WO2023127564A1 - 歯科用アルミナ被加工体 - Google Patents
歯科用アルミナ被加工体 Download PDFInfo
- Publication number
- WO2023127564A1 WO2023127564A1 PCT/JP2022/046497 JP2022046497W WO2023127564A1 WO 2023127564 A1 WO2023127564 A1 WO 2023127564A1 JP 2022046497 W JP2022046497 W JP 2022046497W WO 2023127564 A1 WO2023127564 A1 WO 2023127564A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- alumina
- dental
- sintering
- point
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K6/00—Preparations for dentistry
- A61K6/80—Preparations for artificial teeth, for filling teeth or for capping teeth
- A61K6/802—Preparations for artificial teeth, for filling teeth or for capping teeth comprising ceramics
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C13/00—Dental prostheses; Making same
- A61C13/08—Artificial teeth; Making same
- A61C13/083—Porcelain or ceramic teeth
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C5/00—Filling or capping teeth
- A61C5/70—Tooth crowns; Making thereof
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K6/00—Preparations for dentistry
- A61K6/15—Compositions characterised by their physical properties
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K6/00—Preparations for dentistry
- A61K6/15—Compositions characterised by their physical properties
- A61K6/17—Particle size
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/785—Submicron sized grains, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/786—Micrometer sized grains, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
Definitions
- the present invention relates to a dental alumina workpiece. More particularly, the present invention relates to a dental alumina workpiece whose sintered body after sintering is excellent in translucency, strength and linear light transmittance.
- metals were often used as dental prostheses (for example, covered crowns, crowns, crowns, false teeth, etc.).
- metal has the drawback of lacking aesthetics, and may cause allergies due to metal elution.
- ceramic materials such as lithium disilicate glass and zirconium oxide (stabilized zirconia) have been used in dental products instead of metals.
- zirconia is excellent in terms of aesthetics and strength, and its demand is increasing, especially in conjunction with recent price reductions.
- Patent Documents 1 and 2 a technique of laminating multiple layers in which an oxide pigment is mixed in stabilized zirconia (Patent Documents 1 and 2) and a technique of laminating multiple layers with different amounts of stabilizers (Patent Document 3) are used. ing.
- a dental prosthesis is usually manufactured by applying a slurry containing a feldspar glass material as a porcelain material to a ceramic base material, followed by firing at several hundred degrees Celsius to bake the porcelain material to the base material. Therefore, in order to suppress the occurrence of defects during firing, it is necessary to select a porcelain material having a coefficient of thermal expansion close to that of the base material. For example, when using a zirconia sintered body as the base material, it is necessary to select a ceramic material having a thermal expansion coefficient close to that of the zirconia sintered body as the porcelain material.
- Patent Document 4 describes the particle size after sintering, and is characterized by an average particle size of 1.0 microns or less, and 10% or less of the particles having a maximum size larger than 1.0 microns. there is however, the technical effect thereof is not mentioned, and a method for intentionally controlling the particle size is not described.
- Patent Document 5 describes highly transparent alumina, no study has been made on a laminated structure for reproducing the most important color tone as a dental prosthesis. Their use in dental applications presents many challenges.
- the present inventors focused on the crystal grain size of the alumina sintered body, and by changing the crystal grain size, it is possible to obtain the high translucency necessary for natural teeth, The inventors have found that it is possible to give a change in translucency similar to that of natural teeth, and that translucency similar to that of natural teeth can be obtained.
- the present invention relates to the following inventions.
- a dental alumina workpiece Average after sintering at the first point in the section from the one end P to 25% of the total length on a straight line extending in the first direction from one end P to the other end Q of the dental alumina workpiece
- the crystal grain size is D1
- the average crystal grain size after sintering at the second point in the section from the other end Q to 25% of the total length is D2
- the D1 and the D2 are different.
- Alumina work piece Sintering at a third point between the first point and the second point on a straight line extending in the first direction from one end P of the dental alumina workpiece to the other end Q.
- D1 is 0.3 ⁇ m or more and 3.0 ⁇ m or less.
- the linear light transmittance after sintering at the first point is 0.8% or more, and the biaxial bending strength is 200 MPa or more, according to any one of [1] to [6].
- the linear light transmittance after sintering at the second point is 6.0% or less, and the biaxial bending strength is 400 MPa or more, according to any one of [1] to [7].
- Dental alumina workpiece [9] The dental alumina workpiece according to any one of [1] to [8], which contains a sintering aid at the first point. [10] The dental alumina workpiece according to any one of [1] to [9], wherein the content of the sintering aid is different between the first point and the second point. [11] The dental alumina workpiece according to any one of [1] to [10], wherein the content of the sintering aid does not change from the one end P to the other end Q. [12] The dental product according to any one of [9] to [11], wherein the sintering aid contains at least one element selected from the group consisting of Group 2 elements, Ce, Zr, and Y. Alumina work piece.
- the sintered body after sintering can provide the alumina to-be-processed object for dental use which is excellent in translucency, intensity
- the present invention without using special sintering equipment (for example, hot isostatic pressing (HIP) processing equipment, etc.), it has high strength and translucency and refractive index close to those of natural teeth.
- a dental alumina sintered body having high in-line light transmittance, and a dental alumina workpiece for making the dental alumina sintered body can be provided.
- the linear light transmittance is high in the portion corresponding to the incisal portion, and the linear light transmittance is low in the portion corresponding to the tooth neck.
- a dental prosthesis can be provided with an appearance similar to that of the dental alumina processed body after processing.
- it is necessary to coat the surface with a porcelain material with a different refractive index because the surface reflects light like a glittering metal due to the effect of the refractive index of zirconia.
- the sintered body can have an appearance closer to that of natural teeth than zirconia, so the porcelain coating can be minimized.
- a dental alumina workpiece that can be. Furthermore, according to the present invention, it is possible to provide a dental alumina workpiece having excellent total light transmittance. Further, according to the present invention, it is possible to provide a dental alumina workpiece having excellent polishability.
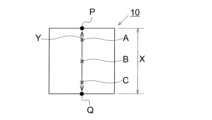
- FIG. 1 is a schematic diagram of a dental alumina workpiece.
- a dental alumina workpiece of the present invention will be described with reference to FIG. 1 as a schematic diagram.
- a first point A in a section from the one end P to 25% of the total length X on a straight line extending in the first direction Y from one end P to the other end Q of the dental alumina workpiece 10 shown in FIG. D1 is the average crystal grain size after sintering at D1
- D2 is the average crystal grain size after sintering at the second point C in the section from the other end Q to 25% of the total length X. and D2 are different.
- the method for measuring the average crystal grain size after sintering at each point is as described in Examples below.
- the present invention by using a predetermined alumina workpiece, it is possible to reproduce a refractive index closer to natural teeth than zirconia while ensuring the high strength required for dental prosthesis, and the surface is like a metal with a glittering surface. can prevent unwanted light reflection. Since the glaring reflection of light on such a surface is caused by zirconia, it was difficult for the zirconia sintered body to achieve both excellent translucency such as linear light transmittance and suppression of excessive reflection. .
- the dental alumina workpiece of the present invention has the first point A and the second point C on a straight line extending in the first direction Y from one end P to the other end Q of the dental alumina workpiece.
- the average crystal grain size after sintering at the third point B between them is D3, it is preferable that all of D1, D2, and D3 are different.
- the site it is possible to reproduce different translucency behavior closer to natural teeth (for example, the color tone has a gradation without visually recognizing the boundary between layers). Further, by setting a point where the average crystal grain size after sintering is different between each of the first to third points, it is possible to control the translucency more finely.
- a preferred embodiment is a dental alumina workpiece, Average after sintering at the first point in the section from the one end P to 25% of the total length on a straight line extending in the first direction from one end P to the other end Q of the dental alumina workpiece
- the crystal grain size is D1 and the average crystal grain size after sintering at the second point in the section from the other end Q to 25% of the total length is D2
- the D1 and the D2 are different
- the crystal grain size is D3
- a dental alumina workpiece in which at least two of D1, D2, and D3 are different may be mentioned.
- Examples of the embodiment include a dental alumina workpiece in which D1 and D2 are different among D1, D2, and D3, and D2 and D3 are the same. Specifically, D1, D2, and D
- Another preferred embodiment includes a dental alumina workpiece in which D1, D2, and D3 are all different from each other.
- Examples of the embodiment include a dental alumina workpiece that satisfies D1 ⁇ D3 ⁇ D2.
- the dental alumina workpiece of the present invention achieves translucency and strength suitable as a dental prosthesis after sintering, and is excellent in linear light transmittance. It is preferable that the size tendency of the average crystal grain size after sintering does not change from one end P to the other end Q on the straight line extending in the first direction from to the other end Q. In other words, it is preferable that the average crystal grain size after sintering increases or decreases monotonically along a straight line extending in the first direction. On the straight line extending in the first direction Y from one end P to the other end Q of the dental alumina workpiece 10 in FIG.
- the average crystal grain size after sintering tends to increase on a straight line from one end P to the other end Q, it is preferable that there is no section in which the average crystal grain size after sintering is substantially reduced. .
- the dental alumina workpiece of the present invention preferably has a D1 of 0.3 ⁇ m or more. It is preferably 0.5 ⁇ m or more, more preferably 0.7 ⁇ m or more. Also, D1 is preferably 3.0 ⁇ m or less, more preferably 2.5 ⁇ m or less, and even more preferably 2.0 ⁇ m or less.
- the dental alumina workpiece of the present invention preferably has a D2 of 1.0 ⁇ m or more from the viewpoint of achieving translucency suitable for the cervical region of a dental prosthesis, particularly linear light transmittance suitable for the cervical region. , more preferably 1.4 ⁇ m or more, more preferably 2.0 ⁇ m or more.
- D2 is preferably 8.0 ⁇ m or less, more preferably 6.0 ⁇ m or less, even more preferably 4.0 ⁇ m or less, and particularly preferably 3.0 ⁇ m or less.
- the dental alumina workpiece of the present invention does not produce a boundary between the incisal end and the tooth neck as a portion located between the incisal end and the tooth neck of a dental prosthesis, and has translucency and linear light transmittance. changes gradually, and D3 is preferably 0.5 ⁇ m or more, more preferably 0.6 ⁇ m or more, and 0.8 ⁇ m or more from the viewpoint of achieving closer to natural teeth together with D1 and D2. is more preferred. D3 is preferably 8.0 ⁇ m or less, more preferably 6.0 ⁇ m or less, even more preferably 4.0 ⁇ m or less, and particularly preferably 3.0 ⁇ m or less.
- the difference between D1 and D2 should be 0.3 ⁇ m or more from the viewpoint of reproducing an appropriate difference in translucency between the incisal portion and the cervical portion of the dental prosthesis. is preferred, 0.5 ⁇ m or more is more preferred, and 0.7 ⁇ m or more is even more preferred.
- D1 is preferably smaller than D2 (D1/D2 ⁇ 1) in order to reproduce the behavior of translucency and linear light transmittance closer to natural teeth.
- the difference between D1 and D2 is preferably 5.0 ⁇ m or less, more preferably 3.5 ⁇ m or less. It is preferably 2.5 ⁇ m or less, more preferably 2.5 ⁇ m or less.
- the difference between D3 and D1 should be 0.1 ⁇ m or more from the viewpoint of reproducing an appropriate difference in translucency between the incisal portion and the cervical portion of the dental prosthesis. is preferred, 0.2 ⁇ m or more is more preferred, and 0.3 ⁇ m or more is even more preferred.
- D1 is preferably smaller than D3 in order to reproduce the behavior of translucency and linear light transmittance closer to natural teeth.
- the difference between D3 and D1 is preferably 5.0 ⁇ m or less, more preferably 3.5 ⁇ m or less, even more preferably 2.5 ⁇ m or less.
- the difference between D3 and D2 is preferably 0 ⁇ m or more, more preferably 0.1 ⁇ m or more, in order to more closely reproduce the translucency behavior that varies depending on the part of the natural tooth. More preferably, it is 0.2 ⁇ m or more.
- D3 is preferably less than or equal to D2 in order to reproduce the behavior of translucency and linear light transmittance closer to natural teeth.
- the difference between D3 and D2 is preferably 4.0 ⁇ m or less, more preferably 3.0 ⁇ m or less, even more preferably 2.0 ⁇ m or less.
- the linear light transmittance after sintering at the first point is preferably 0.8% or more, more preferably 1.0% or more. 0% or more is more preferable. In a preferred embodiment, the linear light transmittance after sintering at the first point is 2.5% or more, 3.5% or more, or 3.5% or more, depending on the needs of the patient as the incisal portion of the dental prosthesis. % or more, 5.0% or more, 5.5% or more, 6.0% or more, or 6.5% or more.
- the upper limit of the linear light transmittance after sintering at the first point is not particularly limited, it is preferably 50.0% or less, more preferably 30.0%, from the viewpoint of excellent aesthetics as the incisal portion of the dental prosthesis.
- the following is more preferable, 20.0% or less is more preferable, 15.0% or less is particularly preferable, and 12.0% or less is most preferable.
- the linear light transmittance after sintering at the first point is less than 0.8%, there is a possibility that the translucency (transparency of linear light) required for the incisal portion of the dental prosthesis cannot be obtained.
- the method for measuring the linear light transmittance at each point after sintering is as described in Examples below.
- the biaxial bending strength after sintering at the first point is preferably 200 MPa or more, more preferably 300 MPa or more, and even more preferably 400 MPa or more. If the biaxial bending strength after sintering at the first point is less than 200 MPa, the strength required for the incisal portion of the dental prosthesis cannot be ensured, and cracks and cracks may occur.
- the method for measuring the biaxial bending strength after sintering at each point is as described in Examples below.
- the linear light transmittance after sintering at the second point is preferably 6.0% or less, more preferably 4.0% or less. 0% or less is more preferable, and 1.5% or less is particularly preferable.
- the linear light transmittance after sintering at the second point exceeds 6.0%, the cervical portion of the dental prosthesis has high translucency (transmittance of linear light), and a coloring agent or the like is used. Even with the adjustment, the abutment teeth may not be sufficiently shielded.
- the biaxial bending strength after sintering at the second point is preferably 400 MPa or more, more preferably 500 MPa or more, and even more preferably 600 MPa or more. If the biaxial bending strength after sintering at the second point is less than 400 MPa, the strength required for the cervical portion of the dental prosthesis cannot be ensured, and cracks and cracks may occur.
- the linear light transmittance after sintering at the first point is preferably higher than the linear light transmittance after sintering at the second point. It is more preferably 0.3% or more, more preferably 0.5% or more, and particularly preferably 0.7% or more higher than the linear light transmittance after sintering at the point.
- the dental alumina workpiece of the present invention includes a sintering aid (promotes sintering of alumina, stabilizing auxiliaries) are preferably contained.
- a sintering aid promotes sintering of alumina, stabilizing auxiliaries
- D1 and D2 can be adjusted to be different and appropriate translucency can be obtained by sintering the incisal portion and the neck portion of the dental prosthesis after sintering, the first point and the second point
- the content of the sintering aid is different, and more preferably, the content of the sintering aid at the first point is higher than the content of the sintering aid at the second point.
- the point may contain no sintering aid.
- the dental alumina workpiece of the present invention has a first It is preferable that the increase/decrease tendency of the content of the sintering aid does not change from one end P to the other end Q on the straight line extending in the direction. In other words, it is preferable that the content of the sintering aid monotonously increase or decrease.
- FIG. 1 description will be made with reference to FIG. 1 as a schematic diagram of a dental alumina workpiece. On the straight line extending in the first direction Y from one end P to the other end Q of the dental alumina workpiece 10 of FIG. is preferred.
- the sintering aid tends to decrease on a straight line from one end P to the other end Q, it is preferable that there is no section where the content of the sintering aid substantially increases.
- the content of the sintering aid tends to decrease on a straight line from one end P to the other end Q, there may be a section where the content of the sintering aid does not substantially change.
- the sintering aid contained in the dental alumina workpiece of the present invention is at least one selected from the group consisting of Group 2 elements (Be, Mg, Ca, Sr, Ba, Ra), Ce, Zr, and Y. more preferably at least one element selected from the group consisting of Mg, Ca, Sr, Ba, Ce, Zr, and Y, Mg, Ce, Zr, and Y It is further preferable to contain at least one element selected from the group consisting of A sintering aid may be used individually by 1 type, and may use 2 or more types together. Moreover, from the viewpoint of obtaining translucency suitable for dental prosthesis, particularly high linear light transmittance, Mg (magnesium) is most preferable as the Group 2 element.
- Magnesium compounds include oxides, nitrates, acetates, hydroxides, chlorides, etc. However, magnesium compounds that become oxides at 1200° C. or less when sintered in the air are acceptable. Although not preferred, magnesium chloride, magnesium hydroxide, magnesium nitrate, and magnesium acetate may be mentioned. Examples of sintering aids include MgCl 2 , Mg(OH) 2 , CeO 2 , ZrO 2 , Y 2 O 3 and the like.
- the content of the sintering aid at the first point is 30 ppm or more from the viewpoint of achieving translucency and strength suitable for the incisal portion of a dental prosthesis. , more preferably 100 ppm or more, and even more preferably 300 ppm or more. Also, the content of the sintering aid at the first point is preferably 3000 ppm or less, more preferably 2500 ppm or less, and even more preferably 2000 ppm or less. If the content of the sintering aid at the first point is less than 30 ppm, the translucency becomes too low, and translucency suitable for the incisal portion of a dental prosthesis cannot be reproduced.
- the resulting sintered body takes on a yellowish or reddish tinge, thereby reproducing a suitable color tone for the incisal portion of a dental prosthesis. and/or the strength required for the incisal portion of the dental prosthesis cannot be ensured, and cracks, cracks, and the like may occur.
- the content of the sintering aid can be expressed in terms of an element (for example, in terms of Mg element) constituting the sintering aid with respect to alumina.
- ppm means mass ppm.
- the content of the sintering aid in the raw material alumina powder is the same as the content of the sintering aid in the dental alumina workpiece.
- the content of the sintering aid at the second point is 0 ppm or more from the viewpoint of achieving translucency and strength suitable for the cervical portion of the dental prosthesis. , more preferably 20 ppm or more, and even more preferably 50 ppm or more. Also, the content of the sintering aid at the second point is preferably 2000 ppm or less, more preferably 1000 ppm or less, and even more preferably 500 ppm or less. If the content of the sintering aid exceeds 2000 ppm, the strength required for the cervical portion of the dental prosthesis cannot be ensured, and cracks, cracks, and the like may occur.
- the content of the sintering aid at the first point is preferably higher than the content of the sintering aid at the second point. It is more preferably 100 ppm or more, more preferably 200 ppm or more, and particularly preferably 300 ppm or more than the content of the sintering aid.
- the difference between the content of the sintering aid at the first point and the content of the sintering aid at the second point is preferably 3000 ppm or less, more preferably 2500 ppm or less, and even more preferably 2000 ppm or less.
- the content of the sintering aid at the first point is preferably higher than the content of the sintering aid at the third point. It is more preferably 50 ppm or more, more preferably 100 ppm or more, and particularly preferably 150 ppm or more than the sintering aid content at points.
- the content of the sintering aid at the third point is equal to or greater than the content of the sintering aid at the second point.
- the content of the sintering aid at the second point is more preferably 10 ppm or more, more preferably 20 ppm or more, and particularly preferably 30 ppm or more.
- a point (for example, a fourth point) in which the content of the sintering aid is different is set between the first point and the second point. By doing so, it is possible to increase the number of layers having different average crystal grain sizes.
- a preferred embodiment includes a dental alumina workpiece having a plurality of layers with different average crystal grain sizes after sintering.
- the plurality of layers is not particularly limited as long as it is two or more layers, and may be three layers, four layers, or five layers or more.
- the plurality of layers includes a layer including the one end P and a layer including the other end Q.
- the plurality of layers are conveniently referred to as "layer ”, and those in which the boundaries between layers are not visible are also included in the dental alumina workpiece of the present invention.
- the boundaries between the layers after sintering may not be visible from the point of aesthetics, and it is preferable that the boundaries between the layers after sintering are invisible.
- the dental alumina workpiece of the present invention exhibits translucency suitable for the incisal portion of a dental prosthesis, particularly high linear light transmittance suitable for the incisal portion, in a plurality of layers having different average crystal grain sizes after sintering. From the viewpoint of reproduction, it is preferable that the layer including the one end P has the smallest average crystal grain size after sintering.
- the dental alumina workpiece of the present invention includes the other end Q from the viewpoint of reproducing translucency suitable for the cervical region of a dental prosthesis in a plurality of layers having different average crystal grain sizes after sintering. It is preferred that the layer has the largest average grain size after sintering.
- the alumina raw material used for producing the dental alumina workpiece of the present invention is not particularly limited, but aluminum oxide with a purity of 99.5% or more contains few impurities, and the formation of a glass phase at the crystal grain boundary due to impurities. can be suppressed and coarsening of crystal grains can be prevented.
- ⁇ -phase aluminum oxide ( ⁇ -alumina) which is highly corrosive and stable at high temperatures, as a starting material, the calcined body can be uniformly controlled, which is preferable because the amount of tool wear or chipping can be reduced.
- the crystal grains in the crystal structure in the sintered body can be densified, it is easy to adjust the desired average crystal grain size when combined with the content of the sintering aid, and it is preferable from the viewpoint of excellent translucency. From the above points, ⁇ -alumina having a purity of 99.5% or more is particularly preferable as the alumina raw material used for producing the dental alumina workpiece of the present invention.
- the alumina raw material can be obtained, for example, by the alkoxide method, modified Bayer method, ammonium alum thermal decomposition method, ammonium dawsonite thermal decomposition method, etc., preferably by the alkoxide method.
- the alkoxide method the purity of the alumina raw material powder can be increased and the particle size distribution can be made uniform.
- the alumina raw material powder should have an average primary particle size of 30 to 300 nm from the viewpoint of achieving translucency and strength suitable for the incisal portion of a dental prosthesis as a sintered dental alumina workpiece. preferable.
- the average primary particle size of the alumina powder is 300 nm or less, it is difficult to absorb small particles with a particle size distribution, and sticking due to a difference in particle size is difficult to occur, and the local presence of coarse particles can be suppressed, and chipping also occurs. It is preferable because it can be suppressed.
- the average primary particle size of the alumina powder is 300 nm or less, the average crystal grain size after sintering does not excessively increase, and the translucency and strength as a dental material are excellent, which is preferable.
- the particle diameter is 30 nm or more, the number of fixed particles does not excessively increase, and in the case of a calcined body, the hardness of the calcined body does not easily increase, and the machinability is excellent, which is preferable.
- the average primary particle size of the alumina powder is combined with a configuration such that the content of the sintering aid is different at the first point and the second point, so that the average crystal grain size is increased so that D1 and D2 are different. From the viewpoint of ease of adjustment, it is more preferably 40 to 250 nm, even more preferably 60 to 200 nm, and particularly preferably 80 to 180 nm.
- the average primary particle size of alumina powder can be obtained by measurement using a laser diffraction scattering method.
- a laser diffraction/scattering particle size distribution analyzer (trade name “Partica LA-950”) manufactured by Horiba, Ltd. is used, and a slurry diluted with water is irradiated with ultrasonic waves for 30 minutes. , which can then be measured on a volumetric basis while applying ultrasound.
- Examples of the alumina raw material having a purity of 99.5% or more include NXA grade (ultra-fine ⁇ - Alumina, purity 99.99% or more, manufactured by Sumitomo Chemical Co., Ltd.).
- the alumina processed body of the present invention may optionally contain coloring agents (including pigments, composite pigments and fluorescent agents), titanium oxide (TiO 2 ), silica (SiO 2 ), dispersants, antifoaming agents and the like. Additives other than binders (except CeO 2 , ZrO 2 and Y 2 O 3 ) can be included. These components may be used individually by 1 type, and may be used in mixture of 2 or more types.
- the pigment for example, at least selected from the group of Ti, V, Cr, Mn, Fe, Co, Ni, Zn, Y, Zr, Sn, Sb, Bi, Ce, Sm, Eu, Gd, and Er Oxides of one element are mentioned.
- Examples of the composite pigment include (Zr, V) O 2 , Fe(Fe, Cr) 2 O 4 , (Ni, Co, Fe)(Fe, Cr) 2 O 4 ⁇ ZrSiO 4 , (Co, Zn) Al2O4 etc. are mentioned.
- Examples of the fluorescent agent include Y2SiO5 :Ce, Y2SiO5 :Tb, ( Y, Gd ,Eu) BO3 , Y2O3 : Eu, YAG:Ce, ZnGa2O4 : Zn , BaMgAl 10 O 17 :Eu and the like.
- the dental alumina workpiece of the present invention may be an alumina molded body, an alumina calcined body, or an alumina sintered body.
- the dental alumina workpiece is preferably an alumina molded body or an alumina calcined body, more preferably an alumina calcined body.
- the dental alumina workpiece may be an alumina sintered body.
- a calcined body can be a precursor (intermediate product) of a sintered body.
- the term “calcined body” means that particles made of alumina (hereinafter also referred to as alumina particles) are necked (fixed), and the alumina particles are not completely sintered and are solidified. It is what I did.
- the calcined body may have a predetermined shape (a block shape (for example, a disk shape, a rectangular parallelepiped shape, etc.)) or may be a processed product processed into a desired shape (for example, a tooth crown shape).
- a calcined body that has been processed into a desired shape is referred to as a "processed body”.
- the workpiece is, for example, an alumina disk that is a dental alumina workpiece (for example, an alumina calcined body) and is processed into a dental product (for example, a crown shape) by a CAD/CAM (Computer-Aided Design/Computer-Aided Manufacturing) system. prosthesis).
- a dental alumina workpiece for example, an alumina calcined body
- a dental product for example, a crown shape
- CAD/CAM Computer-Aided Design/Computer-Aided Manufacturing
- the alumina calcined body of the present invention is obtained by molding the alumina composition as necessary and calcining the alumina composition or the molded body (calcining step).
- An alumina composition serves as a precursor of an alumina calcined body.
- the alumina composition and the molded body are those before firing, and thus mean those in which the alumina particles are not necked (fixed).
- the content of alumina and sintering aid in the alumina composition of the present invention is calculated from the content of a predetermined alumina calcined body, and The content is the same.
- the form of the alumina composition is not limited, and the alumina composition of the present invention includes powder, a fluid obtained by adding powder to a solvent, and a compact obtained by molding powder into a predetermined shape.
- the alumina composition of the present invention may be an aggregate of granules. Granules are formed by agglomeration of primary particles.
- primary particles refer to the smallest unit of bulk.
- primary particles refer to spherical shapes in an electron microscope (eg, scanning electron microscope).
- Primary particles include alumina particles.
- alumina particles and sintering aid particles are included.
- the particles constituting the granules made of the alumina composition are mainly primary particles.
- Aggregated primary particles are called secondary particles.
- the number of primary particles is preferably greater than the number of secondary particles. Since the secondary particles usually have an irregular shape, when there are many secondary particles, uneven density occurs during press molding, which will be described later, and chipping increases.
- the particle size of the primary particles constituting the granules made of the alumina composition affects the degree of adhesion during calcination, and affects the hardness of the calcined body. If the average primary particle diameter of the particles is less than 30 nm, the surface area of the primary particles contained in the calcined body is reduced, so that the adhesion becomes stronger and the hardness increases, which is not preferable. On the other hand, if it is larger than 300 nm, particles with a small particle size distribution tend to be sucked in, causing local sticking due to the difference in particle size, which tends to cause coarseness and density, which is not preferable. 30 to 300 nm is preferred, 40 to 250 nm is more preferred, and 60 to 200 nm is even more preferred.
- the primary particles constituting the granules made of the alumina composition two types of alumina particles having different average primary particle sizes may be mixed and used.
- the NXA when used, a mixture of NXA-100 and NXA-150 can be mentioned.
- the BET specific surface area of the particles constituting the granules made of the alumina composition is preferably 5 m 2 /g or more, and 7.5 m 2 /g or more when measured in accordance with JIS Z 8830:2013. is more preferable, and 8 m 2 /g or more is even more preferable.
- it is 5 m 2 /g or more, the maximum sintering temperature is easily lowered, sintering is facilitated, or the sintered body obtained after sintering becomes cloudy and the decrease in translucency is easily suppressed. .
- the BET specific surface area is preferably 25 m 2 /g or less, more preferably 20 m 2 /g or less, and even more preferably 15 m 2 /g or less.
- the average primary particle size is not too small, the calcined body does not become too hard, the polishing time is reduced and/or the chipping rate during polishing is easily reduced, and the surface roughness is reduced. It is possible to further reduce the roughness Ra and / or Rz, or to suppress the occurrence of coarseness and fineness without too little adhesion, to further reduce the chipping rate during polishing of the calcined body, and to further reduce the surface roughness Ra and / or Rz. It is preferable because it can be done.
- alumina in the alumina composition of the present invention 50% or more, preferably 70% or more, more preferably 80% or more, and still more preferably 90% or more of alumina can take the form of granules.
- the alumina particles constituting the powder should have the above average primary particle size and BET specific surface area.
- the average particle size (secondary particle size, hereinafter also referred to as “average particle size”) of the granules in the alumina composition of the present invention is preferably 10 ⁇ m or more, more preferably 12 ⁇ m or more, and 14 ⁇ m or more. is more preferred. If the average granule diameter is less than 10 ⁇ m, air is entrapped when the granules are put into a mold, and degassing becomes insufficient during molding, which may make it impossible to produce a uniform and dense molded product. In addition, there is a possibility that granules may be ejected from gaps during molding, resulting in the production of a molded article that does not meet the predetermined required amount.
- the average particle size is preferably 200 ⁇ m or less, more preferably 190 ⁇ m or less, even more preferably 180 ⁇ m or less, particularly preferably 150 ⁇ m or less, most preferably 100 ⁇ m or less.
- the average granule diameter exceeds 200 ⁇ m, cavities are likely to be formed inside the granules. Also, when the granules are put into a mold, gaps are likely to occur. Due to these phenomena, degassing becomes insufficient during molding, and there is a risk that a dense molded body cannot be produced. In addition, shrinkage increases during molding, and there is a risk that a molded article having a desired size cannot be produced.
- the average granule size is preferably measured by a method that does not destroy the granules.
- the average granule size can be measured, for example, by a dry sieving method or a wet sieving method.
- the dry sieving method can be measured according to the sieving test method described in JIS Z 8815:1994, manual sieving and mechanical sieving can be used, and mechanical sieving is preferred.
- a sieve used in the sieving method a sieve described in JIS Z 8801-1:2019 test sieve can be used.
- a low-tap sieve shaker or a sonic vibration sieving measuring device can be used as a measuring device used for the sieving method.
- the low-tap sieve shaker include “RPS-105M” manufactured by Seishin Enterprise Co., Ltd., and the like.
- the sonic vibration sieving instrument include "Robot Shifter RPS-01” and “Robot Shifter RPS-02” manufactured by Seishin Enterprise Co., Ltd.
- the sphericity of the granules in the alumina composition of the present invention is preferably high.
- By increasing the sphericity of the granules mixing at the interfaces between the layers can be caused when alumina powders with different compositions are layered.
- the higher the sphericity the higher the packing density.
- the strength and translucency of the sintered body can be increased by filling alumina granules into a specific mold (mold, etc.) and increasing the packing density, which is the density of a molded body formed into a specific shape by pressure. In addition, even if the mold has corners, it is possible to improve the filling of the corners with the granules.
- the sphericity of the granules in the alumina composition of the present invention can be expressed, for example, by light bulk density, heavy bulk density, and the like.
- the light bulk density of the alumina composition of the present invention is preferably 0.6 g/cm 3 or more from the viewpoint of good flow of granules (ease of clogging) for reducing coarseness and fineness of the resulting compact. It is more preferably 0.7 g/cm 3 or more, still more preferably 0.8 g/cm 3 or more, and particularly preferably 0.9 g/cm 3 or more.
- the light bulk density can be measured according to JIS R 9301-2-3:1999.
- the stacked bulk density of the alumina composition of the present invention is preferably 0.8 g/cm 3 or more from the viewpoint of good flow of granules (ease of clogging) for reducing coarseness and fineness of the resulting compact. It is more preferably 0.9 g/cm 3 or more, and even more preferably 1.0 g/cm 3 or more.
- the bulk density can be measured according to JIS R 9301-2-3:1999.
- the alumina composition of the present invention preferably contains a binder.
- binder examples include organic binders.
- organic binders include commonly used acrylic binders, acrylic acid binders, paraffin binders, fatty acid binders, polyvinyl alcohol binders, and the like. Among these organic binders, those having a carboxyl group in the molecular chain or carboxylic acid derivatives are preferred, acrylic binders are more preferred, and water-soluble polyacrylates are even more preferred.
- the polyacrylic acid salt may be a copolymer of acrylic acid or methacrylic acid and maleic acid, or may contain sulfonic acid, and cations of the salt include sodium, ammonium, and the like.
- the distance between primary particles in the alumina composition can be adjusted, the cumulative distribution and relative density of pores can be adjusted, and the Vickers hardness or the strength of the calcined body can be adjusted. It becomes easier to adjust by increasing or decreasing.
- the content of the binder is preferably 1.2 to 2.8% by mass, more preferably 1.5 to 2.5% by mass, and even more preferably 1.8 to 2.2% by mass in the entire alumina composition. .
- the strength of the calcined body is not too high, and there is no risk of hardening when the processed body is removed. Further, when the content is 2.8% by mass or less, the strength of the calcined body does not decrease excessively, the possibility of the workpiece falling off during cutting can be reduced, and the chipping rate can be easily reduced.
- the alumina composition of the present invention may contain the additives described for the alumina workpiece.
- the additives may be added during mixing or pulverization, or may be added after pulverization.
- the additive is as described above as an additive other than the sintering aid in the alumina workpiece.
- a method for producing an alumina calcined body for example, a step of producing a plurality of alumina compositions containing alumina particles and a sintering aid and having different sintering aid contents; and a step of calcining (calcining) the compact) to obtain an alumina calcined body.
- the alumina particles and the sintering aid are as described in the dental alumina workpiece.
- alumina and a sintering aid are mixed in a predetermined ratio to prepare a mixture (mixing step).
- the sintering aid is magnesium chloride
- the mixing ratio of alumina and magnesium chloride can be mixed so as to achieve the above content.
- Mixing may be dry mixing or wet mixing. Since it can be adjusted to the desired average circularity and can be adjusted to have the desired average crystal grain size after sintering, the alumina composition is pulverized (preferably, crushed) to the above average primary particle size. (pulverization process).
- the mixing process and the crushing process can be performed in the same process.
- Pulverization for example, after dispersing the composition and binder in a solvent such as water or alcohol (dispersion step), can be performed using a ball mill, bead mill, or the like, and the desired average crystal grain size is obtained after sintering.
- the composition is pulverized (preferably pulverized) so as to have a particle diameter of 30 to 300 nm, for example.
- the composition may be subjected to other treatments (classification treatment, water treatment) in order to adjust the particle size.
- the mixture can be spray-dried with a spray dryer or the like to make the alumina composition into the above-described granule form (drying step).
- the average primary particle size of the alumina composition is preferably less than 0.3 ⁇ m, more preferably 0.25 ⁇ m or less, even more preferably 0.2 ⁇ m or less, and 0.15 ⁇ m or less. It is particularly preferred to have By setting the average primary particle size of the alumina composition to less than 0.15 ⁇ m, it is possible to improve the machinability of the calcined body and improve the translucency of the sintered body after sintering.
- the alumina and sintering aid may be prepared separately.
- alumina and a sintering aid are not precipitated at the same time (in the same process), but the alumina preparation process (e.g., manufacturing process) and the sintering aid preparation process (e.g., manufacturing process) are independent of each other. may be a separate step.
- the above-described ⁇ -alumina can be obtained with high purity and a small primary particle size.
- a sintering aid may be reacted with alumina by heat treatment, and the pulverization and drying steps may be performed using it.
- the content of the sintering aid in the alumina composition constituting each layer is adjusted so that the content of the sintering aid in each layer of the laminate is different. This makes it easier to adjust the desired average crystal grain size after sintering, and when combined with the average primary particle size of the alumina powder, it becomes easier to adjust the average crystal grain size.
- Granules or powder can be formed into a compact by applying an external force.
- the molding method is not limited to a specific method, and a suitable method can be selected according to the purpose.
- it can be molded by press molding, injection molding, stereolithography, slip casting, gel casting, filter filtration, casting, and the like.
- you may perform multistep shaping
- the alumina composition may be press-molded and then CIP-treated, or the press-molding and CIP-molding may be repeated.
- press molding methods include uniaxial pressing (hereinafter also referred to as “uniaxial pressure pressing”) processing, biaxial pressing processing, CIP (Cold Isostatic Pressing) processing, and the like. These may be performed in combination as appropriate.
- the molded article of the present invention can have a disk shape, a cuboid shape, or a dental product shape (for example, a crown shape).
- a method for producing a dental oxide ceramic calcined body in which the pressure molding is a uniaxial press and the surface pressure in the uniaxial press is 5 to 600 MPa.
- the molded body obtained by the pressure molding step may be, for example, a columnar molded body obtained by filling alumina granules in a mold and compacting them with a uniaxial press.
- the higher the contact pressure in press molding the higher the density of the molded product.
- the relative density of the alumina calcined body obtained by this can also be made high, and average circularity can also be adjusted.
- the density of the molded body is too high, the alumina calcined body becomes hard.
- the surface pressure of press molding is preferably 5 to 600 MPa, more preferably 10 to 400 MPa, even more preferably 15 to 200 MPa.
- the surface pressure of the press for example, uniaxial press
- the shape retention of the molded body is excellent.
- the molded body of the present invention also includes a molded body densified by high-temperature pressure treatment such as CIP (Cold Isostatic Pressing) treatment.
- the water pressure is preferably 50 to 1000 MPa, more preferably 100 to 600 MPa, and even more preferably 150 to 300 MPa from the same viewpoint as above.
- contents of alumina and sintering aid in the alumina calcined body of the present invention are the same as the contents in the alumina composition before producing the alumina calcined body.
- the sintering temperature (hereinafter also referred to as “calcining temperature”) in the calcining step for producing the alumina calcined body of the present invention affects the average circularity of the particles contained in the calcined body, and the Vickers hardness Alternatively, it affects the strength of the calcined body, and the abrasiveness and hardness of the calcined body change depending on the calcining temperature (maximum calcining temperature).
- the average primary particle size of the particles contained in the calcined body is small, sticking starts at a low temperature, and the Vickers hardness or the strength of the calcined body is increased.
- the calcining temperature is preferably around 750° C. (700 to 850° C.).
- the calcination temperature is 1200° C. or higher with the average primary particle diameter, the average circularity is lowered due to adhesion between particles, and the particles become too hard, which requires a long time for polishing, which is not preferable.
- the maximum calcination temperature is preferably 400°C or higher and lower than 1200°C, more preferably 700°C or higher and lower than 1200°C, and even more preferably 750°C or higher and lower than 1200°C. .
- the temperature is preferably around 1150° C. (1100° C. or more and less than 1200° C.).
- the calcination temperature is 1000° C. or less with the average primary particle size, the average circularity does not increase, the adhesion between particles does not progress, the strength and Vickers hardness of the calcined body do not increase, and chipping occurs during polishing. It is not preferable because it raises and lowers the surface roughness.
- the maximum calcination temperature is preferably 1000°C or higher and lower than 1200°C, more preferably 1050°C or higher and lower than 1200°C, and 1100°C or higher and lower than 1200°C. More preferred.
- the average primary particle size of the particles contained in the calcined body is the same as the average primary particle size of the alumina raw material powder described above.
- the average primary particle size of particles contained in the calcined body can be measured, for example, by the following method. Using the calcined body, an image of the surface is obtained with a scanning electron microscope (trade name “VE-9800”, manufactured by Keyence Corporation). Image analysis software (trade name “Image-Pro Plus”, manufactured by Hakuto Co., Ltd.) is used to measure the particle size, and the SEM image showing the primary particles is binarized, and the grains of each crystal grain are shown in the obtained image. After describing the field, the particles are recognized from the field of view (area).
- a degeneracy filter is applied to the region, each region is degenerated to one or more points, and the Voronoi polygons are generated so that these points become the generating points of the Voronoi polygons.
- the adjacent particles are separated.
- one particle may look like a gourd in image processing, but in that case, it is assumed that two circular particles touch each other and appear as one, and are separated into two.
- the average value of particle diameters (primary particle diameters) measured in each visual field using image analysis software (Image-Pro Plus) can be obtained for four visual fields of one sample.
- the alumina calcined body of the present invention is in a state in which the alumina particles (powder) are not completely sintered, and contains adhered particles, and the abrasiveness changes depending on the average circularity of the particles. If the alumina particles contained in the calcined body have an average circularity of 0.81 or more, the polishability is high and the surface roughness after polishing is low. On the other hand, if the average circularity is less than 0.81, the surface roughness increases when the calcined body is ground, or the work time is extended due to excessive hardness.
- the average circularity is preferably 0.82 or more, more preferably 0.83 or more, and even more preferably 0.84 or more.
- the present invention includes dental products made from the dental alumina workpiece.
- the dental products include dental prostheses, orthodontic products, dental implant products, and the like.
- Examples of the dental prosthesis include alumina inlays, onlays, laminate veneers, and crowns.
- Alumina sintered bodies are obtained by sintering alumina calcined bodies or their processed bodies.
- the alumina sintered body is alumina particles (powder) that have reached a sintered state.
- the alumina sintered body of the present invention can be produced by sintering the alumina calcined body at a temperature at which the alumina particles are sintered (sintering step).
- the sinterable temperature (for example, maximum sintering temperature) is, for example, preferably 1300° C. or higher, more preferably 1350° C. or higher, and even more preferably 1375° C. or higher.
- the sinterable temperature is, for example, preferably 1500° C. or lower, more preferably 1450° C. or lower.
- the rate of temperature rise to the sinterable temperature and the rate of temperature drop from the sinterable temperature are preferably 300° C./min or less.
- the holding time at a sinterable temperature (e.g., maximum sintering temperature) is preferably 120 minutes or less, more preferably 90 minutes or less, and further preferably 75 minutes or less. It is preferably 60 minutes or less, particularly preferably 45 minutes or less, and most preferably 30 minutes or less.
- the holding time is preferably 1 minute or longer, more preferably 3 minutes or longer, and even more preferably 5 minutes or longer.
- the shape and size (dimensions) of the alumina sintered body can be appropriately selected according to the application, the patient's oral environment, and the like.
- the present invention includes embodiments in which the above configurations are combined in various ways within the scope of the technical idea of the present invention as long as the effects of the present invention are exhibited.
- the upper limit and lower limit of the numerical range content of each component, each element (average primary particle size, etc.), each physical property, etc. can be combined as appropriate.
- an organic binder was added to this slurry and stirred with a rotary blade for 24 hours.
- a water-based acrylic binder was used as the organic binder, and the amount added was 2.5% by mass (content of the organic binder in the entire slurry) relative to the ⁇ -alumina raw material.
- the slurry after stirring was dried and granulated with a spray dryer to prepare granules, which were used as raw material powders for each layer of each example and comparative example.
- a method for manufacturing an alumina calcined body will be described.
- a mold with an inner dimension of 20 mm ⁇ 25 mm is filled with the raw material powder in the order of the bottom layer, the middle layer, and the top layer, uniaxially pressed at a pressure of 30 MPa, then CIP molding is performed at a pressure of 200 MPa, and laminated.
- a molded body of the structure was produced.
- the filling amount of each layer was 7 g.
- the obtained compact was placed in an electric furnace, heated from room temperature at a rate of 10° C./min, and held at 500° C. for 2 hours to degrease the organic component. 1 was maintained for 6 hours, and slowly cooled at -0.4°C/min to obtain an alumina calcined body.
- the content of the sintering aid represents mass ppm in terms of Mg element.
- the three primary powders obtained were each added to water to prepare a slurry, which was then wet-pulverized and mixed in a ball mill until the average particle size was 0.13 ⁇ m or less. After adding a binder to the slurry after pulverization, it was dried with a spray dryer to produce three kinds of powders (secondary powders).
- a zirconia calcined body of Comparative Example 2 was manufactured in the same manner as the alumina calcined body except that the prepared secondary powder was used as the raw material powder.
- alumina sintered bodies and zirconia sintered bodies were produced by the following method. evaluated.
- a commercially available shade guide having an appearance similar to that of natural teeth can be used for evaluation.
- a specific example of a commercially available shade guide is a shade guide “VITA Classical (trade name)” manufactured by VITA (Germany).
- alumina calcined bodies and zirconia calcined bodies of Examples and Comparative Examples produced by the above-described method, and machined to the crown shape of the anterior teeth.
- the obtained alumina calcined body and zirconia calcined body after machining were heated from room temperature to the sintering temperature shown in Table 1 at 3 ° C./min under atmospheric pressure, and at the sintering temperature After firing for 2 hours, an alumina sintered body and a zirconia sintered body were produced.
- the obtained crown-shaped alumina sintered bodies and zirconia sintered bodies of front teeth were visually evaluated according to the following criteria. If 3 or more out of 4 people judged that they satisfied a certain criterion, it was judged that they satisfied the criterion. Table 1 shows the results. The observer visually observed the alumina sintered body and the zirconia sintered body at a distance of 30 cm from the eye. ⁇ Evaluation Criteria> ⁇ : Translucency equivalent to or higher than that of natural teeth, sufficient gradation of translucency compared to natural teeth, and light reflection on the surface equivalent to that of natural teeth.
- ⁇ There is a gradation of translucency, but the translucency and/or the reflection of light on the surface is inferior to that of natural teeth, or the translucency is equal to or higher than that of natural teeth, but the gradation of translucency is greater than that of natural teeth. not enough compared to x: Translucency is low, and gradation of translucency is not sufficient as compared with natural teeth.
- each layer was A single alumina sintered body and a single zirconia sintered body were produced and measured.
- the surface was imaged with a scanning electron microscope (trade name "VE-9800", manufactured by Keyence Corporation). Obtained. After describing the grain boundary of each crystal grain in the obtained image, the crystal grain size was measured by image analysis.
- Image analysis software (trade name “Image-Pro Plus”, manufactured by Hakuto Co., Ltd.) is used to measure the grain size, binarize the captured SEM image, and adjust the brightness range so that the grain boundary becomes clear. and the particles were recognized from the visual field (area).
- the crystal grain size obtained with Image-Pro Plus is obtained by measuring the length of the line segment connecting the contour lines passing through the center of gravity determined from the contour line of the crystal grain at 2-degree increments around the center of gravity and averaging them. It is a thing. In the SEM photographic images (three fields of view) of each example and comparative example, the crystal grain size of all the particles not covering the edge of the image was measured.
- the average crystal grain size was calculated from the obtained crystal grain size of each grain and the number of crystal grains, and the obtained arithmetic mean diameter was defined as the average crystal grain size in the sintered body.
- the term "particles that do not overlap the edges of the image” means particles excluding particles whose outlines do not fit within the screen of the SEM photograph image (particles whose outlines are interrupted on the upper, lower, left, and right boundaries).
- the grain size of all particles not overhanging the image edge was selected in Image-Pro Plus with the option to exclude all borderline particles. The results are listed in Table 1.
- a single alumina sintered body and a zirconia sintered body for each layer were produced by the following method. measured by First, using a mold with a diameter of 30 mm, press molding was performed by adjusting the input amount of the raw material powder in advance so that an alumina sintered body and a zirconia sintered body with a thickness of 1.0 mm were obtained. A molded body was produced from the raw material powder for each layer of Examples and Comparative Examples.
- the obtained compact was heated from room temperature at a rate of 10°C/min and held at 500°C for 2 hours to degrease the organic component. This calcining temperature was maintained for 6 hours, and then slowly cooled at -0.4°C/min to obtain an alumina calcined body and a zirconia calcined body.
- alumina calcined body and zirconia calcined body are heated from room temperature to the sintering temperature shown in Table 1 at 3 ° C./min, and fired at the sintering temperature for 2 hours to produce alumina.
- a sintered body and a zirconia sintered body were produced.
- alumina sintered body and zirconia sintered body were mirror-polished to obtain an alumina sintered body and a zirconia sintered body having a thickness of 1.0 mm, and then a turbidity meter ("Haze Meter NDH4000", Japan (manufactured by Denshoku Kogyo Co., Ltd.) was used to measure the total light transmittance and the linear light transmittance.
- the biaxial bending strength of each layer of the alumina sintered body and the zirconia sintered body of each example and comparative example was measured by preparing a single alumina sintered body and zirconia sintered body for each layer by the following method. First, using a mold with a diameter of 19 mm, press molding was performed by adjusting the input amount of the raw material powder in advance so that an alumina sintered body and a zirconia sintered body with a thickness of 1.0 mm were obtained. A molded body was produced from the raw material powder for each layer of Examples and Comparative Examples.
- the obtained compact was heated from room temperature at a rate of 10°C/min and held at 500°C for 2 hours to degrease the organic component. This calcining temperature was maintained for 6 hours, and then slowly cooled at -0.4°C/min to obtain an alumina calcined body and a zirconia calcined body.
- the obtained alumina calcined body and zirconia calcined body were heated from room temperature to the sintering temperature shown in Table 1 at 3 ° C./min under atmospheric pressure, and 2 An alumina sintered body and a zirconia sintered body were produced by sintering for hours.
- gradation of total light transmittance and linear light transmittance was obtained as the average crystal grain size of the three layers or two layers was different, and the transmittance itself also achieved a high value. It also has the strength required for dental use.
- the uppermost layer (the layer including one end P in FIG. 1) corresponding to the incised portion has a high linear light transmittance and can be said to have superior characteristics compared to the zirconia material that is widely used at present.
- Comparative Examples 1 and 3 the average crystal grain size of each layer was the same, gradation of total light transmittance and linear light transmittance was not obtained, and translucency similar to that of natural teeth could not be obtained. I haven't been able to.
- the refractive index of each layer of the alumina sintered body of each example was measured by preparing a single alumina sintered body for each layer by the following method. First, using a mold with an inner dimension of 20 mm ⁇ 25 mm, press molding was performed by adjusting the input amount of the raw material powder in advance so that an alumina sintered body with a thickness of 1.0 mm was obtained. A compact made of raw material powder for each layer was produced. Next, the obtained compact was heated from room temperature at a rate of 10°C/min and held at 500°C for 2 hours to degrease the organic component.
- the calcined temperature was maintained for 6 hours, and then slowly cooled at -0.4°C/min to obtain an alumina calcined body.
- the obtained alumina calcined body was fired at the sintering temperature shown in Table 1 for 2 hours to prepare an alumina sintered body.
- Both surfaces of the obtained alumina sintered body were mirror-polished and then measured using an Abbe refractometer (trade name “DR-M2”, manufactured by Atago Co., Ltd.).
- a degeneracy filter is applied to the region, each region is degenerated to one or more points, and the Voronoi polygons are generated so that these points become the generating points of the Voronoi polygons.
- the adjacent particles were separated. For example, one particle may look like a gourd in image processing, but in that case, it was assumed that two circular particles were in contact and looked like one, and were separated into two. The distribution was obtained by selecting "diameter" in the "count/size dialog" in the processing file that recognized the primary particles.
- the average circularity was 0.86 for the first layer of Example 1 and 0.75 for the first layer of Comparative Example 2, suggesting that the alumina calcined body of Example 1 has good polishability.
- the zirconia calcined body of Comparative Example 2 has a low average circularity and is considered to be inferior in polishability.
- the dental alumina workpiece of the present invention is useful as a dental product.
- it can be suitably used as a dental prosthesis for incisors (central incisors and lateral incisors) having cutting edges.
- the portion corresponding to the incisal portion has a high linear light transmittance
- the portion corresponding to the tooth neck has a low linear light transmittance.
- a dental alumina processed body that has a gradation in transmittance, can have high strength in a portion corresponding to the tooth neck, and can produce a prosthesis having an appearance close to that of a natural tooth including the incisal portion. can provide.
Landscapes
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Ceramic Engineering (AREA)
- Dentistry (AREA)
- Plastic & Reconstructive Surgery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Dental Preparations (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Dental Prosthetics (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/723,985 US20250090427A1 (en) | 2021-12-27 | 2022-12-16 | Alumina workable body for dental use |
| JP2023570869A JPWO2023127564A1 (https=) | 2021-12-27 | 2022-12-16 | |
| KR1020247020760A KR20240113802A (ko) | 2021-12-27 | 2022-12-16 | 치과용 알루미나 피가공체 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-213567 | 2021-12-27 | ||
| JP2021213567 | 2021-12-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023127564A1 true WO2023127564A1 (ja) | 2023-07-06 |
Family
ID=86998833
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/046497 Ceased WO2023127564A1 (ja) | 2021-12-27 | 2022-12-16 | 歯科用アルミナ被加工体 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20250090427A1 (https=) |
| JP (1) | JPWO2023127564A1 (https=) |
| KR (1) | KR20240113802A (https=) |
| WO (1) | WO2023127564A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001213664A (ja) * | 2000-01-28 | 2001-08-07 | Sumitomo Chem Co Ltd | アルミナ焼結体とその製造方法およびその用途 |
| JP2004026513A (ja) * | 2002-06-13 | 2004-01-29 | National Institute Of Advanced Industrial & Technology | 酸化アルミニウム耐摩耗性部材及びその製造方法 |
| JP2004307239A (ja) * | 2003-04-04 | 2004-11-04 | National Institute Of Advanced Industrial & Technology | 層状構造を有する酸化アルミニウム耐摩耗性部材及びその製造方法 |
| JP2005514305A (ja) * | 2001-12-28 | 2005-05-19 | スリーエム イノベイティブ プロパティズ カンパニー | 多結晶透光性アルミナ系セラミック材料 |
| JP2019112271A (ja) * | 2017-12-25 | 2019-07-11 | 昭和電工株式会社 | アルミナ焼結体、砥粒、及び砥石 |
| US20220055948A1 (en) * | 2020-08-21 | 2022-02-24 | Ivoclar Vivadent Ag | Aluminium Oxide Ceramic Material |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6917679B2 (ja) | 2016-02-19 | 2021-08-11 | 株式会社松風 | 色調再現性が高い多層構造歯科切削加工用セラミックスブランク |
| US11795110B2 (en) | 2017-12-26 | 2023-10-24 | Kuraray Noritake Dental Inc. | Zirconia pre-sintered body suitable for dental use |
| WO2020138316A1 (ja) | 2018-12-27 | 2020-07-02 | クラレノリタケデンタル株式会社 | 歯科用に好適なジルコニア仮焼体 |
-
2022
- 2022-12-16 KR KR1020247020760A patent/KR20240113802A/ko active Pending
- 2022-12-16 JP JP2023570869A patent/JPWO2023127564A1/ja active Pending
- 2022-12-16 WO PCT/JP2022/046497 patent/WO2023127564A1/ja not_active Ceased
- 2022-12-16 US US18/723,985 patent/US20250090427A1/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001213664A (ja) * | 2000-01-28 | 2001-08-07 | Sumitomo Chem Co Ltd | アルミナ焼結体とその製造方法およびその用途 |
| JP2005514305A (ja) * | 2001-12-28 | 2005-05-19 | スリーエム イノベイティブ プロパティズ カンパニー | 多結晶透光性アルミナ系セラミック材料 |
| JP2004026513A (ja) * | 2002-06-13 | 2004-01-29 | National Institute Of Advanced Industrial & Technology | 酸化アルミニウム耐摩耗性部材及びその製造方法 |
| JP2004307239A (ja) * | 2003-04-04 | 2004-11-04 | National Institute Of Advanced Industrial & Technology | 層状構造を有する酸化アルミニウム耐摩耗性部材及びその製造方法 |
| JP2019112271A (ja) * | 2017-12-25 | 2019-07-11 | 昭和電工株式会社 | アルミナ焼結体、砥粒、及び砥石 |
| US20220055948A1 (en) * | 2020-08-21 | 2022-02-24 | Ivoclar Vivadent Ag | Aluminium Oxide Ceramic Material |
Also Published As
| Publication number | Publication date |
|---|---|
| US20250090427A1 (en) | 2025-03-20 |
| JPWO2023127564A1 (https=) | 2023-07-06 |
| KR20240113802A (ko) | 2024-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12559427B2 (en) | Zirconia composition, pre-sintered body and sintered body, and method of producing the same | |
| JP7145758B2 (ja) | ジルコニア組成物、仮焼体及び焼結体並びにこれらの製造方法、並びに積層体 | |
| JP6920573B1 (ja) | ジルコニア組成物、ジルコニア仮焼体及びジルコニア焼結体、並びにそれらの製造方法 | |
| JP7776431B2 (ja) | 良切削性のジルコニア仮焼体 | |
| WO2019131782A1 (ja) | 歯科用に好適なジルコニア仮焼体 | |
| JP7792437B2 (ja) | 良研磨性の歯科用酸化物セラミックス仮焼体及びその製造方法 | |
| WO2023127564A1 (ja) | 歯科用アルミナ被加工体 | |
| US20250064565A1 (en) | Alumina pre-sintered body for dental use that transforms into highly translucent alumina sintered body | |
| WO2023127559A1 (ja) | 優れた機械加工性を有する歯科用酸化物セラミックス仮焼体及びその製造方法 | |
| EP4438027A1 (en) | Alumina workable body for dental use | |
| JP7767462B2 (ja) | ジルコニア焼結体及びその製造方法 | |
| WO2025105493A1 (ja) | 高透明かつ高強度の歯科用アルミナ仮焼体及びその焼結体並びにそれらの製造方法 | |
| EP4438026A1 (en) | Dental-use alumina pre-sintered body that becomes highly translucent alumina sintered body | |
| EP4438025A1 (en) | Oxide ceramic partially sintered body for dental use which has favorable polishing properties, and method for producing same | |
| WO2024127652A1 (ja) | 優れた機械加工性を有する歯科用酸化物セラミックス仮焼体及びその製造方法 | |
| WO2023127792A1 (ja) | ジルコニア焼結体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22915788 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023570869 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 20247020760 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020247020760 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18723985 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22915788 Country of ref document: EP Kind code of ref document: A1 |
|
| WWP | Wipo information: published in national office |
Ref document number: 18723985 Country of ref document: US |