WO2022123991A1 - R-t-b系永久磁石 - Google Patents
R-t-b系永久磁石 Download PDFInfo
- Publication number
- WO2022123991A1 WO2022123991A1 PCT/JP2021/041374 JP2021041374W WO2022123991A1 WO 2022123991 A1 WO2022123991 A1 WO 2022123991A1 JP 2021041374 W JP2021041374 W JP 2021041374W WO 2022123991 A1 WO2022123991 A1 WO 2022123991A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rtb
- mass
- content
- phase
- less
- Prior art date
Links
- 229910052761 rare earth metal Inorganic materials 0.000 claims abstract description 29
- 150000001875 compounds Chemical class 0.000 claims abstract description 8
- 229910052796 boron Inorganic materials 0.000 claims abstract description 5
- 229910052723 transition metal Inorganic materials 0.000 claims abstract description 5
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical group [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims abstract description 4
- 239000002245 particle Substances 0.000 claims description 36
- 229910052746 lanthanum Inorganic materials 0.000 claims description 6
- 229910052727 yttrium Inorganic materials 0.000 claims description 6
- 150000002910 rare earth metals Chemical class 0.000 abstract description 6
- 239000000956 alloy Substances 0.000 description 52
- 229910045601 alloy Inorganic materials 0.000 description 52
- 239000002994 raw material Substances 0.000 description 36
- 238000000034 method Methods 0.000 description 35
- 238000010298 pulverizing process Methods 0.000 description 28
- 230000032683 aging Effects 0.000 description 23
- 230000000052 comparative effect Effects 0.000 description 23
- 239000000843 powder Substances 0.000 description 23
- 239000000203 mixture Substances 0.000 description 17
- 238000005245 sintering Methods 0.000 description 17
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 16
- 238000000465 moulding Methods 0.000 description 16
- 239000013078 crystal Substances 0.000 description 11
- 239000000314 lubricant Substances 0.000 description 10
- 229910052751 metal Inorganic materials 0.000 description 10
- 238000001878 scanning electron micrograph Methods 0.000 description 10
- 239000002184 metal Substances 0.000 description 9
- 238000005266 casting Methods 0.000 description 8
- 239000007789 gas Substances 0.000 description 8
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 7
- 239000001257 hydrogen Substances 0.000 description 7
- 229910052739 hydrogen Inorganic materials 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000002360 preparation method Methods 0.000 description 7
- 239000010949 copper Substances 0.000 description 6
- 238000005324 grain boundary diffusion Methods 0.000 description 6
- 239000011261 inert gas Substances 0.000 description 6
- 229910052760 oxygen Inorganic materials 0.000 description 6
- 238000004458 analytical method Methods 0.000 description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 239000001301 oxygen Substances 0.000 description 5
- 238000005498 polishing Methods 0.000 description 5
- 238000004381 surface treatment Methods 0.000 description 5
- 229910052779 Neodymium Inorganic materials 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 238000006356 dehydrogenation reaction Methods 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 229910052777 Praseodymium Inorganic materials 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 229910052733 gallium Inorganic materials 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 239000011812 mixed powder Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 229910000521 B alloy Inorganic materials 0.000 description 2
- 229910052684 Cerium Inorganic materials 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- -1 ferroboron (FeB) Chemical compound 0.000 description 2
- 238000013467 fragmentation Methods 0.000 description 2
- 238000006062 fragmentation reaction Methods 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- FATBGEAMYMYZAF-KTKRTIGZSA-N oleamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(N)=O FATBGEAMYMYZAF-KTKRTIGZSA-N 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910052692 Dysprosium Inorganic materials 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 229910052691 Erbium Inorganic materials 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- GYHNNYVSQQEPJS-UHFFFAOYSA-N Gallium Chemical compound [Ga] GYHNNYVSQQEPJS-UHFFFAOYSA-N 0.000 description 1
- 229910052689 Holmium Inorganic materials 0.000 description 1
- 229910052765 Lutetium Inorganic materials 0.000 description 1
- 229910052771 Terbium Inorganic materials 0.000 description 1
- 229910052775 Thulium Inorganic materials 0.000 description 1
- 229910052769 Ytterbium Inorganic materials 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000009750 centrifugal casting Methods 0.000 description 1
- GWXLDORMOJMVQZ-UHFFFAOYSA-N cerium Chemical compound [Ce] GWXLDORMOJMVQZ-UHFFFAOYSA-N 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- RKTYLMNFRDHKIL-UHFFFAOYSA-N copper;5,10,15,20-tetraphenylporphyrin-22,24-diide Chemical compound [Cu+2].C1=CC(C(=C2C=CC([N-]2)=C(C=2C=CC=CC=2)C=2C=CC(N=2)=C(C=2C=CC=CC=2)C2=CC=C3[N-]2)C=2C=CC=CC=2)=NC1=C3C1=CC=CC=C1 RKTYLMNFRDHKIL-UHFFFAOYSA-N 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- ILRSCQWREDREME-UHFFFAOYSA-N dodecanamide Chemical compound CCCCCCCCCCCC(N)=O ILRSCQWREDREME-UHFFFAOYSA-N 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 238000004868 gas analysis Methods 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009616 inductively coupled plasma Methods 0.000 description 1
- 238000001095 inductively coupled plasma mass spectrometry Methods 0.000 description 1
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000005389 magnetism Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- PUDIUYLPXJFUGB-UHFFFAOYSA-N praseodymium atom Chemical compound [Pr] PUDIUYLPXJFUGB-UHFFFAOYSA-N 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000000700 radioactive tracer Substances 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- VSZWPYCFIRKVQL-UHFFFAOYSA-N selanylidenegallium;selenium Chemical compound [Se].[Se]=[Ga].[Se]=[Ga] VSZWPYCFIRKVQL-UHFFFAOYSA-N 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000000992 sputter etching Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
- H01F1/0571—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes
- H01F1/0575—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together
- H01F1/0577—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together sintered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/16—Both compacting and sintering in successive or repeated steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/023—Hydrogen absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/248—Thermal after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
- B22F2009/044—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling by jet milling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2201/00—Treatment under specific atmosphere
- B22F2201/02—Nitrogen
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2201/00—Treatment under specific atmosphere
- B22F2201/10—Inert gases
- B22F2201/11—Argon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2201/00—Treatment under specific atmosphere
- B22F2201/20—Use of vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2202/00—Treatment under specific physical conditions
- B22F2202/05—Use of magnetic field
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/35—Iron
- B22F2301/355—Rare Earth - Fe intermetallic alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2202/00—Physical properties
- C22C2202/02—Magnetic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0293—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets diffusion of rare earth elements, e.g. Tb, Dy or Ho, into permanent magnets
Definitions
- the present invention relates to an RTB-based permanent magnet.
- Patent Document 1 describes an RTB-based permanent magnet containing Ce as R and containing the RT phase within a predetermined range. With the above characteristics, it is possible to obtain an RTB-based permanent magnet having improved bending strength.
- Ce is low among rare earth elements. Therefore, it is required to use Ce to obtain a rare earth magnet having sufficient magnetic properties, particularly sufficient coercive force (HcJ).
- An object of the present invention is to obtain a low-cost rare earth magnet containing Ce and a rare earth magnet having a high HcJ.
- the RTB-based permanent magnet according to the present invention is An RT-B permanent magnet containing a main phase particle composed of an R 2 T 14 B compound (R is a rare earth element, T is a transition metal element, and B is boron) and a grain boundary.
- R includes Ce
- the content of Ce with respect to the total content of R in the RTB-based permanent magnet is 15% by mass or more and 35% by mass or less.
- the grain boundaries include an R-rich phase and an RT phase.
- the area ratio of the RT phase to the grain boundaries is S (RT), and S (RT) is 0.60 or more and 0.85 or less. be.
- the Ga content may be 0% by mass or more and 0.2% by mass or less.
- La and Y may not be substantially contained.
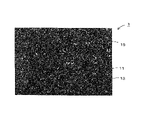
- Example 1 It is an SEM image of Example 1. It is an SEM image of Comparative Example 2. It is an SEM image of Comparative Example 3. It is an SEM image of Comparative Example 4. It is a graph in which the vertical axis is HcJ and the horizontal axis is Ha.
- the RTB-based permanent magnet of the present invention can be an RTB-based sintered magnet.
- composition The composition of the RTB-based sintered magnet will be described.
- R is a rare earth element.
- R contains cerium (Ce).
- Ce cerium
- the raw material cost is reduced.
- the RT phase described later is likely to be included in the grain boundaries.
- neodymium (Nd) and praseodymium (Pr) are selected as R1. It is preferable to contain seeds or more.
- T is a transition metal element.
- T may be an iron group element (iron (Fe), cobalt (Co), and nickel (Ni)).
- T may be Fe or may be a combination of Fe and Co.
- B is boron.
- the RTB-based sintered magnet may contain one or more selected from metal elements other than transition metal elements.
- it may contain one or more selected from aluminum (Al) and gallium (Ga).
- carbon (C) may be contained.
- each element in the RTB-based sintered magnet there is no particular limitation on the content of each element in the RTB-based sintered magnet.
- the total content of R may be 30.00% by mass or more and 34.00% by mass or less, assuming that the entire RTB-based sintered magnet is 100% by mass, or 32.00% by mass or more and 34.00. It may be mass% or less.
- the content of each element shown below is the content when the entire RTB-based sintered magnet is 100% by mass.
- the content of B may be 0.70% by mass or more and 0.95% by mass or less, or 0.80% by mass or more and 0.90% by mass or less.
- the Co content may be 0.50% by mass or more and 3.00% by mass or less, or 2.00% by mass or more and 3.00% by mass or less.
- the RTB-based sintered magnet may or may not contain Ga.
- the content of Ga may be 0% by mass or more and 0.20% by mass or less, or may be 0% by mass or more and 0.10% by mass or less.
- the smaller the Ga content the smaller the S (RT) (area ratio of the RT phase to the grain boundaries). Further, the smaller the Ga content, the higher the HcJ tends to be.
- the RTB-based sintered magnet may or may not contain Al.
- the Al content may be 0.20% by mass or more and 1.00% by mass or less, or 0.30% by mass or more and 0.90% by mass or less.
- the RTB-based sintered magnet may contain copper (Cu) as T or may not contain Cu.
- the Cu content may be 0% by mass or more and 0.50% by mass or less, or 0% by mass or more and 0.25% by mass or less.
- the RTB-based sintered magnet may contain zirconium (Zr) as T or may not contain Zr.
- the Zr content may be 0.10% by mass or more and 1.00% by mass or less, or 0.40% by mass or more and 0.60% by mass or less.
- the content of Ce with respect to the total content of R is 15% by mass or more and 35% by mass or less. It may be 15% by mass or more and 25% by mass or less.
- S (RT) described later is likely to be 0.60 or more and 0.85 or less.
- HcJ and HcJ / Ha which will be described later, tend to be high.
- the content of Ce is 15% by mass or more with respect to the total content of R, the raw material cost tends to be sufficiently reduced. If the content of Ce is too small with respect to the total content of R, the raw material cost does not decrease sufficiently. This is because the advantage of being cheaper than other rare earth elements is offset by the disadvantage of complicating the manufacturing process by increasing the types of raw material metals containing rare earth elements.
- the total content of heavy rare earth elements may be 0% by mass or more and 0.10% by mass or less.
- Heavy rare earth elements refer to Gd, Tb, Dy, Ho, Er, Tm, Yb, and Lu.
- Yttrium (Y) and lanthanum (La) are not substantially contained as R.
- Substantially free of Y and La means that the total content of Y and La with respect to R is 0.5% by mass or less.
- the RT phase described later is less likely to be formed, and S (RT) is less likely to be 0.60 or more. Then, it becomes difficult to obtain the effect of improving HcJ by the RT phase.
- the anisotropic magnetic field of the main phase particles tends to decrease.
- La the anisotropic magnetic field of the main phase particles tends to decrease, and the corrosion resistance also tends to decrease.
- the RTB-based sintered magnet may or may not contain C.
- the content of C may be 0% by mass or more and 0.3% by mass or less.
- Fe may be a substantial remnant of the constituent elements of the RTB-based sintered magnet.
- the fact that Fe is a substantial balance means that Fe and unavoidable impurities are the only elements contained in the group other than the group consisting of R, B, Co, Ga, Al, Cu, Zr and C.
- the content of unavoidable impurities may be 0.5% by mass or less (including 0) in total with respect to the RTB-based sintered magnet.
- FIG. 1 is a reflected electron image obtained by observing a cross section of Example 1 described later with a field emission scanning electron microscope (FE-SEM).
- FE-SEM field emission scanning electron microscope
- the reflected electron image obtained by observing with FE-SEM may be simply referred to as an SEM image.
- the main phase particles 11 and a plurality of types of grain boundary phases existing at the grain boundaries can be seen as shown in FIG.
- the plurality of grain boundary phases each have a shade of color according to the composition and a shape according to the crystal system.
- the composition is clarified by point-analyzing each grain boundary phase using an energy dispersive X-ray spectroscope (EDS), an electron probe microanalyzer (EPMA), a transmission electron microscope (TEM), etc. attached to the FE-SEM. By doing so, it is possible to identify what kind of grain boundary phase they are.
- EDS energy dispersive X-ray spectroscope
- EPMA electron probe microanalyzer
- TEM transmission electron microscope
- each grain boundary phase may be confirmed by a transmission electron microscope (TEM). By confirming the crystal structure of each grain boundary phase by TEM, each grain boundary phase can be specified more clearly.
- TEM transmission electron microscope
- the RTB-based sintered magnet 1 includes a grain boundary existing between the main phase particles 11 and the main phase particles 11.
- the main phase particle 11 is composed of an R 2 T 14 B compound.
- the R 2 T 14 B compound is a compound having a crystal structure composed of R 2 T 14 B type tetragonal crystals.
- the main phase particles 11 are black in the SEM image.
- the size of the main phase particles 11 is not particularly limited, but the equivalent circle diameter is approximately 1.0 ⁇ m to 10.0 ⁇ m.
- the grain boundaries include multi-particle boundaries and two-particle boundaries.
- a multi-particle grain boundary is a grain boundary surrounded by three or more main phase particles, and a two-particle grain boundary is a grain boundary existing between two adjacent main phase particles.
- the grain boundaries include at least two types of grain boundary phases.
- the RT phase 13 and the R rich phase 15 are included. Comparing the brightness of the main phase particles 11, the RT phase 13, and the R rich phase 15 in the SEM image, the main phase particles 11 are the darkest and the R rich phase 15 is the brightest.
- the content ratio of R and T is approximately 1: 2 in terms of atomic number ratio. Specifically, the content of R is 20.0 at% or more and 40.0 at% or less, and the content of T is 55.0 at% or more and 80.0 at% or less.
- the total content of elements other than R and T contained in the RT phase 13 is 10.0 at% or less.
- the content of elements other than R, T and R and T is the content excluding oxygen (O), carbon (C) and nitrogen (N).
- the R-rich phase 15 refers to a phase in which the R content is 40.0 at% or more and the T content is lower than that of the RT phase 13.
- the content of T may be 55.0 at% or less.
- the contents of R and T are the contents excluding O, C and N.
- the area ratio of the RT phase 13 to the grain boundaries is S (RT), and the S (RT) is 0.60 or more and 0.85 or less. Is.
- the present inventors set S (RT) in the above range in an RTB-based sintered magnet using Ce, which is a rare earth element that lowers HcJ as compared with Nd and Pr, although it is low in cost. It was found that HcJ is improved by setting the value to the inside. The mechanism by which HcJ improves when S (RT) is within the above range has not been completely elucidated. The present inventors infer the mechanism shown below.
- the R-rich phase 15 promotes magnetic fragmentation of the main phase particles 11. As a result, HcJ can be improved by including the R-rich phase 15.
- the RT phase 13 tends to have a larger Ce content with respect to the total R content than the main phase particles 11. This is to discharge Ce from the main phase particles 11 when the RT phase 13 is formed. As a result, the content of R other than Ce, specifically Nd, in the main phase particles 11 becomes high. Then, the anisotropic magnetic field in the main phase particles 11 becomes high.
- the area ratio of the R-rich phase 15 to the grain boundaries is not particularly limited, it is preferable that the portion of the grain boundaries other than the RT phase 13 is the R-rich phase 15. Specifically, the area ratio of the phases other than the R-rich phase 15 and the RT phase 13 to the grain boundaries is preferably 10.0% or less (including 0%).
- the area of the observation range of the SEM image for calculating S (RT) is not particularly limited, but is set to a sufficiently wide range for calculating S (RT).
- the area of the observation range may be 0.01 mm 2 or more.
- the method for manufacturing an RTB-based sintered magnet has the following steps.
- A Alloy preparation step for producing an alloy for RTB-based sintered magnets (raw material alloy)
- Crushing step for crushing the raw material alloy c
- Sintering step of sintering a molded body to obtain an RTB-based sintered magnet e
- Aging treatment step of aging the RTB-based sintered magnet f
- RTB-based firing Processing process for processing a binding magnet
- Grain boundary diffusion process for diffusing heavy rare earth elements in the grain boundaries of an RTB-based sintered magnet
- h Surface treatment for an RTB-based sintered magnet Processing process
- Alloy preparation process Prepare an alloy for RTB-based sintered magnets (alloy preparation step).
- alloy preparation step the strip casting method will be described as an example of the alloy preparation method, but the alloy preparation method is not limited to the strip casting method.
- rare earth metals pure iron, pure cobalt, compounds such as ferroboron (FeB), and alloys such as rare earth alloys can be used.
- the casting method for casting the raw metal For example, an ingot casting method, a strip casting method, a book mold method, a centrifugal casting method, and the like can be mentioned. If the obtained raw material alloy has solidification segregation, it may be homogenized (solution treatment) as necessary.
- the pulverization step may be performed in two steps, a coarse pulverization step of pulverizing until the particle size is about several hundred ⁇ m to several mm, and a fine pulverization step of pulverizing until the particle size is about several ⁇ m. It may be performed in one step of only the fine pulverization step.
- the raw material alloy is roughly pulverized until the particle size is about several hundred ⁇ m to several mm (coarse pulverization step). As a result, a coarsely pulverized powder of the raw material alloy is obtained.
- coarse pulverization for example, after hydrogen is occluded in a raw material alloy, hydrogen is released based on the difference in the amount of hydrogen occluded between different phases, and dehydrogenation is performed to cause self-destructive pulverization (hydrogen storage pulverization). ) Can be done.
- the conditions for dehydrogenation are not particularly limited, but dehydrogenation is performed, for example, at 300 to 650 ° C. in an argon (Ar) flow or in a vacuum.
- the method of coarse crushing is not limited to the above hydrogen storage crushing.
- coarse pulverization may be performed using a coarse pulverizer such as a stamp mill, a jaw crusher, or a brown mill in an atmosphere of an inert gas.
- the atmosphere of each step from the coarse crushing step to the sintering step described later is an atmosphere of low oxygen concentration.
- the oxygen concentration is adjusted by controlling the atmosphere in each manufacturing process. If the oxygen concentration in each manufacturing process is high, rare earth elements in the alloy powder obtained by crushing the raw material alloy are oxidized to generate R oxide. The R oxide is not reduced during sintering and is deposited at the grain boundaries as it is in the form of R oxide. As a result, the coercive force HcJ of the obtained RTB-based sintered magnet tends to decrease. Therefore, for example, it is preferable to carry out each step (fine pulverization step, molding step) in an atmosphere having an oxygen concentration of 100 ppm or less.
- the D50 of the particles contained in the finely pulverized powder is not particularly limited.
- D50 may be 1.0 ⁇ m or more and 10.0 ⁇ m or less.
- the fine pulverization is carried out by further pulverizing the coarsely pulverized powder using a fine pulverizer such as an air flow type pulverizer (jet mill) while appropriately adjusting conditions such as the pulverization time.
- a fine pulverizer such as an air flow type pulverizer (jet mill)
- jet mill releases high-pressure inert gas (for example, He gas, N 2 gas, Ar gas) from a narrow nozzle to generate a high-speed gas flow, and this high-speed gas flow produces coarsely pulverized powder of the raw material alloy.
- high-pressure inert gas for example, He gas, N 2 gas, Ar gas
- a lubricant for example, an organic lubricant or a solid lubricant may be added.
- the organic lubricant include oleic acid amide, lauric acid amide, zinc stearate and the like.
- the solid lubricant include graphite and the like.
- the finely pulverized powder is molded into a desired shape (molding process).
- the finely pulverized powder is filled in a mold arranged in a magnetic field and pressurized to form the finely pulverized powder to obtain a molded product.
- a molding aid may be added during molding. There are no particular restrictions on the type of molding aid. The above lubricant may be used.
- the pressure at the time of pressurization may be, for example, 30 MPa or more and 300 MPa or less.
- the applied magnetic field may be, for example, 1.0 T or more and 5.0 T or less.
- the applied magnetic field is not limited to the static magnetic field, and may be a pulsed magnetic field. Further, a static magnetic field and a pulsed magnetic field can be used in combination.
- the shape of the molded body obtained by molding the finely pulverized powder is not particularly limited, and for example, a rectangular parallelepiped, a flat plate, a columnar shape, a ring shape, a C type, etc. It can be shaped according to the shape.
- the obtained molded body is sintered in a vacuum or an inert gas atmosphere to obtain an RTB-based sintered magnet (sintering step).
- the sintering temperature needs to be adjusted according to various conditions such as composition, pulverization method, difference in particle size and particle size distribution.
- the sintering temperature is not particularly limited, but may be, for example, 950 ° C. or higher and 1100 ° C. or lower.
- the sintering time is not particularly limited, but may be, for example, 2 hours or more and 10 hours or less.
- the atmosphere at the time of sintering For example, it may be an inert gas atmosphere or a vacuum atmosphere of less than 100 Pa.
- the RTB-based sintered magnet is aged (aging treatment step). After sintering, the obtained RTB-based sintered magnet is subjected to aging treatment at a temperature lower than that at the time of sintering.
- the aging temperature is 550 ° C or more and 650 ° C or less, and the aging time is 10 minutes or more and 300 minutes or less.
- S (RT) is determined by performing aging treatment under the above conditions. It becomes easy to be within the range of.
- an inert gas atmosphere having a pressure higher than the atmospheric pressure for example, He gas or Ar gas
- the aging treatment step may be performed after the processing step described later.
- the obtained RTB-based sintered magnet may be processed into a desired shape as needed (processing step).
- processing step examples include shape processing such as cutting and grinding, and chamfering processing such as barrel polishing.
- Heavy rare earth elements may be further diffused to the grain boundaries of the processed RTB-based sintered magnet (grain boundary diffusion step).
- grain boundary diffusion step There are no particular restrictions on the method of grain boundary diffusion. For example, it may be carried out by applying a compound containing a heavy rare earth element to the surface of an RTB-based sintered magnet by coating or vapor deposition, and then performing a heat treatment. Further, the RTB-based sintered magnet may be heat-treated in an atmosphere containing vapors of heavy rare earth elements. The grain boundary diffusion can further improve the HcJ of the RTB-based sintered magnet.
- the RTB-based sintered magnet obtained by the above steps may be subjected to surface treatment such as plating, resin coating, oxidation treatment, or chemical conversion treatment (surface treatment step). Thereby, the corrosion resistance can be further improved.
- a processing step a grain boundary diffusion step, and a surface treatment step are performed, but these steps do not necessarily have to be performed.
- the RTB-based sintered magnet obtained as described above is an RT-B-based sintered magnet containing Ce and having a good HcJ.
- the present invention is not limited to the above embodiment, and can be variously modified within the scope of the present invention.
- the permanent magnet according to the present invention may be manufactured by hot working. That is, if Ce is contained within a predetermined range, R-rich phase and RT phase are included, and S (RT) is 0.60 or more and 0.85 or less, a permanent magnet other than a sintered magnet is used. May be.
- the RTB-based permanent magnet of the present invention can be used for general RTB-based permanent magnets. For example, it can be used for a rotating machine of an automobile.
- Alloys A to F having the compositions shown in Table 1 were prepared as raw material alloys.
- TRE means the total content of rare earth elements. The total content of rare earth elements not listed in Table 1 is less than 0.01% by mass.
- a raw material metal having a predetermined element was prepared.
- raw material metals Nd, Pr, Ce, Fe, Co, FeB, Al, Cu, Zr and Ga having a purity of 99.9% were prepared.
- the raw material alloy obtained in the alloy preparation step was pulverized to obtain an alloy powder.
- the pulverization was performed in two stages of coarse pulverization and fine pulverization.
- Coarse pulverization was performed by hydrogen storage pulverization. After occluding hydrogen in the raw material alloy at room temperature, dehydrogenation was performed at 600 ° C. for 5 hours in an Ar flow. By coarse pulverization, an alloy powder having a particle size of about several hundred ⁇ m to several mm was obtained.
- Fine pulverization was carried out in a high-pressure nitrogen gas atmosphere using a jet mill after adding 0.1 part by mass of oleic acid amide as a lubricant to 100 parts by mass of the alloy powder obtained by coarse pulverization and mixing. .. Fine pulverization was performed until the D50 of the alloy powder became about 3.5 ⁇ m.
- the mixed powder obtained by the pulverization step was molded in a magnetic field to obtain a molded product. After the mixed powder was filled in a mold arranged between the electromagnets, it was formed by pressurizing it while applying a magnetic field with the electromagnets. Specifically, the mixed powder was compacted at a pressure of 110 MPa in a magnetic field of 2.2 T. The direction in which the magnetic field was applied was perpendicular to the pressing direction.
- the obtained molded body was sintered to obtain a sintered body.
- a sintered body was obtained with a sintering temperature of 1000 ° C. and a sintering time of 4 hours.
- the atmosphere at the time of sintering was a vacuum atmosphere.
- the obtained sintered body was subjected to aging treatment to obtain an RTB-based sintered magnet.
- the aging temperature was set to the temperature shown in Table 2, and the aging time was set to 1.5 hours.
- the magnetic properties of the RTB-based sintered magnets prepared from the raw material alloys of each Example and Comparative Example were measured using a BH tracer. As a magnetic property, HcJ was measured at room temperature. The results are shown in Table 2. HcJ was good at 1400 kA / m or more.
- the ratio of HcJ to the calculated value of Ha was calculated. That is, the ratio of HcJ of the RTB-based sintered magnet actually obtained was evaluated with respect to the calculated value of Ha of the R 2 T 14 B alloy.
- the results are shown in Table 2.
- HcJ / Ha was considered to be good at 28.00% or higher, and further improved at 29.75% or higher. It can be said that the higher the HcJ / Ha, the more efficiently the coercive force is improved.
- the calculation of the area ratio S (RT) of the RT phase to the grain boundaries was performed by the following method.
- the RTB-based sintered magnet was embedded in the epoxy-based resin. Then, the RTB-based sintered magnet was cut, and the obtained cross section was polished.
- Commercially available polishing paper was used for polishing. Specifically, a plurality of types of commercially available abrasive paper having a count of 180 to 2000 were prepared. Then, the cross section of the RTB-based sintered magnet was polished by using the polishing paper having the lowest count in order. Finally, it was polished with buffs and diamond abrasive grains. No liquid such as water was used during polishing. This is to prevent the components contained in the grain boundaries from corroding.
- the cross section of the obtained sintered body was subjected to ion milling treatment to remove the influence of the oxide film and the nitride film on the outermost surface.
- the cross section of the sintered body was observed using FE-SEM.
- the observation magnification was 1000 times. From the contrast of the reflected electron image obtained by the observation, it was confirmed that the main phase particles and the grain boundaries were included, and it was confirmed that the grain boundaries (multi-particle grain boundaries) contained a plurality of types of grain boundary phases. Further, by performing point analysis of the grain boundary phase by EDS attached to the FE-SEM as appropriate, it was confirmed that the grain boundaries contained the R-rich phase and the RT phase in the experimental examples other than Comparative Example 2. ..
- Comparative Example 2 did not include the RT phase.
- the content of the element intentionally added at the time of producing the raw material alloy, that is, the element shown in Table 1 was analyzed. Then, the area ratio S (RT) of the RT phase to the grain boundaries was calculated. The results are shown in Table 2.
- FIG. 1 is a backscattered electron image of Example 1
- FIG. 2 is a comparative example 2
- FIG. 3 is a comparative example 3
- FIG. 4 is a backscattered electron image of comparative example 4.
- Examples 1 to 3, Comparative Examples 1 and 2 In Examples 1 to 3 and Comparative Examples 1 and 2, the raw material alloys used were all the same, and the samples were carried out under the same conditions except that the aging temperature was changed. The calculated values of Ha are all the same.
- Examples 4, 5 and Comparative Example 3 are samples obtained by mainly changing the content of Ce with respect to the total content of R in Example 2. The higher the content of Ce, the lower the calculated value of Ha.
- Examples 6 and 4 are samples obtained by mainly changing the content of Ga in Example 2. The calculated values of Ha are all the same.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Power Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Hard Magnetic Materials (AREA)
- Powder Metallurgy (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
Abstract
Description
R2T14B化合物(Rは希土類元素、Tは遷移金属元素、Bはホウ素)からなる主相粒子と、粒界と、を含むR-T-B系永久磁石であって、
RはCeを含み、
前記R-T-B系永久磁石におけるRの合計含有量に対するCeの含有量が15質量%以上35質量%以下であり、
前記粒界はRリッチ相およびR-T相を含み、
前記R-T-B系永久磁石の断面において、前記粒界に対する前記R-T相の面積比率をS(R-T)として、S(R-T)が0.60以上0.85以下である。
R-T-B系焼結磁石の組成について説明する。Rは希土類元素である。Rはセリウム(Ce)を含む。RがCeを含むことで、原料コストが低下する。さらに、後述するR-T相を粒界に含みやすくなる。また、R-T-B系焼結磁石の原料コストおよびR-T-B系焼結磁石の磁気特性を好適に制御するため、Rとしてネオジム(Nd)およびプラセオジム(Pr)から選択される1種以上を含むことが好ましい。
以下、R-T-B系焼結磁石1について、図面、特に図1を用いて説明する。なお、図1は後述する実施例1の断面を電界放射型走査型電子顕微鏡(FE-SEM)で観察して得られた反射電子像である。FE-SEMで観察して得られた反射電子像のことを単にSEM画像と呼ぶ場合がある。
以下、R-T-B系焼結磁石を製造する方法の一例について説明する。R-T-B系焼結磁石を製造する方法は、以下の工程を有する。
(b)原料合金を粉砕する粉砕工程
(c)得られた合金粉末を成形する成形工程
(d)成形体を焼結し、R-T-B系焼結磁石を得る焼結工程
(e)R-T-B系焼結磁石を時効処理する時効処理工程
(f)R-T-B系焼結磁石を加工する加工工程
(g)R-T-B系焼結磁石の粒界に重希土類元素を拡散させる粒界拡散工程
(h)R-T-B系焼結磁石に表面処理する表面処理工程
R-T-B系焼結磁石用合金を準備する(合金準備工程)。以下、合金準備方法の一例としてストリップキャスティング法について説明するが、合金準備方法はストリップキャスティング法に限定されない。
原料合金を作製した後、原料合金を粉砕する(粉砕工程)。粉砕工程は、粒径が数百μm~数mm程度になるまで粉砕する粗粉砕工程と、粒径が数μm程度になるまで微粉砕する微粉砕工程との2段階で行ってもよいが、微粉砕工程のみの1段階で行ってもよい。
原料合金を粒径が数百μm~数mm程度になるまで粗粉砕する(粗粉砕工程)。これにより、原料合金の粗粉砕粉末を得る。粗粉砕は、例えば原料合金に水素を吸蔵させた後、異なる相間の水素吸蔵量の相違に基づいて水素を放出させ、脱水素を行なうことで自己崩壊的な粉砕を生じさせること(水素吸蔵粉砕)によって行うことができる。脱水素の条件には特に制限はないが、例えば300~650℃、アルゴン(Ar)フロー中または真空中で脱水素を行う。
原料合金を粗粉砕した後、得られた原料合金の粗粉砕粉末を平均粒子径が数μm程度になるまで微粉砕する(微粉砕工程)。これにより、原料合金の微粉砕粉末を得ることができる。微粉砕粉末に含まれる粒子のD50には特に制限はない。例えば、D50が1.0μm以上10.0μm以下であってもよい。
微粉砕粉末を目的の形状に成形する(成形工程)。成形工程では、微粉砕粉末を、磁場中に配置された金型内に充填して加圧することによって、微粉砕粉末を成形し、成形体を得る。このとき、磁場を印加しながら成形することで、微粉砕粉末の結晶軸を特定の方向に配向させた状態で成形することができる。得られる成形体は、特定方向に配向するので、より磁性の強い異方性を有するR-T-B系焼結磁石が得られる。成形時に、成形助剤を添加してもよい。成形助剤の種類には特に制限はない。上記の潤滑剤を用いてもよい。
得られた成形体を真空または不活性ガス雰囲気中で焼結し、R-T-B系焼結磁石を得る(焼結工程)。焼結温度は、組成、粉砕方法、粒度と粒度分布の違い等、諸条件により調整する必要がある。焼結温度には特に制限はないが、例えば950℃以上1100℃以下としてもよい。焼結時間には特に制限はないが、例えば2時間以上10時間以下としてもよい。焼結時の雰囲気には特に制限はない。例えば、不活性ガス雰囲気としてもよく、100Pa未満の真空雰囲気としてもよい。
成形体を焼結した後、R-T-B系焼結磁石を時効処理する(時効処理工程)。焼結後、得られたR-T-B系焼結磁石を焼結時よりも低い温度でR-T-B系焼結磁石に時効処理を施す。
得られたR-T-B系焼結磁石は、必要に応じて所望の形状に加工してもよい(加工工程)。加工方法は、例えば切断、研削などの形状加工や、バレル研磨などの面取り加工などが挙げられる。
加工されたR-T-B系焼結磁石の粒界に対して、さらに重希土類元素を拡散させてもよい(粒界拡散工程)。粒界拡散の方法には特に制限はない。例えば、塗布または蒸着等により重希土類元素を含む化合物をR-T-B系焼結磁石の表面に付着させた後に熱処理を行うことで実施してもよい。また、重希土類元素の蒸気を含む雰囲気中でR-T-B系焼結磁石に対して熱処理を行うことで実施してもよい。粒界拡散により、R-T-B系焼結磁石のHcJをさらに向上させることができる。
以上の工程により得られたR-T-B系焼結磁石は、めっきや樹脂被膜や酸化処理、化成処理などの表面処理を施してもよい(表面処理工程)。これにより、耐食性をさらに向上させることができる。
原料合金として表1に示す組成の合金A~Fを準備した。なお、TREは希土類元素の合計含有量を意味する。表1に記載されていない希土類元素の含有量は合計で0.01質量%未満である。
合金準備工程により得られた原料合金を粉砕し、合金粉末を得た。粗粉砕と微粉砕との2段階で粉砕を行った。粗粉砕は、水素吸蔵粉砕により行った。原料合金に対して水素を室温で吸蔵させた後、Arフロー中、600℃で5時間、脱水素を行った。粗粉砕により、数百μm~数mm程度の粒径の合金粉末を得た。
粉砕工程により得られた混合粉末を磁場中で成形して成形体を得た。混合粉末を電磁石の間に配置された金型内に充填した後に、電磁石により磁場を印加しながら加圧して成形した。具体的には、混合粉末を2.2Tの磁場中、110MPaの圧力で圧粉成形した。磁場を印加する方向はプレス方向と垂直な方向とした。
得られた成形体を焼結して焼結体を得た。焼結温度を1000℃、焼結時間を4時間として焼結体を得た。焼結時の雰囲気は真空雰囲気とした。
得られた焼結体に時効処理を行いR-T-B系焼結磁石を得た。時効処理は時効温度を表2に記載した温度とし、時効時間を1.5時間とした。
各実施例および比較例において最終的に得られたR-T-B系焼結磁石の組成が原料合金の組成と同一の組成、すなわち表1に示す組成となっていることは、蛍光X線分析法、誘導結合プラズマ質量分析法(ICP法)、およびガス分析により組成分析することで確認した。




実施例1~3および比較例1、2は全て用いた原料合金が同一であり、時効温度を変化させた点以外は同条件で実施した試料である。Haの計算値も全て同一である。
実施例4、5、比較例3は、実施例2について主にRの合計含有量に対するCeの含有量を変化させて実施した試料である。Ceの含有量が多いほどHaの計算値が低下する。
実施例6、比較例4は、実施例2について主にGaの含有量を変化させて実施した試料である。Haの計算値は全て同一である。
11・・・主相粒子
13・・・R-T相
15・・・Rリッチ相
Claims (3)
- R2T14B化合物(Rは希土類元素、Tは遷移金属元素、Bはホウ素)からなる主相粒子と、粒界と、を含むR-T-B系永久磁石であって、
RはCeを含み、
前記R-T-B系永久磁石におけるRの合計含有量に対するCeの含有量が15質量%以上35質量%以下であり、
前記粒界はRリッチ相およびR-T相を含み、
前記R-T-B系永久磁石の一の断面において、前記粒界に対する前記R-T相の面積比率をS(R-T)として、S(R-T)が0.60以上0.85以下であるR-T-B系永久磁石。 - Gaの含有量が0質量%以上0.2質量%以下である請求項1に記載のR-T-B系永久磁石。
- LaおよびYを実質的に含まない請求項1または2に記載のR-T-B系永久磁石。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/266,168 US20240038420A1 (en) | 2020-12-09 | 2021-11-10 | R-t-b based permanent magnet |
| CN202180082790.0A CN116568840A (zh) | 2020-12-09 | 2021-11-10 | R-t-b系永久磁铁 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-204543 | 2020-12-09 | ||
| JP2020204543A JP2022091616A (ja) | 2020-12-09 | 2020-12-09 | R-t-b系永久磁石 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022123991A1 true WO2022123991A1 (ja) | 2022-06-16 |
Family
ID=81972941
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/041374 WO2022123991A1 (ja) | 2020-12-09 | 2021-11-10 | R-t-b系永久磁石 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20240038420A1 (ja) |
| JP (1) | JP2022091616A (ja) |
| CN (1) | CN116568840A (ja) |
| WO (1) | WO2022123991A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108022708A (zh) * | 2017-12-20 | 2018-05-11 | 包头金山磁材有限公司 | 一种烧结含银的富铈钇钕铁硼永磁体及其制备方法 |
| WO2018181594A1 (ja) * | 2017-03-30 | 2018-10-04 | Tdk株式会社 | 永久磁石及び回転機 |
| JP2018174323A (ja) * | 2017-03-30 | 2018-11-08 | Tdk株式会社 | 永久磁石及び回転機 |
-
2020
- 2020-12-09 JP JP2020204543A patent/JP2022091616A/ja active Pending
-
2021
- 2021-11-10 CN CN202180082790.0A patent/CN116568840A/zh active Pending
- 2021-11-10 US US18/266,168 patent/US20240038420A1/en active Pending
- 2021-11-10 WO PCT/JP2021/041374 patent/WO2022123991A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018181594A1 (ja) * | 2017-03-30 | 2018-10-04 | Tdk株式会社 | 永久磁石及び回転機 |
| JP2018174323A (ja) * | 2017-03-30 | 2018-11-08 | Tdk株式会社 | 永久磁石及び回転機 |
| CN108022708A (zh) * | 2017-12-20 | 2018-05-11 | 包头金山磁材有限公司 | 一种烧结含银的富铈钇钕铁硼永磁体及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116568840A (zh) | 2023-08-08 |
| US20240038420A1 (en) | 2024-02-01 |
| JP2022091616A (ja) | 2022-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8123832B2 (en) | R-T-B system sintered magnet | |
| JP6733576B2 (ja) | R−t−b系永久磁石 | |
| JP6269279B2 (ja) | 永久磁石およびモータ | |
| WO2021200873A1 (ja) | R-t-b系永久磁石およびその製造方法、モータおよび自動車 | |
| US10192661B2 (en) | R—T—B based sintered magnet | |
| CN111724955B (zh) | R-t-b系永久磁铁 | |
| US10186357B2 (en) | R-T-B based sintered magnet | |
| US11387024B2 (en) | R-T-B based rare earth sintered magnet and method of producing R-T-B based rare earth sintered magnet | |
| WO2022123991A1 (ja) | R-t-b系永久磁石 | |
| JP4556727B2 (ja) | 希土類焼結磁石の製造方法 | |
| WO2022123990A1 (ja) | R-t-b系永久磁石 | |
| WO2022123992A1 (ja) | R-t-b系永久磁石 | |
| WO2018101409A1 (ja) | 希土類焼結磁石 | |
| US10256017B2 (en) | Rare earth based permanent magnet | |
| JP7408921B2 (ja) | R-t-b系永久磁石 | |
| CN111755190B (zh) | R-t-b系永久磁铁用合金和r-t-b系永久磁铁的制造方法 | |
| US20140311289A1 (en) | R-t-b based sintered magnet | |
| WO2023080169A1 (ja) | R-t-b系永久磁石 | |
| WO2023080171A1 (ja) | R-t-b系永久磁石 | |
| JP2020161692A (ja) | R−t−b系永久磁石 | |
| EP4394811A1 (en) | R-t-b based permanent magnet | |
| CN118866495A (zh) | R-t-b系永久磁铁及其制造方法 | |
| CN118737604A (zh) | R-t-b类永磁铁 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21903095 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18266168 Country of ref document: US Ref document number: 202180082790.0 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21903095 Country of ref document: EP Kind code of ref document: A1 |