WO2022259731A1 - スクリュー用母材、スクリューとその製造方法 - Google Patents
スクリュー用母材、スクリューとその製造方法 Download PDFInfo
- Publication number
- WO2022259731A1 WO2022259731A1 PCT/JP2022/015918 JP2022015918W WO2022259731A1 WO 2022259731 A1 WO2022259731 A1 WO 2022259731A1 JP 2022015918 W JP2022015918 W JP 2022015918W WO 2022259731 A1 WO2022259731 A1 WO 2022259731A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- screw
- base material
- pure titanium
- substantially cylindrical
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/02—Inorganic materials
- A61L31/022—Metals or alloys
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods
- A61B17/56—Surgical instruments or methods for treatment of bones or joints; Devices specially adapted therefor
- A61B17/58—Surgical instruments or methods for treatment of bones or joints; Devices specially adapted therefor for osteosynthesis, e.g. bone plates, screws or setting implements
- A61B17/68—Internal fixation devices, including fasteners and spinal fixators, even if a part thereof projects from the skin
- A61B17/84—Fasteners therefor or fasteners being internal fixation devices
- A61B17/86—Pins or screws or threaded wires; nuts therefor
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods
- A61B17/56—Surgical instruments or methods for treatment of bones or joints; Devices specially adapted therefor
- A61B17/58—Surgical instruments or methods for treatment of bones or joints; Devices specially adapted therefor for osteosynthesis, e.g. bone plates, screws or setting implements
- A61B17/68—Internal fixation devices, including fasteners and spinal fixators, even if a part thereof projects from the skin
- A61B17/84—Fasteners therefor or fasteners being internal fixation devices
- A61B17/86—Pins or screws or threaded wires; nuts therefor
- A61B17/866—Material or manufacture
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C8/00—Means to be fixed to the jaw-bone for consolidating natural teeth or for fixing dental prostheses thereon; Dental implants; Implanting tools
- A61C8/0012—Means to be fixed to the jaw-bone for consolidating natural teeth or for fixing dental prostheses thereon; Dental implants; Implanting tools characterised by the material or composition, e.g. ceramics, surface layer, metal alloy
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C8/00—Means to be fixed to the jaw-bone for consolidating natural teeth or for fixing dental prostheses thereon; Dental implants; Implanting tools
- A61C8/0093—Features of implants not otherwise provided for
- A61C8/0096—Implants for use in orthodontic treatment
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/02—Inorganic materials
- A61L27/04—Metals or alloys
- A61L27/06—Titanium or titanium alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
- C22F1/183—High-melting or refractory metals or alloys based thereon of titanium or alloys based thereon
Definitions
- the present invention relates to a base material for a screw or a screw and a manufacturing method thereof, in particular a base material for a medical screw or a medical screw and a manufacturing method thereof, more particularly a base material for a medical anchor screw or a medical anchor screw and a manufacturing method thereof, More particularly, it relates to an orthodontic anchor screw base material or an orthodontic anchor screw and a method of manufacturing the same.
- Titanium medical screws have become important in medical implants. Most of these are made of alloy titanium (Ti64). Titanium alloys (eg Ti-6Al-4V) have had allergy problems especially with vanadium due to the alloying elements.
- Titanium alloys such as Ti-6Al-4V
- Ti-6Al-4V are not only inferior to pure titanium in corrosion resistance, but also cause elution of aluminum and vanadium, which are additive elements, and cause contamination of impurities. of screws are used.
- pure titanium since pure titanium has low strength, it is necessary to make up for the lack of strength by increasing the size of the screw or increasing the number of screws.
- Patent Documents 1 and 2 disclose that mechanical properties are improved by swaging titanium or a titanium alloy as an implant.
- Patent Document 3 describes appropriate processing conditions and degree of processing.
- Patent Documents 1 to 3 show the advantages of general working strengthening common to metal plastic working, and the working degree is preferably 20 to 80%, and if it is greater than 80%, it becomes brittle. It has been shown that cracks occur during processing.
- Patent Document 4 describes the characteristics of the processing mode of swaging, it is only qualitative and cannot be said to be sufficient from the point of view of reliability.
- Patent Document 5 discloses a technique for improving the mechanical properties of titanium by methods such as warm rolling, extrusion, and die forging. This involves using the cyclic shear deformation method (ECAP), which is one of the crystal refinement and strengthening methods of titanium, to create a material by controlling the temperature while heating from the surroundings, and then performing the main secondary processing. The effect is enhanced by rolling. In particular, it is characterized by miniaturization and improved crystal isotropy.
- ECAP cyclic shear deformation method
- Patent Document 6 after refining titanium by a multi-axis forging process (MDF), it is subjected to rolling and linear processing, and the processing temperature at that time is 70 ° C. or less to increase strength. can be realized. Furthermore, in Non-Patent Document 1, it is shown that, for pure titanium types 1 to 4, starting from materials that have been refined by structural changes due to heat treatment such as quenching, they are further strengthened by working.
- MDF multi-axis forging process
- Japanese Patent Laid-Open No. 7-124242 Japanese Patent Laid-Open No. 9-135852.
- Japanese Patent Laid-Open No. 7-124242 Japanese Patent Laid-Open No. 9-135852.
- Pure titanium is the metal with the lowest allergy risk, but it lacks the tensile strength and torsional rupture strength required for medical screws compared to titanium alloys. Since less invasiveness is required, it is not preferable to increase the strength by increasing the size, and the strength of the material itself is required. Conventional technology tried to use the work hardening and fine strengthening characteristics of pure titanium to improve mechanical properties, but these were not sufficient. After making a special material that has been processed, rolling and other processes are performed to make a cylindrical shape (bar material or wire material) for medical screws. Therefore, the process is complicated, and there are restrictions on the shape and volume of the material subjected to huge strain, making it unsuitable for actual mass production.
- CP titanium which is commercially available as a bar or wire, is easily available, but its crystal grains are as large as several tens of microns and do not have sufficient strength. Since there is some variation in , it was necessary to have quality control to achieve stable production and high reliability even when using this.
- an object of the present invention is to provide a pure titanium screw base material or a pure titanium screw having sufficient strength comparable to that of a titanium alloy, particularly a medical screw base material or a medical screw, and more particularly a medical anchor screw. It is an object of the present invention to provide a matrix or a medical anchor screw, more particularly an orthodontic anchor screw matrix or an orthodontic anchor screw.
- Another object of the present invention is to provide a method for manufacturing the pure titanium screw base material, the pure titanium screw, or the like, in addition to or in addition to the above objects.
- the object of the present invention is to enable production from commercially available pure titanium bars or wires without going through a special process such as large strain processing, and to achieve stable production and a highly reliable management method. It is an object of the present invention to provide a manufacturing method capable of manufacturing the pure titanium screw base material or the pure titanium screw, etc.
- ⁇ 1> A substantially cylindrical screw base material or screw made of pure titanium, the maximum specific strength of the (1 0 ⁇ 1 0) plane orientation in the axial direction of the substantially cylindrical shape being 3 or more, preferably 4 or more, more preferably 5 or more base material for screw or screw. See below for the term “(1 0 ⁇ 1 0) plane”.
- the crystallite size of pure titanium is preferably 280 ⁇ or less, preferably 270 ⁇ or less, and more preferably 260 ⁇ or less.
- the screw base material or screw preferably has at least one, two, or three of the following properties i) to iii): .
- Property i) Tensile strength of 800 MPa or more, preferably 860 MPa or more, more preferably 920 MPa or more;
- Property ii) hardness of 200 HV or more, preferably 220 HV or more, more preferably 240 HV or more;
- Characteristic iii) Reduction of area of 45% or more, preferably 50% or more, more preferably 60% or more.
- the pure titanium consists of two types of pure titanium, three types of pure titanium, four types of pure titanium, and pure titanium with crystal grains refined to 1 ⁇ m or less. It is better to be chosen from the group.
- the pure titanium is preferably one of four types of pure titanium.
- the base material for a screw or the screw is preferably a base material for a medical anchor screw or an anchor screw for medical use.
- the screw base material or the screw is preferably an orthodontic anchor screw base material or an orthodontic anchor screw.
- the screw head is formed by forging the screw base material according to any one of the above ⁇ 1> to ⁇ 8> or the screw base material obtained by the manufacturing method according to the above ⁇ 9> at 250°C or less.
- ⁇ 12> In the above ⁇ 10>, after the step (II), a step of forming the screw head by forging the screw base material at 250°C or less, or after the step (III), the screw at 250° C. or less to form the screw head.
- the substantially cylindrical screw base material or the substantially cylindrical screw has a (1 0 ⁇ 1 0) plane orientation specific strength in the axial direction is 3 or more, preferably 4, more preferably 5.
- the pure titanium material preferably has a crystallite size of 280 ⁇ or less, preferably 270 ⁇ or less, more preferably 260 ⁇ or less.
- the substantially cylindrical screw base material or the substantially cylindrical screw is pure titanium, and has a crystallite size of 280 ⁇ or less, preferably 270 ⁇ or less, More preferably, it should be 260 ⁇ or less.
- the substantially cylindrical screw base material or screw preferably has at least one of the following properties i) to iii).
- Property i) Tensile strength of 800 MPa or more, preferably 860 MPa or more, more preferably 920 MPa or more;
- Property ii) hardness of 200 HV or more, preferably 220 HV or more, more preferably 240 HV or more;
- Characteristic iii) Reduction of area of 45% or more, preferably 50% or more, more preferably 60% or more.
- the pure titanium material is selected from pure titanium of two types, three types of pure titanium, four types of pure titanium, and pure titanium with crystal grains refined to 1 ⁇ m or less.
- the pure titanium material is preferably four types of pure titanium.
- the base material for a screw or the screw is preferably a base material for a medical anchor screw or an anchor screw for medical use.
- the screw base material or the screw is preferably an orthodontic anchor screw base material or an orthodontic anchor screw.
- a pure titanium screw base material or a pure titanium screw having sufficient strength comparable to that of a titanium alloy, particularly a base material for a medical screw or a medical screw, more particularly a base material for a medical anchor screw or medical screw.
- orthodontic anchor screw more particularly an orthodontic anchor screw base material or an orthodontic anchor screw.
- the present invention can provide a method for manufacturing the pure titanium screw base material or the pure titanium screw. Specifically, according to the present invention, it is possible to manufacture from commercially available pure titanium bars or wires without going through a special process such as huge strain processing, and the above-mentioned stable production and highly reliable management method can be used. It is possible to provide a manufacturing method capable of manufacturing a pure titanium screw base material, a pure titanium screw, or the like.
- FIG. 2 is a diagram showing the (10-10) plane of the base material as a pole figure using analysis software DIFFRAC.TEXTURE MRDB V4.1 (manufactured by BRUKER).
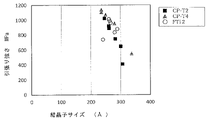
- FIG. 2 is a diagram in which the horizontal axis is the crystallite size ( ⁇ ) and the vertical axis is the tensile strength (MPa) for rod-shaped processed base materials obtained in Examples.
- FIG. 2 is a diagram in which the horizontal axis is the crystallite size ( ⁇ ) and the vertical axis is the hardness (HV) for rod-shaped processed base materials obtained in Examples.
- FIG. 2 is a diagram with crystallite size ( ⁇ ) on the horizontal axis and reduction of area (%) on the vertical axis for rod-shaped processed base materials obtained in Examples.
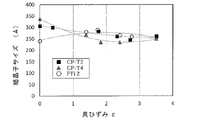
- FIG. 2 is a diagram with the true strain ⁇ on the horizontal axis and the crystallite size ( ⁇ ) on the vertical axis for rod-shaped processed base materials obtained in Examples.
- FIG. 2 is a diagram in which the horizontal axis represents the true strain ⁇ and the vertical axis represents the maximum specific strength (orientation) of the rod-shaped processed base material obtained in the example.
- FIG. 2 is a diagram in which the maximum specific strength (orientation) is plotted on the horizontal axis and the tensile strength (MPa) is plotted on the vertical axis for rod-shaped processed base materials obtained in Examples.
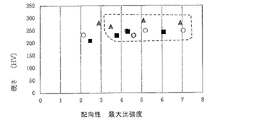
- FIG. 2 is a diagram in which the maximum specific strength (orientation) is plotted on the horizontal axis and the hardness (HV) is plotted on the vertical axis for rod-shaped processed base materials obtained in Examples.
- FIG. 2 is a diagram in which the maximum specific strength (orientation) is plotted on the horizontal axis and the reduction of area (%) is plotted on the vertical axis for rod-shaped processed base materials obtained in Examples.
- FIG. 2 is a diagram of a base material obtained using a material CP-T4, with the horizontal axis representing the true strain ⁇ and the vertical axis representing the reduction of area (%). It is a photograph of a head processed on a base material obtained using a material CP-T4 with a true strain of 0 and a true strain of 2.65.
- the present application provides a substantially cylindrical pure titanium screw base material, a substantially cylindrical pure titanium screw, a method for manufacturing the base material for the screw, and a method for manufacturing the screw.
- ⁇ Base material for screws> The present application relates to a substantially cylindrical pure titanium screw base material, wherein the maximum value of the specific strength of the orientation of the (1 0 -1 0) plane in the axial direction of the substantially cylindrical shape is 3 or more, preferably 4 or more. , more preferably 5 or more. Also, the maximum value of the orientation specific strength is preferably 15 or less, preferably 12 or less, and more preferably 10 or less.
- the phrase “(1 0 -1 0)" in this specification is usually represented by (X) below. However, in this specification, the term “(1 0 -1 0)” will be used for convenience.
- substantially cylindrical includes not only a cylindrical shape but also a so-called truncated cone shape in which the side surface is inclined along the axial direction of the cylindrical shape. included.
- “Made of pure titanium” is not limited to one that does not contain any impurities. It may be pure titanium with crystal grains refined to 1 ⁇ m or less.
- the material of “pure titanium” is preferably selected from the group consisting of 2 types of pure titanium, 3 types of pure titanium, 4 types of pure titanium, and pure titanium with crystal grains refined to 1 ⁇ m or less.
- the screw base material of the present invention has a maximum specific strength of 3 or more in the orientation of the (1 0 -1 0) plane in the axial direction of the substantially cylindrical shape. Also, the maximum value is preferably 4 or more, more preferably 5 or more. Also, the maximum value of the orientation specific strength is preferably 15 or less, preferably 12 or less, and more preferably 10 or less.
- the "axial direction" is synonymous with the length direction of the substantially cylindrical shape. Pure titanium is usually isotropic (or equiaxed), but can be oriented by processing. Due to the orientation, the screw base material can be given properties that cannot be obtained with an isotropic (or equiaxed crystal) structure.
- a specific crystal plane is preferentially aligned in the axial direction by a force applied perpendicularly to the outer peripheral surface of the raw material toward the center of the raw material for obtaining a substantially cylindrical screw base material having a circular cross section.
- the strength in the axial direction is generally increased, and the tensile strength of the screw base material and the screw formed from the base material can be improved.
- X-ray diffraction is used to quantitatively treat a specific crystal plane of pure titanium in the direction of interest with the maximum value of the ratio of intensity to average intensity. I found out.
- a pole figure shows how specific crystal planes of a material are distributed in a cross section of the material, and its intensity is generally indicated by a contour map or shading.
- the maximum specific intensity is the ratio of the intensity of the darkest part to the average. The higher the specific intensity, the higher the orientation (also referred to as anisotropy), and the closer to 1, the less orientation and the isotropic or random distribution.
- the maximum value of specific intensity can be obtained by using X-ray diffraction (XRD), as described above.
- XRD X-ray diffraction
- D8 ADVANCE manufactured by BRUKER was used as an X-ray diffraction device, cobalt was used for the tube, and the output was set at a voltage of 35 kV and a current of 40 mA.
- a two-dimensional detector is used with a divergence slit diameter of 0.3 mm and a collimator diameter of 0.3 mm.
- the in-plane direction angle ⁇ of the sample was measured in 72 steps in 5 degree increments around 360 degrees, and the range of the tilt angle ⁇ was determined by measuring the starting point at 15 degrees and the ending point at 45 degrees.
- the obtained measurement data was analyzed using the analysis software DIFFRAC.TEXTURE MRDB V4.1 (manufactured by BRUKER), and the pole figure of (10-10) showing the characteristic behavior in the orientation of pure titanium to create each.
- DIFFRAC.TEXTURE MRDB V4.1 manufactured by BRUKER
- the maximum value of the relative intensities where the average intensity of the entire pole figure is defined as 1 is defined as the maximum specific intensity. If the material is isotropic (no orientation) there will be less color shading, and orientation will produce darker areas at certain angles and higher relative intensities at those angles.
- the angle at which the intensity reaches the maximum value can also be found using a contour map (contour map).
- the "maximum value of the specific strength of the orientation of the (10-10) plane in the axial direction of the substantially cylindrical shape" is 3 or more, preferably 4 or more, and more preferably 5 or more. It's good.
- the tensile strength in the axial direction of the screw is important.
- the tensile strength should be 800 MPa or higher, preferably 860 MPa or higher, more preferably 920 MPa or higher. It is preferably 820 MPa or more in order to make it nearly equivalent to alloy titanium (eg, Ti-6%Al-4%V). Depending on the application, 950 MPa is more preferable.
- Tensile strength can be measured with an Amsler universal testing machine.
- the Vickers hardness should be 200 HV or higher, preferably 220 HV or higher, and more preferably 240 HV or higher. Hardness can be measured with a Vickers hardness tester.
- the screw is required to have high toughness (non-brittle property), and is generally required to have a sufficient constriction at break, that is, to have a constriction. Therefore, the reduction of area is 45% or more, preferably 50% or more, and considering subsequent workability such as heading, it is more preferable that the reduction is 60% or more.
- the term "reduction" means plastic workability in the axial direction (longitudinal direction) of a substantially cylindrical shape. The reduction of area can be measured by the evaluation value of the constriction at the time of tensile breakage, and specifically can be tested and measured with an Amsler universal testing machine.
- a crystallite is a minimum unit that contributes to X-ray diffraction, unlike a crystal grain size, and is a portion of a crystal grain that can be regarded as a single crystal.
- the crystallite size is a smaller value (or unit) than the crystal grain size determined from the apparent size of the crystal.
- the grain size and the crystallite size can be considered to be almost the same, but if the crystal loses its regularity under various conditions due to processing, there is not necessarily a correlation between the grain size and the crystallite size. cease to be. It was decided to use the crystallite size as an index of whether pure titanium has desired properties, particularly mechanical properties, regardless of the presence or absence of processing and the degree of processing.
- XRD X-ray diffraction
- the crystallite size is L vol [ ⁇ ], the measurement wavelength ⁇ [ ⁇ ], the integrated width ⁇ [rad] of the peak excluding the influence of the apparatus, and the angular position ⁇ [rad] of the peak . It can be obtained from the Scherrer equation represented by 1.
- the crystallite size is preferably 280 ⁇ or less, preferably 270 ⁇ or less, more preferably 260 ⁇ or less.
- the screw of the present invention is preferably formed from the screw base material described above. Therefore, the screw of the present invention should have the same properties as the screw base material described above. That is, the screw of the present invention is a substantially cylindrical screw made of pure titanium, and the maximum value of the specific strength of the orientation of the (1 0 -1 0) plane in the axial direction of the substantially cylindrical shape is 3 or more, preferably It should be 4 or more, more preferably 5 or more. Also, the crystallite size of pure titanium is preferably 280 ⁇ or less, preferably 270 ⁇ or less, more preferably 260 ⁇ or less.
- Property i) Tensile strength of 800 MPa or more, preferably 860 MPa or more, more preferably 920 MPa or more;
- Property ii) hardness of 200 HV or more, preferably 220 HV or more, more preferably 240 HV or more;
- Characteristic iii) Reduction of area of 45% or more, preferably 50% or more, more preferably 60% or more.
- the screw of the present invention is made of pure titanium. It is preferably selected from the group consisting of titanium, preferably four types of pure titanium.
- the screw of the present invention preferably has a combination of A) the desired maximum value of the orientation specific strength and B) the desired crystallite size.
- the screw of the present invention may have a combination of B) desired crystallite size and C) mechanical properties i) to iii) at least one, two or three of properties i) to iii).
- the screw of the present invention has A) a desired maximum value of the orientation specific strength, B) a desired crystallite size, and C) at least one of mechanical properties i) to iii), 2 It may be desirable to have one characteristic, or a combination of three characteristics.
- the base material for screws of the present invention is preferably a base material for medical screws, particularly a base material for medical anchor screws.
- the medical anchor screw base material is preferably an orthodontic anchor screw base material.
- the screw of the present invention may be a medical screw, in particular a medical anchor screw.
- the medical anchor screw may be an orthodontic anchor screw.
- the screw base material can be manufactured by the following manufacturing method. i.e. (Ia) preparing a pure titanium material; and (IIa) swaging the pure titanium material; By having, the base material for the screw can be obtained.
- swaging is adopted as a method for processing pure titanium, and the reason for this adoption is as follows. That is, by deforming (plastically deforming) the metal material, approximately 90% of the strain energy introduced by the deformation is converted into heat (processing heat), thereby increasing the temperature of the metal material itself. In general, it is considered to be around 100°C, although it depends on the processing method, and the heat generated during processing is not used alone for processing. and processed.
- Titanium has a low thermal conductivity, which suppresses the diffusion of heat throughout the material, and the heat stays in the part where the material undergoes plastic deformation, so the temperature rises further. If the working conditions are the same, the thermal conductivity of titanium is less than half that of steel, so it is thought that the temperature of the machined portion will rise about twice, that is, about 200.degree.
- Swaging has such properties and is therefore a preferred processing method for increasing the temperature of the material itself by the heat of processing.
- this method it is possible to continue processing without performing intermediate annealing (softening heat treatment to give ductility to the material), and to reduce the material diameter by repeating the single process several times to several tens of times. It is possible to process up to the final material diameter. In this way, since the ductility is spontaneously improved by recrystallization that occurs during working, it is possible to increase the total working ratio (sum of single steps) to 80 to 95% or more beyond the conventional case. .
- the present invention provides the following manufacturing method. That is, (I) the step of preparing a pure titanium material having a substantially cylindrical shape and a cross-sectional area of A0; and (II) the step of swaging the pure titanium material;
- a substantially cylindrical screw base material having a cross-sectional area of A1 after swaging and a true strain represented by ln(A0/A1) of 2 or more is obtained. provide a way.
- the "true strain” is an index indicating the degree of processing
- the true strain ⁇ can be expressed by the following equation 2 from the cross-sectional area A0 before processing and the cross-sectional area A1 after processing.
- the "workability” is literally an index indicating the workability
- the workability e can be expressed by the following equation 3 from the cross-sectional area A0 before processing and the cross-sectional area A1 after processing.
- the true strain ⁇ is 1.61
- the true strain ⁇ is 2.3
- the true strain ⁇ is 3. is 0.
- the true strain ⁇ is 2 or more (workability of 86% or more), preferably 2.5 or more (workability of 92% or more), more preferably 3 or more (workability of 95% or more).
- the screw base material obtained by the method of the present invention has the same definition and the same properties as above.
- swaging conditions are not particularly limited as long as the true strain ⁇ and/or workability e described above can be achieved.
- swaging conditions may include, but are not limited to, setting conditions such that the surface temperature of the workpiece being worked is 250° C. or higher.
- the present invention also provides a method of manufacturing a screw. That is, (III) a step of imparting a screw shape to the screw base material obtained by the above-described screw base material manufacturing method or the screw base material having the above-described properties; To provide a method for manufacturing a screw, wherein the screw is obtained by further comprising In the manufacturing method described above, the true strain and workability have the same definitions as above.
- ⁇ Pure titanium material> As pure titanium materials, i) 2 types of pure titanium with a wire diameter of 5.8 mm (CP-T2) (manufactured by Toho Tech Co., Ltd.), and ii) 4 types of pure titanium with a wire diameter of 6.0 mm (CP-T4 ) (manufactured by Toho Tech Co., Ltd.) was prepared. Further, iii) a block-shaped material (manufactured by Kawamoto Heavy Industries, Ltd.) is prepared by subjecting two types of pure titanium to UFG to refine the crystals to 1 ⁇ m or less, and the block-shaped material is cut out. A bar material (FTi2) with a wire diameter of 6.0 mm was prepared.
- the crystallite size was measured using a BRUKER X-ray diffractometer (D8 ADVANCE) with cobalt K ⁇ rays at a cobalt tube output of 35 kV and a current of 40 mA.
- the X-ray scanning range 2 ⁇ 35.0° to 48.0°, the divergence slit diameter 0.3 mm, and the collimator diameter 0.3 mm. EVA was used.
- Orientation was measured using an X-ray diffractometer (D8 ADVANCE) manufactured by BRUKER under the same conditions as above.
- the in-plane direction angle ⁇ of the sample was measured in 72 steps in 5-degree increments around 360 degrees, and the range of the tilt angle ⁇ was measured with a starting point of 15 degrees and an end point of 45 degrees.
- TEXTURE MRDB V4.1 manufactured by BRUKER
- a pole figure of the (1 0 -1 0) plane was created.
- a pole figure is shown in FIG.
- the maximum value of the relative intensities where the average intensity of the entire pole figure was defined as 1 was defined as the maximum specific intensity. In FIG. 1, when the material is isotropic, that is, when there is no orientation, there is little color shading. .
- the crystallite size and the orientation of the (10-10) plane of pure titanium in the axial direction were obtained under the conditions described above.
- the tensile test was measured with an Amsler universal testing machine. Hardness was measured with a micro Vickers hardness tester under a load of 2.94N. Also, the reduction of area (RA) was obtained by converting the diameter of the sample after breakage after the tensile test into an area according to Equation 4.
- D0 is the diameter of the material before testing
- D1 is the diameter of the neck of the material after tensile testing.
- FIGS. 2 to 4 are diagrams in which the horizontal axis is the crystallite size and the vertical axis is the mechanical properties. Specifically, FIG. 2 is a diagram in which the horizontal axis is the crystallite size and the vertical axis is the tensile strength. In addition, FIG. 3 is a diagram in which the horizontal axis is the crystallite size and the vertical axis is the hardness. Further, FIG. 4 is a diagram in which the horizontal axis is the crystallite size and the vertical axis is the aperture. From FIGS.
- the crystallite size is 280 ⁇ or less. Therefore, it can be seen that pure titanium having a crystallite size of 280 ⁇ or less provides the base material with desired mechanical properties.
- FIG. 5 is a diagram in which the horizontal axis is the true strain and the vertical axis is the crystallite size. From FIG. 5, it can be seen that the true strain should be 2 or more (86% or more workability) in order to make the crystallite size 280 ⁇ or less. 2 to 4, it can be seen that a base material having desired mechanical properties can be obtained by setting the true strain to 2 or more (workability of 86% or more).
- FIG. 6 is a diagram in which the horizontal axis is the true strain and the vertical axis is the maximum specific strength. It can be seen from FIG. 6 that the true strain should be 2 or more in order to obtain a maximum specific strength of 3 or more.
- 7 to 9 are diagrams in which the maximum specific strength is plotted on the horizontal axis and the mechanical properties are plotted on the vertical axis. Specifically, the vertical axis of FIG. 7 is tensile strength, the vertical axis of FIG. 8 is hardness, and the vertical axis of FIG. 9 is drawing. From FIGS. 7 to 9, it can be seen that when the maximum specific strength is 3 or more, desired mechanical properties such as tensile strength of 800 MPa or more, hardness of 200 HV or more, and reduction of area of 45% or more are obtained.
- FIG. 10 is a diagram showing the relationship between true strain (horizontal axis) and reduction of area of a base material obtained using material CP-T4. It can be seen from FIG. 10 that the reduction of area increases as the true strain increases. In particular, it can be seen that the reduction of area increases to 70% or more at a true strain of 3.5 (workability of 97%). In addition, this value is a value corresponding to pure titanium type 2. Further, from FIG. 10, it can be seen that when the true strain is 2 or more, the reduction is 45% or more. From FIGS. 10 and 5, it can be seen that the swaging process should be performed so that the true strain is 2 or more (86% or more of workability).
- Table 1 shows the head formability of the screw formed using the rod-shaped processed base material. It should be noted that the screw could be formed from the rod-shaped processed base material by upsetting (heading) like normal screw forming. From Table 1, using ii) CP-T4 as the raw material, the rod-shaped processed base material obtained with a true strain of 2.65 (93% workability) or more is usually true strain 0 (0% workability) It can be seen that the forging of the head, which was performed at 400°C or higher in the vicinity, can be performed at a lower temperature of 200°C.
- Fig. 11 shows a photograph of the head of CP-T4 when the recess on the head is processed into a hexalobular shape.
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Orthopedic Medicine & Surgery (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Engineering & Computer Science (AREA)
- Epidemiology (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Dentistry (AREA)
- Surgery (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Heart & Thoracic Surgery (AREA)
- Neurology (AREA)
- Nuclear Medicine, Radiotherapy & Molecular Imaging (AREA)
- Molecular Biology (AREA)
- Medical Informatics (AREA)
- Biomedical Technology (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Dermatology (AREA)
- Medicinal Chemistry (AREA)
- Transplantation (AREA)
- Vascular Medicine (AREA)
- Materials For Medical Uses (AREA)
- Dental Preparations (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023527537A JP7464330B2 (ja) | 2021-06-07 | 2022-03-30 | スクリュー用母材、スクリューとその製造方法 |
| EP22819919.6A EP4353272A4 (en) | 2021-06-07 | 2022-03-30 | BASE MATERIAL FOR SCREW, SCREW AND METHOD FOR MANUFACTURING SAME |
| US18/566,837 US20240268927A1 (en) | 2021-06-07 | 2022-03-30 | Base material for screw, screw, and method for producing same |
| KR1020247000155A KR20240019227A (ko) | 2021-06-07 | 2022-03-30 | 스크루용 모재, 스크루와 그의 제조 방법 |
| CN202280040610.7A CN117440839A (zh) | 2021-06-07 | 2022-03-30 | 螺钉用母材、螺钉及其制造方法 |
| JP2024044224A JP2024080702A (ja) | 2021-06-07 | 2024-03-19 | スクリュー用母材、スクリューとその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021095318 | 2021-06-07 | ||
| JP2021-095318 | 2021-06-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022259731A1 true WO2022259731A1 (ja) | 2022-12-15 |
Family
ID=84425183
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/015918 Ceased WO2022259731A1 (ja) | 2021-06-07 | 2022-03-30 | スクリュー用母材、スクリューとその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240268927A1 (https=) |
| EP (1) | EP4353272A4 (https=) |
| JP (2) | JP7464330B2 (https=) |
| KR (1) | KR20240019227A (https=) |
| CN (1) | CN117440839A (https=) |
| WO (1) | WO2022259731A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024128244A1 (ja) * | 2022-12-14 | 2024-06-20 | 株式会社丸ヱム製作所 | スクリュー用母材、スクリューとその製造方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07124242A (ja) | 1993-11-09 | 1995-05-16 | Nikon Corp | インプラント |
| JPH07163605A (ja) * | 1993-12-15 | 1995-06-27 | Nikon Corp | インプラント及びインプラント用基材 |
| JPH08289927A (ja) * | 1995-04-21 | 1996-11-05 | Nikon Corp | 骨内インプラント及びその製造方法 |
| JPH09135852A (ja) | 1995-11-15 | 1997-05-27 | Ishifuku Metal Ind Co Ltd | 人工歯根の製造方法 |
| JP2005105385A (ja) * | 2003-10-01 | 2005-04-21 | National Institute Of Advanced Industrial & Technology | 微細組織チタン及びその製造方法 |
| JP2012506290A (ja) * | 2008-10-22 | 2012-03-15 | カーペンター・テクノロジー・コーポレーション | 生体臨床医学用のナノ組織化純チタンとそれを利用したロッド制作方法 |
| WO2014038487A1 (ja) * | 2012-09-04 | 2014-03-13 | 国立大学法人電気通信大学 | 部材の製造方法および生体材料 |
| JP2016505387A (ja) * | 2012-12-11 | 2016-02-25 | インスティトゥト ヴィソキフ チシニエン ポルスキエイ アカデミイ ナウク | とりわけ医療用インプラントのためのナノ結晶チタンの製造方法、及び、医療用チタンインプラント |
| JP6737686B2 (ja) | 2016-10-24 | 2020-08-12 | 国立大学法人豊橋技術科学大学 | 純チタン金属ワイヤおよびその加工方法 |
| JP2021508764A (ja) * | 2017-11-22 | 2021-03-11 | スーチュァン ユニバーシティーSichuan University | 高強靭性糸状結晶純チタンおよびその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5536789Y2 (https=) | 1978-08-15 | 1980-08-29 | ||
| JPH0737686A (ja) | 1993-07-23 | 1995-02-07 | Sharp Corp | Elパネルおよびその製造方法 |
| US7014722B1 (en) * | 1999-08-16 | 2006-03-21 | Sumitomo Titanium Corporation | Titanium material superior in upset-forgeability and method of producing the same |
-
2022
- 2022-03-30 KR KR1020247000155A patent/KR20240019227A/ko active Pending
- 2022-03-30 EP EP22819919.6A patent/EP4353272A4/en active Pending
- 2022-03-30 JP JP2023527537A patent/JP7464330B2/ja active Active
- 2022-03-30 WO PCT/JP2022/015918 patent/WO2022259731A1/ja not_active Ceased
- 2022-03-30 CN CN202280040610.7A patent/CN117440839A/zh active Pending
- 2022-03-30 US US18/566,837 patent/US20240268927A1/en active Pending
-
2024
- 2024-03-19 JP JP2024044224A patent/JP2024080702A/ja active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07124242A (ja) | 1993-11-09 | 1995-05-16 | Nikon Corp | インプラント |
| JPH07163605A (ja) * | 1993-12-15 | 1995-06-27 | Nikon Corp | インプラント及びインプラント用基材 |
| JPH08289927A (ja) * | 1995-04-21 | 1996-11-05 | Nikon Corp | 骨内インプラント及びその製造方法 |
| JPH09135852A (ja) | 1995-11-15 | 1997-05-27 | Ishifuku Metal Ind Co Ltd | 人工歯根の製造方法 |
| JP2005105385A (ja) * | 2003-10-01 | 2005-04-21 | National Institute Of Advanced Industrial & Technology | 微細組織チタン及びその製造方法 |
| JP2012506290A (ja) * | 2008-10-22 | 2012-03-15 | カーペンター・テクノロジー・コーポレーション | 生体臨床医学用のナノ組織化純チタンとそれを利用したロッド制作方法 |
| JP5536789B2 (ja) | 2008-10-22 | 2014-07-02 | カーペンター・テクノロジー・コーポレーション | 生体臨床医学用のナノ組織化純チタンとそれを利用したロッド制作方法 |
| WO2014038487A1 (ja) * | 2012-09-04 | 2014-03-13 | 国立大学法人電気通信大学 | 部材の製造方法および生体材料 |
| JP2016505387A (ja) * | 2012-12-11 | 2016-02-25 | インスティトゥト ヴィソキフ チシニエン ポルスキエイ アカデミイ ナウク | とりわけ医療用インプラントのためのナノ結晶チタンの製造方法、及び、医療用チタンインプラント |
| JP6737686B2 (ja) | 2016-10-24 | 2020-08-12 | 国立大学法人豊橋技術科学大学 | 純チタン金属ワイヤおよびその加工方法 |
| JP2021508764A (ja) * | 2017-11-22 | 2021-03-11 | スーチュァン ユニバーシティーSichuan University | 高強靭性糸状結晶純チタンおよびその製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| See also references of EP4353272A4 |
| WASEDAMATSUBARASHINODA, BASICS OF EXERCISE X-RAY STRUCTURAL ANALYSIS (UCHIDA ROKAKUHO, 2008, pages 103 - 108 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024128244A1 (ja) * | 2022-12-14 | 2024-06-20 | 株式会社丸ヱム製作所 | スクリュー用母材、スクリューとその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7464330B2 (ja) | 2024-04-09 |
| CN117440839A (zh) | 2024-01-23 |
| KR20240019227A (ko) | 2024-02-14 |
| JPWO2022259731A1 (https=) | 2022-12-15 |
| EP4353272A1 (en) | 2024-04-17 |
| EP4353272A4 (en) | 2025-06-18 |
| JP2024080702A (ja) | 2024-06-13 |
| US20240268927A1 (en) | 2024-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Naizabekov et al. | Effect of combined rolling–ECAP on ultrafine-grained structure and properties in 6063 Al alloy | |
| JP5419098B2 (ja) | ナノ結晶含有チタン合金およびその製造方法 | |
| JP5592818B2 (ja) | 疲労強度に優れたα−β型チタン合金押出材およびそのα−β型チタン合金押出材の製造方法 | |
| Naizabekov et al. | Structure and mechanical properties of steel in the process “pressing–drawing” | |
| EP2868759B1 (en) | ALPHA + BETA TYPE Ti ALLOY AND PROCESS FOR PRODUCING SAME | |
| Attarilar et al. | Strain uniformity footprint on mechanical performance and erosion-corrosion behavior of equal channel angular pressed pure titanium | |
| JP7307314B2 (ja) | α+β型チタン合金棒材及びその製造方法 | |
| JP2020152970A (ja) | チタン合金棒材及びその製造方法 | |
| Bézi et al. | Processing of ultrafine-grained titanium with high strength and good ductility by a combination of multiple forging and rolling | |
| JP7368798B2 (ja) | 純チタン金属材料の加工方法 | |
| WO2022259731A1 (ja) | スクリュー用母材、スクリューとその製造方法 | |
| JP5421796B2 (ja) | 超音波探傷試験における欠陥検出能力に優れたチタン合金ビレット | |
| JP5072725B2 (ja) | 超音波探傷試験における欠陥検出能力に優れたチタン合金ビレット | |
| Dobatkin et al. | Submicrocristalline structure in copper after different severe plastic deformation schemes | |
| EP4635523A1 (en) | Base material for screw, screw, and method for producing same | |
| Raab et al. | Ultrafine-grained pure Ti processed by new SPD scheme combining drawing with Shear | |
| JP6785366B2 (ja) | チタン合金素材 | |
| RU2224047C1 (ru) | Способ изготовления листовых полуфабрикатов из титановых сплавов | |
| Visagan et al. | A hybrid optimization approach of single point incremental sheet forming of aisi 316l stainless steel using grey relation analysis coupled with principal component analysiss | |
| Khazaali et al. | An inclusive experimental investigation on influences of different process parameters in warm incremental forming of AZ31 magnesium sheets | |
| Hosseini et al. | On the feasibility of a novel severe plastic deformation method for cylindrical tubes; friction assisted tubular channel pressing (FATCP) | |
| CN117321232A (zh) | 铝合金、铝合金线及铝合金线的制造方法 | |
| Balali et al. | Study on optimization of parameters affecting simple shear extrusion of pure copper to fabricate fine grain structure | |
| Palán et al. | Continues rotary extrusion of pure nanocrystalline titanium | |
| Heidari et al. | Study of Mechanical Properties of 7075 Aluminum Alloy Due to Particle Size Reduction due to Constrained Groove Pressing CGP Process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22819919 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023527537 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18566837 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280040610.7 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 20247000155 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020247000155 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022819919 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022819919 Country of ref document: EP Effective date: 20240108 |