WO2023120593A1 - 記録媒体および積層体 - Google Patents
記録媒体および積層体 Download PDFInfo
- Publication number
- WO2023120593A1 WO2023120593A1 PCT/JP2022/047186 JP2022047186W WO2023120593A1 WO 2023120593 A1 WO2023120593 A1 WO 2023120593A1 JP 2022047186 W JP2022047186 W JP 2022047186W WO 2023120593 A1 WO2023120593 A1 WO 2023120593A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- recording medium
- coloring
- resin
- layers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/405—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography characterised by layers cured by radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/30—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used using chemical colour formers
- B41M5/337—Additives; Binders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/002—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B29/005—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material next to another layer of paper or cardboard layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/30—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used using chemical colour formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/30—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used using chemical colour formers
- B41M5/337—Additives; Binders
- B41M5/3375—Non-macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/34—Multicolour thermography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/42—Intermediate, backcoat, or covering layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/42—Intermediate, backcoat, or covering layers
- B41M5/44—Intermediate, backcoat, or covering layers characterised by the macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/46—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography characterised by the light-to-heat converting means; characterised by the heat or radiation filtering or absorbing means or layers
- B41M5/465—Infrared radiation-absorbing materials, e.g. dyes, metals, silicates, C black
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/12—Coating on the layer surface on paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/536—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2554/00—Paper of special types, e.g. banknotes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/04—Direct thermal recording [DTR]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/32—Thermal receivers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/38—Intermediate layers; Layers between substrate and imaging layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/40—Cover layers; Layers separated from substrate by imaging layer; Protective layers; Layers applied before imaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/42—Multiple imaging layers
Definitions
- the present disclosure relates to a recording medium and a laminate including the same.
- Patent Document 1 discloses a recording medium in which a plurality of coloring layers are laminated.
- the color gamut may change in recording media in which multiple coloring layers are laminated. Therefore, it is required to suppress the change in color gamut.
- An object of the present disclosure is to provide a recording medium capable of suppressing changes in color gamut and a laminate including the recording medium.
- the recording medium according to the present disclosure is a plurality of coloring layers; at least one diffusion-inhibiting layer;
- the color-developing layer contains an electron-donating color-developing compound, an electron-accepting color developer, and a matrix resin,
- the diffusion suppression layer is provided between adjacent coloring layers,
- the diffusion-suppressing layer can suppress the diffusion of the coloring compound between adjacent coloring layers when the recording medium is heated.
- the laminate according to the present disclosure is a recording medium according to the present disclosure; a substrate; with an overlay layer and A recording medium is provided between the substrate and the overlay layer.
- FIG. 1 is a perspective view of a laminate according to a first embodiment of the present disclosure
- FIG. FIG. 2 is a cross-sectional view taken along line II--II of FIG.
- FIG. 3 is a cross-sectional view of a recording medium.
- FIG. 4 is a cross-sectional view of a recording medium.
- FIG. 5 is a diagram of a test apparatus for a 90 degree peel test.
- FIG. 6 is a graph showing an example of data obtained by a 90 degree peel test.
- FIG. 7 is a cross-sectional view of a laminate according to a second embodiment of the present disclosure
- FIG. 8 is a cross-sectional view of a laminate according to a modification of the second embodiment of the present disclosure;
- FIG. 9 is a cross-sectional view of a laminate according to a modification of the second embodiment of the present disclosure
- FIG. 10 is a cross-sectional view of a laminate according to a modification of the second embodiment of the present disclosure
- FIG. 11 is a cross-sectional view of a laminate according to a modification of the second embodiment of the present disclosure
- FIG. 12 is a cross-sectional view of a laminate according to a modification of the second embodiment of the present disclosure
- FIG. 13 is a cross-sectional view of a laminate according to a modification of the second embodiment of the present disclosure
- FIG. 14 is a cross-sectional view of a laminate according to a modification of the second embodiment of the present disclosure
- FIG. 15 is a cross-sectional view of a recording medium.
- FIG. 16 is a cross-sectional view of a recording medium.
- FIG. 17 is a cross-sectional view of a recording medium.
- FIG. 18 is a cross-sectional view of a recording medium.
- FIG. 19 is a cross-sectional view of a recording medium.
- FIG. 20 is a cross-sectional view of a recording medium.
- FIG. 21 is a cross-sectional view of a recording medium.
- FIG. 22 is a cross-sectional view of a recording medium.
- FIG. 23A is a plan view of the front surface of the smartphone.
- FIG. 23B is a plan view of the back surface of the smartphone.
- FIG. 24 is a perspective view of a notebook personal computer.
- FIG. 25 is a perspective view of a cosmetic container.
- FIG. 26 is a perspective view of a booklet.
- FIG. 27 is a graph showing the measurement results of the peel strength of the samples.
- FIG. 28 is a cross-sectional view of a
- FIG. 1 is a perspective view of a laminate 10 according to the first embodiment of the present disclosure.
- FIG. 2 is a cross-sectional view taken along line II--II of FIG.
- the laminate 10 includes a substrate 11, an adhesive layer 12, a recording medium 20, an adhesive layer 13, and an overlay layer 14 in this order.
- the laminate 10 can be used as a security card, a financial settlement card (e.g. credit card, cash card, etc.), an ID card (e.g., employee ID card, membership card, student ID card, etc.), or a personal transaction card (e.g., prepaid card, point card, etc.). etc.) (hereinafter referred to as "security card etc.”).
- a financial settlement card e.g. credit card, cash card, etc.
- ID card e.g., employee ID card, membership card, student ID card, etc.
- personal transaction card e.g., prepaid card, point card, etc.
- the base material 11 is a support that supports the recording medium 20 .
- the substrate 11 may be a card.
- the substrate 11 may have a color such as white.
- the base material 11 has a pattern, picture, photograph, character, or a combination of two or more thereof (hereinafter referred to as “design etc.”) printed on one main surface on which the recording medium 20 or the like is provided. good too.
- the base material 11 contains plastic, for example.
- the substrate 11 may contain at least one selected from the group consisting of colorants, antistatic agents, flame retardants, surface modifiers, and the like, if necessary.
- the plastic includes, for example, at least one selected from the group consisting of ester-based resins, amide-based resins, olefin-based resins, vinyl-based resins, acrylic-based resins, imide-based resins, styrene-based resins, engineering plastics, and the like.
- the substrate 11 contains two or more resins, the two or more resins may be mixed, copolymerized, or laminated.
- Ester-based resins include, for example, polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polyethylene naphthalate (PEN), polyethylene terephthalate-isophthalate copolymer and terephthalic acid-cyclohexanedimethanol - Contains at least one selected from the group consisting of ethylene glycol copolymers and the like.
- the amide-based resin includes, for example, at least one selected from the group consisting of nylon 6, nylon 66, nylon 610, and the like.
- the olefinic resin includes, for example, at least one selected from the group consisting of polyethylene (PE), polypropylene (PP) and polymethylpentene (PMP).
- Vinyl resins include, for example, polyvinyl chloride (PVC).
- the acrylic resin includes, for example, at least one selected from the group consisting of polyacrylate, polymethacrylate and polymethylmethacrylate (PMMA).
- the imide-based resin includes, for example, at least one selected from the group consisting of polyimide (PI), polyamideimide (PAI), polyetherimide (PEI), and the like.
- the styrenic resin includes, for example, at least one selected from the group consisting of polystyrene (PS), high impact polystyrene, acrylonitrile-styrene resin (AS resin) and acrylonitrile-butadiene-styrene resin (ABS resin).
- Engineering plastics include, for example, polycarbonate (PC), polyarylate (PAR), polysulfone (PSF), polyethersulfone (PES), polyphenylene ether (PPE), polyphenylene sulfide (PPS), polyetherketone (PEK) , polyether-etherketone (PEEK), polyphenylene oxide (PPO) and polyether sulfite.
- PC polycarbonate
- PAR polyarylate
- PES polysulfone
- PPE polyphenylene ether
- PPS polyphenylene sulfide
- PEK polyetherketone
- PEEK polyether-etherketone
- PPO polyphenylene oxide
- the recording medium 20 is configured to be able to change its coloring state by an external stimulus.
- a pattern or the like can be recorded on the recording medium 20 by changing the coloring state.
- the external stimulus is laser light.
- the change in coloring state is preferably an irreversible change. That is, it is preferable that the recording medium 20 be of a write-once type in which a design or the like can be written only once.
- the recording medium 20 is provided on one main surface of the base material 11 , and the adhesive layer 12 is sandwiched between the base material 11 and the recording medium 20 .
- the recording medium 20 may have a film shape.
- the recording medium 20 has substantially the same shape as one main surface of the base material 11 and substantially the same size as one main surface of the base material 11 .
- the overlay layer 14 is provided on the recording medium 20 and covers the recording medium 20 .
- An adhesive layer 13 is sandwiched between the recording medium 20 and the overlay layer 14 .
- the overlay layer 14 protects the members inside the laminate 10 (that is, the recording medium 20 ) and maintains the mechanical reliability of the laminate 10 .
- the overlay layer 14 has a film shape.
- the overlay layer 14 has transparency.
- Overlay layer 14 comprises plastic. Materials similar to those of the base material 11 can be exemplified as the plastic. A pattern or the like may be printed on at least one main surface of the overlay layer 14 .
- the adhesive layer 12 is provided between the base material 11 and the recording medium 20 and bonds the base material 11 and the recording medium 20 together.
- the adhesive layer 13 is provided between the recording medium 20 and the overlay layer 14 to bond the recording medium 20 and the overlay layer 14 together.
- the adhesive layers 12 and 13 have transparency.
- Adhesive layers 12, 13 comprise a thermal adhesive.
- Thermal adhesives include thermosetting resins.
- Thermosetting resins include, for example, at least one selected from the group consisting of epoxy resins and urethane resins. From the viewpoint of reducing damage to the recording medium 20, the curing temperature of the thermal adhesive is preferably in the temperature range of 100° C. or higher and 120° C. or lower.
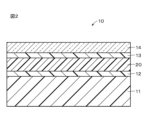
- FIG. 3 is a cross-sectional view of the recording medium 20.
- the recording medium 20 includes a substrate 21, an intermediate layer 32A, a coloring layer 24, an intermediate layer 32B, a coloring layer 27, an intermediate layer 32C and a coloring layer 30 in this order. More specifically, the recording medium 20 includes a substrate 21, an adhesive layer 22, a diffusion suppression layer 23, a coloring layer 24, an adhesive layer 25, a diffusion suppression layer 26, a coloring layer 27, an adhesive layer 28, and a diffusion suppression layer. Layer 29 and coloring layer 30 are provided in that order.
- the recording medium 20 may further include a protective layer 31 on the coloring layer 30, as shown in FIG.
- the recording medium 20 may further include an intermediate layer 32D between the coloring layer 30 and the protective layer 31, as shown in FIG. More specifically, the recording medium 20 may further include an adhesive layer 33 and a diffusion suppressing layer 34 between the coloring layer 30 and the protective layer 31, as shown in FIG.
- the substrate 21 is on the adhesive layer 12 side
- the protective layer 31 is on the adhesive layer 13 side.
- the substrate 21 is a support for supporting the coloring layers 24, 27, 30 and the like.
- the base material 11 is preferably made of a material having excellent heat resistance and excellent dimensional stability in the planar direction.
- the substrate 21 may have either light transmissive or non-light transmissive properties.
- the substrate 21 may be, for example, a rigid substrate such as a wafer, or a flexible thin-layer glass, film, paper, or the like. By using a flexible substrate as the base material 21, a flexible (bendable) recording medium 20 can be realized.
- constituent materials of the base material 21 include inorganic materials, metal materials, plastics, and the like.
- the inorganic material includes, for example, at least one selected from the group consisting of silicon (Si), silicon oxide ( SiOx ), silicon nitride ( SiNx ) and aluminum oxide ( AlOx ). Silicon oxide includes glass, spin-on-glass (SOG), and the like.
- the metal material includes, for example, at least one selected from the group consisting of aluminum (Al), nickel (Ni), stainless steel, and the like. Materials similar to those of the base material 11 can be exemplified as the plastic.
- a reflective layer (not shown) may be provided on at least one main surface of the substrate 21, or the substrate 21 itself may also function as a reflective layer. Since the base material 21 has such a structure, more vivid color display is possible.
- the intermediate layer 32A is provided between the substrate 21 and the coloring layer 24. As shown in FIG. The intermediate layer 32A can bond between the substrate 21 and the coloring layer 24 . The intermediate layer 32A may be able to insulate between the base material 21 and the coloring layer 24 and suppress the diffusion of constituent materials between the base material 21 and the coloring layer 24 . 32 A of intermediate
- the intermediate layer 32B is provided between the coloring layer 24 and the coloring layer 27.
- the intermediate layer 32 ⁇ /b>B can bond between the coloring layer 24 and the coloring layer 27 .
- the intermediate layer 32 ⁇ /b>B can insulate between the coloring layers 24 and 27 and can suppress the diffusion of constituent materials between the coloring layers 24 and 27 .
- the intermediate layer 32 ⁇ /b>B includes an adhesive layer 25 and a diffusion suppression layer 26 .
- the intermediate layer 32C is provided between the coloring layer 27 and the coloring layer 30.
- the intermediate layer 32 ⁇ /b>C can bond between the coloring layer 27 and the coloring layer 30 .
- the intermediate layer 32 ⁇ /b>C can insulate between the coloring layers 27 and 30 and can suppress diffusion of constituent materials between the coloring layers 27 and 30 .
- middle layers are equipped with the adhesive layer 28 and the diffusion suppression layer 29.
- the intermediate layer 32D is provided between the coloring layer 30 and the protective layer 31.
- the intermediate layer 32 ⁇ /b>D can bond between the coloring layer 30 and the protective layer 31 .
- the intermediate layer 32 ⁇ /b>D may be able to insulate between the coloring layer 30 and the protective layer 31 and suppress the diffusion of constituent materials between the coloring layer 30 and the protective layer 31 .
- the intermediate layer 32 ⁇ /b>D includes an adhesive layer 33 and a diffusion suppression layer 34 .
- the coloring layers 24, 27, and 30 are configured to be able to change the coloring state by an external stimulus such as laser light or heat.
- the coloring layers 24, 27, and 30 are made of a material that enables stable recording and that can control the coloring state.
- the coloring layers 24, 27, and 30 each include an electron-donating color former, an electron-accepting color developer corresponding to the color former, a matrix polymer (binder), and a photothermal conversion material. including.
- the coloring layers 24, 27, and 30 may contain, if necessary, at least one additive selected from the group consisting of sensitizers, ultraviolet absorbers, etc., in addition to the above materials.
- the coloring layers 24, 27, and 30 contain coloring compounds having different coloring hues. That is, the color formers contained in the coloring layers 24, 27, and 30 exhibit different colors in the coloring state.
- the coloring compound contained in the coloring layer 24 exhibits, for example, a cyan color in the coloring state.
- the coloring compound contained in the coloring layer 27 exhibits, for example, a magenta color in the coloring state.
- the coloring compound contained in the coloring layer 30 exhibits, for example, a yellow color in the coloring state.
- the photothermal conversion materials contained in the coloring layers 24, 27, and 30 absorb laser beams of different wavelength ranges (for example, different near-infrared laser beams) to generate heat.
- the thickness of each of the coloring layers 24, 27, and 30 is preferably 1 ⁇ m or more and 20 ⁇ m or less, more preferably 2 ⁇ m or more and 15 ⁇ m or less.
- the thickness of each coloring layer 24, 27, 30 is 1 ⁇ m or more, sufficient coloring density can be obtained.
- the thickness of each of the coloring layers 24, 27 and 30 is 20 ⁇ m or less, it is possible to prevent the amount of heat utilization of each of the coloring layers 24, 27 and 30 from becoming too large. Therefore, it is possible to suppress the deterioration of color developability.
- a color former is, for example, a leuco dye.
- Leuco dyes can be, for example, existing thermal paper dyes.
- a specific example is a compound containing an electron-donating group in the molecule represented by the following formula (1).
- the color-forming compound is not particularly limited and can be appropriately selected according to the purpose.
- Specific color-developing compounds include, in addition to the compounds represented by the above formula (1), fluoran-based compounds, triphenylmethanephthalide-based compounds, azaphthalide-based compounds, phenothiazine-based compounds, and leuco auramine-based compounds. and indolinophthalide-based compounds.
- 2-anilino-3-methyl-6-diethylaminofluorane 2-anilino-3-methyl-6-di(n-butylamino)fluorane, 2-anilino-3-methyl-6-(N -n-propyl-N-methylamino)fluorane, 2-anilino-3-methyl-6-(N-isopropyl-N-methylamino)fluorane, 2-anilino-3-methyl-6-(N-isobutyl-N -methylamino)fluorane, 2-anilino-3-methyl-6-(Nn-amyl-N-methylamino)fluorane, 2-anilino-3-methyl-6-(N-sec-butyl-N-methyl amino) fluorane, 2-anilino-3-methyl-6-(Nn-amyl-N-ethylamino) fluorane, 2-anilino-3-methyl-6-(N-iso-
- a developer is, for example, for developing a colorless coloring compound.
- the developer may have a particulate form.
- the developer include at least one selected from the group consisting of phenol derivatives, salicylic acid derivatives, urea derivatives and the like. Specific examples thereof include hydroxybenzoic acid type compounds represented by the following formula (2) containing an electron-accepting group in the molecule.
- the hydroxybenzoic acid type compound may be a bis(hydroxybenzoic acid) type compound.
- the bonding positions of the hydroxy group (--OH), the carboxyl group (--COOH) and the --X--R group in formula (2) are not limited.
- the hydroxybenzoic acid type compound may have a structure in which a hydroxyl group and a carboxyl group are bonded to the ortho position of benzene, that is, a salicylic acid skeleton.
- the matrix polymer (matrix polymer)
- the matrix polymer preferably functions as a binder.
- the matrix polymer is preferably one in which the color former, the developer and the photothermal conversion material can easily be uniformly dispersed.
- Examples of the matrix polymer include at least one selected from the group consisting of thermosetting resins and thermoplastic resins.
- polyvinyl chloride-based resin polyvinyl acetate-based resin, vinyl chloride-vinyl acetate copolymer-based resin, ethyl cellulose-based resin, polystyrene-based resin, styrene-based copolymer-based resin, phenoxy resin-based resin, polyester -based resin, aromatic polyester-based resin, polyurethane-based resin, polycarbonate-based resin, polyacrylic acid ester-based resin, polymethacrylic acid ester-based resin, acrylic acid-based copolymer-based resin, maleic acid-based polymer-based resin, polyvinyl alcohol-based resin , modified polyvinyl alcohol-based resins, hydroxyethyl cellulose-based resins, carboxymethyl cellulose-based resins, starch, and the like.
- the matrix polymer preferably contains a polycarbonate-based resin.
- the ratio of the color developer to the total amount of the color developer and the matrix resin is, for example, less than 18% by mass, preferably 17% by mass or less or 16% by mass or less.
- the coloring layers 24, 27, 30 and the layers adjacent to the coloring layers 24, 27, 30 can be improved.
- the ratio of color developer to the total amount of color developer and matrix resin is measured as follows.
- the compositions of the developer and matrix polymer of the color forming layers 24, 27, 30 are measured by mapping using a Fourier transform infrared spectrophotometer (microscopic FTIR). Alternatively, it is calculated by measuring the weight while dissolving each in an appropriate organic solvent, utilizing the difference in solubility between the color developer and the matrix polymer.
- the coloring The content of the matrix polymer in layers 24, 27 and 30 is preferably 84% by mass or more. From the viewpoint of suppressing deterioration of the coloring properties of the coloring layers 24, 27, and 30, the content of the matrix polymer is preferably 50% by mass or more and 70% by mass or less, more preferably 58% by mass or more and 65% by mass or less. When the content of the matrix polymer is 50% by mass or more and 70% by mass or less, it is preferable to select layers adjacent to the coloring layers 24, 27 and 30 so as to obtain good adhesion.
- the content of the matrix polymer in the coloring layers 24, 27 and 30 is measured as follows.
- a Fourier transform infrared spectrophotometer (microscopic FTIR) is used to measure the composition of the developer and matrix polymer of the color forming layers 24, 27, 30 by mapping. Alternatively, it is calculated by measuring the weight while dissolving each in an appropriate organic solvent, utilizing the difference in solubility between the color developer and the matrix polymer.
- the photothermal conversion material absorbs light in a predetermined wavelength range in the near-infrared region, for example, and generates heat.
- a near-infrared absorbing dye that has an absorption peak in the wavelength range of 700 nm or more and 2000 nm or less and has almost no absorption in the visible region.
- inorganic compounds include at least one selected from the group consisting of metal complexes such as dithio complexes, diimmonium salts, aminium salts, inorganic compounds, and the like.
- inorganic compounds include graphite, carbon black, metal powder particles, tricobalt tetraoxide, iron oxide, chromium oxide, copper oxide, titanium black, metal oxides such as ITO (Indium Tin Oxide), and metals such as niobium nitride.
- ITO Indium Tin Oxide
- niobium nitride At least one selected from the group consisting of nitrides, metal carbides such as tantalum carbide, metal sulfides and various magnetic powders can be used.
- a compound having a cyanine skeleton having excellent light resistance and heat resistance
- excellent light resistance means that the material does not decompose under the environment of use, for example, by irradiation with light from a fluorescent lamp or the like.
- Excellent heat resistance means that, for example, when a film is formed together with a polymer material and stored at 150° C. for 30 minutes, the maximum absorption peak value of the absorption spectrum does not change by 20% or more.
- Compounds having such a cyanine skeleton include, for example, counter ions of SbF 6 , PF 6 , BF 4 , ClO 4 , CF 3 SO 3 and (CF 3 SO 3 ) 2 N in the molecule.
- the compound having a cyanine skeleton used in the recording medium 20 in the first embodiment has both of the above counter ions and a cyclic structure such as a 5-membered ring and a 6-membered ring in the methine chain. is preferable, but if at least one of them is provided, sufficient light resistance and heat resistance are ensured.
- the photothermal conversion material it is preferable to select a material that has a narrow light absorption band in the wavelength range of 700 nm or more and 2000 nm or less, and that the light absorption bands of the coloring layers 24, 27, and 30 do not overlap each other. This makes it possible to selectively develop a desired color among the coloring layers 24 , 27 and 30 .
- the diffusion suppression layer 23 is provided between the substrate 21 and the coloring layer 24, suppresses diffusion of a substance (for example, a coloring compound, etc.) between the substrate 21 and the coloring layer 24, and 21 and the coloring layer 24 can be insulated.
- the diffusion suppression layer 26 is provided between the coloring layer 24 and the coloring layer 27, can suppress diffusion of a substance (for example, a coloring compound, etc.) between the coloring layer 24 and the coloring layer 27, and , heat insulation can be provided between the coloring layer 24 and the coloring layer 27 .
- the diffusion suppressing layer 29 is provided between the coloring layer 27 and the coloring layer 30, can suppress diffusion of a substance (for example, a coloring compound, etc.) between the coloring layer 27 and the coloring layer 30, and , the coloring layer 27 and the coloring layer 30 can be insulated.
- the diffusion suppression layer 34 is provided between the coloring layer 30 and the protective layer 31, can suppress diffusion of a substance (for example, a coloring compound, etc.) between the coloring layer 30 and the protective layer 31, and , heat insulation can be provided between the coloring layer 30 and the protective layer 31 .
- the diffusion suppression layers 23, 26, 29, and 34 are layers containing, for example, amorphous resin or crystalline resin.
- the diffusion-suppressing layers 23, 26, 29, and 34 contain, for example, a general translucent polymeric material. Specific materials include, for example, acrylic resins, polyvinyl chloride resins, polyvinyl acetate resins, vinyl chloride-vinyl acetate copolymer resins, ethyl cellulose resins, polystyrene resins, styrene copolymer resins, Phenoxy resin, polyester resin, aromatic polyester resin, polyurethane resin, polycarbonate resin, polyacrylic acid ester resin, polymethacrylic acid ester resin, acrylic copolymer resin, maleic acid polymer At least one selected from the group consisting of resins, polyvinyl alcohol-based resins, modified polyvinyl alcohol-based resins, hydroxyethyl cellulose-based resins, carboxymethyl cellulose-based resins, starch, and the like.
- the diffusion suppression layers 23, 26, 29, and 34 are preferably UV-curable resin layers or thermosetting resin layers.
- the ultraviolet curable resin layer contains a solidified ultraviolet curable resin composition that has undergone a polymerization reaction. More specifically, for example, the UV-curable resin layer includes a polymer of a polymerizable compound and a polymer in which a polymerization initiator generates active species upon irradiation with external energy (ultraviolet rays) to change its structure.
- the ultraviolet-curable resin composition includes, for example, at least one selected from the group consisting of radical polymerization-type ultraviolet-curable resin compositions and cationic polymerization-type ultraviolet-curable resin compositions.
- the UV-curable resin composition may contain at least one selected from the group consisting of sensitizers, fillers, stabilizers, leveling agents, antifoaming agents, viscosity modifiers and the like, if necessary.
- the UV-curable resin composition may be a UV-curable resin composition for hard coating.
- the ultraviolet curable resin composition may be an acrylic ultraviolet curable resin composition.
- UV-curable resin compositions are classified into two types, radical polymerization and cationic polymerization, based on their reaction mechanisms.
- radical polymerization radicals are generated from an initiator by UV absorption, and acrylate resins and acrylate monomers having acryloyl groups in their molecules are radically polymerized.
- Special functional groups such as acryloyl groups can be detected with FT-IR.
- the radical polymerization agent can be detected by sublimation with GCMS.
- the radical polymerization agent is dosed in excess in order to allow the polymerization to proceed sufficiently quickly.
- cationic polymerization the initiator generates acid by UV absorption, and vinyl monomers, cyclic ethers, etc. initiate cationic polymerization.
- Special functional groups such as vinyl groups, ether groups and epoxy groups can be detected by FT-IR. From the point of view of cost and high monomer selectivity, radical polymerization is preferably selected, but cationic polymerization may also be used.
- thermosetting resin layer contains a thermosetting resin composition that is polymerized and solidified. Epoxy groups can also be detected in thermosetting resin compositions by FT-IR.
- the UV-curing type is superior in the case of a coating film because the composition can be cured more quickly and uniformly, and the degree of cross-linking can be increased. The degree of cross-linking can be determined by dissolving the polymer sites and calculating the monomer ratio of the released components.
- the diffusion suppression layers 23, 26, 29, and 34 may contain a translucent inorganic material.
- a translucent inorganic material For example, it is preferable to use porous silica, alumina, titania, carbon, or a composite of these, because the thermal conductivity is low and the heat insulating effect is high.
- the diffusion suppression layers 23, 26, 29, 34 can also be formed by, for example, a sol-gel method.
- the thickness of the diffusion suppression layers 23, 26, 29, and 34 is preferably 3 ⁇ m or more and 100 ⁇ m or less, more preferably 5 ⁇ m or more and 50 ⁇ m or less.
- the thickness of the diffusion suppression layers 23, 26, 29, and 34 has a thickness of 3 ⁇ m or more, sufficient diffusion suppression effect and heat insulating effect can be obtained.
- the diffusion suppression layers 23, 26, 29, and 34 have a thickness of 100 ⁇ m or less, it is possible to suppress a decrease in translucency. In addition, it is possible to suppress the deterioration of the bending resistance of the recording medium 20 and make it difficult for defects such as cracks to occur.
- the diffusion suppressing layer 26 can suppress diffusion of a substance (for example, a coloring compound) between the adjacent coloring layers 24 and 27 when the recording medium 20 is heated.
- the diffusion suppressing layer 29 can suppress diffusion of a substance (for example, a coloring compound) between the adjacent coloring layers 27 and 30 when the recording medium 20 is heated.
- the diffusion suppressing layer 23 can suppress diffusion of a substance (for example, a coloring compound) between the adjacent base material 21 and the coloring layer 24 when the recording medium 20 is heated.
- the diffusion suppression layer 34 can suppress diffusion of a substance (for example, a coloring compound) between the adjacent coloring layer 30 and protective layer 31 when the recording medium 20 is heated.
- the temperature for heating the recording medium 20 is preferably 120° C. or higher and 200° C. or lower or 160° C. or higher and 200° C. or lower.
- the temperature for heating the recording medium 20 is the temperature measured at the surface of the laminate 10 or the recording medium 20 .
- Diffusion of color-forming compounds can be measured using TOF-SIMS.
- the molecular weight of the coloring compound is determined using LC-MS or the like. After that, the measurement corresponding portion is extracted, and the spectrum corresponding to the molecular weight of the color former is extracted while excavating the recording medium 20 in the film thickness direction by sputtering. Next, compared with the coloring layers 24, 27, and 30, changes in fragment intensity of molecules of the coloring compound before and after heating are compared.
- the surface pencil hardness of the diffusion-suppressing layers 23, 26, 29, and 34 is preferably 2B or higher, more preferably H or higher.
- the diffusion-suppressing layers 23, 26, 29, and 34 have surfaces with a pencil hardness of 2B or more, the diffusion-suppressing layers 23, 26, 29, and 34 have a high crosslink density, resulting in high density, and the intermediate layers 32A, 32B, Substance diffusion through 32C and 32D can be further suppressed.
- the pencil hardness of the surfaces of the diffusion suppression layers 26 and 29 is 2B or more, the diffusion of the color former through the intermediate layers 32B, 32C and 32D can be further suppressed. Therefore, it is possible to further suppress the hue change of the coloring layers 24, 27, 30 during long-term storage or the like.
- an ultraviolet curable resin layer or a thermosetting resin layer is preferable.
- the pencil hardness of the surface of the diffusion suppression layer 23 is measured as follows. First, the laminate 10 is disassembled to expose the surface of the diffusion suppression layer 23 . Next, the pencil hardness of the surface of the diffusion suppression layer 23 is measured according to JIS K5600-5-4. The measurement is performed in an atmosphere of standard conditions of temperature 23 ⁇ 1° C. and relative humidity 50 ⁇ 5%. The pencil hardness of the surfaces of the diffusion suppressing layers 26 , 29 and 34 is also measured in the same procedure as the pencil hardness of the surface of the diffusion suppressing layer 23 .
- the diffusion suppression layers 23, 26, 29, and 34 are preferably resin layers having no tackiness. As a result, the diffusion suppression effect of the diffusion suppression layers 23, 26, 29, and 34 can be improved.
- the Young's modulus of the diffusion suppression layers 23, 26, 29, and 34 is preferably 10 MPa or more, more preferably 100 MPa or more, and still more preferably 2000 MPa or more. When the Young's modulus of the diffusion suppression layers 23, 26, 29, and 34 is 10 MPa or more, the diffusion suppression effect of the diffusion suppression layers 23, 26, 29, and 34 can be improved.
- Young's moduli of the diffusion suppression layers 23, 26, 29, and 34 are measured as follows. Young's modulus is determined from the ratio of tensile stress to the corresponding strain within the tensile proportional limit of the material using a tensile tester.
- the diffusion suppression layers 23, 26, 29, and 34 are preferably resin layers having a glass transition temperature of 130°C or higher.
- the diffusion suppression effect of the diffusion suppression layers 23, 26, 29, and 34 can be improved.
- the diffusion suppressing layers 23, 26, 29, and 34 are resin layers that are solid at room temperature and do not have a phase transition point within the range of 25° C. or higher and 300° C. or lower. good too.
- the glass transition temperatures of the diffusion suppression layers 23, 26, 29, and 34 are measured as follows. Using thermogravimetric differential thermal analysis (TG-DTA), the glass transition temperatures of the diffusion-suppressing layers 23, 26, 29, and 34 are measured by obtaining peak shifts in thermal history.
- TG-DTA thermogravimetric differential thermal analysis
- the adhesive layer 22 is provided between the substrate 21 and the diffusion suppression layer 23 and bonds the substrate 21 and the diffusion suppression layer 23 together.
- the pressure-sensitive adhesive layer 25 is provided between the coloring layer 24 and the diffusion suppression layer 26 to bond the coloring layer 24 and the diffusion suppression layer 26 together.
- the pressure-sensitive adhesive layer 28 is provided between the coloring layer 27 and the diffusion suppression layer 29 and bonds the coloring layer 27 and the diffusion suppression layer 29 together.
- the adhesive layer 33 is provided between the coloring layer 30 and the diffusion-suppressing layer 34, and bonds the coloring layer 30 and the diffusion-suppressing layer 34 together.
- the adhesive layers 22, 25, 28, 33 contain an adhesive.
- the adhesive contains, for example, at least one selected from the group consisting of acrylic resins, silicone resins, urethane resins, epoxy resins and elastomeric materials.
- the adhesive layers 22, 25, 28 and 33 may be optical adhesive sheets such as OCA (Optical Clear Adhesive).
- the protective layer 31 is for protecting the surface of the recording medium 20, and is made of, for example, at least one of an ultraviolet curable resin and a thermosetting resin.
- the protective layer 31 is preferably a hard coat layer.
- the thickness of the protective layer 31 is, for example, 0.1 ⁇ m or more and 20 ⁇ m or less.
- the protective layer 31 may have a function of blocking ultraviolet rays incident on the coloring layers 24 , 27 , and 30 in addition to the function of protecting the surface of the recording medium 20 ⁇ /b>A.
- the protective layer 31 may include a resin layer and a UV cut layer.
- the protective layer 31 may include a resin layer, a UV cut layer, an adhesive layer, and a substrate on one main surface of the coloring layer 30 in this order.
- the resin layer contains, for example, at least one of an ultraviolet curable resin and a thermosetting resin.
- the resin layer is preferably a hard coat layer.
- each layer constituting the laminate 10 is preferably 3.5 N/cm or more, more preferably 4.0 N/cm or more, still more preferably 4.5 N/cm or more, and particularly preferably 5 0 N/cm or more.
- the average peel strength of the interfaces between the layers is 3.5 N/cm or more, peeling at the interfaces between the layers constituting the laminate 10 can be suppressed. Therefore, the anti-counterfeiting property and anti-tampering property of the laminate 10 can be improved.
- each layer constituting the laminate 10 may include each layer constituting the recording medium 20 .
- the average peel strength of at least one of the interfaces included in the recording medium 20 may be preferably less than 3.5 N/cm, more preferably less than 3.0 N/cm.
- the average peel strength of at least one of the interfaces included in the recording medium 20 is less than 3.5 N/cm
- the average peel strength of the interface between the substrate 11 and the recording medium 20, and the recording medium 20 and the overlay layer 14 is preferably 3.5 N/cm or more, more preferably 4.0 N/cm or more, still more preferably 4.5 N/cm or more, and particularly preferably 5.0 N/cm or more.
- the average peel strength of at least one of the interfaces existing between the adjacent coloring layers 24 and 27 and the interfaces existing between the adjacent coloring layers 27 and 30 is preferably may be less than 3.5 N/cm, more preferably less than 3.0 N/cm.
- the average peel strength of the recording medium 20 is less than 3.5 N/cm, when the laminate 10 is decomposed, the recording medium 20 decomposes between the coloring layer 24 and the coloring layer 27 or between the coloring layer 27 and the coloring layer 30. Therefore, it becomes difficult to take out and use the recording medium 20 .
- the average peel strength of at least one of the interface existing between the adjacent coloring layers 24 and 27 and the interface existing between the adjacent coloring layers 27 and 30 is less than 3.5 N/cm.
- the average peel strength at the interface between the substrate 11 and the recording medium 20 and the average peel strength at the interface between the recording medium 20 and the overlay layer 14 are preferably 3.5 N/cm or more, more preferably 4.0 N/cm Above, more preferably 4.5 N/cm or more, particularly preferably 5.0 N/cm or more.
- the average peel strength of the interface between each layer is obtained by conducting a 90 degree peel test. Since the method for measuring the average peel strength at the interface between layers is the same, only the method for measuring the average peel strength at the interface between the substrate 11 and the recording medium 20 will be described below with reference to FIG.
- the laminate 10 is cut into strips with a width of 10 mm and a length of 100 mm to prepare a test piece 60, which is left for 24 hours or longer in a standard atmosphere with a temperature of 23 ⁇ 1° C. and a relative humidity of 50 ⁇ 5%.
- the laminate portion of the test piece 60 above the interface between the substrate 11 and the recording medium 20 is referred to as an adherend 61 .
- a notch is made between the substrate 11 of the test piece 60 and the adherend 61 with a sharp blade such as a cutter, and the adherend 61 is cut in the longitudinal direction.
- FIG. 5 shows an example in which the tension member 62 is gripped and used as a margin.
- the adherend 61 may be clamped as it is.
- the tensile member 62 a strip-shaped film having sufficient strength that does not cause elongation or breakage during peel strength measurement is used.
- one end of the tension member 62 is attached to the adherend 61 with a sufficiently high adhesive force so as not to separate from the adherend 61 when measuring the peel strength.
- the clamping device (metal plate ) 63 clamps and fixes the gripping margin by 10 mm or more.
- the movable rolls 73A and 73B serve as fulcrums for peeling during the 90 degree peeling test.
- a 90-degree peel test is performed using a tensile compression tester, and the test force [N / cm] and stroke [mm] are monitored as voltage values, for example, by a data logger manufactured by Keyence Corporation, and converted to force. and stored in the memory as CSV output data.
- the 90-degree peel test was performed at a speed of 5 mm/sec. is performed at a tensile speed of A stroke is set to 50 mm or more.
- the above 90-degree peel test is performed three times in total, and the point where the peel strength is stable (the position where the force rises slowly) is set as the starting point (0 mm), and the CSV output data from there to a position relatively distant by 50 mm. Calculate the average value by arithmetic mean. As a result, the average peel strength between the substrate 11 and the recording medium 20 (the adherend 61) is obtained. However, points (spikes) where the peel force suddenly drops are excluded from the CSV output data.
- FIG. 6 shows an example of data obtained by the 90 degree peel test.
- the substrate 11 and the overlay layer 14 contain the same type of resin material.
- the resin material may be a thermoplastic resin.
- the base material 11 and the overlay layer 14 contain a polycarbonate (PC)-based resin or a polyethylene terephthalate (PET)-based resin from the viewpoint of environmental friendliness.
- the base material 11 and the overlay layer 14 preferably contain a polycarbonate (PC)-based resin or a polyvinyl chloride (PVC)-based resin. It is preferable that the base material 11 and the overlay layer 14 contain a polycarbonate (PC)-based resin from the viewpoint of improving adhesion, environmental friendliness, and durability.
- Whether the base material 11 and the overlay layer 14 contain the same type of resin material can be confirmed, for example, as follows. First, the substrate 11 and the overlay layer 14 are removed from the laminate 10 . Next, IR spectra of the substrate 11 and the overlay layer 14 are obtained by infrared absorption spectrometry (IR). Next, by comparing the obtained IR spectra of each layer, it is confirmed that the substrate 11 and the overlay layer 14 contain the same kind of resin material. Also, the type of resin material contained in each of the substrate 11 and the overlay layer 14 can be confirmed using the obtained IR spectrum of each layer.
- IR infrared absorption spectrometry
- thermosetting resin is applied as a thermal adhesive on the base material 11 to form the adhesive layer 12 .
- the recording medium 20 is placed on the adhesive layer 12 .
- a thermosetting resin is applied as a thermal adhesive on the recording medium 20 to form the adhesive layer 13 , and then the overlay layer 14 is placed on the adhesive layer 13 .
- the obtained laminated body is sandwiched between metal plates, and pressure is applied while heating to thermally cure the adhesive layer 12 and the adhesive layer 13 .
- the temperature applied to the laminate during thermosetting is preferably 100° C. or higher and 120° C. or lower. Thereby, the intended laminate 10 is obtained.
- the adhesive layer 13 may be formed by applying a thermosetting resin to the overlay layer 14 and then placing the overlay layer 14 on the recording medium 20 with the coating film interposed therebetween.
- the adhesive layer 13 may be formed by laminating a sheet formed by coating a separator with a thermosetting resin in advance to the overlay layer 14 or the recording medium 20 by thermal lamination or the like.
- Laminate recording method In the layered product 10 according to the first embodiment, for example, patterns can be recorded on the recording medium 20 as follows. Here, an example in which the coloring layers 24, 27, and 30 exhibit cyan, magenta, and yellow colors, respectively, will be described.
- a semiconductor laser or the like is used to irradiate the recording medium 20 through the overlay layer 14 with infrared rays having a specified wavelength and a specified output.
- the coloring layer 24 is irradiated with an infrared ray having a wavelength of ⁇ 1 with energy sufficient to reach the coloring temperature of the coloring layer 24 .
- the photothermal conversion material contained in the coloring layer 24 generates heat, causing a coloration reaction (coloration reaction) between the coloration compound and the color developer, thereby developing a cyan color in the irradiated area.
- the coloring layer 27 when the coloring layer 27 is caused to develop a color, the coloring layer 27 is irradiated with an infrared ray having a wavelength of ⁇ 2 with energy sufficient to reach the coloring temperature of the coloring layer 27 .
- the coloring layer 30 is irradiated with an infrared ray having a wavelength of ⁇ 3 with energy sufficient to reach the coloring temperature of the coloring layer 30 .
- the photothermal conversion materials contained in the coloring layer 27 and the coloring layer 30 generate heat, causing a color reaction between the color former and the developer, and the irradiated portions develop magenta and yellow colors, respectively. In this way, by irradiating an arbitrary portion with infrared rays of a corresponding wavelength, it becomes possible to record a pattern (for example, a full-color pattern, etc.).
- the laminate 10 according to the first embodiment includes the intermediate layer 32B including the diffusion suppression layer 26 between the coloring layers 24 and 27, and the diffusion suppression layer 26 between the coloring layers 27 and 30. and an intermediate layer 32C including layer 29;
- the diffusion suppression layer 26 can suppress the diffusion of the coloring compound between the coloring layer 24 and the coloring layer 27 when the recording medium 20 is heated.
- the diffusion suppression layer 29 can suppress the diffusion of the coloring compound between the coloring layer 27 and the coloring layer 30 when the recording medium 20 is heated. As a result, changes in the color gamut of the recording medium 20 can be suppressed.
- the substrate 11 and the recording medium 20 are bonded together by the adhesive layer 12 containing a thermal adhesive
- the recording medium 20 and the overlay layer 14 are They are bonded together by an adhesive layer 12 containing a thermal adhesive.
- the substrate 11 and the recording medium 20 and the recording medium 20 and the overlay layer 14 can be strongly bonded together. Therefore, the anti-counterfeiting property of the laminate 10 can be improved.
- the tamper resistance of the laminate 10 can be improved. Therefore, the security of the laminate 10 can be improved.
- the recording medium 20 is provided with the coloring layers 24, 27, and 30, the photographic image of the laminated body 10, such as a plastic security card, can be displayed in full color. Since the laminate 10 includes the full-color recording medium 20 in part of the plane of the laminate 10 , the cost can be reduced compared to the case where the full-color recording medium 20 is provided over the entire surface of the laminate 10 . Since the recording medium 20 is sealed inside the laminate 10, the influence of moisture on the recording medium 20 can be reduced.
- FIG. 7 is a cross-sectional view of a laminate 40 according to a second embodiment of the present disclosure.
- the laminate 40 does not include the adhesive layer 12 and the adhesive layer 13, and the substrate 11 and the recording medium 20 and the recording medium 20 and the overlay layer 14 are bonded together by fusion. is different from the laminate 10 according to the embodiment.
- the substrate 11, the first main surface of the recording medium 20, the second main surface of the recording medium 20, and the overlay layer 14 preferably contain a thermoplastic resin as plastic.
- the thermoplastic resin is capable of heat-sealing the layers of the laminate 40 within a temperature range of 120° C. or more and 200° C. or less.
- the base material 11, the first main surface of the recording medium 20, the second main surface of the recording medium 20, and the overlay layer 14 may contain the same type of thermoplastic resin, or the base material 11, the recording medium 20 , the second major surface of recording medium 20 and overlay layer 14 need not comprise the same type of thermoplastic resin.
- the substrate 11, the first major surface of the recording medium 20, the second major surface of the recording medium 20 and the overlay layer 14 do not contain the same type of thermoplastic resin
- the substrate 11, the second major surface of the recording medium 20, and the One or more portions of the first major surface, the second major surface of the recording medium 20 and the overlay layer 14 may contain a different type of thermoplastic resin than the other portions
- the substrate 11 , the first major surface of recording medium 20, the second major surface of recording medium 20, and overlay layer 14 may each comprise different types of thermoplastic resins.
- the substrate 11, the first major surface of the recording medium 20, the second major surface of the recording medium 20 and the overlay layer 14 comprise the same type of thermoplastic resin
- the substrate 11, the first major surface of the recording medium 20 are
- the main surface, the second main surface of the recording medium 20 and the overlay layer 14 are selected from the group consisting of semi-crystalline thermoplastic resins and non-crystalline thermoplastic resins from the viewpoint of improving interlayer adhesion strength by fusion bonding. preferably contains at least one of the
- Semicrystalline thermoplastics are, for example, polypropylene (PP), polyethylene (PE), polyacetal (POM), polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polyphenylene sulfide (PPS) and polyetheretherketone ( PEEK) and the like.
- Amorphous thermoplastic resins include, for example, ABS resin, polycarbonate (PC), polymer alloy of ABS resin and PC (hereinafter referred to as "ABS/PC polymer alloy"), AS resin, polystyrene (PS), polymethyl methacrylate. (PMMA), polyphenylene oxide (PPO), polysulfone (PSU), polyvinyl chloride (PVC), polyetherimide (PEI), polyethersulfone (PES) and the like.
- the substrate 11, the first major surface of the recording medium 20, the second major surface of the recording medium 20 and the overlay layer 14 do not contain the same type of thermoplastic resin
- the substrate 11, the second major surface of the recording medium 20, and the The first main surface, the second main surface of the recording medium 20, and the overlay layer 14 preferably contain a non-crystalline thermoplastic resin from the viewpoint of improving interlayer adhesion strength by fusion bonding.
- thermoplastic resins contained in two adjacent layers of the laminate 40 are preferable as combinations of amorphous thermoplastic resins contained in two adjacent layers of the laminate 40 .
- the other layer is made of ABS/PC polymer alloy, polycarbonate (PC), AS resin, polystyrene (PS), polymethyl methacrylate (PMMA). and polyvinyl chloride (PVC).
- the other layer is made of at least one selected from the group consisting of ABS resin, polycarbonate (PC) and polymethyl methacrylate (PMMA). It is preferred that one species is included.
- the other layer is made of at least one selected from the group consisting of ABS resin, ABS/PC polymer alloy and polymethyl methacrylate (PMMA). It is preferred that one species is included.
- the other layer is selected from the group consisting of ABS resin, polystyrene (PS), polymethyl methacrylate (PMMA) and polyphenylene oxide (PPO). preferably contains at least one of the When one of the two adjacent layers of laminate 40 contains polystyrene (PS), the other layer preferably contains at least one selected from the group consisting of AS resin and polyphenylene oxide (PPO). .
- the other layer is from the group consisting of ABS resin, ABS/PC polymer alloy, AS resin and polyphenylene oxide (PPO). It is preferable to include at least one selected.
- the other layer is a group consisting of polycarbonate (PC), AS resin, polystyrene (PS) and polymethyl methacrylate (PMMA). It is preferable to include at least one more selected one.
- the other layer preferably contains polycarbonate (PC). If one of the two adjacent layers of laminate 40 contains polyvinyl chloride (PVC), the other layer preferably contains ABS resin.
- PSU polysulfone
- PC polycarbonate
- PVC polyvinyl chloride
- the overlay layer 14 is placed on the recording medium 20 .
- the laminate thus obtained is sandwiched between metal plates and pressed while being heated to heat-seal between the substrate 11 and the recording medium 20 and between the recording medium 20 and the overlay layer 14 .
- the temperature applied to the laminate during heat fusion is preferably 130° C. or more and 200° C. or less from the viewpoint of reducing damage to the recording medium 20 and developing sufficient fusion bonding strength. Thereby, the intended laminate 40 is obtained.
- the base material 11 and the recording medium 20 and the recording medium 20 and the overlay layer 14 are fused together.
- the substrate 11 and the recording medium 20 and the recording medium 20 and the overlay layer 14 can be strongly bonded together. Therefore, the anti-counterfeiting property of the laminate 40 can be improved.
- the tamper resistance of the laminate 40 can be improved. Therefore, the security of the laminate 40 can be improved.
- Modification 1 Modification 1
- the example in which the recording medium 20 covers the entire first main surface of the base material 11 has been described, but as shown in FIG. may have.
- FIG. 8 shows an example in which the laminate 40 includes the recording medium 20 having the holes 20HL, but the laminate 10 may include the recording medium 20 having the holes 20HL.
- the hole 20HL penetrates through the recording medium 20 in the thickness direction.
- a pattern or the like applied to the substrate 11 may be visually recognized through the hole 20HL, or a function of the substrate 11 may be expressed through the hole 20HL.
- a transparent resin layer or the like may be fitted into the hole 20HL.
- the hole 20HL may be hollow.
- a laminate 40 according to the second embodiment may include an intermediate layer 15 between the substrate 11 and the recording medium 20, as shown in FIG.
- an intermediate layer 15 may be provided between the recording medium 20 and the overlay layer 14, as shown in FIG.
- the laminate 40 preferably has the intermediate layer 15 between the base material 11 and the recording medium 20 .
- the intermediate layer 15 includes, for example, an IC (Integrated Circuit) chip 15A inside.
- Intermediate layer 15 is, for example, a film or an adhesive layer.
- the laminate 10 according to the first embodiment is formed between the substrate 11 and the adhesive layer 12, between the adhesive layer 12 and the recording medium 20, between the recording medium 20 and the adhesive layer 13, or between the adhesive layer 13 and the overlay layer 14.
- An intermediate layer 15 may be provided between.
- a laminate 40 according to the second embodiment may include a fine print layer 16 between the substrate 11 and the recording medium 20, as shown in FIG.
- a fine print layer 16 may be provided between the recording medium 20 and the overlay layer 14, as shown in FIG.
- the laminate 40 preferably has the fine print layer 16 between the substrate 11 and the recording medium 20 .
- the fine print layer 16 has, for example, a prescribed fine print pattern.
- the fine print pattern may be a background pattern or the like.
- the laminate 10 according to the first embodiment is formed between the substrate 11 and the adhesive layer 12, between the adhesive layer 12 and the recording medium 20, between the recording medium 20 and the adhesive layer 13, or between the adhesive layer 13 and the overlay layer 14.
- a fine print layer 16 may be provided between.
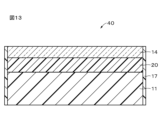
- a laminate 40 according to the second embodiment may have a barrier layer 17 on the side surface as shown in FIG. 13 .
- the barrier layer 17 may cover the entire side surface of the laminate 40 as shown in FIG. may be covered.
- the barrier layer 17 can protect the side surfaces of the laminate 40 .
- the barrier layer 17 is, for example, an ultraviolet curable resin layer or a thermosetting resin layer.
- the barrier layer 17 may have a barrier layer 17 on the side surface.
- the recording medium 20 may have a substrate, an adhesive layer, a coloring layer and a protective layer in this order.
- the coloring layer may exhibit black in the coloring state.
- the recording medium 20 may have a plurality of coloring layers other than three (that is, two coloring layers or four or more coloring layers). Also in this case, an intermediate layer may be provided between adjacent coloring layers.
- Each of the plurality of coloring layers may be capable of exhibiting different hues in the coloring state. That is, the color former contained in each of the plurality of color-developing layers may exhibit different hues in the color-developing state.
- the photothermal conversion agents contained in each of the plurality of coloring layers may have absorption wavelength peaks different from each other.
- the developer may contain a compound represented by formula (3) below.
- X 0 is a divalent group containing at least one benzene ring.
- Y 01 and Y 02 are each independently monovalent groups.
- n01 and n02 are each independently an integer of 0 to 5. When n01 is an integer of 2 to 5, Y 01 may be the same or different, n02 is 2 When it is any integer from to 5, Y 02 may be the same or different, and Z 01 and Z 02 are each independently a hydrogen bonding group.
- X 0 contains at least one benzene ring
- the melting point can be made higher than when X 0 is an aliphatic hydrocarbon group (for example, normal alkyl chain).
- Characteristics (hereinafter referred to as "high temperature and high humidity storage characteristics") can be improved.
- X 0 preferably contains at least two benzene rings.
- High-temperature and high-humidity storage properties are, for example, storage properties in an environment of 80° C. and 60% RH.
- the heat resistance is improved, the resistance of the recording medium 20 to severe processes (for example, heat pressing, integral molding using molten resin, etc.) is improved.
- the at least two benzene rings may be fused. For example, it may be naphthalene or anthracene.
- a hydrogen-bonding group means a functional group containing atoms capable of hydrogen bonding with atoms present in other functional groups or other compounds.
- the developer preferably contains a compound represented by the following formula (4).
- X 1 is a divalent group containing at least one benzene ring.
- Y 11 , Y 12 , Y 13 , and Y 14 are each independently a monovalent group.
- Z 11 and Z 12 are each independently a hydrogen-bonding group.
- X 1 contains at least one benzene ring
- the melting point can be made higher than when X 1 is an aliphatic hydrocarbon group (for example, a normal alkyl chain), thereby improving high-temperature and high-humidity storage properties. be able to.
- X 1 preferably contains at least two benzene rings.
- at least two benzene rings may be fused. For example, it may be naphthalene or anthracene.
- Z 11 and Z 12 are each independently a hydrogen-bonding group, the color developer tends to exist in a certain amount of solidified state through hydrogen bonding. Improves stability.
- the hydrocarbon group is a general term for groups composed of carbon (C) and hydrogen (H), even if it is a saturated hydrocarbon group. Alternatively, it may be an unsaturated hydrocarbon group.
- a saturated hydrocarbon group is an aliphatic hydrocarbon group having no carbon-carbon multiple bonds
- an unsaturated hydrocarbon group is an aliphatic hydrocarbon group having a carbon-carbon multiple bond (a carbon-carbon double bond or a carbon-carbon triple bond). is the base.
- the hydrocarbon group may be chain-shaped or may contain one or more rings.
- the chain may be linear or branched having one or more side chains or the like.
- X 0 in formula (3) and X 1 in formula (4) are, for example, divalent groups containing one benzene ring.
- the divalent group is represented, for example, by the following formula (5).
- X 21 may or may not be present, and when X 21 is present, X 21 is a divalent group.
- X 22 may or may not be present, and X 22 is In some cases, X 22 is a divalent group
- R 21 is a monovalent group n21 is an integer from 0 to 4
- n21 is an integer from 2 to 4
- R 21 may be the same or different from each other.* indicates a bond.
- the bonding positions of X 21 and X 22 to the benzene ring are not limited. That is, the bonding position of X 21 and X 22 to the benzene ring may be any of the ortho-, meta- and para-positions.
- the divalent group containing one benzene ring is preferably represented by the following formula (6) from the viewpoint of improving high-temperature and high-humidity storage properties.
- R 22 is a monovalent group.
- n22 is an integer of 0 to 4.
- R 22 may be the same as or different from each other.* indicates a joint.
- the bonding positions of Z 01 and Z 02 with respect to the benzene ring are not limited. That is, the bonding positions of Z 01 and Z 02 with respect to the benzene ring may be any of ortho, meta and para positions.
- the bonding positions of Z 11 and Z 12 with respect to the benzene ring are not limited. That is, the bonding positions of Z 11 and Z 12 with respect to the benzene ring may be any of ortho, meta and para positions.
- X21 , X22 ) X 21 and X 22 in formula (5) are each independently a divalent group and are not particularly limited. It is a hydrogen group.
- the hydrocarbon group is preferably chain-like. If the hydrocarbon group is chain-like, the melting point of the color developer can be lowered, so that the color developer melts upon irradiation with a laser beam, making it easier for the color former to develop color. From the viewpoint of reducing the melting point of the color developer, a normal alkyl chain is particularly preferred among chain hydrocarbon groups.
- the number of carbon atoms in the optionally substituted hydrocarbon group is, for example, 1 to 15, 1 to 13, 1 to 12, 1 to 10, 1 to 6, or 1 to 3. .
- the number of carbon atoms in the normal alkyl group is preferably 8 or less, more preferably 6 or less, and even more preferably 6 or less, from the viewpoint of high-temperature storage stability. is 5 or less, particularly preferably 3 or less.
- the number of carbon atoms in the normal alkyl group is 8 or less, the length of the normal alkyl group is short, so that the color developer is less likely to be thermally disturbed during high-temperature storage, and interacts with a color former such as a leuco dye during color development. It is thought that it becomes difficult to remove the part that was attached. Therefore, the color-developing compound such as the leuco dye is less likely to decolor during high-temperature storage, thereby improving the high-temperature storage stability.
- the hydrocarbon group may have include a halogen group (eg, fluorine group) or an alkyl group having a halogen group (eg, fluorine group).
- the hydrocarbon group which may have a substituent may be one in which part of the carbon atoms of the hydrocarbon group (for example, part of the carbon atoms contained in the main chain of the hydrocarbon group) is substituted with an element such as oxygen. .
- R21 ) R 21 in formula (5) is not particularly limited as long as it is a monovalent group, but for example, it is a halogen group or a hydrocarbon group which may have a substituent. .
- a halogen group is, for example, a fluorine group (-F), a chlorine group (-Cl), a bromine group (-Br) or an iodine group (-I).
- the number of carbon atoms in the optionally substituted hydrocarbon group is, for example, 1 to 15, 1 to 13, 1 to 12, 1 to 10, 1 to 6, or 1 to 3. .
- the hydrocarbon group may have include a halogen group (eg, fluorine group) or an alkyl group having a halogen group (eg, fluorine group).
- the hydrocarbon group which may have a substituent may be one in which part of the carbon atoms of the hydrocarbon group (for example, part of the carbon atoms contained in the main chain of the hydrocarbon group) is substituted with an element such as oxygen. .
- R22 ) R 22 in formula (6) is not particularly limited as long as it is a monovalent group, but for example, it is a halogen group or a hydrocarbon group which may have a substituent. .
- a halogen group and a hydrocarbon group which may have a substituent are the same as those defined for R 21 in the above formula (3).
- X 0 in formula (3) and X 1 in formula (4) are, for example, divalent groups containing two benzene rings.
- the divalent group is represented, for example, by the following formula (7).
- X 31 may or may not be present, and when X 31 is present, X 31 is a divalent group.
- X 32 may or may not be present, and X 32 is In some cases, X 32 is a divalent group.
- X 33 may or may not be present, and when X 33 is present, X 33 is a divalent group.
- R 31 and R 32 are each independently , a monovalent group
- n31 and n32 are each independently an integer of 0 to 4. When n31 is an integer of 2 to 4, R 31 are the same When n32 is an integer of 2 to 4, R 32 may be the same or different, and * indicates a bond.
- the binding positions of X 31 and X 32 to the benzene ring are not limited. That is, the bonding positions of X 31 and X 32 to the benzene ring may be any of ortho, meta and para positions.
- the bonding positions of X 32 and X 33 to the benzene ring are not limited. That is, the bonding positions of X 32 and X 33 to the benzene ring may be any of ortho, meta and para positions.
- the divalent group containing two benzene rings is preferably represented by the following formula (8) from the viewpoint of improving high-temperature and high-humidity storage properties.
- X 34 is a divalent group.
- R 33 and R 34 are each independently a monovalent group.
- n33 and n34 are each independently 0 to 4 When n33 is an integer of 2 to 4, R 33 may be the same or different, and n34 is an integer of 2 to 4 , R 34 may be the same or different from each other.* indicates a bond.
- the bonding positions of Z 01 and X 34 with respect to the benzene ring are not limited in formula (8). That is, the bonding positions of Z 01 and X 34 with respect to the benzene ring may be any of ortho, meta and para positions.
- the binding positions of Z 02 and X 34 to the benzene ring are not limited. That is, the bonding positions of Z 02 and X 34 with respect to the benzene ring may be any of ortho, meta and para positions.
- the bonding positions of Z 11 and X 34 to the benzene ring are not limited. That is, the bonding positions of Z 11 and X 34 with respect to the benzene ring may be any of ortho, meta and para positions.
- the bonding positions of Z 12 and X 34 to the benzene ring are not limited. That is, the bonding positions of Z 12 and X 34 with respect to the benzene ring may be any of ortho, meta and para positions.
- X 31 , X 32 , and X 33 in formula (7) are each independently a divalent group and are not particularly limited. is a good hydrocarbon group.
- the hydrocarbon group is the same as X 21 and X 22 in formula (5) above.
- X 34 in formula (8) is not particularly limited as long as it is a divalent group, but for example, it is a hydrocarbon group which may have a substituent.
- the hydrocarbon group is the same as X 21 and X 22 in formula (5) above.
- R31 , R32 ) R 31 and R 32 in formula (7) are not particularly limited as long as they are monovalent groups, but for example, a halogen group or an optionally substituted hydrocarbon is the base.
- the halogen group and the optionally substituted hydrocarbon group are the same as those defined for R 21 in the above formula (5).
- R33 , R34 R 33 and R 34 in formula (8) are not particularly limited as long as they are monovalent groups, but for example, a halogen group or an optionally substituted hydrocarbon is the base.
- the halogen group and the optionally substituted hydrocarbon group are the same as those defined for R 21 in the above formula (5).
- Y01 , Y02 ) Y 01 and Y 02 in formula (3) are each independently, for example, a hydrogen group (-H), a hydroxy group (-OH), a halogen group (-X), a carboxy group (-COOH), an ester group ( —COOR) or a hydrocarbon group optionally having a substituent.
- a halogen group is, for example, a fluorine group (-F), a chlorine group (-Cl), a bromine group (-Br) or an iodine group (-I).
- the number of carbon atoms in the optionally substituted hydrocarbon group is, for example, 1 to 15, 1 to 13, 1 to 12, 1 to 10, 1 to 6, or 1 to 3. .
- the hydrocarbon group may have include a halogen group (eg, fluorine group) or an alkyl group having a halogen group (eg, fluorine group).
- the hydrocarbon group which may have a substituent may be one in which part of the carbon atoms of the hydrocarbon group (for example, part of the carbon atoms contained in the main chain of the hydrocarbon group) is substituted with an element such as oxygen. .
- one of (Y 01 ) n01 and/or one of (Y 02 ) n02 is preferably a hydroxy group (--OH).
- display quality and light fastness can be improved.
- the bonding positions of Y 11 and Y 12 with respect to the benzene ring are not limited. That is, the bonding position of Y 11 and Y 12 to the benzene ring may be any of the ortho-, meta- and para-positions.
- the binding positions of Y 13 and Y 14 to the benzene ring are not limited. That is, the bonding positions of Y 13 and Y 14 to the benzene ring may be any of ortho, meta and para positions.
- the bonding positions of Y 11 and Y 12 to one benzene and the bonding positions of Y 13 and Y 14 to the other benzene may be the same or different.
- Y 11 , Y 12 , Y 13 and Y 14 in formula (4) are each independently, for example, a hydrogen group (--H), a hydroxy group (--OH), a halogen group, a carboxy group (--COOH), an ester It is a group (--COOR) or a hydrocarbon group optionally having a substituent.
- the halogen group and the optionally substituted hydrocarbon group are the same as Y 01 and Y 02 in formula (3) above.
- Y 11 and/or Y 13 are preferably hydroxy groups (--OH).
- Y 11 and/or Y 13 are hydroxy groups (--OH)
- display quality and light resistance can be improved.
- Z 01 and Z 02 in formula (3) are each independently, for example, a urea bond (--NHCONH--), an amide bond (--NHCO--, --OCHN--) or a hydrazide bond (--NHCOCONH--).
- Z 01 and Z 02 are preferably urea bonds from the viewpoint of improving high-temperature and high-humidity storage properties.
- Z 01 is an amide bond
- the nitrogen contained in the amide bond may be bonded to benzene, or the carbon contained in the amide bond may be bonded to benzene.
- Z 02 is an amide bond
- the nitrogen contained in the amide bond may be bonded to benzene, or the carbon contained in the amide bond may be bonded to benzene.
- Z 11 , Z12 ) Z 11 and Z 12 in formula (4) are each independently, for example, a urea bond (--NHCONH--), an amide bond (--NHCO--, --OCHN--) or a hydrazide bond (--NHCOCONH--).
- Z 11 and Z 12 are preferably urea bonds from the viewpoint of improving high-temperature and high-humidity storage properties.
- Z 11 is an amide bond
- the nitrogen contained in the amide bond may be bonded to benzene, or the carbon contained in the amide bond may be bonded to benzene.
- Z 12 is an amide bond
- the nitrogen contained in the amide bond may be bonded to benzene, or the carbon contained in the amide bond may be bonded to benzene.
- color developers in which X 0 in formula (3) and X 1 in formula (4) contain two benzene rings are represented by the following formulas (10-1) to (10-8) It contains at least one selected from the group consisting of the compounds represented.
- the recording medium 20A comprises a substrate 21, an adhesive layer 22, a coloring layer 24, an intermediate layer 35A, a coloring layer 27, an intermediate layer 35B, a coloring layer 30, an intermediate layer 35C and a protective layer 36 in this order. More specifically, the recording medium 20A includes a substrate 21, an adhesive layer 22, a coloring layer 24, a diffusion suppression layer 26, an adhesive layer 25, a coloring layer 27, a diffusion suppression layer 29, an adhesive layer 28, and a coloring layer. 30, a diffusion suppressing layer 34, an adhesive layer 33 and a protective layer 36 in this order.
- the intermediate layer 35A is the same as the intermediate layer 32B of the recording medium 20 except that the diffusion suppression layer 26 is adjacent to the coloring layer 24 and the adhesive layer 25 is adjacent to the coloring layer 27.
- the intermediate layer 35B is the same as the intermediate layer 32C of the recording medium 20 except that the diffusion suppressing layer 29 is adjacent to the coloring layer 27 and the adhesive layer 28 is adjacent to the coloring layer 30 .
- the intermediate layer 35C is the same as the intermediate layer 32D of the recording medium 20 except that the diffusion suppressing layer 34 is adjacent to the coloring layer 30 and the adhesive layer 33 is adjacent to the protective layer 36.
- the protective layer 36 includes an ultraviolet curable resin layer 36A, a UV cut layer 36B, an adhesive layer 36C, and a base material 36D in this order on one main surface of the intermediate layer 35C.
- the ultraviolet curable resin layer 36A can protect the surface of the recording medium 20A.
- the ultraviolet curable resin layer 36A may function as a diffusion suppressing layer and/or a diffusion preventing layer.
- the UV cut layer 36B can cut ultraviolet rays incident on the coloring layers 24, 27, and 30. As shown in FIG.
- the adhesive layer 36C can bond the UV cut layer 36B and the substrate 36D together. Materials similar to those of the adhesive layers 22, 25, 28, and 33 can be exemplified as the material of the adhesive layer 36C.
- the base material 36D can support the ultraviolet curable resin layer 36A, the UV cut layer 36B and the adhesive layer 36C.
- the base material 36D can protect the surface of the recording medium 20A.
- a material of the base material 36D for example, a material similar to that of the base material 11 can be exemplified.
- the matrix polymer contained in the coloring layer 24 and the resin material contained in the diffusion suppressing layer 26 preferably contain the same kind of resin material from the viewpoint of improving adhesion.
- the matrix polymer contained in the coloring layer 27 and the resin material contained in the diffusion suppression layer 29 preferably contain the same kind of resin material from the viewpoint of improving adhesion.
- the matrix polymer contained in the coloring layer 30 and the resin material contained in the diffusion suppressing layer 34 preferably contain the same kind of resin material from the viewpoint of improving adhesion.
- the matrix polymer contained in the coloring layer 24 and the resin material contained in the diffusion suppressing layer 26 preferably contain an amorphous resin from the viewpoint of improving adhesion.
- the matrix polymer contained in the coloring layer 27 and the resin material contained in the diffusion suppression layer 29 preferably contain an amorphous resin from the viewpoint of improving adhesion.
- the matrix polymer contained in the coloring layer 30 and the resin material contained in the diffusion suppression layer 34 preferably contain an amorphous resin material from the viewpoint of improving adhesion.
- the matrix polymer contained in the coloring layer 24 and the resin material contained in the diffusion suppressing layer 26 preferably contain a crystalline resin from the viewpoint of improving adhesion.
- the matrix polymer contained in the coloring layer 27 and the resin material contained in the diffusion suppression layer 29 preferably contain a crystalline resin from the viewpoint of improving adhesion.
- the matrix polymer contained in the coloring layer 30 and the resin material contained in the diffusion suppressing layer 34 preferably contain a crystalline resin material from the viewpoint of improving adhesion.
- the laminates 10 and 40 may include a recording medium 20B shown in FIG. 16 instead of the recording medium 20 (see FIG. 3).
- the recording medium 20B differs from the recording medium 20 in that a protective layer 36 is provided instead of the protective layer 31.
- FIG. The protective layer 36 is as described in Modification 7.
- the recording medium 20B may further include an adhesive layer 81 between the coloring layer 30 and the protective layer .
- the adhesive layer 81 bonds the coloring layer 30 and the protective layer 36 together.
- the adhesive layer 81 may be an optical adhesive sheet such as OCA (Optical Clear Adhesive).
- 16 and 28 show examples in which the recording medium 20B includes the base material 21 and the intermediate layer 32A, but the recording medium 20B may not include the base material 21 and the intermediate layer 32A.
- the laminates 10 and 40 may include a recording medium 20C shown in FIG. 17 instead of the recording medium 20 (see FIG. 3).
- the recording medium 20C differs from the recording medium 20A in that it includes intermediate layers 37A, 37B, and 37C instead of the intermediate layers 35A, 35B, and 35C.
- the recording medium 20 ⁇ /b>C does not have to include the base material 21 and the adhesive layer 22 .
- the intermediate layer 37A has a diffusion suppression layer 26A and an adhesive layer 25 in this order on one main surface of the coloring layer 24.
- the diffusion suppressing layer 26A includes a resin layer 26A1 and an ultraviolet curable resin layer 26A2 in this order on one main surface of the coloring layer 24 .
- the resin layer 26A1 is provided between the coloring layer 24 and the ultraviolet curable resin layer 26A2.
- the resin layer 26A1 can improve the adhesion between the coloring layer 24 and the ultraviolet curable resin layer 26A2.
- the resin layer 26A1 contains the same kind of resin material as the matrix polymer contained in the coloring layer 24 .
- the coloring layer 24 contains a polycarbonate-based resin as a matrix polymer
- the resin layer 26A1 contains a polycarbonate-based resin.
- the ultraviolet curable resin layer 26A2 is the same as the ultraviolet curable resin layer of the diffusion suppression layer 26 in the first embodiment.
- the intermediate layer 37B has a diffusion suppressing layer 29A and an adhesive layer 28 on one main surface of the coloring layer 27 in this order.
- the diffusion suppressing layer 29A includes a resin layer 29A1 and an ultraviolet curable resin layer 29A2 in this order on one main surface of the coloring layer 27.
- the resin layer 29A1 is provided between the coloring layer 27 and the ultraviolet curable resin layer 29A2.
- the resin layer 29A1 can improve the adhesion between the coloring layer 27 and the ultraviolet curable resin layer 29A2.
- the resin layer 29A1 contains the same resin material as the matrix polymer contained in the coloring layer 27 .
- the coloring layer 27 contains a polycarbonate-based resin as a matrix polymer
- the resin layer 29A1 contains a polycarbonate-based resin.
- the ultraviolet curable resin layer 29A2 is the same as the ultraviolet curable resin layer of the diffusion suppression layer 29 in the first embodiment.
- the intermediate layer 37C has a diffusion suppression layer 34A and an adhesive layer 33 in this order on one main surface of the coloring layer 30 .
- the diffusion suppression layer 34A includes a resin layer 34A1 and an ultraviolet curable resin layer 34A2 in this order on one main surface of the coloring layer 30.
- the resin layer 34A1 is provided between the coloring layer 30 and the ultraviolet curable resin layer 34A2.
- the resin layer 34A1 can improve the adhesiveness between the coloring layer 30 and the ultraviolet curable resin layer 34A2.
- the resin layer 34A1 contains the same kind of resin material as the matrix polymer contained in the coloring layer 30 .
- the coloring layer 30 contains a polycarbonate-based resin as a matrix polymer
- the resin layer 34A1 contains a polycarbonate-based resin.
- the ultraviolet curable resin layer 34A2 is the same as the ultraviolet curable resin layer of the diffusion suppression layer 34 in the first embodiment.
- the reason why the resin layer 26A1 is provided between the coloring layer 24 and the ultraviolet curable resin layer 26A2 is as follows.
- the coloring layer 24 contains a particulate developer
- the particulate developer is distributed on the surface of the coloring layer 24 .
- the coloring layer 24 and the ultraviolet curable resin layer 26A2 are adjacent to each other, there is a possibility that the adhesion may deteriorate.
- the resin layer 26A1 is adjacent to the coloring layer 24, and the resin layer 26A1 contains the same resin material as the matrix polymer contained in the coloring layer 24, so that the color developer is distributed. It is possible to improve the adhesion at interfaces other than the above. Therefore, it is possible to compensate for the decrease in adhesion due to the particulate color developer.
- the laminates 10 and 40 may include a recording medium 20D shown in FIG. 18 instead of the recording medium 20 (see FIG. 3).
- the recording medium 20D differs from the recording medium 20A in that it includes intermediate layers 38A, 38B, and 38C instead of the intermediate layers 35A, 35B, and 35C.
- the intermediate layer 38A has a diffusion suppressing layer 26B and an adhesive layer 25 in this order on one main surface of the coloring layer 24 .
- the diffusion suppressing layer 26B includes an adhesive layer 26B1 and an ultraviolet curable resin layer 26B2 on one main surface of the coloring layer 24 in this order.
- the adhesive layer 26B1 is provided between the coloring layer 24 and the ultraviolet curable resin layer 26B2.
- the adhesive layer 26B1 can bond the coloring layer 24 and the ultraviolet curable resin layer 26B2 together. Since the adhesive layer 26B1 is provided between the coloring layer 24 and the ultraviolet-curing resin layer 26B2, it is possible to compensate for a decrease in adhesion due to the developer contained in the coloring layer 24.
- FIG. Materials similar to those of the adhesive layers 22, 25, 28, and 33 can be exemplified as the material of the adhesive layer 26B1.
- the intermediate layer 38B has a diffusion suppression layer 29B and an adhesive layer 28 in this order on one main surface of the coloring layer 27 .
- the diffusion suppressing layer 29B includes an adhesive layer 29B1 and an ultraviolet curable resin layer 29B2 in this order on one main surface of the coloring layer 27.
- the adhesive layer 29B1 is provided between the coloring layer 27 and the ultraviolet curable resin layer 29B2.
- the adhesive layer 29B1 can bond the coloring layer 27 and the ultraviolet curable resin layer 29B2 together. Since the adhesive layer 29B1 is provided between the coloring layer 27 and the ultraviolet-curing resin layer 29B2, it is possible to compensate for a decrease in adhesion due to the developer contained in the coloring layer 27.
- FIG. Materials similar to those of the adhesive layers 22, 25, 28, and 33 can be exemplified as the material of the adhesive layer 29B1.
- the intermediate layer 38C has a diffusion suppressing layer 34B and an adhesive layer 33 in this order on one main surface of the coloring layer 30 .
- the diffusion suppressing layer 34B includes an adhesive layer 34B1 and an ultraviolet curable resin layer 34B2 on one main surface of the coloring layer 30 in this order.
- the adhesive layer 34B1 is provided between the coloring layer 30 and the ultraviolet curable resin layer 34B2.
- the adhesive layer 34B1 can bond the coloring layer 30 and the ultraviolet curable resin layer 34B2 together. Since the adhesive layer 34B1 is provided between the coloring layer 30 and the ultraviolet-curing resin layer 34B2, it is possible to compensate for a decrease in adhesion due to the developer contained in the coloring layer 30.
- FIG. Materials similar to those of the adhesive layers 22, 25, 28, and 33 can be exemplified as the material of the adhesive layer 34B1.
- the laminates 10 and 40 may include a recording medium 20E shown in FIG. 19 instead of the recording medium 20 (see FIG. 3).
- the recording medium 20E differs from the recording medium 20A in that it includes intermediate layers 39A, 39B, and 39C instead of the intermediate layers 35A, 35B, and 35C.
- the recording medium 20E does not have to include the base material 21 and the adhesive layer 22 .
- the intermediate layers 39A, 39B are films.
- the film is preferably a film that has undergone an easy-adhesion treatment.
- the material of the film the same material as that of the substrate 11 can be exemplified.
- the adhesion-facilitating treatment include primer treatment, active energy ray irradiation treatment, plasma treatment, corona treatment, vapor deposition treatment, etching treatment, sandblasting treatment, and the like. One or a combination of two or more of these can be selected.
- the primer treatment may be a primer treatment with a resin, a silane coupling agent, tetraalkoxysilane, or the like.
- a film that has undergone an easy-adhesion treatment as the intermediate layer 39A is provided between the coloring layer 24 and the coloring layer 27, so that it is possible to compensate for a decrease in adhesion due to the developer contained in the coloring layer 24.
- a film that has been subjected to an adhesion-facilitating treatment as the intermediate layer 39B is provided between the coloring layer 27 and the coloring layer 30, so that a decrease in adhesion due to the developer contained in the coloring layer 27 can be compensated for.
- the intermediate layer 39C is an adhesive layer.
- materials similar to those of the adhesive layers 22, 25, 28, and 33 can be exemplified.
- the laminates 10 and 40 may have a recording medium 20F shown in FIG. 20 instead of the recording medium 20 (see FIG. 3).
- the recording medium 20F differs from the recording medium 20E in the eleventh modification in that it includes an intermediate layer 41B instead of the intermediate layer 39B.
- the intermediate layer 41B includes a resin layer 41B1 and a resin layer 41B2 in this order on one main surface of the coloring layer 27.
- Resin layer 41 B 1 contains the same resin material as the matrix polymer contained in coloring layer 27 .
- the resin layer 41B1 contains a polycarbonate-based resin.
- the resin layer 41B2 is a film.
- the film is preferably a film that has undergone an easy-adhesion treatment. As the material of the film, the same material as that of the substrate 11 can be exemplified.
- the laminates 10 and 40 may include a recording medium 20G shown in FIG. 21 instead of the recording medium 20 (see FIG. 3).
- the recording medium 20G differs from the recording medium 20E in the eleventh modification in that it includes an intermediate layer 38A instead of the intermediate layer 39A and also includes a base material 42 .
- the intermediate layer 38A is as described in Modification 10 (see FIG. 18).
- the substrate 42 is provided adjacent to the other surface of the coloring layer 24 .
- the base material 42 is a film that has undergone an easy-adhesion treatment.
- As the material of the film the same material as that of the substrate 11 can be exemplified.
- the laminates 10 and 40 may include a recording medium 20H shown in FIG. 22 instead of the recording medium 20 (see FIG. 3).
- the recording medium 20H differs from the recording medium 20A in that it includes intermediate layers 42A and 42B instead of the intermediate layers 35A and 35B.
- the intermediate layers 42A and 42B are adhesive layers.
- materials similar to those of the adhesive layers 22, 25, 28, and 33 can be exemplified.
- laminates 10 and 40 are applied to smartphones, notebook personal computers, and cosmetic containers will be described below.
- FIG. 23A shows the front appearance configuration of smartphone 100
- FIG. 23B shows the rear appearance configuration of smartphone 100 shown in FIG. 23A
- This smartphone 100 includes, for example, a display unit 111 and a housing 112 .
- a recording medium 20 is provided on the rear side of the housing 112 .
- the housing 112 is configured by a laminate.
- This laminate is the same as any of the laminates 10 and 40 according to the first and second embodiments and their modifications, except that the base material has the housing shape of the smartphone 100 . Thereby, the forgery prevention property etc. of the smart phone 100 can be improved.
- FIG. 24 shows the external configuration of the notebook PC 200.
- a notebook PC 200 includes a computer main body 210 and a display 220 .
- the computer main body 210 includes a housing 211 , a keyboard 212 , a wheel/pad operation section 213 and click buttons 214 and 215 .
- a recording medium 20 is provided in the housing 112 .
- the housing 211 is configured by a laminate. This laminate is the same as any of the laminates 10 and 40 according to the first and second embodiments and their modifications, except that the base material has the shape of a notebook PC 200 case. As a result, the anti-counterfeiting property of the notebook PC 200 can be improved.
- FIG. 25 shows the appearance of the cosmetic container 300.
- the cosmetic container 300 includes a storage portion 311 and a lid 312 covering the storage portion 311 .
- the recording medium 20 is provided on the lid 312 .
- the lid 312 is configured by a laminate. This laminate is the same as any of the laminates 10 and 40 according to the first and second embodiments and their modifications, except that the base material has a shape corresponding to the lid 312 . As a result, the anti-counterfeiting property of the cosmetic container 300 can be improved.
- FIG. 26 shows the appearance of the booklet 400.
- the booklet 400 is a passport.
- a passport is an example of a booklet-type identification card.
- a booklet 400 includes a plurality of sheets 410 .
- the plurality of sheets 410 are saddle-stitched.
- a recording medium 20 or the like is provided on at least one surface or both surfaces of the sheet 410 .
- a face photograph or the like is drawn on the recording medium 20 or the like.
- the sheet 410 is the same as any of the laminates 10 and 40 according to the first and second embodiments and their modifications.
- the base material 11 may be paper or the like.
- the configurations, methods, steps, shapes, materials, numerical values, etc. given in the above-described embodiments and modifications are merely examples, and different configurations, methods, steps, shapes, materials, numerical values, etc., may be used if necessary. may be used.
- the configurations, methods, steps, shapes, materials, numerical values, etc. of the above-described embodiments and modifications can be combined with each other without departing from the gist of the present disclosure.
- the upper limit or lower limit of the numerical range at one stage may be replaced with the upper limit or lower limit of the numerical range at another stage.
- the materials exemplified in the above embodiments and modifications may be used singly or in combination of two or more unless otherwise specified.
- the present disclosure can also employ the following configuration.
- the color-developing layer contains an electron-donating color-developing compound, an electron-accepting color developer, and a matrix resin,
- the diffusion suppression layer is provided between the adjacent coloring layers,
- the diffusion-suppressing layer is a recording medium capable of suppressing diffusion of the coloring compound between the adjacent coloring layers when the recording medium is heated.
- the diffusion suppression layer has a glass transition temperature of 130° C. or higher.
- Overlay layer 50 ⁇ m thick polycarbonate film (hereinafter referred to as “PC film”)
- Adhesive layer Epoxy resin layer (thermosetting resin layer) with a thickness of 5 ⁇ m
- Base material PC film with a thickness of 25 ⁇ m
- Reference Example 1-2 A laminate was obtained in the same manner as in Reference 1-1 except that the following substrate and overlay layer were used.
- Overlay layer 50 ⁇ m thick polyvinyl chloride film (hereinafter referred to as “PVC film”)
- Base material PVC vinyl film with a thickness of 25 ⁇ m
- Reference Example 1-3 A laminate was obtained in the same manner as in Reference 1-1 except that the following substrate and overlay layer were used.
- Overlay layer 50 ⁇ m thick polyethylene terephthalate film (hereinafter referred to as “PET film”)
- Base material PET film with a thickness of 25 ⁇ m
- Reference Example 1-4 A laminate was obtained in the same manner as in Reference 1-1 except that the following substrate and overlay layer were used.
- Overlay layer PET film with a thickness of 50 ⁇ m
- Base material PC film with a thickness of 25 ⁇ m
- Reference Example 1-1 except that after laminating the base material and the overlay layer in order to obtain a laminated structure, this laminated structure is heated and pressurized at a temperature of 180° C. to fuse the base material and the overlay layer. Laminates were obtained in the same manner as in 1-2, 1-3 and 1-4.
- the average peel strength between the substrate and the overlay layer was measured.
- the average peel strength was measured by the method for measuring the average peel strength of the laminate described in the first embodiment.
- the measured average peel strength was evaluated according to the following criteria. Table 1 shows the evaluation results.
- x The average peel strength between the substrate and the overlay layer is less than 3.5 N/cm.
- Table 1 shows the following. Good adhesion can be obtained by bonding the base material and the overlay layer with a thermosetting resin or by fusion bonding. From the viewpoint of improving adhesion, it is preferable to bond the base material and the overlay layer together by fusion bonding. From the viewpoint of environmental friendliness, it is preferable to use a PC film or a PET film as the substrate and the overlay layer. From the viewpoint of improving durability, it is preferable to use a PC film or a PVC film as the substrate and the overlay layer. From the viewpoint of improving environmental friendliness and durability, it is preferable to use a PC film as the base material and the overlay layer.
- Examples 1-3 First, by stacking the layers shown in Table 2, a recording medium having the layer structure shown in FIG. 15 was manufactured. Next, a laminate was obtained in the same manner as in Reference Example 2-1, except that the recording medium was sandwiched between the substrate and the overlay layer. The interface of the recording medium was also bonded by the heating and pressurizing process after lamination of the base material, intermediate layer and overlay layer.
- Example 4 A laminate was obtained in the same manner as in Example 1, except that the layers shown in Table 3 were laminated to produce a recording medium having the layer structure shown in FIG.
- Example 5 A laminate was obtained in the same manner as in Example 1, except that the layers shown in Table 3 were laminated to produce a recording medium having the layer structure shown in FIG.
- Example 6 A laminate was obtained in the same manner as in Example 1, except that the layers shown in Table 3 were laminated to produce a recording medium having the layer structure shown in FIG.
- Example 7 A laminate was obtained in the same manner as in Example 1, except that the layers shown in Table 4 were laminated to produce a recording medium having the layer structure shown in FIG.
- Example 8 A laminate was obtained in the same manner as in Example 1, except that the layers shown in Table 4 were laminated to produce a recording medium having the layer structure shown in FIG.
- Example 9 A laminate was obtained in the same manner as in Example 1, except that the layers shown in Table 4 were laminated to produce a recording medium having the layer structure shown in FIG.
- Example 10 A laminate was obtained in the same manner as in Example 1 except that the layers shown in Table 4 were laminated to produce a recording medium having the layer structure shown in FIG.
- the average peel strength between each layer of the laminate was measured.
- the average peel strength was measured by the method for measuring the average peel strength of the laminate described in the first embodiment.
- the measured average peel strength was evaluated according to the following criteria. Tables 2, 3 and 4 show the lowest average peel strength among the average peel strengths between layers of the laminate. Tables 2, 3 and 4 show the position of the interface with the lowest average peel strength.
- Good The average peel strength between each layer is 3.5 N/cm or more.
- x At least one of the average peel strengths between layers is less than 3.5 N/cm.
- the anti-counterfeit property of the laminate was evaluated according to the following criteria. Good: Satisfies at least one of the following conditions (1) and (2). x: None of the following conditions (1) and (2) is satisfied.
- maximum color development OD The maximum color development OD is 1.0 or more. An OD value of 1.0 at which a person can be recognized when drawing a person is used as a reference. x: Maximum color development OD is less than 1.0. If the OD value is less than 1.0, it becomes difficult to recognize the person when the person is drawn.
- Color gamut retention rate after heating First, using eXact, which is a spectrophotometer/densitometer, a * b * of each colored portion and uncolored portion on the recording medium before and after heating was measured to calculate the color gamut. The color gamut retention rate after heating was obtained from the color gamut before and after heating. Next, the color gamut retention rate after heating was evaluated according to the following criteria. Evaluation results are shown in Tables 2, 3 and 4. ⁇ : Color gamut retention rate after heating is 80% or more. x: Color gamut retention rate after heating is less than 80%. Note that when the color gamut retention rate is 80% or more, when a person is drawn, the color representation of the person is sufficient.
- PC PC film PET: PET film Easy-adhesion treatment
- PET PET film with easy-adhesion treatment (manufactured by Mitsubishi Chemical Corporation, Diafoil (registered trademark))
- OCA Optical Clear Adhesive UV resin: UV curable resin layer (acrylic resin layer for hard coating)
- Matrix polymer layer A resin layer (specifically, a polycarbonate-based resin layer) composed of the same type of polymer as the matrix polymer contained in the adjacent coloring layer
- Color-developing layer Y1 A color-developing layer containing a yellow-color-developing leuco dye, a developer, and a polycarbonate-based resin, wherein the content of the polycarbonate-based resin in the color-developing layer is 58% by mass
- Color-developing layer Y2 A yellow-color-developing leuco dye, color-developing and a polycarbonate-based resin, and the content of the polycarbonate-based resin in the color-develop
- Color-developing layer having a polycarbonate-based resin content of 65% by mass
- Color-developing layer C2 Contains a cyan-color-developing leuco dye, a developer, and a polycarbonate-based resin, and the content of the polycarbonate-based resin in the color-developing layer is 75% by mass.
- Color-developing layer M1 A coloring layer containing a magenta-color-developing leuco dye, a developer, and a polycarbonate-based resin, wherein the content of the polycarbonate-based resin in the color-developing layer is 58% by mass
- Color-developing layer M2 A magenta-color-developing leuco dye, A color-developing layer containing a color developer and a polycarbonate-based resin, wherein the content of the polycarbonate-based resin in the color-developing layer is 68% by mass.
- Tables 2, 3 and 4 show the following.
- the intermediate layer between the color-developing layers is composed of a matrix polymer layer, an ultraviolet-curable resin layer and an adhesive layer
- the adhesion between the color-developing layer and the intermediate layer can be improved (see evaluation results in Example 5).
- the intermediate layer between the coloring layers is composed of an adhesive layer, an ultraviolet curable resin layer and an adhesive layer
- the adhesion between the coloring layer and the intermediate layer can be improved (evaluation in Examples 6 and 10). see results).
- the intermediate layer between the color-developing layers is composed of the matrix polymer layer and the film
- the adhesion between the color-developing layer and the intermediate layer can be improved (see evaluation results in Example 8).
- the intermediate layer between the color-developing layers is composed of an easy-adhesion-treated film, the adhesion between the color-developing layer and the intermediate layer can be improved (see the evaluation results of Examples 9 and 10).
- the average peel strength between each layer of the sample was measured.
- the average peel strength was measured by the method for measuring the average peel strength of the laminate described in the first embodiment.
- the measured average peel strength was evaluated according to the following criteria.
- Good The average peel strength between each layer is 3.5 N/cm or more.
- x At least one of the average peel strengths between layers is less than 3.5 N/cm. Evaluation results are shown in Table 5 and FIG.
- the average peel strength shown in Table 5 represents the average peel strength between the polycarbonate-based resin-containing layer and the PC film.
- Matrix polymer polycarbonate resin
- Color developer compound represented by formula (3)
- the peel strength can be 3.5 N/cm or more.
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Heat Sensitive Colour Forming Recording (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023569502A JPWO2023120593A1 (https=) | 2021-12-22 | 2022-12-21 | |
| US18/718,729 US20250042191A1 (en) | 2021-12-22 | 2022-12-21 | Recording medium and laminate |
| EP22911295.8A EP4454900A4 (en) | 2021-12-22 | 2022-12-21 | PRINTING MEDIA AND LAMINATE |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-208806 | 2021-12-22 | ||
| JP2021208806 | 2021-12-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023120593A1 true WO2023120593A1 (ja) | 2023-06-29 |
Family
ID=86902685
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/047186 Ceased WO2023120593A1 (ja) | 2021-12-22 | 2022-12-21 | 記録媒体および積層体 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20250042191A1 (https=) |
| EP (1) | EP4454900A4 (https=) |
| JP (1) | JPWO2023120593A1 (https=) |
| WO (1) | WO2023120593A1 (https=) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006205424A (ja) * | 2005-01-26 | 2006-08-10 | Mitsubishi Paper Mills Ltd | 可逆性感熱記録材料 |
| WO2018092488A1 (ja) | 2016-11-17 | 2018-05-24 | ソニー株式会社 | 可逆性記録媒体および可逆性記録媒体用塗料ならびに外装部材 |
| WO2020003868A1 (ja) * | 2018-06-29 | 2020-01-02 | ソニー株式会社 | 可逆性記録媒体および外装部材 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107635786B (zh) * | 2015-05-19 | 2019-12-31 | 爱克发-格法特公司 | 可激光标记的材料和文件 |
-
2022
- 2022-12-21 EP EP22911295.8A patent/EP4454900A4/en active Pending
- 2022-12-21 JP JP2023569502A patent/JPWO2023120593A1/ja active Pending
- 2022-12-21 WO PCT/JP2022/047186 patent/WO2023120593A1/ja not_active Ceased
- 2022-12-21 US US18/718,729 patent/US20250042191A1/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006205424A (ja) * | 2005-01-26 | 2006-08-10 | Mitsubishi Paper Mills Ltd | 可逆性感熱記録材料 |
| WO2018092488A1 (ja) | 2016-11-17 | 2018-05-24 | ソニー株式会社 | 可逆性記録媒体および可逆性記録媒体用塗料ならびに外装部材 |
| WO2020003868A1 (ja) * | 2018-06-29 | 2020-01-02 | ソニー株式会社 | 可逆性記録媒体および外装部材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4454900A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023120593A1 (https=) | 2023-06-29 |
| EP4454900A1 (en) | 2024-10-30 |
| US20250042191A1 (en) | 2025-02-06 |
| EP4454900A4 (en) | 2025-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN116745115B (zh) | 层叠体、卡片和外壳 | |
| WO2021187385A1 (ja) | 記録媒体および外装部材 | |
| WO2023120531A1 (ja) | 記録媒体、カードおよび冊子 | |
| WO2023120593A1 (ja) | 記録媒体および積層体 | |
| JP7823667B2 (ja) | 記録媒体、カードおよび冊子 | |
| WO2023119984A1 (ja) | 表示媒体および積層体 | |
| US20250367906A1 (en) | Recording medium and laminate | |
| WO2023281842A1 (ja) | 感熱記録媒体、冊子およびカード | |
| WO2023127954A1 (ja) | 記録媒体、カード、冊子、画像認証システムおよび画像認証方法 | |
| WO2026013880A1 (ja) | 記録媒体、積層体、冊子、カードおよびセキュリティドキュメント | |
| US11993094B2 (en) | Reversible recording medium and exterior member | |
| EP4549165A1 (en) | Recording body and article | |
| JP7823661B2 (ja) | 記録媒体、カードおよび冊子 | |
| US12145388B2 (en) | Recording medium and exterior member | |
| WO2026034009A1 (ja) | セキュリティ素子およびセキュリティドキュメント | |
| EP4733079A1 (en) | Recording medium, drawing method, and drawing system | |
| WO2024090063A1 (ja) | 描画装置、および描画物の形成方法 | |
| EP4725714A1 (en) | Identification element, inquiry device, and inquiry method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22911295 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023569502 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18718729 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022911295 Country of ref document: EP Effective date: 20240722 |