WO2022176420A1 - アルミニウム合金板、その製造方法及び熱交換器 - Google Patents
アルミニウム合金板、その製造方法及び熱交換器 Download PDFInfo
- Publication number
- WO2022176420A1 WO2022176420A1 PCT/JP2022/000183 JP2022000183W WO2022176420A1 WO 2022176420 A1 WO2022176420 A1 WO 2022176420A1 JP 2022000183 W JP2022000183 W JP 2022000183W WO 2022176420 A1 WO2022176420 A1 WO 2022176420A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- less
- aluminum alloy
- heat exchanger
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/081—Heat exchange elements made from metals or metal alloys
- F28F21/084—Heat exchange elements made from metals or metal alloys from aluminium or aluminium alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/08—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/10—Alloys based on aluminium with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/043—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/05—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys of the Al-Si-Mg type, i.e. containing silicon and magnesium in approximately equal proportions
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/053—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with zinc as the next major constituent
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
Definitions
- the present invention relates to an aluminum alloy plate for single-layer thermal bonding and a heat exchanger manufactured using the same.
- Brazing is often used as a manufacturing method for products such as heat exchangers and heat sinks that are made of aluminum materials and have many metal joints.
- a brazing sheet in which a core material made of an aluminum material is clad with a brazing material, or a brazing material has been used.
- clad materials such as brazing sheets for superimposing and joining multiple layers and the use of additional joining materials such as brazing filler metals increase the cost of heat exchangers due to their manufacturing and material costs. It was.
- Patent Document 1 an aluminum alloy material that can be heat-bonded in a single layer has been proposed (for example, Patent Document 1).
- This aluminum alloy material is made of an Al—Si alloy, and utilizes a liquid phase generated inside the alloy material by heating for bonding.
- the above-mentioned liquid phase acts as a brazing material, it can be joined to other members without using a joining material such as a standing brazing material, even though it is a single layer.
- the ability to perform bonding by heating even without a bonding material is referred to as a "heat bonding function.”
- a heat bonding function such a single-layer aluminum alloy material having a heat bonding function
- the heating temperature at that time is referred to as a “heat bonding temperature”.
- the material In the case of aluminum alloy materials that have a single-layer heat-bonding function, the material is in a semi-molten state during heat-bonding, so it is important to ensure deformation resistance at the brazing temperature.
- a technique for improving the deformation resistance of aluminum alloy materials for example, in Patent Document 2, crystal grains become coarse after brazing addition heat, and by making a metal structure in which liquid phase formation at grain boundaries is suppressed, An aluminum alloy material having a single-layer heat-bonding function with excellent deformation resistance has been clarified.
- an object of the present invention is to provide an aluminum alloy plate having a single-layer heat-bonding function and having high resistance to deformation during heat-bonding.
- the present inventors investigated the relationship between the crystal structure after heat bonding of an aluminum alloy material that has the function of heat bonding in a single layer and the deformation resistance. It was found that grain boundary sliding caused by grains affects deformation resistance. Then, the present inventors found that the metal structure of the aluminum alloy plate (before heat bonding The inventors have found that an aluminum alloy material with a controlled metal structure) can be an aluminum alloy material that has a function of heat bonding with a single layer that is excellent in deformation resistance, and completed the present invention.
- the present invention (1) is an aluminum alloy plate having a single-layer heat-bonding function, An aluminum alloy containing 1.50 to 5.00% by mass of Si, 0.01 to 2.00% by mass of Fe and 0.50 to 2.00% by mass of Mn, with the balance being Al and unavoidable impurities become, In a heating test in which the temperature is raised from 300 ° C. to 400 ° C. at an average heating rate of 60 ° C./min or less and held at 600 ⁇ 3 ° C. for 5 ⁇ 3 minutes, the average grain in the plane parallel to the rolling surface after the heating test The diameter is 370 ⁇ m or more, and the average number of crystal grains in the plate thickness direction after the heating test is 1.5 or more, To provide an aluminum alloy plate characterized by
- the present invention (2) further includes Zn of 6.00% by mass or less, Mg of 3.00% by mass or less, Cu of 1.50% by mass or less, Ni of 2.00% by mass or less, and 0.30% by mass. Characterized by containing any one or more of Cr of mass% or less, Zr of 0.30 mass% or less, Ti of 0.30 mass% or less, and V of 0.30 mass% or less It provides the aluminum alloy plate of (1).
- the present invention (3) further includes 0.10% by mass or less of Be, 0.10% by mass or less of Sr, 0.30% by mass or less of Bi, 0.10% by mass or less of Na and 0.05% by mass of Provided is an aluminum alloy sheet according to (1) or (2), characterized by containing one or more of Ca in an amount of mass % or less.
- the present invention (4) provides the aluminum alloy plate according to any one of (1) to (3), characterized by having a plate thickness of 0.30 mm or less.
- the cast and rolled sheet further contains 6.00% by mass or less of Zn, 3.00% by mass or less of Mg, 1.50% by mass or less of Cu, and 2.00% by mass or less of Any one or more of Ni, 0.30% by mass or less of Cr, 0.30% by mass or less of Zr, 0.30% by mass or less of Ti and 0.30% by mass or less of V
- the method for producing an aluminum alloy plate according to (5) is provided.
- the cast and rolled sheet further contains 0.10% by mass or less of Be, 0.10% by mass or less of Sr, 0.30% by mass or less of Bi, and 0.10% by mass or less of A method for producing an aluminum alloy plate according to (5) or (6), which contains one or more of Na and 0.05% by mass or less of Ca. .
- the present invention (8) is a heat exchanger having an aluminum alloy tube through which a working fluid flows, and an aluminum alloy fin metallically joined to the tube,
- the tube is formed using a heat exchanger tube material made of an aluminum alloy
- the fin contains 1.50-5.00% by mass of Si, 0.01-2.00% by mass of Fe and 0.50-2.00% by mass of Mn, the balance being Al and unavoidable impurities.
- It is made of an aluminum alloy consisting of a single layer and is formed using an aluminum alloy plate that has a function of heat bonding,
- the average grain size in the plane parallel to the rolled surface of the fin is 370 ⁇ m or more, and the average number of grains in the plate thickness direction is 1.5 or more,
- the fin further comprises Zn of 6.00% by mass or less, Mg of 3.00% by mass or less, Cu of 1.50% by mass or less, and Ni of 2.00% by mass or less. , 0.30% by mass or less of Cr, 0.30% by mass or less of Zr, 0.30% by mass or less of Ti, and 0.30% by mass or less of V. It provides the heat exchanger of (8) characterized by:
- the fin further comprises 0.10% by mass or less of Be, 0.10% by mass or less of Sr, 0.30% by mass or less of Bi, and 0.10% by mass or less of Na. and 0.05% by mass or less of Ca.
- the present invention (11) is a heat exchanger having an aluminum alloy tube through which a working fluid flows, and an aluminum alloy fin metallically joined to the tube, At least, a heat exchanger tube material made of an aluminum alloy and a heat exchanger fin material made of an aluminum alloy are combined, and then the resulting combination is heated to produce the heat exchanger tube material and the heat exchanger fin material. is obtained by joining
- the heat exchanger fin material is a molded body of an aluminum alloy plate according to any one of (1) to (4), To provide a heat exchanger characterized by
- an aluminum alloy plate having a single-layer heat-bonding function and having high resistance to deformation during heat-bonding.
- FIG. 1 is a schematic phase diagram of an Al—Si alloy, which is a typical binary eutectic alloy.
- FIG. FIG. 4 is an explanatory view showing a liquid phase formation mechanism in the aluminum alloy forming the aluminum alloy plate according to the present invention in joining using the aluminum alloy plate according to the present invention.
- FIG. 4 is an explanatory view showing a liquid phase formation mechanism in the aluminum alloy forming the aluminum alloy plate according to the present invention in joining using the aluminum alloy plate according to the present invention.
- 1 is a schematic phase diagram of an Al—Si alloy, which is a typical binary eutectic alloy.
- FIG. It is a figure for demonstrating the measuring method of the average number of crystal grains of the plate
- the aluminum alloy plate of the present invention is an aluminum alloy plate having a single-layer heat-bonding function, An aluminum alloy containing 1.50 to 5.00% by mass of Si, 0.01 to 2.00% by mass of Fe and 0.50 to 2.00% by mass of Mn, with the balance being Al and unavoidable impurities become, In a heating test in which the temperature is raised from 300 ° C. to 400 ° C. at an average heating rate of 60 ° C./min or less and held at 600 ⁇ 3 ° C. for 5 ⁇ 3 minutes, the average grain in the plane parallel to the rolling surface after the heating test The diameter is 370 ⁇ m or more, and the average number of crystal grains in the plate thickness direction after the heating test is 1.5 or more, An aluminum alloy plate characterized by
- the aluminum alloy plate of the present invention contains Si, Fe and Mn as essential elements.
- the aluminum alloy sheet of the present invention is composed of essential elements, optional additional elements added as necessary, and the balance of aluminum and unavoidable impurities.
- the aluminum alloy plate of the present invention contains 1.50 to 5.00% by mass of Si, 0.01 to 2.00% by mass of Fe and 0.50 to 2.00% by mass of Mn, and the balance is Al and It consists of an aluminum alloy containing unavoidable impurities. That is, the aluminum alloy plate of the present invention is composed of an aluminum alloy.
- the aluminum alloy according to the aluminum alloy plate of the present invention further contains 6.00% by mass or less of Zn, 3.00% by mass or less of Mg, 1.50% by mass or less of Cu, as optional additive elements.
- 00% by mass or less Ni, 0.30% by mass or less Cr, 0.30% by mass or less Zr, 0.30% by mass or less Ti, 0.30% by mass or less V, 0.10% by mass or less any one or more of Be, 0.10% by mass or less Sr, 0.30% by mass or less Bi, 0.10% by mass or less Na, and 0.05% by mass or less Ca can contain.
- the aluminum alloy according to the aluminum alloy plate of the present invention contains 0.10% by mass or less of In, 0.10% by mass or less of Sn, and 0.10% by mass or less of rare earth elements as optional additive elements. good too.
- Si is an element that generates an Al-Si-based liquid phase and contributes to bonding.
- the Si content of the aluminum alloy according to the aluminum alloy plate of the present invention is 1.50 to 5.00% by mass, preferably 1.60 to 3.50% by mass, more preferably 2.00 to 3.00% by mass. is.
- a sufficient amount of liquid phase can be generated, and the amount of the liquid phase seeping out is sufficient, so that good bonding can be achieved.
- the material strength does not decrease too much, and the shape can be maintained.
- the Si content of the aluminum alloy is within the above range, the temperature difference between the solidus line and the liquidus line of the aluminum alloy increases, so it takes time to complete solidification near the center of the plate thickness during casting.
- solute atoms are discharged from near the surface layer to the center, and the second phase particles are densely present due to the higher concentration of solute atoms, which inhibits the growth of crystal grains at the center of the sheet thickness.
- the number of crystal grains in the plate thickness direction increases, and deformation due to grain boundary sliding is suppressed.
- the amount of the liquid phase that oozes out increases as the plate thickness increases and the heating temperature increases. Then, the Si content of the aluminum alloy and the heat-bonding temperature are adjusted according to the amount of liquid phase required during heat-bonding.
- the Si content of the aluminum alloy is less than the above range, a sufficient amount of liquid phase cannot be generated, and the liquid phase seeps out less, resulting in incomplete bonding. If it exceeds, the amount of Si particles in the aluminum alloy material increases, and the amount of liquid phase generated increases, so the strength of the material during heating is extremely reduced, making it difficult to maintain the shape of the fin material.
- Fe has the effect of preventing strength reduction, especially at high temperatures, by dispersing as crystallized substances and precipitates.
- the Fe content of the aluminum alloy for the aluminum alloy plate of the present invention is 0.01 to 2.00% by mass, preferably 0.20 to 1.00% by mass.
- the strength is increased and the reduction in strength at high temperatures is prevented.
- the Fe content of the aluminum alloy is less than the above range, not only the above effect is small, but also a high-purity base metal must be used, resulting in an increase in cost.
- the Fe content of the aluminum alloy exceeds the above range, coarse intermetallic compounds are formed during casting, which causes problems in manufacturability, and the bonded body is exposed to a corrosive environment (especially a corrosive environment in which liquid flows). Corrosion resistance is lowered when exposed to heat, and deformation resistance is lowered because recrystallized grains are refined by heating during bonding.
- Mn dissolves in the aluminum matrix during casting, and promotes the formation of Al-based intermetallic compounds with an equivalent circle diameter of 0.01 to 0.50 ⁇ m in the subsequent machining process.
- the Mn content of the aluminum alloy for the aluminum alloy plate of the present invention is 0.50 to 2.00% by mass, preferably 0.80 to 1.50% by mass.
- the amount of the Al-based intermetallic compound having an equivalent circle diameter of 0.01 to 0.50 ⁇ m is sufficient, and a pinning effect with an appropriate strength is obtained. Since only limited crystal grains grow and coarse crystal grains are obtained, grain boundary sliding is suppressed by the coarse crystal grains, and deformation resistance is enhanced.
- the Mn content of the aluminum alloy is less than the above range, the above effect cannot be obtained sufficiently, resulting in low deformation resistance. , causing manufacturability problems.
- the aluminum alloy according to the aluminum alloy plate of the present invention may optionally further include Mg, Cu, Ni, Cr, Zr, Ti, V, Be, Sr, Any one or more of Bi, Na, Ca, Zn, In, Sn, and rare earth elements can be contained.
- Mg becomes Mg 2 Si and causes age hardening to improve the strength. Therefore, Mg is an additive element that exerts an effect of improving strength.
- the Mg content of the aluminum alloy according to the aluminum alloy plate of the present invention is 3.00% by mass or less, preferably 0.05 to 3.00. % by mass.
- the strength is increased.
- the Mg content of the aluminum alloy exceeds the above range, Mg reacts with the flux to form a compound with a high melting point, resulting in significantly lower bondability.
- not only Mg and Mg, but also other alloy components, when the content is equal to or less than a predetermined content, 0% by mass is also included.
- Cu is an additive element that dissolves in the matrix and improves strength.
- the Cu content of the aluminum alloy according to the aluminum alloy plate of the present invention is 1.50% by mass or less, preferably 0.05 to 1.50. % by mass.
- the strength is increased.
- the Cu content of the aluminum alloy exceeds the above range, the corrosion resistance is lowered.
- the Ni content of the aluminum alloy according to the aluminum alloy plate of the present invention is 2.00% by mass or less, preferably 0.05 to 2.00. % by mass.
- the strength is increased.
- the Ni content of the aluminum alloy exceeds the above range, coarse intermetallic compounds are likely to be formed, resulting in low workability and low self-corrosion resistance.
- the Cr improves the strength through solid solution strengthening, and also precipitates Al--Cr intermetallic compounds and acts on grain coarsening after heating.
- the Cr content of the aluminum alloy according to the aluminum alloy plate of the present invention is 0.30% by mass or less, preferably 0.05 to 0.30. % by mass.
- the strength is increased.
- the Cr content of the aluminum alloy exceeds the above range, coarse intermetallic compounds are likely to be formed, resulting in poor plastic workability.
- the Zr content of the aluminum alloy according to the aluminum alloy plate of the present invention is 0.30% by mass or less, preferably 0.05 to 0.30. % by mass.
- the strength is increased.
- the Zr content of the aluminum alloy exceeds the above range, coarse intermetallic compounds are likely to be formed, resulting in poor plastic workability.
- Ti and V dissolve in the matrix to improve the strength, and also have the effect of preventing the progress of corrosion in the plate thickness direction by being distributed in layers.
- the Ti content of the aluminum alloy according to the aluminum alloy plate of the present invention is 0.30% by mass or less, preferably 0.05 to 0.30. % by mass.
- the aluminum alloy contains V
- the V content of the aluminum alloy according to the aluminum alloy sheet of the present invention is 0.30% by mass or less, preferably 0.05 to 0.30% by mass.
- the Ti content or V content of the aluminum alloy is within the above range, the strength is increased and the progress of corrosion in the plate thickness direction can be prevented.
- the Ti content or V content of the aluminum alloy exceeds the above range, large crystallized substances are generated, and formability and corrosion resistance are impaired.
- Zn is an element effective in improving corrosion resistance through a sacrificial anticorrosion action.
- Zn has the effect of dissolving almost uniformly in the matrix and lowering the natural potential.
- the aluminum alloy of the aluminum alloy plate of the present invention contains Zn
- the Zn content of the aluminum alloy of the aluminum alloy plate of the present invention is 6.00% by mass or less, preferably 0.05 to 6.00. % by weight, particularly preferably 0.10 to 5.00% by weight.
- the Zn content of the aluminum alloy is within the above range, corrosion resistance is enhanced.
- the Zn content of the aluminum alloy exceeds the above range, the corrosion rate becomes too fast, the self-corrosion resistance becomes low, and the sacrificial anti-corrosion action also becomes low.
- Be, Sr, Bi, Na, and Ca can improve bondability by finely dispersing Si particles and improving the fluidity of the liquid phase.
- the Be content of the aluminum alloy according to the aluminum alloy plate of the present invention is 0.10% by mass or less, preferably 0.0001 to 0.10. % by mass.
- the aluminum alloy according to the aluminum alloy plate of the present invention contains Sr
- the Sr content of the aluminum alloy according to the aluminum alloy plate of the present invention is 0.10% by mass or less, preferably 0.0001 to 0. .10 mass %.
- the Bi content of the aluminum alloy according to the aluminum alloy plate of the present invention is 0.30% by mass or less, preferably 0.0001 to 0. .30 mass %.
- the aluminum alloy according to the aluminum alloy plate of the present invention contains Na
- the Na content of the aluminum alloy according to the aluminum alloy plate of the present invention is 0.10% by mass or less, preferably 0.0001 to 0. .10 mass %.
- the aluminum alloy according to the aluminum alloy plate of the present invention contains Ca
- the Ca content of the aluminum alloy according to the aluminum alloy plate of the present invention is 0.05% by mass or less, preferably 0.0001 to 0. 0.05 mass %.
- the bondability is enhanced.
- the Be content, Sr content, the Bi content, the Na content, or the Ca content of the aluminum alloy exceeds the above ranges, adverse effects such as deterioration of corrosion resistance may occur.
- the aluminum alloy according to the aluminum alloy plate of the present invention may contain 0.10% by mass or less of In, 0.10% by mass or less of Sn, and 0.10% by mass or less of rare earth elements.
- the aluminum alloy plate of the present invention is heated from 300 ° C. to 400 ° C. at an average heating rate of 60 ° C./min or less and held at 600 ⁇ 3 ° C. for 5 ⁇ 3 minutes.
- the temperature is raised from 400 ° C. to 580 ° C. in 8 ⁇ 3 minutes, and the temperature is raised from 580 ° C. to the holding temperature in 8 ⁇ 3 minutes. In a heating test in which the temperature is raised in 3 minutes and held at 600 ⁇ 3 ° C.
- the average crystal grain size in the plane parallel to the rolling surface after the heating test is 370 ⁇ m or more, preferably 370 to 1500 ⁇ m, particularly preferably is 400 to 1500 ⁇ m, and the average number of crystal grains in the plate thickness direction after the heating test is 1.5 or more, preferably 1.5 to 10.0. That is, the aluminum alloy plate of the present invention is heated from 300 ° C. to 400 ° C. at an average heating rate of 60 ° C./min or less, and is heated at 600 ⁇ 3 ° C. for 5 ⁇ 3 minutes, preferably from 300 ° C. The temperature is raised to 400 ° C.
- the average crystal grain size in the plane parallel to the rolling surface after the heating test is 370 ⁇ m or more, preferably 370 to 1500 ⁇ m, particularly preferably. is 400 to 1500 ⁇ m, and the average number of crystal grains in the plate thickness direction after the heating test is 1.5 or more, preferably 1.5 to 10.0.
- the present inventors raised the temperature from 300 ° C. to 400 ° C.
- the average grain size in the plane parallel to the rolling surface and the average number of crystal grains in the thickness direction are in the above range. It has been found that an aluminum alloy plate with a high temperature resistance is less likely to be deformed during heating in single-layer heat-bonding.
- the aluminum alloy plate of the present invention is heated from 300 ° C. to 400 ° C. at an average heating rate of 60 ° C./min or less and held at 600 ⁇ 3 ° C. for 5 ⁇ 3 minutes.
- the temperature is raised from 400 ° C. to 580 ° C. in 8 ⁇ 3 minutes, and the temperature is raised from 580 ° C. to the holding temperature in 8 ⁇ 3 minutes.
- the average crystal grain size in the plane parallel to the rolling surface after the heating test is 370 ⁇ m or more, preferably 370 to 1500 ⁇ m, particularly preferably is 400-1500 ⁇ m.
- the grain boundaries are melted during heating for heat-bonding. happens. Therefore, in a heating test in which the temperature is increased from 300 ° C. to 400 ° C. at an average temperature increase rate of 60 ° C./min or less and held at 600 ⁇ 3 ° C. for 5 ⁇ 3 minutes, preferably the average temperature is increased from 300 ° C. to 400 ° C.
- the temperature is raised at a rate of 60 ° C./min or less, preferably 45 ° C./min or less, and the temperature is raised from 400 ° C. to 580 ° C. in 8 ⁇ 3 minutes, and from 580 ° C. to the holding temperature in 8 ⁇ 3 minutes.
- the average grain size in the plane parallel to the rolled surface after the heating test of the aluminum alloy plate is within the above range. Since it becomes difficult for the gap to occur, the resistance to deformation during heat bonding is enhanced. Since it is extremely difficult to observe the average grain size during heating, the average grain size after heating is used for determination. Further, the upper limit of the average crystal grain size is not particularly limited, but the average crystal grain size depends on the manufacturing conditions of the aluminum alloy material and the heating conditions at the time of heat bonding. The upper limit of the particle size is about 1500 ⁇ m.
- the average crystal grain size in a plane parallel to the rolled surface is obtained by observing a sample etched by an anodizing method after mirror polishing with an optical microscope to obtain an observation image of the crystal grain structure, and then using the area measurement method. It is obtained by measuring the average crystal grain size.
- the area measurement method draws a rectangular parallelepiped of a certain size in the crystal grain structure observation image, sets the crystal grain contained in the rectangular parallelepiped as 1, the crystal grain cut by the side of the rectangle as 0.5, and In this method, the number of crystal grains on a rectangle is measured, and the average crystal grain size d is calculated using the following formula (1).
- Average crystal grain size d ( ⁇ m) ((total evaluation area ( ⁇ m 2 )/total number of crystal grains (pieces))) 0.5 (1)
- the plane parallel to the rolling surface is a plane perpendicular to the plate thickness direction.
- the aluminum alloy plate of the present invention is heated from 300 ° C. to 400 ° C. at an average heating rate of 60 ° C./min or less and held at 600 ⁇ 3 ° C. for 5 ⁇ 3 minutes.
- the temperature is raised from 400 ° C. to 580 ° C. in 8 ⁇ 3 minutes, and the temperature is raised from 580 ° C. to the holding temperature in 8 ⁇ 3 minutes.
- the average number of crystal grains in the plate thickness direction after the heating test is 1.5 or more, preferably 1.5 to 10.5. 0 pieces.
- the average number of crystal grains in the plate thickness direction after the heating test of the aluminum alloy plate is within the above range. Since expansion in the direction is suppressed, deformation resistance during heat bonding can be enhanced. Since it is extremely difficult to observe crystal grains during heating, the average number of crystal grains after heating is used for determination.
- the upper limit of the number of crystal grains is not particularly limited, but the average number of crystal grains depends on the manufacturing conditions of the aluminum alloy material and the heating conditions at the time of heat bonding. The upper limit of the number is 10.0.
- FIG. 5 is an image observed with an optical microscope at three different points in the cross section of the aluminum alloy plate after the heating test.
- the temperature is raised at a rate of 60 ° C./min or less, preferably 45 ° C./min or less, and the temperature is raised from 400 ° C. to 580 ° C. in 8 ⁇ 3 minutes, and from 580 ° C. to the holding temperature in 8 ⁇ 3 minutes. , 600 ⁇ 3 ° C. for 5 ⁇ 3 minutes.
- a heating test was performed by heating to the holding temperature, then holding at 600 ⁇ 3 ° C.
- the temperature elevation conditions for the heating test are from 300°C to 400°C at an average temperature elevation rate of 60°C/min or less and then to 600°C, preferably from 300°C to 400°C.
- the temperature is raised at an average temperature increase rate of 60 ° C./min or less, preferably 45 ° C./min or less, and the temperature is raised from 400 ° C. to 580 ° C. in 8 ⁇ 3 minutes, and from 580 ° C. to the holding temperature in 8 ⁇ 3 minutes. These are the conditions for raising the temperature.
- the plate thickness of the aluminum alloy plate of the present invention is preferably 0.30 mm or less.
- a thickness of 0.30 mm or less is suitable for the fin material of the heat exchanger.
- the aluminum alloy plate of the present invention has excellent deformation resistance even when the plate thickness is as small as 0.30 mm or less.
- the aluminum alloy plate of the present invention is an aluminum alloy plate having a single-layer heat-bonding function at a temperature at which the liquid phase ratio is 5.0% or more and 35.0% or less (aluminum alloy plate having a single-layer heat-bonding function ). That is, the aluminum alloy plate of the present invention is a single-layer brazing sheet.
- the single-layer brazing sheet has a temperature at which the ratio of the mass of the liquid phase generated in the aluminum alloy material to the total mass of the aluminum alloy material (hereinafter referred to as "liquid phase ratio") is 5% or more and 35% or less. must be joined with If the liquid phase ratio exceeds 35%, the amount of liquid phase generated is too large, and the aluminum alloy material cannot maintain its shape, resulting in large deformation. On the other hand, if the liquid phase ratio is less than 5%, bonding becomes difficult.
- a preferable liquid phase ratio is 5 to 30%, and a more preferable liquid phase ratio is 10 to 20%.
- FIG. 1 schematically shows a phase diagram of an Al—Si alloy, which is a typical binary eutectic alloy.
- a liquid phase starts to be generated at a temperature T1 near the eutectic temperature (solidus temperature) Te.
- T1 near the eutectic temperature (solidus temperature) Te.
- FIG. 2(a) crystal precipitates are distributed in the matrix separated by grain boundaries.
- FIG. 2(b) the crystal grain boundaries with a large amount of segregation in the crystal precipitate distribution melt and become a liquid phase. Then, as shown in FIG.
- the crystal precipitate particles of Si and the intermetallic compound, which are the main additive element components dispersed in the aluminum alloy matrix, are spherically melted into a liquid phase. Furthermore, as shown in Fig. 2(d), this spherical liquid phase generated in the matrix redissolves in the matrix with the lapse of time and temperature rise due to interfacial energy. move to Then, when the temperature rises to T2 as shown in FIG. 1, the amount of liquid phase increases according to the phase diagram. As shown in FIG. 1, when the Si concentration of one of the aluminum alloy materials is c2, which is lower than the maximum solid solubility limit concentration, the formation of the liquid phase begins near the solidus temperature Ts2.
- the structure immediately before melting may not have crystal precipitates in the matrix, as shown in FIG. 3(a).
- FIG. 3(b) after first melting at the grain boundary and becoming a liquid phase, as shown in FIG. occurs.
- this spherical liquid phase generated in the matrix redissolves in the matrix with the lapse of time and temperature rise due to interfacial energy, as in the case of c1, and diffuses in the solid phase. migrate to grain boundaries and surfaces by When the temperature rises to T3, the amount of liquid phase increases according to the phase diagram.
- the bonding in the present invention utilizes a liquid phase generated by partial melting inside the single-layer brazing sheet (the heat exchanger fin material according to the present invention), and achieves both bonding and shape maintenance. can be realized.
- a single-layer brazing sheet that generates a liquid phase is combined with an aluminum alloy mating material to be joined thereto, and these are heated at a temperature at which the liquid phase ratio is 5.0% or more and 35.0% or less.
- the extremely small amount of liquid phase that forms on the surface of the single-layer brazing sheet during jointing is the result of the interaction between the aluminum alloy mating material whose oxide film has been destroyed by the action of flux or the like. fill in the gaps.
- the liquid phase in the vicinity of the joint interface of both alloy materials moves into the aluminum alloy mating material, and along with this, the crystal grains of the solid phase ⁇ phase of the single-layer brazing sheet in contact with the joint interface are formed into the aluminum alloy. It grows into the mating material. On the other hand, the crystal grains of the aluminum alloy mating material also grow toward the single-layer brazing sheet. Then, the structure is joined so that the structure of the single-layer brazing sheet is intruded into the aluminum alloy mating material near the joint interface. Therefore, no metallographic structure other than the single-layer brazing sheet and the aluminum alloy mating material is generated at the joint interface.
- the metal structure of the joint is composed only of the members to be joined, or the members to be joined are both.
- the joining structure is different from that in the case of using a brazing sheet clad with a brazing filler metal or in the case of welding.
- brazing sheet clad with brazing filler metal (with a brazing filler metal clad rate of 5% on one side) is used to assemble a draw cup type laminated heat exchanger
- the melted brazing filler metal will adhere to the joints after heating for brazing.
- the concentration reduces the height of the stacked heat exchanger by 5-10%. Therefore, it is necessary to consider the reduction in product design.
- a single-layer brazing sheet is used and heat-bonded to an aluminum alloy mating material, the dimensional change after bonding is extremely small, enabling highly accurate product design.
- the liquid phase ratio specified in the present invention shall be obtained by equilibrium calculation. Specifically, it is calculated from the alloy composition and the maximum temperature during heating using thermodynamic equilibrium calculation software such as Thermo-Calc (registered trademark) manufactured by Thermo-Calc Software AB.
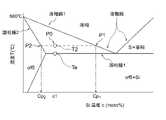
- FIG. 4 is a modification of FIG.
- a line extending parallel to the horizontal axis through the temperature Te (hereinafter referred to as “solidus line 1”), and from the left end of the solidus line 1 while defining the boundary with the ⁇ phase
- a line extending upward to 660° C. on the vertical axis (hereinafter referred to as “solidus line 2”) both represent solidus lines.
- liquidus line 1 solidus line 1
- Si + liquid phase solidus line 2
- An Al—Si alloy with a Si concentration of C1 is in a state where a liquid phase and a solid phase coexist at a temperature T2, and the Si concentration in the liquid phase is the concentration C P1 at the point P1, and the solid phase is The Si concentration becomes the concentration CP2 at the point P2 .
- the ratio of the liquid phase mass to the total mass at temperature T2, ie, the liquid phase ratio, is the ratio of the length of the line segments P0 to P2 to the length of the line segments P1 to P2.
- the liquid phase ratio can be obtained by drawing from the alloy components and temperature.
- the liquid phase ratio can be obtained by plotting from the alloy components and temperature based on the phase diagram.
- the aluminum alloy plate of the present invention may be manufactured by any manufacturing method. For example, it is preferably manufactured by the method of manufacturing an aluminum alloy plate of the present invention described below.
- the method for producing an aluminum alloy plate of the present invention comprises 1.50 to 5.00% by mass of Si, 0.01 to 2.00% by mass of Fe and 0.50 to 2.00% by mass of Fe by continuous casting and rolling.
- a method for producing an aluminum alloy plate characterized by
- the method for manufacturing an aluminum alloy plate of the present invention has at least a casting process, a cold rolling process, and an annealing process.
- the casting process is a process of casting a cast-rolled plate of an aluminum alloy having a predetermined chemical composition by continuous casting and rolling.
- the continuous casting method since the cooling rate at the time of solidification is high, it is difficult to form coarse precipitates, and the formation of Si-based intermetallic compounds having an equivalent circle diameter of 5.0 to 10 ⁇ m is suppressed. As a result, the number of recrystallization nuclei can be reduced, so that only specific crystal grains grow and coarse crystal grains are obtained. Furthermore, compared to the DC (Direct Chill) casting method, in which a thick ingot is water-cooled, the continuous casting method has a smaller difference in the cooling rate in the width direction, and concentration due to the discharge of solute atoms is uniform in the width direction.
- the continuous casting method is not particularly limited as long as it is a method for continuously casting plate-shaped ingots such as twin-roll continuous casting and rolling, twin-belt continuous casting, and the like.
- Twin-roll continuous casting and rolling is a method in which molten aluminum is supplied between a pair of water-cooled rolls from a refractory hot water supply nozzle to continuously cast and roll a thin sheet.
- Known methods include the Hunter method and the 3C method.
- twin-belt continuous casting method molten metal is poured between vertically opposed rotating belts that are water-cooled, and the molten metal is solidified by cooling from the belt surface to form a slab.
- the cooling rate during casting is several times to several hundred times faster than in the semi-continuous casting method.
- the cooling rate for semi-continuous casting is 0.5-20° C./sec
- the cooling rate for twin-roll continuous casting-rolling is 100-1000° C./sec. Therefore, the twin-roll continuous casting and rolling is characterized in that dispersed particles generated during casting are distributed finer and more densely than in the semi-continuous casting method. Since this suppresses the generation of coarse crystallized substances, the crystal grains during bonding heating become coarse.
- the cooling rate is high, the solid solution amount of the additive element can be increased. As a result, fine precipitates are formed by subsequent heat treatment, which can contribute to grain coarsening during bonding heating.
- the cooling rate when casting by twin roll type continuous casting and rolling is preferably 100 to 1000°C/sec. If the cooling rate is less than 100°C/sec, it will be difficult to obtain the desired metal structure, and if it exceeds 1000°C/sec, stable production will be difficult.
- the speed of the rolled plate during casting by twin roll continuous casting and rolling is preferably 0.3 to 3 m/min. Casting speed affects the cooling rate. If the casting speed is less than 0.3 m/min, the sufficient cooling speed as described above cannot be obtained and the compound becomes coarse. Moreover, when it exceeds 3 m/min, the aluminum material is not sufficiently solidified between the rolls during casting, and a normal plate-shaped ingot cannot be obtained.
- the molten metal temperature in casting by the twin roll continuous casting and rolling method is preferably 650 to 800°C, more preferably 680 to 750°C.
- the melt temperature is the temperature of the headbox just before the hot water nozzle. If the molten metal temperature is below the above range, coarse intermetallic compound dispersed particles are generated in the hot water supply nozzle, and when mixed with the ingot, they cause plate breakage during cold rolling. Further, if the temperature of the molten metal exceeds the above range, the aluminum material will not sufficiently solidify between the rolls during casting, and a normal plate-like ingot will not be obtained.
- the plate thickness of the plate-shaped ingot cast by twin-roll continuous casting and rolling is preferably 2 to 10 mm, particularly preferably 4 to 8 mm. In this thickness range, the solidification rate in the central portion of the plate thickness is also high, and a uniform structure can be easily obtained. If the plate thickness is less than the above range, the amount of aluminum passing through the casting machine per unit time is small, making it difficult to stably supply the molten metal in the plate width direction. On the other hand, if the plate thickness exceeds the above range, winding with a roll becomes difficult.
- the casting process 1.50-5.00 wt%, preferably 1.60-3.50 wt%, more preferably 2.00-3.00 wt% Si, 0.01-2.00 wt% , preferably 0.20 to 1.00% by mass of Fe and 0.50 to 2.00% by mass, preferably 0.80 to 1.50% by mass of Mn, the balance being Al and unavoidable impurities
- a cast rolled plate made of an aluminum alloy is cast.
- the cast-rolled sheet obtained by the casting process may, if necessary, further contain 6.00% by mass or less, preferably 0.05 to 6.00% by mass, particularly preferably 0.10% by mass, as an optional additive element.
- the cast-rolled sheet obtained by performing the casting process may optionally contain 0.10% by mass or less of In, 0.10% by mass or less of Sn, and 0.10% by mass or less of a rare earth element as optional additive elements. may contain.
- a molten aluminum alloy having the above chemical composition is prepared and continuously cast and rolled using the molten aluminum, whereby the chemical composition of the cast and rolled sheet can be the above chemical composition.
- the cold-rolling process is a process of cold-rolling the cast-rolled plate obtained by performing the casting process.
- cold rolling is performed twice or more. That is, in the cold rolling process, cold rolling passes are performed two or more times. The number of times of cold rolling in the cold rolling process is appropriately selected.
- cold rolling is performed until the plate thickness of the aluminum alloy plate reaches the plate thickness of the final plate. That is, the plate thickness of the aluminum alloy plate after the final cold rolling in the cold rolling step is the plate thickness of the final plate.
- annealing is performed once or more after the casting process and before final cold rolling in the cold rolling process.
- the timing of performing the annealing treatment is (1) after performing the casting process and before performing the cold rolling process, and (2) cooling twice or more in the cold rolling process.
- cold rolling there is between cold rolling and cold rolling, and in either or both of (1) and (2), one or more times, preferably 1 to 3 times, more preferably Annealing treatment is performed once or twice.
- cold rolling is performed three times or more in the cold rolling process, there are two or more intervals between cold rolling and cold rolling. In such a case, annealing is performed twice or more in the cold rolling process.
- Annealing treatment is performed to soften the aluminum alloy plate so that the desired strength can be easily obtained in the final cold rolling.
- the solid solution amount can be optimally adjusted.
- annealing is not performed after the final cold rolling of the cold rolling process.
- the annealing conditions for the annealing treatment are an annealing temperature of 200 to 550°C, preferably 250 to 450°C, and an annealing time of 1 to 10 hours. That is, in the annealing treatment, heating is performed at an annealing temperature of 200 to 550° C., preferably 250 to 450° C., for an annealing time of 1 to 10 hours. If the annealing temperature is less than the above range, the softening of the aluminum alloy plate is insufficient, resulting in a high tensile strength before heat bonding. deterioration, resulting in lower durability. Further, if the annealing temperature exceeds the above range, the annealing is performed at an excessive temperature exceeding the softening temperature of the aluminum alloy plate, which is economically disadvantageous.
- the total reduction in cold rolling performed after the final annealing treatment is preferably 20 to 50%, particularly preferably 25 to 40%. Since the total reduction ratio of cold rolling performed after the final annealing treatment is in the above range, it is possible to achieve a temperature increase of 600 ⁇ 3 Heating test held at ° C. for 5 ⁇ 3 minutes, preferably from 300 ° C. to 400 ° C. at an average temperature increase rate of 60 ° C./min or less, preferably 45 ° C./min or less, 400 ° C. to 580 ° C. In a heating test in which the temperature is raised in ⁇ 3 minutes, the temperature is raised from 580 ° C.
- the final annealing treatment refers to one annealing treatment when the annealing treatment is performed only once, and when the annealing treatment is performed twice or more, out of the two or more annealing treatments , refers to the most recent annealing treatment.
- the total rolling reduction A (%) of cold rolling performed after the final annealing treatment is a value calculated by the following formula.
- a (%) ((BC)/B) x 100
- C Thickness of the rolled sheet after the final cold rolling
- B is the thickness of the rolled sheet before the cold rolling
- C is the thickness of the rolled sheet after the cold rolling.
- the rolled sheet before the first cold rolling among the multiple cold rollings after performing the final annealing treatment B is the thickness
- C is the thickness of the rolled sheet after the final cold rolling.
- the refining of the aluminum alloy plate obtained by the manufacturing method of the aluminum alloy plate of the present invention may be O material or H material.
- the final cold rolling reduction is set to 50% or less, preferably 5 to 50%. If the final cold rolling reduction exceeds 50%, a large number of recrystallization nuclei are generated during heating, and the crystal grain size after bonding and heating becomes fine. If the final cold rolling reduction is less than 5%, production may become substantially difficult.
- the aluminum alloy plate obtained by the method for producing an aluminum alloy plate of the present invention has the function of heat bonding in a single layer at a temperature at which the liquid phase ratio is 5.0% or more and 35.0% or less.
- a cast-rolled plate is cast by continuous casting and rolling, preferably by twin-roll continuous casting and rolling, and after the casting step until the final plate is obtained,
- the annealing treatment is performed once or more, and the annealing conditions in all the annealing treatments are an annealing temperature of 200 to 550 ° C., preferably 250 to 450 ° C., and an annealing time of 1 to 10 hours.
- the total rolling reduction in cold rolling after annealing to 20 to 50%, preferably 25 to 40%, "from 300 ° C. to 400 ° C. is heated at an average heating rate of 60 ° C./min or less.
- the temperature is raised from 580 ° C. to the holding temperature in 8 ⁇ 3 minutes, and the temperature is raised from 580 ° C. to the holding temperature in 8 ⁇ 3 minutes, and held at 600 ⁇ 3 ° C. for 5 ⁇ 3 minutes.
- the average crystal grain size in parallel planes is 370 ⁇ m or more, preferably 370 to 1500 ⁇ m, particularly preferably 400 to 1500 ⁇ m, and the average number of crystal grains in the plate thickness direction after the heating test is 1.5 or more, preferably It is possible to produce an aluminum alloy plate having a metallographic structure of 1.5 to 10.0.
- the aluminum alloy plate of the present invention When heat-bonding is performed using the aluminum alloy plate of the present invention, the aluminum alloy plate of the present invention is molded into a predetermined shape, combined with the mating material to be bonded, and heated at the heat-bonding temperature to perform heat-bonding. conduct.
- An appropriate heat bonding temperature in heat bonding using the aluminum alloy plate of the present invention is a temperature range in which the liquid phase rate is 5 to 35%, and the time held at the liquid phase rate of 5% or more is 30 to 3600. Seconds are preferred. If the liquid phase is too small, bonding may become difficult, so the liquid phase ratio is preferably 5% or more.
- the heating temperature should be set to 580° C. to 640° C. and the holding time at the heating temperature should be about 0 to 10 minutes during the heat bonding.
- 0 minutes means that cooling is started as soon as the temperature of the members reaches a predetermined bonding temperature.
- the heating conditions for heat bonding may be adjusted to an appropriate range in order to achieve a sound bonding state without deformation.
- the heating atmosphere for heat bonding is preferably a non-oxidizing atmosphere substituted with nitrogen, argon, or the like.
- the heat exchanger of the present invention is a heat exchanger having an aluminum alloy tube through which a working fluid flows and an aluminum alloy fin metallically joined to the tube, At least, a heat exchanger tube material made of an aluminum alloy and a heat exchanger fin material made of an aluminum alloy are combined, and then the resulting combination is heated to produce the heat exchanger tube material and the heat exchanger fin material. is obtained by joining
- the fin material for a heat exchanger is the formed body of the aluminum alloy plate of the present invention, A heat exchanger characterized by
- an aluminum alloy material that is usually used as a tube material of an aluminum alloy heat exchanger is formed into a tube shape. Not restricted.
- the chemical composition of the aluminum alloy forming the heat exchanger tube material is not particularly limited, but typical aluminum alloys forming the heat exchanger tube material include 1000 series and 3000 series aluminum. That is, pure aluminum and one of 0.60% by mass or less of Si, 0.70% by mass or less of Fe, 0.70% by mass or less of Cu, and 2.00% by mass or less of Mn with respect to pure aluminum An aluminum alloy containing a seed or two or more and the balance being Al and unavoidable impurities is mentioned.
- a heat exchanger fin material made of an aluminum alloy according to the heat exchanger of the present invention is a compact of the aluminum alloy plate of the present invention.
- the aluminum alloy plate used for the heat exchanger fin material of the heat exchanger of the present invention is the same as the aluminum alloy plate of the present invention.
- the heat exchanger of the present invention combines at least a heat exchanger tube material made of an aluminum alloy and a heat exchanger fin material made of an aluminum alloy, and further, in addition, combines necessary members such as a header, a tank, and a piping material.
- the combined body is heat-bonded.
- the heating temperature during heat bonding of the combined body is appropriately selected depending on the Si content. In addition to Si, Zn and Cu also affect the solidus temperature. The heating temperature at this time is appropriately selected depending on the contents of Si and Zn and/or Cu.
- the heating temperature for heat-bonding the combined body is a temperature range in which the liquid phase ratio of the aluminum alloy plate of the present invention is 5 to 35%, and the time for which the liquid phase ratio is maintained at 5% or more is 30 to 30%. It is preferably 3600 seconds.
- the rate of temperature increase during heat bonding of the assembly is not univocally defined, and is appropriately selected depending on the furnace structure and product design, but is generally 20 to 300° C./min.
- the heat exchanger of the present invention is a heat exchanger having aluminum alloy tubes through which a working fluid flows and aluminum alloy fins metallically joined to the tubes,
- the tube is formed using a heat exchanger tube material made of an aluminum alloy
- the fin contains 1.50-5.00% by mass of Si, 0.01-2.00% by mass of Fe and 0.50-2.00% by mass of Mn, the balance being Al and unavoidable impurities.
- It is made of an aluminum alloy consisting of a single layer and is formed using an aluminum alloy plate that has a function of heat bonding,
- the average grain size in the plane parallel to the rolled surface of the fin is 370 ⁇ m or more, and the average number of grains in the plate thickness direction is 1.5 or more,
- a heat exchanger characterized by
- the heat exchanger of the present invention uses an aluminum alloy plate having a single-layer heat-bonding function as a fin material, and uses a heat-exchanger tube material made of an aluminum alloy as a mating material, and is heat-bonded. is.
- the fins of the heat exchanger of the present invention are formed using an aluminum alloy plate having a single-layer heat-bonding function.
- the fins of the heat exchanger of the present invention are formed using the aluminum alloy of the present invention.
- the aluminum alloy forming the fins of the heat exchanger of the present invention is 1.50 to 5.00% by mass, preferably 1.60 to 3.50% by mass, more preferably 2.00 to 3.00% by mass.
- Si 0.01 to 2.00 wt.%, preferably 0.20 to 1.00 wt.% Fe and 0.50 to 2.00 wt.%, preferably 0.80 to 1.50 wt.% Mn
- the aluminum alloy forming the fin material according to the heat exchanger of the present invention if necessary, further contains 6.00% by mass or less, preferably 0.05 to 6.00% by mass, as an optional additive element.
- 0.10-5.00% by weight Zn up to 3.00% by weight, preferably 0.05-3.00% by weight Mg, up to 1.50% by weight, preferably 0.05-1 .50 wt% Cu, up to 2.00 wt%, 0.05-2.00 wt% Ni, up to 0.30 wt%, preferably 0.05-0.30 wt% Cr, 0.30 % by weight or less, preferably 0.05 to 0.30% by weight of Zr; 0.10 wt% or less, preferably 0.0001 to 0.10 wt% Be, 0.10 wt% or less, preferably 0.0001 to 0.10 wt% Sr, 0.30 wt% or less, preferably 0.0001 to 0.30 wt% Bi, 0.10 wt% or less, preferably 0.0001 to 0.10 wt% Na and 0.05 wt% or less , and preferably 0.0001 to 0.05% by mass of Ca.
- the aluminum alloy according to the aluminum alloy plate of the present invention contains 0.10% by mass or less, preferably 0.0001 to 0.10% by mass of In, and 0.10% by mass or less, preferably 0.0001 to 0.10% by mass of In.
- the average crystal grain size in the plane parallel to the rolled surface of the fins of the heat exchanger of the present invention is 370 ⁇ m or more, preferably 370 to 1500 ⁇ m, particularly preferably 400 to 1500 ⁇ m, and the average number of crystal grains in the plate thickness direction. is 1.5 or more, preferably 1.5 to 10.0.
- the average crystal grain size in the plane parallel to the rolling surface of the fin and the average number of crystal grains in the plate thickness direction are within the above ranges, the fin material is less deformed during heat bonding, so deformation and buckling of the fin are suppressed. It is possible to obtain a heat exchanger in which the fins are less likely to melt due to contact with the surrounding members.
- the aluminum alloy that forms the tubes of the heat exchanger of the present invention is not particularly limited as long as it is an aluminum alloy that is normally used as tubes for aluminum alloy heat exchangers.
- the chemical composition of the aluminum alloy that forms the tube is not particularly limited, but typical aluminum alloys that form tube materials for heat exchangers include 1000 series and 3000 series aluminum. That is, one of pure aluminum and Si of 0.60% by mass or less, Fe of 0.70% by mass or less, Cu of 0.70% by mass or less, and Mn of 2.00% by mass or less with respect to pure aluminum Alternatively, an aluminum alloy containing two or more kinds and the balance being Al and unavoidable impurities can be mentioned.
- Examples 1-3, Comparative Examples 1-2 Using aluminum alloys having the alloy compositions A1 to A2 shown in Table 1, cast and rolled sheets were cast by twin roll continuous casting and rolling.
- “-" indicates that it is below the detection limit, and "remainder” includes unavoidable impurities.
- the molten metal temperature during casting by twin roll continuous casting and rolling was 650 to 800° C., and the thickness of the cast and rolled plate was 6 mm.
- the casting speed was 700 mm/min.
- the obtained cast-rolled sheet was annealed at 395° C. for 2 hours, and then cold-rolled to a sheet thickness shown in Table 2 (after the first cold rolling). Then, after annealing at 370° C.
- the steel sheet was cold-rolled to a sheet thickness of 0.070 mm to obtain a test material (final sheet).
- the cold rolling process was performed twice, and the annealing treatment was performed twice after the casting process and between the first cold rolling and the second cold rolling of the cold rolling process. times.
- ⁇ Heating test> In an inert gas atmosphere, the test material was heated from 300°C to 400°C at a heating rate of 41°C/min from 400°C to 580°C in 7.2 minutes, and then from 580°C to 600°C. is 7.4 minutes, heated to a holding temperature of 600 ⁇ 3 ° C, then held at 600 ⁇ 3 ° C for 4.7 minutes, then cooled to room temperature, and the test after the heating test got the wood.
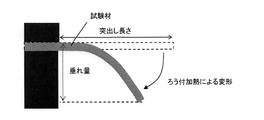
- FIG. 6 shows a schematic diagram of the deformation resistance test.
- the test material was cut into a width of 16 mm and a length of 80 mm, and while it was fixed to a jig so that the protruding length was 50 mm, it was heated to 600° C. in a nitrogen atmosphere and held for 3 minutes.
- the amount of sagging of the test material after holding was measured, and the case of 45 mm or less was evaluated as " ⁇ ", and the case of exceeding 45 mm was evaluated as "x".
- Casting method CC Twin-roll continuous casting and rolling Casting method
- DC DC casting Average grain size: Average grain size in the plane parallel to the rolling surface after the heating test
- Average number of grains Average in the plate thickness direction after the heating test number of crystal grains
- Example 1 The test material obtained in Example 1 and an A3003 aluminum alloy O material plate having a thickness of 1 mm were combined to prepare a combined body for a bonding test.
- the assembly for bonding test was heated from 300°C to 400°C at a heating rate of 56°C/min from 400°C to 580°C in 8.1 minutes. to 600 ° C. for 3.5 minutes, heated to a holding temperature of 600 ⁇ 3 ° C., then held at 600 ⁇ 3 ° C. for 4.7 minutes, then cooled to room temperature, heated spliced.
- the junction of the resulting conjugate was observed with an optical microscope (100x magnification). The results are shown in FIG.
- the test material obtained in Example 1 has the function of heat bonding in a single layer.
- the test materials obtained in Examples 2 and 3 are similar in Si content and Zn content to those in Example 1, the test materials obtained in Examples 2 and 3 are similar to those in Example 1. It is presumed to have a single-layer heat-bonding function similar to the obtained test material.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Metal Rolling (AREA)
- Laminated Bodies (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023500605A JPWO2022176420A1 (https=) | 2021-02-16 | 2022-01-06 | |
| US18/276,483 US20240117473A1 (en) | 2021-02-16 | 2022-01-06 | Aluminum alloy sheet, method for manufacturing same, and heat exchanger |
| DE112022000612.9T DE112022000612T5 (de) | 2021-02-16 | 2022-01-06 | Aluminiumlegierungsblech, verfahren zum herstellen desselben und wärmetauscher |
| KR1020237022956A KR20230145563A (ko) | 2021-02-16 | 2022-01-06 | 알루미늄 합금판, 그 제조 방법 및 열교환기 |
| CN202280015276.XA CN116848277A (zh) | 2021-02-16 | 2022-01-06 | 铝合金板、其制造方法以及热交换器 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-022372 | 2021-02-16 | ||
| JP2021022372 | 2021-02-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022176420A1 true WO2022176420A1 (ja) | 2022-08-25 |
Family
ID=82930674
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/000183 Ceased WO2022176420A1 (ja) | 2021-02-16 | 2022-01-06 | アルミニウム合金板、その製造方法及び熱交換器 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240117473A1 (https=) |
| JP (1) | JPWO2022176420A1 (https=) |
| KR (1) | KR20230145563A (https=) |
| CN (1) | CN116848277A (https=) |
| DE (1) | DE112022000612T5 (https=) |
| WO (1) | WO2022176420A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024209964A1 (ja) | 2023-04-03 | 2024-10-10 | 株式会社Uacj | アルミニウム合金板、その製造方法及び熱交換器 |
| JP2024151057A (ja) * | 2023-04-11 | 2024-10-24 | 株式会社Uacj | 熱交換器コア及びその製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013080650A1 (ja) * | 2011-12-02 | 2013-06-06 | 古河スカイ株式会社 | アルミニウム合金材、ならびに、アルミニウム合金構造体及びその製造方法 |
| WO2014184880A1 (ja) * | 2013-05-14 | 2014-11-20 | 株式会社Uacj | 単層で加熱接合機能を有するアルミニウム合金材及びその製造方法、ならびに、当該アルミニウム合金材を用いたアルミニウム接合体 |
| WO2014196183A1 (ja) * | 2013-06-02 | 2014-12-11 | 株式会社Uacj | 熱交換器及び当該熱交換器用フィン材 |
| WO2017179625A1 (ja) * | 2016-04-12 | 2017-10-19 | 株式会社Uacj | アルミニウム合金製のフィン材、アルミニウム合金製のブレージングシート、および熱交換器 |
| JP2019094517A (ja) * | 2017-11-20 | 2019-06-20 | 株式会社Uacj | 耐変形性に優れる単層加熱接合用のアルミニウム合金材 |
| JP2020100881A (ja) * | 2018-12-25 | 2020-07-02 | 三菱アルミニウム株式会社 | 熱交換器用アルミニウム合金クラッド材及び熱交換器 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5732997Y2 (https=) | 1976-09-22 | 1982-07-21 | ||
| JPS6111995Y2 (https=) | 1977-08-18 | 1986-04-15 | ||
| IN2014MN01665A (https=) * | 2012-01-27 | 2015-05-29 | Uacj Corp | |
| JP5985973B2 (ja) * | 2012-12-07 | 2016-09-06 | 株式会社Uacj | アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該アルミニウム合金ブレージングシートを用いた熱交換器 |
| JP2018090840A (ja) * | 2016-11-30 | 2018-06-14 | 株式会社Uacj | 熱交換器用アルミニウム合金フィン材、当該熱交換器用アルミニウム合金フィン材を用いた熱交換器用アルミニウム合金フィン材コイル、当該熱交換器用アルミニウム合金フィン材又は熱交換器用アルミニウム合金フィン材コイルを用いて製造されるコルゲートフィン材、ならびに、これらコルゲートフィン材を用いて製造される熱交換器 |
| CN111936645A (zh) * | 2018-03-19 | 2020-11-13 | 株式会社Uacj | 热交换器用铝合金翅片材、其制造方法以及热交换器 |
-
2022
- 2022-01-06 DE DE112022000612.9T patent/DE112022000612T5/de active Pending
- 2022-01-06 CN CN202280015276.XA patent/CN116848277A/zh active Pending
- 2022-01-06 JP JP2023500605A patent/JPWO2022176420A1/ja active Pending
- 2022-01-06 US US18/276,483 patent/US20240117473A1/en active Pending
- 2022-01-06 KR KR1020237022956A patent/KR20230145563A/ko active Pending
- 2022-01-06 WO PCT/JP2022/000183 patent/WO2022176420A1/ja not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013080650A1 (ja) * | 2011-12-02 | 2013-06-06 | 古河スカイ株式会社 | アルミニウム合金材、ならびに、アルミニウム合金構造体及びその製造方法 |
| WO2014184880A1 (ja) * | 2013-05-14 | 2014-11-20 | 株式会社Uacj | 単層で加熱接合機能を有するアルミニウム合金材及びその製造方法、ならびに、当該アルミニウム合金材を用いたアルミニウム接合体 |
| WO2014196183A1 (ja) * | 2013-06-02 | 2014-12-11 | 株式会社Uacj | 熱交換器及び当該熱交換器用フィン材 |
| WO2017179625A1 (ja) * | 2016-04-12 | 2017-10-19 | 株式会社Uacj | アルミニウム合金製のフィン材、アルミニウム合金製のブレージングシート、および熱交換器 |
| JP2019094517A (ja) * | 2017-11-20 | 2019-06-20 | 株式会社Uacj | 耐変形性に優れる単層加熱接合用のアルミニウム合金材 |
| JP2020100881A (ja) * | 2018-12-25 | 2020-07-02 | 三菱アルミニウム株式会社 | 熱交換器用アルミニウム合金クラッド材及び熱交換器 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024209964A1 (ja) | 2023-04-03 | 2024-10-10 | 株式会社Uacj | アルミニウム合金板、その製造方法及び熱交換器 |
| KR20250171268A (ko) | 2023-04-03 | 2025-12-08 | 가부시키가이샤 유에이씨제이 | 알루미늄 합금판, 그 제조 방법 및 열교환기 |
| JP2024151057A (ja) * | 2023-04-11 | 2024-10-24 | 株式会社Uacj | 熱交換器コア及びその製造方法 |
| JP7854413B2 (ja) | 2023-04-11 | 2026-05-01 | 株式会社Uacj | 熱交換器コア及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116848277A (zh) | 2023-10-03 |
| KR20230145563A (ko) | 2023-10-17 |
| JPWO2022176420A1 (https=) | 2022-08-25 |
| DE112022000612T5 (de) | 2023-11-09 |
| US20240117473A1 (en) | 2024-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5337326B1 (ja) | アルミニウム合金材、ならびに、アルミニウム合金構造体及びその製造方法 | |
| JP5345264B1 (ja) | 熱交換器フィン用のアルミニウム合金材及びその製造方法、ならびに、当該アルミニウム合金材を用いた熱交換器 | |
| JP5698416B1 (ja) | 熱交換器及び当該熱交換器用フィン材 | |
| JP5732594B2 (ja) | 単層で加熱接合機能を有するアルミニウム合金材及びその製造方法、ならびに、当該アルミニウム合金材を用いたアルミニウム接合体 | |
| CN103068512B (zh) | 铝合金构件的面钎焊方法 | |
| JP7132362B2 (ja) | アルミニウムブレージングシート | |
| US9908202B2 (en) | Clad sheet alloys for brazing applications | |
| WO2010137649A1 (ja) | 熱交換器用アルミニウム合金製ブレージングシートおよび熱交換器用アルミニウム合金製ろう付け体 | |
| JP2011224656A (ja) | アルミニウム合金ブレージングシートおよび熱交換器 | |
| JP2012051028A (ja) | アルミニウム合金材を用いた構造体とその接合方法 | |
| JP2005254329A (ja) | クラッド材およびその製造方法、ならびにクラッド材の製造装置 | |
| EP4524274A1 (en) | Single-layer aluminum alloy material for brazing, method for producing same, aluminum structure, and heat exchanger | |
| WO2022176420A1 (ja) | アルミニウム合金板、その製造方法及び熱交換器 | |
| JPH0770685A (ja) | 高強度Al合金フィン材およびその製造方法 | |
| JP2014039947A (ja) | アルミニウム合金部材の面ろう付け方法 | |
| JP2004277756A (ja) | 双ベルト鋳造用フィン用アルミニウム合金およびフィン材 | |
| WO2024209964A1 (ja) | アルミニウム合金板、その製造方法及び熱交換器 | |
| JP7530734B2 (ja) | アルミニウムブレージングシート | |
| JP2024119467A (ja) | ろう付用単層アルミニウム合金材、その製造方法、アルミニウム構造体及び熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22755746 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023500605 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18276483 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280015276.X Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 112022000612 Country of ref document: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22755746 Country of ref document: EP Kind code of ref document: A1 |