WO2022145301A1 - 成形体、自動車用部材及び成形体の製造方法 - Google Patents
成形体、自動車用部材及び成形体の製造方法 Download PDFInfo
- Publication number
- WO2022145301A1 WO2022145301A1 PCT/JP2021/047430 JP2021047430W WO2022145301A1 WO 2022145301 A1 WO2022145301 A1 WO 2022145301A1 JP 2021047430 W JP2021047430 W JP 2021047430W WO 2022145301 A1 WO2022145301 A1 WO 2022145301A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- molded product
- layer
- foamed
- foam layer
- molded body
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 26
- 238000004519 manufacturing process Methods 0.000 title claims description 15
- 239000006260 foam Substances 0.000 claims description 62
- 229920005989 resin Polymers 0.000 claims description 37
- 239000011347 resin Substances 0.000 claims description 37
- 239000000203 mixture Substances 0.000 claims description 36
- 238000000465 moulding Methods 0.000 claims description 35
- 239000004088 foaming agent Substances 0.000 claims description 26
- 239000004156 Azodicarbonamide Substances 0.000 description 9
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 9
- 235000019399 azodicarbonamide Nutrition 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 8
- 238000002591 computed tomography Methods 0.000 description 8
- 239000013585 weight reducing agent Substances 0.000 description 8
- 238000002347 injection Methods 0.000 description 5
- 239000007924 injection Substances 0.000 description 5
- 238000005187 foaming Methods 0.000 description 4
- -1 polypropylene Polymers 0.000 description 4
- 229920005992 thermoplastic resin Polymers 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 3
- 229910001315 Tool steel Inorganic materials 0.000 description 3
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 3
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 3
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 238000000635 electron micrograph Methods 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- ULUZGMIUTMRARO-UHFFFAOYSA-N (carbamoylamino)urea Chemical compound NC(=O)NNC(N)=O ULUZGMIUTMRARO-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- 239000004594 Masterbatch (MB) Substances 0.000 description 2
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 229920006026 co-polymeric resin Polymers 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 238000010097 foam moulding Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229920005673 polypropylene based resin Polymers 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- NBOCQTNZUPTTEI-UHFFFAOYSA-N 4-[4-(hydrazinesulfonyl)phenoxy]benzenesulfonohydrazide Chemical compound C1=CC(S(=O)(=O)NN)=CC=C1OC1=CC=C(S(=O)(=O)NN)C=C1 NBOCQTNZUPTTEI-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- MWRWFPQBGSZWNV-UHFFFAOYSA-N Dinitrosopentamethylenetetramine Chemical compound C1N2CN(N=O)CN1CN(N=O)C2 MWRWFPQBGSZWNV-UHFFFAOYSA-N 0.000 description 1
- 229910000760 Hardened steel Inorganic materials 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 235000021189 garnishes Nutrition 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 1
- 235000017557 sodium bicarbonate Nutrition 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/06—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a chemical blowing agent
- C08J9/10—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a chemical blowing agent developing nitrogen, the blowing agent being a compound containing a nitrogen-to-nitrogen bond
- C08J9/102—Azo-compounds
- C08J9/103—Azodicarbonamide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
- B32B5/145—Variation across the thickness of the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/04—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles consisting of at least two parts of chemically or physically different materials, e.g. having different densities
- B29C44/0407—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles consisting of at least two parts of chemically or physically different materials, e.g. having different densities by regulating the temperature of the mould or parts thereof, e.g. cold mould walls inhibiting foaming of an outer layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/08—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles using several expanding or moulding steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/08—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles using several expanding or moulding steps
- B29C44/083—Increasing the size of the cavity after a first part has foamed, e.g. substituting one mould part with another
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/58—Moulds
- B29C44/585—Moulds with adjustable size of the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/242—All polymers belonging to those covered by group B32B27/32
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/10—Composition of foam characterised by the foam pores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/024—Preparation or use of a blowing agent concentrate, i.e. masterbatch in a foamable composition
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/04—N2 releasing, ex azodicarbonamide or nitroso compound
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
Definitions
- This disclosure relates to a molded body, an automobile member, and a method for manufacturing the molded body.
- the replacement of metal parts with resin parts has been progressing in interior and exterior parts.
- the molded body containing bubbles (cells) obtained by foaming resin is lighter than metal, and is expected to further improve the fuel efficiency of automobiles.
- the foam molded body used as an automobile part for example, one obtained by the method described in Patent Document 1 is known. In this method, a molten resin is injected into cavities formed in a pair of molding dies, and the resin is foamed to produce a molded product.
- the skin layer A, the foam layer, and the skin layer B have foamed portions arranged in this order in the thickness direction, and the said to the total thickness of the skin layer A, the foamed layer, and the skin layer B in the foamed portion.
- ⁇ 3> The molded product according to ⁇ 1> or ⁇ 2>, wherein the number of cells per unit cross-sectional area of the foam layer is 11 cells / mm 2 or more.
- ⁇ 4> The molded product according to any one of ⁇ 1> to ⁇ 3>, wherein the maximum diameter of the cell contained in the foam layer is 0.84 mm or less.
- ⁇ 5> The molded body according to any one of ⁇ 1> to ⁇ 4>, wherein the cells contained in the foam layer are oriented along the thickness direction of the foam layer.
- ⁇ 6> The molded product according to any one of ⁇ 1> to ⁇ 5>, wherein the skin layer A and the skin layer B have thicknesses of 0.26 mm to 0.36 mm, respectively.
- ⁇ 8> The method for manufacturing a molded product according to any one of ⁇ 1> to ⁇ 6>.
- a molded body capable of achieving both weight reduction and ensuring strength, an automobile member including the molded body, and a method for manufacturing the molded body are provided.
- 6 is an X-ray CT scan image of a cross section of the molded product produced in Example 1.
- 6 is an X-ray CT scan image of a cross section of the molded product produced in Example 2.
- 6 is an X-ray CT scan image of a cross section of a molded product produced in Example 3.
- 6 is an X-ray CT scan image of a cross section of a molded product produced in Example 4.
- 6 is an X-ray CT scan image of a cross section of the molded product produced in Example 5.
- 6 is an electron micrograph of a cross section of the molded product produced in Comparative Example 1. It is a schematic sectional drawing of an example of the structure of the molding apparatus used for manufacturing a molded body. It is a schematic sectional drawing of an example of the structure of the injection apparatus used for manufacturing a molded body.
- process includes not only a process independent of other processes but also the process if the purpose of the process is achieved even if the process cannot be clearly distinguished from the other process. ..
- the numerical range indicated by using “-" includes the numerical values before and after "-" as the minimum value and the maximum value, respectively.
- the upper limit value or the lower limit value described in one numerical range may be replaced with the upper limit value or the lower limit value of the numerical range described in another stepwise description.
- the upper limit value or the lower limit value of the numerical range described in the present disclosure may be replaced with the value shown in the examples.
- the content of each component in the composition is the total of the plurality of substances present in the composition when a plurality of substances corresponding to each component are present in the composition, unless otherwise specified. It means the content rate.
- the term "layer” refers to the case where the layer is formed in the entire region when the region is observed, and also when the layer is formed only in a part of the region. included.
- the configuration of the embodiments is not limited to the configurations shown in the drawings.
- the size of the members in each figure is conceptual, and the relative relationship between the sizes of the members is not limited to this.
- the molded product of the present disclosure has a foamed portion in which the skin layer A, the foamed layer, and the skin layer B are arranged in this order in the thickness direction, and the skin layer A, the foamed layer, and the skin layer B in the foamed portion. It is a molded product in which the ratio of the thickness of the foamed layer to the total thickness is 73% to 88%.
- the "foam layer” means a portion in which cells are contained in the resin
- the “skin layer” means a portion in which cells are not contained in the resin.
- a portion in which the skin layer A, the foamed layer, and the skin layer B of the molded product are arranged in this order in the thickness direction may be referred to as a “foamed portion”.
- the ratio of the thickness of the foam layer to the total thickness of the skin layer A, the foam layer and the skin layer B may be referred to as "foam layer ratio”.
- the skin layer A and the skin layer B may be referred to as "skin layers", respectively.
- the molded product of the present disclosure has a larger proportion of the foamed layer in the foamed portion than the foamed molded product conventionally used as an automobile part. That is, the proportion of the foam layer having a lower density than the skin layer is larger than that of the conventional product. Therefore, the mass per unit area can be reduced even if the thickness is about the same as that of the conventional product, and the weight of the molded product can be reduced.
- the skin layer having higher strength than the foam layer is arranged on both sides of the foam layer with a sufficient thickness. This ensures the strength required for the molded product.
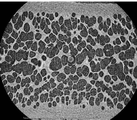
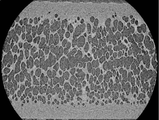
- FIGS. 1 to 6 show an example of an electron micrograph of a cross section of a foamed portion of a molded product.
- the cross sections shown in FIGS. 1 to 6 are obtained by cutting the foamed portion of the molded product along the thickness direction.
- a portion displayed as a region having a relatively low brightness corresponds to a cell
- a region having a relatively high brightness corresponds to a resin.
- the region where the cells are present corresponds to the foam layer, and the region where the cells existing on both sides thereof are not observed corresponds to the skin layer.
- the ratio of the foamed layer in the foamed portion of the molded product is preferably 75% or more, more preferably 77% or more. From the viewpoint of ensuring sufficient strength, the ratio of the foamed layer in the foamed portion of the molded product is preferably 85% or less, more preferably 83% or less.
- the ratio of the thickness of the foamed layer to the total thickness of the skin layer and the foamed layer measured at the portion where the thickness of the foamed layer is maximum is calculated as the "foamed layer" of the molded product. Percentage ".
- the thickness of the skin layer and the foam layer is measured by observing a cross-sectional image of a foamed portion of the molded product.
- the type of the cross-sectional image is not particularly limited, and an X-ray CT scan image, an electron micrograph, or the like can be used.
- the observation area is set so that a width of at least 1.5 mm is secured.
- the thickness of the region where the cells are not observed is measured as the thickness of the skin layer
- the thickness of the region where the cells are observed is measured as the thickness of the foamed layer.
- the boundary between the skin layer and the foam layer is defined as follows.
- a straight line perpendicular to the thickness direction of the foamed portion is set and moved from the outermost portion to the center portion of the foamed portion.
- This straight line stops moving at a position where at least one of the horizontal diameter and the vertical diameter of the cell first contacts the cell having a diameter of 0.03 mm or more, and serves as a boundary between the skin layer and the foam layer.
- the horizontal diameter of the cell means the maximum width of the cell in the direction perpendicular to the thickness direction of the foaming portion
- the vertical diameter of the cell means the maximum width of the cell in the thickness direction of the foaming portion.
- the average diameter of the cells contained in the foam layer is preferably 0.12 mm or more, more preferably 0.18 mm or more. When the average diameter of the cells is 0.12 mm or more, sufficient weight reduction of the molded product tends to be achieved.
- the average diameter of the cells contained in the foam layer is preferably 0.24 mm or less, more preferably 0.21 mm or less. When the average diameter of the cells is 0.24 mm or less, the variation in strength depending on the portion of the molded product tends to be suppressed.
- the maximum diameter of the cell contained in the foam layer is preferably 0.84 mm or less, more preferably 0.70 mm or less, and further preferably 0.65 mm or less.
- the maximum diameter of the cell is 0.84 mm or less, the variation in strength depending on the portion of the molded body tends to be suppressed.
- the average diameter and the maximum diameter of the cell are measured by observing the cross-sectional image of the foamed portion of the molded body obtained in the same manner as the cross-sectional image for measuring the thickness of the skin layer and the foam layer.
- the horizontal width and the vertical width of the cell observed in the cross section of the foamed portion of the molded body are defined as the horizontal diameter and the vertical diameter of the cell, and all the observed cells (however, the horizontal diameter or the vertical diameter is 0.
- the value obtained by dividing the total of the arithmetic average value of the horizontal diameter and the arithmetic average value of the vertical diameter by 2 (excluding those less than 03 mm) is defined as the "average diameter of the cells", and the horizontal diameter and the vertical diameter of all the cells.
- the maximum value is the "maximum diameter of the cell".
- the number of cells per unit cross-sectional area of the foam layer is preferably 30 cells / mm 2 or more, more preferably 40 cells / mm 2 or more, and further preferably 45 cells / mm 2 or more. ..
- the number of cells per unit cross-sectional area of the foam layer is 30 cells / mm 2 or more, the effect of reducing the weight of the molded product by providing the foam layer can be sufficiently obtained.
- the upper limit of the number of cells per unit cross-sectional area of the foam layer is not particularly limited, but from the viewpoint of ensuring the strength of the molded product, it may be 100 cells / mm 2 or less, and 80 cells / mm 2 or less. It may be 60 pieces / mm 2 or less.
- the number of cells per unit cross-sectional area of the foam layer is measured by observing the cross-sectional image of the foamed portion of the molded body obtained in the same manner as the cross-sectional image for measuring the thickness of the skin layer and the foam layer. Will be done. More specifically, the number of all cells (excluding cells having a horizontal diameter or a vertical diameter of less than 0.03 mm) observed in the cross section of the foam layer is determined by the cross-sectional area (mm 2 ) of the foam layer to be observed. ) Is the number of cells per unit cross-sectional area of the foam layer.
- the cells included in the foam layer may be in a state of being oriented along the thickness direction of the foam layer. It is considered that the state in which the cells are oriented along the thickness direction of the foam layer is formed by the cells formed by foaming the resin in the molding process of the molded body and extending along the moving direction of the mold. ..
- the state in which the cells are oriented along the thickness direction of the foamed layer means that the foamed layer has reached a sufficient thickness within the limit in which the required strength can be secured.
- a state in which cells are oriented along the thickness direction of the foam layer means that the average aspect ratio of the cells contained in the foam layer is 1.01 or more, or 1.10 or more.
- the cell average aspect ratio is the ratio of the arithmetic mean value of the vertical diameter of the cell measured by the method described above to the arithmetic mean value of the horizontal diameter of the cell (arithmetic mean value of the vertical diameter / arithmetic average value of the horizontal diameter).
- the average aspect ratio of the cells contained in the foam layer is preferably 1.80 or less, more preferably 1.70 or less, and 1.35 or less. Is even more preferable.
- the thickness of the foamed layer at the foamed portion is not particularly limited as long as the above-mentioned condition of the foamed layer ratio is satisfied.
- the thickness of the foam layer may be 2.00 mm to 4.00 mm.
- weight reduction tends to be achieved while ensuring sufficient strength when a general foam molding method is carried out.
- the thickness measured at the portion where the thickness of the foam layer is maximum is defined as the “thickness of the foam layer”.
- the thickness of the skin layer at the foamed portion is not particularly limited as long as the above-mentioned condition of the foamed layer ratio is satisfied.
- the thickness of the skin layer may be 0.26 mm to 0.36 mm.
- weight reduction tends to be achieved while ensuring sufficient strength when a general foam molding method is carried out.
- the thickness of the skin layer is the thickness of each of the skin layer A and the skin layer B arranged on both sides of the foam layer).
- the thickness measured at the location where the thickness of the foam layer is maximum is defined as the "thickness of the skin layer".
- the thickness of the foamed portion of the molded product (that is, the total of the foamed layer and the skin layers arranged on both sides thereof can be set according to the intended use of the molded product.
- the thickness of the foamed portion of the molded product is preferably 6 mm or less, more preferably 5 mm or less, and further preferably 4 mm or less.
- the thickness of the foamed portion of the molded product is preferably 1 mm or more, more preferably 1.5 mm or more, and more preferably 2 mm or more. Is even more preferable.
- the ratio of the foamed portion to the entire molded body is not particularly limited, and the ratio of the foamed portion to the entire molded body is not particularly limited, depending on the use of the molded body and the like. Can be set.
- the ratio of the foamed portion to the entire molded product may be 50% to 100%, 70% to 100%, or 80% to 100% on an area basis when the molded product is viewed in a plan view. May be%.
- the type of resin contained in the molded product is not particularly limited. From the viewpoint of ease of molding, balance between toughness and strength, etc., the resin contained in the molded product is preferably a thermoplastic resin. The resin contained in the molded product may be only one type or two or more types.
- polyethylene resin, polypropylene resin, composite polypropylene resin, polystyrene resin, polyethylene terephthalate resin, polyvinyl alcohol resin, vinyl chloride resin, ionomer resin, polyamide resin, acrylonitrile / butadiene -At least one selected from the group consisting of a styrene copolymer resin (ABS) and a polycarbonate resin can be mentioned.
- ABS styrene copolymer resin
- ABS acrylonitrile-butadiene-styrene copolymer resin
- the molded product may contain components other than the resin, if necessary.
- the component other than the resin include an inorganic filler, an additive such as rubber and carbon black, and a component derived from a foaming agent described later.
- the total amount thereof is preferably 15% by mass or less, more preferably 10% by mass or less, and further preferably 5% by mass or less. ..
- the total amount of the resin is preferably 85% by mass or more, more preferably 90% by mass or more, and further preferably 95% by mass or more. preferable.
- the use of the molded product of the present disclosure is not particularly limited. Since the molded product of the present disclosure is lightweight and has excellent strength, it is suitably used for applications where both weight reduction and strength are important, such as interior and exterior members of automobiles. Specific examples of the interior / exterior member of an automobile include a sacco mall, an arch molding, a side molding, a rocker molding, a bumper, and a back door trim.
- the automobile member of the present disclosure includes the above-mentioned molded body.
- the type of automobile member is not particularly limited, and can be selected from automobile interior / exterior members such as sacco mall, arch molding, side garnish, side molding, rocker molding, bumper, back door trim, and side door trim.
- the method for producing a molded product of the present disclosure is the above-mentioned method for producing a molded product.
- the movable portion of the molding apparatus to which the composition is supplied is moved to increase the volume inside the molding apparatus.
- cells are generated by the action of the foaming agent contained in the composition.
- the method of controlling the foam layer ratio and other conditions in the manufactured molded product within the above range is not particularly limited.
- a method of adjusting the type and amount of the resin and the foaming agent contained in the composition, molding conditions (temperature of the composition and the molding apparatus, molding time, etc.) and the like can be mentioned.
- the type of resin contained in the composition is not particularly limited, and may be selected from the resins that may be contained in the above-mentioned molded product.
- the type of foaming agent contained in the composition is not particularly limited, and either an organic foaming agent or an inorganic foaming agent can be used.
- the organic foaming agent include azodicarbonamide (ADCA), N, N-dinitrosopentamethylenetetramine (DPT), 4,4-oxybisbenzenesulfonyl hydrazide (OBSH), hydrazodicarbonamide (HDCA) and the like.
- the inorganic foaming agent include sodium hydrogen carbonate and the like.
- azodicarbonamide As the molded body is an exterior member, it is preferable to use azodicarbonamide (ADCA).
- ADCA azodicarbonamide
- the temperature resistance and water resistance are improved, and the generation of blisters in the hot water test tends to be suppressed.
- the blister is a state in which the gas generated by the reaction between the unreacted foaming agent remaining in the skin layer and water pushes up the skin layer.
- the decomposition temperature of the foaming agent is preferably 50 ° C to 200 ° C, more preferably 80 ° C to 200 ° C.
- the decomposition temperature of the foaming agent may be 130 ° C to 200 ° C.
- the content of the foaming agent in the composition is preferably set appropriately according to the type of the foaming agent and the like.
- an organic foaming agent preferably azodicarbonamide
- the content of the organic foaming agent in the composition is 0.05% by mass to 1.0% by mass from the viewpoint of foamability. It is preferably within the range, and more preferably within the range of 0.1% by mass to 0.5% by mass.
- the above-mentioned content of the foaming agent is the content in the composition before being supplied to the molding apparatus.
- the temperature of the composition when it is supplied to the molding apparatus is not particularly limited.
- the composition contains a thermoplastic resin, it is preferably at a temperature equal to or higher than the softening point.
- the molding apparatus used in the method of the present disclosure is not particularly limited as long as at least a part of the molding apparatus is movable. From the viewpoint of workability, it is preferable to use a pair of molds in which at least one of them is movable.
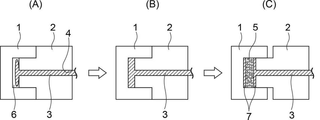
- FIG. 7 shows an example of a molding apparatus.
- the molding apparatus shown in FIG. 7 has a cavity 6 which is a gap between a movable side mold 1, a fixed side mold 2, a movable side mold 1 and a fixed side mold 2, and a cavity 6 from the outside of the mold.
- a gate 4 that penetrates the fixed-side mold 2 is provided.
- the movable side mold 1 and the fixed side mold 2 may be collectively referred to as "molds”.
- the composition 3 containing the resin and the foaming agent is supplied into the cavity 6 from the injection device (not shown) through the gate 4.
- the composition 3 contains a thermoplastic resin
- the composition 3 is supplied into the cavity 6 in a state where the thermoplastic resin is melted or softened and has fluidity.
- the temperature of the mold is usually lower than that of the supplied composition 3. Therefore, when the composition 3 is filled into the cavity 6 as shown in FIG. 7B, solidification of the composition 3 starts from the portion that touches the mold.
- the movable mold 1 is moved to widen the distance between the molds (core back), and the non-solidified portion of the composition 3 is foamed to form the foam layer 5.
- a skin layer 7 is formed between the foam layer 5 and the mold by the solidified composition 3.
- the material of the molding apparatus is not particularly limited, and a general one can be used.
- stainless steel, pre-hardened steel, alloy tool steel, high speed tool steel and super hard tool steel can be mentioned.
- the method of supplying the composition to the molding apparatus shown in FIG. 7 is not particularly limited.
- the composition may be continuously prepared and supplied to the molding apparatus by using an injection apparatus.
- the injection device 10 shown in FIG. 8 includes a cylinder 11 and a hopper 12 for charging the raw material of the composition into the cylinder 11.
- the outlet of the cylinder 11 is connected to the mold 13 of the molding apparatus.
- the cylinder 11 heats the inside of the cylinder 11 and the screw 11A that stirs the raw materials to prepare the composition and moves the composition to the mold 13 side of the molding apparatus, the motor 11B that drives the screw 11A, and the inside of the cylinder 11. It is equipped with a heater (not shown).
- the raw material supplied to the inside of the cylinder 11 becomes a molten state while moving toward the mold 13.
- ⁇ Comparative Example 1> The resin (100 parts by mass), the foaming agent (1 part by mass) and the additive (3 parts by mass) are put into the hopper of the injection device having the configuration shown in FIG. 8, and the resin is melted and mixed in the cylinder. , The composition was prepared. The composition was fed into a pair of mold cavities, one of which was movable. After supplying the composition to the cavity, the movable mold (core) was moved to foam the composition and cooled to prepare a molded product.
- Examples 1 to 5 A composition containing a resin (100 parts by mass) and a foaming agent (0.5 parts by mass) was prepared in the same manner as in Comparative Example 1 to prepare a molded product.
- the types of resin and foaming agent used are the same as in the comparative example.
- FIGS. 1 to 5 X-ray CT scan images of cross sections obtained by cutting the molded products produced in Examples 1 to 5 along the thickness direction are shown in FIGS. 1 to 5, respectively.
- the molded product produced in Comparative Example 1 is cut along the thickness direction, and the images observed with an electron microscope are shown in FIG. 6.
- the cross section of the molded product produced in Examples and Comparative Examples is the skin layer A (cavity side).
- the foam layer and the skin layer B (core side) were arranged in this order.
- Table 1 shows the results of measuring the thicknesses of the skin layer A, the foam layer and the skin layer B from the obtained X-ray CT scan image and the electron microscope image, and calculating the foam layer ratio.
- Table 1 shows the maximum diameter, average diameter, and number of cells per unit cross-sectional area contained in the foam layer. For Examples 1 to 5, the average diameter and maximum diameter of the vertical and horizontal diameters of the cells, and the average aspect ratio are also shown in Table 1. Further, the mass per 100 cm 2 of the molded product is shown in Table 1.
- the molded product of the example in which the foam layer ratio is in the range of 73% to 88% has a mass per unit area as compared with the molded product of the comparative example in which the foam layer ratio is less than 73%.
- the molded product of the example had a strength comparable to that of the molded product of the comparative example.
Landscapes
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Abstract
Description
本開示は上記事情に鑑み、軽量化と強度の確保とを両立し得る成形体、この成形体を含む自動車部材、及び成形体の製造方法を提供することを課題とする。
<1>スキン層A、発泡層及びスキン層Bがこの順に厚み方向に配置された発泡部位を有し、前記発泡部位における前記スキン層A、前記発泡層及び前記スキン層Bの合計厚みに対する前記発泡層の厚みの割合が73%~88%である、成形体。
<2>前記発泡層に含まれるセルの平均径が0.18mm~0.34mmである、<1>に記載の成形体。
<3>前記発泡層の単位断面積当たりのセルの個数が11個/mm2以上である、<1>又は<2>に記載の成形体。
<4>前記発泡層に含まれるセルの最大径が0.84mm以下である、<1>~<3>のいずれか1項に記載の成形体。
<5>前記発泡層に含まれるセルが前記発泡層の厚み方向に沿って配向した状態である、<1>~<4>のいずれか1項に記載の成形体。
<6>前記スキン層A及び前記スキン層Bの厚みがそれぞれ0.26mm~0.36mmである、<1>~<5>のいずれか1項に記載の成形体。
<7><1>~<6>のいずれか1項に記載の成形体を含む、自動車用部材。
<8><1>~<6>のいずれか1項に記載の成形体の製造方法であって、
移動可能な部分を有する成形装置の内部に樹脂と発泡剤とを含む組成物を供給する工程と、
前記成形装置の一部を移動させて前記成形装置の内部の容積を増大させる工程と、を備える成形体の製造方法。
本開示に段階的に記載されている数値範囲において、一つの数値範囲で記載された上限値又は下限値は、他の段階的な記載の数値範囲の上限値又は下限値に置き換えてもよい。また、本開示に記載されている数値範囲の上限値又は下限値は、実施例に示されている値に置き換えてもよい。
本開示において組成物中の各成分の含有率は、組成物中に各成分に該当する物質が複数種存在する場合、特に断らない限り、組成物中に存在する当該複数種の物質の合計の含有率を意味する。
本開示において「層」との語には、当該層が存在する領域を観察したときに、当該領域の全体に形成されている場合に加え、当該領域の一部にのみ形成されている場合も含まれる。
本開示において実施形態を図面を参照して説明する場合、当該実施形態の構成は図面に示された構成に限定されない。各図における部材の大きさは概念的なものであり、部材間の大きさの相対的な関係はこれに限定されない。
本開示の成形体は、スキン層A、発泡層及びスキン層Bがこの順に厚み方向に配置された発泡部位を有し、前記発泡部位における前記スキン層A、前記発泡層及び前記スキン層Bの合計厚みに対する前記発泡層の厚みの割合が73%~88%である、成形体である。
本開示において、成形体のスキン層A、発泡層及びスキン層Bがこの順に厚み方向に配置された部位を「発泡部位」と称する場合がある。スキン層A、発泡層及びスキン層Bの合計厚みに対する発泡層の厚みの割合を「発泡層割合」と称する場合がある。スキン層A及びスキン層Bをそれぞれ「スキン層」と称する場合がある。
充分な強度を確保する観点からは、成形体の発泡部位における発泡層割合は85%以下であることが好ましく、83%以下であることがより好ましい。
具体的には、成形体の発泡部位の断面画像において、セルが観察されない領域の厚みをスキン層の厚みとし、セルが観察される領域の厚みを発泡層の厚みとして測定する。
上記測定において、スキン層と発泡層との境界は、下記のようにして定める。
発泡部位の断面画像において、発泡部位の厚み方向に垂直な直線を設定し、発泡部位の最表部から中心部に向けて移動させる。この直線が、セルの横径及び縦径の少なくとも一方が0.03mm以上のセルとはじめて接触する位置で移動を停止し、スキン層と発泡層との境界とする。
本開示において、セルの横径は発泡部位の厚み方向と垂直な方向のセルの最大幅を意味し、セルの縦径は発泡部位の厚み方向のセルの最大幅を意味する。
発泡層に含まれるセルの平均径は0.24mm以下であることが好ましく、0.21mm以下であることがより好ましい。セルの平均径が0.24mm以下であると、成形体の部位による強度のバラつきが抑制される傾向にある。
セルが発泡層の厚み方向に沿って配向した状態は、成形体の成形工程において樹脂が発泡して形成されるセルが、金型の移動方向に沿って伸長することによって形成されると考えられる。セルが発泡層の厚み方向に沿って配向した状態であることは、必要な強度を確保できる限度内で発泡層が充分な厚みに達していることを意味する。
成形体の強度を確保する観点からは、発泡層に含まれるセルの平均アスペクト比は1.80以下であることが好ましく、1.70以下であることがより好ましく、1.35以下であることがさらに好ましい。
成形体が備える発泡層の厚みが一定でない場合は、発泡層の厚みが最大となる部位において測定される厚みを「発泡層の厚み」とする。
上記スキン層の厚みは、発泡層の両側に配置されるスキン層A及びスキン層Bのそれぞれ1層)の厚みである。
成形体の場所によってスキン層の厚みが異なる場合は、発泡層の厚みが最大となる場所において測定される厚みを「スキン層の厚み」とする。
剛性の確保及び軽量化のバランスの観点からは、成形体の発泡部位の厚みは6mm以下であることが好ましく、5mm以下であることがより好ましく、4mm以下であることがさらに好ましい。
金型内に溶融した樹脂を充填する際の流動抵抗の観点からは、成形体の発泡部位の厚みは1mm以上であることが好ましく、1.5mm以上であることがより好ましく、2mm以上であることがさらに好ましい。
本開示の自動車用部材は、上述した成形体を含む。
自動車用部材の種類は特に制限されず、サッコモール、アーチモール、サイドガーニッシュ、サイドモール、ロッカーモール、バンパー、バックドアトリム、サイドドアトリム等の自動車の内外装部材から選択できる。
本開示の成形体の製造方法は、上述した成形体の製造方法であって、
移動可能な部分を有する成形装置の内部に樹脂と発泡剤とを含む組成物を供給する工程と、
前記成形装置の一部を移動させて前記成形装置の内部の容積を増大させる工程と、を備える成形体の製造方法である。
有機発泡剤として具体的には、アゾジカルボンアミド(ADCA)、N,N-ジニトロソペンタメチレンテトラミン(DPT)、4,4-オキシビスベンゼンスルホニルヒドラジド(OBSH)、ヒドラゾジカルボンアミド(HDCA)等が挙げられる。無機発泡剤として具体的には、炭酸水素ナトリウム等が挙げられる。
アゾジカルボンアミド(ADCA)を使用することにより、耐温水性等が向上し、温水試験でのブリスターの発生が抑制される傾向にある。ブリスターとは、スキン層に残存する未反応の発泡剤と水との反応により発生したガスがスキン層を押し上げた状態をいう。
発泡剤の上記含有率は、成形装置に供給する前の組成物における含有率である。
樹脂(100質量部)、発泡剤(1質量部)及び添加剤(3質量部)を、図8に示すような構成の射出装置のホッパーに投入し、シリンダー内で樹脂を溶融させて混合し、組成物を調製した。この組成物を、一方が可動式である一対の金型のキャビティ内に供給した。キャビティに組成物を供給した後、可動側金型(コア)を移動して組成物を発泡させ、冷却して、成形体を作製した。
樹脂:ポリプロピレン
発泡剤:アゾジカルボンアミド(ADCA)含有マスターバッチ
添加剤:黒色顔料マスターバッチ
樹脂(100質量部)及び発泡剤(0.5質量部)を含む組成物を比較例1と同様にして調製し、成形体を作製した。使用した樹脂及び発泡剤の種類は、比較例と同様である。
実施例1~5で作製した成形体を厚み方向に沿って切断して得た断面のX線CTスキャン画像を、それぞれ図1~図5に示す。比較例1で作製した成形体を厚み方向に沿って切断し、電子顕微鏡で観察した画像を図6に示す
実施例及び比較例で作製した成形体の断面は、スキン層A(キャビティ側)、発泡層及びスキン層B(コア側)がこの順に配置された状態であった。
得られたX線CTスキャン画像及び電子顕微鏡像からスキン層A、発泡層及びスキン層Bの厚みを測定し、発泡層割合を計算した結果を表1に示す。
発泡層に含まれるセルの最大径、平均径及び単位断面積当たりの個数を表1に示す。実施例1~5についてはセルの縦径及び横径の平均径及び最大径、並びに平均アスペクト比も表1に示す。さらに、成形体の100cm2当たりの質量を表1に示す。

本明細書に記載された全ての文献、特許出願、および技術規格は、個々の文献、特許出願、および技術規格が参照により取り込まれることが具体的かつ個々に記された場合と同程度に、本明細書中に援用されて取り込まれる。
Claims (8)
- スキン層A、発泡層及びスキン層Bがこの順に厚み方向に配置された発泡部位を有し、前記発泡部位における前記スキン層A、前記発泡層及び前記スキン層Bの合計厚みに対する前記発泡層の厚みの割合が73%~88%である、成形体。
- 前記発泡層に含まれるセルの平均径が0.18mm~0.34mmである、請求項1に記載の成形体。
- 前記発泡層の単位断面積当たりのセルの個数が11個/mm2以上である、請求項1又は請求項2に記載の成形体。
- 前記発泡層に含まれるセルの最大径が0.84mm以下である、請求項1~請求項3のいずれか1項に記載の成形体。
- 前記発泡層に含まれるセルが前記発泡層の厚み方向に沿って配向した状態である、請求項1~請求項4のいずれか1項に記載の成形体。
- 前記スキン層A及び前記スキン層Bの厚みがそれぞれ0.26mm~0.36mmである、請求項1~請求項5のいずれか1項に記載の成形体。
- 請求項1~請求項6のいずれか1項に記載の成形体を含む、自動車用部材。
- 請求項1~請求項6のいずれか1項に記載の成形体の製造方法であって、
移動可能な部分を有する成形装置の内部に樹脂と発泡剤とを含む組成物を供給する工程と、
前記成形装置の一部を移動させて前記成形装置の内部の容積を増大させる工程と、を備える成形体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/269,679 US20240059047A1 (en) | 2020-12-28 | 2021-12-21 | Molded body, automobile part, and method for manufacturingmolded body |
| JP2022573018A JPWO2022145301A1 (ja) | 2020-12-28 | 2021-12-21 | |
| EP21915161.0A EP4252996A1 (en) | 2020-12-28 | 2021-12-21 | Molded body, automobile part, and method for manufacturing molded body |
| CN202180087496.9A CN116710258A (zh) | 2020-12-28 | 2021-12-21 | 成形体、汽车用构件和成形体的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-219608 | 2020-12-28 | ||
| JP2020219608 | 2020-12-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022145301A1 true WO2022145301A1 (ja) | 2022-07-07 |
Family
ID=82260460
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/047430 WO2022145301A1 (ja) | 2020-12-28 | 2021-12-21 | 成形体、自動車用部材及び成形体の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240059047A1 (ja) |
| EP (1) | EP4252996A1 (ja) |
| JP (1) | JPWO2022145301A1 (ja) |
| CN (1) | CN116710258A (ja) |
| WO (1) | WO2022145301A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005238726A (ja) | 2004-02-27 | 2005-09-08 | Toyota Boshoku Corp | 射出発泡成形方法とそれに用いる成形型 |
| JP2019218460A (ja) * | 2018-06-19 | 2019-12-26 | 東洋紡株式会社 | 熱可塑性ポリエステルエラストマー組成物、熱可塑性ポリエステルエラストマー発泡成形体およびその製造方法 |
| JP2020084035A (ja) * | 2018-11-26 | 2020-06-04 | 日立化成株式会社 | 発泡成形体及び発泡成形体の製造方法 |
| JP2020152781A (ja) * | 2019-03-19 | 2020-09-24 | 株式会社プライムポリマー | 発泡成形体の製造方法 |
-
2021
- 2021-12-21 WO PCT/JP2021/047430 patent/WO2022145301A1/ja active Application Filing
- 2021-12-21 US US18/269,679 patent/US20240059047A1/en active Pending
- 2021-12-21 JP JP2022573018A patent/JPWO2022145301A1/ja active Pending
- 2021-12-21 CN CN202180087496.9A patent/CN116710258A/zh active Pending
- 2021-12-21 EP EP21915161.0A patent/EP4252996A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005238726A (ja) | 2004-02-27 | 2005-09-08 | Toyota Boshoku Corp | 射出発泡成形方法とそれに用いる成形型 |
| JP2019218460A (ja) * | 2018-06-19 | 2019-12-26 | 東洋紡株式会社 | 熱可塑性ポリエステルエラストマー組成物、熱可塑性ポリエステルエラストマー発泡成形体およびその製造方法 |
| JP2020084035A (ja) * | 2018-11-26 | 2020-06-04 | 日立化成株式会社 | 発泡成形体及び発泡成形体の製造方法 |
| JP2020152781A (ja) * | 2019-03-19 | 2020-09-24 | 株式会社プライムポリマー | 発泡成形体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116710258A (zh) | 2023-09-05 |
| US20240059047A1 (en) | 2024-02-22 |
| EP4252996A1 (en) | 2023-10-04 |
| JPWO2022145301A1 (ja) | 2022-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5717198B2 (ja) | ポリプロピレン系樹脂発泡粒子及びポリプロピレン系樹脂発泡粒子成形体 | |
| JP2002079545A (ja) | 射出発泡成形方法、並びにそれに適した射出成形機および樹脂組成物 | |
| WO2022162790A1 (ja) | 樹脂成形品 | |
| WO2016068268A1 (ja) | 発泡成形体の製造方法及び製造装置 | |
| WO2021161586A1 (ja) | 成形体及び成形体の製造方法 | |
| WO2022145301A1 (ja) | 成形体、自動車用部材及び成形体の製造方法 | |
| WO2022149463A1 (ja) | 成形体、自動車用部材及び成形体の製造方法 | |
| JP6915751B1 (ja) | 射出成形品及びその製造方法 | |
| JP2023055427A (ja) | 成形体、自動車用部材及び成形体の製造方法 | |
| US20190030769A1 (en) | Method for producing a climate control box | |
| JP2008142997A (ja) | 射出発泡成形体の製造方法および該方法によって得られる成形体 | |
| JP6973648B2 (ja) | 樹脂成形品及び樹脂成形品の製造方法 | |
| JP7183728B2 (ja) | 発泡成形体及び発泡成形体の製造方法 | |
| JP2023034629A (ja) | 発泡成形用樹脂組成物及び発泡成形体 | |
| JPWO2004005001A1 (ja) | 樹脂成形品の製造方法 | |
| JPH079485A (ja) | 複合成形体よりなる自動車用内装部品の製造方法 | |
| JP7259894B2 (ja) | 発泡成形体、発泡成形体の製造方法、及び発泡成形体の外観不良の抑制方法 | |
| JP7487448B2 (ja) | 発泡成形体及び発泡成形体の製造方法 | |
| JP2024050304A (ja) | 発泡成形品、車両用部材及び車両用バックドア | |
| JP2001302830A (ja) | 射出発泡成形体樹脂組成物、射出発泡成形体の製造方法及び射出発泡成形体 | |
| WO2024071426A1 (ja) | 発泡成形品、車両用部材及び車両用バックドア | |
| WO2024090280A1 (ja) | 積層シート材及びその製造方法 | |
| JP2016043661A (ja) | 熱可塑性樹脂の発泡成形方法及び発泡成形品 | |
| WO2024209521A1 (ja) | 成形体、自動車用部材及び成形体の製造方法 | |
| JP2004250540A (ja) | 射出発泡成形用組成物、並びにその成形品及び成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21915161 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022573018 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18269679 Country of ref document: US Ref document number: 202180087496.9 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2021915161 Country of ref document: EP Effective date: 20230627 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |