WO2022181237A1 - 共重合体、成形体、射出成形体および被覆電線 - Google Patents
共重合体、成形体、射出成形体および被覆電線 Download PDFInfo
- Publication number
- WO2022181237A1 WO2022181237A1 PCT/JP2022/003652 JP2022003652W WO2022181237A1 WO 2022181237 A1 WO2022181237 A1 WO 2022181237A1 JP 2022003652 W JP2022003652 W JP 2022003652W WO 2022181237 A1 WO2022181237 A1 WO 2022181237A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- copolymer
- present disclosure
- units
- molded article
- molding
- Prior art date
Links
- 229920001577 copolymer Polymers 0.000 title claims abstract description 126
- 238000002347 injection Methods 0.000 title claims description 9
- 239000007924 injection Substances 0.000 title claims description 9
- KHXKESCWFMPTFT-UHFFFAOYSA-N 1,1,1,2,2,3,3-heptafluoro-3-(1,2,2-trifluoroethenoxy)propane Chemical group FC(F)=C(F)OC(F)(F)C(F)(F)C(F)(F)F KHXKESCWFMPTFT-UHFFFAOYSA-N 0.000 claims abstract description 39
- 125000000524 functional group Chemical group 0.000 claims abstract description 36
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 claims abstract description 35
- 239000000178 monomer Substances 0.000 claims abstract description 15
- 239000011247 coating layer Substances 0.000 claims description 24
- 238000000576 coating method Methods 0.000 claims description 24
- 239000011248 coating agent Substances 0.000 claims description 22
- 125000004432 carbon atom Chemical group C* 0.000 claims description 10
- 239000000155 melt Substances 0.000 abstract description 8
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 53
- 238000012360 testing method Methods 0.000 description 37
- 239000008188 pellet Substances 0.000 description 31
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 30
- 238000000034 method Methods 0.000 description 29
- 239000007789 gas Substances 0.000 description 26
- 229910052757 nitrogen Inorganic materials 0.000 description 26
- -1 polytetrafluoroethylene, tetrafluoroethylene Polymers 0.000 description 26
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 25
- 239000010410 layer Substances 0.000 description 23
- 230000035699 permeability Effects 0.000 description 23
- 238000000465 moulding Methods 0.000 description 21
- 229910052731 fluorine Inorganic materials 0.000 description 20
- 150000002978 peroxides Chemical class 0.000 description 20
- 239000011737 fluorine Substances 0.000 description 19
- 239000000463 material Substances 0.000 description 18
- 238000006116 polymerization reaction Methods 0.000 description 17
- 239000011162 core material Substances 0.000 description 15
- 230000000052 comparative effect Effects 0.000 description 14
- 239000000126 substance Substances 0.000 description 13
- 238000012546 transfer Methods 0.000 description 13
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 12
- 238000001125 extrusion Methods 0.000 description 12
- 238000012856 packing Methods 0.000 description 12
- 238000003682 fluorination reaction Methods 0.000 description 11
- 239000000446 fuel Substances 0.000 description 11
- 238000007654 immersion Methods 0.000 description 11
- 239000007788 liquid Substances 0.000 description 11
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 10
- 238000010521 absorption reaction Methods 0.000 description 10
- 238000001746 injection moulding Methods 0.000 description 10
- 239000011255 nonaqueous electrolyte Substances 0.000 description 10
- 239000000843 powder Substances 0.000 description 10
- 235000013305 food Nutrition 0.000 description 9
- 239000000243 solution Substances 0.000 description 9
- 239000004020 conductor Substances 0.000 description 8
- 238000002844 melting Methods 0.000 description 8
- 230000008018 melting Effects 0.000 description 8
- 239000000203 mixture Substances 0.000 description 8
- 230000007547 defect Effects 0.000 description 7
- 239000002904 solvent Substances 0.000 description 7
- 238000001228 spectrum Methods 0.000 description 7
- 238000005299 abrasion Methods 0.000 description 6
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- 239000011347 resin Substances 0.000 description 6
- 238000007789 sealing Methods 0.000 description 6
- 239000003566 sealing material Substances 0.000 description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 5
- 238000005033 Fourier transform infrared spectroscopy Methods 0.000 description 5
- 239000007864 aqueous solution Substances 0.000 description 5
- 239000012986 chain transfer agent Substances 0.000 description 5
- 239000003814 drug Substances 0.000 description 5
- 229940079593 drug Drugs 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 239000003505 polymerization initiator Substances 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 230000008054 signal transmission Effects 0.000 description 5
- 239000004094 surface-active agent Substances 0.000 description 5
- 239000002253 acid Substances 0.000 description 4
- 230000008033 biological extinction Effects 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 238000012937 correction Methods 0.000 description 4
- 238000005187 foaming Methods 0.000 description 4
- HCDGVLDPFQMKDK-UHFFFAOYSA-N hexafluoropropylene Chemical group FC(F)=C(F)C(F)(F)F HCDGVLDPFQMKDK-UHFFFAOYSA-N 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 239000007870 radical polymerization initiator Substances 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 3
- 239000006057 Non-nutritive feed additive Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 125000002252 acyl group Chemical group 0.000 description 3
- 239000003945 anionic surfactant Substances 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 238000010828 elution Methods 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 125000001153 fluoro group Chemical group F* 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 239000012778 molding material Substances 0.000 description 3
- 125000005010 perfluoroalkyl group Chemical group 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- YPVDWEHVCUBACK-UHFFFAOYSA-N propoxycarbonyloxy propyl carbonate Chemical compound CCCOC(=O)OOC(=O)OCCC YPVDWEHVCUBACK-UHFFFAOYSA-N 0.000 description 3
- 239000004065 semiconductor Substances 0.000 description 3
- 238000010557 suspension polymerization reaction Methods 0.000 description 3
- 238000001721 transfer moulding Methods 0.000 description 3
- 238000005406 washing Methods 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 2
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 2
- LSDPWZHWYPCBBB-UHFFFAOYSA-N Methanethiol Chemical compound SC LSDPWZHWYPCBBB-UHFFFAOYSA-N 0.000 description 2
- BZLVMXJERCGZMT-UHFFFAOYSA-N Methyl tert-butyl ether Chemical compound COC(C)(C)C BZLVMXJERCGZMT-UHFFFAOYSA-N 0.000 description 2
- 241000209094 Oryza Species 0.000 description 2
- 235000007164 Oryza sativa Nutrition 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 238000002835 absorbance Methods 0.000 description 2
- 238000000862 absorption spectrum Methods 0.000 description 2
- NEHMKBQYUWJMIP-UHFFFAOYSA-N chloromethane Chemical compound ClC NEHMKBQYUWJMIP-UHFFFAOYSA-N 0.000 description 2
- 239000004927 clay Substances 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000000748 compression moulding Methods 0.000 description 2
- 239000006258 conductive agent Substances 0.000 description 2
- 238000010411 cooking Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000005796 dehydrofluorination reaction Methods 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 235000021186 dishes Nutrition 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 238000007720 emulsion polymerization reaction Methods 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- QWTDNUCVQCZILF-UHFFFAOYSA-N isopentane Chemical compound CCC(C)C QWTDNUCVQCZILF-UHFFFAOYSA-N 0.000 description 2
- AMXOYNBUYSYVKV-UHFFFAOYSA-M lithium bromide Chemical compound [Li+].[Br-] AMXOYNBUYSYVKV-UHFFFAOYSA-M 0.000 description 2
- KWGKDLIKAYFUFQ-UHFFFAOYSA-M lithium chloride Chemical compound [Li+].[Cl-] KWGKDLIKAYFUFQ-UHFFFAOYSA-M 0.000 description 2
- PQXKHYXIUOZZFA-UHFFFAOYSA-M lithium fluoride Chemical compound [Li+].[F-] PQXKHYXIUOZZFA-UHFFFAOYSA-M 0.000 description 2
- 229910001416 lithium ion Inorganic materials 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 2
- BCCOBQSFUDVTJQ-UHFFFAOYSA-N octafluorocyclobutane Chemical compound FC1(F)C(F)(F)C(F)(F)C1(F)F BCCOBQSFUDVTJQ-UHFFFAOYSA-N 0.000 description 2
- 235000019407 octafluorocyclobutane Nutrition 0.000 description 2
- 239000012785 packaging film Substances 0.000 description 2
- 229920006280 packaging film Polymers 0.000 description 2
- VLTRZXGMWDSKGL-UHFFFAOYSA-N perchloric acid Chemical compound OCl(=O)(=O)=O VLTRZXGMWDSKGL-UHFFFAOYSA-N 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 230000000379 polymerizing effect Effects 0.000 description 2
- 239000011253 protective coating Substances 0.000 description 2
- 235000009566 rice Nutrition 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- VZGDMQKNWNREIO-UHFFFAOYSA-N tetrachloromethane Chemical compound ClC(Cl)(Cl)Cl VZGDMQKNWNREIO-UHFFFAOYSA-N 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- UJZCJVSSNLSCSR-UHFFFAOYSA-N (15,16,16,17,17,18,18,19,19,20,20-undecachloro-2,2,3,3,4,4,5,5,6,6,7,7,8,8,9,9,10,10,11,11,12,12,13,13,14,14,15,22,22,22-triacontafluorodocosanoyl) 15,16,16,17,17,18,18,19,19,20,20-undecachloro-2,2,3,3,4,4,5,5,6,6,7,7,8,8,9,9,10,10,11,11,12,12,13,13,14,14 Chemical compound FC(F)(F)CC(Cl)(Cl)C(Cl)(Cl)C(Cl)(Cl)C(Cl)(Cl)C(Cl)(Cl)C(F)(Cl)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(=O)OOC(=O)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(Cl)C(Cl)(Cl)C(Cl)(Cl)C(Cl)(Cl)C(Cl)(Cl)C(Cl)(Cl)CC(F)(F)F UJZCJVSSNLSCSR-UHFFFAOYSA-N 0.000 description 1
- HBGQVKNZGOFLRH-UHFFFAOYSA-N (3,3-dichloro-2,2,4,4,4-pentafluorobutanoyl) 3,3-dichloro-2,2,4,4,4-pentafluorobutaneperoxoate Chemical compound FC(F)(F)C(Cl)(Cl)C(F)(F)C(=O)OOC(=O)C(F)(F)C(Cl)(Cl)C(F)(F)F HBGQVKNZGOFLRH-UHFFFAOYSA-N 0.000 description 1
- HLTAACNVRUAPLX-UHFFFAOYSA-N (6,6,7,7-tetrachloro-2,2,3,3,4,4,5,5,8,8,8-undecafluorooctanoyl) 6,6,7,7-tetrachloro-2,2,3,3,4,4,5,5,8,8,8-undecafluorooctaneperoxoate Chemical compound FC(F)(F)C(Cl)(Cl)C(Cl)(Cl)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(=O)OOC(=O)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(Cl)(Cl)C(Cl)(Cl)C(F)(F)F HLTAACNVRUAPLX-UHFFFAOYSA-N 0.000 description 1
- IDSJUBXWDMSMAR-UHFFFAOYSA-N (7,8,8,9,9-pentachloro-2,2,3,3,4,4,5,5,6,6,7,10,10,10-tetradecafluorodecanoyl) 7,8,8,9,9-pentachloro-2,2,3,3,4,4,5,5,6,6,7,10,10,10-tetradecafluorodecaneperoxoate Chemical compound FC(F)(F)C(Cl)(Cl)C(Cl)(Cl)C(F)(Cl)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(=O)OOC(=O)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(Cl)C(Cl)(Cl)C(Cl)(Cl)C(F)(F)F IDSJUBXWDMSMAR-UHFFFAOYSA-N 0.000 description 1
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 1
- ZZXUZKXVROWEIF-UHFFFAOYSA-N 1,2-butylene carbonate Chemical compound CCC1COC(=O)O1 ZZXUZKXVROWEIF-UHFFFAOYSA-N 0.000 description 1
- LZDKZFUFMNSQCJ-UHFFFAOYSA-N 1,2-diethoxyethane Chemical compound CCOCCOCC LZDKZFUFMNSQCJ-UHFFFAOYSA-N 0.000 description 1
- AYMDJPGTQFHDSA-UHFFFAOYSA-N 1-(2-ethenoxyethoxy)-2-ethoxyethane Chemical compound CCOCCOCCOC=C AYMDJPGTQFHDSA-UHFFFAOYSA-N 0.000 description 1
- NHJFHUKLZMQIHN-UHFFFAOYSA-N 2,2,3,3,3-pentafluoropropanoyl 2,2,3,3,3-pentafluoropropaneperoxoate Chemical compound FC(F)(F)C(F)(F)C(=O)OOC(=O)C(F)(F)C(F)(F)F NHJFHUKLZMQIHN-UHFFFAOYSA-N 0.000 description 1
- JUTIIYKOQPDNEV-UHFFFAOYSA-N 2,2,3,3,4,4,4-heptafluorobutanoyl 2,2,3,3,4,4,4-heptafluorobutaneperoxoate Chemical compound FC(F)(F)C(F)(F)C(F)(F)C(=O)OOC(=O)C(F)(F)C(F)(F)C(F)(F)F JUTIIYKOQPDNEV-UHFFFAOYSA-N 0.000 description 1
- QLJQYPFKIVUSEF-UHFFFAOYSA-N 2,2,3,3,4,4,5,5,6,6,6-undecafluorohexanoyl 2,2,3,3,4,4,5,5,6,6,6-undecafluorohexaneperoxoate Chemical compound FC(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(=O)OOC(=O)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)F QLJQYPFKIVUSEF-UHFFFAOYSA-N 0.000 description 1
- LFCQGZXAGWRTAL-UHFFFAOYSA-N 2,2,3,3,4,4,5,5,6,6,7,7,7-tridecafluoroheptanoyl 2,2,3,3,4,4,5,5,6,6,7,7,7-tridecafluoroheptaneperoxoate Chemical compound FC(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(=O)OOC(=O)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)F LFCQGZXAGWRTAL-UHFFFAOYSA-N 0.000 description 1
- YQIZLPIUOAXZKA-UHFFFAOYSA-N 2,2,3,3,4,4,5,5,6,6,7,7,8,8,8-pentadecafluorooctanoyl 2,2,3,3,4,4,5,5,6,6,7,7,8,8,8-pentadecafluorooctaneperoxoate Chemical compound FC(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(=O)OOC(=O)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)F YQIZLPIUOAXZKA-UHFFFAOYSA-N 0.000 description 1
- BECCBTJLCWDIHG-UHFFFAOYSA-N 2,2,3,3,4,4,5,5,6,6,7,7,8,8,9,9,9-heptadecafluorononanoyl 2,2,3,3,4,4,5,5,6,6,7,7,8,8,9,9,9-heptadecafluorononaneperoxoate Chemical compound FC(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(=O)OOC(=O)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)C(F)(F)F BECCBTJLCWDIHG-UHFFFAOYSA-N 0.000 description 1
- ZMPYMKAWMBVPQE-UHFFFAOYSA-N 2-[(6-chloropyridin-3-yl)methyl-ethylamino]-2-methyliminoacetic acid Chemical compound CCN(CC1=CN=C(C=C1)Cl)C(=NC)C(=O)O ZMPYMKAWMBVPQE-UHFFFAOYSA-N 0.000 description 1
- AQHKYFLVHBIQMS-UHFFFAOYSA-N 2-[difluoro(methoxy)methyl]-1,1,1,3,3,3-hexafluoropropane Chemical compound COC(F)(F)C(C(F)(F)F)C(F)(F)F AQHKYFLVHBIQMS-UHFFFAOYSA-N 0.000 description 1
- VGZZAZYCLRYTNQ-UHFFFAOYSA-N 2-ethoxyethoxycarbonyloxy 2-ethoxyethyl carbonate Chemical compound CCOCCOC(=O)OOC(=O)OCCOCC VGZZAZYCLRYTNQ-UHFFFAOYSA-N 0.000 description 1
- GENYBPRYOMJDAG-UHFFFAOYSA-N 3,4-dioctylphthalic acid Chemical compound CCCCCCCCC1=CC=C(C(O)=O)C(C(O)=O)=C1CCCCCCCC GENYBPRYOMJDAG-UHFFFAOYSA-N 0.000 description 1
- JGZVUTYDEVUNMK-UHFFFAOYSA-N 5-carboxy-2',7'-dichlorofluorescein Chemical compound C12=CC(Cl)=C(O)C=C2OC2=CC(O)=C(Cl)C=C2C21OC(=O)C1=CC(C(=O)O)=CC=C21 JGZVUTYDEVUNMK-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- VOPWNXZWBYDODV-UHFFFAOYSA-N Chlorodifluoromethane Chemical compound FC(F)Cl VOPWNXZWBYDODV-UHFFFAOYSA-N 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- OTMSDBZUPAUEDD-UHFFFAOYSA-N Ethane Chemical compound CC OTMSDBZUPAUEDD-UHFFFAOYSA-N 0.000 description 1
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 1
- 229910000576 Laminated steel Inorganic materials 0.000 description 1
- 229910015015 LiAsF 6 Inorganic materials 0.000 description 1
- 229910013063 LiBF 4 Inorganic materials 0.000 description 1
- 229910013684 LiClO 4 Inorganic materials 0.000 description 1
- 229910013870 LiPF 6 Inorganic materials 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004902 Softening Agent Substances 0.000 description 1
- 101100038645 Streptomyces griseus rppA gene Proteins 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 238000002679 ablation Methods 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 150000001409 amidines Chemical class 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 150000003863 ammonium salts Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000012736 aqueous medium Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000004061 bleaching Methods 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- 238000012662 bulk polymerization Methods 0.000 description 1
- NSGQRLUGQNBHLD-UHFFFAOYSA-N butan-2-yl butan-2-yloxycarbonyloxy carbonate Chemical compound CCC(C)OC(=O)OOC(=O)OC(C)CC NSGQRLUGQNBHLD-UHFFFAOYSA-N 0.000 description 1
- FJDQFPXHSGXQBY-UHFFFAOYSA-L caesium carbonate Chemical compound [Cs+].[Cs+].[O-]C([O-])=O FJDQFPXHSGXQBY-UHFFFAOYSA-L 0.000 description 1
- 229910000024 caesium carbonate Inorganic materials 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- WUKWITHWXAAZEY-UHFFFAOYSA-L calcium difluoride Chemical compound [F-].[F-].[Ca+2] WUKWITHWXAAZEY-UHFFFAOYSA-L 0.000 description 1
- 229910001634 calcium fluoride Inorganic materials 0.000 description 1
- 239000001506 calcium phosphate Substances 0.000 description 1
- 229910000389 calcium phosphate Inorganic materials 0.000 description 1
- 235000011010 calcium phosphates Nutrition 0.000 description 1
- AAEHPKIXIIACPQ-UHFFFAOYSA-L calcium;terephthalate Chemical compound [Ca+2].[O-]C(=O)C1=CC=C(C([O-])=O)C=C1 AAEHPKIXIIACPQ-UHFFFAOYSA-L 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 229910021393 carbon nanotube Inorganic materials 0.000 description 1
- 239000002041 carbon nanotube Substances 0.000 description 1
- MMCOUVMKNAHQOY-UHFFFAOYSA-N carbonoperoxoic acid Chemical compound OOC(O)=O MMCOUVMKNAHQOY-UHFFFAOYSA-N 0.000 description 1
- 125000006297 carbonyl amino group Chemical group [H]N([*:2])C([*:1])=O 0.000 description 1
- 239000004203 carnauba wax Substances 0.000 description 1
- 235000013869 carnauba wax Nutrition 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 239000002666 chemical blowing agent Substances 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- KYKAJFCTULSVSH-UHFFFAOYSA-N chloro(fluoro)methane Chemical compound F[C]Cl KYKAJFCTULSVSH-UHFFFAOYSA-N 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 230000001112 coagulating effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- LSXWFXONGKSEMY-UHFFFAOYSA-N di-tert-butyl peroxide Chemical compound CC(C)(C)OOC(C)(C)C LSXWFXONGKSEMY-UHFFFAOYSA-N 0.000 description 1
- AFABGHUZZDYHJO-UHFFFAOYSA-N dimethyl butane Natural products CCCC(C)C AFABGHUZZDYHJO-UHFFFAOYSA-N 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- NJLLQSBAHIKGKF-UHFFFAOYSA-N dipotassium dioxido(oxo)titanium Chemical compound [K+].[K+].[O-][Ti]([O-])=O NJLLQSBAHIKGKF-UHFFFAOYSA-N 0.000 description 1
- 238000007580 dry-mixing Methods 0.000 description 1
- 235000013399 edible fruits Nutrition 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 235000012438 extruded product Nutrition 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229920001973 fluoroelastomer Polymers 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 239000005003 food packaging material Substances 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 1
- 239000003254 gasoline additive Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 150000008282 halocarbons Chemical class 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-M hexanoate Chemical compound CCCCCC([O-])=O FUZZWVXGSFPDMH-UHFFFAOYSA-M 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 150000005828 hydrofluoroalkanes Chemical class 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- QOSATHPSBFQAML-UHFFFAOYSA-N hydrogen peroxide;hydrate Chemical compound O.OO QOSATHPSBFQAML-UHFFFAOYSA-N 0.000 description 1
- PEYVWSJAZONVQK-UHFFFAOYSA-N hydroperoxy(oxo)borane Chemical compound OOB=O PEYVWSJAZONVQK-UHFFFAOYSA-N 0.000 description 1
- 238000012844 infrared spectroscopy analysis Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229940050176 methyl chloride Drugs 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 239000010813 municipal solid waste Substances 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- 229920006120 non-fluorinated polymer Polymers 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- 235000019645 odor Nutrition 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 125000004430 oxygen atom Chemical group O* 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 150000004978 peroxycarbonates Chemical class 0.000 description 1
- 150000004968 peroxymonosulfuric acids Chemical class 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 238000009372 pisciculture Methods 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002620 polyvinyl fluoride Polymers 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 159000000001 potassium salts Chemical class 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- BWJUFXUULUEGMA-UHFFFAOYSA-N propan-2-yl propan-2-yloxycarbonyloxy carbonate Chemical compound CC(C)OC(=O)OOC(=O)OC(C)C BWJUFXUULUEGMA-UHFFFAOYSA-N 0.000 description 1
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 238000001175 rotational moulding Methods 0.000 description 1
- 239000005336 safety glass Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 159000000000 sodium salts Chemical class 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-L sulfite Chemical class [O-]S([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-L 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- OPQYOFWUFGEMRZ-UHFFFAOYSA-N tert-butyl 2,2-dimethylpropaneperoxoate Chemical compound CC(C)(C)OOC(=O)C(C)(C)C OPQYOFWUFGEMRZ-UHFFFAOYSA-N 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- CIHOLLKRGTVIJN-UHFFFAOYSA-N tert‐butyl hydroperoxide Chemical compound CC(C)(C)OO CIHOLLKRGTVIJN-UHFFFAOYSA-N 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 229920005609 vinylidenefluoride/hexafluoropropylene copolymer Polymers 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F214/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F214/18—Monomers containing fluorine
- C08F214/26—Tetrafluoroethene
- C08F214/262—Tetrafluoroethene with fluorinated vinyl ethers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F8/00—Chemical modification by after-treatment
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D127/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers
- C09D127/02—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers not modified by chemical after-treatment
- C09D127/12—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C09D127/18—Homopolymers or copolymers of tetrafluoroethene
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/44—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes vinyl resins; acrylic resins
- H01B3/443—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes vinyl resins; acrylic resins from vinylhalogenides or other halogenoethylenic compounds
- H01B3/445—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes vinyl resins; acrylic resins from vinylhalogenides or other halogenoethylenic compounds from vinylfluorides or other fluoroethylenic compounds
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/02—Disposition of insulation
Definitions
- the present disclosure relates to copolymers, molded articles, injection molded articles and coated wires.
- Patent Document 1 describes polytetrafluoroethylene, tetrafluoroethylene/hexafluoropropylene copolymer, tetrafluoroethylene/perfluoro(alkyl vinyl ether) copolymer, ethylene /tetrafluoroethylene copolymer, polychlorotrifluoroethylene, chlorotrifluoroethylene/tetrafluoroethylene copolymer, ethylene/chlorotrifluoroethylene copolymer, polyvinylidene fluoride, tetrafluoroethylene/vinylidene fluoride copolymer , a vinylidene fluoride/hexafluoropropylene copolymer, and a resin tableware made of at least one fluorine resin selected from the group consisting of polyvinyl fluoride.
- An object of the present invention is to provide a copolymer from which it is possible to obtain a molded article that is difficult to elute.
- the present disclosure contains tetrafluoroethylene units and perfluoro(propyl vinyl ether) units, and the content of perfluoro(propyl vinyl ether) units is 4.9 to 5.7 with respect to the total monomer units. % by mass, a melt flow rate at 372° C. of 45.0 to 55.0 g/10 min, and a functional group number of 50 or less per 10 6 main chain carbon atoms. be.
- an injection molded article containing the above copolymer is provided.
- a coated wire that includes a coating layer containing the above copolymer.
- a molded article containing the above copolymer wherein the molded article is tableware, a bottle, a container, or a wire coating.
- the present disclosure it is possible to easily form a thin coating layer with a uniform thickness and few defects on a small-diameter core wire by an extrusion molding method, which has wear resistance, low nitrogen permeability, creep resistance, and heat resistance. It is possible to provide a copolymer which is excellent in stiffness when immersed in warm water and in heat deformation resistance after being immersed in warm water, and which can give a molded article which is resistant to elution of fluorine ions in a chemical solution such as hydrogen peroxide solution.
- resin tableware is lightweight, hard to break, and uniform in shape and quality can be obtained at a low price. It is described that it is widely used, and that by forming resin tableware with fluororesin, it is possible to suppress the generation of odors from the tableware and the adhesion of volatilized components from the tableware to food.
- tableware made of conventional fluororesin has room for improvement in terms of abrasion resistance, heat rigidity, creep resistance, and heat deformation resistance after being immersed in warm water. There is a problem that it is easily damaged when washed with a washing machine.
- a closed container is formed from conventional fluororesin, the molding of fluororesin is not easy, and the low nitrogen permeability is not sufficient. I have a difficult problem.
- the present inventors have made intensive studies on means for solving these problems, and have selected a copolymer containing tetrafluoroethylene (TFE) units and perfluoro(propyl vinyl ether) (PPVE) units as the fluororesin. Furthermore, it was found that all of these problems can be solved admirably by appropriately adjusting the content of PPVE units, the melt flow rate (MFR), and the number of functional groups of a copolymer containing TFE units and PPVE units. rice field.
- TFE tetrafluoroethylene
- PPVE perfluoro(propyl vinyl ether)
- the present disclosure relates to copolymers containing TFE units and PPVE units having a very limited range of PPVE unit content, melt flow rate (MFR) and functionality.
- a thin coating layer having a uniform thickness and few defects can be easily formed on a cord having a small diameter by extrusion molding.
- the copolymer of the present disclosure is a melt-processable fluororesin.
- Melt processability means that the polymer can be melt processed using conventional processing equipment such as extruders and injection molding machines.
- the content of PPVE units in the copolymer is 4.9 to 5.7% by mass, preferably 5.0% by mass or more, more preferably 5.1% by mass, based on the total monomer units. % or more, more preferably 5.2 mass % or more, preferably 5.6 mass % or less, more preferably 5.5 mass % or less, still more preferably 5.4 mass % or less . If the PPVE unit content of the copolymer is too low, it will be difficult to obtain a molded article that is excellent in wear resistance and heat deformation resistance after being immersed in warm water. If the PPVE unit content of the copolymer is too high, it will be difficult to obtain a molded article with excellent low nitrogen permeability, creep resistance, and high rigidity under heat.
- the content of TFE units in the copolymer is preferably 94.3 to 95.1% by mass, more preferably 94.4% by mass or more, still more preferably 94% by mass, based on the total monomer units. .5% by mass or more, particularly preferably 94.6% by mass or more, more preferably 95.0% by mass or less, still more preferably 94.9% by mass or less, and particularly preferably 94.8% by mass. % by mass or more. If the TFE unit content of the copolymer is too high, it may be difficult to obtain a molded article that is excellent in wear resistance and heat deformation resistance after being immersed in warm water. If the TFE unit content of the copolymer is too low, it may be difficult to obtain a molded article having excellent low nitrogen permeability, creep resistance and high rigidity under heat.
- the content of each monomer unit in the copolymer is measured by 19 F-NMR method.
- the copolymer can also contain monomeric units derived from monomers copolymerizable with TFE and PPVE.
- the content of monomer units copolymerizable with TFE and PPVE is preferably 0 to 1.1% by mass, more preferably 0.1% by mass, based on the total monomer units of the copolymer. It is 1 to 0.5% by mass, more preferably 0.2 to 0.3% by mass.
- the copolymer is preferably at least one selected from the group consisting of copolymers consisting only of TFE units and PPVE units, and TFE/HFP/PPVE copolymers, and copolymers consisting only of TFE units and PPVE units. Polymers are more preferred.
- the melt flow rate (MFR) of the copolymer is 45.0-55.0 g/10 minutes.
- the MFR of the copolymer is preferably 45.1 g/10 minutes or more, more preferably 46.0 g/10 minutes or more. Since the MFR of the copolymer is within the above range, it is excellent in wear resistance, low nitrogen permeability, creep resistance, rigidity under heat, and heat deformation resistance after immersion in hot water. It is possible to obtain a molded article in which fluorine ions are hardly eluted. If the MFR of the copolymer is too high, it will be difficult to obtain a molded article that is excellent in wear resistance and heat deformation resistance after being immersed in hot water.
- the MFR of the copolymer is within the above range, by molding such a copolymer by injection molding, it is possible to produce relatively large and thin injection-molded articles with excellent surface smoothness at a very high rate. By extruding such a copolymer, a thin coating layer having a uniform thickness and few defects can be easily formed on a cord having a small diameter.
- MFR is the mass of polymer that flows out per 10 minutes from a nozzle with an inner diameter of 2.1 mm and a length of 8 mm under a load of 5 kg at 372 ° C using a melt indexer according to ASTM D1238 (g / 10 minutes ) is the value obtained as
- the MFR can be adjusted by adjusting the type and amount of the polymerization initiator and the type and amount of the chain transfer agent used when polymerizing the monomers.
- the number of functional groups per 10 6 carbon atoms in the main chain of the copolymer is 50 or less.
- the number of functional groups per 10 6 carbon atoms in the main chain of the copolymer is preferably 40 or less, more preferably 30 or less, still more preferably 20 or less, and even more preferably 15 or less. , particularly preferably 10 or less, and most preferably less than 6. Because the number of functional groups of the copolymer is within the above range, it is excellent in wear resistance, low nitrogen permeability, creep resistance, rigidity under heat, and heat deformation resistance after immersion in hot water. It is possible to obtain a molded article from which fluorine ions are less likely to be eluted into the chemical solution.
- Infrared spectroscopic analysis can be used to identify the types of functional groups and measure the number of functional groups.
- the number of functional groups is measured by the following method.
- the above copolymer is cold-pressed to form a film having a thickness of 0.25 to 0.30 mm.
- the film is analyzed by Fourier Transform Infrared Spectroscopy to obtain the infrared absorption spectrum of the copolymer and the difference spectrum from the fully fluorinated base spectrum with no functional groups present. From the absorption peak of the specific functional group appearing in this difference spectrum, the number N of functional groups per 1 ⁇ 10 6 carbon atoms in the copolymer is calculated according to the following formula (A).
- N I ⁇ K/t (A) I: Absorbance K: Correction coefficient t: Film thickness (mm)
- Table 1 shows absorption frequencies, molar extinction coefficients and correction factors for some functional groups. Also, the molar extinction coefficient was determined from the FT-IR measurement data of the low-molecular-weight model compound.
- the absorption frequencies of —CH 2 CF 2 H, —CH 2 COF, —CH 2 COOH, —CH 2 COOCH 3 and —CH 2 CONH 2 are shown in the table, respectively, —CF 2 H, —COF and —COOH free.
- the absorption frequency of -COOH bonded, -COOCH 3 and -CONH 2 is several tens of Kaiser (cm -1 ) lower than that of -CONH 2 .
- the number of functional groups of —COF is determined from the number of functional groups obtained from the absorption peak at an absorption frequency of 1883 cm ⁇ 1 due to —CF 2 COF and from the absorption peak at an absorption frequency of 1840 cm ⁇ 1 due to —CH 2 COF. It is the sum of the number of functional groups.
- the functional group is a functional group present at the main chain end or side chain end of the copolymer, and a functional group present in the main chain or side chain.
- the functional group is introduced into the copolymer, for example, by a chain transfer agent or a polymerization initiator used in producing the copolymer.
- a chain transfer agent or a polymerization initiator used in producing the copolymer.
- —CH 2 OH is introduced at the main chain end of the copolymer.
- the functional group is introduced into the side chain end of the copolymer.
- the copolymer of the present disclosure is preferably fluorinated. It is also preferred that the copolymers of the present disclosure have —CF 3 end groups.
- the melting point of the copolymer is preferably 285 to 310° C., more preferably 290° C. or higher, still more preferably 294° C. or higher, particularly preferably 300° C. or higher, and more preferably 303° C. or lower. be.
- the melting point is within the above range, it is possible to obtain a copolymer that gives a molded article that is more excellent in wear resistance, low nitrogen permeability, creep resistance, hot rigidity, and heat deformation resistance after immersion in warm water.
- the melting point can be measured using a differential scanning calorimeter [DSC].
- the nitrogen permeability coefficient of the copolymer is preferably 280 cm 3 ⁇ mm/(m 2 ⁇ 24 h ⁇ atm) or less, more preferably 270 cm 3 ⁇ mm/(m 2 ⁇ 24 h ⁇ atm) or less.
- the copolymer of the present disclosure has excellent low nitrogen permeability because the PPVE unit content, melt flow rate (MFR), and functional group number of the copolymer containing TFE units and PPVE units are appropriately adjusted. have a sexuality. Therefore, by using the copolymer of the present disclosure, a container suitable for storing foods such as vegetables and fruits can be obtained.
- the nitrogen permeability coefficient can be measured under the conditions of a test temperature of 70°C and a test humidity of 0% RH.
- a specific measurement of the nitrogen permeability coefficient can be performed by the method described in Examples.
- the copolymer of the present disclosure can be produced by polymerization methods such as suspension polymerization, solution polymerization, emulsion polymerization, and bulk polymerization. Emulsion polymerization or suspension polymerization is preferred as the polymerization method. In these polymerizations, the conditions such as temperature and pressure, the polymerization initiator and other additives can be appropriately set according to the composition and amount of the copolymer.
- an oil-soluble radical polymerization initiator or a water-soluble radical polymerization initiator can be used as the polymerization initiator.
- the oil-soluble radical polymerization initiator may be a known oil-soluble peroxide, for example Dialkyl peroxycarbonates such as di-normal propyl peroxydicarbonate, diisopropyl peroxydicarbonate, disec-butyl peroxydicarbonate, di-2-ethoxyethyl peroxydicarbonate; Peroxyesters such as t-butyl peroxyisobutyrate and t-butyl peroxypivalate; Dialkyl peroxides such as di-t-butyl peroxide; Di[fluoro (or fluorochloro) acyl] peroxides; etc. are typical examples.
- Dialkyl peroxycarbonates such as di-normal propyl peroxydicarbonate, diisopropyl peroxydicarbonate, disec-butyl peroxydicarbonate, di-2-ethoxyethyl peroxydicarbonate
- Peroxyesters such as t-butyl peroxy
- Di[fluoro(or fluorochloro)acyl] peroxides include diacyl represented by [(RfCOO)-] 2 (Rf is a perfluoroalkyl group, ⁇ -hydroperfluoroalkyl group or fluorochloroalkyl group) peroxides.
- Di[fluoro(or fluorochloro)acyl] peroxides include, for example, di( ⁇ -hydro-dodecafluorohexanoyl) peroxide, di( ⁇ -hydro-tetradecafluoroheptanoyl) peroxide, di( ⁇ -hydro-hexadecafluorononanoyl)peroxide, di(perfluoropropionyl)peroxide, di(perfluorobutyryl)peroxide, di(perfluoropareryl)peroxide, di(perfluorohexanoyl)peroxide , di(perfluoroheptanoyl) peroxide, di(perfluorooctanoyl) peroxide, di(perfluorononanoyl) peroxide, di( ⁇ -chloro-hexafluorobutyryl) peroxide, di( ⁇ -chloro -decafluorohexanoyl
- the water-soluble radical polymerization initiator may be a known water-soluble peroxide, for example, persulfuric acid, perboric acid, perchloric acid, superphosphoric acid, ammonium salts such as percarbonic acid, potassium salts, sodium salts, disuccinic acid.
- Acid peroxides organic peroxides such as diglutaric acid peroxide, t-butyl permalate, t-butyl hydroperoxide and the like.
- a reducing agent such as sulfites may be used in combination with the peroxide, and the amount used may be 0.1 to 20 times the peroxide.
- a surfactant In polymerization, a surfactant, a chain transfer agent, and a solvent can be used, and conventionally known ones can be used.
- surfactant known surfactants can be used, such as nonionic surfactants, anionic surfactants and cationic surfactants.
- fluorine-containing anionic surfactants are preferable, and may contain etheric oxygen (that is, oxygen atoms may be inserted between carbon atoms), linear or branched surfactants having 4 to 20 carbon atoms
- a fluorine-containing anionic surfactant is more preferred.
- the amount of surfactant added (to polymerization water) is preferably 50 to 5000 ppm.
- chain transfer agents examples include hydrocarbons such as ethane, isopentane, n-hexane and cyclohexane; aromatics such as toluene and xylene; ketones such as acetone; ethyl acetate and butyl acetate; , alcohols such as ethanol; mercaptans such as methyl mercaptan; halogenated hydrocarbons such as carbon tetrachloride, chloroform, methylene chloride and methyl chloride.
- the amount of the chain transfer agent to be added may vary depending on the chain transfer constant of the compound used, but it is usually used in the range of 0.01 to 20% by mass relative to the polymerization solvent.
- solvents examples include water and mixed solvents of water and alcohol.
- a fluorinated solvent may be used in addition to water.
- Hydrochlorofluoroalkanes such as CH 3 CClF 2 , CH 3 CCl 2 F, CF 3 CF 2 CCl 2 H, CF 2 ClCF 2 CFHCl; CF 2 ClCFClCF 2 CF 3 , CF 3 CFClCFClCF 3 , etc.
- hydrofluoroalkanes such as CF3CFHCFHCF2CF2CF3 , CF2HCF2CF2CF2H , CF3CF2CF2CF2CF2CF2H ; CH _ _ _ _ _ _ 3OC2F5 , CH3OC3F5CF3CF2CH2OCHF2 , CF3CHFCF2OCH3 , CHF2CF2OCH2F , ( CF3 ) 2CHCF2OCH3 , CF3CF2 _ _ _ _ _ _ _ _ _ _ _ Hydrofluoroethers such as CH2OCH2CHF2 , CF3CHFCF2OCH2CF3 ; perfluorocyclobutane , CF3CF2CF2CF3 , CF3CF2CF2CF2CF3 , CF3CF2 _ _ _ _ Examples include perfluoroalkanes such as CF 2 CF 2
- the polymerization temperature is not particularly limited, and may be 0 to 100°C.
- the polymerization pressure is appropriately determined according to other polymerization conditions such as the type and amount of the solvent used, vapor pressure, polymerization temperature, etc., and may generally be from 0 to 9.8 MPaG.
- the copolymer When an aqueous dispersion containing a copolymer is obtained by a polymerization reaction, the copolymer can be recovered by coagulating, washing, and drying the copolymer contained in the aqueous dispersion. Moreover, when the copolymer is obtained as a slurry by the polymerization reaction, the copolymer can be recovered by removing the slurry from the reaction vessel, washing it, and drying it. The copolymer can be recovered in the form of powder by drying.
- the copolymer obtained by polymerization may be molded into pellets.
- a molding method for molding into pellets is not particularly limited, and conventionally known methods can be used. For example, a method of melt extruding a copolymer using a single-screw extruder, twin-screw extruder, or tandem extruder, cutting it into a predetermined length, and molding it into pellets can be used.
- the extrusion temperature for melt extrusion must be changed according to the melt viscosity of the copolymer and the production method, and is preferably from the melting point of the copolymer +20°C to the melting point of the copolymer +140°C.
- the method for cutting the copolymer is not particularly limited, and conventionally known methods such as a strand cut method, a hot cut method, an underwater cut method, and a sheet cut method can be employed.
- the obtained pellets may be heated to remove volatile matter in the pellets (deaeration treatment).
- the obtained pellets may be treated by contacting them with warm water of 30-200°C, steam of 100-200°C, or hot air of 40-200°C.
- a copolymer obtained by polymerization may be fluorinated.
- the fluorination treatment can be carried out by contacting the non-fluorinated copolymer with a fluorine-containing compound.
- the fluorine-containing compound is not particularly limited, but includes fluorine radical sources that generate fluorine radicals under fluorination treatment conditions.
- fluorine radical source include F 2 gas, CoF 3 , AgF 2 , UF 6 , OF 2 , N 2 F 2 , CF 3 OF, halogen fluoride (eg IF 5 , ClF 3 ), and the like.
- the fluorine radical source such as F 2 gas may have a concentration of 100%, but from the viewpoint of safety, it is preferable to mix it with an inert gas and dilute it to 5 to 50% by mass before use. It is more preferable to dilute to 30% by mass before use.
- the inert gas include nitrogen gas, helium gas, argon gas, etc. Nitrogen gas is preferable from an economical point of view.
- the conditions for the fluorination treatment are not particularly limited, and the copolymer in a molten state may be brought into contact with the fluorine-containing compound. Preferably, it can be carried out at a temperature of 100 to 220°C.
- the fluorination treatment is generally carried out for 1 to 30 hours, preferably 5 to 25 hours.
- the fluorination treatment is preferably carried out by contacting the unfluorinated copolymer with fluorine gas (F2 gas).
- a composition may be obtained by mixing the copolymer of the present disclosure with other components as necessary.
- Other components include fillers, plasticizers, processing aids, release agents, pigments, flame retardants, lubricants, light stabilizers, weather stabilizers, conductive agents, antistatic agents, ultraviolet absorbers, antioxidants, Foaming agents, fragrances, oils, softening agents, dehydrofluorination agents and the like can be mentioned.
- fillers include silica, kaolin, clay, organic clay, talc, mica, alumina, calcium carbonate, calcium terephthalate, titanium oxide, calcium phosphate, calcium fluoride, lithium fluoride, crosslinked polystyrene, potassium titanate, Examples include carbon, boron nitride, carbon nanotubes, glass fibers, and the like.
- the conductive agent include carbon black and the like.
- plasticizers include dioctylphthalic acid and pentaerythritol.
- processing aids include carnauba wax, sulfone compounds, low-molecular-weight polyethylene, fluorine-based aids, and the like.
- dehydrofluorination agents include organic oniums and amidines.
- Polymers other than the copolymers described above may be used as the other components.
- examples of other polymers include fluororesins, fluororubbers, and non-fluorinated polymers other than the copolymers described above.
- Examples of the method for producing the above composition include a method of dry mixing the copolymer and other components, a method of mixing the copolymer and other components in advance in a mixer, and then using a kneader, a melt extruder, or the like.
- the method of melt-kneading, etc. can be mentioned.
- the copolymer of the present disclosure or the composition described above can be used as a processing aid, molding material, etc., but is preferably used as a molding material.
- Aqueous dispersions, solutions, suspensions, and copolymer/solvent systems of the copolymers of the present disclosure are also available and can be applied as coatings, encapsulated, impregnated, and used to cast films. can However, since the copolymer of the present disclosure has the properties described above, it is preferably used as the molding material.
- a molded article may be obtained by molding the copolymer of the present disclosure or the above composition.
- the method for molding the above copolymer or composition is not particularly limited, and examples thereof include injection molding, extrusion molding, compression molding, blow molding, transfer molding, roto molding, roto lining molding, and the like. .
- extrusion molding, compression molding, injection molding, or transfer molding is preferable, and injection molding, extrusion, or transfer molding is more preferable because it can produce molded articles with high productivity.
- the injection molding method is preferably an extrusion molded article, a compression molded article, an injection molded article or a transfer molded article. is more preferred, and an injection molded article is even more preferred.
- Molded articles containing the copolymer of the present disclosure include, for example, nuts, bolts, joints, films, bottles, gaskets, wire coatings, tubes, hoses, pipes, valves, sheets, seals, packings, tanks, rollers, and containers. , cocks, connectors, filter housings, filter cages, flow meters, pumps, wafer carriers, wafer boxes, and the like.
- the copolymer of the present disclosure, the composition described above, or the molded article described above can be used, for example, in the following applications.
- Films for food packaging, lining materials for fluid transfer lines used in food manufacturing processes, packings, sealing materials, and fluid transfer members for food manufacturing equipment such as sheets
- Drug stoppers for drugs, packaging films, lining materials for fluid transfer lines used in the process of manufacturing drugs, packings, sealing materials, and chemical liquid transfer members such as sheets
- Inner lining members for chemical tanks and piping in chemical plants and semiconductor factories O (square) rings, tubes, packings, valve core materials, hoses, sealing materials, etc. used in automobile fuel systems and peripheral devices; fuel transfer members such as hoses, sealing materials, etc.
- Coating and ink components such as coating rolls, hoses, tubes, and ink containers for coating equipment; Tubes for food and drink or tubes such as food and drink hoses, hoses, belts, packings, food and drink transfer members such as joints, food packaging materials, glass cooking equipment; Parts for transporting waste liquid such as tubes and hoses for transporting waste liquid; Parts for transporting high-temperature liquids, such as tubes and hoses for transporting high-temperature liquids; Steam piping members such as steam piping tubes and hoses; Anti-corrosion tape for piping such as tape to be wrapped around piping on ship decks; Various coating materials such as wire coating materials, optical fiber coating materials, transparent surface coating materials and back coating materials provided on the light incident side surface of photovoltaic elements of solar cells; Sliding members such as diaphragms of diaphragm pumps and various packings; Agricultural films, weather-resistant covers for various roofing materials and side walls; Interior materials used in the construction field, coating materials for glasses such
- fuel transfer members used in the fuel system of automobiles include fuel hoses, filler hoses, and evaporation hoses.
- the above-mentioned fuel transfer member can also be used as a fuel transfer member for sour gasoline-resistant fuel, alcohol-resistant fuel, and fuel containing gasoline additives such as methyl tert-butyl ether and amine-resistant fuel.
- the above drug stoppers and packaging films for drugs have excellent chemical resistance against acids and the like.
- an anticorrosive tape to be wound around chemical plant pipes can also be mentioned.
- Examples of the above molded bodies also include automobile radiator tanks, chemical liquid tanks, bellows, spacers, rollers, gasoline tanks, containers for transporting waste liquids, containers for transporting high-temperature liquids, fisheries and fish farming tanks, and the like.
- Examples of the molded article include automobile bumpers, door trims, instrument panels, food processing equipment, cooking equipment, water- and oil-repellent glass, lighting-related equipment, display panels and housings for OA equipment, illuminated signboards, displays, and liquid crystals.
- Members used for displays, mobile phones, printed circuit boards, electrical and electronic parts, miscellaneous goods, trash cans, bathtubs, unit baths, ventilation fans, lighting frames and the like are also included.
- Molded articles containing the copolymer of the present disclosure are excellent in wear resistance, low nitrogen permeability, creep resistance, thermal rigidity, and heat deformation resistance after immersion in hot water, and are excellent in chemical solutions such as hydrogen peroxide. Since it is difficult for fluorine ions to elute in the surface, it can be suitably used for nuts, bolts, joints, packings, valves, cocks, connectors, filter housings, filter cages, flowmeters, pumps, and the like.
- a molded article containing the copolymer of the present disclosure can be produced with high productivity by an injection molding method, and has abrasion resistance, low nitrogen permeability, creep resistance, hot rigidity, and heat distortion after hot water immersion. Since it is resistant to elution of fluorine ions in chemical solutions such as hydrogen peroxide solution, it can be suitably used as members to be compressed such as gaskets and packings.
- the gasket or packing of the present disclosure can be manufactured at low cost by an injection molding method, and is excellent in wear resistance, low nitrogen permeability, creep resistance, hot rigidity, and heat deformation resistance after immersion in warm water. Fluoride ions are less likely to be eluted into chemicals such as hydrogen peroxide.
- the size and shape of the member to be compressed of the present disclosure may be appropriately set according to the application, and are not particularly limited.
- the shape of the compressible member of the present disclosure may be annular, for example.
- the member to be compressed of the present disclosure may have a shape such as a circle, an oval, or a rectangle with rounded corners in a plan view, and may have a through hole in the center thereof.
- the member to be compressed of the present disclosure is preferably used as a member for configuring a non-aqueous electrolyte battery.
- the member to be compressed of the present disclosure is particularly suitable as a member used in contact with the non-aqueous electrolyte in the non-aqueous electrolyte battery. That is, the member to be compressed of the present disclosure may have a liquid contact surface with the non-aqueous electrolyte in the non-aqueous electrolyte battery.
- the non-aqueous electrolyte battery is not particularly limited as long as it is a battery with a non-aqueous electrolyte, and examples thereof include lithium ion secondary batteries and lithium ion capacitors. Further, examples of members constituting the non-aqueous electrolyte battery include a sealing member and an insulating member.
- the non-aqueous electrolyte is not particularly limited, but includes propylene carbonate, ethylene carbonate, butylene carbonate, ⁇ -butyl lactone, 1,2-dimethoxyethane, 1,2-diethoxyethane, dimethyl carbonate, and diethyl carbonate. , ethyl methyl carbonate and the like can be used.
- the nonaqueous electrolyte battery may further include an electrolyte.
- the electrolyte is not particularly limited, but LiClO 4 , LiAsF 6 , LiPF 6 , LiBF 4 , LiCl, LiBr, CH 3 SO 3 Li, CF 3 SO 3 Li, cesium carbonate, or the like can be used.
- the member to be compressed of the present disclosure can be suitably used as, for example, a sealing member such as a sealing gasket and sealing packing, and an insulating member such as an insulating gasket and insulating packing.
- a sealing member is a member used to prevent leakage of liquid or gas or intrusion of liquid or gas from the outside.
- An insulating member is a member used to insulate electricity.
- Compressed members of the present disclosure may be members used for both sealing and insulating purposes.
- the member to be compressed of the present disclosure has excellent insulating properties because it contains the above copolymer. Therefore, when the compressible member of the present disclosure is used as an insulating member, it adheres tightly to two or more conductive members to prevent short circuits over time.
- the coating layer can be formed on the cord with a small diameter at a high take-up speed without causing the coating to break. Since it can be formed thin and can form a coating layer with excellent electrical properties, it can be suitably used as a material for forming a wire coating. Therefore, a coated electric wire provided with a coating layer containing the copolymer of the present disclosure has almost no spark-generating defects even when the diameter of the core wire is small and the coating layer is thin. , and has excellent electrical properties.
- a covered electric wire includes a core wire and a coating layer provided around the core wire and containing the copolymer of the present disclosure.
- the coating layer can be an extruded product obtained by melt extruding the copolymer of the present disclosure on the core wire.
- the coated electric wire is suitable for LAN cables (Ethernet Cable), high frequency transmission cables, flat cables, heat resistant cables, etc., and particularly suitable for transmission cables such as LAN cables (Eathnet Cable) and high frequency transmission cables.
- the core wire for example, a metal conductor material such as copper or aluminum can be used.
- the core wire preferably has a diameter of 0.02 to 3 mm.
- the diameter of the cord is more preferably 0.04 mm or more, still more preferably 0.05 mm or more, and particularly preferably 0.1 mm or more.
- the diameter of the cord is more preferably 2 mm or less.
- core wires include AWG (American Wire Gauge)-46 (solid copper wire with a diameter of 40 micrometers), AWG-26 (solid copper wire with a diameter of 404 micrometers), AWG-24 (diameter 510 micrometer solid copper wire), AWG-22 (635 micrometer diameter solid copper wire), etc. may be used.
- AWG American Wire Gauge
- AWG-46 solid copper wire with a diameter of 40 micrometers
- AWG-26 solid copper wire with a diameter of 404 micrometers
- AWG-24 diameter 510 micrometer solid copper wire
- AWG-22 (635 micrometer diameter solid copper wire), etc.
- the thickness of the coating layer is preferably 0.1 to 3.0 mm. It is also preferable that the thickness of the coating layer is 2.0 mm or less.
- a coaxial cable is an example of a high-frequency transmission cable.
- a coaxial cable generally has a structure in which an inner conductor, an insulating coating layer, an outer conductor layer and a protective coating layer are laminated in order from the core to the outer periphery.
- a molded article containing the copolymer of the present disclosure can be suitably used as an insulating coating layer containing the copolymer.
- the thickness of each layer in the above structure is not particularly limited, but usually the inner conductor has a diameter of about 0.1 to 3 mm, the insulating coating layer has a thickness of about 0.3 to 3 mm, and the outer conductor layer has a thickness of about 0.5-10 mm, the protective coating layer is about 0.5-2 mm thick.
- the coating layer may contain air bubbles, and it is preferable that the air bubbles are uniformly distributed in the coating layer.
- the average bubble diameter of the bubbles is not limited, for example, it is preferably 60 ⁇ m or less, more preferably 45 ⁇ m or less, even more preferably 35 ⁇ m or less, and even more preferably 30 ⁇ m or less. It is preferably 25 ⁇ m or less, particularly preferably 23 ⁇ m or less, and most preferably 23 ⁇ m or less. Also, the average bubble diameter is preferably 0.1 ⁇ m or more, more preferably 1 ⁇ m or more. The average bubble diameter can be obtained by taking an electron microscope image of the cross section of the electric wire, calculating the diameter of each bubble by image processing, and averaging the diameters.
- the coating layer may have an expansion rate of 20% or more. It is more preferably 30% or more, still more preferably 33% or more, and even more preferably 35% or more.
- the upper limit is not particularly limited, it is, for example, 80%.
- the upper limit of the expansion rate may be 60%.
- the foaming rate is a value obtained by ((specific gravity of wire coating material ⁇ specific gravity of coating layer)/specific gravity of wire coating material) ⁇ 100. The foaming rate can be appropriately adjusted depending on the application, for example, by adjusting the amount of gas inserted into the extruder, which will be described later, or by selecting the type of gas to be dissolved.
- the covered electric wire may have another layer between the core wire and the covering layer, and may have another layer (outer layer) around the covering layer.
- the electric wire of the present disclosure has a two-layer structure (skin-foam) in which a non-foaming layer is inserted between the core wire and the covering layer, or a two-layer structure in which the outer layer is covered with a non-foaming layer. (foam-skin), or a three-layer structure (skin-foam-skin) in which the outer layer of skin-foam is covered with a non-foamed layer.
- the non-foamed layer is not particularly limited, and includes TFE/HFP copolymers, TFE/PAVE copolymers, TFE/ethylene copolymers, vinylidene fluoride polymers, polyolefin resins such as polyethylene [PE], polychlorinated It may be a resin layer made of a resin such as vinyl [PVC].
- a coated electric wire can be produced, for example, by heating a copolymer using an extruder and extruding the molten copolymer onto a core wire to form a coating layer.
- the coating layer containing air bubbles can be formed by heating the copolymer and introducing a gas into the copolymer while the copolymer is in a molten state.
- a gas such as chlorodifluoromethane, nitrogen, carbon dioxide, or a mixture of the above gases can be used.
- the gas may be introduced into the heated copolymer as a pressurized gas or may be generated by incorporating a chemical blowing agent into the copolymer. The gas dissolves in the molten copolymer.
- copolymer of the present disclosure can be suitably used as a material for high-frequency signal transmission products.
- the product for high-frequency signal transmission is not particularly limited as long as it is a product used for high-frequency signal transmission. Molded bodies such as high-frequency vacuum tube bases and antenna covers, (3) coated electric wires such as coaxial cables and LAN cables, and the like.
- the above products for high-frequency signal transmission can be suitably used in equipment that uses microwaves, particularly microwaves of 3 to 30 GHz, such as satellite communication equipment and mobile phone base stations.
- the copolymer of the present disclosure can be suitably used as an insulator because of its low dielectric loss tangent.
- a printed wiring board is preferable in terms of obtaining good electrical characteristics.
- the printed wiring board include, but are not particularly limited to, printed wiring boards for electronic circuits such as mobile phones, various computers, and communication devices.
- an antenna cover is preferable in terms of low dielectric loss.
- Molded articles containing the copolymer of the present disclosure are excellent in wear resistance, low nitrogen permeability, creep resistance, thermal rigidity, and heat deformation resistance after immersion in hot water, and are excellent in chemical solutions such as hydrogen peroxide. Since it is difficult for fluorine ions to be eluted out, it can be suitably used as a bottle or a tube.
- the bottles or tubes of the present disclosure are impermeable to nitrogen and less prone to damage even during use at elevated temperatures.
- melt flow rate (MFR) Melt flow rate (MFR)
- G-01 melt indexer
- N I ⁇ K/t (A)
- K Correction coefficient
- t Film thickness (mm)
- Table 2 shows the absorption frequencies, molar extinction coefficients, and correction factors for the functional groups in the present disclosure. The molar extinction coefficient was determined from the FT-IR measurement data of the low-molecular-weight model compound.
- melting point Using a differential scanning calorimeter (trade name: X-DSC7000, manufactured by Hitachi High-Tech Science Co., Ltd.), the temperature was first raised from 200 ° C. to 350 ° C. at a heating rate of 10 ° C./min, followed by a cooling rate. Cool from 350°C to 200°C at 10°C/min, then heat again from 200°C to 350°C at a heating rate of 10°C/min for the second time, and peak the melting curve during the second heating process. The melting point was obtained from
- Comparative example 1 After introducing 51.8 L of pure water into a 174 L volume autoclave and performing sufficient nitrogen substitution, 40.9 kg of perfluorocyclobutane, 2.56 kg of perfluoro(propyl vinyl ether) (PPVE), and 2.29 kg of methanol were charged. , the temperature in the system was kept at 35° C., and the stirring speed was kept at 200 rpm. Then, after pressurizing tetrafluoroethylene (TFE) to 0.64 MPa, 0.103 kg of a 50% methanol solution of di-n-propylperoxydicarbonate was added to initiate polymerization.
- TFE tetrafluoroethylene
- the resulting powder was melt-extruded at 360°C with a screw extruder (trade name: PCM46, manufactured by Ikegai Co., Ltd.) to obtain TFE/PPVE copolymer pellets.
- a screw extruder (trade name: PCM46, manufactured by Ikegai Co., Ltd.) to obtain TFE/PPVE copolymer pellets.
- the PPVE content was measured by the method described above.
- the obtained pellets were placed in a vacuum vibration reactor VVD-30 (manufactured by Okawara Seisakusho Co., Ltd.) and heated to 210°C. After evacuation, F2 gas diluted to 20 % by volume with N2 gas was introduced to atmospheric pressure. After 0.5 hours from the introduction of the F2 gas, the chamber was once evacuated, and the F2 gas was introduced again. Further, after 0.5 hours, the chamber was evacuated again and F 2 gas was introduced again. Thereafter, the F 2 gas introduction and evacuation operations were continued once an hour, and the reaction was carried out at a temperature of 210° C. for 10 hours. After completion of the reaction, the interior of the reactor was sufficiently replaced with N2 gas to complete the fluorination reaction. Using the fluorinated pellets, various physical properties were measured by the methods described above.
- Comparative example 2 2.75 kg of PPVE, 3.02 kg of methanol, and 0.058 kg of PPVE were additionally added for each 1 kg of TFE supplied. Fluorinated pellets were obtained in the same manner as in Comparative Example 1, except that 43.3 kg of dry powder was obtained.
- Comparative example 3 Fluorination was carried out in the same manner as in Comparative Example 1 except that 2.75 kg of PPVE, 3.02 kg of methanol, and 0.058 kg of PPVE were added for every 1 kg of TFE supplied, and 43.3 kg of dry powder was obtained. No pellets were obtained.
- Comparative example 4 Fluorination was carried out in the same manner as in Comparative Example 1 except that 1.73 kg of PPVE, 4.70 kg of methanol, and 0.041 kg of PPVE were added for each 1 kg of TFE supplied, and 42.6 kg of dry powder was obtained. pellets were obtained.
- Comparative example 5 3.73 kg of PPVE, 4.32 kg of methanol, 0.051 kg of a 50% methanol solution of di-n-propylperoxydicarbonate, and 0.075 kg of PPVE for every 1 kg of TFE supplied were changed to dry powder. Fluorinated pellets were obtained in the same manner as in Comparative Example 1, except that 44.0 kg was obtained.
- Example 1 Fluorinated pellets were obtained in the same manner as in Comparative Example 1, except that the amount of methanol was changed to 2.60 kg to obtain 43.1 kg of dry powder.
- Example 2 Fluorination was carried out in the same manner as in Comparative Example 1 except that 2.75 kg of PPVE, 2.58 kg of methanol, and 0.058 kg of PPVE were added for each 1 kg of TFE supplied, and 43.3 kg of dry powder was obtained. pellets were obtained.
- Example 3 Fluorination was carried out in the same manner as in Comparative Example 1 except that 2.81 kg of PPVE, 2.51 kg of methanol, and 0.059 kg of PPVE were added for each 1 kg of TFE supplied, and 43.3 kg of dry powder was obtained. pellets were obtained.
- Abrasion test Using a pellet and heat press molding machine, a sheet-like test piece having a thickness of about 0.2 mm was produced, and a test piece of 10 cm x 10 cm was cut out from this.
- the prepared test piece was fixed on the test table of a Taber abrasion tester (No. 101 special Taber type ablation tester, manufactured by Yasuda Seiki Seisakusho Co., Ltd.), and the load was 500 g.
- GTR Nitrogen permeability (cm 3 /(m 2 ⁇ 24 h ⁇ atm))
- d test piece thickness (mm)
- the creep resistance was measured according to the method described in ASTM D395 or JIS K6262:2013.
- a molded body having an outer diameter of 13 mm and a height of 8 mm was produced using a pellet and a heat press molding machine.
- a test piece having an outer diameter of 13 mm and a height of 6 mm was produced.
- the prepared test piece was compressed to a compressive deformation rate of 25% at room temperature using a compressing device. While the compressed test piece was fixed to the compression device, it was allowed to stand in an electric furnace at 80° C. for 72 hours. The compression device was removed from the electric furnace, and after cooling to room temperature, the test piece was removed.
- a sheet having a small load deflection rate at 80° C. has excellent thermal rigidity.
- Load deflection rate (%) a2/a1 x 100
- a1 Specimen thickness before test (mm)
- a2 Amount of deflection at 80°C (mm)
- the fluorine ion concentration (the amount of eluted fluorine ions) per pellet weight was calculated according to the following formula.
- Amount of eluted fluorine ions (mass ppm) measured value (mass ppm) x amount of aqueous solution (g) / pellet weight (g)
- a cylindrical test piece with a diameter of 2 mm was produced by melt-molding the pellets.
- the prepared test piece was set in a 6 GHz cavity resonator manufactured by Kanto Denshi Applied Development Co., Ltd., and measured with a network analyzer manufactured by Agilent Technologies.
- the dielectric loss tangent (tan ⁇ ) at 20° C. and 6 GHz was obtained by analyzing the measurement results with analysis software “CPMA” manufactured by Kanto Denshi Applied Development Co., Ltd. on a PC connected to a network analyzer.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Insulated Conductors (AREA)
Abstract
テトラフルオロエチレン単位およびパーフルオロ(プロピルビニルエーテル)単位を含有し、パーフルオロ(プロピルビニルエーテル)単位の含有量が、全単量体単位に対して、4.9~5.7質量%であり、372℃におけるメルトフローレートが、45.0~55.0g/10分であり、官能基数が、主鎖炭素数106個あたり、50個以下である共重合体を提供する。
Description
本開示は、共重合体、成形体、射出成形体および被覆電線に関する。
特許文献1には、加熱重量減率が10ppm/日以下であって、ポリテトラフルオロエチレン、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体、テトラフルオロエチレン/パーフルオロ(アルキルビニルエーテル)共重合体、エチレン/テトラフルオロエチレン共重合体、ポリクロロトリフルオロエチレン、クロロトリフルオロエチレン/テトラフルオロエチレン共重合体、エチレン/クロロトリフルオロエチレン共重合体、ポリフッ化ビニリデン、テトラフルオロエチレン/フッ化ビニリデン共重合体、フッ化ビニリデン/ヘキサフルオロプロピレン共重合体、及び、ポリフッ化ビニルからなる群より選択される少なくとも1種のフッ素樹脂からなる樹脂製食器が記載されている。
本開示では、表面平滑性に優れ、比較的大きく薄肉の射出成形体を非常に高い生産性で得ることができ、押出成形法により、径の小さい心線上に厚みが均一で欠陥が少ない薄い被覆層を容易に形成することができ、耐摩耗性、窒素低透過性、耐クリープ性、熱時剛性および温水浸漬後の耐熱変形性に優れており、過酸化水素水などの薬液中にフッ素イオンを溶出させにくい成形体を得ることができる共重合体を提供することを目的とする。
本開示によれば、テトラフルオロエチレン単位およびパーフルオロ(プロピルビニルエーテル)単位を含有し、パーフルオロ(プロピルビニルエーテル)単位の含有量が、全単量体単位に対して、4.9~5.7質量%であり、372℃におけるメルトフローレートが、45.0~55.0g/10分であり、官能基数が、主鎖炭素数106個あたり、50個以下である共重合体が提供される。
また、本開示によれば、上記の共重合体を含有する射出成形体が提供される。
また、本開示によれば、上記の共重合体を含有する被覆層を備える被覆電線が提供される。
また、本開示によれば、上記の共重合体を含有する成形体であって、前記成形体が、食器、ボトル、容器、または電線被覆である成形体が提供される。
本開示によれば、押出成形法により、径の小さい心線上に厚みが均一で欠陥が少ない薄い被覆層を容易に形成することができ、耐摩耗性、窒素低透過性、耐クリープ性、熱時剛性および温水浸漬後の耐熱変形性に優れており、過酸化水素水などの薬液中にフッ素イオンを溶出させにくい成形体を得ることができる共重合体を提供することができる。
以下、本開示の具体的な実施形態について詳細に説明するが、本開示は、以下の実施形態に限定されるものではない。
特許文献1には、樹脂製食器が、軽量で割れにくく、形状および品質が均質なものを安価で入手することができるため、学校、病院、企業の社員食堂など、大規模に給食する施設で広く用いられていること、樹脂製食器をフッ素樹脂により形成することによって、食器からの臭気の発生や、食器から揮発した成分が食物に付着したりすることを抑制することができることが記載されている。
しかしながら、従来のフッ素樹脂により形成された食器には、耐摩耗性、熱時剛性、耐クリープ性および温水浸漬後の耐熱変形性に改善の余地があり、繰り返し使用した場合に摩耗しやすく、食器洗浄機を用いて洗浄した場合などに損傷しやすい問題がある。また、従来のフッ素樹脂により密閉容器を形成した場合、フッ素樹脂の成形が容易でない問題や、窒素低透過性が十分とはいえず、特に野菜や果物などの食品を保管する際に品質を維持しにくい問題がある。
本発明者らは、これらの問題を解決する手段を鋭意検討したところ、フッ素樹脂として、テトラフルオロエチレン(TFE)単位およびパーフルオロ(プロピルビニルエーテル)(PPVE)単位を含有する共重合体を選択し、さらに、TFE単位およびPPVE単位を含有する共重合体のPPVE単位の含有量、メルトフローレート(MFR)および官能基数が適切に調整することによって、これらの問題の全てを見事に解決できることを見出した。
すなわち、本開示は、TFE単位およびPPVE単位を含有する共重合体であって、極めて限定された範囲のPPVE単位の含有量、メルトフローレート(MFR)および官能基数を有する共重合体に関する。
また、本開示の共重合体を用いることによって、押出成形法により、径の小さい心線上に厚みが均一で欠陥が少ない薄い被覆層を容易に形成することができる。
本開示の共重合体は溶融加工性のフッ素樹脂である。溶融加工性とは、押出機および射出成形機などの従来の加工機器を用いて、ポリマーを溶融して加工することが可能であることを意味する。
共重合体のPPVE単位の含有量は、全単量体単位に対して、4.9~5.7質量%であり、好ましくは5.0質量%以上であり、より好ましくは5.1質量%以上であり、さらに好ましくは5.2質量%以上であり、好ましくは5.6質量%以下であり、より好ましくは5.5質量以下であり、さらに好ましくは5.4質量%以下である。共重合体のPPVE単位の含有量が少なすぎると、耐摩耗性および温水浸漬後の耐熱変形性に優れる成形体を得ることが困難となる。共重合体のPPVE単位の含有量が多すぎると、窒素低透過性、耐クリープ性および熱時剛性に優れる成形体を得ることが困難になる。
共重合体のTFE単位の含有量は、全単量体単位に対して、好ましくは94.3~95.1質量%であり、より好ましくは94.4質量%以上であり、さらに好ましくは94.5質量%以上であり、特に好ましくは94.6質量%以上であり、より好ましくは95.0質量%以下であり、さらに好ましくは94.9質量%以下であり、特に好ましくは94.8質量%以上である。共重合体のTFE単位の含有量が多すぎると、耐摩耗性および温水浸漬後の耐熱変形性に優れる成形体を得ることが困難となるおそれがある。共重合体のTFE単位の含有量が少なすぎると、窒素低透過性、耐クリープ性および熱時剛性に優れる成形体を得ることが困難になるおそれがある。
本開示において、共重合体中の各単量体単位の含有量は、19F-NMR法により測定する。
共重合体は、TFEおよびPPVEと共重合可能な単量体に由来する単量体単位を含有することもできる。この場合、TFEおよびPPVEと共重合可能な単量体単位の含有量は、共重合体の全単量体単位に対して、好ましくは0~1.1質量%であり、より好ましくは0.1~0.5質量%であり、さらに好ましくは0.2~0.3質量%である。
TFEおよびPPVEと共重合可能な単量体としては、ヘキサフルオロプロピレン(HFP)、CZ1Z2=CZ3(CF2)nZ4(式中、Z1、Z2およびZ3は、同一または異なって、HまたはFを表し、Z4は、H、FまたはClを表し、nは2~10の整数を表す。)で表されるビニル単量体、CF2=CF-ORf1(式中、Rf1は炭素数1~8のパーフルオロアルキル基)で表されるパーフルオロ(アルキルビニルエーテル)〔PAVE〕(ただし、PPVEを除く)、および、CF2=CF-OCH2-Rf1(式中、Rf1は炭素数1~5のパーフルオロアルキル基を表す。)で表されるアルキルパーフルオロビニルエーテル誘導体等が挙げられる。なかでも、HFPが好ましい。
共重合体としては、TFE単位およびPPVE単位のみからなる共重合体、および、TFE/HFP/PPVE共重合体からなる群より選択される少なくとも1種が好ましく、TFE単位およびPPVE単位のみからなる共重合体がより好ましい。
共重合体のメルトフローレート(MFR)は、45.0~55.0g/10分である。共重合体のMFRは、好ましくは45.1g/10分以上であり、より好ましくは46.0g/10分以上である。共重合体のMFRが上記範囲内にあることにより、耐摩耗性、窒素低透過性、耐クリープ性、熱時剛性および温水浸漬後の耐熱変形性に優れており、過酸化水素水などの薬液中にフッ素イオンを溶出させにくい成形体を得ることができる。共重合体のMFRが高すぎると、耐摩耗性、温水浸漬後の耐熱変形性に優れる成形体を得ることが困難になる。
さらに、共重合体のMFRが上記範囲内にあると、そのような共重合体を射出成形法により成形することによって、表面平滑性に優れ、比較的大きく薄肉の射出成形体を非常に高い生産性で得ることができ、そのような共重合体を押出成形法により成形することによって、径の小さい心線上に厚みが均一で欠陥が少ない薄い被覆層を容易に形成することができる。
本開示において、MFRは、ASTM D1238に従って、メルトインデクサーを用いて、372℃、5kg荷重下で内径2.1mm、長さ8mmのノズルから10分間あたりに流出するポリマーの質量(g/10分)として得られる値である。
MFRは、単量体を重合する際に用いる重合開始剤の種類および量、連鎖移動剤の種類および量などを調整することによって、調整することができる。
本開示において、共重合体の主鎖炭素数106個当たりの官能基数は、50個以下である。共重合体の主鎖炭素数106個当たりの官能基数は、好ましくは40個以下であり、より好ましくは30個以下であり、さらに好ましくは20個以下であり、尚さらに好ましくは15個以下であり、特に好ましくは10個以下であり、最も好ましくは6個未満である。共重合体の官能基数が上記範囲内にあることにより、耐摩耗性、窒素低透過性、耐クリープ性、熱時剛性および温水浸漬後の耐熱変形性に優れており、過酸化水素水などの薬液中にフッ素イオンを溶出させにくい成形体を得ることができる。さらに、洗浄力や漂白力に優れる洗剤を用いて非常に高温で食器を洗浄する場合でも、食器からフッ素イオンが溶出するおそれがない。さらに、共重合体の官能基数が上記範囲内にあることにより、径の小さい心線上に厚みが均一で欠陥が少ない薄い被覆層を容易に形成することができる。
上記官能基の種類の同定および官能基数の測定には、赤外分光分析法を用いることができる。
官能基数については、具体的には、以下の方法で測定する。まず、上記共重合体をコールドプレスにより成形して、厚さ0.25~0.30mmのフィルムを作製する。このフィルムをフーリエ変換赤外分光分析により分析して、上記共重合体の赤外吸収スペクトルを得、完全にフッ素化されて官能基が存在しないベーススペクトルとの差スペクトルを得る。この差スペクトルに現れる特定の官能基の吸収ピークから、下記式(A)に従って、上記共重合体における炭素原子1×106個あたりの官能基数Nを算出する。
N=I×K/t (A)
I:吸光度
K:補正係数
t:フィルムの厚さ(mm)
I:吸光度
K:補正係数
t:フィルムの厚さ(mm)
参考までに、いくつかの官能基について、吸収周波数、モル吸光係数および補正係数を表1に示す。また、モル吸光係数は低分子モデル化合物のFT-IR測定データから決定したものである。

-CH2CF2H、-CH2COF、-CH2COOH、-CH2COOCH3、-CH2CONH2の吸収周波数は、それぞれ表中に示す、-CF2H、-COF、-COOH freeと-COOH bonded、-COOCH3、-CONH2の吸収周波数から数十カイザー(cm-1)低くなる。
たとえば、-COFの官能基数とは、-CF2COFに起因する吸収周波数1883cm-1の吸収ピークから求めた官能基数と、-CH2COFに起因する吸収周波数1840cm-1の吸収ピークから求めた官能基数との合計である。
官能基は、共重合体の主鎖末端または側鎖末端に存在する官能基、および、主鎖中または側鎖中に存在する官能基である。官能基数は、-CF=CF2、-CF2H、-COF、-COOH、-COOCH3、-CONH2および-CH2OHの合計数であってよい。
上記官能基は、たとえば、共重合体を製造する際に用いた連鎖移動剤や重合開始剤によって、共重合体に導入される。たとえば、連鎖移動剤としてアルコールを使用する、あるいは重合開始剤として-CH2OHの構造を有する過酸化物を使用した場合、共重合体の主鎖末端に-CH2OHが導入される。また、官能基を有する単量体を重合することによって、上記官能基が共重合体の側鎖末端に導入される。
このような官能基を有する共重合体を、フッ素化処理することによって、上記範囲内の官能基数を有する共重合体を得ることができる。すなわち、本開示の共重合体は、フッ素化処理されたものであることが好ましい。本開示の共重合体は、-CF3末端基を有することも好ましい。
共重合体の融点は、好ましくは285~310℃であり、より好ましくは290℃以上であり、さらに好ましくは294℃以上であり、特に好ましくは300℃以上であり、より好ましくは303℃以下である。融点が上記範囲内にあることにより、耐摩耗性、窒素低透過性、耐クリープ性、熱時剛性および温水浸漬後の耐熱変形性に一層優れる成形体を与える共重合体を得ることができる。
本開示において、融点は、示差走査熱量計〔DSC〕を用いて測定できる。
共重合体の窒素透過係数は、好ましくは280cm3・mm/(m2・24h・atm)以下であり、より好ましくは270cm3・mm/(m2・24h・atm)以下である。本開示の共重合体は、TFE単位およびPPVE単位を含有する共重合体のPPVE単位の含有量、メルトフローレート(MFR)および官能基数が適切に調整されていることから、優れた窒素低透過性を有している。したがって、本開示の共重合体を用いることにより、野菜や果物などの食品を保管に適した容器を得ることができる。
本開示において、窒素透過係数は、試験温度70℃、試験湿度0%RHの条件で、測定できる。窒素透過係数の具体的な測定は、実施例に記載の方法により行うことができる。
本開示の共重合体は、懸濁重合、溶液重合、乳化重合、塊状重合などの重合方法により、製造することができる。重合方法としては、乳化重合または懸濁重合が好ましい。これらの重合において、温度、圧力などの各条件、重合開始剤やその他の添加剤は、共重合体の組成や量に応じて適宜設定することができる。
重合開始剤としては、油溶性ラジカル重合開始剤、または水溶性ラジカル重合開始剤を使用できる。
油溶性ラジカル重合開始剤は公知の油溶性の過酸化物であってよく、たとえば、
ジノルマルプロピルパーオキシジカーボネート、ジイソプロピルパーオキシジカーボネート、ジsec-ブチルパーオキシジカーボネート、ジ-2-エトキシエチルパーオキシジカーボネートなどのジアルキルパーオキシカーボネート類;
t-ブチルパーオキシイソブチレート、t-ブチルパーオキシピバレートなどのパーオキシエステル類;
ジt-ブチルパーオキサイドなどのジアルキルパーオキサイド類;
ジ[フルオロ(またはフルオロクロロ)アシル]パーオキサイド類;
などが代表的なものとしてあげられる。
ジノルマルプロピルパーオキシジカーボネート、ジイソプロピルパーオキシジカーボネート、ジsec-ブチルパーオキシジカーボネート、ジ-2-エトキシエチルパーオキシジカーボネートなどのジアルキルパーオキシカーボネート類;
t-ブチルパーオキシイソブチレート、t-ブチルパーオキシピバレートなどのパーオキシエステル類;
ジt-ブチルパーオキサイドなどのジアルキルパーオキサイド類;
ジ[フルオロ(またはフルオロクロロ)アシル]パーオキサイド類;
などが代表的なものとしてあげられる。
ジ[フルオロ(またはフルオロクロロ)アシル]パーオキサイド類としては、[(RfCOO)-]2(Rfは、パーフルオロアルキル基、ω-ハイドロパーフルオロアルキル基またはフルオロクロロアルキル基)で表されるジアシルパーオキサイドが挙げられる。
ジ[フルオロ(またはフルオロクロロ)アシル]パーオキサイド類としては、たとえば、ジ(ω-ハイドロ-ドデカフルオロヘキサノイル)パーオキサイド、ジ(ω-ハイドロ-テトラデカフルオロヘプタノイル)パーオキサイド、ジ(ω-ハイドロ-ヘキサデカフルオロノナノイル)パーオキサイド、ジ(パーフルオロプロピオニル)パーオキサイド、ジ(パーフルオロブチリル)パーオキサイド、ジ(パーフルオロパレリル)パーオキサイド、ジ(パーフルオロヘキサノイル)パーオキサイド、ジ(パーフルオロヘプタノイル)パーオキサイド、ジ(パーフルオロオクタノイル)パーオキサイド、ジ(パーフルオロノナノイル)パーオキサイド、ジ(ω-クロロ-ヘキサフルオロブチリル)パーオキサイド、ジ(ω-クロロ-デカフルオロヘキサノイル)パーオキサイド、ジ(ω-クロロ-テトラデカフルオロオクタノイル)パーオキサイド、ω-ハイドロ-ドデカフルオロヘプタノイル-ω-ハイドロヘキサデカフルオロノナノイル-パーオキサイド、ω-クロロ-ヘキサフルオロブチリル-ω-クロロ-デカフルオロヘキサノイル-パーオキサイド、ω-ハイドロドデカフルオロヘプタノイル-パーフルオロブチリル-パーオキサイド、ジ(ジクロロペンタフルオロブタノイル)パーオキサイド、ジ(トリクロロオクタフルオロヘキサノイル)パーオキサイド、ジ(テトラクロロウンデカフルオロオクタノイル)パーオキサイド、ジ(ペンタクロロテトラデカフルオロデカノイル)パーオキサイド、ジ(ウンデカクロロトリアコンタフルオロドコサノイル)パーオキサイドなどが挙げられる。
水溶性ラジカル重合開始剤は公知の水溶性過酸化物であってよく、たとえば、過硫酸、過ホウ酸、過塩素酸、過リン酸、過炭酸などのアンモニウム塩、カリウム塩、ナトリウム塩、ジコハク酸パーオキサイド、ジグルタル酸パーオキサイドなどの有機過酸化物、t-ブチルパーマレート、t-ブチルハイドロパーオキサイドなどが挙げられる。亜硫酸塩類のような還元剤を過酸化物に組み合わせて使用してもよく、その使用量は過酸化物に対して0.1~20倍であってよい。
重合においては、界面活性剤、連鎖移動剤、および、溶媒を使用することができ、それぞれ従来公知のものを使用することができる。
界面活性剤としては、公知の界面活性剤が使用でき、たとえば、非イオン性界面活性剤、アニオン性界面活性剤、カチオン性界面活性剤などが使用できる。なかでも、含フッ素アニオン性界面活性剤が好ましく、エーテル結合性酸素を含んでもよい(すなわち、炭素原子間に酸素原子が挿入されていてもよい)、炭素数4~20の直鎖または分岐した含フッ素アニオン性界面活性剤がより好ましい。界面活性剤の添加量(対重合水)は、好ましくは50~5000ppmである。
連鎖移動剤としては、たとえば、エタン、イソペンタン、n-ヘキサン、シクロヘキサンなどの炭化水素類;トルエン、キシレンなどの芳香族類;アセトンなどのケトン類;酢酸エチル、酢酸ブチルなどの酢酸エステル類;メタノール、エタノールなどのアルコール類;メチルメルカプタンなどのメルカプタン類;四塩化炭素、クロロホルム、塩化メチレン、塩化メチル等のハロゲン化炭化水素などが挙げられる。連鎖移動剤の添加量は、用いる化合物の連鎖移動定数の大きさにより変わりうるが、通常重合溶媒に対して0.01~20質量%の範囲で使用される。
溶媒としては、水や、水とアルコールとの混合溶媒等が挙げられる。
懸濁重合では、水に加えて、フッ素系溶媒を使用してもよい。フッ素系溶媒としては、CH3CClF2、CH3CCl2F、CF3CF2CCl2H、CF2ClCF2CFHCl等のハイドロクロロフルオロアルカン類;CF2ClCFClCF2CF3、CF3CFClCFClCF3等のクロロフルオロアルカン類;CF3CFHCFHCF2CF2CF3、CF2HCF2CF2CF2CF2H、CF3CF2CF2CF2CF2CF2CF2H等のハイドロフルオロアルカン類;CH3OC2F5、CH3OC3F5CF3CF2CH2OCHF2、CF3CHFCF2OCH3、CHF2CF2OCH2F、(CF3)2CHCF2OCH3、CF3CF2CH2OCH2CHF2、CF3CHFCF2OCH2CF3等のハイドロフルオロエーテル類;パーフルオロシクロブタン、CF3CF2CF2CF3、CF3CF2CF2CF2CF3、CF3CF2CF2CF2CF2CF3等のパーフルオロアルカン類等が挙げられ、なかでも、パーフルオロアルカン類が好ましい。フッ素系溶媒の使用量は、懸濁性および経済性の面から、水性媒体に対して10~100質量%が好ましい。
重合温度としては特に限定されず、0~100℃であってよい。重合圧力は、用いる溶媒の種類、量および蒸気圧、重合温度等の他の重合条件に応じて適宜定められるが、通常、0~9.8MPaGであってよい。
重合反応により共重合体を含む水性分散液が得られる場合は、水性分散液中に含まれる共重合体を凝析させ、洗浄し、乾燥することにより、共重合体を回収できる。また、重合反応により共重合体がスラリーとして得られる場合は、反応容器からスラリーを取り出し、洗浄し、乾燥することにより、共重合体を回収できる。乾燥することによりパウダーの形状で共重合体を回収できる。
重合により得られた共重合体を、ペレットに成形してもよい。ペレットに成形する成形方法としては、特に限定はなく、従来公知の方法を用いることができる。たとえば、単軸押出機、二軸押出機、タンデム押出機を用いて共重合体を溶融押出しし、所定長さに切断してペレット状に成形する方法などが挙げられる。溶融押出しする際の押出温度は、共重合体の溶融粘度や製造方法により変える必要があり、好ましくは共重合体の融点+20℃~共重合体の融点+140℃である。共重合体の切断方法は、特に限定は無く、ストランドカット方式、ホットカット方式、アンダーウオーターカット方式、シートカット方式などの従来公知の方法を採用できる。得られたペレットを、加熱することにより、ペレット中の揮発分を除去してもよい(脱気処理)。得られたペレットを、30~200℃の温水、100~200℃の水蒸気、または、40~200℃の温風と接触させて処理してもよい。
重合により得られた共重合体を、フッ素化処理してもよい。フッ素化処理は、フッ素化処理されていない共重合体とフッ素含有化合物とを接触させることにより行うことができる。フッ素化処理により、共重合体の-COOH、-COOCH3、-CH2OH、-COF、-CF=CF2、-CONH2などの熱的に不安定な官能基、および、熱的に比較的安定な-CF2Hなどの官能基を、熱的に極めて安定な-CF3に変換することができる。結果として、共重合体の-COOH、-COOCH3、-CH2OH、-COF、-CF=CF2、-CONH2、および、-CF2Hの合計数(官能基数)を容易に上述した範囲に調整できる。
フッ素含有化合物としては特に限定されないが、フッ素化処理条件下にてフッ素ラジカルを発生するフッ素ラジカル源が挙げられる。上記フッ素ラジカル源としては、F2ガス、CoF3、AgF2、UF6、OF2、N2F2、CF3OF、フッ化ハロゲン(たとえばIF5、ClF3)などが挙げられる。
F2ガスなどのフッ素ラジカル源は、100%濃度のものであってもよいが、安全性の面から不活性ガスと混合し、5~50質量%に希釈して使用することが好ましく、15~30質量%に希釈して使用することがより好ましい。上記不活性ガスとしては、窒素ガス、ヘリウムガス、アルゴンガスなどが挙げられるが、経済的な面より窒素ガスが好ましい。
フッ素化処理の条件は、特に限定されず、溶融させた状態の共重合体とフッ素含有化合物とを接触させてもよいが、通常、共重合体の融点以下、好ましくは20~240℃、より好ましくは100~220℃の温度下で行うことができる。上記フッ素化処理は、一般に1~30時間、好ましくは5~25時間行う。フッ素化処理は、フッ素化処理されていない共重合体をフッ素ガス(F2ガス)と接触させるものが好ましい。
本開示の共重合体と、必要に応じてその他の成分とを混合し、組成物を得てもよい。その他の成分としては、充填剤、可塑剤、加工助剤、離型剤、顔料、難燃剤、滑剤、光安定剤、耐候安定剤、導電剤、帯電防止剤、紫外線吸収剤、酸化防止剤、発泡剤、香料、オイル、柔軟化剤、脱フッ化水素剤等を挙げることができる。
充填剤としては、たとえば、シリカ、カオリン、クレー、有機化クレー、タルク、マイカ、アルミナ、炭酸カルシウム、テレフタル酸カルシウム、酸化チタン、リン酸カルシウム、フッ化カルシウム、フッ化リチウム、架橋ポリスチレン、チタン酸カリウム、カーボン、チッ化ホウ素、カーボンナノチューブ、ガラス繊維等が挙げられる。導電剤としてはカーボンブラック等があげられる。可塑剤としては、ジオクチルフタル酸、ペンタエリスリトール等があげられる。加工助剤としては、カルナバワックス、スルホン化合物、低分子量ポリエチレン、フッ素系助剤等があげられる。脱フッ化水素剤としては有機オニウム、アミジン類等があげられる。
上記その他の成分として、上記した共重合体以外のその他のポリマーを用いてもよい。その他のポリマーとしては、上記した共重合体以外のフッ素樹脂、フッ素ゴム、非フッ素化ポリマーなどが挙げられる。
上記組成物の製造方法としては、共重合体とその他の成分とを乾式で混合する方法や、共重合体とその他の成分とを予め混合機で混合し、次いで、ニーダー、溶融押出し機等で溶融混練する方法等を挙げることができる。
本開示の共重合体または上記の組成物は、加工助剤、成形材料等として使用できるが、成形材料として使用することが好適である。本開示の共重合体の水性分散液、溶液、懸濁液、および共重合体/溶媒系も利用可能であり、これらは塗料として塗布したり、包封、含浸、フィルムの流延に使用したりできる。しかし、本開示の共重合体は上述した特性を有するものであるので、上記成形材料として使用することが好ましい。
本開示の共重合体または上記の組成物を成形して、成形体を得てもよい。
上記共重合体または上記組成物を成形する方法は特に限定されず、射出成形法、押出成形法、圧縮成形法、ブロー成形法、トランスファー成形法、ロト成形法、ロトライニング成形法等が挙げられる。成形方法としては、なかでも、押出成形法、圧縮成形法、射出成形法またはトランスファー成形法が好ましく、高い生産性で成形体を生産できることから、射出成形法、押出成形法またはトランスファー成形法がより好ましく、射出成形法がさらに好ましい。すなわち、成形体としては、押出成形体、圧縮成形体、射出成形体またはトランスファー成形体であることが好ましく、高い生産性で生産できることから、射出成形体、押出成形体またはトランスファー成形体であることがより好ましく、射出成形体であることがさらに好ましい。本開示の共重合体を射出成形法により成形することにより、表面平滑性に優れる射出成形体を高い生産性で得ることができる。
本開示の共重合体を含有する成形体としては、たとえば、ナット、ボルト、継手、フィルム、ボトル、ガスケット、電線被覆、チューブ、ホース、パイプ、バルブ、シート、シール、パッキン、タンク、ローラー、容器、コック、コネクタ、フィルターハウジング、フィルターケージ、流量計、ポンプ、ウェハーキャリア、ウェハーボックス等であってもよい。
本開示の共重合体、上記の組成物、または上記の成形体は、例えば、次の用途に使用できる。
食品包装用フィルム、食品製造工程で使用する流体移送ラインのライニング材、パッキン、シール材、シート等の食品製造装置用流体移送部材;
薬品用の薬栓、包装フィルム、薬品製造工程で使用される流体移送ラインのライニング材、パッキン、シール材、シート等の薬液移送部材;
化学プラントや半導体工場の薬液タンクや配管の内面ライニング部材;
自動車の燃料系統並びに周辺装置に用いられるO(角)リング・チューブ・パッキン、バルブ芯材、ホース、シール材等、自動車のAT装置に用いられるホース、シール材等の燃料移送部材;
自動車のエンジン並びに周辺装置に用いられるキャブレターのフランジガスケット、シャフトシール、バルブステムシール、シール材、ホース等、自動車のブレーキホース、エアコンホース、ラジエーターホース、電線被覆材等のその他の自動車部材;
半導体製造装置のO(角)リング、チューブ、パッキン、バルブ芯材、ホース、シール材、ロール、ガスケット、ダイヤフラム、継手等の半導体装置用薬液移送部材;
塗装設備用の塗装ロール、ホース、チューブ、インク用容器等の塗装・インク用部材;
飲食物用のチューブ又は飲食物用ホース等のチューブ、ホース、ベルト、パッキン、継手等の飲食物移送部材、食品包装材、ガラス調理機器;
廃液輸送用のチューブ、ホース等の廃液輸送用部材;
高温液体輸送用のチューブ、ホース等の高温液体輸送用部材;
スチーム配管用のチューブ、ホース等のスチーム配管用部材;
船舶のデッキ等の配管に巻き付けるテープ等の配管用防食テープ;
電線被覆材、光ファイバー被覆材、太陽電池の光起電素子の光入射側表面に設ける透明な表面被覆材および裏面剤等の各種被覆材;
ダイヤフラムポンプのダイヤフラムや各種パッキン類等の摺動部材;
農業用フィルム、各種屋根材・側壁等の耐侯性カバー;
建築分野で使用される内装材、不燃性防火安全ガラス等のガラス類の被覆材;
家電分野等で使用されるラミネート鋼板等のライニング材;
食品包装用フィルム、食品製造工程で使用する流体移送ラインのライニング材、パッキン、シール材、シート等の食品製造装置用流体移送部材;
薬品用の薬栓、包装フィルム、薬品製造工程で使用される流体移送ラインのライニング材、パッキン、シール材、シート等の薬液移送部材;
化学プラントや半導体工場の薬液タンクや配管の内面ライニング部材;
自動車の燃料系統並びに周辺装置に用いられるO(角)リング・チューブ・パッキン、バルブ芯材、ホース、シール材等、自動車のAT装置に用いられるホース、シール材等の燃料移送部材;
自動車のエンジン並びに周辺装置に用いられるキャブレターのフランジガスケット、シャフトシール、バルブステムシール、シール材、ホース等、自動車のブレーキホース、エアコンホース、ラジエーターホース、電線被覆材等のその他の自動車部材;
半導体製造装置のO(角)リング、チューブ、パッキン、バルブ芯材、ホース、シール材、ロール、ガスケット、ダイヤフラム、継手等の半導体装置用薬液移送部材;
塗装設備用の塗装ロール、ホース、チューブ、インク用容器等の塗装・インク用部材;
飲食物用のチューブ又は飲食物用ホース等のチューブ、ホース、ベルト、パッキン、継手等の飲食物移送部材、食品包装材、ガラス調理機器;
廃液輸送用のチューブ、ホース等の廃液輸送用部材;
高温液体輸送用のチューブ、ホース等の高温液体輸送用部材;
スチーム配管用のチューブ、ホース等のスチーム配管用部材;
船舶のデッキ等の配管に巻き付けるテープ等の配管用防食テープ;
電線被覆材、光ファイバー被覆材、太陽電池の光起電素子の光入射側表面に設ける透明な表面被覆材および裏面剤等の各種被覆材;
ダイヤフラムポンプのダイヤフラムや各種パッキン類等の摺動部材;
農業用フィルム、各種屋根材・側壁等の耐侯性カバー;
建築分野で使用される内装材、不燃性防火安全ガラス等のガラス類の被覆材;
家電分野等で使用されるラミネート鋼板等のライニング材;
上記自動車の燃料系統に用いられる燃料移送部材としては、更に、燃料ホース、フィラーホース、エバポホース等が挙げられる。上記燃料移送部材は、耐サワーガソリン用、耐アルコール燃料用、耐メチルターシャルブチルエーテル・耐アミン等ガソリン添加剤入燃料用の燃料移送部材として使用することもできる。
上記薬品用の薬栓・包装フィルムは、酸等に対し優れた耐薬品性を有する。また、上記薬液移送部材として、化学プラント配管に巻き付ける防食テープも挙げることができる。
上記成形体としては、また、自動車のラジエータタンク、薬液タンク、ベロース、スペーサ、ローラー、ガソリンタンク、廃液輸送用容器、高温液体輸送用容器、漁業・養魚タンク等が挙げられる。
上記成形体としては、更に、自動車のバンパー、ドアトリム、計器板、食品加工装置、調理機器、撥水撥油性ガラス、照明関連機器、OA機器の表示盤・ハウジング、電照式看板、ディスプレイ、液晶ディスプレイ、携帯電話、プリント基盤、電気電子部品、雑貨、ごみ箱、浴槽、ユニットバス、換気扇、照明枠等に用いられる部材も挙げられる。
本開示の共重合体を含有する成形体は、耐摩耗性、窒素低透過性、耐クリープ性、熱時剛性および温水浸漬後の耐熱変形性に優れており、過酸化水素水などの薬液中にフッ素イオンを溶出させにくいことから、ナット、ボルト、継手、パッキン、バルブ、コック、コネクタ、フィルターハウジング、フィルターケージ、流量計、ポンプなどに好適に利用することができる。
本開示の共重合体を含有する成形体は、射出成形法により高い生産性で製造することができ、耐摩耗性、窒素低透過性、耐クリープ性、熱時剛性および温水浸漬後の耐熱変形性に優れており、過酸化水素水などの薬液中にフッ素イオンを溶出させにくいことから、ガスケット、パッキンなどの被圧縮部材として好適に利用することができる。本開示のガスケットまたはパッキンは、射出成形法により低コストで製造することができ、耐摩耗性、窒素低透過性、耐クリープ性、熱時剛性および温水浸漬後の耐熱変形性に優れており、過酸化水素水などの薬液中にフッ素イオンを溶出させにくい。
本開示の被圧縮部材の大きさや形状は用途に応じて適宜設定すればよく、特に限定されない。本開示の被圧縮部材の形状は、たとえば、環状であってよい。また、本開示の被圧縮部材は、平面視で円形、長円形、角を丸めた四角形などの形状を有し、かつその中央部に貫通孔を有するものであってよい。
本開示の被圧縮部材は、非水電解液電池を構成するための部材として用いることが好ましい。本開示の被圧縮部材は、非水電解液電池中の非水電解液と接する状態で用いられる部材として、特に好適である。すなわち、本開示の被圧縮部材は、非水電解液電池中の非水電解液との接液面を有するものであってもよい。
非水電解液電池としては、非水電解液を備える電池であれば特に限定されず、たとえば、リチウムイオン二次電池、リチウムイオンキャパシタなどが挙げられる。また、非水電解液電池を構成する部材としては、封止部材、絶縁部材などが挙げられる。
上記非水電解液は、特に限定されるものではないが、プロピレンカーボネート、エチレンカーボネート、ブチレンカーボネート、γ-ブチルラクトン、1,2-ジメトキシエタン、1,2-ジエトキシエタン、ジメチルカーボネート、ジエチルカーボネート、エチルメチルカーボネートなどの公知の溶媒の1種もしくは2種以上が使用できる。非水電解液電池は、電解質をさらに備えてもよい。上記電解質は、特に限定されるものではないが、LiClO4、LiAsF6、LiPF6、LiBF4、LiCl、LiBr、CH3SO3Li、CF3SO3Li、炭酸セシウムなどを用いることができる。
本開示の被圧縮部材は、たとえば、封止ガスケット、封止パッキンなどの封止部材、絶縁ガスケット、絶縁パッキンなどの絶縁部材として、好適に利用できる。封止部材は、液体もしくは気体の漏出または外部からの液体もしくは気体の侵入を防止するために用いられる部材である。絶縁部材は、電気を絶縁するために用いられる部材である。本開示の被圧縮部材は、封止および絶縁の両方の目的のために用いられる部材であってもよい。
本開示の被圧縮部材は、上記の共重合体を含有することから、優れた絶縁特性を有している。したがって、本開示の被圧縮部材を絶縁部材として使用した場合には、2以上の導電部材にしっかりと密着して、短絡を長期間に渡って防止する。
押出成形法により本開示の共重合体を成形することにより、心線の径が小さい場合であっても、被覆切れを起こすことなく、高い引取速度で、径の小さい心線上に、被覆層を薄く形成することができるとともに、電気特性に優れる被覆層を形成できることから、電線被覆を形成するための材料として好適に利用することができる。したがって、本開示の共重合体を含有する被覆層を備える被覆電線は、心線の径が小さく、被覆層が薄い場合であっても、スパークを発生させるような欠陥をほとんど有しておらず、電気特性にも優れている。
被覆電線は、心線と、前記心線の周囲に設けられており、本開示の共重合体を含有する被覆層と、を備えるものである。例えば、心線上に本開示の共重合体を溶融押出成形した押出成形体を上記被覆層とすることができる。被覆電線は、LANケーブル(Eathernet Cable)、高周波伝送ケーブル、フラットケーブル、耐熱ケーブル等に好適であり、なかでも、LANケーブル(Eathernet Cable)、高周波伝送ケーブルなどの伝送ケーブルに好適である。
心線の材料としては、例えば、銅、アルミ等の金属導体材料を用いることができる。心線は、直径0.02~3mmであるものが好ましい。心線の直径は、0.04mm以上であることがより好ましく、0.05mm以上が更に好ましく、0.1mm以上が特に好ましい。心線の直径は、2mm以下がより好ましい。
心線の具体例としては、例えば、AWG(アメリカンワイヤゲージ)-46(直径40マイクロメートルの中実銅製ワイヤー)、AWG-26(直径404マイクロメートルの中実銅製ワイヤー)、AWG-24(直径510マイクロメートルの中実銅製ワイヤー)、AWG-22(直径635マイクロメートルの中実銅製ワイヤー)等を用いてもよい。
被覆層の厚みは、0.1~3.0mmであるものが好ましい。被覆層の厚みは、2.0mm以下であることも好ましい。
高周波伝送ケーブルとしては、同軸ケーブルが挙げられる。同軸ケーブルは、一般に、内部導体、絶縁被覆層、外部導体層および保護被覆層が芯部より外周部に順に積層することからなる構造を有する。本開示の共重合体を含有する成形体は、共重合体を含有する絶縁被覆層として、好適に利用することができる。上記構造における各層の厚さは特に限定されないが、通常、内部導体は直径約0.1~3mmであり、絶縁被覆層は、厚さ約0.3~3mm、外部導体層は、厚さ約0.5~10mm、保護被覆層は、厚さ約0.5~2mmである。
被覆層は、気泡を含有するものであってもよく、気泡が被覆層中に均一に分布しているものが好ましい。
気泡の平均泡径は限定されるものではないが、例えば、60μm以下であることが好ましく、45μm以下であることがより好ましく、35μm以下であることが更に好ましく、30μm以下であることが更により好ましく、25μm以下であることが特に好ましく、23μm以下であることが殊更に好ましい。また、平均泡径は、0.1μm以上であることが好ましく、1μm以上であることがより好ましい。平均泡径は、電線断面の電子顕微鏡画像を取り、画像処理により各泡の直径を算出し、平均することにより求めることができる。
被覆層は、発泡率が20%以上であってもよい。より好ましくは30%以上であり、更に好ましくは33%以上であり、更により好ましくは35%以上である。上限は特に限定されないが、例えば、80%である。発泡率の上限は60%であってもよい。発泡率は、((電線被覆材の比重-被覆層の比重)/電線被覆材の比重)×100として求める値である。発泡率は、例えば後述する押出機中のガスの挿入量の調節等により、あるいは、溶解するガスの種類を選択することにより、用途に応じて適宜調整することができる。
被覆電線は、上記心線と上記被覆層との間に別の層を備えていてもよく、被覆層の周囲に更に別の層(外層)を備えていてもよい。被覆層が気泡を含有する場合、本開示の電線は、心線と被覆層の間に非発泡層を挿入した2層構造(スキン-フォーム)や、外層に非発泡層を被覆した2層構造(フォーム-スキン)、更にはスキン-フォームの外層に非発泡層を被覆した3層構造(スキン-フォーム-スキン)であってもよい。非発泡層は特に限定されず、TFE/HFP系共重合体、TFE/PAVE共重合体、TFE/エチレン系共重合体、フッ化ビニリデン系重合体、ポリエチレン〔PE〕等のポリオレフィン樹脂、ポリ塩化ビニル〔PVC〕等の樹脂からなる樹脂層であってよい。
被覆電線は、たとえば、押出機を用いて、共重合体を加熱し、共重合体が溶融した状態で心線上に押し出し、被覆層を形成することにより製造することができる。
被覆層の形成に際しては、共重合体を加熱し、共重合体が溶融した状態で、共重合体中にガスを導入することにより、気泡を含有する上記被覆層を形成することもできる。ガスとしては、たとえば、クロロジフルオロメタン、窒素、二酸化炭素等のガス又は上記ガスの混合物を用いることができる。ガスは、加熱した共重合体中に加圧気体として導入してもよいし、化学的発泡剤を共重合体中に混和させることにより発生させてもよい。ガスは、溶融状態の共重合体中に溶解する。
また、本開示の共重合体は、高周波信号伝送用製品の材料として、好適に利用することができる。
上記高周波信号伝送用製品としては、高周波信号の伝送に用いる製品であれば特に限定されず、(1)高周波回路の絶縁板、接続部品の絶縁物、プリント配線基板等の成形板、(2)高周波用真空管のベース、アンテナカバー等の成形体、(3)同軸ケーブル、LANケーブル等の被覆電線等が挙げられる。上記高周波信号伝送用製品は、衛星通信機器、携帯電話基地局などのマイクロ波、特に3~30GHzのマイクロ波を利用する機器に、好適に使用することができる。
上記高周波信号伝送用製品において、本開示の共重合体は、誘電正接が低い点で、絶縁体として好適に用いることができる。
上記(1)成形板としては、良好な電気特性が得られる点で、プリント配線基板が好ましい。上記プリント配線基板としては特に限定されないが、例えば、携帯電話、各種コンピューター、通信機器等の電子回路のプリント配線基板が挙げられる。上記(2)成形体としては、誘電損失が低い点で、アンテナカバーが好ましい。
本開示の共重合体を含有する成形体は、耐摩耗性、窒素低透過性、耐クリープ性、熱時剛性および温水浸漬後の耐熱変形性に優れており、過酸化水素水などの薬液中にフッ素イオンを溶出させにくいことから、ボトルまたはチューブとして好適に利用することができる。本開示のボトルまたはチューブは、窒素を透過させにくく、高温での使用中であっても損傷しにくい。
以上、実施形態を説明したが、特許請求の範囲の趣旨および範囲から逸脱することなく、形態や詳細の多様な変更が可能なことが理解されるであろう。
つぎに本開示の実施形態について実施例をあげて説明するが、本開示はかかる実施例のみに限定されるものではない。
実施例の各数値は以下の方法により測定した。
(単量体単位の含有量)
各単量体単位の含有量は、NMR分析装置(たとえば、ブルカーバイオスピン社製、AVANCE300 高温プローブ)により測定した。
各単量体単位の含有量は、NMR分析装置(たとえば、ブルカーバイオスピン社製、AVANCE300 高温プローブ)により測定した。
(メルトフローレート(MFR))
ASTM D1238に従って、メルトインデクサーG-01(東洋精機製作所社製)を用いて、372℃、5kg荷重下で内径2.1mm、長さ8mmのノズルから10分間あたりに流出するポリマーの質量(g/10分)を求めた。
ASTM D1238に従って、メルトインデクサーG-01(東洋精機製作所社製)を用いて、372℃、5kg荷重下で内径2.1mm、長さ8mmのノズルから10分間あたりに流出するポリマーの質量(g/10分)を求めた。
(官能基数)
共重合体のペレットを、コールドプレスにより成形して、厚さ0.25~0.30mmのフィルムを作製した。このフィルムをフーリエ変換赤外分光分析装置〔FT-IR(Spectrum One、パーキンエルマー社製)〕により40回スキャンし、分析して赤外吸収スペクトルを得、完全にフッ素化されて官能基が存在しないベーススペクトルとの差スペクトルを得た。この差スペクトルに現れる特定の官能基の吸収ピークから、下記式(A)に従って試料における炭素原子1×106個あたりの官能基数Nを算出した。
N=I×K/t (A)
I:吸光度
K:補正係数
t:フィルムの厚さ(mm)
参考までに、本開示における官能基について、吸収周波数、モル吸光係数および補正係数を表2に示す。モル吸光係数は低分子モデル化合物のFT-IR測定データから決定したものである。
共重合体のペレットを、コールドプレスにより成形して、厚さ0.25~0.30mmのフィルムを作製した。このフィルムをフーリエ変換赤外分光分析装置〔FT-IR(Spectrum One、パーキンエルマー社製)〕により40回スキャンし、分析して赤外吸収スペクトルを得、完全にフッ素化されて官能基が存在しないベーススペクトルとの差スペクトルを得た。この差スペクトルに現れる特定の官能基の吸収ピークから、下記式(A)に従って試料における炭素原子1×106個あたりの官能基数Nを算出した。
N=I×K/t (A)
I:吸光度
K:補正係数
t:フィルムの厚さ(mm)
参考までに、本開示における官能基について、吸収周波数、モル吸光係数および補正係数を表2に示す。モル吸光係数は低分子モデル化合物のFT-IR測定データから決定したものである。
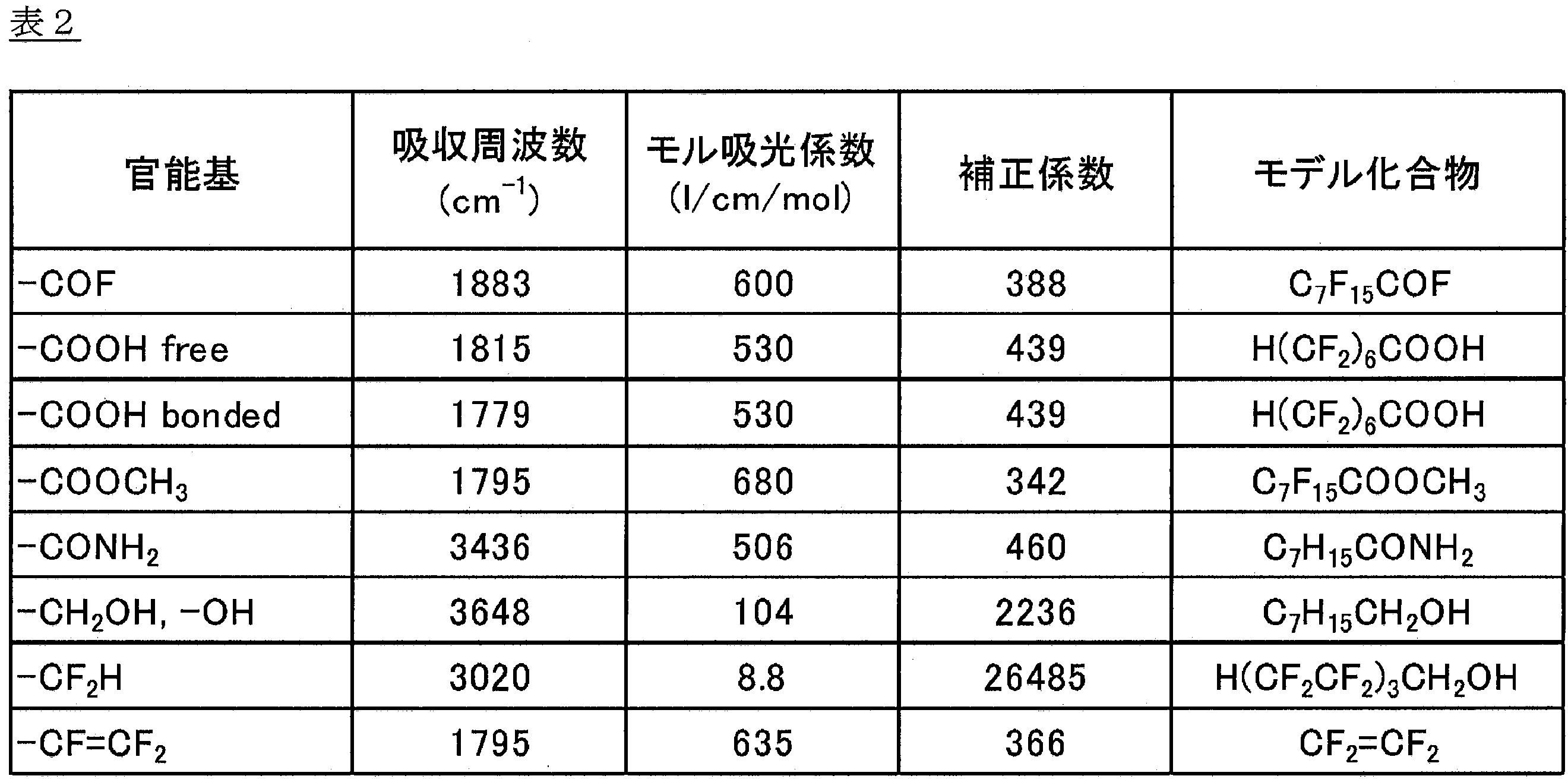
(融点)
示差走査熱量計(商品名:X-DSC7000、日立ハイテクサイエンス社製)を用いて、昇温速度10℃/分で200℃から350℃までの1度目の昇温を行い、続けて、冷却速度10℃/分で350℃から200℃まで冷却し、再度、昇温速度10℃/分で200℃から350℃までの2度目の昇温を行い、2度目の昇温過程で生ずる溶融曲線ピークから融点を求めた。
示差走査熱量計(商品名:X-DSC7000、日立ハイテクサイエンス社製)を用いて、昇温速度10℃/分で200℃から350℃までの1度目の昇温を行い、続けて、冷却速度10℃/分で350℃から200℃まで冷却し、再度、昇温速度10℃/分で200℃から350℃までの2度目の昇温を行い、2度目の昇温過程で生ずる溶融曲線ピークから融点を求めた。
比較例1
174L容積のオートクレーブに純水51.8Lを投入し、充分に窒素置換を行った後、パーフルオロシクロブタン40.9kgとパーフルオロ(プロピルビニルエーテル)(PPVE)2.56kg、メタノール2.29kgとを仕込み、系内の温度を35℃、攪拌速度を200rpmに保った。次いで、テトラフルオロエチレン(TFE)を0.64MPaまで圧入した後、ジ-n-プロピルパーオキシジカーボネートの50%メタノール溶液0.103kgを投入して重合を開始した。重合の進行とともに系内圧力が低下するので、TFEを連続供給して圧力を一定にし、PPVEをTFEの供給1kg毎に0.055kg追加投入した。TFEの追加投入量が40.9kgに達したところで重合を終了させた。未反応のTFEを放出して、オートクレーブ内を大気圧に戻した後、得られた反応生成物を水洗、乾燥して43.1kgの粉末を得た。
174L容積のオートクレーブに純水51.8Lを投入し、充分に窒素置換を行った後、パーフルオロシクロブタン40.9kgとパーフルオロ(プロピルビニルエーテル)(PPVE)2.56kg、メタノール2.29kgとを仕込み、系内の温度を35℃、攪拌速度を200rpmに保った。次いで、テトラフルオロエチレン(TFE)を0.64MPaまで圧入した後、ジ-n-プロピルパーオキシジカーボネートの50%メタノール溶液0.103kgを投入して重合を開始した。重合の進行とともに系内圧力が低下するので、TFEを連続供給して圧力を一定にし、PPVEをTFEの供給1kg毎に0.055kg追加投入した。TFEの追加投入量が40.9kgに達したところで重合を終了させた。未反応のTFEを放出して、オートクレーブ内を大気圧に戻した後、得られた反応生成物を水洗、乾燥して43.1kgの粉末を得た。
得られた粉末を、スクリュー押出機(商品名:PCM46、池貝社製)により360℃にて溶融押出して、TFE/PPVE共重合体のペレットを得た。得られたペレットを用いて上記した方法によりPPVE含有量を測定した。
得られたペレットを、真空振動式反応装置 VVD-30(大川原製作所社製)に入れ、210℃に昇温した。真空引き後、N2ガスで20体積%に希釈したF2ガスを大気圧まで導入した。F2ガス導入時から0.5時間後、いったん真空引きし、再度F2ガスを導入した。さらにその0.5時間後、再度真空引きし、再度F2ガスを導入した。以降、上記F2ガス導入及び真空引きの操作を1時間に1回行い続け、210℃の温度下で10時間反応を行った。反応終了後、反応器内をN2ガスに十分に置換して、フッ素化反応を終了した。フッ素化したペレットを用いて、上記した方法により、各種物性を測定した。
比較例2
PPVEを2.75kg、メタノールを3.02kg、PPVEをTFEの供給1kg毎に0.058kg追加投入、真空振動式反応装置の昇温温度を170℃、反応を170℃の温度下で5時間に変更し、乾燥粉末43.3kgを得た以外は、比較例1と同様にして、フッ素化したペレットを得た。
PPVEを2.75kg、メタノールを3.02kg、PPVEをTFEの供給1kg毎に0.058kg追加投入、真空振動式反応装置の昇温温度を170℃、反応を170℃の温度下で5時間に変更し、乾燥粉末43.3kgを得た以外は、比較例1と同様にして、フッ素化したペレットを得た。
比較例3
PPVEを2.75kg、メタノールを3.02kg、PPVEをTFEの供給1kg毎に0.058kg追加投入に変更し、乾燥粉末43.3kgを得た以外は、比較例1と同様にして、フッ素化していないペレットを得た。
PPVEを2.75kg、メタノールを3.02kg、PPVEをTFEの供給1kg毎に0.058kg追加投入に変更し、乾燥粉末43.3kgを得た以外は、比較例1と同様にして、フッ素化していないペレットを得た。
比較例4
PPVEを1.73kg、メタノールを4.70kg、PPVEをTFEの供給1kg毎に0.041kg追加投入に変更し、乾燥粉末42.6kgを得た以外は、比較例1と同様にして、フッ素化したペレットを得た。
PPVEを1.73kg、メタノールを4.70kg、PPVEをTFEの供給1kg毎に0.041kg追加投入に変更し、乾燥粉末42.6kgを得た以外は、比較例1と同様にして、フッ素化したペレットを得た。
比較例5
PPVEを3.73kg、メタノールを4.32kg、ジ-n-プロピルパーオキシジカーボネートの50%メタノール溶液を0.051kg、PPVEをTFEの供給1kg毎に0.075kg追加投入に変更し、乾燥粉末44.0kgを得た以外は、比較例1と同様にして、フッ素化したペレットを得た。
PPVEを3.73kg、メタノールを4.32kg、ジ-n-プロピルパーオキシジカーボネートの50%メタノール溶液を0.051kg、PPVEをTFEの供給1kg毎に0.075kg追加投入に変更し、乾燥粉末44.0kgを得た以外は、比較例1と同様にして、フッ素化したペレットを得た。
実施例1
メタノールを2.60kgに変更し、乾燥粉末43.1kgを得た以外は、比較例1と同様にして、フッ素化したペレットを得た。
メタノールを2.60kgに変更し、乾燥粉末43.1kgを得た以外は、比較例1と同様にして、フッ素化したペレットを得た。
実施例2
PPVEを2.75kg、メタノールを2.58kg、PPVEをTFEの供給1kg毎に0.058kg追加投入に変更し、乾燥粉末43.3kgを得た以外は、比較例1と同様にして、フッ素化したペレットを得た。
PPVEを2.75kg、メタノールを2.58kg、PPVEをTFEの供給1kg毎に0.058kg追加投入に変更し、乾燥粉末43.3kgを得た以外は、比較例1と同様にして、フッ素化したペレットを得た。
実施例3
PPVEを2.81kg、メタノールを2.51kg、PPVEをTFEの供給1kg毎に0.059kg追加投入に変更し、乾燥粉末43.3kgを得た以外は、比較例1と同様にして、フッ素化したペレットを得た。
PPVEを2.81kg、メタノールを2.51kg、PPVEをTFEの供給1kg毎に0.059kg追加投入に変更し、乾燥粉末43.3kgを得た以外は、比較例1と同様にして、フッ素化したペレットを得た。
実施例および比較例で得られたペレットを用いて、上記した方法により、各種物性を測定した。結果を表3に示す。
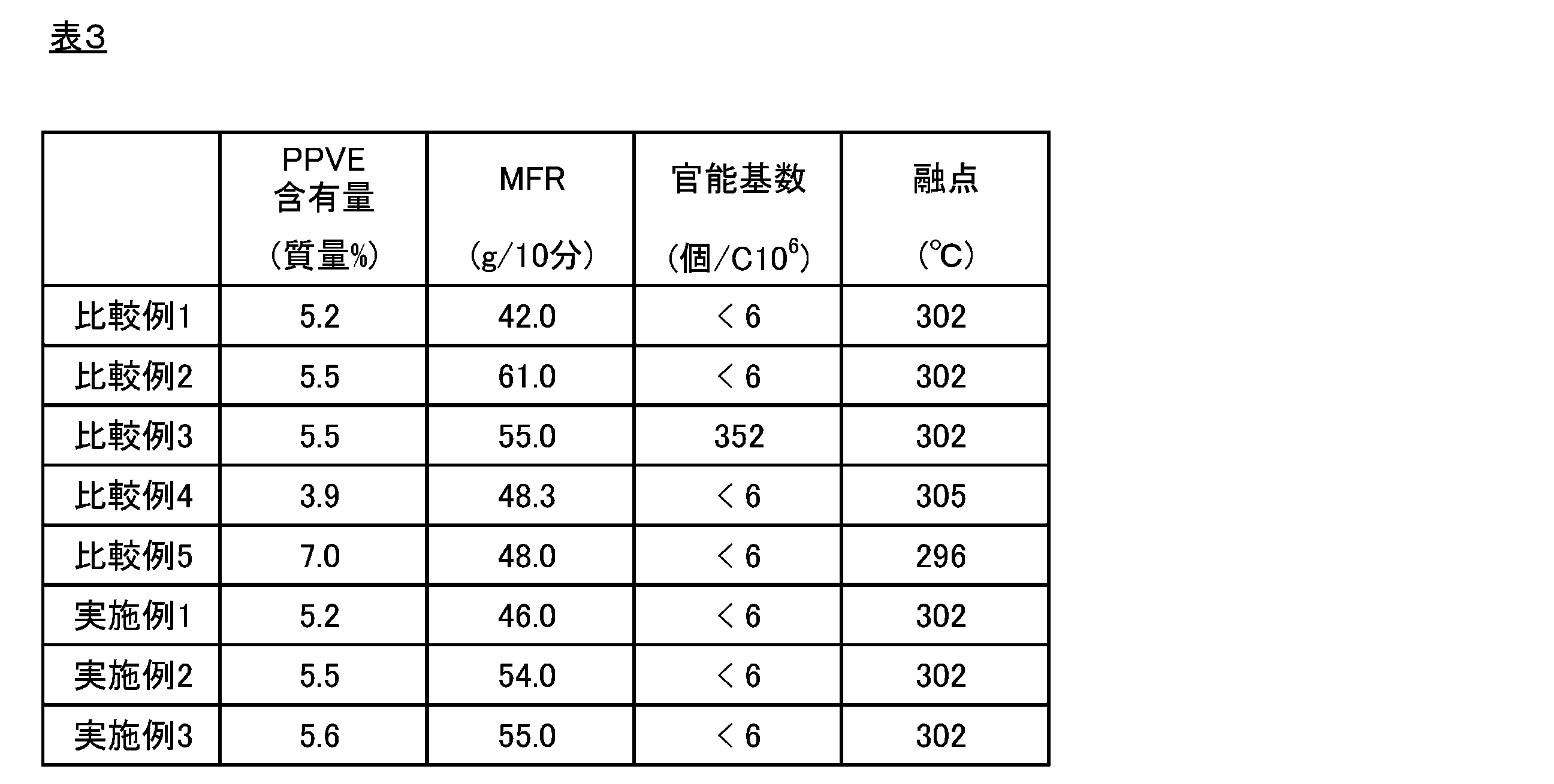
表3中の「<6」との記載は、官能基数が6個未満であることを意味する。
次に得られたペレットを用いて、下記の特性を評価した。結果を表4に示す。
(摩耗試験)
ペレットおよびヒートプレス成形機を用いて、厚さ約0.2mmのシート状試験片を作製し、これから10cm×10cmの試験片を切り出した。テーバー摩耗試験機(No.101 特型テーバー式アブレーションテスター、安田精機製作所社製)の試験台に作製した試験片を固定し、荷重500g、摩耗輪CS-10(研磨紙#240で20回転研磨したもの)、回転速度60rpmの条件で、テーバー摩耗試験機を用いて摩耗試験を行った。1000回転後の試験片重量を計量し、同じ試験片でさらに10000回転試験後に試験片重量を計量した。次式により、摩耗量を求めた。
摩耗量(mg)=M1-M2
M1:1000回転後の試験片重量(mg)
M2:10000回転後の試験片重量(mg)
ペレットおよびヒートプレス成形機を用いて、厚さ約0.2mmのシート状試験片を作製し、これから10cm×10cmの試験片を切り出した。テーバー摩耗試験機(No.101 特型テーバー式アブレーションテスター、安田精機製作所社製)の試験台に作製した試験片を固定し、荷重500g、摩耗輪CS-10(研磨紙#240で20回転研磨したもの)、回転速度60rpmの条件で、テーバー摩耗試験機を用いて摩耗試験を行った。1000回転後の試験片重量を計量し、同じ試験片でさらに10000回転試験後に試験片重量を計量した。次式により、摩耗量を求めた。
摩耗量(mg)=M1-M2
M1:1000回転後の試験片重量(mg)
M2:10000回転後の試験片重量(mg)
(窒素透過係数)
ペレットおよびヒートプレス成形機を用いて、厚さ約0.1mmのシート状試験片を作製した。得られた試験片を用い、JIS K7126-1:2006に記載の方法に従って、差圧式ガス透過度計(L100-5000型ガス透過度計、Systech illinois社製)を用いて、窒素透過度の測定を行った。透過面積50.24cm2、試験温度70℃、試験湿度0%RHでの窒素透過度の数値を得た。得られた窒素透過度と試験片厚みを用いて、次式より窒素透過係数を算出した。
窒素透過係数(cm3・mm/(m2・24h・atm))=GTR×d
GTR:窒素透過度(cm3/(m2・24h・atm))
d:試験片厚み(mm)
ペレットおよびヒートプレス成形機を用いて、厚さ約0.1mmのシート状試験片を作製した。得られた試験片を用い、JIS K7126-1:2006に記載の方法に従って、差圧式ガス透過度計(L100-5000型ガス透過度計、Systech illinois社製)を用いて、窒素透過度の測定を行った。透過面積50.24cm2、試験温度70℃、試験湿度0%RHでの窒素透過度の数値を得た。得られた窒素透過度と試験片厚みを用いて、次式より窒素透過係数を算出した。
窒素透過係数(cm3・mm/(m2・24h・atm))=GTR×d
GTR:窒素透過度(cm3/(m2・24h・atm))
d:試験片厚み(mm)
(耐クリープ性評価)
耐クリープ性の測定は、ASTM D395またはJIS K6262:2013に記載の方法に準じた。ペレットおよびヒートプレス成形機を用いて、外径13mm、高さ8mmの成形体を作製した。得られた成形体を切削することにより、外径13mm、高さ6mmの試験片を作製した。作製した試験片を、圧縮装置を用いて、常温で圧縮変形率25%まで圧縮した。圧縮した試験片を圧縮装置に固定したまま、電気炉内に静置し、80℃、72時間放置した。電気炉から圧縮装置を取り出し、室温まで冷却後、試験片を取り外した。回収した試験片を室温で30分放置した後、回収した試験片の高さを測定し、次式により復元割合を求めた。
復元割合(%)=(t2-t1)/t3×100
t1:スペーサーの高さ(mm)
t2:圧縮装置から取り外した試験片の高さ(mm)
t3:圧縮変形させた高さ(mm)
上記の試験においては、t1=4.5mm、t3=1.5mmである。
耐クリープ性の測定は、ASTM D395またはJIS K6262:2013に記載の方法に準じた。ペレットおよびヒートプレス成形機を用いて、外径13mm、高さ8mmの成形体を作製した。得られた成形体を切削することにより、外径13mm、高さ6mmの試験片を作製した。作製した試験片を、圧縮装置を用いて、常温で圧縮変形率25%まで圧縮した。圧縮した試験片を圧縮装置に固定したまま、電気炉内に静置し、80℃、72時間放置した。電気炉から圧縮装置を取り出し、室温まで冷却後、試験片を取り外した。回収した試験片を室温で30分放置した後、回収した試験片の高さを測定し、次式により復元割合を求めた。
復元割合(%)=(t2-t1)/t3×100
t1:スペーサーの高さ(mm)
t2:圧縮装置から取り外した試験片の高さ(mm)
t3:圧縮変形させた高さ(mm)
上記の試験においては、t1=4.5mm、t3=1.5mmである。
(80℃荷重たわみ)
ペレットおよびヒートプレス成形機を用いて、厚さ約3mmのシート状試験片を作製し、これから80×10mmの試験片を切り出し、電気炉にて100℃で20時間加熱した。得られた試験片を用いた以外は、JIS K-K 7191-1に記載の方法に準じて、ヒートディストーションテスター(安田精機製作所社製)にて、試験温度30~150℃、昇温速度120℃/時間、曲げ応力1.8MPa、フラットワイズ法の条件にて試験を行った。次式により荷重たわみ率を求めた。80℃での荷重たわみ率が小さいシートは、熱時剛性に優れている。
荷重たわみ率(%)=a2/a1×100
a1:試験前の試験片厚み(mm)
a2:80℃でのたわみ量(mm)
ペレットおよびヒートプレス成形機を用いて、厚さ約3mmのシート状試験片を作製し、これから80×10mmの試験片を切り出し、電気炉にて100℃で20時間加熱した。得られた試験片を用いた以外は、JIS K-K 7191-1に記載の方法に準じて、ヒートディストーションテスター(安田精機製作所社製)にて、試験温度30~150℃、昇温速度120℃/時間、曲げ応力1.8MPa、フラットワイズ法の条件にて試験を行った。次式により荷重たわみ率を求めた。80℃での荷重たわみ率が小さいシートは、熱時剛性に優れている。
荷重たわみ率(%)=a2/a1×100
a1:試験前の試験片厚み(mm)
a2:80℃でのたわみ量(mm)
(温水浸漬クラック試験(温水浸漬後の耐熱変形性))
ペレットおよびヒートプレス成形機を用いて、厚さ約2mmのシートを作製した。13.5mm×38mmの長方形ダンベルを用いて、得られたシートを打ち抜くことにより、3個の試験片を得た。得られた各試験片の長辺の中心に、ASTM D1693に準じて、19mm×0.45mmの刃でノッチを入れた。100mLポリプロピレン製ボトルに、ノッチ試験片3個と水25gを入れ、電気炉にて80℃で20時間加熱後、ノッチ試験片を取り出した。得られたノッチ試験片3個をASTM D1693に準じた応力亀裂試験治具に取り付け、電気炉にて80℃で2時間加熱した後、ノッチおよびその周辺を目視で観察し、亀裂の数を数えた。亀裂が生じないシートは、温水に浸漬された後でも耐熱変形性が優れている。
○:亀裂の数が0個である
×:亀裂の数が1個以上である
ペレットおよびヒートプレス成形機を用いて、厚さ約2mmのシートを作製した。13.5mm×38mmの長方形ダンベルを用いて、得られたシートを打ち抜くことにより、3個の試験片を得た。得られた各試験片の長辺の中心に、ASTM D1693に準じて、19mm×0.45mmの刃でノッチを入れた。100mLポリプロピレン製ボトルに、ノッチ試験片3個と水25gを入れ、電気炉にて80℃で20時間加熱後、ノッチ試験片を取り出した。得られたノッチ試験片3個をASTM D1693に準じた応力亀裂試験治具に取り付け、電気炉にて80℃で2時間加熱した後、ノッチおよびその周辺を目視で観察し、亀裂の数を数えた。亀裂が生じないシートは、温水に浸漬された後でも耐熱変形性が優れている。
○:亀裂の数が0個である
×:亀裂の数が1個以上である
(過酸化水素水浸漬試験)
ペレット25gを3重量%過酸化水素水溶液50gに浸漬し、電気炉にて90℃、20時間加熱し、さらに滅菌機で121℃、1時間加熱後、室温まで冷却した。水溶液からペレットを取り出し、残った水溶液にTISAB溶液(10)(関東化学社製)を添加し、得られた水溶液中のフッ素イオン濃度をフッ素イオンメーターにて測定した。得られた測定値から、下記式に従って、ペレット重量当たりのフッ素イオン濃度(溶出フッ素イオン量)を算出した。
溶出フッ素イオン量(質量ppm)=測定値(質量ppm)×水溶液量(g)/ペレット重量(g)
ペレット25gを3重量%過酸化水素水溶液50gに浸漬し、電気炉にて90℃、20時間加熱し、さらに滅菌機で121℃、1時間加熱後、室温まで冷却した。水溶液からペレットを取り出し、残った水溶液にTISAB溶液(10)(関東化学社製)を添加し、得られた水溶液中のフッ素イオン濃度をフッ素イオンメーターにて測定した。得られた測定値から、下記式に従って、ペレット重量当たりのフッ素イオン濃度(溶出フッ素イオン量)を算出した。
溶出フッ素イオン量(質量ppm)=測定値(質量ppm)×水溶液量(g)/ペレット重量(g)
(表面平滑性)
射出成形機(住友重機械工業社製、SE50EV-A)を使用し、シリンダ温度を390℃、金型温度を200℃、150mm/sとして、共重合体を射出成形した。金型として、HPM38にCrめっきを施した金型(50mm×35mm×0.5mmtの4個取り)を用いた。得られた射出成形体の表面を目視にて観察し、表面平滑性を以下の基準で評価した。
◎:表面が平滑である
〇:金型のゲート付近に位置していた部分の表面のみに荒れがみられる
×:表面の大部分に荒れがみられる
射出成形機(住友重機械工業社製、SE50EV-A)を使用し、シリンダ温度を390℃、金型温度を200℃、150mm/sとして、共重合体を射出成形した。金型として、HPM38にCrめっきを施した金型(50mm×35mm×0.5mmtの4個取り)を用いた。得られた射出成形体の表面を目視にて観察し、表面平滑性を以下の基準で評価した。
◎:表面が平滑である
〇:金型のゲート付近に位置していた部分の表面のみに荒れがみられる
×:表面の大部分に荒れがみられる
(電線被覆特性)
30mmφ電線被覆成形機(田辺プラスチック機械社製)により、1本が0.05mmの19本の撚り線の銀メッキ導体上に、ペレットを下記被覆厚みで押出被覆し、被覆電線を得た。
30mmφ電線被覆成形機(田辺プラスチック機械社製)により、1本が0.05mmの19本の撚り線の銀メッキ導体上に、ペレットを下記被覆厚みで押出被覆し、被覆電線を得た。
電線被覆押出成形条件は以下の通りである。
a)心導体:導体径約0.25mm(0.05mm×19本撚り)
b)被覆厚み:0.20mm
c)被覆電線径:0.65mm
d)電線引取速度:250m/分)
e)押出条件:
・シリンダー軸径=30mm,L/D=24の単軸押出成形機
・ダイ(内径)/チップ(外径)=9.2mm/4.0mm
押出機の設定温度:バレル部C-1(330℃)、バレル部C-2(360℃)、バレル部C-3(375℃)、ヘッド部H(390℃)、ダイ部D-1(405℃)、ダイ部D-2(395℃)。心線予備加熱は80℃に設定した。
a)心導体:導体径約0.25mm(0.05mm×19本撚り)
b)被覆厚み:0.20mm
c)被覆電線径:0.65mm
d)電線引取速度:250m/分)
e)押出条件:
・シリンダー軸径=30mm,L/D=24の単軸押出成形機
・ダイ(内径)/チップ(外径)=9.2mm/4.0mm
押出機の設定温度:バレル部C-1(330℃)、バレル部C-2(360℃)、バレル部C-3(375℃)、ヘッド部H(390℃)、ダイ部D-1(405℃)、ダイ部D-2(395℃)。心線予備加熱は80℃に設定した。
(2-1)被覆切れの有無
電線被覆成形を連続的に行い、1時間で1回以上、被覆切れが起こった場合を連続成形不可(×)、被覆切れが起こらなかった場合、連続成形可(○)とした。
電線被覆成形を連続的に行い、1時間で1回以上、被覆切れが起こった場合を連続成形不可(×)、被覆切れが起こらなかった場合、連続成形可(○)とした。
(2-2)スパーク数
電線被覆ラインにオンラインでスパークテスタ(DENSOK HIGH FREQ SPARK TESTER)を設置し、電圧1500Vで、電線被覆の欠損の有無を評価した。1時間連続成形してスパークがゼロの場合を合格(○)、スパークが検出された場合を不合格(×)とした。
電線被覆ラインにオンラインでスパークテスタ(DENSOK HIGH FREQ SPARK TESTER)を設置し、電圧1500Vで、電線被覆の欠損の有無を評価した。1時間連続成形してスパークがゼロの場合を合格(○)、スパークが検出された場合を不合格(×)とした。
(2-3)外径ブレ幅
外径測定器(Zumbach社製ODAC18XY)を用いて1時間連続で測定し、目標外径0.65mmに対し、最大最小値が、小数点3桁目の検出値を四捨五入して、±0.01mmの場合を±0.01、±0.02mmの場合を±0.02、±0.03mmの場合を±0.03、被覆切れが発生した場合を×と記載した。
外径測定器(Zumbach社製ODAC18XY)を用いて1時間連続で測定し、目標外径0.65mmに対し、最大最小値が、小数点3桁目の検出値を四捨五入して、±0.01mmの場合を±0.01、±0.02mmの場合を±0.02、±0.03mmの場合を±0.03、被覆切れが発生した場合を×と記載した。
(誘電正接)
ペレットを、溶融成形することにより、直径2mmの円柱状の試験片を作製した。作製した試験片を、関東電子応用開発社製6GHz用空洞共振器にセットし、アジレントテクノロジー社製ネットワークアナライザで測定した。測定結果を、ネットワークアナライザに接続されたPC上の関東電子応用開発社製解析ソフト「CPMA」で解析することにより、20℃、6GHzでの誘電正接(tanδ)を求めた。
ペレットを、溶融成形することにより、直径2mmの円柱状の試験片を作製した。作製した試験片を、関東電子応用開発社製6GHz用空洞共振器にセットし、アジレントテクノロジー社製ネットワークアナライザで測定した。測定結果を、ネットワークアナライザに接続されたPC上の関東電子応用開発社製解析ソフト「CPMA」で解析することにより、20℃、6GHzでの誘電正接(tanδ)を求めた。

Claims (4)
- テトラフルオロエチレン単位およびパーフルオロ(プロピルビニルエーテル)単位を含有し、
パーフルオロ(プロピルビニルエーテル)単位の含有量が、全単量体単位に対して、4.9~5.7質量%であり、
372℃におけるメルトフローレートが、45.0~55.0g/10分であり、
官能基数が、主鎖炭素数106個あたり、50個以下である
共重合体。 - 請求項1に記載の共重合体を含有する射出成形体。
- 請求項1に記載の共重合体を含有する被覆層を備える被覆電線。
- 請求項1に記載の共重合体を含有する成形体であって、前記成形体が、食器、ボトル、容器、または電線被覆である成形体。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280016110.XA CN116888166A (zh) | 2021-02-26 | 2022-01-31 | 共聚物、成型体、注射成型体和被覆电线 |
| US18/449,778 US20230406975A1 (en) | 2021-02-26 | 2023-08-15 | Copolymer, molded body, injection molded body, and coated electrical wire |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021031093 | 2021-02-26 | ||
| JP2021-031093 | 2021-02-26 | ||
| JP2021-162151 | 2021-09-30 | ||
| JP2021162151 | 2021-09-30 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/449,778 Continuation US20230406975A1 (en) | 2021-02-26 | 2023-08-15 | Copolymer, molded body, injection molded body, and coated electrical wire |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022181237A1 true WO2022181237A1 (ja) | 2022-09-01 |
Family
ID=82492245
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/003652 WO2022181237A1 (ja) | 2021-02-26 | 2022-01-31 | 共重合体、成形体、射出成形体および被覆電線 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20230406975A1 (ja) |
| JP (1) | JP7104361B1 (ja) |
| WO (1) | WO2022181237A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03247609A (ja) * | 1985-10-21 | 1991-11-05 | E I Du Pont De Nemours & Co | 安定なテトラフルオルエチレン共重合体 |
| JP2002053620A (ja) * | 2000-05-30 | 2002-02-19 | Asahi Glass Co Ltd | テトラフルオロエチレン/パーフルオロ(アルキルビニルエーテル)共重合体及びその製造方法 |
| JP2005298659A (ja) * | 2004-04-09 | 2005-10-27 | Daikin Ind Ltd | 高周波信号伝送製品用テトラフルオロエチレン共重合体 |
| WO2008047906A1 (fr) * | 2006-10-20 | 2008-04-24 | Daikin Industries, Ltd. | Copolymère fluoré, fil électrique et procédé de fabrication du fil électrique |
-
2022
- 2022-01-31 WO PCT/JP2022/003652 patent/WO2022181237A1/ja active Application Filing
- 2022-01-31 JP JP2022012579A patent/JP7104361B1/ja active Active
-
2023
- 2023-08-15 US US18/449,778 patent/US20230406975A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03247609A (ja) * | 1985-10-21 | 1991-11-05 | E I Du Pont De Nemours & Co | 安定なテトラフルオルエチレン共重合体 |
| JP2002053620A (ja) * | 2000-05-30 | 2002-02-19 | Asahi Glass Co Ltd | テトラフルオロエチレン/パーフルオロ(アルキルビニルエーテル)共重合体及びその製造方法 |
| JP2005298659A (ja) * | 2004-04-09 | 2005-10-27 | Daikin Ind Ltd | 高周波信号伝送製品用テトラフルオロエチレン共重合体 |
| WO2008047906A1 (fr) * | 2006-10-20 | 2008-04-24 | Daikin Industries, Ltd. | Copolymère fluoré, fil électrique et procédé de fabrication du fil électrique |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022132118A (ja) | 2022-09-07 |
| JP7104361B1 (ja) | 2022-07-21 |
| US20230406975A1 (en) | 2023-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7185169B2 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| JP2022132206A (ja) | 含フッ素共重合体 | |
| JP7185167B2 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| JP7104361B1 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| JP7174308B2 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| JP7174309B2 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| JP7177376B2 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| JP7174293B2 (ja) | 共重合体、射出成形体、被圧縮部材および被覆電線 | |
| JP7185168B2 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| JP7157362B2 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| JP7137109B2 (ja) | 共重合体、成形体、押出成形体およびトランスファー成形体 | |
| JP7177375B2 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| JP7137108B2 (ja) | 共重合体、成形体、押出成形体およびトランスファー成形体 | |
| JP7104362B1 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| JP7157365B2 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| WO2022181241A1 (ja) | 共重合体、成形体、押出成形体、ブロー成形体、トランスファー成形体および被覆電線 | |
| WO2022181242A1 (ja) | 共重合体、成形体、押出成形体、ブロー成形体、トランスファー成形体および被覆電線 | |
| WO2022181220A1 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| WO2022181224A1 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| WO2022181222A1 (ja) | 共重合体、成形体、射出成形体および被覆電線 | |
| WO2022181225A1 (ja) | 共重合体、成形体および射出成形体 | |
| WO2022181221A1 (ja) | 共重合体、成形体、射出成形体および被覆電線 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22759278 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280016110.X Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 32PN | Ep: public notification in the ep bulletin as address of the adressee cannot be established |
Free format text: NOTING OF LOSS OF RIGHTS PURSUANT TO RULE 112(1) EPC (EPO FORM 1205A DATED 01/12/2023). |