WO2024071084A1 - Film de polyéthylène étiré, matériau d'emballage, emballage alimentaire - Google Patents
Film de polyéthylène étiré, matériau d'emballage, emballage alimentaire Download PDFInfo
- Publication number
- WO2024071084A1 WO2024071084A1 PCT/JP2023/034844 JP2023034844W WO2024071084A1 WO 2024071084 A1 WO2024071084 A1 WO 2024071084A1 JP 2023034844 W JP2023034844 W JP 2023034844W WO 2024071084 A1 WO2024071084 A1 WO 2024071084A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- stretched polyethylene
- polyethylene film
- less
- corona
- stretched
- Prior art date
Links
- 239000004698 Polyethylene Substances 0.000 title claims abstract description 284
- -1 polyethylene Polymers 0.000 title claims abstract description 284
- 229920000573 polyethylene Polymers 0.000 title claims abstract description 284
- 239000005022 packaging material Substances 0.000 title claims description 24
- 235000013305 food Nutrition 0.000 title claims description 23
- 238000004806 packaging method and process Methods 0.000 title description 15
- 229920001903 high density polyethylene Polymers 0.000 claims abstract description 89
- 239000004700 high-density polyethylene Substances 0.000 claims abstract description 89
- 229920001179 medium density polyethylene Polymers 0.000 claims abstract description 45
- 239000004701 medium-density polyethylene Substances 0.000 claims abstract description 45
- 238000000235 small-angle X-ray scattering Methods 0.000 claims abstract description 20
- 238000005259 measurement Methods 0.000 claims abstract description 19
- 238000012360 testing method Methods 0.000 claims description 39
- 238000000034 method Methods 0.000 claims description 30
- 230000003068 static effect Effects 0.000 claims description 17
- 238000005452 bending Methods 0.000 claims description 14
- 239000012785 packaging film Substances 0.000 claims description 13
- 229920006280 packaging film Polymers 0.000 claims description 13
- 230000004927 fusion Effects 0.000 claims description 8
- 229910001369 Brass Inorganic materials 0.000 claims description 6
- 239000010951 brass Substances 0.000 claims description 6
- 239000000853 adhesive Substances 0.000 claims description 5
- 230000001070 adhesive effect Effects 0.000 claims description 5
- 238000003475 lamination Methods 0.000 claims description 5
- 239000000203 mixture Substances 0.000 claims description 5
- 239000012298 atmosphere Substances 0.000 claims description 4
- 150000002148 esters Chemical class 0.000 claims description 4
- 229920000092 linear low density polyethylene Polymers 0.000 claims description 4
- 239000004707 linear low-density polyethylene Substances 0.000 claims description 4
- 239000010410 layer Substances 0.000 description 128
- 238000002844 melting Methods 0.000 description 16
- 230000008018 melting Effects 0.000 description 16
- 238000000465 moulding Methods 0.000 description 9
- 239000000463 material Substances 0.000 description 8
- 239000012790 adhesive layer Substances 0.000 description 5
- 239000013078 crystal Substances 0.000 description 5
- 238000001125 extrusion Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000004064 recycling Methods 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 230000004888 barrier function Effects 0.000 description 4
- 239000000155 melt Substances 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000002356 single layer Substances 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 239000000565 sealant Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- RTTZISZSHSCFRH-UHFFFAOYSA-N 1,3-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC(CN=C=O)=C1 RTTZISZSHSCFRH-UHFFFAOYSA-N 0.000 description 1
- 238000000333 X-ray scattering Methods 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000008186 active pharmaceutical agent Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 235000015173 baked goods and baking mixes Nutrition 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 235000013339 cereals Nutrition 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000005314 correlation function Methods 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000002667 nucleating agent Substances 0.000 description 1
- 239000012766 organic filler Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920005678 polyethylene based resin Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- 235000019685 rice crackers Nutrition 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000000790 scattering method Methods 0.000 description 1
- 239000012748 slip agent Substances 0.000 description 1
- 235000011888 snacks Nutrition 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000012916 structural analysis Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
- 229920003169 water-soluble polymer Polymers 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
Definitions
- the present invention relates to a stretched polyethylene film, a packaging material, and a food package.
- Patent Document 1 discloses a laminated film that includes a base layer and a heat seal layer, has a stiffness of 70 mN or more in the TD direction measured under conditions of a loop length of 50 mm and a push-in length of 10 mm, and has a polyethylene content of 90% by mass or more, and describes that this laminated film can be recycled and can fully ensure the self-supporting properties of a standing pouch.
- Patent Document 2 discloses a polyethylene laminate for packaging materials, which comprises at least an oriented polyethylene film, an adhesive layer, and a heat-sealable polyethylene layer, the adhesive layer containing a solvent-free adhesive, and the oriented polyethylene film containing at least one of high density polyethylene (HDPE) and medium density polyethylene (MDPE), and describes that this polyethylene laminate for packaging materials can significantly reduce the burden on the environment and has high printability and strength.
- HDPE high density polyethylene
- MDPE medium density polyethylene
- Patent Document 3 discloses a polyethylene co-extruded film that includes a polyethylene film substrate and a polyethylene film layer, the polyethylene film substrate being an electron beam irradiated layer that includes polyethylene, a light stabilizer, and a crosslinking agent, the polyethylene film layer including polyethylene, and the surface opposite to the surface on which the polyethylene film substrate is provided has heat sealability, and it is described that this polyethylene co-extruded film can suppress deterioration over time, and further has improved heat resistance and strength.
- Patent Document 4 describes a multilayer film in which a gas barrier layer formed by applying a dispersion liquid containing an inorganic layered compound and a water-soluble polymer to at least one surface of a base layer made of a thermoplastic resin, an overcoat layer containing a cationic resin and a resin having a hydroxyl group, an adhesive layer, and a sealant layer are laminated in this order, and it is described that this multilayer film has excellent heat sealability and gas barrier properties.
- the multilayer film described in Patent Document 4 has at least four layers, a gas barrier layer, an overcoat layer, an adhesive layer, and a sealant layer.
- laminating various materials makes it difficult to recycle. From the viewpoint of facilitating recycling of packaging films, for example, it is conceivable to make the packaging film have as simple a layer structure as possible.
- the packaging film In terms of simplifying the layer structure, it is theoretically possible to make the packaging film a "single layer.”
- Patent Documents 1 to 3 there are examples such as Patent Documents 1 to 3 in which, even if it is not a single layer, a multi-layer structure in which a single material is blended at a high content as a whole is used in consideration of ease of recycling.
- the present inventors conducted a preliminary study on various properties that may be required for packaging films using polyethylene film, which is a relatively low-cost and versatile packaging material. As a result of the study, it was found that a "single-layer" polyethylene film is corona-treated to impart printing and coating properties. However, it was found that corona treatment reduces the slip properties of the corona-treated surface.
- the present invention provides a stretched polyethylene film with improved slip properties and a packaging material made of such a stretched polyethylene film.
- SAXS small angle X-ray scattering
- a friction body with a bottom surface (size 41 mm x 26 mm) made of brass is fixed to the center of the surface opposite to the corona-treated surface side of the other stretched polyethylene film 2, and a weight is attached on top of the friction body so that the mass applied from the friction body to the stretched polyethylene film 2 is 150 g.
- the corona-treated surfaces of the two stretched polyethylene films 1 and 2 are overlapped.
- the inclined plate is inclined at a speed of 1°/sec, and the value of tan ⁇ is calculated from the angle ⁇ when the upper stretched polyethylene film 2 starts to slide.
- At least one surface of the stretched polyethylene film is a corona untreated surface
- the stretched polyethylene film according to any one of [1] to [14], wherein the static friction coefficient (tan ⁇ ) of the surface of the non-corona-treated side of the stretched polyethylene film is 0.65 or less, as measured using a slip tester by the following method 2 (incline method).
- Method 2 inclined method
- Two sheets of the stretched polyethylene film cut to a size of 50 mm x 75 mm hereinafter referred to as stretched polyethylene films 1 and 2) are prepared, and one of the stretched polyethylene films, the stretched polyethylene film 1, is fixed to an inclined plate so that the corona untreated surface is on top.
- a friction body with a bottom surface (size 41 mm x 26 mm) made of brass is fixed to the center of the surface opposite to the corona untreated surface of the other stretched polyethylene film 2, and a weight is attached on top of the friction body so that the mass applied from the friction body to the stretched polyethylene film 2 is 150 g.
- the corona untreated surfaces of the two stretched polyethylene films 1 and 2 are overlapped.
- the inclined plate is inclined at a speed of 1°/sec, and the value of tan ⁇ is calculated from the angle ⁇ when the upper stretched polyethylene film 2 starts to slide.
- At least one surface of the stretched polyethylene film is a corona untreated surface, The stretched polyethylene film according to any one of [1] to [15], wherein the heat fusion strength when the non-corona treated surface of the stretched polyethylene film is bonded to the other surface and heat sealed at 140°C is 7.5 N/15 mm or less. [17] The stretched polyethylene film according to any one of [1] to [16], wherein the stretched polyethylene film has a lamination strength of 0.92 N/15 mm or more as measured by the following method 3.
- Method 3 A test piece measuring 297 cm x 210 cm was cut out from the stretched polyethylene film, and the corona-treated surface of the test piece was bonded to the corona-treated surface of a 50 ⁇ m-thick cast LLDPE film, one side of which had been corona-treated, with an ester-based adhesive. The resulting mixture was aged at 40°C for 3 days to obtain a sample.
- the sample was then cut to a width of 15 mm and peeled in the MD direction using a tensile tester in accordance with JIS Z 0238:1998 at a peel angle of 90°, a chuck distance of 100 mm, and a crosshead speed of 300 mm/min, to determine the peel strength, which is taken as the laminate strength.
- [21] [20] The packaging material according to [20], and a food product within the packaging material.
- the present invention provides a stretched polyethylene film with improved slip properties.
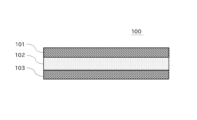
- FIG. 1 is a cross-sectional view showing a schematic example of a structure of a stretched polyethylene film according to an embodiment of the present invention.
- the stretched polyethylene film (100) comprises a high density polyethylene layer 1 (101), a medium density polyethylene layer (102), and a high density polyethylene layer 2 (103) in this order, and has a full width at half maximum (FWHM) of a peak in the MD direction at a diffraction angle 2 ⁇ in the range of 0.2 to 0.4°, as determined by small angle X-ray scattering (SAXS) measurement, of 0.20° or less.
- SAXS small angle X-ray scattering
- the stretched polyethylene film according to this embodiment has a three-layer structure in which the medium density polyethylene layer is sandwiched between high density polyethylene layer 1 and high density polyethylene layer 2, and the full width at half maximum (FWHM) of the stretched polyethylene film is set to the above upper limit or less. This promotes the oriented crystallization of the surface layer of the stretched polyethylene film, i.e., increases the degree of crystallinity, and is therefore believed to improve slip properties.
- FWHM full width at half maximum
- the full width at half maximum (FWHM) of the peak in the MD direction diffraction angle 2 ⁇ range of 0.2 to 0.4°, as determined by small angle X-ray scattering (SAXS), is 0.20° or less, preferably 0.19° or less, more preferably 0.18° or less, even more preferably 0.17° or less, and even more preferably 0.16° or less, from the viewpoint of increasing the crystallinity of the surface layer of the stretched polyethylene film to suppress the formation of a brittle layer and improving the slip properties.
- the full width at half maximum (FWHM) of the peak in the MD direction diffraction angle 2 ⁇ range of 0.2 to 0.4° of the stretched polyethylene film is preferably 0.05° or more, more preferably 0.10° or more, even more preferably 0.13° or more, and even more preferably 0.15° or more, from the viewpoint of further improving the film formability, bag formability, laminate strength, and thermal dimensional stability.
- the full width at half maximum (FWHM) of the peak in the MD diffraction angle 2 ⁇ range of 0.2 to 0.4° which is determined from such small angle X-ray scattering (SAXS) measurement, can be adjusted, for example, by adjusting the types and contents of the high density polyethylene layer 1, the high density polyethylene layer 2, and the medium density polyethylene layer contained in the stretched polyethylene film, the thickness of the stretched polyethylene film, the stretch ratio, etc.
- the total amount of high density polyethylene layer 1 and high density polyethylene layer 2 is preferably 35% by mass or more, more preferably 40% by mass or more, even more preferably 45% by mass or more, even more preferably 50% by mass or more, and even more preferably 55% by mass or more, based on the entire stretched polyethylene film, from the viewpoint of further improving transparency, rigidity, heat resistance, and slippage, and is preferably 85% by mass or less, more preferably 83% by mass or less, even more preferably 80% by mass or less, and even more preferably 75% by mass or less, based on the viewpoint of further improving the laminate strength by appropriately blending the medium density polyethylene layer.
- the high-density polyethylene layer 1 and the high-density polyethylene layer 2 may be formed using the same material or different materials, but if different materials are used, it is preferable that the high-density polyethylene layer 1 and the high-density polyethylene layer 2 satisfy the following configuration.
- the content of high density polyethylene in high density polyethylene layer 1 and high density polyethylene layer 2 is preferably 80% by mass or more, more preferably 85% by mass or more, even more preferably 90% by mass or more, even more preferably 95% by mass or more, and even more preferably 98% by mass or more, based on the entire high density polyethylene layer 1 and high density polyethylene layer 2, respectively.
- the density of the high-density polyethylene layer 1 and the high-density polyethylene layer 2, measured in accordance with JIS K 7112:1999, is preferably 940 kg/m or more , more preferably 943 kg/m or more, and even more preferably 945 kg/m or more, from the viewpoint of achieving a better balance between various performances such as heat resistance, transparency, mechanical properties, and rigidity, and is preferably 970 kg/m or less, more preferably 968 kg/ m or less, even more preferably 965 kg/m or less, even more preferably 960 kg/m or less, even more preferably 955 kg/m or less, and even more preferably 950 kg/m or less , from the viewpoint of achieving a better balance between laminate strength and film formability.
- the density of the high density polyethylene constituting the high density polyethylene layer 1 and the high density polyethylene layer 2, as measured in accordance with JIS K 7112:1999, is preferably 940 kg/m or more , more preferably 943 kg/m or more, and even more preferably 945 kg/m or more , from the viewpoint of achieving a better balance between various performances such as heat resistance, transparency, mechanical properties, and rigidity, and is preferably 970 kg/m or less, more preferably 968 kg/m or less, even more preferably 965 kg/m or less, even more preferably 960 kg/m or less, even more preferably 955 kg/m or less, and even more preferably 950 kg/m or less , from the viewpoint of achieving a better balance between laminate strength and film formability.
- the melt flow rates (MFR) of the high density polyethylene layer 1 and the high density polyethylene layer 2, measured in accordance with ASTM D1238 under conditions of 190°C and a load of 2.16 kg are each preferably 0.01 g/10 min or more, more preferably 0.1 g/10 min or more, and even more preferably 0.5 g/10 min or more, from the viewpoint of further improving fluidity and moldability, and are each preferably 20 g/10 min or less, more preferably 10 g/10 min or less, even more preferably 5 g/10 min or less, even more preferably 3 g/10 min or less, even more preferably 2 g/10 min or less, and even more preferably 1.5 g/10 min or less, from the viewpoint of improving the stiffness of the stretched polyethylene film while maintaining the tearability of the stretched polyethylene film.
- the melting points of the high-density polyethylene layer 1 and the high-density polyethylene layer 2, as measured by a differential scanning calorimeter (DSC), are preferably 120° C. or higher, more preferably 125° C. or higher, and preferably 135° C. or lower, from the viewpoint of further improving the balance of thermal dimensional stability, heat resistance, mechanical properties, rigidity, bag-formability, fluidity, moldability, and the like.
- the melt flow rate (MFR) of the high density polyethylene constituting the high density polyethylene layer 1 and the high density polyethylene layer 2, measured in accordance with ASTM D1238 under conditions of 190°C and a load of 2.16 kg, is preferably 0.01 g/10 min or more, more preferably 0.1 g/10 min or more, and even more preferably 0.5 g/10 min or more, from the viewpoint of further improving fluidity and moldability, and is preferably 20 g/10 min or less, more preferably 10 g/10 min or less, even more preferably 5 g/10 min or less, even more preferably 3 g/10 min or less, even more preferably 2 g/10 min or less, and even more preferably 1.5 g/10 min or less, from the viewpoint of improving the stiffness of the stretched polyethylene film while maintaining the tearability of the stretched polyethylene film.
- the melting points of the high density polyethylene constituting the high density polyethylene layer 1 and the high density polyethylene layer 2, as measured by a differential scanning calorimeter (DSC), are preferably 120°C or higher, more preferably 125°C or higher, and preferably 135°C or lower, from the viewpoint of further improving the balance of thermal dimensional stability, heat resistance, mechanical properties, rigidity, bag-formability, fluidity, moldability, and the like.
- the density, MFR and melting point of the high-density polyethylene layer can be measured values for a mixture obtained by melt-blending two or more types of polyethylene using a known method.
- the melting point of the high-density polyethylene layer can be the peak temperature of the maximum melting peak.
- the medium-density polyethylene content in the medium-density polyethylene layer is preferably 80% by mass or more, more preferably 85% by mass or more, even more preferably 90% by mass or more, even more preferably 95% by mass or more, and even more preferably 98% by mass or more, based on the entire medium-density polyethylene layer, from the viewpoint of suppressing oriented crystallization of the surface layer of the stretched polyethylene film and further improving the laminate strength.
- There is no upper limit to the medium-density polyethylene content in the medium-density polyethylene layer but it is, for example, 100% by mass or less.
- the density of the medium-density polyethylene layer is preferably 910 kg/ m3 or more, more preferably 915 kg/ m3 or more, even more preferably 920 kg/ m3 or more, and still more preferably 925 kg/m3 or more, from the viewpoint of improving the mechanical properties, rigidity, and flexibility, and is preferably less than 940 kg/ m3 , more preferably 935 kg/ m3 or less, even more preferably 933 kg/ m3 or less, and still more preferably 930 kg/ m3 or less , from the viewpoint of improving the balance between laminate strength and flexibility.
- the density of the medium-density polyethylene constituting the medium-density polyethylene layer is preferably 910 kg/ m3 or more, more preferably 915 kg/ m3 or more, even more preferably 920 kg/ m3 or more, and still more preferably 925 kg/ m3 or more, from the viewpoint of improving the mechanical properties, rigidity, and flexibility, and is preferably less than 940 kg/ m3 , more preferably 933 kg/ m3 or less, and still more preferably 930 kg/ m3 or less, from the viewpoint of improving the balance between laminate strength and flexibility.
- the melt flow rate (MFR) of the medium-density polyethylene layer is preferably 0.01 g/10 min or more, more preferably 0.1 g/10 min or more, and even more preferably 0.5 g/10 min or more, from the viewpoint of further improving processability, and is preferably 20 g/10 min or less, more preferably 10 g/10 min or less, even more preferably 5 g/10 min or less, even more preferably 3 g/10 min or less, and even more preferably 2 g/10 min or less, from the viewpoint of improving the stiffness of the stretched polyethylene film while maintaining the tearability of the stretched polyethylene film.
- the melting point of the medium-density polyethylene layer is preferably 120° C. or higher, and more preferably 125° C. or higher, from the viewpoint of improving heat resistance and stiffness while maintaining processability and adhesiveness, and is preferably 135° C. or lower, and more preferably 130° C. or lower, from the viewpoint of improving adhesiveness while maintaining heat resistance.
- DSC differential scanning calorimeter
- the melt flow rate (MFR) of the medium-density polyethylene constituting the medium-density polyethylene layer is preferably 0.01 g/10 min or more, more preferably 0.1 g/10 min or more, and even more preferably 0.5 g/10 min or more, from the viewpoint of further improving processability, and is preferably 20 g/10 min or less, more preferably 10 g/10 min or less, even more preferably 5 g/10 min or less, even more preferably 3 g/10 min or less, and even more preferably 2 g/10 min or less, from the viewpoint of improving the stiffness of the stretched polyethylene film while maintaining the tearability of the stretched polyethylene film.
- the melting point of the medium-density polyethylene constituting the medium-density polyethylene layer is preferably 120° C. or higher, more preferably 125° C. or higher, from the viewpoint of improving heat resistance and stiffness while maintaining processability and adhesiveness, and is preferably 135° C. or lower, more preferably 130° C. or lower, from the viewpoint of improving adhesiveness while maintaining heat resistance.
- DSC differential scanning calorimeter
- the density, MFR and melting point of the medium-density polyethylene layer can be measured values for a mixture obtained by melt-blending two or more types of polyethylene using a known method.
- the melting point of the medium-density polyethylene layer can be the peak temperature of the maximum melting peak.
- At least one surface of the stretched polyethylene film of this embodiment is a corona-treated surface (a surface that has been surface-modified by exposure to corona discharge).
- a corona-treated surface a surface that has been surface-modified by exposure to corona discharge.
- the high density polyethylene layer 1, the high density polyethylene layer 2 and the medium density polyethylene layer may contain various additives within the scope of the present invention.
- additives include heat stabilizers, weather stabilizers, antioxidants, UV absorbers, lubricants, slip agents, nucleating agents, antiblocking agents, antistatic agents, antifogging agents, pigments, dyes, inorganic or organic fillers, etc.
- the thicknesses of the high-density polyethylene layer 1 and the high-density polyethylene layer 2 are each preferably 1 ⁇ m or more, more preferably 3 ⁇ m or more, and preferably 17 ⁇ m or less, more preferably 15 ⁇ m or less, even more preferably 13 ⁇ m or less, and even more preferably 10 ⁇ m or less.
- the thicknesses of high-density polyethylene layer 1 and high-density polyethylene layer 2 may be the same or different, but it is preferable that they are the same from the viewpoint of making the amount of distortion on the front and back of the stretched polyethylene film uniform on the high-density polyethylene layer 1 side and the high-density polyethylene layer 2 side.
- the thickness of the medium-density polyethylene layer is preferably 2 ⁇ m or more, more preferably 3 ⁇ m or more, and preferably 30 ⁇ m or less, more preferably 25 ⁇ m or less, even more preferably 20 ⁇ m or less, even more preferably 15 ⁇ m or less, and even more preferably 13 ⁇ m or less.
- the overall thickness of the stretched polyethylene film is, from the viewpoints of maintaining the tearability and further improving the mechanical strength of the stretched polyethylene film, preferably 10 ⁇ m or more, more preferably 13 ⁇ m or more, and even more preferably 15 ⁇ m or more, and from the viewpoints of further improving the tearability, handleability, formability, bag-making suitability, lightness, etc. of the stretched polyethylene film, it is preferably 100 ⁇ m or less, more preferably 70 ⁇ m or less, even more preferably 50 ⁇ m or less, even more preferably 40 ⁇ m or less, even more preferably 30 ⁇ m or less, and even more preferably 25 ⁇ m or less.
- the haze per sheet of stretched polyethylene film measured in accordance with JIS K 7136:2000 is preferably 7.5% or less, more preferably 7.0% or less, even more preferably 6.5% or less, even more preferably 6.0% or less, even more preferably 5.5% or less, even more preferably 5.0% or less, and even more preferably 4.5% or less, from the viewpoint of further improving the transparency of the stretched polyethylene film.
- the haze per four sheets of stretched polyethylene film measured in accordance with JIS K 7136: 2000 is, from the viewpoint of further improving the transparency of the stretched polyethylene film, preferably 30.0% or less, more preferably 28.0% or less, even more preferably 25.0% or less, even more preferably 23.0% or less, even more preferably 20.0% or less, and even more preferably 18.0% or less.
- There is no lower limit for the haze per four sheets of stretched polyethylene film but it may be, for example, 1.0% or more, 5.0% or more, 10.0% or more, or 15.0% or more.
- Such haze can be adjusted, for example, by adjusting the types and contents of the high density polyethylene layer 1, the high density polyethylene layer 2 and the medium density polyethylene layer contained in the stretched polyethylene film, the thickness and the stretch ratio of the stretched polyethylene film, etc.
- the total value of the tensile modulus T1 in the MD direction and the tensile modulus T2 in the TD direction of the stretched polyethylene film, measured in accordance with JIS K7127:1999 using a tensile tester under conditions of a measurement temperature of 23 ⁇ 2°C, 50 ⁇ 5% RH, and a tensile speed of 5 mm/min is preferably 1600 MPa or more, more preferably 1650 MPa or more, preferably 1700 MPa or more, preferably 1750 MPa or more, and preferably 1800 MPa or more, from the viewpoints of improving the performance balance of the transparency and thermal dimensional stability of the stretched polyethylene film and further improving the stiffness of the stretched polyethylene film; and from the viewpoints of making troubles such as breakage less likely to occur during molding of the stretched polyethylene film, facilitating continuous stretch molding of the film, and further improving industrial continuous productivity, is preferably 3300 MPa or less, more preferably 3100 MPa or less, even more preferably 3
- the sum of the tensile modulus T1 in the MD direction and the tensile modulus T2 in the TD direction of the stretched polyethylene film is more preferably 1820 MPa or more, more preferably 1840 MPa or more, and more preferably 2800 MPa or less, more preferably 2600 MPa or less, more preferably 2400 MPa or less, and more preferably 2200 MPa or less.
- Such a tensile modulus is a substitute value for quantitatively measuring the stiffness of a film, and can be adjusted, for example, by adjusting the types and contents of the high density polyethylene layer 1, high density polyethylene layer 2, and medium density polyethylene layer contained in the stretched polyethylene film, the thickness of the stretched polyethylene film, the stretching ratio, etc.
- the tensile modulus T1 in the MD direction of the stretched polyethylene film is, from the viewpoint of further improving the balance of the thermal dimensional stability, formability, mechanical properties, transparency, bag-formability, handleability, and packaging suitability of the stretched polyethylene film, preferably 600 MPa or more, more preferably 650 MPa or more, even more preferably 700 MPa or more, even more preferably 750 MPa or more, and even more preferably 800 MPa or more; and from the viewpoint of further improving the balance of the thermal dimensional stability, bag-formability, and packaging suitability of the stretched polyethylene film, it is preferably 1500 MPa or less, more preferably 1480 MPa or less, even more preferably 1450 MPa or less, even more preferably 1430 MPa or less, and even more preferably 1400 MPa or less.
- the tensile modulus T2 in the TD direction of the stretched polyethylene film is preferably 700 MPa or more, more preferably 750 MPa or more, even more preferably 800 MPa or more, even more preferably 850 MPa or more, even more preferably 900 MPa or more, and even more preferably 950 MPa or more, from the viewpoint of further improving the balance of the formability, mechanical properties, transparency, bag-formability, handleability, and packaging suitability of the stretched polyethylene film.
- the stretched polyethylene film is preferably 1800 MPa or less, more preferably 1750 MPa or less, even more preferably 1700 MPa or less, even more preferably 1650 MPa or less, even more preferably 1630 MPa or less, even more preferably 1600 MPa or less, and even more preferably 1550 MPa or less.
- the heat shrinkage rate in the MD direction of the stretched polyethylene film when heated at 100°C for 15 minutes is, from the viewpoint of further improving the thermal dimensional stability and bag formability, preferably less than 2.5%, more preferably 2.4% or less, even more preferably 2.2% or less, and even more preferably 2.0% or less, and may be 0.1% or more, 0.5% or more, 1.0% or more, or 1.3% or more.
- the heat shrinkage rate in the MD direction of the stretched polyethylene film when heated at 120°C for 15 minutes is, from the viewpoint of further improving the thermal dimensional stability and bag-formability, preferably 12.0% or less, more preferably 11.5% or less, even more preferably 11.0% or less, even more preferably 10.5% or less, even more preferably 10.0% or less, even more preferably 9.5% or less, and even more preferably 9.0% or less, and may be 1.0% or more, 3.0% or more, 5.0% or more, or 8.0% or more.
- the heat shrinkage rate of the stretched polyethylene film can be measured in accordance with JIS C2151:2019.
- the number of pinholes generated in the stretched polyethylene film is preferably 6,000 pcs/m or less, more preferably 5,000 pcs/m or less, even more preferably 4,000 pcs/m or less, even more preferably 3,000 pcs/m or less, and even more preferably 2,800 pcs/m or less.
- the number of pinholes generated in the stretched polyethylene film is, for example, 100 pinholes/ m2 or more, or 300 pinholes/ m2 or more, or 500 pinholes/ m2 or more, or 1000 pinholes/ m2 or more.
- the number of pinholes generated represents an index of the flex resistance of the stretched polyethylene film of this embodiment, and the fewer the number of pinholes generated, the better the flex resistance.
- the Gelbo flex tester may be, for example, a product manufactured by Tester Sangyo Co., Ltd.
- the tear strength in the MD direction of the stretched polyethylene film measured using a light-load tear tester under the conditions of test piece size: MD direction: 63.5 mm, TD direction: 50.0 mm, pendulum weight mass: 96.09 g, tear length: 12.7 mm, pendulum lift angle: 90° is preferably 50 mN or more, more preferably 55 mN or more, even more preferably 60 mN or more, even more preferably 65 mN or more, and even more preferably 70 mN or more, from the viewpoint of improving film-forming and bag-making processability, and is preferably 1500 mN or less, more preferably 1200 mN or less, even more preferably 1000 mN or less, even more preferably 800 mN or less, even more preferably 600 mN or less, even more preferably 400 mN or less, and even more preferably 200 mN or less, from the viewpoint of improving tearability while maintaining the heat sealability and stiffness of the stretched polyethylene film.
- the tear strength in the TD direction of the stretched polyethylene film is preferably 250 mN or more, more preferably 300 mN or more, even more preferably 310 mN or more, even more preferably 320 mN or more, and even more preferably 330 mN or more, from the viewpoint of improving the film-forming property and bag-making processability, and is preferably 800 mN or less, more preferably 750 mN or less, even more preferably 700 mN or less, preferably 650 mN or less, even more preferably 630 mN or less, even more preferably 600 mN or less, and even more preferably 500 mN or less, from the viewpoint of improving the tearability while maintaining the heat sealability and stiffness of the stretched polyethylene film.
- the light load tear tester may be, for example, Model D manufactured by Toyo Seiki Seisakusho Co., Ltd.
- the density, thickness, etc. of each of the high density polyethylene layer 1, the high density polyethylene layer 2 and the medium density polyethylene layer contained in the stretched polyethylene film may be appropriately adjusted.
- the heat fusion strength when the corona untreated surfaces of the stretched polyethylene films are bonded together and heat fused at 140° C. is preferably 7.5 N/15 mm or less, more preferably 7.0 N/15 mm or less, even more preferably 6.5 N/15 mm or less, even more preferably 6.0 N/15 mm or less, and even more preferably 5.7 N/15 mm or less, from the viewpoint of improving heat resistance.
- There is no lower limit for the heat fusion strength but it is, for example, 0.5 N/15 mm or more.
- the heat fusion strength is measured as follows.
- the non-corona treated surfaces of two sheets of stretched polyethylene film cut to a width of 15 mm are heat-sealed to each other under conditions of 140°C, pressure of 2.0 kgf, and sealing time of 1.0 second to obtain a laminated film.
- the two sheets of stretched polyethylene film are peeled off using the laminated film cut to a width of 15 mm under conditions of 90° peeling, peeling speed of 300 mm/min, and pulling in the MD direction, and the peel strength at this time is taken as the heat fusion strength (N/15 mm).
- the lamination strength of the stretched polyethylene film of this embodiment is preferably 0.92 N/15 mm or more, more preferably 0.93 N/15 mm or more, and is preferably 1.20 N/15 mm or less, more preferably 1.18 N/15 mm or less, preferably 1.15 N/15 mm or less, preferably 1.13 N/15 mm or less, and preferably 1.10 N/15 mm or less.
- the laminate strength is measured as follows.
- a 297 cm x 210 cm test piece was cut out from the stretched polyethylene film, and the corona-treated side of the test piece was bonded to the corona-treated side of a 50 ⁇ m-thick cast LLDPE film, one side of which had been corona-treated, with an ester-based adhesive, and aged for 3 days at 40° C.
- the sample was cut to a width of 15 mm, and peeled in the MD direction using a tensile tester in accordance with JIS Z 0238:1998 at a peel angle of 90°, a chuck distance of 100 mm, and a crosshead speed of 300 mm/min, to determine the peel strength, which was taken as the laminate strength.
- the static friction coefficient (tan ⁇ ) of the surfaces of the stretched polyethylene film may be measured between treated surfaces, between untreated surfaces, or between treated and untreated surfaces.
- the static friction coefficient (tan ⁇ ) of the corona-treated surface of the stretched polyethylene film is preferably 0.35 or more, more preferably 0.40 or more, even more preferably 0.42 or more, and is preferably 0.65 or less, more preferably 0.63 or less, even more preferably 0.61 or less, even more preferably 0.56 or less, even more preferably 0.54 or less.
- the static friction coefficient (tan ⁇ ) of the corona non-treated surface of the stretched polyethylene film is preferably 0.35 or more, more preferably 0.37 or more, even more preferably 0.42 or more, and even more preferably 0.45 or more, and is preferably 0.65 or less, more preferably 0.63 or less, even more preferably 0.61 or less, even more preferably 0.56 or less, and even more preferably 0.54 or less.
- both the corona-treated surface and the corona-untreated surface are within the above range.
- the static friction coefficient (tan ⁇ ) of the corona-treated surface of the stretched polyethylene film is measured by the following method. Two pieces of stretched polyethylene film cut to a size of 50 mm x 75 mm (hereinafter referred to as stretched polyethylene film 1 and 2) are prepared, and one of the stretched polyethylene films, the stretched polyethylene film 1, is fixed to an inclined plate so that the corona-treated surface side is on top. Next, a friction body with a bottom surface (size 41 mm x 26 mm) made of brass is fixed to the center of the surface opposite to the corona-treated surface side of the other stretched polyethylene film 2, and a weight is attached on top of the friction body so that the mass applied from the friction body to the stretched polyethylene film 2 is 150 g.
- the corona-treated surfaces of the two stretched polyethylene films 1 and 2 are overlapped.
- the inclined plate is inclined at a speed of 1°/sec, and the value of tan ⁇ is calculated from the angle ⁇ when the upper stretched polyethylene film 2 starts to slide.
- the static friction coefficient (tan ⁇ ) of the corona-untreated surface is measured, the static friction coefficient (tan ⁇ ) of the corona-treated surface is measured in the above-mentioned method for measuring the static friction coefficient (tan ⁇ ) of the corona-treated surface, except that the corona-treated surface is replaced with the corona-untreated surface.
- the stretched polyethylene film of this embodiment is composed of a high-density polyethylene layer 1, a medium-density polyethylene layer, and a high-density polyethylene layer 2 can be determined, for example, by cutting a cross-section of the stretched polyethylene film and measuring the melting point of each layer.
- the melting points of the high density polyethylene layers 1 and 2 are, for example, in the range of 130°C or higher and 140°C or lower, and the melting point of the medium density polyethylene layer is, for example, in the range of 110°C or higher and 129°C or lower.
- the stretched polyethylene film of the present embodiment is stretched uniaxially or biaxially from the viewpoint of improving the orientation crystallinity and increasing the mechanical strength, and is preferably stretched uniaxially from the viewpoint of improving productivity. Moreover, by stretching uniaxially in the MD direction, the tensile modulus T1 in the MD direction can be further improved.
- the stretched polyethylene film can be obtained, for example, by co-extrusion molding a high-density polyethylene resin for forming the high-density polyethylene layer 1, a medium-density polyethylene resin for forming the medium-density polyethylene layer, and a high-density polyethylene resin for forming the high-density polyethylene layer 2, in that order, into a film, and stretching the film obtained by using a known stretched film production method such as a uniaxial stretching method, simultaneous biaxial stretching method, or sequential biaxial stretching method.
- the molding apparatus and molding conditions are not particularly limited, and conventionally known molding apparatus and molding conditions can be used.
- the conditions for the uniaxial stretching method and the biaxial stretching method may be, for example, the manufacturing conditions for known stretched polyethylene films. More specifically, in the case of the uniaxial stretching method, for example, the longitudinal stretching temperature may be set to 100° C. to 145° C., and the longitudinal stretching ratio may be set to a range of 4.5 to 6 times. In the case of the sequential biaxial stretching method, for example, the longitudinal stretching temperature may be set to 100° C. to 145° C., the longitudinal stretching ratio may be set to a range of 4.5 to 6 times, the transverse stretching temperature may be set to 110° C. to 160° C., and the transverse stretching ratio may be set to a range of 9 to 11 times.
- the stretched polyethylene film of the present embodiment can be suitably used as a food packaging film.
- the stretched polyethylene film of the present embodiment can also be suitably used as a packaging material.
- the stretched polyethylene film of the present embodiment may be used alone, or other layers may be laminated to form the packaging material. Examples of the other layers include a base layer, a coating layer, an adhesive layer, and a heat seal layer. From the viewpoint of ease of recycling, when these layers are laminated, they are preferably formed of a polyethylene-based resin.
- the packaging material of the present embodiment can also be suitably used for food packaging.
- the food packaging is used for the purpose of packaging food, for example, and specifically includes the packaging material of the present embodiment and the food inside the packaging material. Depending on the application, only a portion of the food package may be made of the packaging material of this embodiment, or substantially the entire food package may be made of the packaging material of this embodiment.
- the stretched polyethylene film according to this embodiment is preferably used in food packaging that requires good slip properties.
- the food packaging can be in the form of, for example, a two-sided bag or a standing pouch (pouch packaging). These forms are preferred because they provide good slip properties.
- the corona-treated surface is the inner surface and the non-corona-treated surface is the outer surface.
- the stretched polyethylene film side of this embodiment is the outermost layer of the food package.
- High density polyethylene High density polyethylene
- HDPE1 High density polyethylene
- MFR Medium density polyethylene
- MDPE1 density: 928 kg/m 3
- MFR 1.7 g/10 min
- HDPE1 high density polyethylene
- MDPE1 medium density polyethylene
- HDPE1 high density polyethylene
- HDPE1 high density polyethylene
- MDPE1 medium density polyethylene
- HDPE1 high density polyethylene
- Extrusion temperature 230°C
- processing speed 70m/min
- Longitudinal stretching temperature 110 to 130°C
- SAXS Small angle X-ray scattering
- Detector RIGAKU scintillation detector (HV: 762 V) (one-dimensional) X-ray irradiation conditions: A. Scan axis: 2theta B. Measurement method: Continuous C. Scan start angle: 0.1° D. Scan end angle: 1.0° E. Sampling width: 0.02° F. Scan speed: 0.5°/min G. Voltage and current: 40kV-40mA H. Number of sample stacks: In order to obtain sufficient scattering intensity, the samples were stacked to a thickness of about 0.5 mm with the sample orientation aligned. The X-ray scattering pattern obtained under the above measurement conditions was corrected for air scattering by the detector to obtain a SAXS profile I(q).
- the diffraction angle ⁇ was calculated from the magnitude of the scattering vector of the peak derived from the crystal long period of the SAXS profile I(q) using formula (1), and this was substituted into Bragg's formula (2) to calculate the crystal long period (d).
- q 4 ⁇ sin ⁇ / ⁇ (1)
- ⁇ diffraction angle
- d Crystal long period
- ⁇ Diffraction angle ⁇ : X-ray wavelength
- the electron density correlation function ⁇ (r) was calculated by Fourier transforming the SAXS profile I(q) using the following formula (3).
- ⁇ (r) has a special property that can be directly used for structural characterization, and the amorphous thickness (da) of each example of the stretched polyethylene film obtained as structural information was calculated. Also, r indicates distance (nm).
- the crystal thickness (dc) was calculated by subtracting the amorphous thickness (da) from the crystal long period (d).
- the full width at half maximum (FWHM) of the peak in the range of 0.2 to 0.4° diffraction angle 2 ⁇ in the MD direction was calculated using X-ray analysis software PDXL-2 (manufactured by RIGAKU Corporation). Specifically, air scattering was removed from the SAXS profile I(q) obtained above.
- ⁇ HAZE> In accordance with JIS K7136:2000, the haze was measured using a haze meter (NDH5000, manufactured by Nippon Denshoku Industries Co., Ltd.) for one sheet of stretched polyethylene film and for four sheets stacked together in each example.
- NDH5000 manufactured by Nippon Denshoku Industries Co., Ltd.
- the four sheets of stretched polyethylene film were stacked together with the orientations of the MD and TD directions of the stretched polyethylene films aligned, and the measurements were performed.
- ⁇ Tensile modulus> A test piece of 15 mm x 15 cm was cut out from each stretched polyethylene film. Then, using a tensile tester manufactured by Orientec Co., Ltd., the tensile modulus of elasticity in the MD direction T1 and the tensile modulus of elasticity in the TD direction T2 of the test piece were measured in accordance with JIS K7127:1999 under the conditions of a measurement temperature of 23 ⁇ 2°C, 50 ⁇ 5% RH, and a tensile speed of 5 mm/min. The total value of T1 and T2 was calculated from the obtained values.
- the length of the test piece in the MD direction after the heat treatment was then taken as MD 100 [cm], and the heat shrinkage rate in the MD direction [%] was calculated by 100 x (10 - MD 100 ) / 10.
- the above measurement was carried out three times, and the average value of the obtained measurements was adopted as the heat shrinkage rate of the stretched polyethylene film at 100°C.
- ⁇ Heat shrinkage rate in MD direction of stretched polyethylene film at 120°C> The heat shrinkage rate in the MD direction of the stretched polyethylene film at 120°C was measured in accordance with JIS C2151:2019.
- a test piece of 10 cm x 10 cm was cut out from the stretched polyethylene film of each example.
- the test piece was then heat-treated at 120°C for 15 minutes. At this time, the test piece was heated in a hot air circulation type thermostatic chamber (manufactured by Advantec Co., Ltd., product name: DRM620DD) while hanging without applying force. The test piece was then cooled to room temperature, and the length of the test piece was measured.
- the length of the test piece in the MD direction after the heat treatment was then taken as MD 120 [cm], and the heat shrinkage rate [%] in the MD direction was calculated by 100 x (10 - MD 120 )/10.
- the above measurement was carried out three times, and the average value of the obtained measurements was used as the heat shrinkage rate of the stretched polyethylene film at 120°C.
- ⁇ Tear strength> A test piece of 63.5 mm in the MD direction and 50.0 mm in the TD direction was cut out from each stretched polyethylene film.
- the tear strength (mN) in the MD direction of each test piece was measured using a light-load tear tester (manufactured by Toyo Seiki Seisakusho Co., Ltd., Model-D) under the following conditions: pendulum weight: 96.09 g, tear length: 12.7 mm, pendulum lift angle: 90°.
- pendulum weight 96.09 g
- tear length 12.7 mm
- pendulum lift angle 90°.
- a test piece having a length of 50.0 mm in the MD direction and 63.5 mm in the TD direction was cut out from each stretched polyethylene film.
- the test piece was subjected to measurement of tear strength (mN) in the TD direction in the same manner as in the measurement of tear strength (mN) in the MD direction.
- a test piece measuring 297 cm x 210 cm was cut out from the stretched polyethylene film of each example, and a bending test was performed 3,000 times using a Gelbo Flex Tester (manufactured by Tester Sangyo Co., Ltd.) at a bending angle of 440 degrees and a bending speed of 40 times/minute in an atmosphere of -30°C. After the bending test, bags were made from the test pieces, and the number of pinholes generated was measured using Ageless Seal Check Liquid (manufactured by Mitsubishi Gas Chemical Co., Ltd.).
- the sample was cut to a width of 15 mm, and the peel strength was measured using a tensile tester (Tensilon universal tester RTC-1225 manufactured by Orientec Co., Ltd.) in accordance with JIS Z 0238: 1998, at a peel angle of 90 °, a chuck distance of 100 mm, and a crosshead speed of 300 mm / min, and was taken as the laminate strength.
- a tensile tester Teensilon universal tester RTC-1225 manufactured by Orientec Co., Ltd.
- the static friction coefficient was measured as follows. Two pieces of stretched polyethylene film of each example cut to a size of 50 mm x 75 mm (hereinafter referred to as stretched polyethylene film 1 and 2) were prepared, and one of the stretched polyethylene films 1 was fixed to an inclined plate so that the corona-treated surface side was on top. Next, a friction body with a bottom surface (size 41 mm x 26 mm) made of brass was fixed to the center of the surface opposite to the corona-treated surface side of the other stretched polyethylene film 2, and a weight was attached on top of the friction body so that the mass applied from the friction body to the stretched polyethylene film 2 was 150 g.
- the corona-treated surfaces of the two stretched polyethylene films 1 and 2 were overlapped.
- the inclined plate was inclined at a speed of 1°/sec, and the value of tan ⁇ was calculated from the angle ⁇ when the upper stretched polyethylene film 2 started to slide, and this was used as the static friction coefficient of the corona-treated surface side.
- the corona-treated surface was replaced with an uncorona-treated surface by the above-mentioned method, and the value of tan ⁇ when the corona-treated surfaces were placed together was determined, and this was taken as the static friction coefficient of the uncorona-treated surface.
- the static friction coefficient was evaluated as follows: when tan ⁇ was 0.65 or less on both the corona-treated and non-corona-treated surfaces, it was rated as "A"(good); when tan ⁇ was greater than 0.65 on at least one of the corona-treated and non-corona-treated surfaces, it was rated as "B" (poor).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Abstract
L'invention concerne un film de polyéthylène étiré qui contient, dans l'ordre donné, ce qui suit : une couche de polyéthylène haute densité 1 (101) ; une couche de polyéthylène moyenne densité (102) ; et une couche de polyéthylène haute densité 2 (103). Le film de polyéthylène étiré est conçu de telle sorte que la largeur totale à mi-hauteur (FWHM) d'un pic n'est pas supérieure à 0,20 degrés, le pic étant trouvé sur la base d'une mesure de diffusion de rayons X à petit angle (SAXS) et étant dans une plage dans laquelle un angle de diffraction dans la direction MD 2 θ est de 0,2 à 0,4 degrés.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022157676 | 2022-09-30 | ||
| JP2022-157676 | 2022-09-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024071084A1 true WO2024071084A1 (fr) | 2024-04-04 |
Family
ID=90477949
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/034844 WO2024071084A1 (fr) | 2022-09-30 | 2023-09-26 | Film de polyéthylène étiré, matériau d'emballage, emballage alimentaire |
Country Status (2)
| Country | Link |
|---|---|
| TW (1) | TW202417258A (fr) |
| WO (1) | WO2024071084A1 (fr) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020067426A1 (fr) * | 2018-09-28 | 2020-04-02 | 大日本印刷株式会社 | Stratifié, matériau d'emballage, sac d'emballage et poche de support |
| US20200324513A1 (en) * | 2017-12-29 | 2020-10-15 | Bemis Company, Inc. | Recyclable films for product packaging |
| WO2022092296A1 (fr) * | 2020-10-30 | 2022-05-05 | 大日本印刷株式会社 | Matériau de base multicouche en polyéthylène, matériau de base d'impression, corps multicouche et matériau d'emballage |
| JP2022073059A (ja) * | 2020-10-30 | 2022-05-17 | 大日本印刷株式会社 | ポリエチレン多層基材、印刷基材、積層体及び包装材料 |
| WO2022168867A1 (fr) * | 2021-02-03 | 2022-08-11 | 大日本印刷株式会社 | Film d'étanchéité, stratifié et récipient d'emballage |
-
2023
- 2023-09-26 WO PCT/JP2023/034844 patent/WO2024071084A1/fr unknown
- 2023-09-28 TW TW112137403A patent/TW202417258A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20200324513A1 (en) * | 2017-12-29 | 2020-10-15 | Bemis Company, Inc. | Recyclable films for product packaging |
| WO2020067426A1 (fr) * | 2018-09-28 | 2020-04-02 | 大日本印刷株式会社 | Stratifié, matériau d'emballage, sac d'emballage et poche de support |
| WO2022092296A1 (fr) * | 2020-10-30 | 2022-05-05 | 大日本印刷株式会社 | Matériau de base multicouche en polyéthylène, matériau de base d'impression, corps multicouche et matériau d'emballage |
| JP2022073059A (ja) * | 2020-10-30 | 2022-05-17 | 大日本印刷株式会社 | ポリエチレン多層基材、印刷基材、積層体及び包装材料 |
| WO2022168867A1 (fr) * | 2021-02-03 | 2022-08-11 | 大日本印刷株式会社 | Film d'étanchéité, stratifié et récipient d'emballage |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202417258A (zh) | 2024-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5458991B2 (ja) | マット調積層フィルム及び該フィルムからなる包装材 | |
| WO2021205812A1 (fr) | Film composite, et film stratifié et corps stratifié l'utilisant | |
| US20230415463A1 (en) | Polypropylene film, laminate, packaging material, and packing body | |
| WO2024071084A1 (fr) | Film de polyéthylène étiré, matériau d'emballage, emballage alimentaire | |
| WO2020080131A1 (fr) | Film stratifié | |
| WO2024071092A1 (fr) | Film de polyéthylène orienté, matériau d'emballage et emballage alimentaire | |
| WO2023062963A1 (fr) | Stratifié, matériau d'emballage et article emballé | |
| WO2024071085A1 (fr) | Film de polyéthylène étiré, matériau d'emballage et corps emballé alimentaire | |
| JP2024051484A (ja) | 延伸ポリエチレンフィルム、包装材および食品包装体 | |
| JP2024051698A (ja) | 延伸ポリエチレンフィルム、包装材および食品包装体 | |
| JP2024051697A (ja) | 延伸ポリエチレンフィルム、包装材および食品包装体 | |
| JP5429852B2 (ja) | 包装体 | |
| JP7259243B2 (ja) | 植物由来ポリエチレンを含むシーラントフィルム用ポリエチレン系樹脂組成物およびシーラントフィルム | |
| TW202110623A (zh) | 阻氣性聚醯胺膜、積層膜、以及包裝袋 | |
| JP4877062B2 (ja) | 共押出多層フィルム及び該フィルムからなる包装材 | |
| JP2003246031A (ja) | 易開封性積層フィルム | |
| WO2023033158A1 (fr) | Stratifié, corps d'emballage et article d'emballage | |
| WO2023033159A1 (fr) | Stratifié, emballage et article emballé | |
| WO2024070972A1 (fr) | Film de polypropylène à orientation biaxiale, emballage pour aliment et emballage alimentaire | |
| WO2024070975A1 (fr) | Film de polypropylène étiré biaxialement, corps d'emballage alimentaire et aliment emballé | |
| WO2021205813A1 (fr) | Film composite, et film stratifié et stratifié dans lesquels un film composite est utilisé | |
| JP2024049097A (ja) | 二軸延伸ポリプロピレンフィルム、食品用包装体および食品包装体 | |
| JP2024054520A (ja) | ガスバリア性フィルム用積層体、ガスバリア性フィルム、包装フィルム、包装容器及び包装製品 | |
| JP2024020870A (ja) | 包装袋、フィルムの選定方法及びフィルムの評価方法 | |
| WO2022234761A1 (fr) | Film composite, et film stratifié ainsi que corps stratifié mettant en œuvre celui-ci |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23872307 Country of ref document: EP Kind code of ref document: A1 |