WO2023063127A1 - Outil de coupe et procédé de production d'un produit usiné par découpe - Google Patents
Outil de coupe et procédé de production d'un produit usiné par découpe Download PDFInfo
- Publication number
- WO2023063127A1 WO2023063127A1 PCT/JP2022/036882 JP2022036882W WO2023063127A1 WO 2023063127 A1 WO2023063127 A1 WO 2023063127A1 JP 2022036882 W JP2022036882 W JP 2022036882W WO 2023063127 A1 WO2023063127 A1 WO 2023063127A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cutting
- cutting tool
- recess
- elastic body
- tool according
- Prior art date
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 331
- 238000004519 manufacturing process Methods 0.000 title description 10
- 239000000463 material Substances 0.000 claims description 52
- 238000013459 approach Methods 0.000 claims description 29
- 238000003801 milling Methods 0.000 description 21
- 238000000034 method Methods 0.000 description 13
- 208000016339 iris pattern Diseases 0.000 description 7
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 6
- 238000003754 machining Methods 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 230000001965 increasing effect Effects 0.000 description 3
- 229910001018 Cast iron Inorganic materials 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 2
- 229910009043 WC-Co Inorganic materials 0.000 description 2
- 239000011195 cermet Substances 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- NFFIWVVINABMKP-UHFFFAOYSA-N methylidynetantalum Chemical compound [Ta]#C NFFIWVVINABMKP-UHFFFAOYSA-N 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- -1 polyethylene terephthalate Polymers 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229910003468 tantalcarbide Inorganic materials 0.000 description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 150000003609 titanium compounds Chemical class 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/06—Face-milling cutters, i.e. having only or primarily a substantially flat cutting surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
Definitions
- the present disclosure relates to a method of manufacturing a cutting tool and a cut product.
- An example of a cutting tool is a so-called milling tool.
- Milling tools can be used for milling operations such as face milling and end milling.
- Patent Document 1 International Publication No. 2013/029072
- Patent Document 2 International Publication No. 2004/080633
- Patent Document 3 Japanese Patent Application Laid-Open No. 2005-111651
- the rotary shaft of the milling tool is inclined forward in the feeding direction. This avoids the risk of a twill pattern being formed on the machined surface of the work material.
- the relief portion is provided with relief from the wiper blade in the direction along the rotation axis. This avoids the risk of a twill pattern being formed on the machined surface of the work material due to the relief portion.
- Patent Documents 1 and 2 it is possible to incline the rotation axis forward in the feed direction in a machine such as a general-purpose milling cutter, in which the machining direction is limited to one axis. It is difficult to introduce in a general machining center or the like where the machining direction is one or more axes. That is, the milling tools described in Patent Documents 1 and 2 lack versatility.
- a cutting tool includes a body portion extending from a tip toward a rear end along a rotation axis and having a pocket located on the side of the tip; a cutting portion having a cutting edge positioned on the tip side; an elastic body positioned between the body portion and the cutting portion and applying a biasing force to the cutting portion in a direction toward the rear end; have The pocket has a first seating surface facing forward in the rotational direction of the rotating shaft and a second seating surface facing the distal end.
- the cutting portion has a rear surface located behind the rotation direction of the rotating shaft and in contact with the first seating surface, and a rear surface located on the rear end side and facing the second seating surface. a side surface; The elastic body contacts the second seat surface and the rear side surface, and the rear surface is slidable toward the rear end.
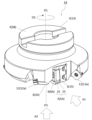
- FIG. 1 is a perspective view showing a cutting tool according to a first embodiment; FIG. It is the top view which looked at the cutting tool shown in FIG. 1 from A1 direction. It is the top view which looked at the cutting tool shown in FIG. 1 from A2 direction.
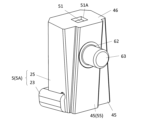
- FIG. 2 is a perspective view showing a body portion (first cartridge), a first cutting portion, a fixture, and the like in the cutting tool shown in FIG. 1; It is the top view which looked at the member shown in FIG. 4 from A3 direction. It is the top view which looked at the member shown in FIG. 4 from A4 direction. It is the top view which looked at the member shown in FIG. 4 from A5 direction.
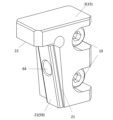
- FIG. 5 is a perspective view showing a main body portion in FIG. 4; FIG.
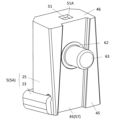
- FIG. 5 is a perspective view showing a first cutting portion in FIG. 4; 7 is a cross-sectional view of the XX cross section shown in FIG. 6.
- FIG. FIG. 11 is a cross-sectional view showing the member shown in FIG. 10 in a non-cutting state;
- FIG. 9 is a perspective view of a first modified example of the main body shown in FIG. 8;
- FIG. 10 is a perspective view of a first modified example of the first cutting portion shown in FIG. 9;
- FIG. 9 is a perspective view of a second modification of the main body shown in FIG. 8;
- FIG. 10 is a perspective view of a second modified example of the first cutting portion shown in FIG. 9;
- FIG. 11 is a cross-sectional view of the main body, the first cutting part, the fixture, etc.
- FIG. 18 is a plan view of the cutting tool shown in FIG. 17, corresponding to FIG. 2;
- FIG. 18 is a plan view of the cutting tool shown in FIG. 17 viewed from the tip side;
- 18 is a perspective view showing a first cutting portion, a fixture, a bearing member, etc. of the cutting tool shown in FIG. 17;
- FIG. FIG. 21 is a plan view of the member shown in FIG. 20, corresponding to FIG. 5;
- FIG. 21 is a plan view of the member shown in FIG. 20, corresponding to FIG. 6;
- FIG. 21 is a plan view of the member shown in FIG. 20, corresponding to FIG.
- FIG. 7; 23 is an enlarged view of the XXIV-XXIV section shown in FIG. 22;
- FIG. FIG. 25 is a cross-sectional view showing a non-cutting state of the member shown in FIG. 24;
- It is a schematic explanatory drawing which shows 1 process of the manufacturing method of the cut workpiece which concerns on one Embodiment. It is a schematic explanatory drawing which shows 1 process of the manufacturing method of the cut workpiece which concerns on one Embodiment. It is a schematic explanatory drawing which shows 1 process of the manufacturing method of the cut workpiece which concerns on one Embodiment.
- each drawing referred to below shows only the main members necessary for explaining each embodiment in a simplified manner. Accordingly, the cutting tools of the present disclosure may include any components not shown in the referenced figures. Also, the dimensions of the members in each drawing do not faithfully represent the actual dimensions of the constituent members, the dimensional ratios of the respective members, and the like.
- “during cutting” refers to the state in which the cutting tool and the work material are in contact
- “non-cutting” refers to the state in which the cutting tool and the work material are not in contact. do.
- each figure shows the state of the cutting tool during non-cutting.
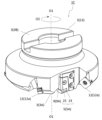
- a cutting tool 1A according to the first embodiment has a rotation axis O1 like a non-limiting example shown in FIG. 1, and is a so-called rotary tool.
- Rotary tools include, for example, milling tools and end mills.
- One non-limiting example rotary tool illustrated in FIG. 1 is a milling tool.
- the rotation axis O1 is an axis when the cutting tool 1A rotates, and is not provided as a tangible object of the cutting tool 1A (main body portion 3).
- the cutting tool 1A includes a body portion 3, a cutting portion 5, and an elastic body 7, like a non-limiting example shown in FIG.
- the body portion 3 extends from the front end 3A toward the rear end 3B along the rotation axis O1.
- the body portion 3 has a pocket 9 located on the side of the tip 3A.
- the cutting portion 5 is located in the pocket 9 and has a cutting edge 11 located on the side of the tip 3A (see FIG. 4, etc.).
- the elastic body 7 is positioned between the body portion 3 and the cutting portion 5 (see FIG. 10 and the like).
- the main body part 3 is a base part of the cutting tool 1A.
- the pocket 9 may be opened on the outer peripheral surface of the body portion 3 and the end surface on the side of the tip 3A. There may be only one pocket 9, or there may be multiple, as in the non-limiting example shown in FIG.
- FIG. 3 is a view of the cutting tool 1A shown in FIG. 1 viewed from the direction A2 (viewed from the tip 3A side).
- the body portion 3 has a plurality of pockets 9
- one of the plurality of pockets 9 is designated as the first pocket 9A.
- the number of cutting portions 5 is not limited to only one as shown in FIG. 1, and may be plural.
- the cutting portion 5 located in the first pocket 9A is called the first cutting portion 5A.
- An insert may be attached to each pocket.
- cutting inserts 12 may be attached as inserts to a plurality of pockets other than the first pocket 9A.
- the cutting insert 12 has a cutting edge 12a.
- a cut product can be manufactured by cutting a work material with this cutting edge 12a.
- the number of elastic bodies 7 may be one or more.
- the elastic body 7 positioned between the main body portion 3 and the first cutting portion 5A is referred to as a first elastic body 7A.
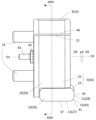
- the cutting tool 1A of the first embodiment has a cylindrical shape extending from the tip 3A toward the rear end 3B along the rotation axis O1.
- the portions of the body portion 3 located on the front end 3A side and the rear end 3B side may be referred to as a first end 3A and a second end 3B, respectively.
- the cutting tool 1A does not have a strictly columnar shape.
- the length of the body portion 3 in the direction along the rotation axis O1 is, for example, 50 mm to 100 mm.
- the outer diameter of the body portion 3 in the direction perpendicular to the rotation axis O1 is, for example, 100 mm to 300 mm.
- the body part 3 can rotate around the rotation axis O1.
- the shape of the body portion 3 is not particularly limited.
- the body part 3 may be composed of a plurality of members.
- the main body 3 has a base 13 and a first cartridge 15.
- the body portion 3 may have members other than the base 13 and the first cartridge 15, and may be configured by one member.
- the first cartridge 15 is a member attached to the base 13 .
- the first cartridge 15 may be used to form the first pocket 9A in the body portion 3 .
- the first pocket 9A is adjacent to the front of the first cartridge 15 in the rotational direction O2 of the rotational axis O1.
- 2 is a view of the cutting tool 1A shown in FIG. 1 as seen from the direction A1 (as seen from the side).
- the first cartridge 15 has a first hole 17 that opens like a non-limiting example shown in FIG. 5 is a view (side view) of the member in FIG. 4 as seen from the direction A3.
- the first hole 17 is used as an insertion hole for a first fixture 19 when mounting the first cartridge 15 on the base 13 .
- Examples of the first fixture 19 include screws and clamps.
- the first pocket 9A has a first seating surface 21 facing forward in the rotation direction O2 of the rotation axis O1.
- the body portion 3 has the first seat surface 21 .
- the first cartridge 15 has a first seating surface 21 .
- the shape of the first seat surface 21 is not particularly limited, and may be a planar shape or a curved shape, and may have an uneven portion.
- the first pocket 9A has a second seating surface 22 facing the first end 3A.
- the body portion 3 has the second seating surface 22 .
- the first cartridge 15 has a second seating surface 22 .
- the shape of the second seat surface 22 is not particularly limited, and may be a planar shape or a curved shape, and may have an uneven portion.
- the first cutting portion 5A located in the first pocket 9A has a cutting edge 11 located on the side of the first end 3A.
- the cutting edge 11 may be used in addition to the cutting edge 12a of the cutting insert 12 described above.
- 5 A of 1st cutting parts may be comprised by one member, and may be comprised by several members.
- the first cutting portion 5A in one non-limiting example shown in FIG. 4 has a first insert 23 and a second cartridge 25 .
- the first insert 23 has a cutting edge 11 .
- the cutting edge 11 is positioned forward in the rotational direction O2 of the first insert 23 and on the side of the first end 3A. Note that the cutting edge 11 does not have to be positioned only at this portion.
- the first cutting edge 27 is the cutting edge 11 located forward in the rotational direction O2 of the first insert 23 and on the side of the first end 3A
- the first insert 23 rotates in the first insert 23.
- It may further have a second cutting edge 29 located forward in the direction O2 and also on the outer peripheral side.
- the first insert 23 is positioned forward of the second cartridge 25 in the rotational direction O2.
- the first insert 23 may have a second hole 31 and be secured to the second cartridge 25 using a second fastener 33, such as a screw, for example, as in one non-limiting example shown in FIG. 7 is a view of the members in FIG. 4 viewed from the direction A5 (viewed from the first end 3A side).
- the length of the first cutting portion 5A in the direction along the rotation axis O1 is, for example, 30 mm to 50 mm.
- the length of the first cutting portion 5A in the direction perpendicular to the rotation axis O1 is, for example, 15 mm to 35 mm.
- the first cutting portion 5A has a front surface 35.
- the front surface 35 is a surface located forward in the rotation direction O2 in the first cutting portion 5A.
- the shape of the front surface 35 is not particularly limited, and may be, for example, a planar shape or a curved surface shape, and may have an uneven portion.
- Front face 35 may have first side 37 , second side 39 and first corner 41 .
- the first side 37 is located on the side of the first end 3A
- the second side 39 is located on the side of the outer circumference away from the rotation axis O1.
- the first corner 41 may be the corner connected to the first side 37 and the second side 39 .
- the first cutting edge 27 is located on the first side 37 .
- the first cutting edge 27 positioned on the first side 37 can be positioned on the first end 3A side of the cutting portion 5.
- the second cutting edge 29 is located on the second side 39 .
- the second side 39 is located on the side away from the rotation axis O1
- the second cutting edge 29 located on the second side 39 is located on the side away from the rotation axis O1 in the cutting portion 5. be able to.
- the first cutting portion 5A may have a third cutting edge 43 positioned at the first corner 41.
- the third cutting edge 43 may be arranged continuously with the first cutting edge 27 or the second cutting edge 29 .
- the third cutting edge 43 is not limited to the curved shape shown in FIG. 6, and may have a linear portion or an arc shape.
- the first cutting portion 5A has a rear surface 45.
- the rear surface 45 is a surface positioned rearward in the rotation direction O2 in the first cutting portion 5A.
- the rear surface 45 may be composed of a single member, or may be composed of a plurality of members as in a non-limiting example shown in FIG. 9 and the like.
- the rear face 45 may be constituted by the faces of the first insert 23 and the second cartridge 25 located rearward in the direction of rotation O2.
- the shape of the rear surface 45 is not particularly limited. For example, it may be flat or curved, and may have uneven portions.
- a rear surface 45 of the first cutting portion 5A faces the first seating surface 21 of the first pocket 9A.
- the first seat surface 21 is in contact with the rear surface 45 as in a non-limiting example shown in FIG. In such a case, the direction in which the rear surface 45 slides tends to be stable. In addition, it is not necessary for the first seat surface 21 and the rear surface 45 to be in contact with each other without gaps. Specifically, there may be a gap of 0.05 mm to 0.01 mm in a portion between the first seat surface 21 and the rear surface 45 .
- the first cutting portion 5A has a rear side surface 46.
- the rear side surface 46 is a surface located on the second end 3B side of the first cut portion 5A.
- the shape of the rear side surface 46 is not particularly limited, and may be, for example, a planar shape or a curved shape, or may have an uneven portion.
- a rear side surface 46 of the first cutting portion 5A faces the second seating surface 22 of the first pocket 9A. At this time, the rear side surface 46 may contact the second seat surface 22 .
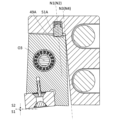
- the first elastic body 7A is located between the main body part 3 and the first cutting part 5A, as in a non-limiting example shown in FIG. 10 is a diagram showing a state in which the member shown in FIG. 4 is cut along line XX shown in FIG. 6 during cutting.
- the XX cross section is a cross section passing through the center of the second cartridge 25 and parallel to the rotation axis O1. Note that the XX section may include the central axis N1 of the first elastic body 7A (see FIG. 11).
- the first elastic body 7A is located between the second seating surface 22 of the first pocket 9A and the rear side surface 46 of the first cutting portion 5A. At this time, the first elastic body 7A is in contact with the second seat surface 22 and the rear side surface 46 .
- the first elastic body 7A can apply a biasing force toward the second end 3B to the first cutting portion 5A. Also, the rear surface 45 is slidable toward the second end 3B. Since the rear surface 45 is a part of the first cutting portion 5A, it may be said that the first cutting portion 5A can slide.
- the cutting tool 1A advances in a predetermined direction (so-called feed direction Y1) while rotating around the rotation axis O1.
- 5 A of 1st cutting parts can contribute to cutting, when it is located ahead of the feed direction Y1 with respect to the rotating shaft O1.
- the first cutting portion 5A is located behind the rotation axis O1 in the feed direction Y1, it is desirable not to contribute to cutting. This is because when the first cutting portion 5A is positioned behind the rotation axis O1 in the feed direction Y1, it contacts the work material, which may damage the machined surface and form a so-called iris pattern on the machined surface. This is because
- the cutting portion 5A When the first cutting portion 5A comes into contact with the work material during cutting of the work material, the cutting portion 5 is cut from the work material in a direction toward the work material, in other words, in a direction away from the second end 3B. Easy to load. Therefore, the first cutting portion 5A is drawn into the work material, and the cutting work progresses easily. At this time, that is, the position of the first cutting edge 27 during cutting is defined as the first cutting edge position S1 (see FIG. 10).
- the cutting tool 1A has a first elastic body 7A. Therefore, when the first cutting portion 5A is positioned rearward in the feeding direction Y1 with respect to the rotation axis O1, the first elastic body 7A exerts an urging force on the first cutting portion 5A in the direction toward the second end 3B. can be added. At this time, the rear surface 45 of the first cutting portion 5A can slide toward the second end 3B. Therefore, when the first cutting portion 5A is positioned behind the rotation axis O1 in the feed direction Y1, compared to when the first cutting portion 5A is positioned ahead of the rotation axis O1 in the feed direction Y1, the , the first cutting portion 5A can slide toward the second end 3B.
- the position of the first cutting edge 27 during non-cutting is defined as the second cutting edge position S2 (see FIG. 11).
- 11 corresponds to FIG. 10 and shows the state of the member shown in FIG. 4 during non-cutting.
- a distance ( ⁇ Z) between the first cutting edge position S1 and the second cutting edge position S2 in the direction along the rotation axis O1 is, for example, 0.05 mm to 0.2 mm.
- the first cutting portion 5A When the first cutting portion 5A is positioned rearward in the feeding direction Y1 with respect to the rotation axis O1, the first cutting portion 5A slides toward the second end 3B, thereby causing the first cutting portion 5A to move toward the second end 3B. Less contact with the cutting material.
- the first cutting portion 5A when the first cutting portion 5A is positioned forward in the feeding direction Y1 with respect to the rotation axis O1, the first cutting portion 5A contacts the work material, and the work material is cut by the first cutting portion 5A. While it can be processed, when the first cutting portion 5A is positioned behind the rotation axis O1 in the feed direction Y1, the first cutting portion 5A slides in the direction away from the work material. The portion 5A is less likely to come into contact with the work material.
- the risk of iris patterns can be reduced.
- the machining direction is not limited to one direction, and the moving distance of the tool can be reduced. Therefore, the above action has high versatility and contributes to shortening of the processing time.
- the first insert 23 may be a so-called wiper insert. That is, the first insert 23 may be a finishing insert for improving the surface accuracy of the machined surface of the work material while the cutting insert 12 performs normal milling on the work material. At this time, the first insert 23 may protrude toward the first end 3A compared to the cutting insert 12 .
- the elastic body 7 is located in the pocket 9 (first pocket 9A) fitted with the first insert 23 for the wiper, while the pocket fitted with the cutting insert 12 that is the insert for normal milling. It does not have to be located at 9.
- the cutting tool 1A has the minimum number of elastic bodies 7, the risk of the iris pattern can be reduced. That is, the complicated structure for attaching the elastic body 7 can be minimized, and the manufacturing cost of the cutting tool 1A can be reduced while reducing the risk of the iris pattern.
- the first elastic body 7A When the first elastic body 7A abuts on the second seat surface 22 and the rear side surface 46, the first elastic body 7A can efficiently apply a biasing force to the first cutting portion 5A. It is easy to move the relative position of the first cutting portion 5A (having the rear side surface 46) to the body portion 3 (having the second seating surface 22) toward the second end 3B. The first elastic body 7A also facilitates moving the relative position of the first cutting portion 5A (having the rear surface 45) with respect to the body portion 3 (having the first seat surface 21) toward the second end 3B.
- the first elastic body 7A is a member (elastic member) that is elastically deformable more easily than the body portion 3 and the first cutting portion 5A.
- a helical spring 47 is used as an example of the first elastic body 7A, like a non-limiting example shown in FIG. 10 and the like.
- the first elastic body 7A is omitted in the drawings other than FIGS. 10 and 11 .
- the first elastic body 7A is not limited to being composed of a single elastic member, and may be composed of a plurality of elastic members. Also, the first elastic body 7A may be configured to include a member other than an elastic member.
- the member other than the elastic member included in the first elastic body 7A is a member that is used integrally with the elastic member by being joined to the elastic member, and that applies an urging force to the object together with the elastic member. point to In addition, 5 A of 1st cutting parts etc. are mentioned with a target object.
- Members other than the elastic member include, for example, a pin 48 like the cutting tool 1C according to the third embodiment shown in FIG. 24 and the like.
- elastic members include various springs and members with a high Young's modulus.
- Specific examples of springs include leaf springs, disc springs, and coiled springs.
- a high Young's modulus does not need to be a specific value or more, but may be higher than that of the main body part 3 and the first cutting part 5A, for example. Young's modulus can be evaluated by, for example, a well-known nanoindentation method.
- Materials with a high Young's modulus include, for example, resin and rubber.
- resins include polycarbonate resins, polyethylene terephthalate resins, acrylic resins, polyvinyl chloride resins, silicon resins and epoxy resins.
- Rubbers include, for example, natural rubbers and synthetic rubbers.
- the first elastic body 7A applies a biasing force to the first cutting portion 5A.
- the urging force may be a force acting when the elastically deformed elastic body 7 returns to its original state, and may be called an elastic force.
- the biasing force is not only the force directly applied to the first cutting portion 5A by the first elastic body 7A, but also the force indirectly applied to the first cutting portion 5A by the first elastic body 7A via other members. good.
- the first elastic body 7A has a fulcrum so that the first cutting portion 5A rotates about the fulcrum and slides toward the second end 3B. A biasing force may be applied. Further, the first elastic body 7A may apply an urging force to the first cutting portion 5A in a direction other than the direction toward the second end 3B. may
- the rear surface 45 that is, the first cutting portion 5A is slidable toward the second end 3B.
- slidable toward the second end 3B does not mean slidable only in the direction of the second end 3B, but has an element (vector) that slides in the direction of the second end 3B. means that Therefore, for example, while the first cutting portion 5A slides, it may move toward or away from the rotation axis O1, or may move forward or backward in the rotation direction O2.
- the first seat surface 21 may be inclined forward in the direction of rotation O2 as it approaches the second end 3B, as in a non-limiting example shown in FIG. In other words, the first seat surface 21 may be inclined rearward in the rotational direction O2 as it approaches the first end 3A. In such a case, it is easy to disperse the cutting load that the first bearing surface 21 receives in the direction along the rotation axis O1. As a result, damage to the first cartridge 15, that is, the body portion 3, due to the cutting load can be suppressed.
- the first cutting portion 5A when the first cutting portion 5A is positioned in front of the rotation axis O1 in the feeding direction Y1 to cut the work material, the first cutting portion 5A slides in the direction approaching the work material. Therefore, the work material is easily cut appropriately. Therefore, when the first cutting portion 5A is positioned behind the rotation axis O1 in the feed direction Y1, the first cutting portion 5A is less likely to come into contact with the work material. It should be noted that the term "inclining forward in the rotational direction O2 as it approaches the second end 3B" need not strictly continue to incline, and may include a portion parallel to the rotation axis O1.
- the second seat surface 22 may have a first recess 49 and the rear side surface 46 may have a second recess 51, as in a non-limiting example shown in FIG. 10 and the like.
- the second recess 51 faces the first recess 49 .
- a first elastic body 7A is inserted into the first recess 49 and the second recess 51 .
- the first elastic body 7A is in contact with the first concave portion 49 and the second concave portion 51 .
- the first seating surface is moved while the first elastic body 7A is positioned between the main body portion 3 and the first cutting portion 5A. 21 and rear surface 45 are easy to contact.
- the biasing force can be efficiently transmitted to the first cutting portion 5A.
- the second recess 51 faces the first recess 49
- at least a portion of the opening portion 49A of the first recess 49 and at least a portion of the opening portion 51A of the second recess 51 are continuous. (See FIG. 11). Therefore, for example, the shape of the opening portion 49A of the first recess 49 and the shape of the opening portion 51A of the second recess 51 do not need to match. The whole of 51A need not face each other.
- the shape of the first recess 49 is not particularly limited, and the width and depth of the first recess 49 are also not limited.
- the width of the first recess 49 may be constant or may vary.
- the shape of the second recess 51 is not particularly limited. Additionally, the width and depth of the second recess 51 are also not limited, as are the width and depth of the first recess 49 .
- the first elastic body 7A may be attached to the first recess 49.
- the coiled spring 47 is a tension spring and is attached to the first recess 49 and the second recess 51 via hooks.
- the first elastic body 7A is slidable in the direction along the central axis N1.
- the first elastic body 7A may be attached to the second recess 51, and the central axis N1 of the first elastic body 7A is aligned with the central axis N2 of the first recess 49, as in a non-limiting example shown in FIG. may match.
- the first seating surface 21 may have a first groove 53 .
- the first groove 53 may extend from the first end 3A side toward the second end 3B side.
- the shape of the first groove 53 is not limited to the example shown in FIG. 8, and may be linear or curved. Also, the width and depth of the first groove 53 may not be constant. Also, the number of first grooves 53 is not limited to one, and may be two or more.
- the rear surface 45 may have a first convex portion 55 .
- the first protrusion 55 may be inserted into the first groove 53 . Since the first protrusion 55 is inserted into the first groove 53, the direction in which the rear surface 45 slides tends to be stable.
- the shape of the first convex portion 55 is not limited to the example shown in FIG. 9, and may be linear or curved. Also, the width and height of the first convex portion 55 may not be constant.
- 9 is a perspective view of the first cutting portion 5A viewed from the rear surface 45 side.
- the first groove 53 may approach the rotation axis O1 as it approaches the second end 3B.
- the first groove 53 may separate from the rotation axis O1 as it approaches the first end 3A.
- the cutting edge 11 moves toward the first end 3A and away from the rotation axis O1 during cutting. Therefore, for example, when the second cutting edge 29 is provided, the feed amount in milling can be increased.
- approaching the rotation axis O1 as it approaches the second end 3B does not need to strictly keep approaching, and may include a portion parallel to the rotation axis O1.
- the first protrusion 55 may approach the rotation axis O1 as it approaches the second end 3B.
- the first convex portion 55 may separate from the rotation axis O1 as it approaches the first end 3A. It should be noted that approaching the rotation axis O1 as it approaches the second end 3B does not need to strictly keep approaching, and may include a portion parallel to the rotation axis O1.
- the rear face 45 may have a second groove 57 as a non-limiting example shown in FIG.
- the second groove 57 may extend from the first end 3A side toward the second end 3B side.
- the shape of the second groove 57 is not particularly limited, and may be linear or curved, for example. Also, the width and depth of the second groove 57 may not be constant.
- the number of second grooves 57 is not limited to one, and may be two or more.
- the first seat surface 21 may have a second convex portion 59 .
- the second protrusion 59 may be inserted into the second groove 57 . Since the second protrusion 59 is inserted into the second groove 57, the direction in which the rear surface 45 slides tends to be stable.
- the shape of the second convex portion 59 is not particularly limited.
- the shape of the second convex portion 59 is not limited to the example shown in FIG. 14, and may be linear or curved. Also, the width and height of the second convex portion 59 may not be constant.
- the number of second protrusions 59 is not limited to one, and may be two or more. Since the first seat surface 21 has a plurality of second protrusions 59 corresponding to the second grooves 57 of the rear surface 45, the sliding direction of the rear surface 45 is stabilized.
- the second protrusion 59 may have a linear shape corresponding to the second groove 57, as in a non-limiting example shown in FIG. Thus, the sliding direction of the rear surface 45 is stabilized more because the second convex portion 59 has a linear shape.
- the second groove 57 may approach the rotation axis O1 as it approaches the second end 3B.
- the second groove 57 may separate from the rotation axis O1 as it approaches the first end 3A.
- the cutting edge 11 moves toward the first end 3A and away from the rotation axis O1 during cutting. Therefore, for example, when the second cutting edge 29 is provided, the feed amount in milling can be increased.
- approaching the rotation axis O1 as it approaches the second end 3B does not need to strictly keep approaching, and may include a portion parallel to the rotation axis O1.
- the second protrusion 59 may approach the rotation axis O1 as it approaches the second end 3B.
- the second protrusion 59 may separate from the rotation axis O1 as it approaches the first end 3A. It should be noted that approaching the rotation axis O1 as it approaches the second end 3B does not need to strictly keep approaching, and may include a portion parallel to the rotation axis O1.
- the first groove 53 may extend along the central axis N1 of the first elastic body 7A.
- the central axis N1 of the first elastic body 7A may extend along the direction in which the first groove 53 extends.
- the central axis N3 of the first groove 53 and the central axis N1 of the first elastic body 7A may be parallel.
- the fact that the two central axes are parallel does not strictly mean that the angle formed by the central axis N3 and the central axis N1 is 0°. If the angle formed by the central axis N3 and the central axis N1 is -5° to 5°, the above two imaginary straight lines may be considered parallel.
- the central axis N3 of the first groove 53 approaches the rotation axis O1 as it approaches the second end 3B
- the central axis N1 of the first elastic body 7A It may approach the rotation axis O1 as it approaches the second end 3B.
- the central axis N3 of the first groove 53 and the central axis N4 of the rear surface 45 may coincide with each other as in a non-limiting example shown in FIG. That is, the rear surface 45 may extend along the central axis N1 of the first elastic body 7A. Further, when the body portion 3 is viewed from the direction A4 (viewed from the front), the rear surface 45 or the first groove 53 may extend along the central axis N1 of the first elastic body 7A. In such a case, since the direction of the biasing force applied from the first elastic body 7A coincides with the sliding direction of the rear surface 45, the first elastic body 7A efficiently applies the biasing force to the first cutting portion 5A. be able to. Note that the above content may be applied to the second groove 57 instead of the first groove 53 . That is, the central axis N1 of the first elastic body 7A may extend along the direction in which the second groove 57 extends.
- the first seat surface 21 may have a projecting portion 60 (see FIG. 8).
- the projecting portion 60 may be located on the side of the first end 3A.
- the protruding portion 60 may protrude forward in the rotational direction O2 of the rotating shaft O1.
- the protruding part 60 may be located closer to the first end 3A than the first cutting part 5A, as in a non-limiting example shown in FIG. Further, the shape of the protruding portion 60 is not particularly limited, and may be, for example, a linear shape extending along the radial direction of the rotation axis O1 as in a non-limiting example shown in FIG.
- the rear surface 45 may have a recess 61 (see FIG. 9).
- the recess 61 may be located on the side of the first end 3A.
- the recess 61 may be recessed forward in the rotation direction O2 of the rotation axis O1 on the rear surface 45 .
- the recess 61 may be composed of a single member, or may be composed of a plurality of members as in a non-limiting example shown in FIG. 9 and the like.
- the recess 61 may be defined by the first insert 23 and the second cartridge 25, as in one non-limiting example shown in FIG. It should be noted that the entire periphery of the recess 61 does not have to be surrounded by the member, and a part of the periphery of the recess 61 may be surrounded by the member.
- the projecting portion 60 may be inserted into the recessed portion 61 .
- the first cutting portion 5 ⁇ /b>A can easily come into contact with the protrusion 60 .
- the shape of the recess 61 is not particularly limited, it is desirable that the recess 61 has a shape corresponding to that of the protrusion 60 from the viewpoint of increasing the contact area with the protrusion 60 . In such a case, the first cutting portion 5A comes into contact with the projecting portion 60 more easily. For example, when the projection 60 and the recess 61 as shown in FIGS.
- the first cutting portion 5A may have a first through hole 62.
- the first through holes 62 may open at the front surface 35 and the rear surface 45 .
- the first cutting portion 5A may have a third fixture 63 that is fixed to the main body portion 3, as in a non-limiting example shown in FIG.
- the third fixture 63 may be inserted into the first through hole 62 .
- Examples of the third fixture 63 include screws.
- the third fixture 63 is sufficient as long as it can maintain the state where the first cutting portion 5A is in the pocket 9 .
- the first cutting portion 5A Since the first cutting portion 5A is slidable, it is not necessary for the first cutting portion 5A to be completely fixed to the main body portion 3 by the third fixture 63. Since the first cutting portion 5A has such a configuration, it is possible to stably hold the first cutting portion 5A while making it slidable. Note that the first cutting portion 5A may have a recess that does not penetrate instead of the first through hole 62, and even if the first cutting portion 5A is fixed to the main body portion 3 by fitting into the recess. good.
- the main body part 3 may have a third recessed part 64 .
- the first cartridge 15 has a third recess 64 .
- the third fixture 63 may be inserted into the third recess 64 through the first through hole 62 of the first cutting portion 5A.
- a cutting tool 1B according to the second embodiment includes a body portion 3, a first cutting portion 5A and a first elastic body 7A.
- the cutting tool 1B of 2nd Embodiment regarding the part which is the same structure as 1A of cutting tools of 1st Embodiment, description of 1st Embodiment is used and detailed description is omitted.
- FIG. 16 is a diagram corresponding to FIG. 10 in the cutting tool 1B according to the second embodiment.
- the first elastic body 7A in the cutting tool 1A of the first embodiment is composed of the helical spring 47, while the first elastic body 7A in the cutting tool 1B of the second embodiment is composed of a member having a high Young's modulus. It is
- the first elastic body 7A in the cutting tool 1B of the second embodiment is not limited to a specific shape, and may be, for example, a columnar shape as shown in FIG. 16 as a non-limiting example.
- the end face of the columnar first elastic body 7A may be polygonal or circular.
- a cutting tool 1C of the third embodiment includes a main body portion 3, a first cutting portion 5A and a first elastic body 7A, like a non-limiting example shown in FIGS.
- description of 1st Embodiment is used regarding the part which is the same structure as 1 A of cutting tools of 1st Embodiment, and detailed description is omitted.
- the first elastic body 7A is omitted in the drawings other than FIGS. 24 and 25 .
- 24 is an enlarged cross-sectional view of the cutting tool 1C according to the third embodiment taken along line XXIV-XXIV of FIG. 22. As shown in FIG.
- the XXIV-XXIV cross section is a cross section passing through the center of the second cartridge 25 and parallel to the rotation axis O1.
- the cutting tool 1C may further include a bearing member 65 between the body portion 3 and the first cutting portion 5A, as shown in FIGS. 20 to 24 and other non-limiting examples.
- a bearing member 65 between the body portion 3 and the first cutting portion 5A, as shown in FIGS. 20 to 24 and other non-limiting examples.
- the first cutting portion 5A may rotate in the rotation direction O4 of the rotation axis O3, and the first cutting edge 27 may move to the first cutting edge position S1.
- the first cutting portion 5A may rotate in the rotation direction O5 of the rotation axis O3, and the first cutting edge 27 may move to the second cutting edge position S2.
- the second cutting edge position S2 may be positioned closer to the second end 3B than the first cutting edge position S1.
- a distance ( ⁇ Z) between the first cutting edge position S1 and the second cutting edge position S2 in the direction along the rotation axis O1 is, for example, 0.05 mm to 0.2 mm. Note that, as in a non-limiting example shown in FIG. 20 and the like, the rotation direction O4 and the rotation direction O5 are opposite to each other with respect to the rotation direction of the rotation shaft O3.
- the first cutting edge 27 when the cutting tool 1C is viewed from the side, the first cutting edge 27 is located forward of the rotation axis O3 in the rotation direction O2 of the rotation axis O1.
- the first cutting edge 27 can easily move toward the first end 3A during cutting. That is, in the direction along the rotation axis O1, the first cutting edge position S1 is more likely to be located closer to the first end 3A than the second cutting edge position S2.
- Examples of materials for the cutting insert 12 and the first insert 23 include cemented carbide and cermet.
- Compositions of cemented carbide include, for example, WC--Co, WC--TiC--Co and WC--TiC--TaC--Co.
- WC—Co is produced by adding cobalt (Co) powder to tungsten carbide (WC) and sintering it.
- WC-TiC-Co is obtained by adding titanium carbide (TiC) to WC-Co.
- WC--TiC--TaC--Co is obtained by adding tantalum carbide (TaC) to WC--TiC--Co.
- the surfaces of the cutting insert 12 and the first insert 23 may be coated with a coating using chemical vapor deposition (CVD) or physical vapor deposition (PVD) methods.
- Compositions of the coating include titanium carbide (TiC), titanium nitride (TiN), titanium carbonitride (TiCN) and alumina (Al 2 O 3 ).
- steel cast iron, aluminum alloy, etc. can be used. From the viewpoint of enhancing toughness, steel may be used as the material of the substrate 13 .
- the cutting tools 1A to 1C of the present disclosure include a body portion 3, a cutting portion 5, biasing means, and the like.
- the biasing means is positioned between the main body portion 3 and the first cutting portion 5A, and is an element capable of applying a biasing force in the direction toward the second end 3B to the first cutting portion 5A. It should be noted that the biasing means may be positioned between the second seating surface 22 and the rear side surface 46 .
- a specific configuration of the urging means includes, for example, the first elastic body 7A described above.
- the urging means is not limited to these configurations, and may be, for example, those utilizing air pressure, hydraulic pressure, magnetic force, or the like.
- the first cutting portion 5A is slidable toward the second end 3B by the biasing means, that is, the biasing force applied from the first elastic body 7A. Therefore, when the first cutting portion 5A is positioned behind the rotating shaft in the feeding direction Y1 compared to when the first cutting portion 5A is positioned forward in the feeding direction Y1 with respect to the rotating shaft, The first cutting portion 5A can slide toward the second end 3B. That is, the biasing means applies a biasing force to the first cutting portion 5A so that the position of the cutting edge 11 during non-cutting is closer to the second end 3B than the position of the cutting edge 11 during cutting.
- the biasing force from the biasing means to the first cutting portion 5A in this way, when the first cutting portion 5A is positioned forward in the feed direction Y1 with respect to the rotation shaft, the first cutting portion While the work material can be cut by 5A, the work material is difficult to be cut by the first cutting part 5A when the first cutting part 5A is positioned behind the rotating shaft in the feeding direction Y1. Therefore, the risk of the iris pattern can be reduced.
- FIGS. 26 to 28 a method for manufacturing a cut workpiece according to a non-limiting embodiment of the present disclosure will be described in detail, taking as an example the case where the cutting tool 1A according to the above-described non-limiting first embodiment is used. Description will be made below with reference to FIGS. 26 to 28.
- FIG. 26 to 28 as a non-limiting example of the method for manufacturing the workpiece 101, the process of cutting the workpiece 102 is illustrated. Also, in order to facilitate visual understanding, the cut portions are hatched in FIGS.
- a method for manufacturing the cut workpiece 101 according to a non-limiting embodiment of the present disclosure may include the following steps (1) to (3).
- the cutting tool 1A may be rotated in the rotation direction O2 around the rotation axis O1, and the cutting tool 1A may approach the work piece 102 in the feed direction Y1 (see FIG. 26).
- the rotating cutting tool 1A may be brought into contact with a desired position on the surface of the work material 102 to cut the work material 102. (See FIG. 27).
- the cutting edge 11 may be brought into contact with a desired position on the surface of the work material 102 .
- the cutting tool 1A may be separated from the work material 102 in the Y2 direction (see FIG. 28).
- the cutting tool 1A may be relatively separated from the work material 102, for example, the work material 102 may be separated from the cutting tool 1A, similarly to the above-described step (1).
- cutting may include plunge machining, profiling, oblique sinking, and the like.
- the cutting tool 1A is rotated
- the step of bringing the cutting tool 1A into contact with different portions of the work material 102 may be repeated while maintaining the cut state.
- Examples of materials for the work material 102 include carbon steel, alloy steel, stainless steel, cast iron, and non-ferrous metals.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
Abstract
Un outil de coupe selon un aspect de la présente divulgation comprend : une partie de corps s'étendant d'une extrémité distale vers une extrémité arrière le long d'un arbre rotatif, et ayant une poche ; une partie de coupe positionnée dans la poche ; et un corps élastique qui applique, à la partie de coupe, une force de sollicitation dans une direction vers l'extrémité arrière. La poche a une première surface de siège tournée vers l'avant dans le sens de rotation de l'arbre rotatif, et une seconde surface de siège faisant face à l'extrémité distale. La partie de coupe a une surface arrière positionnée vers l'arrière dans le sens de rotation de l'arbre rotatif et qui est en contact avec la première surface de siège, et une surface latérale arrière positionnée à côté de l'extrémité arrière et faisant face à la seconde surface de siège. Le corps élastique vient en butée contre la seconde surface de siège et la surface latérale arrière, et la surface arrière peut coulisser vers l'extrémité arrière.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023554405A JPWO2023063127A1 (fr) | 2021-10-13 | 2022-10-03 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021168242 | 2021-10-13 | ||
| JP2021-168242 | 2021-10-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023063127A1 true WO2023063127A1 (fr) | 2023-04-20 |
Family
ID=85988551
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/036882 WO2023063127A1 (fr) | 2021-10-13 | 2022-10-03 | Outil de coupe et procédé de production d'un produit usiné par découpe |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2023063127A1 (fr) |
| WO (1) | WO2023063127A1 (fr) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60134511U (ja) * | 1984-02-15 | 1985-09-07 | ダイジヱツト工業株式会社 | スロ−アウエイ式カツタ− |
| JP2000005919A (ja) * | 1998-06-18 | 2000-01-11 | Mitsubishi Materials Corp | スローアウェイ式正面フライス |
| US6203251B1 (en) * | 1998-10-17 | 2001-03-20 | Wilhelm Fette Gmbh | Indexable milling insert |
| JP2010149231A (ja) * | 2008-12-25 | 2010-07-08 | Jtekt Corp | 切削工具及び切削工具の研磨方法 |
| JP2013519533A (ja) * | 2010-02-16 | 2013-05-30 | ケンナメタル インコーポレイテッド | 機械加工用の工具、およびかかる工具の切削インサートを配向するための方法 |
| JP2016087783A (ja) * | 2014-10-29 | 2016-05-23 | 国立大学法人名古屋大学 | 切削インサートの取り付け機構、刃先回転式ミーリング工具及び刃先回転式ターニング工具 |
| US20170151614A1 (en) * | 2015-06-19 | 2017-06-01 | EIP Holdings, LLC | Adjustable face mill and method of manufacture |
| US20190030628A1 (en) * | 2016-01-12 | 2019-01-31 | Korloy Inc. | Cutting insert and cutting tool having same mounted thereon |
| WO2020027171A1 (fr) * | 2018-08-01 | 2020-02-06 | 京セラ株式会社 | Outil de coupe et procédé de production d'une pièce découpée |
-
2022
- 2022-10-03 JP JP2023554405A patent/JPWO2023063127A1/ja active Pending
- 2022-10-03 WO PCT/JP2022/036882 patent/WO2023063127A1/fr active Application Filing
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60134511U (ja) * | 1984-02-15 | 1985-09-07 | ダイジヱツト工業株式会社 | スロ−アウエイ式カツタ− |
| JP2000005919A (ja) * | 1998-06-18 | 2000-01-11 | Mitsubishi Materials Corp | スローアウェイ式正面フライス |
| US6203251B1 (en) * | 1998-10-17 | 2001-03-20 | Wilhelm Fette Gmbh | Indexable milling insert |
| JP2010149231A (ja) * | 2008-12-25 | 2010-07-08 | Jtekt Corp | 切削工具及び切削工具の研磨方法 |
| JP2013519533A (ja) * | 2010-02-16 | 2013-05-30 | ケンナメタル インコーポレイテッド | 機械加工用の工具、およびかかる工具の切削インサートを配向するための方法 |
| JP2016087783A (ja) * | 2014-10-29 | 2016-05-23 | 国立大学法人名古屋大学 | 切削インサートの取り付け機構、刃先回転式ミーリング工具及び刃先回転式ターニング工具 |
| US20170151614A1 (en) * | 2015-06-19 | 2017-06-01 | EIP Holdings, LLC | Adjustable face mill and method of manufacture |
| US20190030628A1 (en) * | 2016-01-12 | 2019-01-31 | Korloy Inc. | Cutting insert and cutting tool having same mounted thereon |
| WO2020027171A1 (fr) * | 2018-08-01 | 2020-02-06 | 京セラ株式会社 | Outil de coupe et procédé de production d'une pièce découpée |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023063127A1 (fr) | 2023-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPWO2012086375A1 (ja) | 切削工具およびそれを用いた切削加工物の製造方法 | |
| CN108698143B (zh) | 切削工具用刀具 | |
| JP6272457B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7128185B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| CN110709201B (zh) | 立铣刀以及切削加工物的制造方法 | |
| JP7102283B2 (ja) | ホルダ、切削工具及び切削加工物の製造方法 | |
| WO2023063127A1 (fr) | Outil de coupe et procédé de production d'un produit usiné par découpe | |
| WO2023100601A1 (fr) | Outil de coupe et procédé de production d'un produit coupé | |
| WO2023032761A1 (fr) | Outil de coupe et procédé de production d'une pièce découpée | |
| CN110944777B (zh) | 切削刀片、切削工具以及切削加工物的制造方法 | |
| CN113474110B (zh) | 车削刀具及切削加工物的制造方法 | |
| WO2022118946A1 (fr) | Plaquette de coupe, outil de coupe, et procédé de production d'une pièce de coupe | |
| JP7045460B2 (ja) | 切削工具及び切削加工物の製造方法 | |
| JP6825854B2 (ja) | 切削工具及び切削加工物の製造方法 | |
| WO2023176533A1 (fr) | Outil rotatif et procédé de production de pièce coupée | |
| JP6495681B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7117389B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| WO2024209781A1 (fr) | Plaquette de coupe, outil de coupe et procédé de fabrication de produit usiné | |
| WO2024147242A1 (fr) | Outil de coupe et procédé de fabrication de pièce coupée | |
| WO2023132189A1 (fr) | Outil de coupe et procédé de production de pièce coupée | |
| CN118843525A (zh) | 旋转刀具及切削加工物的制造方法 | |
| WO2023176619A1 (fr) | Plaquette de coupe, outil de coupe, et procédé de fabrication d'article usiné par coupe | |
| WO2020138084A1 (fr) | Outil rotatif et procédé de fabrication d'un article coupé | |
| JP2023094207A (ja) | 切削工具及び切削加工物の製造方法 | |
| JP2024042457A (ja) | 切削工具及び切削加工物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22880823 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023554405 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22880823 Country of ref document: EP Kind code of ref document: A1 |