WO2022172702A1 - フィルム、積層フィルムおよび包装袋 - Google Patents
フィルム、積層フィルムおよび包装袋 Download PDFInfo
- Publication number
- WO2022172702A1 WO2022172702A1 PCT/JP2022/001716 JP2022001716W WO2022172702A1 WO 2022172702 A1 WO2022172702 A1 WO 2022172702A1 JP 2022001716 W JP2022001716 W JP 2022001716W WO 2022172702 A1 WO2022172702 A1 WO 2022172702A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- film
- mdpe
- resin
- hdpe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/005—Shaping by stretching, e.g. drawing through a die; Apparatus therefor characterised by the choice of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/023—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets using multilayered plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/04—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets uniaxial, e.g. oblique
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/03—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers with respect to the orientation of features
- B32B7/035—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers with respect to the orientation of features using arrangements of stretched films, e.g. of mono-axially stretched films arranged alternately
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
- B29K2023/0608—PE, i.e. polyethylene characterised by its density
- B29K2023/0641—MDPE, i.e. medium density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
- B29K2023/0608—PE, i.e. polyethylene characterised by its density
- B29K2023/065—HDPE, i.e. high density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2022/00—Hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/242—All polymers belonging to those covered by group B32B27/32
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/516—Oriented mono-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/02—Open containers
- B32B2439/06—Bags, sacks, sachets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/46—Bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5861—Spouts
- B65D75/5872—Non-integral spouts
- B65D75/5883—Non-integral spouts connected to the package at the sealed junction of two package walls
Definitions
- the present invention relates to films, laminated films and packaging bags. This application claims priority based on Japanese Patent Application No. 2021-018687 filed in Japan on February 9, 2021, the contents of which are incorporated herein.
- Patent Document 1 describes the use of a laminate film having a sealant as the innermost layer and a stretched film as a base material.
- Laminated films used in conventional packaging bags have a heat-adhesive resin (sealant) layer such as polyethylene (PE) on the inner surface, and a base material such as polyethylene terephthalate (PET), which has higher heat resistance than the sealant, on the outer surface. Laminated. When the laminated film is thermally bonded, the sealant is melted to join the inner surfaces of the laminated film.
- a packaging bag containing a different kind of resin has a problem that it is difficult to recycle it as a plastic container packaging.
- the present invention has been made in view of the above circumstances, and an object of the present invention is to provide a film, a laminated film, and a packaging bag that can suppress tearing when the packaging bag filled with contents is dropped.
- the film of one embodiment of the present invention includes a first resin layer formed from high-density polyethylene (HDPE) and a second resin layer formed from medium-density polyethylene (MDPE). Adjacent films by extrusion and stretched in the same direction.
- Another aspect of the present invention is a film formed from a first surface layer formed from high density polyethylene (HDPE), an intermediate layer formed from medium density polyethylene (MDPE), and a medium density polyethylene (MDPE).
- the second surface layer and the second surface layer formed thereon are, in this order, adjacent films by coextrusion and stretched in the same direction.
- the intermediate layer may contain additives other than the resin.
- the draw ratio in the same direction may be 2 to 10 times.
- the laminated film of the present invention has the film as a base material, and a sealant layer formed from a polyethylene-based resin is laminated on the base material.
- a layer formed from the high density polyethylene (HDPE) may be disposed on the opposite side of the substrate from the sealant layer.
- the packaging bag of the present invention is characterized in that at least one member is formed from the laminated film.
- a stretched film obtained by laminating high-density polyethylene (HDPE) and medium-density polyethylene (MDPE) by co-extrusion is used as a base material. can do.
- the film 1 of this embodiment includes a first resin layer 2 made of high density polyethylene (HDPE) and a second resin layer 4 made of medium density polyethylene (MDPE). Adjacent films 1 by coextrusion are characterized by being stretched in the same direction.
- HDPE high density polyethylene
- MDPE medium density polyethylene
- the laminated film 6 of the embodiment is formed of a polyethylene-based resin layer mainly composed of polyethylene-based resin. Therefore, by using the laminated film 6 of the embodiment, mono-material container packaging can be realized.
- the polyethylene-based resin layer include the first resin layer 2, the second resin layer 4, and the sealant layer 8, which will be described later, but the layer is not limited to these.
- the above-mentioned polyethylene-based resin may be an ethylene homopolymer (homopolymer) or a copolymer mainly composed of ethylene.
- Monomers (comonomers) other than ethylene include ⁇ -olefins such as 1-butene, 1-hexene, and 1-octene, cyclic olefins such as norbornene, and vinyl monomers such as vinyl acetate, vinyl chloride, and acrylic acid. Or 2 or more types are mentioned.
- a monomer having an ester group such as vinyl acetate
- a part of the ester group may be saponified to form a copolymer containing vinyl alcohol.
- the proportion of ethylene in the constituent monomers of the polyethylene-based resin is preferably 50% by weight or more, and may be, for example, 80 to 100% by weight.
- Ethylene or comonomers may be compounds derived from fossil resources such as petroleum, or may be compounds derived from biomass such as plants.
- the resin contained in the polyethylene-based resin layer may be only polyethylene-based resin.
- the polyethylene-based resin layer may contain additives other than the resin. Examples of additives include, but are not limited to, antioxidants, lubricants, antiblocking agents, flame retardants, ultraviolet absorbers, fillers, light stabilizers, antistatic agents, colorants, and cross-linking agents.
- the additive may be a component compatible with the resin or a component incompatible with the resin.
- Classification by density of polyethylene resins may be the classification commonly used by those skilled in the art. M 3 or more and less than 942 kg/m 3 may be classified as type 2 (medium density), and 942 kg/m 3 or more may be classified as type 3 (high density). In addition, according to JIS K6922-1, which was revised in 2018, 911 kg/m 3 or less is ultra-low density class, higher densities of 925 kg/m 3 or less are low density classes, and higher densities are 940 kg/m 3 or less. may be classified as medium density class and higher densities as high density class. Linear low density polyethylene (LLDPE) may be classified in the same class as low density polyethylene (LDPE).
- LLDPE linear low density polyethylene
- the first resin layer 2 (HDPE layer) and the second resin layer 4 (MDPE layer) adjacent by coextrusion are adjacent by coextrusion and stretched in the same direction. , it is possible to suppress tearing due to dropping or the like of the packaging bag filled with contents. Since the HDPE layer and the MDPE layer are integrated by co-extrusion, a structure in which different resin layers are directly adjacent to each other can be obtained without having an adhesive layer or the like between the layers.
- the MDPE layer is flexible and tear resistant compared to the HDPE layer. Moreover, since the difference in physical properties between the HDPE layer and the MDPE layer is small, the adhesion between the layers is excellent.
- the stretching direction of the film 1 obtained by coextrusion is not particularly limited, but may be the transport (MD) direction or the cross (TD) direction. Biaxial stretching in MD and TD may also be used.
- the draw ratio is preferably 2 to 10 times. Since the HDPE layer and the MDPE layer are laminated by coextrusion and then stretched, the stretching direction and stretching ratio of the HDPE layer and the MDPE layer are the same. In the case of biaxial stretching, the stretching ratio in each stretching direction may be the same, or the stretching ratio in the MD direction and the stretching ratio in the TD direction may be different.
- the stretching direction in uniaxial stretching or biaxial stretching may be an oblique direction crossing the MD direction and the TD direction.
- the film 1 of the embodiment may be a resin film consisting only of HDPE layers and MDPE layers. Layers such as the sealant layer 8 may be laminated as will be described later.
- the HDPE layer is arranged on one side and the MDPE layer is arranged on the other side, so that the heat resistance is higher on the HDPE layer side and the cohesive failure is caused on the MDPE layer side. structure that is unlikely to occur.
- the film 1 may have one HDPE layer and one MDPE layer.
- the film 1 may have two or more HDPE layers or MDPE layers.
- the first surface layer made of HDPE, the intermediate layer made of MDPE, and the second surface layer made of MDPE are arranged in this order, They may be adjacent by co-extrusion and stretched in the same direction.
- the HDPE layer may contain HDPE at a rate of 50% by weight or more, further 80 to 100% by weight.
- each HDPE layer may contain the same resin component or may contain different resin components.
- Two or more HDPE layers may differ in the presence, absence, composition or proportion of additives.
- Two or more HDPE layers may contain the same additives or may contain different additives.
- the MDPE layer may contain MDPE at a rate of 50% by weight or more, further 80 to 100% by weight.
- each MDPE layer may contain the same resin component or may contain different resin components.
- Two or more MDPE layers may differ in the presence, absence, composition or proportion of additives.
- Two or more MDPE layers may contain the same additives or may contain different additives.
- the thickness of the film 1, which is a combination of the HDPE layer and the MDPE layer, is not particularly limited, but is, for example, about 10 to 50 ⁇ m.
- the thickness of the HDPE layer is not particularly limited, it is, for example, about 5 to 25 ⁇ m.
- the thickness of the MDPE layer is not particularly limited, it is, for example, about 5 to 45 ⁇ m.
- the MDPE layer is thicker than the HDPE layer.
- the film 1 has a first surface layer (HDPE layer), an intermediate layer (MDPE layer) and a second surface layer (MDPE layer), the second surface layer among the MDPE layers does not contain an additive. Instead, the intermediate layer may contain additives other than the resin. Thereby, when the side of the second surface layer is used for sealing, the sealing performance becomes better.
- the film 1 of the embodiment can be used as a base material for the laminated film 6.
- the laminate film 6 may be laminated with a sealant layer 8 made of a polyethylene-based resin.
- the substrate and the sealant layer 8 may be bonded via an adhesive layer.
- the substrate may be bonded to the sealant layer 8 on the side of the HDPE layer.
- the substrate may be bonded to the sealant layer 8 on the side of the MDPE layer.
- the sealant layer 8 is bonded to the MDPE layer, the HDPE layer is the outer surface opposite to the sealant layer 8, so higher heat resistance can be obtained than when the MDPE layer is the outer surface.
- the sealant layer 8 can be used for bonding the laminated film 6.
- the sealant layer 8 is preferably made of unstretched polyethylene resin.
- Specific examples of the material forming the sealant layer 8 include, for example, relatively low-density polyethylene resins such as linear low-density polyethylene (LLDPE) and low-density polyethylene (LDPE).
- LLDPE linear low-density polyethylene
- LDPE low-density polyethylene
- the material forming the sealant layer 8 may be one kind of polyethylene resin or a blend of two or more kinds of polyethylene resins.
- the thickness of the sealant layer 8 is not particularly limited, it is, for example, about 60 to 180 ⁇ m.
- the base material is laminated outside the sealant layer 8 in the thickness direction of the laminated film 6 . It is preferable that the base material can reinforce the mechanical strength of the laminated film 6 when the laminated film 6 is transported in the longitudinal direction and used.
- a PET film or the like is used as a base material, but in the laminate film 6 of the embodiment, a polyethylene-based resin film is used as a base material, so recyclability is improved.
- the substrate has a resin layer with a relatively high density, such as MDPE or HDPE, the barrier property is improved.
- the ratio of the sealant layer 8 to the thickness of the laminated film 6 is preferably 50% or more, and may be about 60%, 70%, 80%, 90%, 95%, or an intermediate value between these.
- the ratio of the total thickness of the sealant layer 8 and the substrate to the thickness of the laminated film 6 is preferably 50% or more, and is about 60%, 70%, 80%, 90%, 95%, 99%, Alternatively, an intermediate value between them may be used.
- the adhesive layer may be formed from an adhesive or an anchor coating agent.
- the material for forming the adhesive layer is not particularly limited, but examples thereof include urethane-based compounds, epoxy-based compounds, isocyanate-based compounds, polyethyleneimine, and organic titanium compounds such as titanium alkoxide.
- the thickness of the adhesive layer is, for example, about 0.1 to 10 ⁇ m, about 1 to 6 ⁇ m, and about 3 to 4 ⁇ m.
- the adhesive layer may contain a resin, or may be an adhesive layer containing no resin.
- a printed layer may be laminated between the sealant layer 8 and the base material.
- a printed layer may be laminated between the substrate and the other resin layer.
- the position of the printed layer is not particularly limited, examples thereof include the outer surface of the sealant layer 8, the inner or outer surface of the substrate, the inner or outer surface of another resin layer, and the like.
- the printed layer can be formed by printing ink solidly or in a pattern by a printing method such as gravure printing, letterpress printing, offset printing, screen printing, or inkjet.
- a printing method such as gravure printing, letterpress printing, offset printing, screen printing, or inkjet.
- the thickness of the printed layer is not particularly limited, it may be about 0.5 to 10 ⁇ m.
- the printed layer may be formed on the entire surface of the laminate, or may be formed on a part of the surface of the laminate. Two or more printed layers may be overlaid.
- the ink for forming the printed layer may contain coloring materials such as pigments and dyes, and a binder.
- binders include, but are not limited to, polyamides, polyurethanes, polyesters, polyvinyl chlorides, polyvinyl acetates, vinyl chloride-vinyl acetate copolymers, acrylic polymers, polybutadiene, and cyclized rubbers.
- the ink may contain solvents such as water, organic solvents and vegetable oils. After printing, the ink can be dried by volatilizing the solvent or curing the ink. In order to promote drying of the ink, heating, ultraviolet irradiation, or the like may be carried out.
- the printed layer may contain a resin, or may be a printed layer containing no resin.
- the laminated film 6 may be laminated with an adhesive layer, a printed layer, a heat-resistant varnish layer, a vapor deposition layer, a coating layer, and the like, as a different material layer.
- the dissimilar materials include metals such as aluminum, inorganic compounds such as silica and alumina, and the like.
- the printed layer, the coating layer, the adhesive layer, and the like may contain resins other than polyethylene as materials such as inks, paints, and adhesives.
- a method for forming the laminated film 6 is not particularly limited, but dry lamination, extrusion lamination, heat lamination, co-extrusion, coating and the like can be mentioned. Different methods may be used to laminate each layer.
- thin layers such as adhesive layers, printed layers, and heat-resistant varnish layers may be layers containing resin. It is preferable that the relatively thick layer other than these is only the polyethylene-based resin layer.
- the thickness of the thin layer is, for example, 10 ⁇ m or less, or 5 ⁇ m or less as the thickness of each layer or the total thickness of each layer.
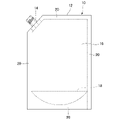
- FIG. 3 is a front view showing a standing pouch 10 as an example of a packaging bag using the laminated film 6.
- This standing pouch 10 comprises a hollow container body 12 and a spout member attached to one end of the container body 12. 14.
- the container body 12 is formed of, for example, two rectangular body films 16 and a bottom film 18 having the same planar shape. Both the body film 16 and the bottom film 18 are formed of the laminated film 6, and the outer edges of the respective sealant layers 8 are heat-sealed to each other to form a heat-sealed portion 20. As shown in FIG.
- the container body 12 has a bag-like shape as a whole, and the contents can be put into and taken out of the container body 12 through the spout member 14. When the contents are not put in, the container body 12 is flattened.
- the present invention is applicable not only to standing pouches but also to various packaging bags.
- At least one member of the packaging bag should be formed from the laminated film.
- the packaging bag has a body member and a bottom member, it is preferable to use the laminated film for the body member having the opening portion.
- the bottom member folded in half along the fold line may be joined between the pair of body members.
- Laminated films having no folding lines may be opposed to each other, and the periphery of each laminated film may be sealed to form a flat bag.
- a cut such as a notch may be formed on the periphery of the opening portion. Forming a gap in the sealing portion where the inner surface of the laminated film 6 is joined can ensure the sealing performance of the packaging bag.
- the dimensions of the packaging bag are not particularly limited, for example, when used as a refillable container, the vertical height is about 100 to 500 mm, the horizontal width is about 70 to 300 mm, and the filling amount is 100 cm to 5000 cm. 3 can be mentioned.
- the state of the content includes fluid such as liquid, powder, and granules.
- the types of contents are not particularly limited, but include detergents, drugs, cosmetics, pharmaceuticals, beverages, seasonings, inks, paints, fuels, and the like.
- the packaging bag may have a filling port, a pouring port, etc.
- a filling port For example, an opening between the front and rear body members can be provided at the top of the packaging bag for filling or pouring out the contents.
- the body members After filling the contents, the body members may be joined to seal the packaging bag.
- the portion where the trunk members are joined may be cut off and removed by tearing or the like.
- a spout formed from the body member may be formed in a shape protruding thinly at the top or corner of the packaging bag.
- the laminated film of the embodiment is mainly made of polyethylene resin, it can be used for various purposes without being limited to packaging bags such as pouches, bags, and containers, and packaging films.
- a flexible packaging bag can be formed.
- the packaging bag may be formed only from the laminated film described above, or may be combined with attached members such as labels, tags, straws, and outer boxes. From the viewpoint of recycling, it is preferable that the attached member can be separated from the packaging bag.
- Example 1 A coextruded film having three layers of HDPE/MDPE/MDPE is produced using a three-layer coextrusion device, and these three layers are uniaxially stretched in the same direction to form the film of Example 1. can. Moreover, the laminate film of Example 1 can be formed by laminating the sealant layer on the MDPE layer side of the film of Example 1 as a substrate by a dry lamination method via an adhesive layer. The laminated film of Example 1 is heat resistant when heat-sealed. Moreover, when a packaging bag is produced from the laminated film of Example 1, filled with contents, and dropped, the resistance of the packaging bag can be improved.
- Comparative Example 1 A laminate film of Comparative Example 1 is formed by laminating a sealant layer by a dry lamination method using an HDPE uniaxially stretched film as a substrate via an adhesive layer. Although the laminated film of Comparative Example 1 has heat resistance when heat-sealed, the packaging bag is likely to tear when the content is dropped into the packaging bag.
- Comparative example 2 A coextruded film having three layers of HDPE/LLDPE/LLDPE is produced using a three-layer coextrusion device, and the film of Comparative Example 2 is formed by uniaxially stretching these three layers in the same direction.
- the film of Comparative Example 2 curls severely and is difficult to process when laminating a sealant layer by a dry lamination method.
- HDPE high density polyethylene
- MDPE medium density polyethylene
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Bag Frames (AREA)
- Wrappers (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022581279A JPWO2022172702A1 (https=) | 2021-02-09 | 2022-01-19 | |
| CN202280010763.7A CN116783068A (zh) | 2021-02-09 | 2022-01-19 | 膜、层叠膜和包装袋 |
| US18/275,955 US20240116280A1 (en) | 2021-02-09 | 2022-01-19 | Film, Laminated Film, And Packaging Bag |
| EP22752534.2A EP4292795A4 (en) | 2021-02-09 | 2022-01-19 | FILM, COMPOSITE FILM AND PACKAGING BAGS |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-018687 | 2021-02-09 | ||
| JP2021018687 | 2021-02-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022172702A1 true WO2022172702A1 (ja) | 2022-08-18 |
Family
ID=82837761
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/001716 Ceased WO2022172702A1 (ja) | 2021-02-09 | 2022-01-19 | フィルム、積層フィルムおよび包装袋 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240116280A1 (https=) |
| EP (1) | EP4292795A4 (https=) |
| JP (1) | JPWO2022172702A1 (https=) |
| CN (1) | CN116783068A (https=) |
| WO (1) | WO2022172702A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002522273A (ja) * | 1998-08-11 | 2002-07-23 | モービル・オイル・コーポレイション | 一方向引裂性を有する中密度ポリエチレンフィルム |
| JP2006007630A (ja) | 2004-06-28 | 2006-01-12 | Fujimori Kogyo Co Ltd | 製袋方法及び製袋機 |
| JP2019166810A (ja) * | 2018-03-26 | 2019-10-03 | 大日本印刷株式会社 | 包装材料用ポリエチレン積層体及び該積層体からなる包装材料 |
| JP2019171860A (ja) * | 2018-03-26 | 2019-10-10 | 大日本印刷株式会社 | 積層体および該積層体からなる包装材料 |
| JP2019189333A (ja) * | 2018-04-27 | 2019-10-31 | 大日本印刷株式会社 | 包装材料用ポリエチレン積層体及び該積層体からなる包装材料 |
| US20200324513A1 (en) * | 2017-12-29 | 2020-10-15 | Bemis Company, Inc. | Recyclable films for product packaging |
| JP2021018687A (ja) | 2019-07-23 | 2021-02-15 | Necプラットフォームズ株式会社 | Pos端末装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62500777A (ja) * | 1984-09-28 | 1987-04-02 | バクスター、インターナショナル、インコーポレイテッド | 水蒸気滅菌し得る可撓性容器のためのポリオレフィンフィルム |
| EP0197054B1 (en) * | 1984-09-28 | 1992-07-15 | BAXTER INTERNATIONAL INC. (a Delaware corporation) | Polyolefin film for steam sterilizable flexible containers |
| CA2919466C (en) * | 2015-02-10 | 2023-06-27 | Nova Chemicals Corporation | Stand up pouch |
| US20210023828A1 (en) * | 2018-03-26 | 2021-01-28 | Dai Nippon Printing Co., Ltd. | Laminate, and packaging material, packaging bag and stand-up pouch each comprising said laminate, and multi-layer substrate |
-
2022
- 2022-01-19 CN CN202280010763.7A patent/CN116783068A/zh active Pending
- 2022-01-19 EP EP22752534.2A patent/EP4292795A4/en active Pending
- 2022-01-19 WO PCT/JP2022/001716 patent/WO2022172702A1/ja not_active Ceased
- 2022-01-19 JP JP2022581279A patent/JPWO2022172702A1/ja active Pending
- 2022-01-19 US US18/275,955 patent/US20240116280A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002522273A (ja) * | 1998-08-11 | 2002-07-23 | モービル・オイル・コーポレイション | 一方向引裂性を有する中密度ポリエチレンフィルム |
| JP2006007630A (ja) | 2004-06-28 | 2006-01-12 | Fujimori Kogyo Co Ltd | 製袋方法及び製袋機 |
| US20200324513A1 (en) * | 2017-12-29 | 2020-10-15 | Bemis Company, Inc. | Recyclable films for product packaging |
| JP2019166810A (ja) * | 2018-03-26 | 2019-10-03 | 大日本印刷株式会社 | 包装材料用ポリエチレン積層体及び該積層体からなる包装材料 |
| JP2019171860A (ja) * | 2018-03-26 | 2019-10-10 | 大日本印刷株式会社 | 積層体および該積層体からなる包装材料 |
| JP2019189333A (ja) * | 2018-04-27 | 2019-10-31 | 大日本印刷株式会社 | 包装材料用ポリエチレン積層体及び該積層体からなる包装材料 |
| JP2021018687A (ja) | 2019-07-23 | 2021-02-15 | Necプラットフォームズ株式会社 | Pos端末装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4292795A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4292795A1 (en) | 2023-12-20 |
| CN116783068A (zh) | 2023-09-19 |
| EP4292795A4 (en) | 2025-01-01 |
| JPWO2022172702A1 (https=) | 2022-08-18 |
| US20240116280A1 (en) | 2024-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4279273A1 (en) | Layered body and packaging bag | |
| US20240066844A1 (en) | Laminated Body and Packaging Bag | |
| JP2023105476A (ja) | フィルム、積層フィルムおよび包装袋 | |
| JP2026009274A (ja) | 積層フィルムおよび包装袋 | |
| JP2023079681A (ja) | 包装材料用積層体および包装体 | |
| JP2023080884A (ja) | 積層体および包装袋 | |
| JP2024026919A (ja) | 積層体および包装袋 | |
| WO2022172702A1 (ja) | フィルム、積層フィルムおよび包装袋 | |
| WO2022092021A1 (ja) | 積層体および包装体 | |
| EP4279271A1 (en) | Laminate and package body | |
| JP7728651B2 (ja) | 積層フィルムおよび包装袋 | |
| JP2024033102A (ja) | 積層体および包装袋 | |
| JP2024134792A (ja) | 積層体および包装袋 | |
| US20250153470A1 (en) | Laminated film and package | |
| US12617188B2 (en) | Laminate and package | |
| JP2024006244A (ja) | 積層体および包装袋 | |
| JP2024117967A (ja) | 積層フィルムおよび包装袋 | |
| JP2025018128A (ja) | 共押出フィルム、積層フィルムおよび包装袋 | |
| WO2026013549A1 (ja) | 包装容器 | |
| JP2023072257A (ja) | 積層体および包装体 | |
| JP2026010929A (ja) | 包装容器 | |
| JP2025099506A (ja) | 積層体および包装体 | |
| JP2024060380A (ja) | 積層フィルムおよびそれを用いた包装袋 | |
| JP2025130971A (ja) | 包装袋及びその製造方法 | |
| JP2017222406A (ja) | プラスチック袋 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22752534 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022581279 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280010763.7 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18275955 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022752534 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022752534 Country of ref document: EP Effective date: 20230911 |