WO2023153247A1 - 抵抗スポット溶接継手および抵抗スポット溶接方法 - Google Patents
抵抗スポット溶接継手および抵抗スポット溶接方法 Download PDFInfo
- Publication number
- WO2023153247A1 WO2023153247A1 PCT/JP2023/002741 JP2023002741W WO2023153247A1 WO 2023153247 A1 WO2023153247 A1 WO 2023153247A1 JP 2023002741 W JP2023002741 W JP 2023002741W WO 2023153247 A1 WO2023153247 A1 WO 2023153247A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- resistance spot
- strength steel
- hardness
- nugget
- Prior art date
Links
- 238000003466 welding Methods 0.000 title claims abstract description 64
- 238000000034 method Methods 0.000 title claims abstract description 53
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 177
- 239000010959 steel Substances 0.000 claims abstract description 177
- 239000000463 material Substances 0.000 claims abstract description 38
- 239000000203 mixture Substances 0.000 claims abstract description 14
- 229910052719 titanium Inorganic materials 0.000 claims description 21
- 238000001816 cooling Methods 0.000 claims description 18
- 239000002245 particle Substances 0.000 claims description 17
- 238000007747 plating Methods 0.000 claims description 17
- 229910052720 vanadium Inorganic materials 0.000 claims description 17
- 229910052758 niobium Inorganic materials 0.000 claims description 16
- 229910052751 metal Inorganic materials 0.000 claims description 13
- 239000002184 metal Substances 0.000 claims description 13
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 238000003825 pressing Methods 0.000 claims description 6
- 239000000126 substance Substances 0.000 claims description 5
- 239000012535 impurity Substances 0.000 claims description 3
- 229910052739 hydrogen Inorganic materials 0.000 description 32
- 239000001257 hydrogen Substances 0.000 description 32
- 230000003111 delayed effect Effects 0.000 description 31
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 29
- 239000010410 layer Substances 0.000 description 16
- 150000001247 metal acetylides Chemical class 0.000 description 16
- 230000000694 effects Effects 0.000 description 11
- 239000011651 chromium Substances 0.000 description 10
- 239000010949 copper Substances 0.000 description 10
- 238000005259 measurement Methods 0.000 description 10
- 238000012360 testing method Methods 0.000 description 9
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical group [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 229910052725 zinc Inorganic materials 0.000 description 6
- 239000011701 zinc Substances 0.000 description 6
- 230000007423 decrease Effects 0.000 description 5
- 238000005246 galvanizing Methods 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 238000005496 tempering Methods 0.000 description 5
- 238000013021 overheating Methods 0.000 description 4
- 230000000149 penetrating effect Effects 0.000 description 4
- 239000002244 precipitate Substances 0.000 description 4
- 239000002344 surface layer Substances 0.000 description 4
- 238000000137 annealing Methods 0.000 description 3
- 239000010953 base metal Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 150000002431 hydrogen Chemical class 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 229910001335 Galvanized steel Inorganic materials 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 239000008397 galvanized steel Substances 0.000 description 2
- 238000007542 hardness measurement Methods 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 238000003303 reheating Methods 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 239000002436 steel type Substances 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- ZTXONRUJVYXVTJ-UHFFFAOYSA-N chromium copper Chemical compound [Cr][Cu][Cr] ZTXONRUJVYXVTJ-UHFFFAOYSA-N 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 238000005121 nitriding Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- OXNIZHLAWKMVMX-UHFFFAOYSA-N picric acid Chemical compound OC1=C([N+]([O-])=O)C=C([N+]([O-])=O)C=C1[N+]([O-])=O OXNIZHLAWKMVMX-UHFFFAOYSA-N 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000002040 relaxant effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/10—Spot welding; Stitch welding
- B23K11/11—Spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/10—Spot welding; Stitch welding
- B23K11/11—Spot welding
- B23K11/115—Spot welding by means of two electrodes placed opposite one another on both sides of the welded parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/16—Resistance welding; Severing by resistance heating taking account of the properties of the material to be welded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/24—Electric supply or control circuits therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3053—Fe as the principal constituent
- B23K35/3073—Fe as the principal constituent with Mn as next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
Definitions
- the present invention relates to a resistance spot-welded joint made of superimposed steel plates and a resistance spot-welding method.
- Patent Documents 1 to 3 are examples of methods for preventing such delayed fracture of welded portions.
- Patent Document 1 after a nugget is formed by main energization, post-energization is applied to maintain a high-temperature environment in which hydrogen tends to diffuse, thereby discharging hydrogen that has entered during welding to the outside and preventing delayed fracture. Techniques are disclosed.
- Patent Document 2 after forming a nugget by main energization, a two-step energization in which post-energization is performed for the purpose of heating softens the area between the steel plate pressure welding part and the nugget edge, improving delayed fracture resistance. A technique for doing so is disclosed.
- Patent Document 3 after forming a nugget by main energization, post-energization is applied, and the welding electrode is controlled to alternately and continuously repeat rising and falling, thereby relaxing the tensile residual stress and increasing the endurance. Techniques for improving delayed fracture characteristics have been disclosed.
- Patent Document 1 is intended to reduce the amount of hydrogen that penetrates into the weld during welding, and does not consider hydrogen that penetrates from the outside in the usage environment. Therefore, delayed fracture is likely to occur in the usage environment after the production of the welded joint.
- Patent Documents 2 and 3 are techniques for strengthening the pressure welded portion of the steel plate and alleviating the residual stress by using heating by energization after nugget formation. not considered. Therefore, there is a possibility that delayed fracture may occur due to accumulation of hydrogen.
- the present invention has been made in view of such circumstances, and is a resistance welder that can reduce the amount of hydrogen that penetrates under the usage environment after welding and can suppress delayed fracture of the welded joint under the usage environment. It is an object of the present invention to provide a spot weld joint and resistance spot method.
- the present inventors In order to suppress delayed fracture of a resistance spot welded joint obtained by resistance spot welding two or more steel plates, including at least one high-strength steel plate, the present inventors have investigated the use environment that is a factor of delayed fracture. We investigated the behavior of hydrogen penetrating under the surface and obtained the following findings.
- a resistance spot weld has a heat-affected zone around the nugget that has different phases and structures depending on the distance from the nugget edge. Therefore, when hydrogen enters the resistance spot weld from the external environment, it must pass through the heat affected zone to enter the nugget edge, which is the main failure initiation point of the resistance spot weld. Hydrogen that has passed through the heat-affected zone accumulates at the edge of the nugget where residual stress due to welding is concentrated, thereby causing delayed fracture. Therefore, reducing the amount of hydrogen passing through the heat-affected zone and penetrating into the nugget and reducing the amount of hydrogen accumulating at the edge of the nugget are effective in suppressing delayed fracture.
- the present inventors investigated a resistance spot welding method that can reduce the amount of hydrogen that enters the nugget edge from the external environment, and a welded joint manufactured by this method.
- the relationship between the hardness of the heat affected zone of the resistance spot weld and the base material of the high-strength steel plate is defined as the hardness of the most softened part of the heat affected zone X (HV) ⁇ the hardness of the base metal of the high-strength steel plate ( HV) ⁇ 0.95, it was found that the residual stress due to welding is relaxed and delayed fracture is prevented.
- the high-strength steel plate is mass%, C: 0.10 to 0.40%, Si: 0.10 to 2.50%, Mn: 1.0 to 5.0%, P: 0.020% or less, S: less than 0.010%, Al: 0.10% or less and N: 0.010% or less, and Nb: 0.10% or less, Contains one or more selected from Ti: 0.10% or less and V: 0.20% or less, and Nb, Ti and V satisfy the relationship of formula (1), Having a component composition in which the balance is Fe and unavoidable impurities,
- the weld has a nugget and a heat affected zone, When the hardness of the heat-affected zone is equal to or lower than the hardness of the base material of the high-stre
- the hardness of the most softened portion of the heat-affected zone is X
- the hardness X of the most softened portion and the hardness of the base material of the high-strength steel sheet satisfy the relationship of formula (3)
- the resistance spot welded joint, wherein the total average number density of NbC, TiC and VC particles having grain sizes of 100 nm or less in the heat affected zone is 80 pieces/ ⁇ m 2 or more.
- the element symbol in the formula (1) represents the content (% by mass) of each element in the high-strength steel sheet, and is set to 0 when the element is not contained.
- the component composition contains one or more selected from Nb: 0.08% or less, Ti: 0.08% or less, and V: 0.16% or less, and The resistance spot welded joint according to [1], wherein the lower limit of the formula (1) is 0.04%.
- the high-strength steel sheet has, in mass%, Mo: 0.500% or less, Cr: 0.300% or less, Ca: 0.0200% or less, Sb: 0.200% or less, B: 0.0100% or less,
- a resistance spot welding method for manufacturing the resistance spot welded joint according to any one of [1] to [5] Two or more steel plates including at least one of the high-strength steel plates are superimposed to form a plate assembly, the plate assembly is sandwiched between a pair of welding electrodes, and the steel plates are joined by energizing while applying pressure, The energization comprising a main energization step and a post-energization step, and a cooling step between the main energization step and the post-energization step, In the post-energization step, the applied force F2 is set to 2.0 to 7.0 kN, and the current value I 2 that satisfies the relationship of formula (4) with respect to the current value I 1 in the main energization step is expressed
- I 1 Current value (kA) in the main energization step
- I 2 current value (kA) in the post-energization step
- t 2 energization time (ms) in the post-energization step.
- the element symbol in the formula (5) represents the content (% by mass) of each element in the high-strength steel sheet, and is set to 0 when the element is not contained.
- the value of ([Nb] + [Ti] + [V] / 5) in formula (5) is a value calculated using each high-strength steel plate Use the average of [7]
- the present invention in a resistance spot welded joint in which two or more steel plates including at least one high-strength steel plate are welded by resistance spot welding, the amount of hydrogen that enters under the operating environment is reduced, and the welded joint is Since delayed fracture can be suppressed, there is a significant industrial effect.
- FIG. 1 is a cross-sectional view schematically showing a resistance spot welded portion of a resistance spot welded joint of the present invention and its surroundings.
- FIG. 2 is a graph showing the relationship between the Vickers hardness and the distance from the nugget edge at and around the resistance spot weld shown in FIG.
- FIG. 3 is a cross-sectional view schematically showing an example of the resistance spot welding method of the present invention.
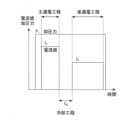
- FIG. 4 is a graph showing an example of the energization pattern and pressure pattern of the resistance spot welding method of the present invention.
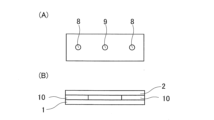
- 5(A) and 5(B) are diagrams showing a test piece for resistance spot welding in an embodiment of the present invention, where FIG. 5(A) is a plan view and FIG. 5(B) is a side view. is.
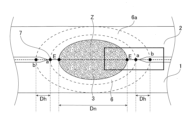
- FIG. 1 shows, as an example, a resistance spot welded portion (hereinafter sometimes referred to as a "welded portion”) and its surroundings in a resistance spot welded joint (hereinafter sometimes referred to as a "welded joint”) of the present invention. shows a cross-sectional view in the plate thickness direction.
- the present invention is a welded joint having a welded portion where two or more steel sheets are resistance spot welded together.
- the steel sheets to be superimposed include at least one steel sheet having a tensile strength of 980 MPa or more (that is, a high-strength steel sheet), which will be described later.
- the upper limit of the number of steel plates to be superimposed is not particularly specified, it is preferably four or less.
- the high-strength steel sheet contains a specific chemical composition, and Nb, Ti and V satisfy the relationship of formula (1).
- FIG. 1 is a welded joint in which a plate set of two superimposed steel plates is resistance spot welded.
- the high-strength steel sheet may have a metal plating layer, but illustration of the metal plating layer is omitted in FIG.
- a welded portion, which will be described below, is formed on a steel plate mating surface (hereinafter referred to as a “lapped surface”) 7 of the steel plates 1 and 2 .
- the welded part of the welded joint has a nugget 3 and a heat affected zone (HAZ) 6 formed on its outer circumference.
- the heat affected zone 6 has different phases and textures depending on the distance from the edge of the nugget 3 .
- the heat affected zone 6 has a softened zone 6a.
- the nugget diameter Dn that is, the diameter of the nugget 3) (mm) and the width Dh (mm) of the softened portion 6a in the heat affected zone 6 satisfy the relationship of formula (2)
- the hardness of the most softened portion of the heat affected zone 6 is X (HV)
- the hardness X of the most softened portion and the hardness (HV) of the base material of the high-strength steel sheet satisfy the relationship of formula (3).
- the total average number density of NbC, TiC and VC having a grain size of 100 nm or less in the heat affected zone 6 is 80 pieces/ ⁇ m 2 or more.
- nugget diameter Dn is defined as a straight line connecting two nugget ends EE, where the intersection of the outer edge of the nugget 3 and the overlapping surface 7 is the nugget end E. (that is, the length of the straight line Z shown in FIG. 1).
- the "heat-affected zone 6" is a peripheral structure of the nugget 3 that can be identified by etching the cross section of the welded part, and is quenched and tempered under the influence of the heat of fusion, and has a structure different from that of the base material. point to the area.
- the "width Dh (mm) of the softened portion 6a in the heat affected zone 6" is two points ( That is, it refers to the length of a straight line connecting points a and b) shown in FIG.
- this nugget diameter Dn and the width Dh of the softened portion 6a in the heat affected zone 6 (hereinafter also referred to as "width Dh of the softened portion 6a") satisfy the relationship of formula (2).
- width Dh of the softened portion 6a By forming the width Dh of the softened portion 6a so as to satisfy the formula (2), it is possible to trap more hydrogen entering from the external environment. If the width Dh (mm) of the softened portion 6a is (nugget diameter Dn ⁇ 0.2) (mm) or less, the amount of trap sites that can trap hydrogen penetrating into the nugget 3 is insufficient, causing delayed fracture. The amount of hydrogen entering a certain nugget 3 cannot be sufficiently reduced.
- the width Dh of the softened portion 6a is set to exceed (nugget diameter Dn ⁇ 0.2) (mm).
- the width Dh of the softened portion 6a preferably exceeds (nugget diameter Dn x 0.22) (mm), more preferably exceeds (nugget diameter Dn x 0.25) (mm), and further preferably exceeds (nugget diameter Dn x 0.3) (mm).
- the upper limit of the width Dh of the softened portion 6a is not specified. If the energization time in the post-energization step is increased to ensure the width Dh of the softened portion 6a, excessive tempering may reduce the strength of the heat-affected zone 6. ⁇ 0.5) (mm) or less is preferable.
- the width Dh of the softened portion 6a is more preferably (nugget diameter Dn ⁇ 0.48) (mm) or less.
- the “width Dh of the softened portion 6a in the heat-affected zone 6" in Equation (2) is the width of one of the softened portions 6a formed at both ends of the nugget 3, as shown in FIG. Point to Dh.
- FIG. 2 shows the relationship between the distance from the nugget edge E and the Vickers hardness in the weld zone and its surrounding area enclosed by the square frame shown in FIG.
- the horizontal axis indicates the "distance (mm) from the nugget edge” with reference to the nugget edge E
- the vertical axis indicates the "Vickers hardness (HV)" at each measurement position.
- a negative number on the horizontal axis indicates the distance from the nugget end E to the center of the nugget 3, and a positive number indicates the distance from the nugget end E to the base steel plate.
- Vickers hardness is measured according to JISZ2244 (2020).
- the Vickers hardness is a condition in which an indenter load of 300 gf is held for 15 seconds, and at a position 0.2 mm above the lap surface 7 of the high-strength steel plate and the lap Measurements are taken on a straight line parallel to surface 7 at intervals of 0.2 mm.
- the measurement area is a range from the center of the nugget 3 to 7.0 mm in the direction of the base material of the high-strength steel plate.
- the target of the measurement is the fusion zone and the base metal on the side of the high-strength steel sheet of the present invention.
- the “softened portion 6a of the heat affected zone 6” is the Vickers hardness measured in the heat affected zone 6 according to JISZ2244 (2020), which is the base material of the high-strength steel plate.
- the region where the Vickers hardness is equal to or less than the average Vickers hardness, and "the hardness X of the most softened portion” shall mean the minimum value of the Vickers hardness within the region. That is, the hardness X of the most softened portion is the lowest hardness region in the entire region of the heat affected zone 6 .
- the "average Vickers hardness of the base material of the high-strength steel sheet” is the average value of five measured values obtained by measuring the hardness of the base material of the high-strength steel sheet under the above conditions.
- the hardness X of the most softened portion of the heat affected zone 6 and the hardness of the base material of the high-strength steel sheet satisfy the relationship of formula (3), and the width Dh of the softened portion 6a is expressed by the formula ( It is important to satisfy 2).
- the hardness X of the most softened portion of the heat affected zone 6 satisfies the relationship of formula (3), the effect of improving the delayed fracture resistance of the nugget 3 due to the hydrogen trap in the heat affected zone 6 and the post-energization process described later It can be expected to improve the joint strength by
- the hardness X (HV) of the most softened portion of the heat-affected zone 6 is (hardness of the base material x 0.95) (HV) or more, the heat-affected zone 6 cannot be sufficiently tempered by overheating. Therefore, the hardness X of the most softened portion is less than (hardness of base material x 0.95) (HV).
- the hardness X of the most softened portion is preferably less than (hardness of base material x 0.90) (HV), more preferably less than (hardness of base material x 0.85) (HV).
- the lower limit of the hardness X of the most softened part is (hardness of base material x 0.40) (HV ).
- the hardness X of the most softened portion is preferably (hardness of base material x 0.45) (HV) or more.
- the hardness X of the most softened portion is preferably X (HV) ⁇ (average hardness of nugget 3 x 0.9) (HV) in relation to the hardness of nugget 3 . This is because if this relationship is not satisfied, the softened portion 6a is too hard, and even if the residual stress is within the allowable range of the nugget, the heat affected zone may undergo delayed fracture.
- the above-mentioned "average hardness of the nugget 3" is the average value of five measurements obtained by measuring the hardness of the nugget 3 under the above conditions.
- the Nb, Ti, and V contained in the high-strength steel sheet of the present invention form carbides of NbC, TiC, and VC in the heat-affected zone 6 by resistance spot welding under the welding conditions described later.
- the heat-affected zone 6 traps hydrogen entering from the external environment, reduces the amount of hydrogen accumulated at the nugget edge, and suppresses delayed fracture.
- the grain size of the formed NbC, TiC and VC each exceed 100 nm, excessive tempering is required in order to precipitate a carbide amount with a surface area sufficient to trap hydrogen penetrating into the nugget 3. As a result, joint strength decreases. For this reason, the grain size of NbC, TiC and VC is set to 100 nm or less.
- the total average number density of the formed carbides that is, the total number density of NbC, TiC and VC having a particle size of 100 nm or less is less than 80 per 1 ⁇ m 2 of the plate cross section, the carbide interfaces acting as hydrogen trap sites The surface area is not sufficient, and the amount of hydrogen entering the nugget 3, which causes delayed fracture, cannot be sufficiently reduced.
- the total average number density of NbC, TiC and VC having a particle size of 100 nm or less is set to 80 particles/ ⁇ m 2 or more.
- the total average number density of NbC, TiC and VC having a particle size of 100 nm or less is 90/ ⁇ m 2 or more.
- the upper limit of the average number density of the carbides is not particularly defined. From the viewpoint of securing joint strength after overheating, the total average number density of NbC, TiC and VC having a particle size of 100 nm or less is preferably 150/ ⁇ m 2 or less, and is 140/ ⁇ m 2 or less. is more preferable.
- the total average number density of NbC, TiC and VC having a particle size of 70 nm or less is preferably 60/ ⁇ m 2 or more. It is more preferable to set the number per ⁇ m 2 or more.
- the average number density is preferably 130/ ⁇ m 2 or less, more preferably 120/ ⁇ m 2 or less, and even more preferably 100/ ⁇ m 2 or less.
- the Vickers hardness of the weld zone and the base material described above, and the particle size and average number density of NbC, TiC, and VC described above can be measured by the methods described in Examples below.
- high-strength steel sheet refers to a steel sheet having a tensile strength (TS) of 980 MPa or more.
- TS tensile strength
- % in component composition means “% by mass” unless otherwise specified.
- C 0.10-0.40% C is used for microstructure control for making the TS of the steel sheet 980 MPa or more and for controlling the hardness of the nugget. If the C content is less than 0.10%, it becomes difficult to increase the TS to 980 MPa or more. On the other hand, if the C content exceeds 0.40%, the hardness inside the nugget increases, making it difficult to suppress breakage inside the nugget. Therefore, the C content should be 0.10 to 0.40%.
- the content of C is preferably 0.13% or more. Also, the content of C is preferably 0.25% or less.
- Si 0.10-2.50% Si is used to control the structure of the steel sheet and the size and amount of inclusions. If the Si content is less than 0.10%, it becomes difficult to increase the TS to 980 MPa or more. On the other hand, when the Si content exceeds 2.50%, the amount of carbide targeted in the present invention is not generated in the heat affected zone due to the carbide formation suppressing effect of Si, and as a result, the delayed fracture characteristics of the weld zone are deteriorated. difficult to improve. Therefore, the Si content should be 0.10 to 2.50%.
- the Si content is preferably 0.20% or more. Also, the Si content is preferably 1.70% or less.
- Mn 1.0-5.0% Mn is used to control the structure of steel sheets and nuggets, and the size and amount of inclusions. If the Mn content is less than 1.0%, it becomes difficult to increase the TS to 980 MPa or more. On the other hand, when the Mn content exceeds 5.0%, the amount of coarse inclusions in the nugget increases, and the tendency of brittle fracture of the nugget increases. Therefore, the content of Mn is set to 1.0 to 5.0%. The content of Mn is preferably 1.2% or more. Also, the content of Mn is preferably 2.8% or less.
- P 0.020% or less P exists in a solid solution state in the nugget and enhances the brittle fracture tendency of the nugget. Therefore, if the P content exceeds 0.020%, even if the nugget hardness and the nugget structure are controlled, there is a possibility that fractures in the nugget will occur. Therefore, the P content should be 0.020% or less.
- the P content is preferably 0.015% or less, more preferably 0.010% or less.
- the lower limit of the content of P is not particularly limited. However, excessive reduction causes an increase in cost, so the P content is preferably 0.0005% or more.
- S less than 0.010% S exists in the nugget in a solid solution state or as a sulfide, and increases the brittle fracture tendency of the nugget. If the S content is 0.010% or more, even if the nugget hardness and the nugget structure are controlled, there is a possibility that fractures in the nugget will occur. Therefore, the S content should be less than 0.010%. Also, the S content is preferably 0.005% or less. In addition, the lower limit of the content of S is not particularly limited. However, excessive reduction causes an increase in cost, so the S content is preferably 0.0001% or more.
- Al 0.10% or less
- Al is an element that controls the size and amount of oxide-based inclusions formed by the reaction between the weld zone and the outside air.
- the content of Al is set to 0.10% or less.
- the lower limit of the Al content is not specified, it is preferable that the Al content is 0.005% or more due to production technology restrictions. Also, the Al content is preferably 0.05% or less.
- N 0.010% or less N exists as a nitride in steel. If the N content exceeds 0.010%, the deformability of the steel sheet is lowered, making it difficult to suppress brittle fracture in the nugget during or after welding. Therefore, the N content is set to 0.010% or less. Although the lower limit of the N content is not specified, it is preferable that the N content is 0.0005% or more due to production technology restrictions. Also, the N content is preferably 0.005% or less.
- Nb 0.10% or less
- V 0.20% or less
- Nb, Ti, and V are carbides in the steel plate and the heat affected zone Used for size and quantity control.
- Nb, Ti, and V are carbides in the steel plate and the heat affected zone Used for size and quantity control.
- Nb, Ti, and V are carbides in the steel plate and the heat affected zone Used for size and quantity control.
- Nb, Ti, and V are carbides in the steel plate and the heat affected zone Used for size and quantity control.
- Nb 0.10% or less
- V 0.20% or less
- the formula (1 ) that is, the value of the left side ([Nb]+[Ti]+[V]/5) of Equation (1) is 0.01% or more).
- Nb, Ti, and V When at least one of Nb, Ti, and V is contained, the contents of Nb, Ti, and V are preferably Nb: 0.08% or less, Ti: 0.08% or less, and V: 0.16% or less. and the left-side value of formula (1) (that is, the lower limit of formula (1)) is 0.04% or more.
- the content of Nb, Ti and V is preferably Nb: 0.001% or more, Ti: 0.001% or more, V: 0.005% % or more, and the left-side value of Equation (1) is 0.01% or more.
- the left-side value of formula (1) is preferably 0.55% or less.
- One or two or more of the components Nb, Ti, and V can be contained, so the non-contained elements may be 0%.
- the element symbol in formula (1) represents the content (% by mass) of each element in the base material, and is 0 when the element is not contained.
- the high-strength steel sheet of the present invention contains the above elements, and the balance is Fe and unavoidable impurities.
- the above composition is the basic composition of high-strength steel sheets.
- one or more selected from Mo, Cr, Ca, Sb, B, Cu, and Ni can be contained, if necessary.
- the following components of Mo, Cr, Ca, Sb, B, Cu, and Ni can be contained as necessary, so these components may be 0%.
- Mo 0.500% or less
- Mo is an element that improves hardenability and is an effective element for generating a hard phase.
- the Mo content should be 0.500% or less.
- the lower limit of the Mo content may be 0.000%, the Mo content is set to 0.010% or more from the viewpoint of increasing the hardenability and keeping the TS within a more preferable range. is preferred.
- the Mo content is preferably 0.300% or less, more preferably 0.100% or less. Also, the Mo content is more preferably 0.030% or more.
- Cr 0.300% or less
- Cr is an element that improves hardenability and is an effective element for generating a hard phase.
- the Cr content is set to 0.300% or less.
- the lower limit of the Cr content may be 0.000%
- the Cr content is set to 0.010% or more from the viewpoint of increasing the hardenability and keeping the TS within a more preferable range. is preferred.
- the Cr content is preferably 0.250% or less, more preferably 0.100% or less.
- Ca 0.0200% or less Ca exists as inclusions in steel. If the Ca content exceeds 0.0200% and the steel sheet contains diffusible hydrogen, the inclusions act as starting points for cracks during a bending test, resulting in a decrease in bendability. Therefore, the content of Ca is set to 0.0200% or less. Although the lower limit of the Ca content may be 0.0000%, the Ca content is preferably 0.0001% or more due to production technology restrictions. Also, the content of Ca is preferably 0.0020% or more.
- Sb 0.200% or less
- Sb is an element effective for suppressing oxidation of the surface of the steel sheet during annealing and controlling the softened thickness of the surface layer.
- Sb is an element capable of reducing the frequency of corresponding grain boundaries in the surface layer of the steel sheet by suppressing nitriding of the surface layer of the steel sheet during annealing. If the Sb content exceeds 0.200%, a softened surface layer cannot be formed, resulting in deterioration of bendability and LME resistance. Therefore, the Sb content is set to 0.200% or less.
- the lower limit of the Sb content may be 0.000%. It is preferable to The Sb content is more preferably 0.002% or more, still more preferably 0.005% or more. Also, the Sb content is preferably 0.050% or less, more preferably 0.020% or less.
- B 0.0100% or less B is used to control the structure in the material steel plate and the nugget.
- B is an element that can improve hardenability by segregating at austenite grain boundaries.
- B By adding B to steel, it is possible to suppress the formation of ferrite and grain growth during annealing and cooling. is. In order to obtain such effects, the content of B should be 0.0001% or more.
- the B content exceeds 0.0100%, cracks occur inside the steel sheet during hot rolling, and the ultimate deformability of the steel sheet is lowered, so the total void number density after punching increases, and the elongation Flangeability deteriorates. Also, the bendability is reduced. Therefore, when B is added, its content should be 0.0001% or more and 0.0100% or less. When B is added, its content is preferably 0.0002% or more. Moreover, when B is added, its content is preferably 0.0050% or less.
- Cu 1.00% or less
- Cu is an element that increases hardenability, and keeps the area ratio of the hard phase within a more preferable range, the TS within a more preferable range, and further improves the dimensional accuracy during molding. It is an effective element for In order to obtain such effects, the Cu content is set to 0.01% or more.
- the Cu content exceeds 1.00%, the area ratio of the hard phase increases, and the dimensional accuracy and ductility during molding deteriorate.
- coarse precipitates and inclusions increase and the steel sheet contains diffusible hydrogen, they act as starting points for cracks during a bending test, resulting in a decrease in bendability. Therefore, when Cu is added, its content is set to 0.01% or more and 1.00% or less. When Cu is added, its content is preferably 0.02% or more. Moreover, when Cu is added, its content is preferably 0.20% or less.
- Ni 0.50% or less
- Ni is an element that increases hardenability, and keeps the area ratio of the hard phase within a more preferable range, the TS within a more preferable range, and further improves the dimensional accuracy during molding. It is an effective element for In order to obtain such effects, the Ni content should be 0.01% or more.
- the Ni content exceeds 0.50%, the area ratio of the hard phase increases, and the dimensional accuracy and ductility during molding deteriorate.
- coarse precipitates and inclusions increase and the steel sheet contains diffusible hydrogen, they act as starting points for cracks during a bending test, resulting in a decrease in bendability. Therefore, when Ni is added, its content should be 0.01% or more and 0.50% or less. When Ni is added, its content is preferably 0.02% or more. Moreover, when Ni is added, its content is preferably 0.20% or less.
- the high-strength steel sheet can have a metal plating layer on the surface of the steel sheet that is the base material, if necessary.
- the metal plating layer is preferably a zinc plating layer or an alloyed zinc plating layer.
- hot-dip galvanized steel sheets (GI) having a galvanized layer on the surface of the steel sheet that is the base material may be obtained.
- an alloying treatment may be further applied to obtain an alloyed hot dip galvanized steel sheet (GA) having a galvannealed layer on the surface of the steel sheet that is the base material.
- Resistance spot welding method An embodiment of a resistance spot welding method for producing a welded joint having the welds described above will now be described.
- the welded joint of the present invention is a resistance that joins the steel plates by sandwiching a plate assembly in which two or more steel plates are superimposed, including at least one high-strength steel plate, with a pair of welding electrodes, and applying an electric current while applying pressure. It can be manufactured by spot welding.
- two steel plates are used, a steel plate 1 arranged on the lower side (hereinafter referred to as “lower steel plate”) and a steel plate 2 arranged on the upper side (hereinafter referred to as “upper steel plate”). and are overlapped to form a board assembly.
- the steel plate arranged on the lowest side is the “lower steel plate”
- the steel plate arranged on the uppermost side is the “upper steel plate”.
- the steel plate placed between them is the “medium steel plate”.
- a pair of welding electrodes that is, a welding electrode 4 arranged on the lower side of the plate group (hereinafter sometimes referred to as “lower electrode”) and a welding electrode 5 arranged on the upper side of the plate group (hereinafter referred to as "lower electrode"
- the superimposed steel plates that is, the lower steel plate 1 and the upper steel plate 2 are sandwiched between two electrodes, which may be referred to as an "upper electrode”, and are energized while applying pressure.
- the apparatus for carrying out the resistance spot welding method of the present invention is not particularly limited as long as it has a configuration in which pressure is applied by the pair of welding electrodes 4 and 5 and the pressure is controlled.
- conventionally known devices such as air cylinders and servomotors can be used.
- the configuration for supplying current and controlling the current value at the time of energization is not particularly limited, and conventionally known devices can be used.
- the present invention can be applied to both direct current and alternating current. For alternating current, "current" means "rms current.”
- the form of the tip of each welding electrode 4, 5 is not particularly limited.
- DR type dome radius type
- R type radius type
- D type dome type
- the tip diameter of each welding electrode is, for example, 4 mm to 16 mm.
- the radius of curvature is, for example, 50 mm to 200 mm, and flat-type electrodes with flat tips can also be used. Resistance spot welding is performed while each welding electrode is always water-cooled.
- a nugget 3 of a required size is formed by resistance heating by applying pressure while sandwiching the superimposed steel plates 1 and 2 (that is, a set of plates) between a pair of welding electrodes 4 and 5.
- a welded joint is obtained by joining the overlapping steel plates together.
- the present invention provides resistance in a plate assembly in which either one of both surfaces or one surface of the assembly in contact with the welding electrodes 4, 5 arranged on the upper and lower sides of the assembly is a surface-treated steel plate having a metal plating layer. It can also be applied to spot welding methods.
- both sides of the plate set in contact with each welding electrode refers to the two outermost steel plates of the plate set composed of a plurality of steel plates that are in contact with the upper electrode and the lower electrode.
- either one side of the plate set in contact with each welding electrode refers to the two outermost plates of the plate set composed of a plurality of steel plates that are in contact with the upper electrode or the lower electrode. It refers to either one of the steel plates.
- the melting point of the metal plating layer is preferably lower than the melting point of the base material of the surface-treated steel sheet.
- surface-treated steel sheets include galvanizing typified by electrogalvanizing and hot-dip galvanizing (the hot-dip galvanizing includes alloyed hot-dip galvanizing), zinc, aluminum, magnesium, etc. It refers to a steel sheet that has a metal plating layer such as a zinc alloy plating containing elements on the surface of the base material (that is, the base steel sheet).
- a surface-treated steel sheet is called a "zinc-based plated steel sheet”. Therefore, in the present invention, at least one of the plurality of steel sheets constituting the above-described set of sheets is a zinc-based plated steel sheet.
- the plate thickness of the steel plate to be resistance spot welded is not particularly limited.
- it is preferably within the range of 0.5 mm or more and 3.0 mm or less.
- a steel sheet having a thickness within this range can be suitably used as a member for automobiles.
- the two or more steel plates to be resistance spot welded may be steel plates of the same type and shape, or may be steel plates of different types or different shapes.
- a surface-treated steel sheet having a metal plating layer and a steel sheet not having a metal plating layer may be superimposed.
- the energization includes a main energization step and a post-energization step.
- a non-energizing cooling step is provided between the main energizing step and the post-energizing step.
- This energization step is a step of forming a nugget portion that becomes a nugget 3 (see FIG. 1) when the overlapping surface 7 is melted by energization and solidified.
- the energizing conditions and pressurizing conditions in the main energizing step conditions capable of forming the nugget portion can be appropriately selected.
- the current value I1 in the main energization step is 1.0 kA or more and 15.0 kA or less
- the pressure F1 is 2.0 kN or more and 7.0 kN or less
- the energization time t1 in the main energization step is It is preferably 100 ms or more and 1000 ms or less.
- the above-mentioned "nugget 3" is a melted and solidified portion generated in the welded portion in resistance welding.
- the main energization process may be a multi-stage energization process in which the current value changes during the main energization process, or a multi-stage pressurization process in which the applied pressure changes during the main energization process.
- a cooling process is performed after the above-mentioned main energization process.
- the cooling step is performed for the purpose of lowering the temperature of the welded portion by bringing the electrodes into contact in order to prevent dust from being generated due to overheating in the post-energization step immediately after the nugget is formed in the main-energization step.
- the non-energized state is maintained for a predetermined cooling time tc.
- the cooling time tc is preferably 500 ms or more and 2000 ms or less.
- the cooling time tc is more preferably 550 ms or longer, and more preferably 1800 ms or shorter.
- Post-energization process After the main energization process and the cooling process described above, a post-energization process is performed.
- the post-energization step is performed for the purpose of heating the heat-affected zone without enlarging the diameter of the nugget by changing the supplied current value.
- the applied force F2 is set to 2.0 to 7.0 kN, and the current value I 2 that satisfies the relationship of formula (4) with respect to the current value I 1 in the main energization step.
- energization is performed during the energization time t 2 represented by the equation (5).
- I 1 Current value (kA) in the main energization step
- I 2 current value (kA) in the post-energization step
- t 2 energization time (ms) in the post-energization step.
- the element symbol in the formula (5) represents the content (% by mass) of each element in the base metal of the steel sheet, and is set to 0 when the element is not contained.
- the current value I2 in the post-energization step will be described.
- current is supplied at a current value I 2 (kA) that satisfies equation (4).
- the inside of the nugget is reheated by passing through the cooling step and energizing at the current value I 2 (kA) in the post-energization step.
- the heat-affected zone is tempered, and a state in which more carbides can be precipitated during the energization in the post-energization step is maintained. do.
- the post-energization step is a step of reheating the heat-affected zone around the solidified nugget.
- the current value I 2 (kA) is (0.6 ⁇ I 1 ) (kA) or less, the welded portion is not sufficiently reheated, and enough carbides are precipitated to trap hydrogen entering from the external environment. not. Therefore, the current value I 2 (kA) is set to exceed (0.6 ⁇ I 1 ) (kA).
- the current value I 2 (kA) is preferably greater than (0.7 ⁇ I 1 )(kA).
- the current value I 2 (kA) is set to be less than (1.0 ⁇ I 1 ) (kA) with respect to the current value I 1 in the main energization step. More preferably, the current value I 2 (kA) is less than (0.9 ⁇ I 1 )(kA).
- the energization pattern in the post-energization step can provide the same effect as described above even if there is multi-stage energization.
- the energization time t2 of the post-energization step will be described.
- carbides due to the tempering of the weld zone, which is the target of the present invention are formed. It is formed. Thereby, the formed carbides can be controlled within the range of the above average number density.
- the energization time t 2 in the post-energization step is equal to or less than the left-side value of Equation (5) (that is, (2100 ⁇ 8200 ⁇ ([Nb]+[Ti]+[V]/5)))
- the heat-affected zone is not sufficiently heated and the carbides are not sufficiently precipitated, so that the delayed fracture resistance, which is the target of the present invention, cannot be obtained. Therefore, the energization time t2 in the post-energization step is set to a time exceeding the left-side value of equation (5).
- the energization time t 2 (ms) is preferably 400 ms or more.
- the left-side value of formula (5) is used using the Nb, Ti, and V amounts of each steel plate and find the average of these. This average value is compared with the energization time t2 .
- the upper limit of the energization time t 2 (ms) in the post-energization step is not specified.
- the energization time t2 in the post-energization step is preferably 2000 ms or less, more preferably less than 800 ms, and still more preferably 600 ms or less.
- the pressurizing force F2 in the post-energization process will be described.
- the pressure F2 in the post-energization step is set to 2.0 kN or more and 7.0 kN or less. If the pressure F2 is less than 2.0 kN, the pressure is insufficient and the nugget is not formed with a sufficient size. On the other hand, if the applied force F2 exceeds 7.0 kN, there is a risk of splintering during welding.
- the holding process is performed for the purpose of stably cooling the welded portion after overheating in the post-energization process and preventing cracking.
- the hold time th is preferably 10 ms or more and 100 ms or less.
- FIG. 4 shows an example of the energization pattern of the present invention.
- the vertical axis is the current value and the applied pressure
- the horizontal axis is time.
- the current value and applied pressure increase in the upward direction on the vertical axis.
- the cooling process is performed with the cooling time tc, and then the current value I2 and the energization time t2 are performed.
- the post-energization process is performed.
- Table 1 shows the tensile strength (TS) of the lower steel plate 1 and the upper steel plate 2 and the presence or absence of the metal plating layer.
- the metal plating layer is zinc plating.
- Each steel plate had a long side of 100 mm, a short side of 30 mm, and a thickness of 1.4 mm.
- the above “tensile strength” is the tensile strength ( MPa).
- the resistance spot welding was performed at room temperature, and the welding electrodes (that is, the lower electrode and the upper electrode) were always water-cooled. Both the lower electrode and the upper electrode had a tip diameter (ie tip diameter) of 6 mm and a radius of curvature of 40 mm, and were DR type electrodes made of chromium copper. Further, the pressing force was controlled by driving the lower electrode and the upper electrode with a servomotor, and a single-phase alternating current with a frequency of 50 Hz was supplied at the time of energization.
- the resistance spot welding is performed by inserting a 30 mm square with a thickness of 1.5 mm between the two steel plates 1 and 2 (size: long side: 100 mm, short side: 30 mm). A certain spacer 10 was sandwiched between both ends of the steel plates and temporarily welded.
- FIG. 5 shows a plan view (see FIG. 5A) and a side view (see FIG. 5B) showing a test piece for resistance spot welding, and reference numeral 9 in FIG. A point 8 is a temporary welding point. All the samples were subjected to the main energizing step by controlling the current value and the energizing time so that the nugget diameter was 4 ⁇ t with respect to the plate thickness t.
- the Vickers hardness of the weld zone and the base material of the steel plate was measured by the following method. The obtained welded joint was cut at a position passing through the center of the nugget to obtain a test piece, and after ultrasonically cleaning the test piece, the cross section of the welded portion of the sample that was embedded in resin was polished, and a picric acid solution was used. Etching was performed and samples were prepared. The Vickers hardness of the welded portion and the base material portion is measured using a Vickers hardness tester in accordance with JISZ2244 (2020). A load of 300 gf was applied for 15 seconds.
- Hardness X of the most softened part of the heat-affected zone shown in Table 3 was determined as follows. Specifically, measurements were taken at intervals of 0.2 mm on a straight line parallel to the lapped surface 7 of the steel plate at a position 0.2 mm above the lapped surface 7 of the steel plate. The area to be measured was the range from the center of the nugget 3 to the base material of the steel plate (see FIG. 1). The reason why the position is 0.2 mm above the overlapping surface 7 of the steel plates is that the upper steel plate is a high-strength steel plate. In the case of the lower steel plate, the measurement was performed at a position 0.2 mm below the overlapping surface 7 of the steel plate.
- the “softened portion 6a of the heat affected zone 6” is the Vickers hardness measured in the heat affected zone 6 according to JISZ2244 (2020), which is the base material of the high-strength steel plate. A region below the average Vickers hardness is indicated, and "hardness X at the most softened portion” is the minimum value within the region.
- the "average Vickers hardness of the base material of the high-strength steel sheet” is the average value of the measured values obtained by measuring the hardness of the base material of the high-strength steel sheet five times under the above conditions.
- the width Dh of the softened portion was measured using the sample prepared for the hardness measurement described above. Specifically, as shown in FIG. 1, an extension line of a straight line Z connecting the intersection of the nugget 3 and the overlapping surface 7 (that is, the nugget end E) and the boundary of the softened portion 6a (the inner peripheral edge and the outer edge of the softened portion 6a).
- the two points that is, point a and point b) at which the two points intersect with each other (peripheral edge) were determined, and the length of the straight line connecting the two points was measured with an optical microscope to determine the width Dh (mm) of the softened portion 6a.
- the point a is the intersection of the extension of the straight line Z and the inner peripheral edge of the softened portion 6a
- the point b is the intersection of the extension of the straight line Z and the outer peripheral edge of the softened portion 6a.
- the grain sizes of NbC, TiC and VC were measured by cutting out the heat-affected zone from the obtained welded joint, polishing the thickness cross-section, corroding it with 3% nital, and magnifying it 10,000 times using a transmission electron microscope (TEM). Observed under magnification. Using Image-Pro, the particle size of the precipitate was obtained by calculating the equivalent circle diameter with the lower limit set to 0.005 ⁇ m. The average number density (pieces/1 ⁇ m 2 ) of NbC, TiC and VC having a particle size of 100 nm or less was observed with a TEM at a magnification of 10,000 times, and the number density at 10 locations was determined and the average was taken. Observations were made on each of the upper steel plate and the lower steel plate. Also, the average number density (pieces/1 ⁇ m 2 ) of NbC, TiC and VC having a particle size of 70 nm or less was determined in the same manner.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Resistance Welding (AREA)
Abstract
Description
[1] 少なくとも1枚の高強度鋼板を含む、2枚以上の鋼板を重ね合わせた板組が抵抗スポット溶接された溶接部を有する、抵抗スポット溶接継手であって、
前記高強度鋼板が、質量%で、
C:0.10~0.40%、
Si:0.10~2.50%、
Mn:1.0~5.0%、
P:0.020%以下、
S:0.010%未満、
Al:0.10%以下、および
N:0.010%以下
を含有し、さらに、
Nb:0.10%以下、
Ti:0.10%以下、および
V:0.20%以下
のうちから選択された1種または2種以上を含有し、かつ、Nb、TiおよびVが式(1)の関係を満足し、残部がFeおよび不可避的不純物からなる成分組成を有し、
前記溶接部は、ナゲットと熱影響部を有し、
前記熱影響部における硬さが前記高強度鋼板の母材の硬さ以下となる領域を軟化部としたとき、ナゲット径と熱影響部における該軟化部の幅とが式(2)の関係を満足し、
かつ、前記熱影響部の最軟化部の硬さをXとしたとき、該最軟化部の硬さXと前記高強度鋼板の母材の硬さとが式(3)の関係を満足し、
かつ、前記熱影響部内における、粒径が100nm以下のNbC、TiCおよびVCの合計の平均個数密度が、80個/μm2以上である、抵抗スポット溶接継手。
([Nb]+[Ti]+[V]/5) ≧ 0.01% ……(1)
熱影響部における軟化部の幅(mm) > ナゲット径(mm)×0.2 ……(2)
X(HV) < 高強度鋼板の母材の硬さ(HV)×0.95 ……(3)
ここで、式(1)中の元素記号は、高強度鋼板における各元素の含有量(質量%)を表し、該元素が含有されていない場合には0とする。
[2] 前記成分組成は、Nb:0.08%以下、Ti:0.08%以下、およびV:0.16%以下のうちから選択された1種または2種以上を含有し、かつ、前記式(1)の下限値が0.04%である、[1]に記載の抵抗スポット溶接継手。
[3] 前記高強度鋼板は、前記成分組成に加えて、質量%で、
Mo:0.500%以下、
Cr:0.300%以下、
Ca:0.0200%以下、
Sb:0.200%以下、
B:0.0100%以下、
Cu:1.00%以下、および
Ni:0.50%以下
のうちから選択された1種または2種以上を含有する、[1]または[2]に記載の抵抗スポット溶接継手。
[4] 前記高強度鋼板は、金属めっき層を有する、[1]~[3]のいずれか1つに記載の抵抗スポット溶接継手。
[5] 前記高強度鋼板の引張強度が980MPa以上である、[1]~[4]のいずれか1つに記載の抵抗スポット溶接継手。
[6] [1]~[5]のいずれか1つに記載の抵抗スポット溶接継手を製造する抵抗スポット溶接方法であって、
少なくとも1枚の前記高強度鋼板を含む2枚以上の鋼板を重ね合わせて板組とし、該板組を1対の溶接電極で挟持し、加圧しながら通電して前記鋼板を接合するに際し、
本通電工程と後通電工程からなる前記通電と、該本通電工程と該後通電工程との間に冷却工程を有し、
前記後通電工程では、加圧力F2を2.0~7.0kNとし、かつ、前記本通電工程の電流値I1に対して式(4)の関係を満足する電流値I2で、式(5)で表される通電時間t2の間、通電を行う、抵抗スポット溶接方法。
0.6×I1 < I2 < 1.0×I1 ……(4)
2100-8200×([Nb]+[Ti]+[V]/5)< t2 ……(5)
ここで、各式において、
I1:本通電工程における電流値(kA)、
I2:後通電工程における電流値(kA)、
t2:後通電工程における通電時間(ms)、とする。
また、式(5)中の元素記号は、高強度鋼板における各元素の含有量(質量%)を表し、該元素が含有されていない場合には0とする。また、高強度鋼板が2種類以上である場合には、式(5)中の([Nb]+[Ti]+[V]/5)の値は、各高強度鋼板を用いて算出した値の平均値を使用する。
[7] 前記冷却工程では、500ms以上2000ms未満の間、無通電状態を保持する、[6]に記載の抵抗スポット溶接方法。
まず、図1を参照して、本発明の抵抗スポット溶接継手を説明する。図1には、一例として、本発明の抵抗スポット溶接継手(以下、「溶接継手」と称する場合もある)における、抵抗スポット溶接部(以下、「溶接部」と称する場合もある)およびその周辺の板厚方向断面図を示す。
本発明の溶接継手の溶接部について説明する。
熱影響部における軟化部の幅(mm)> ナゲット径(mm)×0.2 ……(2)
X(HV) < 高強度鋼板の母材の硬さ(HV)×0.95 ……(3)
なお、例えば重ね合わせる全ての鋼板に本発明の高強度鋼板を適用する場合には、全ての高強度鋼板において鋼板ごとに上記の式(2)および式(3)の関係を満たし、かつ、全ての高強度鋼板における上記のNbC、TiCおよびVCの平均個数密度の平均値が上記数値範囲となることが必要である。これにより、本発明の効果を得ることができる。
図1に示すように、「ナゲット径Dn(mm)」とは、ナゲット3の外縁と重ね面7との交点をナゲット端部Eとするとき、2つのナゲット端部E―E間を結ぶ直線(すなわち、図1に示す直線Z)の長さを指す。「熱影響部6」とは、溶接部の断面をエッチングし判別できるナゲット3の周辺組織であり、溶融熱の影響を受けて焼き入れ及び焼き戻しされた、母材の組織とは異なる組織の領域を指す。「熱影響部6における軟化部6aの幅Dh(mm)」とは、直線Zの延長線と軟化部6aの境界(すなわち、軟化部6aの内周縁および外周縁)とが交差する2点(すなわち、図1に示す点a、点b)を結ぶ直線の長さを指す。
図2には、図1に示す四角枠で囲った溶接部およびその周辺の領域における、ナゲット端部Eからの距離とヴィッカース硬さとの関係を示す。図2のグラフは、横軸にナゲット端部Eを基準とした「ナゲット端部からの距離(mm)」を示し、縦軸に各測定位置における「ヴィッカース硬さ(HV)」を示す。横軸のマイナスの数字は、ナゲット端部Eからナゲット3の中心へと向かう距離を示し、プラスの数字はナゲット端部Eから母材鋼板へと向かう距離を示す。ヴィッカース硬さは、JISZ2244(2020年)に準拠して測定する。
本発明では、上述のように、溶接部の熱影響部6に高密度の炭化物を析出することも重要である。具体的には、熱影響部6内における、粒径が100nm以下のNbC、TiCおよびVCの合計の平均個数密度が80個/μm2以上とする。
本発明の溶接継手における、高強度鋼板の成分組成の限定理由について説明する。本発明において「高強度鋼板」とは、引張強度(TS)が980MPa以上の鋼板を指す。なお、以下の説明において、成分組成の「%」表示は、特に断らない限り「質量%」を意味する。
Cは、鋼板のTSを980MPa以上とするための組織制御と、ナゲットの硬さ制御のために用いられる。Cの含有量が0.10%未満では、TSを980MPa以上とすることが困難になる。一方、Cの含有量が0.40%を超えると、ナゲット内の硬さが増加するため、ナゲット内破壊の抑制が困難である。したがって、Cの含有量は、0.10~0.40%とする。Cの含有量は、好ましくは0.13%以上とする。また、Cの含有量は、好ましくは0.25%以下とする。
Siは、鋼板の組織制御と、介在物のサイズおよび量とを制御するために用いられる。Siの含有量が0.10%未満では、TSを980MPa以上とすることが困難になる。一方、Siの含有量が2.50%を超えると、Siの炭化物生成抑制効果により、熱影響部に本発明で目標とする炭化物量が生成されず、その結果、溶接部の遅れ破壊特性を向上させることが困難になる。したがって、Siの含有量は、0.10~2.50%とする。Siの含有量は、好ましくは0.20%以上とする。また、Siの含有量は、好ましくは1.70%以下とする。
Mnは、鋼板およびナゲットの組織制御と、介在物のサイズおよび量とを制御するために用いられる。Mnの含有量が1.0%未満では、TSを980MPa以上とすることが困難になる。一方、Mnの含有量が5.0%を超えると、ナゲット内の粗大な介在物量が増加し、ナゲットの脆性破壊傾向が強まる。したがって、Mnの含有量は、1.0~5.0%とする。Mnの含有量は、好ましくは1.2%以上とする。また、Mnの含有量は、好ましくは2.8%以下とする。
Pは、ナゲット内に固溶状態で存在し、ナゲットの脆性破壊傾向を強める。そのため、Pの含有量が0.020%を超えると、ナゲットの硬さやナゲットの組織を制御しても、ナゲット内破壊が発生する可能性がある。したがって、Pの含有量は、0.020%以下とする。Pの含有量は、好ましくは0.015%以下、より好ましくは0.010%以下とする。なお、Pの含有量の下限は特に限定されない。ただし、過度の低減はコストの増加を招くので、Pの含有量は0.0005%以上とすることが好ましい。
Sは、ナゲット内で固溶状態あるいは硫化物として存在し、ナゲットの脆性破壊傾向を強める。Sの含有量が0.010%以上では、ナゲットの硬さやナゲットの組織を制御しても、ナゲット内破壊が発生する可能性がある。そのため、Sの含有量は0.010%未満にする。また、Sの含有量は、好ましくは0.005%以下とする。なお、Sの含有量の下限は特に限定されない。ただし、過度の低減はコストの増加を招くので、Sの含有量は0.0001%以上とすることが好ましい。
Alは、溶接部と外気の反応により形成される酸化物系介在物のサイズと量を制御する元素である。Alの含有量が0.10%を超えると、ナゲット内の粗大な介在物量が増加し、ナゲットの脆性破壊傾向が強まる。したがって、Alの含有量は、0.10%以下とする。Alの含有量の下限は規定しないが、生産技術上の制約から、Alの含有量は0.005%以上とすることが好ましい。また、Alの含有量は、好ましくは0.05%以下とする。
Nは、鋼中で窒化物として存在する。Nの含有量が0.010%を超えると、鋼板の変形能を低下されるため、溶接中や溶接後に、ナゲット内の脆性破壊を抑制することが困難になる。そのため、Nの含有量は0.010%以下にする。なお、Nの含有量の下限は特に規定しないが、生産技術上の制約から、Nの含有量は0.0005%以上とすることが好ましい。また、Nの含有量は、好ましくは0.005%以下とする。
Nb、Ti、Vは、鋼板および熱影響部の炭化物のサイズと量の制御のために用いられる。Nb、Ti、Vの少なくとも1種を含有する場合、それらの含有量はNb:0.10%以下、Ti:0.10%以下、V:0.20%以下であり、かつ、式(1)の範囲内(すなわち、式(1)の左辺値([Nb]+[Ti]+[V]/5)の値)が0.01%以上)とする。Nb:0.10%超え、Ti:0.10%超え、V:0.20%超えの場合には、熱影響部内に粗大な析出物が多く形成され、継手強度が低下する。Nb、Ti、Vが式(1)の範囲を外れる場合(すなわち、式(1)の左辺値が0.01%未満である場合)、本発明で目標とする熱影響部の水素トラップ効果を達成することが困難になる。
また、Nb、Ti、Vの少なくとも1種を含有する場合、Nb、Ti、Vの含有量は、好ましくは、Nb:0.001%以上、Ti:0.001%以上、V:0.005%以上とし、式(1)の左辺値は0.01%以上とする。
式(1)の左辺値は、0.55%以下とすることが好ましい。
なお、Nb、Ti、Vの各成分は、1種または2種以上を含有できるので、含有されない元素は0%であってもよい。
ここで、式(1)中の元素記号は、母材における各元素の含有量(質量%)を表し、該元素が含有されていない場合には0とする。
Moは、焼入れ性を向上させる元素であり、硬質相を生成させるために有効な元素である。Moの含有量が0.500%を超えると、硬質相の面積率が増加し、成形時の寸法精度および延性が低下する。したがって、Moの含有量は0.500%以下にする。なお、Moの含有量の下限は0.000%であってもよいが、焼入れ性を大きくし、TSをより好適な範囲内とする観点から、Moの含有量は0.010%以上とすることが好ましい。Moの含有量は、好ましくは0.300%以下、より好ましくは0.100%以下とする。また、Moの含有量は、より好ましくは0.030%以上とする。
Crは、焼入れ性を向上させる元素であり、硬質相を生成させるために有効な元素である。Crの含有量が0.300%を超えると、硬質相の面積率が増加し、成形時の寸法精度および延性が低下する。したがって、Crの含有量は0.300%以下にする。なお、Crの含有量の下限は0.000%であってもよいが、焼入れ性を大きくし、TSをより好適な範囲内とする観点から、Crの含有量は0.010%以上とすることが好ましい。また、Crの含有量は、好ましくは0.250%以下、より好ましくは0.100%以下とする。
Caは、鋼中で介在物として存在する。Caの含有量が0.0200%を超えると、鋼板中に拡散性水素を含有する場合、上記介在物が曲げ試験時に亀裂の起点となるため、曲げ性が低下する。そのため、Caの含有量は0.0200%以下にする。なお、Caの含有量の下限は0.0000%であってもよいが、生産技術上の制約から、Caの含有量は0.0001%以上とすることが好ましい。また、Caの含有量は、好ましくは0.0020%以上とする。
Sbは、焼鈍中の鋼板表面の酸化を抑制し、表層軟化厚みを制御するために有効な元素である。また、Sbは、焼鈍中に鋼板表層の窒化を抑制することで、鋼板表層の対応粒界頻度を低減することができる元素である。Sbの含有量が0.200%を超えると、表層軟化部を形成することができないため、曲げ性および耐LME特性が低下する。そのため、Sbの含有量は0.200%以下にする。なお、Sbの含有量の下限は0.000%であってもよいが、対応粒界頻度を低減し、より良好な耐LME特性を得るためには、Sbの含有量は0.001%以上とすることが好ましい。Sbの含有量は、より好ましくは0.002%以上、さらに好ましくは0.005%以上とする。また、Sbの含有量は、好ましくは0.050%以下、より好ましくは0.020%以下とする。
Bは、素材鋼板とナゲット内の組織制御に用いられる。
Cuは、焼入れ性を大きくする元素であり、硬質相の面積率をより好適な範囲内として、TSをより好適な範囲内とし、かつ成形時の寸法精度をより向上するために有効な元素である。こうした効果を得るためには、Cuの含有量を0.01%以上にする。一方、Cuの含有量が1.00%を超えると、硬質相の面積率が増加し、成形時の寸法精度および延性が低下する。また、粗大な析出物や介在物が増加し、鋼板中に拡散性水素を含有する場合、曲げ試験時に亀裂の起点となるため、曲げ性が低下する。したがって、Cuを添加する場合、その含有量は0.01%以上1.00%以下とする。Cuを添加する場合、その含有量は、好ましくは、0.02%以上とする。また、Cuを添加する場合、その含有量は、好ましくは0.20%以下とする。
Niは、焼入れ性を大きくする元素であり、硬質相の面積率をより好適な範囲内として、TSをより好適な範囲内とし、かつ成形時の寸法精度をより向上するために有効な元素である。こうした効果を得るためには、Niの含有量を0.01%以上にする。一方、Niの含有量が0.50%を超えると、硬質相の面積率が増加し、成形時の寸法精度および延性が低下する。また、粗大な析出物や介在物が増加し、鋼板中に拡散性水素を含有する場合、曲げ試験時に亀裂の起点となるため、曲げ性が低下する。したがって、Niを添加する場合、その含有量は0.01%以上0.50%以下とする。Niを添加する場合、その含有量は、好ましくは、0.02%以上とする。また、Niを添加する場合、その含有量は、好ましくは0.20%以下とする。
次に、上述の溶接部を有する溶接継手を製造するための抵抗スポット溶接方法の一実施形態について、説明する。
なお、各溶接電極が常に水冷されている状態で抵抗スポット溶接を行う。
本発明では、上述の加圧および通電を、以下に説明する特定パターンで行う。上記通電は、本通電工程と後通電工程からなる。また、本通電工程と後通電工程との間に、無通電の冷却工程を有する。
本通電工程は、重ね面7が通電により溶融し、凝固するとナゲット3(図1を参照)となるナゲット部を形成する工程である。本通電工程の通電条件および加圧条件は、そのナゲット部を形成することが可能な条件を適宜選択することができる。
上記した「ナゲット3」とは、抵抗溶接において溶接部に生じる溶融凝固した部分である。
上述の本通電工程の後、冷却工程を行う。冷却工程は、本通電工程によるナゲット形成直後、後通電工程による過加熱によりチリが発生することを防止するため、電極を接触し溶接部の温度を低下することを目的として行う。冷却工程では、所定の冷却時間tcの間、無通電状態を保持する。冷却時間tcは、500ms以上2000ms以下であることが好ましい。冷却時間tcは、550ms以上がより好ましく、また1800ms以下がより好ましい。
上述の本通電工程と冷却工程の後、後通電工程を行う。後通電工程は、供給する電流値を変更することで、ナゲットの径を拡大せずに熱影響部を加熱することを目的として行う。
0.6×I1 < I2 < 1.0×I1 ……(4)
2100-8200×([Nb]+[Ti]+[V]/5)< t2 ……(5)
ここで、各式において、
I1:本通電工程における電流値(kA)、
I2:後通電工程における電流値(kA)、
t2:後通電工程における通電時間(ms)、とする。
また、式(5)中の元素記号は、鋼板の母材における各元素の含有量(質量%)を表し、該元素が含有されていない場合には0とする。
後通電工程は、式(4)を満足する電流値I2(kA)で通電する。本発明では、本通電工程終了後、冷却工程を経て、後通電工程における電流値I2(kA)で通電し、ナゲット内を再加熱する。つまり、本通電工程において形成されたナゲットを、後通電工程において溶接部を再加熱することで、熱影響部を焼戻し、後通電工程での通電の間に炭化物をより多く析出させられる状態を維持する。
上述の電流値I2(kA)の条件で通電する場合、式(5)で表される通電時間t2(ms)を満足することにより、本発明で目標とする溶接部の焼戻しによる炭化物が形成される。これにより、形成された炭化物を上述の平均個数密度の範囲内に制御できる。後通電工程の通電時間t2が式(5)の左辺値(すなわち、(2100-8200×([Nb]+[Ti]+[V]/5))で算出される値)以下である場合、熱影響部が十分に加熱されず、炭化物が十分に析出されないため、本発明で目標とする耐遅れ破壊特性を得られない。したがって、後通電工程の通電時間t2は式(5)の左辺値を超える時間とする。通電時間t2(ms)は、好ましくは400ms以上とする。
上述の条件に加えて、後通電工程の加圧力F2は、2.0kN以上7.0kN以下とする。加圧力F2が2.0kN未満では加圧力が足りず、ナゲットが十分な大きさで形成されない。一方、加圧力F2が7.0kN超えでは溶接時にチリ発生の恐れがある。
なお、表2において、異なる鋼種の鋼板同士を重ね合わせて板組とした場合には、各鋼板のNb、TiおよびV量を用いて式(5)の左辺値を算出し、これらの平均値を後通電工程の通電時間t2との比較のために用いた。
溶接部および鋼板の母材のヴィッカース硬さは、次の方法で測定した。
得られた溶接継手を、ナゲットの中心を通る位置で切断して試験片とし、該試験片を超音波洗浄した後に樹脂埋めを行ったサンプルの溶接部断面を研磨し、ピクリン酸溶液を用いてエッチングを行い、サンプルを準備した。溶接部および母材部のヴィッカース硬さは、ヴィッカース硬度計により、JISZ2244(2020年)に準拠して測定する。測定荷重は、300gfの圧子にて15秒負荷する条件で行った。
上述の硬さ測定で準備したサンプルを用いて、軟化部の幅Dhを測定した。
具体的には、図1に示すように、ナゲット3と重ね面7の交点(すなわち、ナゲット端部E)を結ぶ直線Zの延長線と軟化部6aの境界(軟化部6aの内周縁および外周縁)とが交差する2点(すなわち、点a、点b)を求め、該2点を結ぶ直線の長さを光学顕微鏡で測定し、軟化部6aの幅Dh(mm)とした。点aは直線Zの延長線と軟化部6aの内周縁との交点とし、点bは直線Zの延長線と軟化部6aの外周縁との交点とした。
断面観察では、熱影響部内の炭化物密度を測定した。ここでは、炭化物としてNbC、TiCおよびVCを測定した。
浸漬試験による耐遅れ破壊特性の評価は、次の方法で行った。まず、溶接後、常温(ここでは、20℃)で大気中に24時間以上静置した溶接継手を試料とした。該試料をpH2.5の塩酸溶液で96時間浸漬した後、遅れ破壊の有無を調査した。表3中、ナゲットがはく離しなかった試料には記号「〇」を記し、ナゲットがはく離した試料には記号「×」を記した。上記の「ナゲットがはく離」とは、接合界面でナゲットが二つに剥離する現象を指す。ここでは、記号「〇」の場合に、「優れた耐遅れ破壊特性」を有すると評価した。



2 上鋼板
3 ナゲット
4 下電極
5 上電極
6 熱影響部
6a 軟化部
7 重ね面
8 仮溶接点
9 溶接点
10 スペーサ
Claims (7)
- 少なくとも1枚の高強度鋼板を含む、2枚以上の鋼板を重ね合わせた板組が抵抗スポット溶接された溶接部を有する、抵抗スポット溶接継手であって、
前記高強度鋼板が、質量%で、
C:0.10~0.40%、
Si:0.10~2.50%、
Mn:1.0~5.0%、
P:0.020%以下、
S:0.010%未満、
Al:0.10%以下、および
N:0.010%以下
を含有し、さらに、
Nb:0.10%以下、
Ti:0.10%以下、および
V:0.20%以下
のうちから選択された1種または2種以上を含有し、かつ、Nb、TiおよびVが式(1)の関係を満足し、残部がFeおよび不可避的不純物からなる成分組成を有し、
前記溶接部は、ナゲットと熱影響部を有し、
前記熱影響部における硬さが前記高強度鋼板の母材の硬さ以下となる領域を軟化部としたとき、ナゲット径と熱影響部における該軟化部の幅とが式(2)の関係を満足し、
かつ、前記熱影響部の最軟化部の硬さをXとしたとき、該最軟化部の硬さXと前記高強度鋼板の母材の硬さとが式(3)の関係を満足し、
かつ、前記熱影響部内における、粒径が100nm以下のNbC、TiCおよびVCの合計の平均個数密度が、80個/μm2以上である、抵抗スポット溶接継手。
([Nb]+[Ti]+[V]/5) ≧ 0.01% ……(1)
熱影響部における軟化部の幅(mm) > ナゲット径(mm)×0.2 ……(2)
X(HV) < 高強度鋼板の母材の硬さ(HV)×0.95 ……(3)
ここで、式(1)中の元素記号は、高強度鋼板における各元素の含有量(質量%)を表し、該元素が含有されていない場合には0とする。 - 前記成分組成は、
Nb:0.08%以下、Ti:0.08%以下、およびV:0.16%以下のうちから選択された1種または2種以上を含有し、かつ、前記式(1)の下限値が0.04%である、請求項1に記載の抵抗スポット溶接継手。 - 前記高強度鋼板は、前記成分組成に加えて、質量%で、
Mo:0.500%以下、
Cr:0.300%以下、
Ca:0.0200%以下、
Sb:0.200%以下、
B:0.0100%以下、
Cu:1.00%以下、および
Ni:0.50%以下
のうちから選択された1種または2種以上を含有する、請求項1または2に記載の抵抗スポット溶接継手。 - 前記高強度鋼板は、金属めっき層を有する、請求項1~3のいずれか1項に記載の抵抗スポット溶接継手。
- 前記高強度鋼板の引張強度が980MPa以上である、請求項1~4のいずれか1項に記載の抵抗スポット溶接継手。
- 請求項1~5のいずれか1項に記載の抵抗スポット溶接継手を製造する抵抗スポット溶接方法であって、
少なくとも1枚の前記高強度鋼板を含む2枚以上の鋼板を重ね合わせて板組とし、該板組を1対の溶接電極で挟持し、加圧しながら通電して前記鋼板を接合するに際し、
本通電工程と後通電工程からなる前記通電と、該本通電工程と該後通電工程との間に冷却工程を有し、
前記後通電工程では、加圧力F2を2.0~7.0kNとし、かつ、前記本通電工程の電流値I1に対して式(4)の関係を満足する電流値I2で、式(5)で表される通電時間t2の間、通電を行う、抵抗スポット溶接方法。
0.6×I1 < I2 < 1.0×I1 ……(4)
2100-8200×([Nb]+[Ti]+[V]/5)< t2 ……(5)
ここで、各式において、
I1:本通電工程における電流値(kA)、
I2:後通電工程における電流値(kA)、
t2:後通電工程における通電時間(ms)、とする。
また、式(5)中の元素記号は、高強度鋼板における各元素の含有量(質量%)を表し、該元素が含有されていない場合には0とする。また、高強度鋼板が2種類以上である場合には、式(5)中の([Nb]+[Ti]+[V]/5)の値は、各高強度鋼板を用いて算出した値の平均値を使用する。 - 前記冷却工程では、500ms以上2000ms未満の間、無通電状態を保持する、請求項6に記載の抵抗スポット溶接方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2024009142A MX2024009142A (es) | 2022-02-08 | 2023-01-27 | Junta soldada por puntos por resistencia y metodo de soldadura por puntos por resistencia. |
| JP2023522833A JP7347716B1 (ja) | 2022-02-08 | 2023-01-27 | 抵抗スポット溶接継手および抵抗スポット溶接方法 |
| KR1020247025212A KR20240123387A (ko) | 2022-02-08 | 2023-01-27 | 저항 스폿 용접 이음매 및 저항 스폿 용접 방법 |
| EP23752712.2A EP4420817A1 (en) | 2022-02-08 | 2023-01-27 | Resistance spot-welded joint and resistance spot welding method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022017663 | 2022-02-08 | ||
| JP2022-017663 | 2022-02-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023153247A1 true WO2023153247A1 (ja) | 2023-08-17 |
Family
ID=87564182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/002741 WO2023153247A1 (ja) | 2022-02-08 | 2023-01-27 | 抵抗スポット溶接継手および抵抗スポット溶接方法 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP4420817A1 (ja) |
| JP (1) | JP7347716B1 (ja) |
| KR (1) | KR20240123387A (ja) |
| MX (1) | MX2024009142A (ja) |
| WO (1) | WO2023153247A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011025015A1 (ja) * | 2009-08-31 | 2011-03-03 | 新日本製鐵株式会社 | スポット溶接継手およびスポット溶接方法 |
| WO2012141290A1 (ja) * | 2011-04-13 | 2012-10-18 | 新日本製鐵株式会社 | 熱延鋼板及びその製造方法 |
| WO2013114850A1 (ja) * | 2012-01-31 | 2013-08-08 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板およびその製造方法 |
| WO2014171495A1 (ja) | 2013-04-17 | 2014-10-23 | 新日鐵住金株式会社 | スポット溶接方法 |
| JP2018144098A (ja) | 2017-03-09 | 2018-09-20 | 新日鐵住金株式会社 | スポット溶接装置 |
| JP2019072764A (ja) | 2017-10-16 | 2019-05-16 | Jfeスチール株式会社 | 抵抗スポット溶接方法および抵抗スポット溶接部材の製造方法 |
| WO2021162101A1 (ja) * | 2020-02-13 | 2021-08-19 | 日本製鉄株式会社 | 接合部品及びその製造方法 |
-
2023
- 2023-01-27 JP JP2023522833A patent/JP7347716B1/ja active Active
- 2023-01-27 MX MX2024009142A patent/MX2024009142A/es unknown
- 2023-01-27 KR KR1020247025212A patent/KR20240123387A/ko unknown
- 2023-01-27 WO PCT/JP2023/002741 patent/WO2023153247A1/ja active Application Filing
- 2023-01-27 EP EP23752712.2A patent/EP4420817A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011025015A1 (ja) * | 2009-08-31 | 2011-03-03 | 新日本製鐵株式会社 | スポット溶接継手およびスポット溶接方法 |
| WO2012141290A1 (ja) * | 2011-04-13 | 2012-10-18 | 新日本製鐵株式会社 | 熱延鋼板及びその製造方法 |
| WO2013114850A1 (ja) * | 2012-01-31 | 2013-08-08 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板およびその製造方法 |
| WO2014171495A1 (ja) | 2013-04-17 | 2014-10-23 | 新日鐵住金株式会社 | スポット溶接方法 |
| JP2018144098A (ja) | 2017-03-09 | 2018-09-20 | 新日鐵住金株式会社 | スポット溶接装置 |
| JP2019072764A (ja) | 2017-10-16 | 2019-05-16 | Jfeスチール株式会社 | 抵抗スポット溶接方法および抵抗スポット溶接部材の製造方法 |
| WO2021162101A1 (ja) * | 2020-02-13 | 2021-08-19 | 日本製鉄株式会社 | 接合部品及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2024009142A (es) | 2024-08-06 |
| JP7347716B1 (ja) | 2023-09-20 |
| JPWO2023153247A1 (ja) | 2023-08-17 |
| KR20240123387A (ko) | 2024-08-13 |
| EP4420817A1 (en) | 2024-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101805284B1 (ko) | 스폿 용접 조인트 및 스폿 용접 방법 | |
| JP6447752B2 (ja) | 抵抗溶接部を有する自動車用部材 | |
| JP7059979B2 (ja) | スポット溶接部材 | |
| JP7276614B2 (ja) | 自動車用部材およびその抵抗スポット溶接方法 | |
| JP6036438B2 (ja) | 高強度抵抗溶接継手およびその製造方法 | |
| CN112584959B (zh) | 电阻点焊构件及其制造方法 | |
| WO2023153247A1 (ja) | 抵抗スポット溶接継手および抵抗スポット溶接方法 | |
| JP7513229B1 (ja) | 溶接継手の製造方法および溶接継手 | |
| WO2024162195A1 (ja) | 溶接継手の製造方法および溶接継手 | |
| WO2024127866A1 (ja) | 抵抗スポット溶接継手およびその抵抗スポット溶接方法 | |
| JP7327676B2 (ja) | 抵抗スポット溶接部材およびその抵抗スポット溶接方法 | |
| WO2022107580A1 (ja) | スポット溶接用めっき鋼板、接合部材、及び自動車用部材、並びに接合部材の製造方法 | |
| WO2023063097A1 (ja) | 抵抗スポット溶接継手およびその抵抗スポット溶接方法 | |
| JP7473009B2 (ja) | 抵抗スポット溶接継手およびその抵抗スポット溶接方法 | |
| WO2024063010A1 (ja) | 溶接部材およびその製造方法 | |
| JP7435935B1 (ja) | 溶接部材およびその製造方法 | |
| WO2024135558A1 (ja) | スポット溶接継手、スポット溶接継手の製造方法、及び自動車部品 | |
| JP7502713B1 (ja) | スポット溶接継手、スポット溶接継手の製造方法、及び自動車部品 | |
| WO2023080076A1 (ja) | 抵抗スポット溶接部材およびその抵抗スポット溶接方法 | |
| WO2023008263A1 (ja) | 抵抗スポット溶接方法 | |
| WO2024127865A1 (ja) | 抵抗スポット溶接継手の製造方法 | |
| US20240352959A1 (en) | Resistance spot welded joint and resistance spot welding method therefor | |
| WO2024063009A1 (ja) | 溶接部材およびその製造方法 | |
| JP7522977B2 (ja) | 抵抗スポット溶接方法 | |
| WO2024111224A1 (ja) | 抵抗スポット溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023522833 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23752712 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023752712 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2023752712 Country of ref document: EP Effective date: 20240523 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2024/009142 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2401004782 Country of ref document: TH |
|
| ENP | Entry into the national phase |
Ref document number: 20247025212 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |