WO2022154076A1 - 金属缶 - Google Patents
金属缶 Download PDFInfo
- Publication number
- WO2022154076A1 WO2022154076A1 PCT/JP2022/001065 JP2022001065W WO2022154076A1 WO 2022154076 A1 WO2022154076 A1 WO 2022154076A1 JP 2022001065 W JP2022001065 W JP 2022001065W WO 2022154076 A1 WO2022154076 A1 WO 2022154076A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mouth
- metal
- bead
- joint
- component
- Prior art date
Links
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 54
- 239000002184 metal Substances 0.000 title claims abstract description 54
- 239000011324 bead Substances 0.000 claims abstract description 64
- 230000002093 peripheral effect Effects 0.000 claims abstract description 8
- 230000007246 mechanism Effects 0.000 claims description 12
- 210000000078 claw Anatomy 0.000 description 8
- 238000003825 pressing Methods 0.000 description 7
- 238000004804 winding Methods 0.000 description 6
- 238000002788 crimping Methods 0.000 description 5
- 238000000034 method Methods 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000003566 sealing material Substances 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 239000000443 aerosol Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000010409 ironing Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/04—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of tubes with tubes; of tubes with rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/40—Making outlet openings, e.g. bung holes
- B21D51/42—Making or attaching spouts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/12—Cans, casks, barrels, or drums
- B65D1/14—Cans, casks, barrels, or drums characterised by shape
- B65D1/16—Cans, casks, barrels, or drums characterised by shape of curved cross-section, e.g. cylindrical
Definitions
- the present invention relates to a metal can in which a mouth component having a mouth is molded separately from the can body, and the mouth component having a mouth is joined to the opening of the can body.
- Patent Document 1 As a conventional metal can of this type, for example, the one described in Patent Document 1 is known. That is, it had a can body and a conical lid (mouth component), the conical lid had a mouth with screws, and a flange provided on the conical lid was wound and fixed to the can body. .. By separating the molding of the can body and the mouth part, it is easy to process the narrow mouth part and a metal can that can be resealed is realized.
- a flange of a conical lid is wound and fixed to the open end edge of the container body. Since the wound conical lid is hollow, it may be deformed when an external force is applied to break the seal of the wound portion.
- a pressing member is inserted into the annular groove, two types of winding tightening rolls are arranged on the outside, the winding tightening roll is pressed while rotating, and the flange is deformed while being pressed by the pressing member.
- the equipment is complicated and the number of processes is large.
- An object of the present invention is to provide a metal can that can maintain the joint strength and rigidity of the joint portion with the can body and can be easily manufactured regardless of the shape of the mouth portion component having the mouth portion.
- a metal can body having an opening and a metal mouth component having a mouth are provided.
- a metal can in which the peripheral edge of the mouth component is joined to the open end of the opening of the can body.
- An annular bead is provided at the open end of the can body, and the mouth component is provided with a joint portion that is caulked and fixed to the bead.
- the joint portion of the mouth component having the mouth is crimped and fixed to the annular bead provided on the container body, even if the mouth component is hollow, the ring is annular.
- the bead maintains the rigidity of the opening, and even if an external force acts, a good joint state can be maintained.
- the joint portion of the mouth component is simply crimped inward or outward to be deformed with respect to the bead, the number of steps can be reduced with simple equipment.
- the present invention can be configured as follows. 1.
- the joint portion of the mouth component has a flange portion that engages with the upper end of the bead and an annular joint piece that engages with the outer circumference of the bead, and the annular joint piece is reduced in diameter inward. It is configured to be tightened and fixed to the bead.
- the joint portion of the mouth component has a flange portion that engages with the upper end of the bead and an annular joint piece that engages with the inner circumference of the bead, and the annular joint piece is expanded in diameter outward. The bead is fastened and fixed to the bead.
- the mouth portion may be a screw mouth provided with a screw on the outer circumference. 4.
- the mouth portion may be a plug opening provided with an annular convex portion on the outer periphery. 5.
- a cap is attached to the mouth. 6.
- a discharge mechanism is attached to the mouth portion. In this way, various discharge mechanisms such as a trigger type pump dispenser and a one-drop type pump dispenser can be mounted by using the mouth portion. In addition, at the time of disposal, the discharge mechanism can be separated and disposed of as a recyclable metal container without polluting the environment.
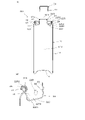
- FIG. 1 (A) is a view showing the overall configuration of the metal can according to the first embodiment of the present invention
- FIG. 1 (B) is a sectional view of FIG. 1 (A)
- FIG. 1 (C) is FIG. 1 (A).
- FIG. 2 (A) is an exploded cross-sectional view of a metal can before joining the mouth components
- FIG. 2 (B) is an explanatory view of caulking of the mouth components
- FIG. 2 (C) is a joining schedule of (B).
- FIG. 2 (D) is a diagram showing another configuration example of the cap seal of FIG. 2 (B).
- FIG. 3 (A) to 3 (C) are views showing a modified example of the can body of the metal can of FIG. 1.
- 4 (A) and 4 (B) are views showing a modified example of the mouth component of the metal can of FIG.
- FIG. 5 is a cross-sectional view showing a modified example of the first embodiment of the present invention.
- 6 (A) and 6 (B) are views showing a usage example in which a discharge mechanism is attached to the mouth of the metal can of the present invention.
- 7 (A) is a cross-sectional view showing the overall configuration of the metal can according to the second embodiment of the present invention
- FIG. 7 (B) is an enlarged cross-sectional view of the joint portion of FIG. 7 (A).
- FIG. 8 is an enlarged cross-sectional view showing the vicinity of the joint cylinder portion during clinching.
- FIG. 1 (A) is a view showing the overall configuration of a metal can
- FIG. 1 (B) is a sectional view of FIG. 1 (A)
- FIG. 1 (C) is an enlarged sectional view of a joint portion of FIG. 1 (A).
- the metal can 1 includes a metal can body 10 having an opening and a metal mouth component 20 having a mouth 21. The peripheral portion of the mouth component 20 is joined to the opening 11 which is the open end of the can body 10.
- a bead 12 is provided in the opening 11 of the can body 10, and a joint portion 25 that is caulked and fixed to the bead 12 is provided in the mouth component 20.
- the mouth portion 21 is a so-called screw cap provided with a screw 22 on the outer periphery, and in the illustrated example, a screw cap 30 that engages with the mouth portion 21 is exemplified.
- the screw cap 30 is a so-called resealing cap, and a female screw 31 is provided on the inner circumference of the cap.
- the screw cap 30 may be made of metal, or a resin cap may be used.
- the can body 10 has a bottomed cylindrical shape formed of a thin metal plate, and has a cylindrical body portion 13, a bottom portion 14 that closes the lower end of the body portion 13, and an upper end portion of the body portion 13. It is provided with a shoulder portion 15 that has been squeezed to reduce the diameter to the diameter of the opening 11.
- the body portion 13 and the bottom portion 14 are integrally formed by drawing and ironing from an aluminum alloy plate material, which is a drawing and ironing can (DI can).
- DI can drawing and ironing can
- the can body 10 may not have the shoulder portion 15.
- the can is not limited to a DI can, and an impact can using aluminum may be used, and the bottom portion 14 and the body portion 13 or the body portion 13 and the shoulder portion 15, and further the bottom portion 14, the body portion 13 and the shoulder portion 15 are separate bodies.
- the configuration may be a welded can or the like joined by winding.
- the material of the can body 10 not only the aluminum-based metal of aluminum or aluminum alloy, but also various metal materials such as steel plate can be used.
- the bead 12 has a curl shape in which the opening edge of the shoulder portion 15 is wound around the outside in a circular shape, surrounds the opening portion 11 in an annular shape, and the upper edge thereof is on a plane orthogonal to the central axis N10 of the body portion 13. Is located in.
- the inner diameter (opening diameter) of the bead 12 is about 1 inch (about 25.4 mm)
- the winding diameter of the bead 12 itself is about 2.9 mm
- the outer diameter of the bead 12 is about 31.2 mm. be.
- One inch is the same size as the opening in which the mounting cup of an existing aerosol can is mounted.
- the can body of the existing aerosol can as the can body 10 of the present invention and joining the mouth component 20, it can be used as it is with a metal can with a screw cap.
- the size of the bead 12 is not limited to these dimensions, and it is sufficient that the rigidity of the joint portion 25 between the can body 10 and the mouth component 20 can be maintained.
- the diameter is preferably about 2.5 mm to 6.0 mm.
- the mouth component 20 has a mouth 21 extending in a tubular shape, and one end of the mouth 21 is joined to the bead 12 of the can body 10 via the joint 25.
- the other end of the mouth portion 21 is open, the open end portion is reduced in diameter, and the tip curl portion 21a is provided at the tip.
- the central axis N20 of the mouth portion 21 is located on the same straight line as the central axis N10 of the body portion 13 of the can body 10, and a male screw 22 is provided on the outer circumference of the mouth portion 21.
- the joint portion 25 has a flange portion 26 that projects radially outward from the base end portion 24 of the mouth portion 21 and engages with the upper edge of the bead 12, and the outer circumference of the bead 12. It has a joint curl portion 27 as an annular joint piece that engages with. A sealing material 28 that fills the gap is interposed between the contact surfaces of the flange portion 26 and the joint curl portion 27 and the bead 12, and the contact surfaces are sealed.
- the joint curl portion 27 is crimped in a direction in which the lower end portion thereof is pushed in a direction in which the diameter is reduced inward, and the joint curl portion 27 is tightened and fixed in a shape that follows the outer circumference of the highly rigid bead 12.
- the cross-sectional shape cut in a plane passing through the central axis of the mouth portion 21 is curved in a semicircular shape following the cross-sectional shape of the bead 12, and includes the first quarter arc portion 27a from the upper edge of the bead 12 to the maximum diameter portion. It has a second quadrant arc portion 27b that extends beyond the maximum diameter portion of the bead 12 to the base portion having a small diameter.
- the second quarter arc portion 27b has a bite portion 29 that locally bites into the bead 12 at a plurality of locations in the circumferential direction, and serves as a detent mechanism for preventing the relative rotation of the can body 10 and the mouth component 20. It is functioning.
- the joint portion 25 is crimped and fixed by crimping the joint portion 125 provided on the mouth portion component 20 in which the mouth portion 21 is formed into a bead 12.
- the mouth component 20 includes a mouth 21 and a planned joining portion 125 provided at a base end portion of the mouth 21 in a state before being joined to the can body 10.
- the planned joining portion 125 has a flange portion 26 protruding from the base end portion 24 of the mouth portion 21, and a skirt portion 127 hanging downward from the outer diameter end of the flange portion 26.
- the corners of the flange portion 26 and the skirt portion 127 are rounded.
- the crimping machine fits a plurality of (for example, 8 or 16) collets 50 arranged so as to surround the skirt portion 127 in the circumferential direction and the outer periphery of the collets 50. It is provided with a cylindrical collet chuck 51 to be formed, and a cap seal 55 arranged inside the collet 50 and pressing the flange portion 26 against the bead 12.
- a tapered portion 52 is provided on the outer circumference of the collet 50 and the inner circumference of the collet chuck 51 so as to be slidably engaged with each other in the axial direction.
- the cap seal 55 has a recess 55c on the lower end surface into which the mouth 21 of the mouth component 20 is inserted, and a cylindrical holding cylinder portion 55a is provided so as to surround the recess 55c.
- the holding cylinder portion 55a comes into contact with the flange portion 26 of the mouth component 20.
- the inner surface of the recess 55c is the inner surface of the holding cylinder portion 55a, and a gap is provided so as not to interfere with the outer surface of the mouth portion 21.
- the tip of the holding cylinder portion 55a is in contact with the flange portion 26, the upper and lower surfaces of the recess 55c are the top surface of the mouth portion 21, and in this example, the tip curl portion 21a is in contact with the top surface. It is configured to maintain a predetermined interval without touching.
- the cap seal 55 may be divided by an extension surface of the outer peripheral surface of the holding cylinder portion 55a, and a columnar top surface holding portion 55b may be provided separately from the holding cylinder portion 55a. good.
- the flange portion 26 is pressed by the tip of the pressing cylinder portion 55a, and at the same time, the top surface pressing portion is pressed.
- the tip curl portion 21a on the top surface of the mouth portion 21 can be pressed by 55b.
- the collet 50 is open, and as shown in the figure, when the collet chuck 51 is moved downward, the collet 50 moves inward toward the center of the skirt portion 127 via the tapered portion 52.
- the skirt portion 127 moves in the closing direction, and the outer circumference of the skirt portion 127 is pushed inward in the radial direction from a plurality of locations in the circumferential direction by the claw portion 50a provided on the collet 50.
- the skirt portion 127 is plastically deformed in an arc shape to follow the outer peripheral shape of the bead 12, and the joint curl portion 27 is formed, and the lower end portion of the joint curl portion 27 is reduced in diameter to be smaller than the maximum diameter of the bead 12.
- the portion pushed into the claw portion 50a of the collet 50 is not a perfect circle, but a molded joint curl portion because the contact portion of the claw portion 50a of the collet 50 is pushed in instead of being pushed uniformly all around.
- the second quarter arc portion 27b of 27 has a concave-convex shape or a polygonal shape in which a plurality of local biting portions 29 are formed in the circumferential direction, and a detent mechanism is formed at the same time as crimping.
- the bead 12 has a shape that curls outward, and the portion pushed by the claw portion 50a of the collet 50 is located at the tip portion which is the free end of the bead 12, which promotes biting and enhances the anti-rotation effect. There is.
- the mouth portion 21 is hollow.
- the annular bead 12 maintains the rigidity of the opening 11 of the can body 10, and even if an external force acts, a good joint state can be maintained.
- the joint portion 25 of the mouth component 20 simply crimps the skirt portion 127 of the planned joint portion 125 inward with respect to the bead 12 and deforms (crimping), so that the equipment is simple and the number of steps is small. It's done.
- the bead 12 of the can body 10 and the joint portion 25 have the same shape and dimensions, the mouth component 20 can be attached to the can body having various shapes and structures.
- FIG. 3 shows a modified example of the can body for joining the mouth components.
- the can body 10A of FIG. 3A is a large-capacity type having a larger body diameter d and a higher height h than the can body 10 of the first embodiment. Even if the dimensions are different in this way, if the outer diameter dimension D of the bead 12 connecting the mouth component 20 is made common, the common mouth component 20 can be used. With respect to the common mouth component 20, various mouth dimensions can be selected.
- the can body 10B of FIG. 3B is an example of a deformed can having a constricted portion 13a in the middle of the body portion 13.
- FIG. 3C shows an example (for example, a welded can) in which the can body 10C is fixed to the body portion 13C, the bottom portion 14C, and the shoulder portion 15C by the winding portion 16C. Even in such a can body 10C, if the diameter of the bead 12 is made common, the common mouth component 20 can be used.
- FIG. 4 shows a modified example of the shape of the tip of the mouth of the mouth component.
- the tip of the mouth portion is shaped so that the curl portion or the like is not folded back.
- the basic configuration is the same as that of the mouth component shown in FIG. 2 (A), and the same components are designated by the same reference numerals.
- the tip of the mouth portion 21 has a shape in which the curl portion and the like are not folded back, and has a cylindrical tip cylinder portion 21b centered on the central axis N20.
- the tip of the mouth 21 of the mouth component 20 has a flange shape and is a tip flange 21c that projects at a right angle to the central axis N20. In this way, if the tip of the mouth portion 21 is the tip cylinder portion 21b or the tip flange portion 21c, the processing step of the curl portion is unnecessary and the processing step can be reduced.
- FIG. 5 shows a modified example of the first embodiment of the present invention.
- an annular convex portion 123 is provided and the mouth portion 121 is used as a so-called plug opening.
- the joint portion 25 is the same as that of the first embodiment.
- the cap 130 that closes the mouth portion 121 is provided with an inwardly convex portion 133 having a diameter smaller than the outer diameter of the annular convex portion 123 of the mouth portion 121 on the inner circumference thereof, and the cap 130 is provided.
- the tip shape of the mouth portion 121 can be a shape in which no curl portion is provided, such as the tip cylinder portion 21b and the tip flange portion 21c, as shown in FIG.
- FIG. 6A shows an example in which a one-drop type pump dispenser 300 is attached as a discharge mechanism. That is, the pump dispenser 300 is provided with a mounting cap 330 that is screw-engaged with the mouth portion 21, and the pump dispenser 300 can be mounted on the metal can 1 by tightening the mounting cap 330. The pump dispenser 300 pushes in the head portion 302 provided with the nozzle 301 to discharge the contents pumped into the pump chamber.
- FIG. 6B is a diagram showing a trigger type pump dispenser 310 slightly extracted as a discharge mechanism.
- the trigger type pump dispenser 310 is provided with a mounting cap 331 that is screw-engaged with the mouth portion 21, and the trigger type pump dispenser 310 is mounted on the metal can 1 by tightening the mounting cap 331. can do.
- the trigger type pump dispenser 310 discharges the contents pumped into the pump chamber (not shown) in the dispenser main body 312 from the nozzle 313 by pulling the trigger 311.
- the pump dispensers 300 and 310 can be separated at the time of disposal and disposed of as a recyclable metal container, which pollutes the environment. None.
- FIG. 7 (A) is a cross-sectional view showing the overall configuration of the metal can
- FIG. 7 (B) is an enlarged cross-sectional view of the vicinity of the joint portion of FIG. 7 (A).
- the metal can 201 includes a metal can body 10 having an opening 11 and a metal mouth component 220 having a mouth 21, and a mouth portion is provided at an open end of the opening 11 of the can body 10. The peripheral portion of the component 220 is joined.
- the mouth portion 21 of the mouth portion component 220 is a flange that partially enters the opening portion 11 of the can body 10 from the lower end portion and projects from the base end portion of the cylindrical mouth portion 21.
- a joint portion 225 is provided via the portion 223.
- the joint portion 225 has a joint cylinder portion 2251 as an annular joint piece that rises upward in parallel with the central axis from the outer diameter end of the flange portion 223, and the joint portion 225 projects radially outward from the upper end of the joint cylinder portion 2251 and is the upper end of the bead 12.
- a curl portion 2252 that engages with is provided.
- the outer periphery of the upper end of the joint cylinder portion 2251 is in contact with the inner circumference of the bead 12, and the clinch portion is crimped in the direction of increasing the diameter outward in the radial direction immediately below the position corresponding to the lower edge of the bead 12. It has a 2253, and is gripped between the clinch portion 2253 and the curl portion 2252 so as to wrap the outer periphery of the bead 12 from above and below, and fixes the mouth component 220.
- the bead 12 of the can body 10 and the open end of the joint cylinder portion 2251 are joined via a gasket or a sealing material 28 to seal between the joint surfaces.
- the clinch portion 2253 has a bite portion 228 that locally bites into the inner circumference of the bead 12 at a plurality of locations in the circumferential direction, and serves as a detent mechanism for preventing the relative rotation of the can body 10 and the mouth component 220. It is functioning.
- the caulking fixing of the joint portion 225 is performed by clinching a straight cylindrical joint cylinder portion 2251' without a clinching portion 2253.
- the joint cylinder portion 2251'of the mouth component 220 is fitted to the inner circumference of the opening 11 of the can body 10, and the curl portion 2252 is placed on the bead 12.
- the collet 250 of the clinch processing machine is inserted into the annular space between the inner circumference of the joining cylinder portion 2251'and the mouth portion 21.
- a plurality of collets 250 are arranged in the circumferential direction (for example, 8 or 16), and each collet 250 is provided with a claw portion 250a projecting toward the joining cylinder portion 251'.
- the tip shape of the mouth portion 21 may be a shape without a curl portion as shown in FIG.
- the mouth portion 21 is not a screw.
- the annular convex portion as shown in FIG. 5 may be formed.
- various discharge mechanisms such as a one-drop type pump dispenser 300 and a trigger type pump dispenser 310 can be attached to the mouth portion 21.
- 1 Metal can 10 Can body 11 Opening, 12 Beads, 13 Body, 14 Bottom, 15 Shoulder 20 Mouth components, 21 mouth part, 21a tip curl part, 22 male screw, 24 base end part, 25 joints, 26 flanges, 27 Joint curl part, 27a 1st quarter arc part, 27b 2nd quarter arc part 28 Sealing material, 29 Biting part (non-rotating) 30 Thread Cap, 31 Female Thread 50 Collet, 50a Claw, 51 Collet Chuck, 52 Tapered 55 Cap Seal, 55a holding cylinder part, 55b cylindrical part, 55c concave portion 121 mouth part, 123 annular convex part, 125 Scheduled joint, 127 Skirt 130 Cap, 133 Inward convex 201 Metal can 220 Mouth component 223 Flange 225 Joint 228 Biting 2251 Joint cylinder 2251'Join cylinder
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Closures For Containers (AREA)
Abstract
口部を有する口部構成部品の形状に関わらず、缶本体との接合部の接合強度、剛性を維持でき、容易に製造可能とする金属缶を提供する。 開口部を有する金属製の缶本体と、口部を有する金属製の口部構成部品と、を備え、前記缶本体の開口部の開放端に前記口部構成部品の周縁部が接合された金属缶において、前記缶本体の開放端に環状のビードが設けられ、前記口部構成部品には前記ビードにかしめ固定される接合部が設けられていることを特徴とする。
Description
本発明は、口部を備えた口部構成部品を缶本体とは別に成形し、口部を備えた口部構成部品を缶本体の開口部に接合して成形される金属缶に関する。
従来のこの種の金属缶としては、たとえば、特許文献1に記載のようなものが知られている。すなわち、缶本体と、円錐蓋(口部構成部品)とを有し、円錐蓋がねじを備えた口部を有し、円錐蓋に設けられたフランジが、缶本体に巻締固定されていた。缶本体と口部の成形を分離することにより、細い口部の加工を容易とし、リシール可能な金属缶を実現している。
しかしながら、特許文献1に記載の容器は、容器本体の開口端縁に、円錐蓋のフランジを巻締め固定している。この巻締られた円錐蓋は中空になっているので、外力が作用した際に変形して、巻締部のシールが破壊されるおそれがある。
また、巻締めは、一般的に、環状溝に押さえ部材を挿入し、外側に2種類の巻締ロールを配置し、回転させながら、巻締ロールを押し付けて、押さえ部材で押さえながらフランジを変形させる必要があり、設備が複雑で、工程数も多くなる。
また、巻締めは、一般的に、環状溝に押さえ部材を挿入し、外側に2種類の巻締ロールを配置し、回転させながら、巻締ロールを押し付けて、押さえ部材で押さえながらフランジを変形させる必要があり、設備が複雑で、工程数も多くなる。
本発明の目的は、口部を有する口部構成部品の形状に関わらず、缶本体との接合部の接合強度、剛性を維持でき、容易に製造可能とする金属缶を提供することにある。
上記目的を達成するために、本発明は、
開口部を有する金属製の缶本体と、口部を有する金属製の口部構成部品と、を備え、
前記缶本体の開口部の開放端に前記口部構成部品の周縁部が接合された金属缶において、
前記缶本体の開放端に環状のビードが設けられ、前記口部構成部品には前記ビードにかしめ固定される接合部が設けられていることを特徴とする。
本発明によれば、容器本体に設けられた環状のビードに、口部を有する口部構成部品の接合部をかしめ固定しているので、口部構成部品が中空になっていても、環状のビードによって開口部の剛性が維持され、外力が作用しても、良好な接合状態を維持することができる。
また、口部構成部品の接合部をビードに対して、内側あるいは外側にかしめて変形させるだけなので、簡単な設備で、工程数も少なくて済む。
開口部を有する金属製の缶本体と、口部を有する金属製の口部構成部品と、を備え、
前記缶本体の開口部の開放端に前記口部構成部品の周縁部が接合された金属缶において、
前記缶本体の開放端に環状のビードが設けられ、前記口部構成部品には前記ビードにかしめ固定される接合部が設けられていることを特徴とする。
本発明によれば、容器本体に設けられた環状のビードに、口部を有する口部構成部品の接合部をかしめ固定しているので、口部構成部品が中空になっていても、環状のビードによって開口部の剛性が維持され、外力が作用しても、良好な接合状態を維持することができる。
また、口部構成部品の接合部をビードに対して、内側あるいは外側にかしめて変形させるだけなので、簡単な設備で、工程数も少なくて済む。
また、本発明は次のように構成することができる。
1.前記口部構成部品の接合部は、前記ビードの上端に係合するフランジ部と、前記ビードの外周に係合する環状接合片とを有し、前記環状接合片が内向きに縮径されて前記ビードに締め付け固定される構成とする。
2.前記口部構成部品の接合部は、前記ビードの上端に係合するフランジ部と、前記ビードの内周に係合する環状接合片とを有し、前記環状接合片が外向きに拡径されて前記ビードに締め付け固定される構成とする。
3.前記口部は、外周にねじが設けられたねじ口とすることができる。
4.前記口部は、外周に環状凸部が設けられた打栓口とすることもできる。
5.前記口部に、キャップが装着される。
6.また、前記口部に、吐出機構が装着される。
このように、口部を利用して、吐出機構、たとえば、トリガー式のポンプディスペンサ、ワンドロップ式のポンプディスペンサ等、様々な吐出機構を装着することができる。また、廃棄時には、吐出機構を分離し、リサイクル可能な金属容器として廃棄することができ、環境を汚染することがない。
1.前記口部構成部品の接合部は、前記ビードの上端に係合するフランジ部と、前記ビードの外周に係合する環状接合片とを有し、前記環状接合片が内向きに縮径されて前記ビードに締め付け固定される構成とする。
2.前記口部構成部品の接合部は、前記ビードの上端に係合するフランジ部と、前記ビードの内周に係合する環状接合片とを有し、前記環状接合片が外向きに拡径されて前記ビードに締め付け固定される構成とする。
3.前記口部は、外周にねじが設けられたねじ口とすることができる。
4.前記口部は、外周に環状凸部が設けられた打栓口とすることもできる。
5.前記口部に、キャップが装着される。
6.また、前記口部に、吐出機構が装着される。
このように、口部を利用して、吐出機構、たとえば、トリガー式のポンプディスペンサ、ワンドロップ式のポンプディスペンサ等、様々な吐出機構を装着することができる。また、廃棄時には、吐出機構を分離し、リサイクル可能な金属容器として廃棄することができ、環境を汚染することがない。
本発明によれば、口部を有する口部構成部品の形状に関わらず、缶本体との接合部の接合強度、剛性を維持でき、容易に製造可能とする金属缶を提供することにある。
以下に、本発明を図示の実施の形態に基づいて詳細に説明する。
まず、図1を参照して、本発明の実施形態に係る金属缶の全体構成について説明する。図1(A)は、金属缶の全体構成を示す図、図1(B)は図1(A)の断面図、図1(C)は図1(A)の接合部の拡大断面図である。
図1(A)、図1(B)に示すように、この金属缶1は、開口部を有する金属製の缶本体10と、口部21を有する金属製の口部構成部品20と、を備え、缶本体10の開放端である開口部11に口部構成部品20の周縁部が接合される構成となっている。缶本体10の開口部11にはビード12が設けられ、口部構成部品20には、ビード12にかしめ固定される接合部25が設けられている。口部21は、外周におねじ22が設けられた、いわゆるねじ口であり、図示例では、口部21に係合する、ねじキャップ30が例示されている。
ねじキャップ30は、いわゆるリシール用のキャップであり、キャップ内周にめねじ31が設けられている。このねじキャップ30は、金属製でもよいし、樹脂製のキャップを用いることもできる。
まず、図1を参照して、本発明の実施形態に係る金属缶の全体構成について説明する。図1(A)は、金属缶の全体構成を示す図、図1(B)は図1(A)の断面図、図1(C)は図1(A)の接合部の拡大断面図である。
図1(A)、図1(B)に示すように、この金属缶1は、開口部を有する金属製の缶本体10と、口部21を有する金属製の口部構成部品20と、を備え、缶本体10の開放端である開口部11に口部構成部品20の周縁部が接合される構成となっている。缶本体10の開口部11にはビード12が設けられ、口部構成部品20には、ビード12にかしめ固定される接合部25が設けられている。口部21は、外周におねじ22が設けられた、いわゆるねじ口であり、図示例では、口部21に係合する、ねじキャップ30が例示されている。
ねじキャップ30は、いわゆるリシール用のキャップであり、キャップ内周にめねじ31が設けられている。このねじキャップ30は、金属製でもよいし、樹脂製のキャップを用いることもできる。
缶本体10は、図示例では、薄肉の金属板によって構成される有底円筒形状で、円筒状の胴部13と、胴部13の下端を閉塞する底部14と、胴部13の上端部を絞って開口部11の径まで縮径させた肩部15とを備えている。本実施形態では、アルミ合金の板材から絞りしごき成形によって、胴部13と底部14を一体的に成形した絞りしごき缶(DI缶)である。
缶本体10としては、肩部15が無くてもよい。また、DI缶に限らず、アルミを用いたインパクト缶でもよいし、底部14と胴部13が、あるいは胴部13と肩部15、さらに底部14、胴部13及び肩部15が、別体構成で巻締によって接合された溶接缶等の構成であってもよい。
缶本体10の材料としては、上記アルミやアルミ合金のアルミ系金属だけでなく、鋼板等、各種金属材を利用可能である。
缶本体10としては、肩部15が無くてもよい。また、DI缶に限らず、アルミを用いたインパクト缶でもよいし、底部14と胴部13が、あるいは胴部13と肩部15、さらに底部14、胴部13及び肩部15が、別体構成で巻締によって接合された溶接缶等の構成であってもよい。
缶本体10の材料としては、上記アルミやアルミ合金のアルミ系金属だけでなく、鋼板等、各種金属材を利用可能である。
ビード12は、肩部15の開口縁を外側に円形に一巻き巻いたカール形状で、開口部11を円環状に取り囲み、その上縁が胴部13の中心軸線N10に対して直交する平面上に位置している。
図示例では、ビード12の内径(開口径)は、1インチ(25.4mm程度)、ビード12自体の巻き径は、2.9mm程度であり、ビード12の外径は、31.2mm程度である。1インチは、既存のエアゾール缶のマウンティングカップが装着される開口部と同じサイズとなっている。このようにすれば、既存のエアゾール缶の缶体を本発明の缶本体10として用い、口部構成部品20を接合することで、そのままねじ口付きの金属缶と利用可能となる。
もちろん、ビード12のサイズ、これらの寸法に限定されず、缶本体10と口部構成部品20の接合部25の剛性を維持できればよく、ビード12の内径は、20mm~45mm程度、ビード12自体の径は、2.5mm~6.0mm程度とすることが好適である。
図示例では、ビード12の内径(開口径)は、1インチ(25.4mm程度)、ビード12自体の巻き径は、2.9mm程度であり、ビード12の外径は、31.2mm程度である。1インチは、既存のエアゾール缶のマウンティングカップが装着される開口部と同じサイズとなっている。このようにすれば、既存のエアゾール缶の缶体を本発明の缶本体10として用い、口部構成部品20を接合することで、そのままねじ口付きの金属缶と利用可能となる。
もちろん、ビード12のサイズ、これらの寸法に限定されず、缶本体10と口部構成部品20の接合部25の剛性を維持できればよく、ビード12の内径は、20mm~45mm程度、ビード12自体の径は、2.5mm~6.0mm程度とすることが好適である。
一方、口部構成部品20は、筒状に延びる口部21を有し、口部21の一端が接合部25を介して缶本体10のビード12に接合されている。口部21の他端は開放され、開放端部は縮径され、先端に先端カール部21aが設けられている。口部21の中心軸線N20は、缶本体10の胴部13の中心軸線N10と同一直線上に位置し、口部21の外周には、おねじ22が設けられている。
接合部25は、図1(C)に示すように、口部21の基端部24から、径方向外向きに張り出してビード12の上縁に係合するフランジ部26と、ビード12の外周に係合する環状接合片としての接合カール部27とを有している。フランジ部26および接合カール部27と、ビード12との接触面間には、隙間を埋めるシール材28が介装され、接触面間を密封している。
接合カール部27は、その下端部が内側に縮径する方向に押し込む方向にかしめられ、接合カール部27は、剛性の高いビード12の外周に倣った形状に締め付け固定されている。口部21の中心軸線を通る平面で切断した断面形状は、ビード12の断面形状に倣って半円形状に湾曲し、ビード12の上縁から最大径部までの第1四半円弧部27aと、ビード12の最大径部を超えて小径の付け根部までの第2四半円弧部27bとを有している。この第2四半円弧部27bには、周方向に複数個所で局部的にビード12に食い込む食い込み部29を有し、缶本体10と口部構成部品20との相対回転を阻止する回り止め機構として機能している。
接合カール部27は、その下端部が内側に縮径する方向に押し込む方向にかしめられ、接合カール部27は、剛性の高いビード12の外周に倣った形状に締め付け固定されている。口部21の中心軸線を通る平面で切断した断面形状は、ビード12の断面形状に倣って半円形状に湾曲し、ビード12の上縁から最大径部までの第1四半円弧部27aと、ビード12の最大径部を超えて小径の付け根部までの第2四半円弧部27bとを有している。この第2四半円弧部27bには、周方向に複数個所で局部的にビード12に食い込む食い込み部29を有し、缶本体10と口部構成部品20との相対回転を阻止する回り止め機構として機能している。
接合部25のかしめ固定は、図2(A)に示すように、口部21が成形された口部構成部品20に設けた接合予定部125を、ビード12にクリンプ加工することによってなされる。
口部構成部品20は、缶本体10に接合する前の状態で、口部21と、口部21の基端部に設けられる接合予定部125とを備えている。接合予定部125は、口部21の基端部24から張り出すフランジ部26と、フランジ部26の外径端から下方に垂下するスカート部127とを有している。フランジ部26とスカート部127の角部にはアールが付けられている。
口部構成部品20は、缶本体10に接合する前の状態で、口部21と、口部21の基端部に設けられる接合予定部125とを備えている。接合予定部125は、口部21の基端部24から張り出すフランジ部26と、フランジ部26の外径端から下方に垂下するスカート部127とを有している。フランジ部26とスカート部127の角部にはアールが付けられている。
クリンプ加工は、口部構成部品20の接合予定部125のスカート部127の内周をビード12の外周に嵌合し、フランジ部26をビード12上に載置し、スカート部127をクリンプ加工機によってクリンプする。
クリンプ加工機は、図2(B)に示すように、周方向にスカート部127を取り囲むように配置される複数(たとえば、8本または16本)のコレット50と、コレット50の外周に嵌合される円筒状のコレットチャック51と、コレット50の内側に配置されフランジ部26をビード12に対して押さえるキャップシール55と、を備えている。コレット50の外周とコレットチャック51の内周には、互いに軸方向に摺動自在に係合するテーパー部52が設けられている。
キャップシール55は、下端面に口部構成部品20の口部21が挿入される凹部55cを有し、凹部55cを取り囲むように、円筒状の押さえ筒部55aが設けられている。この押さえ筒部55aが口部構成部品20のフランジ部26に当接する。凹部55cの内側面は押さえ筒部55aの内側面であり、口部21の外側面とは干渉しないように間隙が設けられている。
図2(B)の例では、押さえ筒部55aの先端がフランジ部26に当接した位置で、凹部55cの上底面が口部21の天面、この例では、先端カール部21aには当接せず、所定の間隔を保持するように構成されている。
また、図2(D)に示すように、キャップシール55を、押さえ筒部55aの外周面の延長面で分割し、押さえ筒部55aと別に、円柱状の天面押さえ部55bを設けてもよい。すなわち、中央の円柱状の天面押さえ部55bと押さえ筒部55aとを、軸方向に相対移動可能とすることで、押さえ筒部55aの先端でフランジ部26を押さえると同時に、天面押さえ部55bで口部21の天面の先端カール部21aを押さえることができる。
クリンプ加工機は、図2(B)に示すように、周方向にスカート部127を取り囲むように配置される複数(たとえば、8本または16本)のコレット50と、コレット50の外周に嵌合される円筒状のコレットチャック51と、コレット50の内側に配置されフランジ部26をビード12に対して押さえるキャップシール55と、を備えている。コレット50の外周とコレットチャック51の内周には、互いに軸方向に摺動自在に係合するテーパー部52が設けられている。
キャップシール55は、下端面に口部構成部品20の口部21が挿入される凹部55cを有し、凹部55cを取り囲むように、円筒状の押さえ筒部55aが設けられている。この押さえ筒部55aが口部構成部品20のフランジ部26に当接する。凹部55cの内側面は押さえ筒部55aの内側面であり、口部21の外側面とは干渉しないように間隙が設けられている。
図2(B)の例では、押さえ筒部55aの先端がフランジ部26に当接した位置で、凹部55cの上底面が口部21の天面、この例では、先端カール部21aには当接せず、所定の間隔を保持するように構成されている。
また、図2(D)に示すように、キャップシール55を、押さえ筒部55aの外周面の延長面で分割し、押さえ筒部55aと別に、円柱状の天面押さえ部55bを設けてもよい。すなわち、中央の円柱状の天面押さえ部55bと押さえ筒部55aとを、軸方向に相対移動可能とすることで、押さえ筒部55aの先端でフランジ部26を押さえると同時に、天面押さえ部55bで口部21の天面の先端カール部21aを押さえることができる。
図2(B)では、コレット50は開いており、図に示すように、コレットチャック51を下方に移動させると、テーパー部52を介して、コレット50がスカート部127の中心に向かって内側に閉まる方向に移動し、コレット50に設けられた爪部50aによって、スカート部127の外周が、周方向複数個所から径方向内向きに押し込まれる。これによってスカート部127は、ビード12の外周形状に倣って円弧状に塑性変形して接合カール部27が造形され、接合カール部27の下端部はビード12の最大径よりも小径に縮径される。
このコレット50の爪部50aに押し込まれる部分は、全周が均一に押し込まれるのではなく、コレット50の爪部50aの当接部分が押し込まれるので、真円ではなく、成形された接合カール部27の第2四半円弧部27bは、周方向に局部的な食い込み部29が複数形成された凹凸形状、あるいは多角形状となり、クリンプと同時に回り止め機構が成形される。特に、ビード12は外向きにカールする形状で、コレット50の爪部50aで押し込まれる部分は、ビード12の自由端である先端部分に位置し、食い込みが助長され、回り止め効果が高くなっている。
本発明によれば、缶本体10に設けられた環状のビード12に、口部21を有する口部構成部品20の接合部25をかしめ固定しているので、口部21が中空になっていても、環状のビード12によって缶本体10の開口部11の剛性が維持され、外力が作用しても、良好な接合状態を維持することができる。
また、口部構成部品20の接合部25は、接合予定部125のスカート部127をビード12に対して、内側にかしめて変形(クリンプ加工)させるだけなので、簡単な設備で、工程数も少なくて済む。
また、缶本体10のビード12と、接合部25の形状、寸法を共通化しておけば、様々な形状、構造の缶本体に、口部構成部品20を取り付けることができる。
また、口部構成部品20の接合部25は、接合予定部125のスカート部127をビード12に対して、内側にかしめて変形(クリンプ加工)させるだけなので、簡単な設備で、工程数も少なくて済む。
また、缶本体10のビード12と、接合部25の形状、寸法を共通化しておけば、様々な形状、構造の缶本体に、口部構成部品20を取り付けることができる。
図3には、口部構成部品を接合する缶本体の変形例を示している。
図3(A)の缶本体10Aは、実施形態1の缶本体10に対して、胴部径dが大きく、高さhが高い大容量タイプである。このように寸法が異なっていても、口部構成部品20を接続するビード12の外径寸法Dを共通化しておけば、共通の口部構成部品20を用いることができる。共通の口部構成部品20についても、口部の寸法が色々選択可能である。
図3(B)の缶本体10Bは、胴部13の途中にくびれ部13aを備えた変形缶の例である。このような変形缶についても、缶本体10Bのビード12の径をを共通化しておけば、同じ口部構成部品20を使用可能である。
図3(C)は、缶本体10Cを、胴部13C、底部14C、肩部15Cを巻締部16Cで固定した例(たとえば、溶接缶)である。このような缶本体10Cにても、ビード12の径を共通化しておけば、共通の口部構成部品20を使用可能である。
図3(A)の缶本体10Aは、実施形態1の缶本体10に対して、胴部径dが大きく、高さhが高い大容量タイプである。このように寸法が異なっていても、口部構成部品20を接続するビード12の外径寸法Dを共通化しておけば、共通の口部構成部品20を用いることができる。共通の口部構成部品20についても、口部の寸法が色々選択可能である。
図3(B)の缶本体10Bは、胴部13の途中にくびれ部13aを備えた変形缶の例である。このような変形缶についても、缶本体10Bのビード12の径をを共通化しておけば、同じ口部構成部品20を使用可能である。
図3(C)は、缶本体10Cを、胴部13C、底部14C、肩部15Cを巻締部16Cで固定した例(たとえば、溶接缶)である。このような缶本体10Cにても、ビード12の径を共通化しておけば、共通の口部構成部品20を使用可能である。
図4には、口部構成部品の口部先端形状の変形例を示している。
この変形例は、口部の先端にカール部等の折り返し加工を施さない形状としたものである。基本的な構成は、図2(A)に示した口部構成部品と同一であり、同一の構成部分は同一の符号を付している。
図4(A)は、口部21の先端が、カール部等の折り返し加工がなされていない切りっぱなし形状で、中心軸線N20を中心とする円筒状の先端筒部21bとなっている。
図4(B)は、口部構成部品20の口部21の先端が、フランジ形状で、中心軸線N20に対して直角に張り出す先端フランジ部21cとなっている。
このように、口部21の先端を、先端筒部21bや先端フランジ部21cとすれば、カール部の加工工程が不要で、加工工程が少なくて済む。
この変形例は、口部の先端にカール部等の折り返し加工を施さない形状としたものである。基本的な構成は、図2(A)に示した口部構成部品と同一であり、同一の構成部分は同一の符号を付している。
図4(A)は、口部21の先端が、カール部等の折り返し加工がなされていない切りっぱなし形状で、中心軸線N20を中心とする円筒状の先端筒部21bとなっている。
図4(B)は、口部構成部品20の口部21の先端が、フランジ形状で、中心軸線N20に対して直角に張り出す先端フランジ部21cとなっている。
このように、口部21の先端を、先端筒部21bや先端フランジ部21cとすれば、カール部の加工工程が不要で、加工工程が少なくて済む。
図5は、本発明の実施形態1の変形例を示している。
この変形例は、円筒状の口部121の外周におねじを設けるのではなく、環状凸部123を設け、口部121をいわゆる打栓口としたものである。接合部25については、上記実施形態1と同一である。
この打栓口の場合には、口部121を閉塞するキャップ130は、その内周に、口部121の環状凸部123の外径よりも小径の内向き凸部133が設けられ、キャップ130を打栓することによって、キャップ130に設けた内向き凸部133が、環状凸部123を乗り越えて嵌合する構成となる。
この打栓口の場合にも、口部121の先端形状として、図4に示したように、先端筒部21bや先端フランジ部21cのように、カール部を設けない形状とすることができる。
この変形例は、円筒状の口部121の外周におねじを設けるのではなく、環状凸部123を設け、口部121をいわゆる打栓口としたものである。接合部25については、上記実施形態1と同一である。
この打栓口の場合には、口部121を閉塞するキャップ130は、その内周に、口部121の環状凸部123の外径よりも小径の内向き凸部133が設けられ、キャップ130を打栓することによって、キャップ130に設けた内向き凸部133が、環状凸部123を乗り越えて嵌合する構成となる。
この打栓口の場合にも、口部121の先端形状として、図4に示したように、先端筒部21bや先端フランジ部21cのように、カール部を設けない形状とすることができる。
金属缶の利用例
上記実施形態1では、本発明の金属缶の口部に、金属缶1をリシールするためのねじキャップ30が装着される例を示しているが、口部21を利用して、従来は金属缶を利用できなかった、ノズルから内容物を吐出する種々の吐出機構を装着することもできる。
図6(A)は、吐出機構としてワンドロップ式のポンプディスペンサ300を装着した例である。
すなわち、ポンプディスペンサ300には、口部21にねじ係合する取付キャップ330が設けられており、取付キャップ330を締め付けることで、ポンプディスペンサ300を金属缶1に装着することができる。ポンプディスペンサ300は、ノズル301を備えたヘッド部302を押し込むことで、ポンプ室に汲み上げた内容物を、吐出するものである。
上記実施形態1では、本発明の金属缶の口部に、金属缶1をリシールするためのねじキャップ30が装着される例を示しているが、口部21を利用して、従来は金属缶を利用できなかった、ノズルから内容物を吐出する種々の吐出機構を装着することもできる。
図6(A)は、吐出機構としてワンドロップ式のポンプディスペンサ300を装着した例である。
すなわち、ポンプディスペンサ300には、口部21にねじ係合する取付キャップ330が設けられており、取付キャップ330を締め付けることで、ポンプディスペンサ300を金属缶1に装着することができる。ポンプディスペンサ300は、ノズル301を備えたヘッド部302を押し込むことで、ポンプ室に汲み上げた内容物を、吐出するものである。
また、図6(B)は、吐出機構として、トリガー式のポンプディスペンサ310を少し抜き出した示した図である。
この例では、トリガー式のポンプディスペンサ310には、口部21にねじ係合する取付キャップ331が設けられており、取付キャップ331を締め付けることで、トリガー式のポンプディスペンサ310を金属缶1に装着することができる。トリガー式のポンプディスペンサ310は、トリガー311を引くことで、ディスペンサ本体312内のポンプ室(不図示)内に汲み上げられた内容物をノズル313から吐出するものである。
このように、各種ポンプディスペンサ300、310の容器として、金属缶1を用いることで、廃棄時には、ポンプディスペンサ300,310を分離し、リサイクル可能な金属容器として廃棄することができ、環境を汚染することがない。
この例では、トリガー式のポンプディスペンサ310には、口部21にねじ係合する取付キャップ331が設けられており、取付キャップ331を締め付けることで、トリガー式のポンプディスペンサ310を金属缶1に装着することができる。トリガー式のポンプディスペンサ310は、トリガー311を引くことで、ディスペンサ本体312内のポンプ室(不図示)内に汲み上げられた内容物をノズル313から吐出するものである。
このように、各種ポンプディスペンサ300、310の容器として、金属缶1を用いることで、廃棄時には、ポンプディスペンサ300,310を分離し、リサイクル可能な金属容器として廃棄することができ、環境を汚染することがない。
次に、本発明の実施形態2について説明する。以下の説明で、実施形態1と同一の構成部分は、同一の符号を付して説明を省略するものとする。
図7(A)は、金属缶の全体構成を示す断面図、図7(B)は図7(A)の接合部近傍の拡大断面図である。
この金属缶201は、開口部11を有する金属製の缶本体10と、口部21を有する金属製の口部構成部品220と、を備え、缶本体10の開口部11の開放端に口部構成部品220の周縁部が接合された構成となっている。
図7(A)は、金属缶の全体構成を示す断面図、図7(B)は図7(A)の接合部近傍の拡大断面図である。
この金属缶201は、開口部11を有する金属製の缶本体10と、口部21を有する金属製の口部構成部品220と、を備え、缶本体10の開口部11の開放端に口部構成部品220の周縁部が接合された構成となっている。
この実施形態2では、口部構成部品220の口部21は、下端部から部分的に缶本体10の開口部11内に入り込んでおり、筒状の口部21の基端部から張り出すフランジ部223を介して接合部225が設けられている。接合部225は、フランジ部223の外径端から中心軸線と平行に上方に立ち上がる環状接合片としての接合筒部2251と、接合筒部2251の上端から径方向外向きに張り出し、ビード12の上端に係合するカール部2252と、を備えている。
接合筒部2251は、その上端部外周がビード12の内周に接触しており、ビード12の下縁に対応する位置の直下に、径方向外向きに拡径する方向にかしめられたクリンチ部2253を有し、このクリンチ部2253とカール部2252との間で、ビード12の外周を上下から包むように把持し、口部構成部品220を固定するようになっている。クリンチ部2253は、缶本体10のビード12と接合筒部2251の開口端部をガスケットまたはシール材28を介して接合され、接合面間を密封している。
このクリンチ部2253には、周方向に複数個所で局部的にビード12の内周に食い込む食い込み部228を有し、缶本体10と口部構成部品220との相対回転を阻止する回り止め機構として機能している。
接合筒部2251は、その上端部外周がビード12の内周に接触しており、ビード12の下縁に対応する位置の直下に、径方向外向きに拡径する方向にかしめられたクリンチ部2253を有し、このクリンチ部2253とカール部2252との間で、ビード12の外周を上下から包むように把持し、口部構成部品220を固定するようになっている。クリンチ部2253は、缶本体10のビード12と接合筒部2251の開口端部をガスケットまたはシール材28を介して接合され、接合面間を密封している。
このクリンチ部2253には、周方向に複数個所で局部的にビード12の内周に食い込む食い込み部228を有し、缶本体10と口部構成部品220との相対回転を阻止する回り止め機構として機能している。
接合部225のかしめ固定は、図8に示すように、クリンチ部2253が設けられてないストレートの円筒状の接合筒部2251´を、クリンチ加工によってなされる。
クリンチ加工は、口部構成部品220の接合筒部2251´を缶本体10の開口部11内周に嵌合し、カール部2252をビード12上に載置する。
この状態で、クリンチ加工機のコレット250を、接合筒部2251´の内周と口部21との間の環状の空間に挿入する。コレット250は、周方向に複数配置(たとえば、8本または16本)され、各コレット250には、接合筒部251´に向かって突出する爪部250aが設けられている。
クリンチ加工は、口部構成部品220の接合筒部2251´を缶本体10の開口部11内周に嵌合し、カール部2252をビード12上に載置する。
この状態で、クリンチ加工機のコレット250を、接合筒部2251´の内周と口部21との間の環状の空間に挿入する。コレット250は、周方向に複数配置(たとえば、8本または16本)され、各コレット250には、接合筒部251´に向かって突出する爪部250aが設けられている。
そして、コレット250に設けられた爪部250aをビード12の下端に対応する位置の直下に位置させ、コレット250を拡径方向に開き、爪部250aによって、接合筒部2251´を、局部的に拡径させる。拡径されたクリンチ部2253の外径は、ビード12の内径よりも大径に拡径され、接合筒部2251´のクリンチ部2253より上位に位置する部分は、ビード12の内周形状に倣って円弧状に塑性変形し、かしめ固定される。
この実施形態2についても、実施形態1の変形例と同様に、口部21の先端形状は、図4に示したようにカール部の無い形状としてもよいし、口部21におねじではなく、図5に示したような環状凸部を形成してよい。また、口部21には、図6に示したように、ワンドロップ式のポンプディスペンサ300、トリガー式のポンプディスペンサ310等、各種吐出機構を装着することも可能である。
この実施形態2についても、実施形態1の変形例と同様に、口部21の先端形状は、図4に示したようにカール部の無い形状としてもよいし、口部21におねじではなく、図5に示したような環状凸部を形成してよい。また、口部21には、図6に示したように、ワンドロップ式のポンプディスペンサ300、トリガー式のポンプディスペンサ310等、各種吐出機構を装着することも可能である。
なお、上記実施形態に記載されている構成部品の寸法、材質、形状それらの相対配置などは、発明が適用される容器の構成や各種条件により適宜変更されるべきものであり、この発明の範囲を以下の実施形態に限定する趣旨のものではない。本発明の趣旨を逸脱しない範囲で、種々の変更を加えることができる。
1 金属缶
10 缶本体
11 開口部、12 ビード、13 胴部、14 底部、15 肩部
20 口部構成部品、
21 口部、21a 先端カール部、22 おねじ、24 基端部、
25 接合部、26 フランジ部、
27 接合カール部、27a 第1四半円弧部、27b 第2四半円弧部
28 シール材、
29 食い込み部(回り止め)
30 ねじキャップ、31 めねじ
50 コレット、50a 爪部、51 コレットチャック、52 テーパー部
55 キャップシール、
55a 押さえ筒部、55b 円柱部、55c 凹部
121 口部、123 環状凸部、
125 接合予定部、127 スカート部
130 キャップ、133 内向き凸部
201 金属缶
220 口部構成部品
223 フランジ部
225 接合部
228 食い込み部
2251 接合筒部
2251´ 接合筒部
10 缶本体
11 開口部、12 ビード、13 胴部、14 底部、15 肩部
20 口部構成部品、
21 口部、21a 先端カール部、22 おねじ、24 基端部、
25 接合部、26 フランジ部、
27 接合カール部、27a 第1四半円弧部、27b 第2四半円弧部
28 シール材、
29 食い込み部(回り止め)
30 ねじキャップ、31 めねじ
50 コレット、50a 爪部、51 コレットチャック、52 テーパー部
55 キャップシール、
55a 押さえ筒部、55b 円柱部、55c 凹部
121 口部、123 環状凸部、
125 接合予定部、127 スカート部
130 キャップ、133 内向き凸部
201 金属缶
220 口部構成部品
223 フランジ部
225 接合部
228 食い込み部
2251 接合筒部
2251´ 接合筒部
Claims (7)
- 開口部を有する金属製の缶本体と、口部を有する金属製の口部構成部品と、を備え、
前記缶本体の開口部の開放端に前記口部構成部品の周縁部が接合された金属缶において、
前記缶本体の開放端に環状のビードが設けられ、前記口部構成部品には前記ビードにかしめ固定される接合部が設けられていることを特徴とする金属缶。 - 前記口部構成部品の接合部は、前記ビードの上端に係合するフランジ部と、前記ビードの外周に係合する環状接合片とを有し、前記環状接合片が内向きに縮径されて前記ビードに締め付け固定されている請求項1に記載の金属缶。
- 前記口部構成部品の接合部は、前記ビードの上端に係合するフランジ部と、前記ビードの内周に係合する環状接合片とを有し、前記環状接合片が外向きに拡径されて前記ビードに締め付け固定されている請求項1に記載の金属缶。
- 前記口部は、外周にねじが設けられたねじ口である請求項1、2または3に記載の金属缶。
- 前記口部は、外周に環状凸部が設けられた打栓口である請求項1、2または3に記載の金属缶。
- 前記口部に、キャップが装着される請求項1乃至5のいずれか1項に記載の金属缶。
- 前記口部に、吐出機構が装着される請求項1乃至5のいずれか1項に記載の金属缶。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022575641A JPWO2022154076A1 (ja) | 2021-01-15 | 2022-01-14 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021004821 | 2021-01-15 | ||
| JP2021-004821 | 2021-01-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022154076A1 true WO2022154076A1 (ja) | 2022-07-21 |
Family
ID=82448180
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/001065 WO2022154076A1 (ja) | 2021-01-15 | 2022-01-14 | 金属缶 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2022154076A1 (ja) |
| WO (1) | WO2022154076A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62244536A (ja) * | 1986-04-17 | 1987-10-24 | Asia Kinzoku Kogyo Kk | 有底筒状体の製造方法 |
| JP2000072125A (ja) * | 1998-08-28 | 2000-03-07 | Nippon Steel Corp | 液垂れ・液残りが少なく上下段方向の積み重ねが可能な飲料用金属容器 |
| JP2008150119A (ja) * | 1995-08-21 | 2008-07-03 | Daizo:Kk | 二重エヤゾール容器 |
| JP2013091507A (ja) * | 2011-10-25 | 2013-05-16 | Toyo Seikan Kaisha Ltd | エアゾール容器、そのビード部成形工具及びエアゾール容器製造方法 |
| JP2018114989A (ja) * | 2017-01-16 | 2018-07-26 | ユニバーサル製缶株式会社 | 容器 |
-
2022
- 2022-01-14 WO PCT/JP2022/001065 patent/WO2022154076A1/ja active Application Filing
- 2022-01-14 JP JP2022575641A patent/JPWO2022154076A1/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62244536A (ja) * | 1986-04-17 | 1987-10-24 | Asia Kinzoku Kogyo Kk | 有底筒状体の製造方法 |
| JP2008150119A (ja) * | 1995-08-21 | 2008-07-03 | Daizo:Kk | 二重エヤゾール容器 |
| JP2000072125A (ja) * | 1998-08-28 | 2000-03-07 | Nippon Steel Corp | 液垂れ・液残りが少なく上下段方向の積み重ねが可能な飲料用金属容器 |
| JP2013091507A (ja) * | 2011-10-25 | 2013-05-16 | Toyo Seikan Kaisha Ltd | エアゾール容器、そのビード部成形工具及びエアゾール容器製造方法 |
| JP2018114989A (ja) * | 2017-01-16 | 2018-07-26 | ユニバーサル製缶株式会社 | 容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022154076A1 (ja) | 2022-07-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6959830B1 (en) | Metal container with thread | |
| US5642908A (en) | Sleeve for the fixing of a manual pump group to a glass bottle | |
| US5489161A (en) | Ball joint equipped with a dust cover | |
| IE55952B1 (en) | Pressurisable containers | |
| JP7027229B2 (ja) | キャップ付きボトル型缶およびその製造装置 | |
| JP2021185100A (ja) | 缶体及び缶体口部のカール部形成方法 | |
| US10065233B2 (en) | Method for manufacturing cap | |
| JPH0848357A (ja) | 溶接リング付スクリューキャップ | |
| WO2022154076A1 (ja) | 金属缶 | |
| US4457465A (en) | Gas and liquid tight corner structure for a fibre shipping container | |
| US5305906A (en) | Drum with plug | |
| JP7496860B2 (ja) | ボトル缶体、キャップ付きボトル缶体、ボトル缶体のキャッピング方法 | |
| JP2010036986A (ja) | ボトル缶、筒状体及びボトル缶本体並びにボトル缶の製造方法 | |
| US20060266727A1 (en) | Bottle seal | |
| JP2007091330A (ja) | ボトル缶 | |
| JP5254701B2 (ja) | 金属製缶容器 | |
| JP7220983B2 (ja) | ボトル缶、キャップ付きボトル缶 | |
| JP7262344B2 (ja) | ボトル缶 | |
| US2866582A (en) | Can end and nozzle assembly and method of producing same | |
| US20050124057A1 (en) | Two piece screw cap closure | |
| JP2022184190A (ja) | 金属製二重構造キャップ | |
| JP2018103254A (ja) | ボトル缶、キャップ付きボトル缶およびその製造方法 | |
| JP4239606B2 (ja) | 金属容器の成形方法 | |
| US20140209556A1 (en) | Closure Arrangement for Cans | |
| JP2007015003A (ja) | 容器の封鎖構造部材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22739481 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022575641 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22739481 Country of ref document: EP Kind code of ref document: A1 |