁇ m, and even more preferably 0.15 to 0.40 ⁇ m.
- the maximum height roughness of the single yarn is 0.10 ⁇ m or more, which has the advantage that fusion between the single yarns is suppressed.
- the maximum height roughness of the single yarn is 0.50 ⁇ m or less, the single yarn is prevented from getting caught on a processing device, etc., when the multifilament is processed to obtain a processed product, and this has the advantage of excellent processability.
- the maximum height roughness of the single yarn can be determined by the method described in the examples below.
- the multifilament may be used in the form of a thread.
- the multifilament may be cut to obtain a staple having a length of 20 cm or less.
- the staple may be used in the form of a thread.
- a textile product (fibrous body) may be produced using the multifilament and/or staple.
- the textile product can be in various forms (eg, in the form of a nonwoven fabric, etc.).
- the multifilaments, staples, and fiber products can be suitably used for conventionally known applications.
- the multifilaments, staples, and textile products can be suitably used in fields such as agriculture (e.g., horticulture), fishing, forestry, the medical industry, and the food industry. Examples of the textile products include clothing, curtains, carpets, bags, shoes, wiping materials, sanitary products, automobile parts, building materials, and filtering materials (filters).
- a method for producing a multifilament comprising the steps of: obtaining a multifilament having a plurality of single yarns by a melt spinning method using a spinning nozzle having a plurality of discharge holes; a step (A) of obtaining a molten material by heating a raw material composition to melt it, and discharging the molten material from the discharge hole to obtain a plurality of raw yarns in a molten state; and (B) blowing gas onto the plurality of raw yarns,
- the raw material composition contains a poly(3-hydroxyalkanoate) resin
- the step (B) includes a step (B1) of blowing a first gas onto the plurality of raw yarns in a molten state to cool the plurality of raw yarns, and a step (B2) of blowing a second gas onto the plurality of raw yarns cooled in the step (B1),
- the temperature of the first gas is set to (Tc-45°C) to (Tc
- a multifilament having a plurality of single yarns The single yarn contains a poly(3-hydroxyalkanoate)-based resin, The average fineness of the single yarn is 15 dtex or less, The fusion rate of the single yarn is 10% or less.
- the present invention is not limited to the above-described embodiment.
- the present invention is also not limited to the above-described effects.
- the present invention can be modified in various ways without departing from the spirit of the present invention.
- Example 1 A multifilament was produced by the method of the first embodiment (sequential drawing method).
- Step (A) First, the following materials were dry-blended in the following ratio to obtain a raw material composition, which was then melt-kneaded at 150° C. in an extruder to obtain pellets.
- P3HA poly(3-hydroxyalkanoate) resin
- 3-hydroxybutyrate-co-3-hydroxyhexanoate) copolymer resin content of 3-hydroxybutyrate unit: 94.0 mol%, ratio of 3-hydroxyhexanoate: 6 mol%, crystallization temperature (Tc): 60°C, weight average molecular weight (Mw): 582,936)
- P3HB3HH 100 parts by mass Erucic acid amide (EA) as a lubricant having an amide bond: 0.5 parts by mass Behenic acid amide (BA) as a lubricant having an amide bond: 0.5 parts by mass Pentaerythritol (PETL) as a crystal nucleating agent (manufactured by Nippon Synthetic Chemical
- the crystallization temperature and weight average molecular weight of P3HA were measured using the method described above.
- the first reaction liquid was then cooled, and 1.5 g of sodium bicarbonate was gradually added to the cooled first reaction liquid to neutralize it, and the mixture was left to stand until the evolution of carbon dioxide gas ceased, thereby obtaining a second reaction liquid. Furthermore, the second reaction solution and 4 mL of diisopropyl ether were thoroughly mixed to obtain a mixture. The mixture was then centrifuged to obtain a supernatant. The monomer unit composition of the decomposition product in the supernatant was analyzed by capillary gas chromatography under the conditions described below to determine the content of 3-hydroxybutyrate units and the content of 3-hydroxyhexanoate (3HH) units in P3HA.
- the pellets were melted in a kneading extruder 102 (single-screw extruder, screw diameter: 25 mm) to obtain a melt.
- the molten material was then extruded from the spinning nozzle 104 (spinning temperature: 175° C., number of nozzle holes: 180, shape of nozzle hole: circular, diameter of nozzle hole: 0.5 mm) to obtain 180 original yarns 100A.
- the flow rate of the molten material was adjusted to 3.0 kg/h by the gear pump 103.
- Step (B) In step B1, the 180 molten yarns 100A were cooled by blowing a first gas (air) at 23.8° C. onto the molten 180 yarns 100A in the first box 105 at a speed of 0.22 m/s by a circular method.
- step B2 the 180 raw yarns 100A were warmed in the second box 106 by blowing a second gas (air) at 34.1° C. onto the 180 raw yarns 100A at a speed of 0.20 m/s by the back blowing method.
- step (B1) and step (B2) are shown in Table 1 below, including "the value (T2-T1) obtained by subtracting the temperature (T1) of the first gas from the temperature (T2) of the second gas,”"T1-Tc,” and "T2-Tc.”
- 180 strands of raw yarn 100A were taken up by the first take-up roll section 107 (560 m/min), and the 180 strands of raw yarn 100A passed through the first transport roll section 108 (560 m/min), the second transport roll section 109 (560 m/min, 70°C), the third transport roll section 110 (560 m/min), and the fourth transport roll section 111 (560 m/min) in that order, and then the 180 strands of raw yarn 100A were taken up by the first winding roll section (530 m/min) and stored at room temperature (5 to 35°C) for 18 hours.
- the NDR was 175, and the stretch ratio was 1.05.
- Step (C) 180 strands of raw yarn 100A were taken up from the first winding roll section 112 by the second take-up roll section 113 (55.5 m/min, 30° C.), drawn by the drawing roll section 114 (110 m/min, 90° C.), transported through the heat treatment roll section 115 (100 m/min, 100° C.), and taken up by the second winding roll section 116 (100 m/min) to obtain a multifilament.
- the stretching ratio was 2.0 times, and the relaxation rate was 10%.
- the take-up roll section and the transport roll section were each made up of two rolls with the same speed and temperature.
- Example 1 A multifilament was obtained in the same manner as in Example 1, except that the conditions of the steps (B-1) and (B-2) were changed as shown in Table 1 below.
- step (B-2) 180 raw yarns 100A were cooled, and an attempt was made to obtain a multifilament in the same manner as in Example 1, except that the conditions of steps (B-1) and (B-2) were changed as shown in Table 1 below. However, several raw yarns were broken between the discharge hole and the first take-up roll section 107. Therefore, it was not possible to obtain a multifilament.
- ⁇ Arithmetic mean roughness of single yarn and maximum height roughness of single yarn> For the multifilaments obtained in the Examples and Comparative Examples, the surface roughness of the single yarns in the multifilaments was measured in accordance with JIS B0601:2001, and the arithmetic mean roughness Ra of the single yarn and the maximum height roughness Rz of the single yarn were determined in accordance with JIS B0601:2001. In measuring the surface roughness of the single yarn, five or more single yarns were randomly taken out from the multifilament. The surface roughness of each single yarn was measured along the longitudinal direction of each single yarn, and the arithmetic mean roughness and the maximum height roughness of each single yarn were obtained.
- the calculated average value of the arithmetic mean roughnesses of each single yarn was defined as the arithmetic mean roughness Ra of the single yarn, and the calculated average value of the maximum height roughnesses of each single yarn was defined as the maximum height roughness Rz of the single yarn.
- a laser microscope, "VK-9500" manufactured by Keyence Corporation was used. The surface roughness was measured under the following conditions. Cutoff value: 0.08 mm Evaluation length: 80 ⁇ m
- the arithmetic mean roughness of a single yarn and the maximum height roughness of a single yarn are shown in Table 1 below.
- the fusion rate of the single yarn was smaller than that in Comparative Example 1 in which the temperature of the first gas in step (B1) was lower than (Tc-45°C), Comparative Example 3 in which the temperature of the second gas in step (B2) was lower than (Tc-30°C), and Comparative Example 6 in which step (B2) was not performed.
- Comparative Example 2 in which the temperature of the first gas in step (B1) was higher than (Tc-30°C)
- Comparative Example 5 in which step (B1) was not performed the yarn broke and a multifilament could not be produced.
- Example 1 to 5 the fusion rate of the single yarn was even smaller than in Example 6 in which the velocity of the second gas was as low as 0.01 m/s. Furthermore, in Examples 1 to 4, the fusion rate of the single yarn was even smaller than in Example 5 in which the velocity of the first gas was as high as 0.43 m/s.
- 100A raw yarn
- 101 raw material input section
- 102 kneading extruder
- 103 gear pump
- 104 spinning nozzle
- 105 first box
- 106 second box
- 107 first take-up roll section
- 108 first conveying roll section
- 109 second conveying roll section
- 110 third conveying roll section
- 111 fourth conveying roll section
- 112 first winding roll section
- 113 second take-up roll section
- 114 stretching roll section
- 115 heat treatment roll section
- 116 second winding roll section
- 207 take-up roll section
- 208 first stretching roll section
- 209 second stretching roll section
- 210 third stretching roll section
- 211 take-off roll section
- 212 winding roll section
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Abstract
La présente invention concerne un procédé de production d'un multifilament, ledit procédé étant capable d'inhiber la rupture de fils bruts et d'inhiber la fusion de fils individuels les uns avec les autres même lorsque la finesse moyenne des fils individuels est faible. La présente invention concerne un procédé de production d'un multifilament, dans lequel un multifilament composé d'une pluralité de fils individuels est produit par un procédé de filage par fusion à l'aide d'une buse de filage présentant une pluralité de trous d'évacuation. Le procédé de production d'un multifilament comprend : une étape (A) dans laquelle une composition de matière première est chauffée et fondue pour obtenir un matériau fondu, et le matériau fondu est évacué à travers les trous d'évacuation pour obtenir une pluralité de fils bruts dans un état fondu ; et une étape (B) dans laquelle un gaz est soufflé au niveau de la pluralité de fils bruts. La composition de matière première contient une résine de poly(3-hydroxyalcanoate). L'étape (B) comprend une étape (B1) de refroidissement de la pluralité de fils bruts par soufflage d'un premier gaz au niveau de la pluralité de fils bruts à l'état fondu, et une étape (B2) de soufflage d'un deuxième gaz au niveau de la pluralité de fils bruts refroidis à l'étape (B1). Dans l'étape (B1), la température du premier gaz est comprise entre (Tc-45 °C) et (Tc-30 °C), Tc étant la température de cristallisation de la résine de poly(3-hydroxyalcanoate). Dans l'étape (B2), la température du deuxième gaz est définie pour être supérieure à la température du premier gaz et est comprise entre (Tc-30 °C) et (Tc-10 °C). La finesse moyenne des fils individuels est de 15 dtex ou moins.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022172022 | 2022-10-27 | ||
| JP2022-172022 | 2022-10-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024090257A1 true WO2024090257A1 (fr) | 2024-05-02 |
Family
ID=90830630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/037324 WO2024090257A1 (fr) | 2022-10-27 | 2023-10-16 | Multifilament et son procédé de production |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024090257A1 (fr) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06264305A (ja) * | 1993-03-09 | 1994-09-20 | Unitika Ltd | 微生物分解性繊維とその製造法 |
| JP2002371431A (ja) * | 2001-06-11 | 2002-12-26 | Kanegafuchi Chem Ind Co Ltd | 生分解性繊維およびその製造方法 |
| WO2021206154A1 (fr) * | 2020-04-09 | 2021-10-14 | 株式会社カネカ | Procédé de production de fibre de polyester aliphatique, fibre de polyester aliphatique et multifilament |
| WO2022202397A1 (fr) * | 2021-03-26 | 2022-09-29 | 株式会社カネカ | Multifilament, procédé de fabrication de multifilament, agrafe et procédé de fabrication d'agrafes |
-
2023
- 2023-10-16 WO PCT/JP2023/037324 patent/WO2024090257A1/fr unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06264305A (ja) * | 1993-03-09 | 1994-09-20 | Unitika Ltd | 微生物分解性繊維とその製造法 |
| JP2002371431A (ja) * | 2001-06-11 | 2002-12-26 | Kanegafuchi Chem Ind Co Ltd | 生分解性繊維およびその製造方法 |
| WO2021206154A1 (fr) * | 2020-04-09 | 2021-10-14 | 株式会社カネカ | Procédé de production de fibre de polyester aliphatique, fibre de polyester aliphatique et multifilament |
| WO2022202397A1 (fr) * | 2021-03-26 | 2022-09-29 | 株式会社カネカ | Multifilament, procédé de fabrication de multifilament, agrafe et procédé de fabrication d'agrafes |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3404130B1 (fr) | Fibres à base de polyester aliphatique biodégradables, et procédé de fabrication de celles-ci | |
| WO2021206154A1 (fr) | Procédé de production de fibre de polyester aliphatique, fibre de polyester aliphatique et multifilament | |
| CA2662400C (fr) | Fibre d'acide polylactique et procede de fabrication | |
| EP1302509B1 (fr) | Compositions de resine a base d'acide lactique et articles moules produits avec ces compositions | |
| JP4893885B2 (ja) | 生分解性樹脂組成物 | |
| WO2022202397A1 (fr) | Multifilament, procédé de fabrication de multifilament, agrafe et procédé de fabrication d'agrafes | |
| US20100004404A1 (en) | Polylactic acid and method of producing the same | |
| JP7222923B2 (ja) | 不織布の製造方法 | |
| JP2022114186A (ja) | 生分解性短繊維不織布 | |
| WO2024090257A1 (fr) | Multifilament et son procédé de production | |
| WO2024171745A1 (fr) | Procédé de production de multifilaments | |
| WO2012066955A1 (fr) | Fil non-tiré en résine d'acide polyglycolique, fil tiré en résine d'acide polyglycolique utilisant ledit fil non tiré, et procédé de production de chaque fil | |
| WO2023022015A1 (fr) | Multifilament extensible et son procédé de fabrication, multifilament et son procédé de fabrication, et agrafe et son procédé de fabrication | |
| EP4397794A1 (fr) | Composition pour fibre biodégradable et fibre biodégradable fabriquée à l'aide de celle-ci | |
| WO2023167245A1 (fr) | Multifilament et son procédé de production | |
| KR20120063063A (ko) | 폴리락트산의 블렌드 방사를 통한 생분해성과 낮은 탄소배출 특성을 갖는 부직포 및 그 제조 방법 | |
| JP2002105752A (ja) | 嵩高性を有する生分解性繊維及びその製造方法 | |
| TWI839975B (zh) | 生物可降解的樹脂組成物、生物可降解的非織物及其製備方法 | |
| WO2023106231A1 (fr) | Non-tissé de fusion-soufflage et son procédé de fabrication | |
| JP2024104657A (ja) | 釣糸 | |
| WO2024204205A1 (fr) | Composition de résine pour monofilament et son utilisation, et procédé de production de monofilament | |
| JP7090523B2 (ja) | 樹脂組成物及び成形体 | |
| KR20220119674A (ko) | 재생 가능한 원료로 이루어진 생분해성 중합체 섬유 | |
| JP2024104658A (ja) | モノフィラメント、及び、その製造方法 | |
| JP2020133022A (ja) | 生分解性繊維の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23882463 Country of ref document: EP Kind code of ref document: A1 |