WO2022172655A1 - 加熱式タバコ用カートリッジ - Google Patents
加熱式タバコ用カートリッジ Download PDFInfo
- Publication number
- WO2022172655A1 WO2022172655A1 PCT/JP2022/000358 JP2022000358W WO2022172655A1 WO 2022172655 A1 WO2022172655 A1 WO 2022172655A1 JP 2022000358 W JP2022000358 W JP 2022000358W WO 2022172655 A1 WO2022172655 A1 WO 2022172655A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- support member
- heated
- tobacco
- convex portion
- end surface
- Prior art date
Links
- 235000019505 tobacco product Nutrition 0.000 title abstract description 3
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims abstract description 123
- 241000208125 Nicotiana Species 0.000 claims abstract description 121
- 239000000443 aerosol Substances 0.000 claims abstract description 55
- 230000002093 peripheral effect Effects 0.000 claims abstract description 54
- 239000000945 filler Substances 0.000 claims abstract description 44
- 238000010438 heat treatment Methods 0.000 claims abstract description 28
- 238000004806 packaging method and process Methods 0.000 claims abstract description 26
- 230000000391 smoking effect Effects 0.000 claims abstract description 10
- 235000019504 cigarettes Nutrition 0.000 claims description 42
- 238000001914 filtration Methods 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 description 11
- 239000007787 solid Substances 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- 238000001816 cooling Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 230000001965 increasing effect Effects 0.000 description 5
- 238000003780 insertion Methods 0.000 description 5
- 230000037431 insertion Effects 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- 230000001154 acute effect Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 239000011800 void material Substances 0.000 description 3
- 244000061176 Nicotiana tabacum Species 0.000 description 2
- 238000007792 addition Methods 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 229920002050 silicone resin Polymers 0.000 description 2
- 238000009423 ventilation Methods 0.000 description 2
- 229920000168 Microcrystalline cellulose Polymers 0.000 description 1
- 102220485915 Putative uncharacterized protein DHRS4-AS1_C20S_mutation Human genes 0.000 description 1
- 244000269722 Thea sinensis Species 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 238000012217 deletion Methods 0.000 description 1
- 230000037430 deletion Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000000796 flavoring agent Substances 0.000 description 1
- 235000019634 flavors Nutrition 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 235000019813 microcrystalline cellulose Nutrition 0.000 description 1
- 239000008108 microcrystalline cellulose Substances 0.000 description 1
- 229940016286 microcrystalline cellulose Drugs 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000036651 mood Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000003755 preservative agent Substances 0.000 description 1
- 230000002335 preservative effect Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 102220095095 rs587780048 Human genes 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 230000005586 smoking cessation Effects 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images























Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/42—Cartridges or containers for inhalable precursors
Definitions
- the present invention relates to a heating tobacco support member used for a heating tobacco having a tobacco filling made of tobacco or a non-tobacco plant, and a heating tobacco cartridge having the same.
- a heated tobacco cartridge includes a tobacco filler heated by inserting a heating element such as a blade of a heated tobacco body, a filter provided at the mouthpiece, and a support member provided between the tobacco filler and the filter. and are formed by wrapping them with a packaging material such as paper.
- a heating element such as a blade of a heated tobacco body
- a filter provided at the mouthpiece
- a support member provided between the tobacco filler and the filter. and are formed by wrapping them with a packaging material such as paper.
- a heating element is inserted into the aerosol-forming substrate of the heated tobacco cartridge to heat the aerosol-forming substrate to generate an aerosol containing tobacco components.
- Heated tobacco cartridges have a hollow tubular support member that supports the aerosol-forming substrate to resist forces to which the cartridge is subjected when the heating element is inserted into the aerosol-forming substrate. Tobacco components released from the aerosol-forming substrate by heating are transported through the hollow portion of the support member to the downstream mouthpiece and inhaled by the user.
- an object of the present invention is to provide a heated cigarette cartridge using a heated cigarette support member that can be easily gripped by an assembling machine.
- a support member for preventing the stack of tobacco fillers from moving toward the filter; and a wrapping member wound around the stack of tobacco fillers, the filter, and the support member, wherein the support member comprises: A first end face provided on the cigarette filler stack side, a second end face provided on the filter side, and at least one provided on a peripheral surface portion formed between the first end face and the second end face
- a heated tobacco cartridge is provided having recesses or protrusions, said at least one recess or protrusion having a corresponding tip.
- the at least one concave portion or convex portion may be provided in a partial region of the peripheral surface portion.
- the at least one concave portion or convex portion may be provided along the longitudinal direction of the support member.
- the at least one concave portion or convex portion may be provided along the circumferential direction of the support member.
- the at least one concave portion or convex portion may be provided in a curved line.
- the at least one concave portion or convex portion may be provided along a direction crossing the longitudinal direction of the support member.
- the at least one concave portion or convex portion may include a plurality of concave portions or convex portions, and the plurality of concave portions or convex portions may be provided to cross each other.
- the at least one concave portion or convex portion includes a plurality of concave portions or convex portions, and the plurality of concave portions or convex portions are respectively provided in a plurality of regions provided in the longitudinal direction of the support member. may be provided.
- the at least one recess or protrusion includes a plurality of recesses or protrusions, and the plurality of recesses or protrusions is provided in each of the plurality of regions provided in the circumferential direction. good too.
- the at least one concave portion or convex portion may be provided from the first end face to the second end face along the longitudinal direction of the support member.
- the at least one concave portion or convex portion includes a plurality of concave portions or convex portions, and the plurality of concave portions or convex portions are provided along the entire circumferential direction of the support member.
- the height of the convex portion may be 0.05 mm or more and 1 mm or less.
- the heights of the protrusions may be different.
- FIG. 1 is a cross-sectional view taken along a plane including a longitudinal central axis of a heated tobacco cartridge according to an embodiment of the present invention
- FIG. Fig. 3 is a cross-sectional view showing a usage pattern of the heated tobacco cartridge.
- 1 is a perspective view of a support member in one embodiment of the invention
- FIG. It is the side view of the support member in one Embodiment of this invention, and the figure which made the front the 1st end surface.
- FIG. 4A is a cross-sectional view of a support member and a packaging member in one embodiment of the present invention
- FIG. 4 is a side view of a support member in one embodiment of the invention;
- FIG. 4 is a side view of a support member in one embodiment of the invention; It is the side view of the support member in one Embodiment of this invention, and the figure which made the front the 1st end surface. It is the side view of the support member in one Embodiment of this invention, and the figure which made the front the 1st end surface. It is the side view of the support member in one Embodiment of this invention, and the figure which made the front the 1st end surface.
- FIG. 4 is a side view of a support member in one embodiment of the invention; FIG. 4 is a side view of a support member in one embodiment of the invention; FIG. 4 is a side view of a support member in one embodiment of the invention; FIG.
- FIG. 4 is a side view of a support member in one embodiment of the invention; It is the side view of the support member in one Embodiment of this invention, and the figure which made the front the 1st end surface. It is the side view of the support member in one Embodiment of this invention, and the figure which made the front the 1st end surface. It is the side view of the support member in one Embodiment of this invention, and the figure which made the front the 1st end surface. It is the side view of the support member in one Embodiment of this invention, and the figure which made the front the 1st end surface. It is the side view of the support member in one Embodiment of this invention, and the figure which made the front the 1st end surface. It is the side view of the support member in one Embodiment of this invention, and the figure which made the front the 1st end surface.
- FIG. 4 is a side view of a support member in one embodiment of the invention
- FIG. 4 is a side view of a support member in one embodiment of the invention
- the term "tip” refers to a convex or concave portion provided on the peripheral surface of the support member. means the deepest point at the deepest point from the peripheral surface toward the center, and the shape of the apex or deep portion is not limited to a sharp one, but also includes a rounded one.
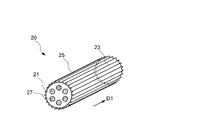
- FIG. 1 is a cross-sectional view of a heated tobacco cartridge 1 having a tobacco filling assembly 10 according to this embodiment.
- the heated cigarette cartridge 1 includes a tobacco filler stack 10, a heated cigarette support member 20 (hereinafter simply referred to as the support member 20), a filter 30 serving as a mouthpiece, and a sheet-like package. Includes member 40 .
- the tobacco filler stack 10, the support member 20, and the filter 30 are arranged along the longitudinal direction D1, and wrapped around the packaging member 40 to be integrated.
- the tobacco filler stack 10 is formed into a substantially cylindrical shape by bundling long tobacco fillers 11 along the longitudinal direction D1 and wrapping them with a sheet-like package.
- Tobacco filler 11 is formed of non-tobacco material in this example. Note that the tobacco filling 11 may be made of tobacco material.
- the tobacco filling 11 is made by mixing dried and pulverized non-tobacco plants with an aerosol former that generates an aerosol, microcrystalline cellulose, an additive that adds flavor, a preservative, an adhesive or a thickener, and the like. It is formed by molding into a shape and then cutting it to have a predetermined width and length. Note that the tobacco filling 11 is not limited to a long shape, and may have various shapes. For example, it may be formed into a paste or granules.
- the cross section orthogonal to the central axis C is substantially rectangular, and the ratio of the long side to the short side of the cross section is, for example, in the range of 1:1 to 30:1.
- the length of the long side is preferably in the range of 0.1 mm to 7.5 mm, more preferably in the range of 0.1 mm to 3.0 mm.
- the length of the short side is preferably in the range of 0.1 mm to 1.0 mm, more preferably in the range of 0.1 mm to 0.5 mm.
- the length of the tobacco filler 11 is preferably substantially the same as the length of the tobacco filler assembly 10 .
- the length of the tobacco filling 11 is preferably in the range of 10 mm to 25 mm, more preferably in the range of 10 mm to 20 mm.
- An example of the dimensions of such a tobacco filling 11 is 1.5 mm long side, 0.3 mm short side, and 12 mm long.
- the support member 20 suppresses the movement of the tobacco filler stack 10 toward the support member 20 side, and allows the airflow containing the aerosol generated in the tobacco filler stack 10 to flow toward the filter 30 side.
- the support member 20 is, for example, cylindrical and solid, and is arranged between the tobacco filler 11 and the filter 30 so that its axial direction is along the central axis C. As shown in FIG.
- the support member 20 is formed with a length along the central axis C of 3.0 mm to 50 mm or less, for example. Note that the support member 20 may have dimensions different from those described above depending on the function and configuration as appropriate. Other configurations of the support member 20 will be described later.
- the filter 30 is formed in a cylindrical shape, for example, with a diameter of 6.5 mm to 7.5 mm and a length along the central axis C of 50 mm or less.
- the filter 30 is a part that constitutes the mouthpiece of the smoking device cartridge 1 .
- the filter 30 is formed using paper or the like, for example.
- the filter 30 may be provided in a cylindrical shape by winding a sheet-like member made of paper, for example, or may include a cellulose acetate filter or the like for removing fine particles.
- the filter 30 has a function of filtering some of the fine particles in the water vapor and aerosol generated in the tobacco filling assembly 10 .
- the heated cigarette cartridge 1 is formed to have a diameter of 6.5 to 7.5 mm and a length of 40 to 60 mm. If the diameter of the heat-not-burn tobacco cartridge 1 is set in the range of 6.5 to 7.5 mm, the diameter becomes smaller than the insertion hole for inserting the heat-heat tobacco cartridge provided in the heat-not-burn smoking device. It becomes easy to insert the cartridge 1 into the heated smoking article. If the length of the heated tobacco cartridge 1 is set in the range of 40 to 60 mm, the length of the heated tobacco cartridge 1 will be longer than the length of the insertion hole provided in the heated smoking article for receiving the heated tobacco cartridge. is inserted into the smoking tool, the mouthpiece can be exposed from the heating smoking tool, and the length necessary for the smoker to smoke can be secured.
- the tobacco filling assembly 10 has a length of 10 to 25 mm. If the length of the tobacco filling assembly 10 is set to 10 mm or more, the minimum required length for inserting the heating element 52 can be secured. Also, if the length of the tobacco filling stack 10 is set to 25 mm or less, a length that allows the heat of the heating element 52 to spread to every corner of the tobacco filling 11 can be secured.
- the heat-not-burn cigarette cartridge 1 may have dimensions different from those described above in accordance with the shape of the heat-not-burn cigarette body.
- FIG. 2 is a cross-sectional view showing how the heated tobacco cartridge 1 is used.
- the heated tobacco cartridge 1 is attached to the heated tobacco body 5 and used.
- the heated cigarette body 5 has an insertion portion 50 into which the heated cigarette cartridge 1 is inserted.
- the inserting portion 50 is provided with a needle-like or blade-like heating element 52 that is inserted into the tobacco filler 11 of the inserted heating type tobacco cartridge 1 .
- the heating element 52 is electrically controlled by a controller provided inside the heatable cigarette body 5 .
- the heating element 52 can generate an aerosol from the tobacco filling 11 by generating heat while being inserted into the tobacco filling 11 . In this state, the user can inhale the airflow containing the aerosol by inhaling through the filter 30 .
- the support member 20 is solid and provided between the tobacco filler stack 10 and the filter, it is possible to prevent the tobacco filler stack 10 from moving toward the filter 30 side.
- FIG. 3 is a perspective view of the support member 20.
- the support member 20 has a first end surface 21 , a second end surface 23 and a peripheral surface portion 25 .
- a first end surface 21 of the support member 20 abuts an end surface of the tobacco filling stack 10 .
- the second end face 23 of the support member 20 abuts the end face of the filter 30 .
- the support member 20 has a hole portion 27 (also referred to as a through hole) extending from the first end surface 21 to the second end surface 23 , through which airflow flows.
- the support member 20 is provided in a cylindrical shape. Silicone resin, for example, is used as the material forming the support member 20 .
- the supporting member 20 is not limited to the silicone resin, and may be made of a material other than the resin material, such as wood or metal (aluminum, etc.), which increases the cooling effect.
- FIG. 4(A) is a side view of the support member 20.
- FIG. FIG. 4B is a front view of the first end face 21 of the support member 20.
- FIG. As shown in FIGS. 4A and 4B, the support member 20 has the same shape from the first end surface 21 to the second end surface 23 in a cross-sectional shape cut along a plane perpendicular to the longitudinal direction D1.
- the support member 20 has a hole 27 penetrating from the first end face 21 to the second end face 23 .
- the hole portion 27 functions as a flow path for circulating the airflow containing the aerosol generated in the tobacco filling assembly 10 toward the filter 30 side.
- the hole portion 27 is arranged so as not to include the central axis C20 of the peripheral surface portion 25.
- the hole 27 has a cylindrical shape.
- six holes 27 are provided along the circumferential direction.
- the centers P of the holes 27 are arranged at intervals of 60° in the circumferential direction around the central axis C20. Therefore, the six holes 27 are arranged at regular intervals in the circumferential direction. Also, the six holes 27 have the same radius.
- the first end face 21 has a void at the hole portion 27, and the other portion is solid. This solid portion abuts the end face of the tobacco filler stack 10 . Since the tobacco filler stack 10 receives force in the longitudinal direction D1 when the heating element 52 of the heating type tobacco body 5 is inserted, the tobacco filler stack 10 is supported by the solid portion of the supporting member 20 that contacts the tobacco filler stack. can support.
- the support member 20 has a plurality of convex portions 251 on the peripheral surface portion 25 .
- the convex portion 251 is provided extending along the longitudinal direction D1.
- the convex portion 251 is formed over the entire length in the longitudinal direction D1 from the first end surface 21 to the second end surface 23 of the peripheral surface portion 25 of the support member 20 .
- the convex part 251 is provided in multiple numbers over the perimeter of the circumferential direction.
- the plurality of convex portions 251 each have a tip portion 251a.
- the tip 251a is rounded.
- a virtual line VL1 extending from the center C251 of the convex portion 251 toward the tip portion 251a when viewed from the first end surface 21 side is a virtual line VL1 extending in the radial direction D2 from the central axis C20 of the support member 20.
- the convex portion 251 has two side portions S251, and the two side portions S251 connect the tip portion 251a and the peripheral surface portion 25, respectively.
- the angle ⁇ between the virtual line VL1 and the virtual line VL2 provided along the side portion S251 corresponding to the tip portion 251a of the convex portion 251 is an acute angle.
- the convex portion 251 is provided on the peripheral surface portion 25 , when the grasping portion of the assembly machine grasps the support member 20 , there is a gap between the grasping portion of the assembling machine and the tip portion 251 a of the convex portion 251 . A frictional force is generated. As a result, the gripping portion of the assembling machine can easily grip the support member 20, and the heated cigarette cartridge can be stably manufactured.
- FIG. 5 is a cross-sectional view of the support member 20 wrapped by the packaging member 40.
- a gap 26 is formed by providing a convex portion 251 between the packaging member 40 wound around the outer circumference of the support member 20 and the peripheral surface portion 25 of the support member 20. be provided.
- air gas can flow between the packaging member 40 and the peripheral surface portion 25 . Therefore, the flow path of the air gas is expanded in addition to the holes 27, and the fluidity of the air gas can be improved.
- the space 26 has a shape that widens toward the packaging member 40, a larger aerosol flow path can be secured compared to, for example, a case where the projection has a substantially square shape.
- the convex portions 251 have the same height in the longitudinal direction D1.
- the height of the convex portion 251 is preferably 0.05 mm or more and 1 mm or less. This is because if the height of the projection 251 is less than 0.05 mm, it may be difficult to maintain the shape of the projection, or the aerosol may not flow smoothly.
- the height of the protrusion 251 exceeds 1 mm, the size of the gap between the support member 20 and the packaging member 40 increases, and part of the tobacco filler 11 enters the gap, causing the tobacco filler to accumulate. This is because it may be difficult to prevent the body 10 from moving toward the filter 30 .
- the above range is desirable from the viewpoint of maintaining the shape of the convex portion.
- the support member 20 is adjusted by adjusting the void ratio, which is the ratio of the cross-sectional area of the through holes to the cross-sectional area of the support member 20. , the fluidity of the aerosol (airflow) from the tobacco filler mass 10 can be adjusted. The details of the porosity will be described later.
- a plurality of gaps 26 are provided between the peripheral surface portion 25 and the packaging member 40, and these gaps can be used as flow paths for aerosol.
- the voids in the first end face of the support member 20 are the voids 26 and the six holes 27, and the ratio of the porosity of the voids 26 to the holes 27 is preferably in the range of 1:1 to 1:12, for example. .
- the porosity of the voids 26 is preferably in the range of 1% to 5% of the area surrounded by the packaging member 40, and the porosity of the holes 27 is preferably in the range of 1% to 60%.
- the packaging member 40 will be crushed when pressure is applied from the outside, and the shape of the cartridge as a whole cannot be maintained, or the support function of the support member 20 will be lost. It may become unmaintainable (for example, tobacco filler stacks may easily enter the voids 26 and holes 27). Also, if the space 26 is below the lower limit of the above range, there is a risk that the flow of aerosol will be impaired (for example, the flow path will become narrower and the amount of flow of the aerosol will decrease, requiring more force for suction).
- the solid portion of the support member 20 does not collapse when pressure is applied from the outside, and the solid portion of the support member 20 moves toward the support member 20 side of the tobacco filling stack 10 .
- a plurality of gaps 26 are provided between the packaging member 40, so that the aerosol circulates through the gaps 26 in addition to the holes 27, thereby enhancing the effect of circulating the aerosol. can be done.
- the thickness and material of the packaging member 40 may be used to adjust the ventilation resistance.
- the space 26 is provided between the packaging member 40 and the support member 20, when the filter 30 is sucked and the inside of the packaging member 40 is in a state of negative pressure, the external air passes through the packaging member 40. is taken in. At this time, the ventilation resistance of the packaging member 40 can change the degree to which external air is introduced.
- FIG. 6 is a side view of the support member 20A.
- the support member 20A has a convex portion 251A on the peripheral surface portion 25A.
- the convex portion 251A may be provided extending in a direction intersecting the longitudinal direction D1.
- the convex portion 251A is provided in a direction inclined with respect to the longitudinal direction D1.
- the gripping portion (manufacturing apparatus) of the assembling machine can easily grip the support member 20, and the heated cigarette cartridge can be stably manufactured, and the convex portion 251 can be linear. It is possible to change the inhalation comfort when inhaling the aerosol compared to the case where it is provided in the aerosol.
- FIG. 7 is a side view of the support member 20B.
- the convex portion 251B may have a tip portion and may be arranged in a curved line from the first end surface 21 toward the second end surface 23 .
- the flow path of the aerosol can be made longer than when the convex portion 251B extends linearly in the longitudinal direction D1. This makes it easier for the manufacturing machine (assembling machine) to grip, and it is possible to stably manufacture the heated tobacco cartridge. It is possible to change the comfort of sucking.
- a supporting member different from that in the first embodiment will be described. Specifically, a supporting member in which the convex portion is provided in a wave shape from the first end face toward the second end face will be described. In addition, in this embodiment, description of the same configuration as in the first embodiment will be omitted as appropriate.
- FIG. 8(A) is a side view of the support member 20C.
- FIG. 8B is a front view of the first end face 21 of the support member 20C.
- the protrusions 251C may be arranged in a wave shape in the longitudinal direction D1 from the first end surface 21 toward the second end surface 23. .
- the flow path of the aerosol can be made longer than when the projection 251C extends linearly in the longitudinal direction D1. This also changes the cooling time of the aerosol.
- the gripping portion (manufacturing apparatus) of the assembly machine can easily grip the supporting member 20C, and the heated cigarette cartridge can be stably manufactured, and the convex portion 251C can be linear. It is possible to change the inhalation comfort when the smoker inhales the aerosol as compared with the case where the aerosol is provided in the aerosol.
- a supporting member different from that in the first embodiment will be described. Specifically, a support member in which convex portions are provided along the circumferential direction will be described. In addition, in this embodiment, description of the same configuration as in the first embodiment will be omitted as appropriate.
- FIG. 9(A) is a side view of the support member 20D.
- FIG. 9B is a front view of the first end face 21 of the support member 20D.
- the support member 20D has a first end surface 21, a second end surface 23 and a peripheral surface portion 25D.
- a peripheral surface portion 25D of the support member 20D has a convex portion 251D.
- the convex portion 251D may have a tip portion 251Da and may be provided along the circumferential direction. At this time, in FIG.
- the virtual line VL1 extending from the center C251D of the convex portion 251D toward the tip portion 251Da is the same as the virtual line extending in the radial direction D2 from the central axis C20D of the support member 20D.
- the convex portion 251D has two side portions S251D, and the two side portions S251D respectively connect the tip portion 251Da and the peripheral surface portion 25D.
- the angle ⁇ between the virtual line VL1 and the virtual line VL2 provided along the side portion S251D corresponding to the tip portion 251Da of the convex portion 251D is sharp angle.
- the number of protrusions 251D is controlled by the length of the support member 20D in the longitudinal direction.
- the number of protrusions 251D that come into contact with the grip of the assembly machine is increased compared to the case where the protrusions 251 extend in the longitudinal direction D1.
- the gripping section (manufacturing apparatus) of the assembling machine can easily grip the support member 20D, and the heated cigarette cartridge can be stably manufactured.
- ⁇ Sixth embodiment> a supporting member different from that in the first embodiment will be described. Specifically, a support member in which a plurality of protrusions are provided to intersect with each other will be described. In addition, in this embodiment, description of the same configuration as in the first embodiment will be omitted as appropriate.
- FIG. 10(A) is a side view of the support member 20E.
- FIG. 10B is a front view of the first end surface 21 of the support member 20E.
- the support member 20E includes a plurality of protrusions 251E on the peripheral surface portion 25E.
- the convex portion 251E has a convex portion 251E1 and a convex portion 251E2.
- the convex portion 251E1 has a tip portion 251E1a and is provided along the longitudinal direction D1.
- the convex portion 251E2 has a tip portion 251E2a and is provided along the circumferential direction.
- the convex portion 251E1 and the convex portion 251E2 may be provided so as to cross each other.
- the height of the convex portion 251E1 and the height of the convex portion 251E2 may be different.
- the height of the protrusion 251E2 is greater than the height of the protrusion 251E1. This increases the number of protrusions 251E2 that come into contact with the gripping portion of the assembly machine. As the number of contacting protrusions increases, a large frictional force is likely to occur when the gripping portion of the assembly machine and the support member 20E come into contact with each other.
- the lattice-like grooves 251EV are formed by intersecting the protrusions 251E1 and the protrusions 251E2 in the circumferential direction.
- the aerosol can partially stay in the groove 251EV.
- the paths of the aerosol are diversified, and the cooling time of the aerosol can be varied. Therefore, by using this embodiment, the gripping portion (manufacturing apparatus) of the assembly machine can easily grip the support member 20E, and the heated cigarette cartridge can be stably manufactured, and the convex portion can be straight. To make it possible to change the inhalation comfort when a smoker inhales an aerosol as compared with the case where it is provided.
- FIGS. 11 to 14 are side views of the support member 20F. As shown in FIGS. 11 to 14, the support member 20F has a convex portion 251F on the peripheral surface portion 25F. The convex portion 251F may be provided in a partial region of the peripheral surface portion 25F.
- the groove may be provided wider in the longitudinal direction D1 than in the circumferential direction.
- the support member 20F may be provided in a plurality of areas.
- the convex portion 251F when the convex portion 251F is provided widely in the circumferential direction, the convex portion 251F may be provided in a plurality of regions in the longitudinal direction D1.
- the convex portion 251F when the convex portion 251 is provided widely in the longitudinal direction D1, the convex portion 251F may be provided in a plurality of regions in the circumferential direction.
- the convex portion 251F may be provided on a part of the peripheral surface portion 25F over the entire circumferential direction of the peripheral surface portion 25F.
- the protrusions 251F may be provided in a plurality of regions in the longitudinal direction D1.
- the convex portion 251F may be provided on a part of the peripheral surface portion 25F over the entire length of the peripheral surface portion 25 in the longitudinal direction D1.
- the protrusions 251F may be provided in a plurality of regions in the circumferential direction.
- the convex portion 251F is provided on the peripheral surface portion 25F, frictional force is likely to occur when the support member 20 is gripped by the assembling machine. As a result, the gripping portion of the assembling machine can easily grip the support member 20, and the heated cigarette cartridge can be stably manufactured.
- FIG. 15(A) is a side view of the support member 20G.
- FIG. 15B is a front view of the first end face 21 of the support member 20G.
- the peripheral surface portion 25G has a convex portion 251G.
- the convex portion 251G has a projection shape.
- the protrusions 251G are arranged in the longitudinal direction D1 and in the circumferential direction.
- Each convex portion 251G has a tip portion 251Ga.
- a virtual line VL1 extending from the center C251G of the convex portion 251 toward the tip portion 251Ga when viewed from the first end face side is a virtual line extending in the radial direction D2 from the central axis C20G of the support member 20G.
- the convex portion 251G has two side portions S251G, and the two side portions S251G respectively connect the tip portion 251Ga and the peripheral surface portion 25G.
- the angle ⁇ between the virtual line VL1 and the virtual line VL2 provided along the side portion S251G corresponding to the tip portion 251Ga of the convex portion 251G is an acute angle.
- the projections 251G are provided by the number of projections, and the frictional force between the support member 20G and the gripping portion of the assembling machine can be increased when manufacturing the heated tobacco cartridge. .
- the gripping portion of the assembling machine can easily grip the support member 20G, and the heated cigarette cartridge can be stably manufactured.
- FIG. 16(A) is a side view of the support member 20H.
- FIG. 16B is a front view of the first end face 21 of the support member 20H.
- the protrusions 251H may be arranged in a zigzag pattern obliquely with respect to the longitudinal direction D1, for example.
- the adjacent convex portions 251H partially overlap each other.
- the flow path of the aerosol becomes longer than when the aerosol flows linearly. Therefore, the cooling time of the aerosol is diversified. Therefore, it becomes easier for the assembling machine to grip, and the heated cigarette cartridge can be stably manufactured, and it is possible to change the inhalation comfort when the smoker inhales the aerosol.
- FIG. 17(A) is a side view of the support member 20J.
- FIG. 17B is a front view of the first end surface 21 of the support member 20J.
- the supporting member 20J has a recessed portion 252 in the peripheral surface portion 25J.
- the recesses 252 are linearly arranged in the longitudinal direction D1 from the first end surface 21 toward the second end surface 23 .
- the concave portion 252 has two side portions S252, and the two side portions S252J each connect the tip portion 252a and the peripheral surface portion 25J.
- a virtual line VL1 extending from the center C252 of the recess 252 toward the tip portion 252a when viewed from the side of the first end surface 21 and the tip portion of the recess 252
- the angle ⁇ formed with the imaginary line VL2 provided along the side portion S252 corresponding to 252a is an acute angle.
- the support member 20J has the concave portion 252
- the tip of the grip portion of the assembling machine is easily caught on the support member 20J.
- the gripping portion of the assembly machine can easily grip the support member 20J, and the heated cigarette cartridge can be manufactured stably.
- the concave portion 252 is linearly arranged in the longitudinal direction D1 from the first end surface 21 toward the second end surface 23. It may be provided according to the shape of the
- FIG. 18(A) is a side view of the support member 20K.
- FIG. 18B is a front view of the first end face 21 of the support member 20K.
- the peripheral surface portion 25K has a plurality of recesses 252K.
- the recess 252K has a hollow shape with a tip 252Ka.
- the recesses 252K are arranged in the longitudinal direction D1 and in the circumferential direction.
- the concave portions 252K each have a tip portion 252Ka.
- the tip of the gripping portion of the assembly machine can be easily caught in the recesses 252K of the support member 20K.
- the gripping portion of the assembly machine can easily grip the support member 20K, and the heated cigarette cartridge can be manufactured stably.
- the flow path of the aerosol changes as the aerosol stays in the concave portion 252K. This makes it possible for the smoker to change the inhalation comfort when inhaling the aerosol.
- FIG. 19(A) is a side view of the support member 20L.
- FIG. 19B is a front view of the first end surface 21 of the support member 20L and a partially enlarged view.
- a plurality of fine projections 251L are arranged in the longitudinal direction D1 from the first end surface 21 toward the second end surface 23 on the peripheral surface portion 25L of the support member 20L. may be
- the minute protrusion 251L has a shape with a pointed tip 251La.
- the support member 20L has six holes 27L (through holes). Of the six through-holes, five through-holes are evenly arranged at intervals of 72 degrees in the circumferential direction. Of the six through holes, the remaining one through hole is arranged in the center of the first end surface 21 .
- 100 or more and 150 or less fine protrusions 251L may be arranged in the circumferential direction.
- the height of the fine protrusions 251L may be 1/100 or more and 1/50 or less of the width (diameter) of the support member.
- 137 minute protrusions 251L are arranged in the circumferential direction.
- the diameter of the support member is 7 mm
- the height T251L of the projection 251L is 0.1 mm.
- a width W251La (also referred to as a pitch) between the tip portions 251La of adjacent convex portions 251L is 0.16 mm.
- the contact area (contact point) with the member to be gripped increases while the shape of the convex portion is maintained. Therefore, the frictional force between the gripping portion of the assembly machine and the support member can be increased. Therefore, it becomes easier to grip the supporting member with the gripping portion of the assembly machine.
- the support member of the present embodiment when wrapped with a packaging member, a plurality of gaps 26 are provided between the peripheral surface portion 25L and the packaging member 40, and these gaps can be used as flow paths for aerosol.
- the gaps in the first end face of the support member 20L are the gap 26 and the six holes 27L.
- the porosity ratio of the voids 26 and the holes 27L is preferably in the range of 1:1 to 1:12, for example.
- the porosity of the voids 26 is preferably in the range of 2% to 4% of the area surrounded by the packaging member 40, and the porosity of the holes 27L is preferably in the range of 2% to 48%.
- the packaging member 40 will be crushed when pressure is applied from the outside, and the shape of the cartridge as a whole cannot be maintained, or the support function of the support member 20 will be lost.
- the tobacco filler 11 of the tobacco filler assembly 10 is likely to enter the gap 26 and the hole 27.
- the space 26 is below the lower limit of the above range, there is a risk that the flow of aerosol will be impaired (for example, the flow path will become narrower and the amount of flow of the aerosol will decrease, requiring more force for suction).
- the porosity of the holes 27 is 30%, and the porosity of the voids 26 is 3%.
- the solid portion of the support member 20L suppresses the movement of the tobacco filler stack 10 toward the filter 30 side, and a plurality of gaps 26 are provided between it and the packaging member 40.
- the aerosol flows through the gaps of the gaps 26 in addition to the holes 27L, so that the effect of circulating the aerosol can be enhanced.
- the heated tobacco cartridge 1 is provided with the tobacco filling assembly 10, the support member 20, and the filter 30 serving as the mouthpiece portion is shown.
- Another member such as a cooling member or a heat insulating member may be provided between the support member 20 and the filter 30 .
- a cavity may be provided between the support member and the filter to improve air permeability.
- the cavity may be provided in the range of 1 mm or more and 20 mm or less.
- the heated tobacco cartridge 1 may be composed only of the tobacco filler aggregate 10 and the support member 20. In this case, the heated cigarette cartridge 1 may not have a filter.
- the holes 27 (through holes) have the same radius and have a circular shape is shown, but the present invention is not limited to this.
- the holes 27 may have different radii.
- the hole portion 27 may be oval or rectangular.
- the support member 20 has a hole was shown, but it is not limited to this.
- the hole 27 may not be provided depending on the shape of the projection 251 .
- the convex portions 251 have the same height, but the present invention is not limited to this.
- the protrusions 251 may have different heights. Further, when the convex portion 251 extends in the longitudinal direction D1, the height of the convex portion 251 may differ in the longitudinal direction D1. Moreover, when the convex part 251 extends along the circumferential direction, the height of the convex part 251 may differ in the circumferential direction. Moreover, the heights of the adjacent protrusions 251 may be different. This diversifies the flow path of the aerosol. Thus, it is possible to vary the puffiness of the aerosol obtained in the heated tobacco cartridge.
- a virtual line VL1 extending from the center of the convex portion 251 toward the tip portion 251a when viewed from the first end face side is a virtual line extending in the radial direction D2 from the central axis C20 of the support member 20.
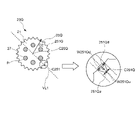
- FIG. 20 is a front view of the first end face 21 of the support member 20M. As shown in FIG. 20, the peripheral surface portion 25M of the support member 20M has a convex portion 251M.
- a virtual line VL1 extending from the center C251M of the convex portion 251M toward the tip portion 251Ma may be different from a virtual line VL3 extending radially from the central axis C20M of the support member 20M.
- the angle formed by the two virtual lines VL1 and VL3 is less than 5 degrees. Accordingly, it is possible to obtain the same effect as when the center of the projection 251 and the tip 251a of the first embodiment are provided on the same imaginary line.
- the convex portion 251C is arranged with a wave shape in the longitudinal direction D1 is shown, but it is not limited to this.
- the protrusions 251N of the support member 20N may be arranged in the circumferential direction, or may be arranged in an oblique direction with respect to the longitudinal direction D1.
- FIG. 21 is a side view of the support member 20N.
- the protrusions 251N may be arranged to have a wavy shape in a direction intersecting the longitudinal direction D1.
- the present invention is not limited to this.
- some of the plurality of protrusions 251E may extend in a direction inclined with respect to the longitudinal direction D1 or the circumferential direction.
- the protrusions 251E may intersect in the longitudinal direction D1 and the circumferential direction and have a wavy shape. This diversifies the flow path of the aerosol, making it possible to change the inhalation comfort when the smoker inhales the aerosol.
- FIG. 22 is a side view of the support member 20P.
- the support member 20P has a convex portion 251P on the peripheral surface portion 25P.
- the protrusions 251P may be provided irregularly.
- a frictional force is generated between the gripping portion of the assembly machine and the convex portion, and the flow path of the aerosol is diversified. Allows you to change your mood. Therefore, it becomes easier for the assembling machine to grip, and the heated cigarette cartridge can be manufactured stably, and the aerosol can be inhaled differently.
- FIG. 23 is a cross-sectional view of the support member 20Q and an enlarged view of the projection 251Q.
- the upper portion 251Qu of the convex portion 251Q of the peripheral portion 25Q of the support member 20Q may be flat.
- the width W251Qu of the upper portion 251Qu of the convex portion 251Q is preferably one-fifth or less of the width W251Qd of the lower portion 251Qd of the convex portion 251. .
- FIG. 24 is a cross-sectional view of the support member 20R and an enlarged view of the projection 251R.
- the support member 20R has a convex portion 251R on the peripheral surface portion 25R.
- the convex portion 251R may have a tip portion 251Ra formed with a plurality of top portions.
- an acute angle is formed between a virtual line VL1R connecting the center C251R of the convex portion and one top portion 251Ra1 of the tip portion 251Ra and a virtual line VL2R provided along the side portion S251R corresponding to the top portion 251Ra1. be.
- This increases the contact area (contact point) with the member to be gripped. Therefore, it is possible to increase the frictional force between the gripping portion of the assembly machine and the support member. Therefore, it becomes easier to grip the supporting member with the gripping portion of the assembly machine.
- the convex portion has two side portions when the first end surface 21 is the front surface
- the present invention is not limited to this.
- the protrusion may have an arc.
- FIG. 25(A) is a side view of the support member 20S.
- FIG. 25B is a front view of the first end face 21 of the support member 20S.
- the support member 20S has a convex portion 251S on the peripheral surface portion 25S.
- the protrusions 251S are arranged in the longitudinal direction D1 and in the circumferential direction.
- the convex portions 251S each have a tip portion 251Sa.
- a virtual line VL1 extending from the center C251S of the convex portion 251S toward the tip portion 251Sa when viewed from the first end face side is a virtual line extending in the radial direction D2 from the central axis C20S of the support member 20.
- the convex portion 251S includes an arc S251S and connects the tip portion 251Sa and the peripheral surface portion 25S.
- the convex portion 251S on the peripheral surface portion 25S, when the grasping portion of the assembly machine grasps the support member 20S, there is a gap between the grasping portion of the assembly machine and the tip portion 251Sa of the convex portion 251S. A frictional force is generated. As a result, the gripping portion of the assembling machine can easily grip the support member 20S, and the heated cigarette cartridge can be stably manufactured.
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Abstract
電気制御式の発熱体を備えた加熱式喫煙具に装着して喫煙する加熱式タバコ用カートリッジは、加熱されることによりエアロゾルを発生するタバコ充填物集積体と、エアロゾルを濾過するフィルタと、タバコ充填物集積体とフィルタとの間に配置され、発熱体がタバコ充填物集積体の中に挿入されるときにタバコ充填物集積体がフィルタ側へ移動するのを防止する支持部材と、タバコ充填物集積体、フィルタ、及び支持部材の外周に巻かれた包装部材と、を備え、支持部材は、たばこ充填物集積体側に設けられた第1端面、フィルタ側に設けられた第2端面、および第1端面から第2端面の間に形成される周面部に設けられた凹部または凸部を有し、凹部または凸部は、それぞれ先端部を有する。
Description
本発明は、タバコまたは非タバコ植物を材料とするタバコ充填物を有する加熱式タバコに用いられる加熱式タバコ用支持部材及びこれを有する加熱式タバコ用カートリッジに関する。
近年、タバコの禁煙の傾向に合わせるために、火炎を用いることなく、タバコの成分を含むカートリッジを加熱して、気化したタバコ成分を吸引することで、タバコを楽しむための加熱式タバコ製品が普及し始めている。加熱式タバコ用カートリッジは、加熱式タバコ本体が有するブレード等の加熱体が差し込まれて加熱されるタバコ充填物と、吸口に設けられるフィルタと、タバコ充填物とフィルタの間に設けられる支持部材とを有し、これらが紙等の包装部材で巻かれることで形成される。このような加熱式タバコ用支持部材及び加熱式タバコ用カートリッジとして、例えば特許文献1に挙げるようなものがある。
また、特許文献2の加熱式タバコでは、加熱式タバコカートリッジのエアロゾル形成基材に加熱要素を挿入してエアロゾル形成基材を加熱し、タバコ成分を含むエアロゾルを生成する。加熱式タバコカートリッジは、エアロゾル形成基材を支持する中空管状の支持部材を有し、支持部材は、加熱要素がエアロゾル形成基材内へ挿入される際にカートリッジが受ける力に抗する。加熱によりエアロゾル形成基材から放出されたタバコ成分は、支持部材の中空の部分を通って、下流に位置するマウスピースに移送され、ユーザーによって吸引される。
一方、特許文献1および2の記載の支持部材を用いて電子加熱式タバコ用カートリッジを製造するときに、支持部材の表面が滑る場合があり、製造機械(組立機械)が支持部材を把持することができない場合がある。
そこで、本発明は前記課題を鑑みてなされたものであり、組立機械が把持しやすい加熱式タバコ用支持部材をもちいた加熱式タバコ用カートリッジを提供することを目的とする。
本発明の一実施形態によれば、電気制御式の発熱体を備えた加熱式喫煙具に装着して喫煙する加熱式タバコ用カートリッジであって、加熱されることにより、エアロゾルを発生するタバコ充填物集積体と、前記エアロゾルを濾過するフィルタと、前記タバコ充填物集積体と前記フィルタとの間に配置され、前記発熱体が前記タバコ充填物集積体の中に挿入されるときに前記タバコ充填物集積体が前記フィルタ側へ移動するのを防止する支持部材と、前記タバコ充填物集積体、前記フィルタ、及び前記支持部材の外周に巻かれた包装部材と、を備え、前記支持部材は、前記たばこ充填物集積体側に設けられた第1端面、前記フィルタ側に設けられた第2端面、および前記第1端面から前記第2端面の間に形成される周面部に設けられた少なくとも一つの凹部または凸部を有し、前記少なくとも一つの凹部または凸部は、対応する先端部を有する、加熱式タバコ用カートリッジが提供される。
上記加熱式タバコ用カートリッジにおいて、前記少なくとも一つの凹部または凸部は、前記周面部の一部の領域に設けられてもよい。
上記加熱式タバコ用カートリッジにおいて、前記少なくとも一つの凹部または凸部は、前記支持部材の長手方向に沿って設けられてもよい。
上記加熱式タバコ用カートリッジにおいて、前記少なくとも一つの凹部または凸部は、前記支持部材の周方向に沿って設けられてもよい。
上記加熱式タバコ用カートリッジにおいて、前記少なくとも一つの凹部または凸部は、それぞれ曲線状に設けられてもよい。
上記加熱式タバコ用カートリッジにおいて、前記少なくとも一つの凹部または凸部は、前記支持部材の長手方向に交差する方向に沿って設けられてもよい。
上記加熱式タバコ用カートリッジにおいて、前記少なくとも一つの凹部または凸部は、複数の凹部または凸部を含み、前記複数の凹部または凸部は、それぞれ交差して設けられてもよい。
上記加熱式タバコ用カートリッジにおいて、前記少なくとも一つの凹部または凸部は、複数の凹部または凸部を含み、前記複数の凹部または凸部は、前記支持部材の長手方向に設けられる複数の領域にそれぞれ設けられてもよい。
上記加熱式タバコ用カートリッジにおいて、前記少なくとも一つの凹部または凸部は、複数の凹部または凸部を含み、前記複数の凹部または凸部は、前記周方向に設けられる複数の領域にそれぞれ設けられてもよい。
上記加熱式タバコ用カートリッジにおいて、前記少なくとも一つの凹部または凸部は、前記支持部材の長手方向に沿って前記第1端面から前記第2端面まで設けられてもよい。
上記加熱式タバコ用カートリッジにおいて、前記少なくとも一つの凹部または凸部は、複数の凹部または凸部を含み、前記複数の凹部または凸部は、前記支持部材の周方向の全周に渡って設けられてもよい。
上記加熱式タバコ用カートリッジにおいて、前記凸部の高さは、0.05mm以上1mm以下であってもよい。
上記加熱式タバコ用カートリッジにおいて、前記凸部の高さは、それぞれ異なってもよい。
本発明の一実施形態を用いることにより、組立機械が把持しやすい加熱式タバコ用支持部材及び加熱式タバコ用支持部材をもちいた加熱式タバコ用カートリッジを提供することができる。
以下、本発明の実施の形態を、図面等を参照しながら説明する。但し、本発明は多くの異なる態様で実施することが可能であり、以下に例示する実施の形態の記載内容に限定して解釈されるものではない。図面は説明をより明確にするため、模式的に表される場合があるが、あくまで一例であって、本発明の解釈を限定するものではない。
また、各要素に対する「第1」、「第2」と付記された文字は、各要素を区別するために用いられる便宜的な標識であり、特段の説明がない限りそれ以上の意味を有さない。なお、本実施形態で参照する図面において、同一部分または同様な機能を有する部分には同一の符号または類似の符号(数字xxxにA,Bまたは1,2などを付しただけの符号)を付し、その繰り返しの説明は省略する場合がある。また、構成の一部が図面から省略されたりする場合がある。その他、本発明の属する分野における通常に知識を有する者であれば認識できるものである場合、特段の説明を行わないものとする。
本明細書で使用する場合、用語「先端部」は、支持部材の周面部に設けられた凸部または凹部において、凸部の場合は周面部から最も高く突出した1点の頂部、凹部の場合は周面部から中心に向かって最も深い位置にある1点の深部を意味し、頂部または深部の形状は尖っているものに限らず、丸みを有しているものも含まれる。
<第1実施形態>
本発明の第1実施形態に係る加熱式タバコ用カートリッジについて、図面を参照しながら詳細に説明する。
本発明の第1実施形態に係る加熱式タバコ用カートリッジについて、図面を参照しながら詳細に説明する。
(1-1.加熱式タバコ用カートリッジの構成)
図1は、本実施形態におけるタバコ充填物集積体10を有する加熱式タバコ用カートリッジ1の断面図である。図1に示すように、加熱式タバコ用カートリッジ1は、タバコ充填物集積体10、加熱式タバコ用支持部材20(以下単に支持部材20という)、吸口部となるフィルタ30、およびシート状の包装部材40を含む。加熱式タバコ用カートリッジ1では、タバコ充填物集積体10、支持部材20、およびフィルタ30が長手方向D1に沿って配列され、包装部材40で巻かれることで一体化されて形成されている。
図1は、本実施形態におけるタバコ充填物集積体10を有する加熱式タバコ用カートリッジ1の断面図である。図1に示すように、加熱式タバコ用カートリッジ1は、タバコ充填物集積体10、加熱式タバコ用支持部材20(以下単に支持部材20という)、吸口部となるフィルタ30、およびシート状の包装部材40を含む。加熱式タバコ用カートリッジ1では、タバコ充填物集積体10、支持部材20、およびフィルタ30が長手方向D1に沿って配列され、包装部材40で巻かれることで一体化されて形成されている。
タバコ充填物集積体10は、長尺状のタバコ充填物11が長手方向D1に沿って束状とされ、シート状の包装体で巻かれることで略円筒状となるように形成されている。タバコ充填物11は、この例では非タバコ材料で形成される。なお、タバコ充填物11はタバコ材料で形成されてもよい。
タバコ充填物11は、乾燥・粉砕された非タバコ植物に、エアロゾルを発生させるエアロゾルフォーマや、微結晶セルロース、風味を追加する添加剤、保存料、粘着剤または増粘剤等を混合し、シート状に成形した上で、所定の幅及び長さを有するように切断されることで形成される。なお、タバコ充填物11は長尺状に限定されず、多様な形状を有してもよい。例えば、ペースト状に形成されてもよいし、顆粒状に形成されてもよい。
タバコ充填物11を長尺状で構成した場合、中心軸Cに直交する断面は略長方形状であり、その断面の長辺と短辺の比は、例えば、1:1~30:1の範囲であることが好ましい。長辺の長さは、0.1mm~7.5mmの範囲が好ましく、さらに好ましくは、0.1mm~3.0mmの範囲である。短辺の長さは、0.1mm~1.0mmの範囲が好ましく、さらに好ましくは0.1mm~0.5mmの範囲である。また、タバコ充填物11の長さはタバコ充填物集積体10の長さと略同一であるのが好ましい。タバコ充填物11の長さは10mm~25mmの範囲が好ましく、さらに好ましくは10mm~20mmの範囲である。このようなタバコ充填物11の寸法の一例を挙げると、長辺が1.5mm、短辺が0.3mm、長さが12mmである。
支持部材20は、タバコ充填物集積体10の支持部材20側への移動を抑制するとともに、タバコ充填物集積体10で発生したエアロゾルを含む気流をフィルタ30側に流通させる。支持部材20は、例えば円筒状かつ中実状に設けられ、その軸方向が中心軸Cに沿うようにタバコ充填物11とフィルタ30との間に配置される。支持部材20は、例えば、中心軸Cに沿った長さが3.0mm~50mm以下に形成される。なお、支持部材20は、適宜機能および構成に応じて上記とは異なる寸法を有していてもよい。支持部材20のその他の構成については、後述する。
フィルタ30は、円筒状に形成され、例えば直径が6.5mm~7.5mm、中心軸Cに沿った長さが50mm以下に形成される。フィルタ30は、喫煙具用カートリッジ1の吸口を構成する部分である。フィルタ30は、例えば紙等を用いて形成される。また、フィルタ30は、例えば紙からなるシート状の部材を巻いて円筒状に設けられてもよいし、微粒子を取り除くセルロースアセテートフィルタ等を含んでいてもよい。フィルタ30は、タバコ充填物集積体10で生成された水蒸気やエアロゾル中の微粒子の一部を濾過する機能を有する。
本実施形態に係る加熱式タバコ用カートリッジ1は、径が6.5~7.5mm、長さが40~60mmに形成される。加熱式タバコ用カートリッジ1の径を6.5~7.5mmの範囲に設定すれば、加熱式喫煙具に設けられた加熱式タバコ用カートリッジを差し込む挿入孔よりも小さな径となり、加熱式タバコ用カートリッジ1を加熱式喫煙具に挿入するのが容易となる。加熱式タバコ用カートリッジ1の長さを40~60mmの範囲に設定すれば、加熱式喫煙具に設けられた加熱式タバコ用カートリッジを受け入れる挿入孔の長さよりも長くなるので、加熱式タバコカートリッジ1を喫煙具に差し込んでも吸口部を加熱式喫煙具から露出させることができ、喫煙者が喫煙するのに必要な長さを確保可能となる。
また、タバコ充填物集積体10は、10~25mmの長さを有する。タバコ充填物集積体10の長さを10mm以上に設定すれば、発熱体52を挿入するために最低限必要な長さを確保可能となる。また、タバコ充填物集積体10の長さを25mm以下に設定すれば、発熱体52の熱をタバコ充填物11の隅々まで行き渡らせることが可能な長さを確保することができる。なお、加熱式タバコ用カートリッジ1は、加熱式タバコ本体の形状に合わせて、上記とは異なる寸法を有していてもよい。
図2は、加熱式タバコ用カートリッジ1の使用形態を表す断面図である。加熱式タバコ用カートリッジ1は、加熱式タバコ本体5に装着されて使用される。加熱式タバコ本体5は、加熱式タバコ用カートリッジ1を挿入させる挿入部50を有している。挿入部50には、挿入された加熱式タバコ用カートリッジ1のタバコ充填物11に対して挿入される針状あるいはブレード状の発熱体52が設けられる。発熱体52は、加熱式タバコ本体5内部に設けられた制御部により電気的に制御される。発熱体52は、タバコ充填物11に対して挿入された状態で発熱することにより、タバコ充填物11からエアロゾルを発生させることができる。この状態で、ユーザーがフィルタ30から吸うことにより、エアロゾルを含む気流を吸引することができる。また、支持部材20が、中実であり、タバコ充填物集積体10とフィルタとの間に設けられることにより、タバコ充填物集積体10がフィルタ30側に移動することを防止することができる。
(1-2.支持部材20の構成)
支持部材20について、以下に詳細に説明する。
支持部材20について、以下に詳細に説明する。
図3は、支持部材20の斜視図である。図3に示すように、支持部材20は、第1端面21、第2端面23及び周面部25を有する。支持部材20の第1端面21はタバコ充填物集積体10の端面に当接する。支持部材20の第2端面23はフィルタ30の端面に当接する。支持部材20は第1端面21から第2端面23まで延びる孔部27(貫通孔ともいう)を有しており、孔部27を通じて気流が流通する。支持部材20は、円筒状に設けられる。支持部材20を形成する材料には、例えば、シリコーン樹脂が用いられる。なお、支持部材20はシリコーン樹脂に限定されず、冷却効果が増す木材、金属(アルミ等)のような樹脂材以外の材料で形成されていてもよい。
図4(A)は、支持部材20の側面図である。図4(B)は、支持部材20の第1端面21を正面とした図である。図4(A)および図4(B)に示すように、支持部材20は、長手方向D1と直交する平面で切断した断面形状において、第1端面21から第2端面23まで同じ形状を有する。
支持部材20は、第1端面21から第2端面23まで貫通する孔部27を有している。孔部27は、タバコ充填物集積体10で発生したエアロゾルを含む気流を、フィルタ30側に流通させる流路として機能する。
図4(A)および図4(B)に示すように、孔部27は、周面部25の中心軸C20を含まないように配置されている。この例では、孔部27は円柱形状を有している。また、本実施形態では、周方向に沿って6つの孔部27が設けられる。このとき、孔部27の中心Pは、中心軸C20を中心としてそれぞれ周方向に60°の間隔を有して配置されている。このため、6つの孔部27は、周方向に等間隔に配置される。また、6つの孔部27は、同じ半径を有する。
第1端面21は、孔部27の部分が空隙であり、それ以外の部分が中実である。この中実部分がタバコ充填物集積体10の端面に当接する。タバコ充填物集積体10は、加熱式タバコ本体5の発熱体52が挿入される際には長手方向D1に力を受けるため、当接する支持部材20の中実部分でタバコ充填物集積体10を支持することができる。
支持部材20は、周面部25に複数の凸部251を有している。凸部251は、長手方向D1に沿って延伸して設けられる。この例では、凸部251は、支持部材20の周面部25の第1端面21から第2端面23までの長手方向D1全長に渡るように形成されている。また、凸部251は、周方向の全周に渡って複数設けられる。
複数の凸部251は、それぞれ先端部251aを有する。この例では、先端部251aは、丸みを有している。図4(B)において、第1端面21側から見た時の凸部251の中心C251から先端部251aに向かって伸びる仮想線VL1は、支持部材20の中心軸C20から径方向D2に延びる仮想線と同一である。凸部251は、2つの側部S251を有しており、2つの側部S251はそれぞれ先端部251aと周面部25とをつないでいる。このとき、第1端面21側から支持部材20を見た場合、仮想線VL1と、凸部251の先端部251aに対応する側部S251に沿って設けられた仮想線VL2とのなす角θは、鋭角である。
本実施形態において、周面部25に凸部251が設けられることで、組立機械の把持部が支持部材20を把持したときに、組立機械の把持部と凸部251の先端部251aとの間に摩擦力が生じる。これにより、組立機械の把持部は支持部材20を把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができる。
図5は、支持部材20を包装部材40が包装した状態の断面図である。図5に示すように、本実施形態において、支持部材20の外周に巻かれている包装部材40と支持部材20の周面部25との間には、凸部251が設けられることにより空隙26が設けられる。これにより、包装部材40と周面部25との間をエアロガスが流通することができる。したがって、エアロガスの流路が孔部27に加えて拡大し、エアロガスの流動性を向上させることができる。さらに、本実施形態の場合、空隙26が包装部材40に向かって広がる形状となるため、例えば凸部が略方形状を有する場合に比べてエアロゾルの流路を大きくとることができる。
また、本実施形態では、凸部251は、長手方向D1においてそれぞれ同じ高さを有する。このとき、凸部251の高さは、0.05mm以上1mm以下であることが好ましい。凸部251の高さが0.05mm未満の場合には、凸部としての形状を維持することが難しくなる、またはエアロゾルがスムーズに流通することができない場合があるためである。また、凸部251の高さが1mmを超えると、支持部材20と包装部材40との間の空隙のサイズが増大し、タバコ充填物11の一部が空隙に入り込んでしまい、タバコ充填物集積体10がフィルタ30側に移動するのを抑制するのが困難となるおそれがあるためである。また、凸部の形状を保持する観点からも上記の範囲が望ましい。
また、本実施形態において、周面部25と包装部材40との間の空隙率とともに、支持部材20は、支持部材20の断面積に対する貫通孔の断面積の割合である空隙率を調整することで、タバコ充填物集積体10からのエアロゾル(気流)の流動性を調整することができる。空隙率の詳細にはついては、後述する。
本実施形態の支持部材を包装部材で包装したとき、周面部25と包装部材40との間に複数の空隙26が設けられ、この空隙をエアロゾルの流路とすることができる。支持部材20の第1端面における空隙は、空隙26と6つの孔部27であり、空隙26と孔部27の空隙率の比は、例えば1:1~1:12の範囲であることが好ましい。空隙26の空隙率は包装部材40によって囲まれた面積のうち1%~5%の範囲が好ましく、孔部27の空隙率は1%~60%の範囲が好ましい。空隙26が上記範囲の上限を超えた場合、外部から圧力を加えられた際に、包装部材40がつぶれてしまい、カートリッジ全体としての形状を保持することができない、または支持部材20の支持機能が維持できなくなるおそれがある(例えば、タバコ充填物集積体が空隙26と孔部27に入り易くなる)。また、空隙26が上記範囲の下限を下回った場合、エアロゾルの流通を損ねるおそれがある(例えば、流路が狭くなり、エアロゾルの流通量が減るため、吸引に力を要する)。
つまり、本実施形態を用いることにより、外部から圧力を加えられた際に、包装部材40がつぶれてしまうことなく、支持部材20の中実部分がタバコ充填物集積体10の支持部材20側への移動を抑制するとともに、包装部材40との間に複数の空隙26が設けられることで、孔部27に加え、空隙26の空隙をエアロゾルが流通することで、エアロゾルを流通させる効果を高めることができる。
また、空隙率と合わせて、包装部材40の厚みや材料により、通気抵抗を調整してもよい。本実施形態では、包装部材40と支持部材20の間には空隙26が設けられるため、フィルタ30を吸って包装部材40の内部が負圧の状態になると、包装部材40を介して外部の空気が取り込まれる。このとき、包装部材40の通気抵抗により、外部の空気が取り込まれる度合いを変化させることができる。
<第2実施形態>
本発明の第1実施形態では、支持部材において周面部の長手方向に凸部が延びて配置される例を示したが、本発明ではこれに限定されない。本実施形態では、第1実施形態とは異なる支持部材について説明する。具体的には、凸部が、長手方向に対して傾いた方向に設けられる支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
本発明の第1実施形態では、支持部材において周面部の長手方向に凸部が延びて配置される例を示したが、本発明ではこれに限定されない。本実施形態では、第1実施形態とは異なる支持部材について説明する。具体的には、凸部が、長手方向に対して傾いた方向に設けられる支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
図6は、支持部材20Aの側面図である。図6に示すように、支持部材20Aは、周面部25Aに凸部251Aを有する。凸部251Aは、長手方向D1に交差する方向に延びて設けられてもよい。具体的には、凸部251Aは、長手方向D1に対して傾いた方向に設けられる。この場合、凸部251Aが長手方向D1に延びる場合に比べてエアロゾルの流路を長くなり、冷却時間を増加させることができる。したがって、本実施形態を用いることにより、組立機械の把持部(製造装置)が支持部材20を把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができるとともに、凸部251が直線状に設けられる場合と比べてエアロゾルを吸い込んだ時の吸い心地に変化を及ぼすことを可能とする。
<第3実施形態>
本発明の第1実施形態では、支持部材において周面部の長手方向に凸部が延びて配置される例を示したが、本発明ではこれに限定されない。本実施形態では、第1実施形態とは異なる支持部材について説明する。具体的には、曲線状に配置された凸部を有する支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
本発明の第1実施形態では、支持部材において周面部の長手方向に凸部が延びて配置される例を示したが、本発明ではこれに限定されない。本実施形態では、第1実施形態とは異なる支持部材について説明する。具体的には、曲線状に配置された凸部を有する支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
図7は、支持部材20Bの側面図である。図7に示すように、支持部材20Bの周面部25Bにおいて、凸部251Bは、先端部を有するとともに、第1端面21から第2端面23に向かって曲線状に配置されてもよい。この場合、凸部251Bが長手方向D1に直線状に延びる場合に比べてエアロゾルの流路を長くすることができる。これにより、製造機械(組立機械)が把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができるとともに、凸部が直線状に設けられる場合と比べて喫煙者がエアロゾルを吸い込んだ時の吸い心地に変化を及ぼすことを可能とする。
<第4実施形態>
本実施形態では、第1実施形態とは異なる支持部材について説明する。具体的には、凸部が、第1端面から第2端面に向かって波形状に設けられる支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
本実施形態では、第1実施形態とは異なる支持部材について説明する。具体的には、凸部が、第1端面から第2端面に向かって波形状に設けられる支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
図8(A)は、支持部材20Cの側面図である。図8(B)は、支持部材20Cの第1端面21を正面とした図である。図8(A)および図8(B)に示すように、支持部材20Cにおいて、凸部251Cは、第1端面21から第2端面23に向かって長手方向D1に波形状に配置されてもよい。この場合、凸部251Cが長手方向D1に直線状に延びる場合に比べてエアロゾルの流路を長くすることができる。これにより、エアロゾルの冷却時間も変化する。したがって、本実施形態を用いることにより、組立機械の把持部(製造装置)が支持部材20Cを把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができるとともに、凸部251Cが直線状に設けられる場合と比べて喫煙者がエアロゾルを吸い込んだ時の吸い心地に変化を及ぼすことを可能とする。
<第5実施形態>
本実施形態では、第1実施形態と異なる支持部材について説明する。具体的には、凸部が、周方向に沿って設けられる支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
本実施形態では、第1実施形態と異なる支持部材について説明する。具体的には、凸部が、周方向に沿って設けられる支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
図9(A)は、支持部材20Dの側面図である。図9(B)は、支持部材20Dの第1端面21を正面とした図である。図9に示すように、支持部材20Dは、第1端面21、第2端面23及び周面部25Dを有する。支持部材20Dの周面部25Dは、凸部251Dを有する。凸部251Dは、先端部251Daを有するとともに、周方向に沿って設けられてもよい。このとき、図9(A)において、凸部251Dの中心C251Dから先端部251Daに向かって伸びる仮想線VL1は、支持部材20Dの中心軸C20Dから径方向D2に延びる仮想線と同一である。凸部251Dは、2つの側部S251Dを有しており、2つの側部S251Dはそれぞれ先端部251Daと周面部25Dとをつないでいる。このとき、周面部25D側から支持部材20Dを見た場合、仮想線VL1と、凸部251Dの先端部251Daに対応する側部S251Dに沿って設けられた仮想線VL2とのなす角θは、鋭角である。
凸部251Dの数は、支持部材20Dの長手方向の長さにより制御される。本実施形態の場合、組立機械の把持部と接触する凸部251Dの数は、凸部251が長手方向D1に延びる場合に比べて増加する。接触する凸部251Dの数が増加することにより、組立機械の把持部と支持部材20Dとが接触するときに大きい摩擦力が生じやすくなる。したがって、本実施形態を用いることにより、組立機械の把持部(製造装置)は支持部材20Dを把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができる。
<第6実施形態>
本実施形態では、第1実施形態と異なる支持部材について説明する。具体的には、複数の凸部が、それぞれ交差して設けられる支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
本実施形態では、第1実施形態と異なる支持部材について説明する。具体的には、複数の凸部が、それぞれ交差して設けられる支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
図10(A)は、支持部材20Eの側面図である。図10(B)は、支持部材20Eの第1端面21を正面とした図である。図10(A)および図10(B)に示すように、支持部材20Eは、周面部25Eに複数の凸部251Eを含む。凸部251Eは、凸部251E1および凸部251E2を有する。凸部251E1は、先端部251E1aを有するとともに、長手方向D1に沿って設けられる。凸部251E2は、先端部251E2aを有するとともに、周方向に沿って設けられる。凸部251E1および凸部251E2は、それぞれ交差して設けられてもよい。
このとき、凸部251E1の高さと、凸部251E2の高さが異なってもよい。この例では、凸部251E2の高さが凸部251E1の高さよりも大きい。これにより、組立機械の把持部と接触する凸部251E2の数が増加する。接触する凸部の数が増加することにより、組立機械の把持部と支持部材20Eとが接触するときに大きな摩擦力が生じやすくなる。
また、本実施形態の場合、凸部251E1と、周方向の凸部251E2とが交差することにより、格子状の溝251EVが形成される。溝251EVには、エアロゾルが部分的に滞留することができる。これにより、エアロゾルの流路が多様化するとともに、エアロゾルの冷却時間を異ならせることができる。したがって、本実施形態を用いることにより、組立機械の把持部(製造装置)が支持部材20Eを把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができるとともに、凸部が直線状に設けられる場合と比べて喫煙者がエアロゾルを吸い込んだ時の吸い心地に変化を及ぼすことを可能とする。
<第7実施形態>
本発明の第1実施形態では、支持部材が周面部25の長手方向D1の全長及び周方向の全体にわたって凹凸が設けられる例を示したが、本発明ではこれに限定されない。本実施形態では、第1実施形態とは異なる支持部材20について、説明する。凸部251が周面部25の一部の領域に設けられた支持部材20について説明する。
本発明の第1実施形態では、支持部材が周面部25の長手方向D1の全長及び周方向の全体にわたって凹凸が設けられる例を示したが、本発明ではこれに限定されない。本実施形態では、第1実施形態とは異なる支持部材20について、説明する。凸部251が周面部25の一部の領域に設けられた支持部材20について説明する。
図11乃至図14は、支持部材20Fの側面図である。図11乃至図14に示すように、支持部材20Fは、周面部25Fにおいて凸部251Fを有する。凸部251Fは、周面部25Fの一部の領域に設けられてもよい。
このとき、図11(A)に示すように、長手方向D1に比べて周方向に広く設けられてもよい。また、図11(B)に示すように、周方向に比べて長手方向D1に広く設けられてもよい。
また、支持部材20Fは複数の領域に設けられてもよい。例えば、図12(A)に示すように、凸部251Fが周方向に広く設けられる場合には、凸部251Fが長手方向D1の複数の領域に設けられてもよい。また、図12(B)に示すように、凸部251が長手方向D1に広く設けられる場合には、凸部251Fが周方向の複数の領域に設けられてもよい。
また、図13(A)に示すように、凸部251Fは、周面部25Fの一部に周面部25Fの周方向の全周に渡って設けられてもよい。このとき、図13(B)に示すように、凸部251Fは、長手方向D1の複数の領域に設けられてもよい。
また、図14(A)に示すように、凸部251Fは、周面部25Fの一部に周面部25の長手方向D1の全長に渡って設けられてもよい。このとき、図14(B)に示すように、凸部251Fは周方向の複数の領域に設けられてもよい。
本実施形態の構成においても、周面部25Fに凸部251Fが設けられるため、組立機械が支持部材20を把持したときに摩擦力が生じやすくなる。これにより、組立機械の把持部は支持部材20を把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができる。
<第8実施形態>
本発明の第1実施形態では、支持部材において周面部25の長手方向D1に凸部251が延びて設けられる例を示したが、本発明ではこれに限定されない。本実施形態では、第1実施形態とは異なる支持部材について説明する。具体的には、突起状の凸部が設けられた支持部材について説明する。
本発明の第1実施形態では、支持部材において周面部25の長手方向D1に凸部251が延びて設けられる例を示したが、本発明ではこれに限定されない。本実施形態では、第1実施形態とは異なる支持部材について説明する。具体的には、突起状の凸部が設けられた支持部材について説明する。
図15(A)は、支持部材20Gの側面図である。図15(B)は、支持部材20Gの第1端面21を正面とした図である。図15(A)および図15(B)に示すように、周面部25Gは、凸部251Gを有する。凸部251Gは突起形状を有する。凸部251Gは、長手方向D1および周方向に配置される。凸部251Gは、それぞれ先端部251Gaを有する。図15(B)において、第1端面側から見た時の凸部251の中心C251Gから先端部251Gaに向かって伸びる仮想線VL1は、支持部材20Gの中心軸C20Gから径方向D2に延びる仮想線と同一である。凸部251Gは、2つの側部S251Gを有しており、2つの側部S251Gはそれぞれ先端部251Gaと周面部25Gとをつないでいる。このとき、第1端面21側から支持部材20Gを見た場合、仮想線VL1と、凸部251Gの先端部251Gaに対応する側部S251Gに沿って設けられた仮想線VL2とのなす角θは、鋭角である。
本実施形態の場合、突起の数だけ凸部251Gが設けられることになり、加熱タバコカートリッジを製造するときの支持部材20Gと、組立機械の把持部との間の摩擦力を増大させることができる。これにより、組立機械の把持部は支持部材20Gを把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができる。
なお、本実施形態において隣接する凸部251Gは、長手方向D1に配置される例を示したが、これに限定されない。例えば、一つの凸部251Gに隣接する他の凸部251Gは、長手方向D1に交差する方向に配置されてもよい。
図16(A)は、支持部材20Hの側面図である。図16(B)は、支持部材20Hの第1端面21を正面とした図である。図16(A)に示すように、凸部251Hは、例えば、長手方向D1に対して斜め方向にジグザグ状に配置されてもよい。このとき、図16(B)に示すように、第1端面21側から見たときに、隣接する凸部251Hが部分的に重畳する。これにより、エアロゾルの流路は、エアロゾルが直線的に流通する場合に比べて長くなる。そのため、エアロゾルの冷却時間が多様化する。したがって、組立機械が把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができるとともに、喫煙者がエアロゾルを吸い込んだ時の吸い心地に変化を及ぼすことを可能とする。
<第9実施形態>
本発明の第1実施形態では、支持部材において周面部の長手方向に凸部が延びて配置される例を示したが、本発明ではこれに限定されない。本実施形態では、第1実施形態とは異なる支持部材について説明する。具体的には、周面部において長手方向に延びる凹部を有する支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
本発明の第1実施形態では、支持部材において周面部の長手方向に凸部が延びて配置される例を示したが、本発明ではこれに限定されない。本実施形態では、第1実施形態とは異なる支持部材について説明する。具体的には、周面部において長手方向に延びる凹部を有する支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
図17(A)は、支持部材20Jの側面図である。図17(B)は、支持部材20Jの第1端面21を正面とした図である。図17(A)および図17(B)に示すように、支持部材20Jにおいて、周面部25Jは、凹部252を有する。凹部252は、第1端面21から第2端面23に向かって長手方向D1に直線状に配置される。
図17(B)において、凹部252は、2つの側部S252を有しており、2つの側部S252Jはそれぞれ先端部252aと周面部25Jとをつないでいる。このとき、第1端面21側から支持部材20Jを見た場合、第1端面21側から見た時の凹部252の中心C252から先端部252aに向かって伸びる仮想線VL1と、凹部252の先端部252aに対応する側部S252に沿って設けられた仮想線VL2とのなす角θは、鋭角である。
本実施形態の場合、支持部材20Jが凹部252を有することにより、組立機械の把持部の先端が支持部材20Jに引っ掛かりやすくなる。その結果として、組立機械の把持部は支持部材20Jを把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができる。
なお、本実施形態では、凹部252が、第1端面21から第2端面23に向かって長手方向D1に直線状に配置される例を示したが、第2乃至第7実施形態等に記載された形状に合わせて設けられてもよい。
<第10実施形態>
本発明の第8実施形態では、支持部材が周面部に突起状の凸部を有する例を示したが、本発明はこれに限定されない。本実施形態では、本発明の第8実施形態とは異なる支持部材について説明する。具体的には、窪み形状の凹部を有する例について説明する。
本発明の第8実施形態では、支持部材が周面部に突起状の凸部を有する例を示したが、本発明はこれに限定されない。本実施形態では、本発明の第8実施形態とは異なる支持部材について説明する。具体的には、窪み形状の凹部を有する例について説明する。
図18(A)は、支持部材20Kの側面図である。図18(B)は、支持部材20Kの第1端面21を正面とした図である。図18(A)および図18(B)に示すように、周面部25Kは、複数の凹部252Kを有する。凹部252Kは先端部252Kaを有する窪み形状を有する。凹部252Kは、長手方向D1および周方向に配置される。凹部252Kは、それぞれ先端部252Kaを有する。
本実施形態の場合、支持部材20Kが複数の凹部252Kを有することにより、組立機械の把持部の先端が支持部材20Kの凹部252Kに引っ掛かりやすくなる。その結果として、組立機械の把持部は支持部材20Kを把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができる。
また、本実施形態の場合、凹部252Kの中にエアロゾルが滞留することで、エアロゾルの流路が変化する。これにより、喫煙者がエアロゾルを吸い込んだ時の吸い心地に変化を及ぼすことを可能とする。
<第11実施形態>
本実施形態では、第1実施形態とは異なる支持部材について説明する。具体的には、複数の微細な凸部が、周方向に設けられた支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
本実施形態では、第1実施形態とは異なる支持部材について説明する。具体的には、複数の微細な凸部が、周方向に設けられた支持部材について説明する。なお、本実施形態において、第1実施形態と同様の構成については、適宜説明を省略する。
図19(A)は、支持部材20Lの側面図である。図19(B)は、支持部材20Lの第1端面21を正面とした図および一部の拡大図である。図19(A)および図19(B)に示すように、支持部材20Lの周面部25Lにおいて、第1端面21から第2端面23に向かって長手方向D1に複数の微細な凸部251Lが配置されてもよい。微細な凸部251Lは、先端部251Laが尖った形状を有する。
支持部材20Lは、6つの孔部27L(貫通孔)を有する。6つの貫通孔のうち、5つの貫通孔は、周方向に72度ずつ離れ、均等に配置される。6つの貫通孔のうち、残り1つの貫通孔は、第1端面21の中央に配置される。
本実施形態において、周方向に100個以上150個以下の微細な凸部251Lが配置されてもよい。また、微細な凸部251Lの高さは、支持部材の幅(直径)に対して100分の1以上50分の1以下であってもよい。この例では、周方向に137個の微細な凸部251Lが配置される。このとき、支持部材の直径が7mmであり、凸部251Lの高さT251Lは、0.1mmである。隣接する凸部251Lの先端部251La間の幅W251La(ピッチともいう)は、0.16mmである。
本実施形態を有することにより、凸部の形状を維持しながら把持する部材との接地面積(接触点)が増加する。これにより、組立機械の把持部と、支持部材との間の摩擦力を高めることができる。したがって、組立機械の把持部で支持部材をより把持しやすくなる。
また、本実施形態の支持部材を包装部材で包装したとき、周面部25Lと包装部材40との間に複数の空隙26が設けられ、この空隙をエアロゾルの流路とすることができる。このとき、支持部材20Lの第1端面における空隙は、空隙26と6つの孔部27Lである。空隙26と孔部27Lの空隙率の比は、例えば1:1~1:12の範囲であることが好ましい。空隙26の空隙率は包装部材40によって囲まれた面積のうち2%~4%の範囲が好ましく、孔部27Lの空隙率は2%~48%の範囲が好ましい。空隙26が上記範囲の上限を超えた場合、外部から圧力を加えられた際に、包装部材40がつぶれてしまい、カートリッジ全体としての形状を保持することができない、または支持部材20の支持機能が維持できなくなるおそれがある(例えば、タバコ充填物集積体10のタバコ充填物11が空隙26と孔部27に入り易くなる)。また、空隙26が上記範囲の下限を下回った場合、エアロゾルの流通を損ねるおそれがある(例えば、流路が狭くなり、エアロゾルの流通量が減るため、吸引に力を要する)。本実施形態における空隙率は孔部27が30%、空隙26の空隙率は3%である。
つまり、本実施形態を用いることにより、支持部材20Lの中実部分がタバコ充填物集積体10のフィルタ30側への移動を抑制するとともに、包装部材40との間に複数の空隙26が設けられることで、孔部27Lに加え、空隙26の空隙をエアロゾルが流通することで、エアロゾルを流通させる効果を高めることができる。
(変形例)
本発明の思想の範疇において、当業者であれば、各種の変更例および修正例に想到し得るものであり、それら変更例および修正例についても本発明の範囲に属するものと了解される。例えば、前述の各実施形態に対して、当業者が適宜、構成要素の追加、削除若しくは設計変更を行ったもの、又は、処理の追加、省略若しくは条件変更を行ったものも、本発明の要旨を備えている限り、本発明の範囲に含まれる。また、各実施形態の構成を適宜組み合わせて用いてもよい。
本発明の思想の範疇において、当業者であれば、各種の変更例および修正例に想到し得るものであり、それら変更例および修正例についても本発明の範囲に属するものと了解される。例えば、前述の各実施形態に対して、当業者が適宜、構成要素の追加、削除若しくは設計変更を行ったもの、又は、処理の追加、省略若しくは条件変更を行ったものも、本発明の要旨を備えている限り、本発明の範囲に含まれる。また、各実施形態の構成を適宜組み合わせて用いてもよい。
本発明の第1実施形態では、加熱式タバコ用カートリッジ1には、タバコ充填物集積体10、支持部材20、および吸口部となるフィルタ30が設けられる例を示したが、本発明は、これに限定されない。支持部材20とフィルタ30との間に冷却部材、断熱部材など別の部材が設けられてもよい。また、支持部材と、フィルタとの間には通気性を向上させるための空洞を有してもよい。このとき、空洞は、1mm以上20mm以下の範囲で設けられてもよい。これにより、空洞の部分が広く設けられた状態となるため、被加熱芳香発生体で発生したエアロゾルの吸引量を向上させることができる。また、空洞は交流空間としても機能するため、味わいの面においても優れる。さらに、製造上の誤差によって茶葉やフィルタが多少長くなるなどの不具合が発生した場合においても、この空洞が設けられることにより製造上の不具合を吸収することができる。
また、加熱式タバコ用カートリッジ1は、タバコ充填物集積体10および支持部材20のみで構成されてもよい。この場合、加熱式タバコ用カートリッジ1は、フィルタを有しなくてもよい。
本発明の第1実施形態では、孔部27(貫通孔)は、同じ半径を有するとともに、円形状を有する例が示されたが、これに限定されない。孔部27は、それぞれ異なる半径を有してもよい。また、孔部27は、楕円形状でもよいし、矩形状でもよい。
本発明の第1実施形態では、支持部材20が孔部を有する例を示したが、これに限定されない。凸部251の形状に応じて孔部27は設けられなくてもよい。
本発明の第1実施形態では、複数の凸部または凹部が設けられる例を示したがこれに限定されない。凸部または凹部は、少なくとも一つ設けられることにより、本願の課題を解決することができる。
本発明の第1実施形態では、凸部251は、それぞれ同じ高さをする例を示したが、本発明はこれに限定されない。凸部251は、それぞれ異なる高さを有してもよい。また、凸部251が長手方向D1に延びる場合には、長手方向D1において凸部251の高さが異なってもよい。また、凸部251が周方向に沿って延びる場合には、周方向において凸部251の高さが異なってもよい。また、隣接する凸部251の高さが異なってもよい。これにより、エアロゾルの流路は多様化する。したがって、加熱タバコカートリッジにおいて得られるエアロゾルの吸い心地に変化を及ぼすことを可能とする。
本発明の第1実施形態では、第1端面側から見た時の凸部251の中心から先端部251aに向かって伸びる仮想線VL1は、支持部材20の中心軸C20から径方向D2に延びる仮想線と同一である例を示したが、これに限定されない。図20は、支持部材20Mの第1端面21を正面とした図である。図20に示すように、支持部材20Mの周面部25Mは、凸部251Mを有する。凸部251Mの中心C251Mから先端部251Maに向かって伸びる仮想線VL1は、支持部材20Mの中心軸C20Mから径方向に延びる仮想線VL3と異なってもよい。この場合、2つの仮想線VL1、VL3がなす角は5度未満であることが望ましい。これにより、第1実施形態の凸部251の中心および先端部251aが同一の仮想線上に設けられる場合と同様の効果を有することができる。
また、本発明の第4実施形態において凸部251Cは、長手方向D1に波形状を有して配置される例を示したが、これに限定されない。支持部材20Nの凸部251Nは、周方向に配置されてもよいし、長手方向D1に対して斜め方向に配置されてもよい。図21は、支持部材20Nの側面図である。例えば、図21に示すように、凸部251Nは、それぞれ長手方向D1に交差する方向に波形状を有して配置されてもよい。
また、本発明の第6実施形態では、複数の凸部251は、長手方向D1および周方向において交差して設けられる例を示したが、本発明はこれに限定されない。例えば、複数の凸部251Eの一部は、長手方向D1または周方向に対して傾斜した方向に延びてもよい。凸部251Eは長手方向D1および周方向において交差するとともに波形状を有してもよい。これにより、エアロゾルの流路が多様化し、喫煙者がエアロゾルを吸い込んだ時の吸い心地に変化を及ぼすことを可能とする。
また、本発明の各実施形態では、一定の規則性を有して、凹部または凸部が設けられる例を示したが、これに限定されない。図22は、支持部材20Pの側面図である。図22に示すように、支持部材20Pは、周面部25Pに凸部251Pを有する。凸部251Pは、不規則に設けられてもよい。このとき、凸部251Pが設けられることにより、組立機械の把持部と、凸部との間で摩擦力が発生するとともに、エアロゾルの流路が多様化し、喫煙者がエアロゾルを吸い込んだ時の吸い心地に変化を及ぼすことを可能とする。したがって、組立機械が把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができるとともに、エアロゾルの吸い心地を異ならせることができる。
また、本発明の一実施形態では、先端部を有する例を示したが、これに限定されない。図23は、支持部材20Qの断面図および凸部251Qの拡大図である。図23に示すように、支持部材20Qにおける周面部25Qの凸部251Qの上部251Quが平坦であってもよい。このとき、第1端面21側から支持部材20を見た場合において凸部251Qの上部251Quの幅W251Quは、凸部251の下部251Qdの幅W251Qdに対して5分の1以下であることが望ましい。これにより、凸部が先端部(頂部)を有した時と同様の効果を奏することができる。
また、本発明の第1実施形態では、一つの凸部は一つの頂部が形成された先端部を有する例を示したが、これに限定されない。図24は、支持部材20Rの断面図および凸部251Rの拡大図である。図24に示すように、支持部材20Rは、周面部25Rに凸部251Rを有する。凸部251Rは、複数の頂部が形成された先端部251Raを有してもよい。このとき、凸部の中心C251Rと、先端部251Raにおける一つの頂部251Ra1とを結ぶ仮想線VL1Rと、頂部251Ra1に対応する側部S251Rに沿って設けられた仮想線VL2Rとがなす角は鋭角である。これにより、把持する部材との接地面積(接触点)が増加する。そのため、組立機械の把持部と、支持部材との間の摩擦力を高めることができる。したがって、組立機械の把持部で支持部材をより把持しやすくなる。
また、本発明の第1実施形態では、第1端面21を正面としたときに凸部が二つの側部を有する例について説明したが、本発明はこれに限定されない。凸部が円弧を有してもよい。
図25(A)は、支持部材20Sの側面図である。図25(B)は、支持部材20Sの第1端面21を正面とした図である。図25(A)および図25(B)に示すように、支持部材20Sは周面部25Sに凸部251Sを有する。凸部251Sは、長手方向D1および周方向に配置される。凸部251Sは、それぞれ先端部251Saを有する。図25(B)において、第1端面側から見た時の凸部251Sの中心C251Sから先端部251Saに向かって伸びる仮想線VL1は、支持部材20の中心軸C20Sから径方向D2に延びる仮想線と同一である。凸部251Sは、円弧S251Sを含み、先端部251Saと周面部25Sとをつないでいる。
本実施形態において、周面部25Sに凸部251Sが設けられることで、組立機械の把持部が支持部材20Sを把持したときに、組立機械の把持部と凸部251Sの先端部251Saとの間に摩擦力が生じる。これにより、組立機械の把持部は支持部材20Sを把持しやすくなり、加熱タバコ用カートリッジを安定して製造することができる。
1・・・カートリッジ,5・・・加熱式タバコ本体,10・・・タバコ充填物集積体,11・・・タバコ充填物,20・・・支持部材,21・・・第1端面,23・・・第2端面,25・・・周面部,26・・・空隙,27・・・孔部,30・・・フィルタ,40・・・包装部材,50・・・挿入部,51・・・挿入部,52・・・発熱体,251・・・凸部,251a・・・先端部,252・・・凹部,252a・・・先端部
Claims (13)
- 電気制御式の発熱体を備えた加熱式喫煙具に装着して喫煙する加熱式タバコ用カートリッジであって、
加熱されることにより、エアロゾルを発生するタバコ充填物集積体と、
前記エアロゾルを濾過するフィルタと、
前記タバコ充填物集積体と前記フィルタとの間に配置され、前記発熱体が前記タバコ充填物集積体の中に挿入されるときに前記タバコ充填物集積体が前記フィルタ側へ移動するのを防止する支持部材と、
前記タバコ充填物集積体、前記フィルタ、及び前記支持部材の外周に巻かれた包装部材と、を備え、
前記支持部材は、前記たばこ充填物集積体側に設けられた第1端面、前記フィルタ側に設けられた第2端面、および前記第1端面から前記第2端面の間に形成される周面部に設けられた少なくとも一つの凹部または凸部を有し、
前記少なくとも一つの凹部または凸部は、対応する先端部を有する、
加熱式タバコ用カートリッジ。 - 前記少なくとも一つの凹部または凸部は、前記周面部の一部の領域に設けられる、
請求項1に記載の加熱式タバコ用カートリッジ。 - 前記少なくとも一つの凹部または凸部は、前記支持部材の長手方向に沿って設けられる、
請求項1または2に記載の加熱式タバコ用カートリッジ。 - 前記少なくとも一つの凹部または凸部は、前記支持部材の周方向に沿って設けられる、
請求項1乃至3のいずれか一項に加熱式タバコ用カートリッジ。 - 前記少なくとも一つの凹部または凸部は、それぞれ曲線状に設けられる、
請求項1または2に記載の加熱式タバコ用カートリッジ。 - 前記少なくとも一つの凹部または凸部は、前記支持部材の長手方向に交差する方向に沿って設けられる、
請求項1または2に記載の加熱式タバコ用カートリッジ。 - 前記少なくとも一つの凹部または凸部は、複数の凹部または凸部を含み、
前記複数の凹部または凸部は、それぞれ交差して設けられる、
請求項1または2に記載の加熱式タバコ用カートリッジ。 - 前記少なくとも一つの凹部または凸部は、複数の凹部または凸部を含み、
前記複数の凹部または凸部は、前記支持部材の長手方向に設けられる複数の領域にそれぞれ設けられる、
請求項1乃至7のいずれか一項に加熱式タバコ用カートリッジ。 - 前記少なくとも一つの凹部または凸部は、複数の凹部または凸部を含み、
前記複数の凹部または凸部は、周方向に設けられる複数の領域にそれぞれ設けられる、
請求項1乃至5のいずれか一項に加熱式タバコ用カートリッジ。 - 前記少なくとも一つの凹部または凸部は、前記支持部材の長手方向に沿って前記第1端面から前記第2端面まで設けられる、
請求項1または2に記載の加熱式タバコ用カートリッジ。 - 前記少なくとも一つの凹部または凸部は、複数の凹部または凸部を含み、
前記複数の凹部または凸部は、前記支持部材の周方向の全周に渡って設けられる、
請求項1または2に記載の加熱式タバコ用カートリッジ。 - 前記凸部の高さは、0.05mm以上1mm以下である、
請求項1乃至11のいずれか一項に記載の加熱式タバコ用カートリッジ。 - 前記凸部の高さは、それぞれ異なる、
請求項1乃至12のいずれか一項に記載の加熱式タバコ用カートリッジ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021019157A JP7465828B2 (ja) | 2021-02-09 | 2021-02-09 | 加熱式タバコ用カートリッジ |
| JP2021-019157 | 2021-02-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022172655A1 true WO2022172655A1 (ja) | 2022-08-18 |
Family
ID=82837730
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/000358 WO2022172655A1 (ja) | 2021-02-09 | 2022-01-07 | 加熱式タバコ用カートリッジ |
Country Status (2)
| Country | Link |
|---|---|
| JP (3) | JP7465828B2 (ja) |
| WO (1) | WO2022172655A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5664778A (en) * | 1979-10-29 | 1981-06-02 | Mitsubishi Rayon Co | Tobacco filter |
| CN201813836U (zh) * | 2010-09-15 | 2011-05-04 | 南通烟滤嘴有限责任公司 | 含不连续沟槽纤维素纸的滤棒 |
| JP6516907B1 (ja) * | 2018-07-02 | 2019-05-22 | 株式会社 東亜産業 | タバコ充填物集積体及び電子タバコカートリッジ |
| CN210275873U (zh) * | 2019-04-28 | 2020-04-10 | 云南中烟工业有限责任公司 | 一种加热不燃烧卷烟烟支 |
| JP6982925B2 (ja) * | 2019-12-12 | 2021-12-17 | 株式会社東亜産業 | 加熱式タバコ用カートリッジ |
-
2021
- 2021-02-09 JP JP2021019157A patent/JP7465828B2/ja active Active
-
2022
- 2022-01-07 WO PCT/JP2022/000358 patent/WO2022172655A1/ja active Application Filing
-
2024
- 2024-03-28 JP JP2024054409A patent/JP7534569B2/ja active Active
- 2024-07-09 JP JP2024110094A patent/JP7529935B1/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5664778A (en) * | 1979-10-29 | 1981-06-02 | Mitsubishi Rayon Co | Tobacco filter |
| CN201813836U (zh) * | 2010-09-15 | 2011-05-04 | 南通烟滤嘴有限责任公司 | 含不连续沟槽纤维素纸的滤棒 |
| JP6516907B1 (ja) * | 2018-07-02 | 2019-05-22 | 株式会社 東亜産業 | タバコ充填物集積体及び電子タバコカートリッジ |
| CN210275873U (zh) * | 2019-04-28 | 2020-04-10 | 云南中烟工业有限责任公司 | 一种加热不燃烧卷烟烟支 |
| JP6982925B2 (ja) * | 2019-12-12 | 2021-12-17 | 株式会社東亜産業 | 加熱式タバコ用カートリッジ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2024129155A (ja) | 2024-09-26 |
| JP7465828B2 (ja) | 2024-04-11 |
| JP7529935B1 (ja) | 2024-08-06 |
| JP2024081743A (ja) | 2024-06-18 |
| JP7534569B2 (ja) | 2024-08-14 |
| JP2022122081A (ja) | 2022-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102714514B1 (ko) | 에어로졸 발생 물품용 지지 요소 | |
| JP6903646B2 (ja) | エアロゾル発生物品およびこうしたエアロゾル発生物品を製造するための方法、エアロゾル発生装置およびシステム | |
| JP7495976B2 (ja) | 喫煙システム | |
| WO2021117407A1 (ja) | 加熱式タバコ用カートリッジ | |
| CN112218548B (zh) | 气溶胶生成制品和用于形成气溶胶生成制品的设备 | |
| JP2023516609A (ja) | 新規基体および上流要素を含むエアロゾル発生物品 | |
| JP2022020765A6 (ja) | 加熱式タバコ用カートリッジ | |
| JP7522773B2 (ja) | 周辺開口部を有するエアロゾル冷却要素を備えるエアロゾル発生物品 | |
| JP2024500364A (ja) | エアロゾル発生物品用の中空の管状要素 | |
| IL303219A (en) | Aerosol generating component | |
| WO2022172655A1 (ja) | 加熱式タバコ用カートリッジ | |
| JP7570555B1 (ja) | 加熱式タバコ用カートリッジ及び支持部材 | |
| JP7333483B2 (ja) | 香味発生物品 | |
| CN116456844A (zh) | 具有带开口的管状元件的气溶胶生成制品 | |
| JP2024150695A (ja) | 加熱式タバコ用カートリッジ | |
| JP2022516013A (ja) | 形成された流体通路を有するたばこ材料を含むロッドを有するエアロゾル発生物品 | |
| JP7514401B2 (ja) | 中空の管状要素を備えるエアロゾル発生物品 | |
| JP7514400B2 (ja) | 中空の管状要素を備えるエアロゾル発生物品 | |
| CN112956735A (zh) | 加热式香烟用支承部件及加热式香烟用烟弹 | |
| TW202102140A (zh) | 香味吸嚐器 | |
| RU2814563C2 (ru) | Генерирующее аэрозоль изделие, содержащее охлаждающий элемент на мундштучном конце | |
| JP7333484B2 (ja) | 香味発生物品 | |
| RU2809814C2 (ru) | Генерирующее аэрозоль изделие, содержащее элемент для охлаждения аэрозоля с периферийными отверстиями | |
| US20220312831A1 (en) | Supporting member for heated tobacco and cartridge for heated tobacco | |
| KR20240000528A (ko) | 에어로졸 생성 물품 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22752488 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22752488 Country of ref document: EP Kind code of ref document: A1 |