WO2022009612A1 - 繊維強化樹脂成形体 - Google Patents
繊維強化樹脂成形体 Download PDFInfo
- Publication number
- WO2022009612A1 WO2022009612A1 PCT/JP2021/022435 JP2021022435W WO2022009612A1 WO 2022009612 A1 WO2022009612 A1 WO 2022009612A1 JP 2021022435 W JP2021022435 W JP 2021022435W WO 2022009612 A1 WO2022009612 A1 WO 2022009612A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- resin molded
- reinforced resin
- molded body
- organic long
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
- B29B11/16—Making preforms characterised by structure or composition comprising fillers or reinforcement
Definitions
- the present invention relates to a fiber-reinforced resin molded product composed of an organic long fiber cloth (A) and a thermoplastic resin (B).
- Fiber reinforced resin molded bodies made of reinforced fiber fabric and matrix resin are lightweight and have excellent mechanical properties, so they are used in a wide range of fields such as aircraft materials, vehicle parts, electrical and electronic parts, and various housings for home appliances. It is effectively used in fields where light weight, high rigidity, high strength, wear resistance, etc. are required.
- Various reinforcing fibers such as organic fibers and inorganic fibers are known as reinforcing fibers used in the fiber-reinforced resin molded body.
- glass fibers and carbon fibers are used as inorganic fibers, and aramid fibers are used as organic fibers.
- liquid crystal polyester fiber and the like are known as liquid crystal polyester fiber and the like.
- high-strength organic fibers typified by aramid fibers and liquid crystal polyester fibers are excellent in strength and toughness, and are also excellent in electrical characteristics typified by insulating properties, so their use as reinforcing fibers is expanding.
- the matrix resin used for the fiber reinforced resin molded product can be roughly classified into a thermosetting resin and a thermoplastic resin.
- a fiber-reinforced resin molded body using a thermosetting resin as a matrix resin has advantages such as excellent strength, rigidity, and impregnation property into fibers, but has a long molding cycle time, poor recyclability, and quality of an intermediate base material. It has the drawback of being difficult to manage.
- a fiber-reinforced resin molded product that uses a thermoplastic resin as a matrix resin has the advantages of a short molding cycle time, excellent recyclability, and low production cost, but has low strength and rigidity, and it is difficult to impregnate the fibers. Has drawbacks.
- the present invention has been made in view of the above circumstances, and even if it is a fiber-reinforced resin molded body using a thermoplastic resin as a matrix resin, it is a fiber-reinforced resin molded body using a thermosetting resin as a matrix resin. It is an object of the present invention to provide a fiber-reinforced resin molded body having the same or higher strength and rigidity and excellent dielectric properties and product quality.
- the present inventors have set the thickness of the fiber reinforced resin molded body to T (mm) and the number of laminated organic long fiber fabrics constituting the fiber reinforced resin molded body to N (sheets).
- T mm
- N sheets
- the relative permittivity at 10 GHz measured by the method described in IEC 62810 of the fiber reinforced resin molded body is 3.0 or less, and / or the dielectric loss tangent measured by the same method is 0.020 or less.
- the fiber-reinforced resin molded body according to the above (1) (3)
- the thermoplastic resin (B) is characterized in that the bending strength measured by the method described in JIS K7171 is 90 MPa or more, and the flexural modulus measured by the same method is 2.0 GPa or more.
- the tensile strength of the organic long fiber measured by the method described in JIS L1013 is 10 cN / dtex or more, and the tensile elastic modulus measured by the same method is 400 cN / dtex or more.
- the organic long fiber cloth (A) is a woven fabric, and the woven fabric density of the warp and weft measured by the method described in JIS L1096 is 15 to 50 / 25.4 mm.
- the fiber-reinforced resin molded body according to any one of 1) to (6).
- the organic long fiber is any one of aramid fiber, polyphenylene sulfide fiber, polyparaphenylene benzobisoxazole fiber, high-strength polyethylene fiber, liquid crystal polyester fiber, polyallylate fiber, or a combination of two or more kinds.
- the present invention it is possible to obtain rigidity and strength equal to or higher than that of a fiber-reinforced resin molded body using a thermosetting resin as a matrix resin, and fiber-reinforced resin molding having excellent product quality such as dielectric properties and appearance. You can get a body.
- FIG. 6 is a schematic cross-sectional view showing an example of the fiber-reinforced resin molded product (Example 1) of the present invention.
- the fiber-reinforced resin molded product of the present invention is a fiber-reinforced resin molded product composed of an organic long fiber cloth (A) and a thermoplastic resin (B).
- the fiber-reinforced resin molded body is T / when the thickness of the fiber-reinforced resin molded body is T (mm) and the number of laminated organic long fiber fabrics (A) constituting the fiber-reinforced resin molded body is N (sheets). It is characterized in that the value of N is 0.100 or less.
- Organic long fibers constituting the organic long fiber fabric (A) used in the present invention include aramid (total aromatic polyamide) fibers, polyphenylene sulfide fibers, polyimide fibers, polyparaphenylene benzobisoxazole fibers, and polyparaphenylene benzo. Examples thereof include those selected from bistiazole fiber, polyether ether ketone fiber, polytetrafluoroethylene fiber, high-strength polyethylene fiber, liquid crystal polyester fiber, polyarylate fiber and the like. These organic filaments may be used alone or in combination of two or more.
- high-strength organic long fibers having a tensile strength of 10 cN / dtex or more and a tensile elastic modulus of 400 cN / dtex measured by the method described in JIS L1013: 2010 "Chemical fiber filament yarn test method" are preferable. Is more preferably 15 cN / dtex or more, and the tensile elastic modulus is more preferably 600 cN / dtex or more.
- aramid (total aromatic polyamide) fiber polyparaphenylene benzobisoxazole fiber
- high-strength polyethylene fiber high-strength polyethylene fiber
- liquid crystal polyester fiber and polyarylate fiber.
- organic long fibers having a tensile strength of 10 cN / dtex or more and a tensile elastic modulus of 400 cN / dtex or more, the strength and rigidity of the fiber-reinforced resin molded body are sufficient.
- these organic long fibers are non-conductive fibers, which are preferable from the viewpoint of not impairing radio wave transmission and having excellent dielectric properties. Among them, those having a small intramolecular polarity and those having a bulky molecular structure are particularly excellent in dielectric properties.
- the above-mentioned aramid fiber is a fiber having at least one divalent aromatic group which may be usually substituted in the repeating unit of the polymer forming the fiber, and is particularly a fiber having at least one amide bond.
- divalent aromatic group which may be usually substituted in the repeating unit of the polymer forming the fiber, and is particularly a fiber having at least one amide bond.
- the "optionally substituted divalent aromatic group” means a divalent aromatic group that may have one or more identical or different substituents.
- Examples of the aramid fiber include para-based aramid fiber and meta-based aramid fiber, but para-based aramid fiber having excellent tensile strength is preferable.
- Such aramid fibers are available as commercial products, and specific examples thereof include polyparaphenylene terephthalamide fibers (manufactured by Toray DuPont Co., Ltd., US DuPont, trade name "Kevlar”) as para-based aramid fibers. (Registered trademark)), copolyparaphenylene-3,4'-oxydiphenylene terephthalamide fiber (manufactured by Teijin Limited, trade name "Technora” (registered trademark)) and the like.
- polyparaphenylene terephthalamide fiber is particularly preferable because it has excellent tensile strength.
- the liquid crystal polyester constituting the above liquid crystal polyester fiber is a polyester that can form an anisotropic molten phase (liquid crystal property) when melted. This characteristic can be confirmed, for example, by placing the sample on a hot stage, heating the sample in a nitrogen atmosphere, and observing the transmitted light of the sample under polarized light.
- liquid crystal polyester examples include (i) a polymer of an aromatic oxycarboxylic acid, (ii) an aromatic dicarboxylic acid and a diol selected from an aromatic diol and an aliphatic diol, which are produced by a conventionally known method.
- examples thereof include a polymer and (iii) a copolymer of the above (i) and the above (ii).
- the above (co) polymers those composed only of aromatic compounds are preferable.
- a (co) polymer composed only of an aromatic compound exhibits excellent strength and elastic modulus when made into a fiber.
- aromatic oxycarboxylic acid examples include hydroxybenzoic acid, hydroxynaphthoic acid and the like, or alkyl, alkoxy and halogen substituents thereof
- aromatic dicarboxylic acid examples include terephthalic acid and isophthalic acid.
- Diphenyldicarboxylic acid, naphthalenedicarboxylic acid, diphenyletherdicarboxylic acid, diphenoxyetanedicarboxylic acid, diphenylethanedicarboxylic acid and the like or alkyl, alkoxy, halogen substituents and the like thereof.
- aromatic diol examples include hydroquinone, resorcin, dihydroxybiphenyl, naphthalene diol and the like, or alkyl, alkoxy, halogen-substituted products thereof and the like.
- aliphatic diol examples include ethylene glycol, propylene glycol, butanediol, neopentyl glycol and the like.
- liquid crystal polyester fibers include “Zexion (registered trademark)” manufactured by KB Salen Co., Ltd., “Vectran (registered trademark)” manufactured by Kuraray Co., Ltd., and “Sumika Super (registered trademark) LCP” manufactured by Sumitomo Chemical Co., Ltd. ] Etc. can be exemplified. These liquid crystal polyester fibers can be used alone or in combination of two or more.
- the total fineness of the organic long fibers is not particularly limited, but usually 50 to 10,000 dtex, preferably 100 to 5,000 dtex, and more preferably 200 to 2,500 dtex are used.
- a relatively thin fabric is desirable because it is easy to impregnate the fabric with a thermoplastic resin, thereby preventing the fabric from bending, and for that purpose, it is desirable to use an organic long fiber bundle having a small total fineness.
- the total fineness of the organic long fibers is more preferably 200 to 500 dtex.
- Long fiber bundles such as threads can also be used.
- the moisture content of the organic filament is not particularly limited, but usually less than 15% by mass, preferably less than 10% by mass, and more preferably less than 7% by mass when the absolute dry mass of the entire fiber is 100. .. If water is accumulated on the surface of the fiber to be used as a composite material, the transmission loss may change and the dielectric property may deteriorate. Therefore, in order to reduce the transmission loss in the high frequency band, it is desirable to use organic long fibers having a low water absorption rate.
- the water content of the organic filaments is more preferably less than 5% by mass.
- the measured value of water content was according to the following method.
- the mass of about 5 g of the sample is measured, treated at 105 ° C. for 4 hours, left at 24 ° C. and 55% RH for 5 minutes, and then the mass is measured again.
- the moisture content used here is the dry base moisture content obtained by ⁇ ([mass before drying-mass after drying] / [mass after drying]) ⁇ 100 ⁇ .
- the organic long fibers preferably have a relative permittivity of 4.0 or less at 10 GHz measured by the method described in IEC 62810 (cavity resonator perturbation method). It is more preferably 3.8 or less, still more preferably 3.6 or less.
- a fiber-reinforced resin molded body having excellent dielectric properties can be obtained.
- the organic long fiber cloth (A) used in the present invention is characterized in that a fiber reinforced resin molded body having excellent strength, rigidity and dielectric properties can be obtained without any special pretreatment.
- Pretreatment for improving the adhesiveness between the organic long fibers constituting the organic long fiber cloth (A) and the thermoplastic resin (B) and further improving the characteristics of the obtained fiber-reinforced resin molded product is performed as necessary. Is also good.
- the pretreatment may be performed on the entire organic filament or the fabric, or may be performed only on a part, preferably only on the adhesive surface.
- the above-mentioned pretreatment includes a method of applying a reactive organic compound to organic filaments together with an oil agent (for example, Japanese Patent No. 5676337), a treatment of preheating the organic filaments and fabric, a corona discharge treatment, an electron irradiation treatment, and the like.
- Suitable treatments include ultraviolet irradiation treatment, frame plasma treatment, atmospheric pressure plasma treatment, low pressure plasma treatment and the like.
- known means may be used, and examples thereof include treatment with a corona discharge device, hot air heating, heating with a heater, and the like. These means may be used alone or in combination of two or more means. By such a treatment, it becomes possible to generate an activation point of a certain level or more on the adhesive surface of the organic filament or the cloth, and to form a strong adhesion with the thermoplastic resin.
- the organic long fiber cloth (A) As the organic long fiber cloth (A), a long fiber processed by a known method can be used, and a woven fabric, a knitted fabric, or the like can be preferably used.
- the thickness of one piece of cloth is not particularly limited, but 0.03 to 0.30 mm is preferable, and 0.05 to 0 is preferable from the viewpoint of weight reduction, cost reduction, and performance improvement of the fiber reinforced resin molded body. .20 mm is more preferable, and 0.06 to 0.15 mm is further preferable. By reducing the thickness, the crimp of the fabric can be reduced, and the strength and rigidity of the fiber-reinforced resin molded product can be easily developed.
- the thickness of the organic long fiber cloth (A) can be measured by the method described in JIS L1096: 2020.
- Examples of the woven fabric include a toe sheet in which organic filaments are arranged in one direction, a unidirectional fabric or a bidirectional fabric in which organic filaments are arranged in one direction or two directions, and a triaxial fabric in which organic fibers are arranged in three directions.
- Woven fabrics and the like can be mentioned.
- Examples of the weaving structure include plain weave, twill weave, satin weave and the like.
- Examples of the knitting machine include those knitted by a weft knitting machine such as a circular knitting machine, a tricot knitting machine, a Russell knitting machine, and a vertical knitting machine such as a Milanese knitting machine.
- the organic long fiber cloth (A) preferably has a cover factor (CF) represented by the following formula (I) of 900 to 1,800, more preferably 950 to 1,500.
- CF cover factor
- the cover factor (CF) is 900 or more, there is no possibility that the woven fabric structure is disturbed by the molten resin when the thermoplastic resin (B) is plasticized and impregnated, and the product state is not deteriorated. If the cover factor (CF) exceeds 1,800, it becomes difficult to impregnate the organic long fiber fabric (A) with the thermoplastic resin (B), and the product thickness may increase.
- the texture (weight per unit area) of the organic long fiber cloth (A) is preferably 20 to 200 g / m 2 from the viewpoint of imparting sufficient strength and rigidity while suppressing the thickness of the obtained fiber-reinforced resin molded body. , More preferably in the range of 50-100 g / m 2.
- the tensile strength of the fabric measured by the method described in JIS L1096 is preferably 100 to 500 kgf / 25.4 mm, more preferably, from the viewpoint of imparting sufficient strength and rigidity to the obtained fiber-reinforced resin molded body. Is 110 to 300 kgf / 25.4 mm.
- the basis weight of the organic long fiber cloth (A) can be measured by the method described in JIS L1096: 2020.
- the woven fabric density (warp and weft density) measured by the method described in JIS L1096: 2020 is preferably 15 to 50 threads / 25.4 mm, more preferably 25 to 40 threads / 25.4 mm.
- the woven fabric density is less than 15 pieces / 25.4 mm, the woven fabric structure may be disturbed by the molten resin when the thermoplastic resin (B) is plasticized and impregnated, and the product condition may be deteriorated. Further, when the woven fabric density exceeds 50 pieces / 25.4 mm, it becomes difficult to plasticize and impregnate the thermoplastic resin (B), an unimpregnated region is generated, and the mechanical strength of the fiber reinforced resin molded product may decrease. There is.
- thermoplastic resin (B) used in the present invention can be appropriately selected depending on the intended purpose, and specifically, polypropylene resin, polyethylene resin, ABS resin, polycarbonate resin, polyacetal resin, polyethylene terephthalate resin, and polybutylene terephthalate resin. , Polyphenylene sulfide resin, polyamide resin, modified polyphenylene ether resin, liquid crystal polyester resin, polyimide resin, syndiotactic polystyrene resin, polycyclohexanedimethylene terephthalate resin and the like. These can be used not only as a single polymer but also as a resin alloyed with two or more kinds of compounds.
- those having excellent material strength and rigidity are preferable, for example, polycarbonate resin, polyacetal resin, polyethylene terephthalate resin, polybutylene terephthalate resin, polyphenylene sulfide resin, polyamide resin, modified polyphenylene ether resin, liquid crystal polyester resin. , Polychloride resin, Syndiotactic polystyrene resin, Polycyclohexanedimethylene terephthalate resin and the like. Furthermore, those having a small intramolecular polarity and those having a bulky molecular structure are also excellent in dielectric properties.
- Additives can be added to the thermoplastic resin (B) as needed, as long as the effects of the present invention are not impaired.
- Additives include, for example, heat stabilizers, light stabilizers, UV absorbers, antioxidants, lubricants, nucleating agents, plasticizing agents, anticoloring agents, matting agents, antibacterial agents, deodorants, flame retardants, and charging.
- Inhibitors, mold release agents, fillers (fillers such as carbon fiber, glass fiber, glass beads, hollow glass, talc, etc.), pigments, dyes, etc., and one or more selected from these additives, etc. Can be blended. The blending amount of these may be the amount usually used.
- the thermoplastic resin (B) preferably has a dielectric loss tangent of 0.020 or less, more preferably 0.015 or less, at 10 GHz measured by the method described in IEC 62810 (cavity resonator perturbation method). It is preferably 0.010 or less, and more preferably 0.010 or less. When the dielectric loss tangent is in this range, a fiber-reinforced resin molded product having excellent dielectric properties can be obtained.
- the water absorption rate of the thermoplastic resin (B) is not particularly limited, but the water absorption rate measured by the method described in JIS K7209 is preferably 0.3% or less, more preferably 0.2% or less. preferable. It is preferable that the water absorption rate is relatively small because the transmission loss may change due to water absorption and the dielectric property may be deteriorated, and the foaming may occur due to heat during molding, resulting in poor appearance.
- the thermoplastic resin (B) preferably has a bending strength of 90 MPa or more and a flexural modulus of 2.0 GPa or more, a bending strength of 95 MPa or more, and bending measured by the method described in JIS K7171. It is more preferable that the elastic modulus is 2.2 GPa or more. When the bending strength and the bending elastic modulus are in this range, a fiber-reinforced resin molded body having excellent strength and rigidity can be obtained.
- the fiber-reinforced resin molded body of the present invention is composed of an organic long fiber cloth (A) and a thermoplastic resin (B), and the volume content (fiber volume) of the organic long fiber cloth (A) in the entire fiber reinforced resin molded body.
- the content) is preferably 30 to 80% by volume, more preferably 30 to 70% by volume, and even more preferably 40 to 60% by volume. If the fiber volume content is less than 30% by volume, the strength and rigidity of the obtained fiber-reinforced resin molded body will be insufficient, and if it exceeds 80% by volume, the processing conditions will be strict and the quality of the product (fiber). There is a risk that the outflow, appearance, etc.) will deteriorate.
- the thickness of the fiber-reinforced resin molded body is T (mm) and the number of laminated organic long fiber fabrics (A) constituting the fiber-reinforced resin molded body is N (sheets).
- T / N value is 0.100 or less, preferably 0.090 or less, and more preferably 0.080 or less.
- the T / N value exceeds 0.100, the strength or rigidity of the fiber-reinforced resin molded product becomes insufficient.
- the fiber-reinforced resin molded product obtained by setting the T / N value to 0.100 or less and highly compressing the fabric under construction to reduce the influence of crimping exhibits excellent strength and rigidity.
- the fiber-reinforced resin molded product of the present invention can be obtained by impregnating the organic long fiber cloth (A) with the thermoplastic resin (B), and the impregnation rate is preferably 95% or more, more preferably 97% or more.
- the "impregnation rate" used here is defined as the ratio of the area of the impregnated region of the thermoplastic resin (B) to the area of the entire exposed cross section by cutting the obtained fiber-reinforced resin molded product at an arbitrary point. .. If the impregnation rate is less than 95%, the mechanical properties of the obtained fiber-reinforced resin molded product may be deteriorated and the quality variation may be large.
- the fiber-reinforced resin molded product of the present invention preferably has a bending strength of 280 MPa or more, more preferably 300 MPa or more, as measured by the method described in JIS K7074 (three-point bending test). When the bending strength is 280 MPa or more, the strength of the fiber-reinforced resin molded body becomes sufficient.
- the flexural modulus measured by the same method is preferably 18 GPa or more, more preferably 20 GPa or more, and further preferably 22 GPa or more. When the flexural modulus is 18 GPa or more, the rigidity of the fiber-reinforced resin molded body is sufficient.
- the fiber-reinforced resin molded body of the present invention has excellent dielectric properties.
- the relative permittivity at 10 GHz measured by the method described in IEC 62810 (cavity resonator perturbation method) is 3.0 or less, and / Or, the dielectric loss tangent measured by the same method is 0.020 or less.
- the relative permittivity is more preferably 2.9 or less, still more preferably 2.8 or less.
- the dielectric loss tangent is more preferably 0.019 or less, still more preferably 0.018 or less. It is desirable to satisfy both or either of these, and it is more desirable to satisfy both. Within this range, application to low-dielectric materials suitable for high-frequency applications becomes easy.
- the relative permittivity is the ratio between the characteristic (dielectric constant) indicating the degree of electron bias (polarization) when a voltage is applied to an insulator and the dielectric constant of a vacuum.
- the lower the relative permittivity the smaller the amount of electrostatic energy stored in the insulating pair, and the better the insulating property.
- the dielectric loss tangent is a characteristic showing the degree of dielectric loss in which a part of electric energy is lost as heat energy due to the influence of polarization when an AC voltage is applied to an insulator.
- the material having a higher dielectric loss tangent has a larger dielectric loss.
- an increase in the temperature of the molded product due to the dielectric loss may cause a decrease in insulating property, a malfunction of the built-in electronic circuit, or the like.
- the fiber-reinforced resin molded product of the present invention it is preferable to use organic filaments and thermoplastic resins having a small intramolecular polarity or a bulky molecular structure, and more preferably, the intramolecular polarity is small. And, the one having a bulky molecular structure is used.
- organic filaments include aramid fibers, polyparaphenylene benzobisoxazole fibers, liquid crystal polyester fibers
- the thermoplastic resin include polycarbonate resins, polybutylene terephthalate resins, and polyphenylene sulfide resins. Examples include liquid crystal polyester resin.
- the method for producing the fiber-reinforced resin molded product of the present invention is not particularly limited as long as it is a method capable of integrating the organic long fiber cloth (A) and the thermoplastic resin (B).
- FIG. 1 shows, as an example of the molding method of the fiber-reinforced resin molded product of the present invention, four organic long fiber cloths (10), five thermoplastic resin films (20), and alternately laminated ones are heated and added. It is a figure which shows the method of cooling and pressurizing after pressing.
- FIG. 1 shows a method of alternately laminating organic long fiber cloth (A) and thermoplastic resin (B), but in the present invention, the method of laminating organic long fiber cloth and thermoplastic resin film is particularly limited. It is not particularly limited as long as it is a method capable of sufficiently impregnating the organic long fiber cloth (A) with the thermoplastic resin (B).
- Fiber volume content of fiber-reinforced resin molded body The weight (W) of organic long fibers in the reinforced fiber resin molded body is calculated from the size of the molded product and the number of layers, and the fiber volume content is calculated by the following formula. Find V f ).
- W f W / W F ⁇ 100
- V f W f ⁇ ⁇ c / ⁇ f
- W f Fiber mass content (%)
- W Weight of organic long fibers in fiber reinforced resin molded body
- W F weight of the fiber-reinforced resin molded article
- V f Fiber volume content (%)
- ⁇ c Density of fiber reinforced resin molded body (g / cm 3 )
- ⁇ f Density of organic filaments (g / cm 3 )
- Thickness of fiber reinforced resin molded body Three arbitrary points of the fiber-reinforced resin molded product were measured using a caliper, and the average value was taken as the thickness (T). The value was measured to the second decimal place.
- Fabric thickness, basis weight, woven fabric density, tensile strength JIS L1096: 2020 According to the method described in "Fabric test method for woven fabrics and knitted fabrics".
- the thickness of the fabric was according to the 8.4 A method
- the basis weight was according to the 8.3.2 A method
- the woven fabric density was according to the 8.6.1 A method
- the tensile strength was according to the 8.14.1 A method.
- Table 1 shows the details of the organic long fiber fabrics (A-1) to (A-3) used in the examples.
- Table 2 shows the details of the thermoplastic resins (B-1) to (B-2) used in the examples.
- the melting point temperature and the glass transition temperature are values measured by the differential scanning calorimetry method.
- Example 1 Four pieces of the organic long fiber cloth (A-1) shown in Table 1 and five pieces of the thermoplastic resin (B-1) film shown in Table 2 were alternately laminated, and a manual heat pressing device (Toyo Seiki) was used.
- the thermoplastic resin (B-1) film is sufficiently plasticized by heating it under the condition of 300 ° C. ⁇ 0 MPa (gauge pressure) for 5 minutes in a “mini test press” manufactured by the company, and then molded into a fiber-reinforced resin.
- the organic long fiber cloth (A-1) was impregnated with the thermoplastic resin (B-1) by applying a pressure of 5 MPa (gauge pressure) for 1 minute while controlling the thickness of the body and the fiber volume content. After pressurizing for 1 minute, it was cooled and solidified by a cooling press at 20 ° C. to obtain a fiber-reinforced resin molded product.
- Example 2 Five organic long fiber cloths (A-1) shown in Table 1 and six thermoplastic resin (B-1) films shown in Table 2 were alternately laminated, and a manual heat pressing device (Toyo Seiki Co., Ltd.) was used.
- the thermoplastic resin (B-1) film is sufficiently plasticized by heating it under the condition of 300 ° C. ⁇ 0 MPa (gauge pressure) for 5 minutes in the “Mini Test Press” manufactured by Mf. Co., Ltd., and then the fiber-reinforced resin molded body.
- the organic long fiber cloth (A-1) was impregnated with the thermoplastic resin (B-1) by applying a pressure of 10 MPa (gauge pressure) for 1 minute while controlling the thickness and the fiber volume content. After pressurizing for 1 minute, it was cooled and solidified by a cooling press at 20 ° C. to obtain a fiber-reinforced resin molded product.
- Example 3 Five organic long fiber cloths (A-1) shown in Table 1 and six thermoplastic resin (B-1) films shown in Table 2 were alternately laminated, and a manual heat pressing device (Toyo Seiki Co., Ltd.) was used.
- the thermoplastic resin (B-1) film is sufficiently plasticized by heating it under the condition of 300 ° C. ⁇ 0 MPa (gauge pressure) for 5 minutes in the “Mini Test Press” manufactured by Mf. Co., Ltd., and then the fiber-reinforced resin molded body.
- the organic long fiber cloth (A-1) was impregnated with the thermoplastic resin (B-1) by applying a pressure of 5 MPa (gauge pressure) for 1 minute while controlling the thickness and the fiber volume content. After pressurizing for 1 minute, it was cooled and solidified by a cooling press at 20 ° C. to obtain a fiber-reinforced resin molded product.
- thermoplastic resin (B-1) film is sufficiently plasticized by heating it under the condition of 300 ° C. ⁇ 0 MPa (gauge pressure) for 5 minutes in the “Mini Test Press” manufactured by Mf. Co., Ltd., and then the fiber-reinforced resin molded body.
- the organic long fiber cloth (A-2) was impregnated with the thermoplastic resin (B-1) by applying a pressure of 10 MPa (gauge pressure) for 1 minute while controlling the thickness and the fiber volume content. After pressurizing for 1 minute, it was cooled and solidified by a cooling press at 20 ° C. to obtain a fiber-reinforced resin molded product.
- Example 5 Five organic long fiber cloths (A-2) shown in Table 1 and six thermoplastic resin (B-1) films shown in Table 2 were alternately laminated, and a manual heat pressing device (Toyo Seiki Co., Ltd.) was used.
- the thermoplastic resin (B-1) film is sufficiently plasticized by heating it under the condition of 300 ° C. ⁇ 0 MPa (gauge pressure) for 5 minutes in the “Mini Test Press” manufactured by Mf. Co., Ltd., and then the fiber-reinforced resin molded body.
- the organic long fiber cloth (A-2) was impregnated with the thermoplastic resin (B-1) by applying a pressure of 5 MPa (gauge pressure) for 1 minute while controlling the thickness and the fiber volume content. After pressurizing for 1 minute, it was cooled and solidified by a cooling press at 20 ° C. to obtain a fiber-reinforced resin molded product.
- Example 6 A fiber-reinforced resin molded product was obtained by molding under the same conditions as in Example 5 except that the organic long fiber cloth (A-3) shown in Table 1 was used.
- Example 7 Four pieces of the organic long fiber cloth (A-1) shown in Table 1 and five pieces of the thermoplastic resin (B-2) film shown in Table 2 are alternately laminated, and a manual heat pressing device (Toyo Seiki Co., Ltd.)
- the thermoplastic resin (B-2) film is sufficiently plasticized by heating it under the condition of 250 ° C. ⁇ 0 MPa (gauge pressure) for 5 minutes in the “Mini Test Press” manufactured by Mf. Co., Ltd., and then the fiber-reinforced resin molded body.
- the organic long fiber cloth (A-1) was impregnated with the thermoplastic resin (B-2) by applying a pressure of 5 MPa (gauge pressure) for 1 minute while controlling the thickness and the fiber volume content. After pressurizing for 1 minute, it was cooled and solidified by a cooling press at 20 ° C. to obtain a fiber-reinforced resin molded product.
- thermoplastic resin (B-1) film is sufficiently plasticized by heating it under the condition of 300 ° C. ⁇ 0 MPa (gauge pressure) for 5 minutes in a “mini test press” manufactured by the company, and then molded into a fiber-reinforced resin.
- the organic long fiber cloth (A-1) was impregnated with the thermoplastic resin (B-1) by applying a pressure of 2 MPa (gauge pressure) for 1 minute while controlling the thickness of the body and the fiber volume content. After pressurizing for 1 minute, it was cooled and solidified by a cooling press at 20 ° C. to obtain a fiber-reinforced resin molded product.
- thermoplastic resin (B-1) film is sufficiently plasticized by heating it under the condition of 300 ° C. ⁇ 0 MPa (gauge pressure) for 5 minutes in a “mini test press” manufactured by the company, and then molded into a fiber-reinforced resin.
- the organic long fiber cloth (A-1) was impregnated with the thermoplastic resin (B-1) by applying a pressure of 2 MPa (gauge pressure) for 1 minute while controlling the thickness of the body and the fiber volume content. After pressurizing for 1 minute, it was cooled and solidified by a cooling press at 20 ° C. to obtain a fiber-reinforced resin molded product.
- thermoplastic resin (B-1) film is sufficiently plasticized by heating it under the condition of 300 ° C. ⁇ 0 MPa (gauge pressure) for 5 minutes in a “mini test press” manufactured by the company, and then molded into a fiber-reinforced resin.
- the organic long fiber cloth (A-1) was impregnated with the thermoplastic resin (B-1) by applying a pressure of 3 MPa (gauge pressure) for 1 minute while controlling the thickness of the body and the fiber volume content. After pressurizing for 1 minute, it was cooled and solidified by a cooling press at 20 ° C. to obtain a fiber-reinforced resin molded product.
- Table 3 shows the evaluation results of Examples and Comparative Examples.
- the fiber-reinforced resin molded product having a T / N value of more than 0.100 has insufficient bending strength, bending elastic modulus, or both (Comparative Examples 2 to 4). ).
- the fiber-reinforced resin molded product of the present invention exhibits superior bending strength to the fiber-reinforced resin molded product (Comparative Example 1) using a thermosetting resin as a matrix resin, and in particular, Examples 1, 2 and Examples.
- Example 4 it can be seen that the bending elasticity is also excellent. Further, it can be seen that the appearance is also excellent in Examples 4 to 7.
- the fiber-reinforced resin molded product using the thermoplastic resin as the matrix resin has better dielectric properties than the fiber-reinforced resin molded product using the thermosetting resin as the matrix resin (Comparative Example 1). It was found that the present invention was useful.
- the fiber-reinforced resin molded body of the present invention has superior strength and rigidity as well as low dielectric property as compared with the fiber-reinforced resin molded body using a thermosetting resin as a matrix resin, and therefore has vehicle parts, structural materials, and home appliances.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
Abstract
[課題]熱可塑性樹脂をマトリクス樹脂に用いた繊維強化樹脂成形体であっても、熱 硬化性樹脂をマトリクス樹脂に用いた繊維強化樹脂成形体と同等以上の強度・剛性を 有し、誘電特性、製品品質にも優れた繊維強化樹脂成形体を提供する。 [解決手段]有機長繊維布帛(A)と熱可塑性樹脂(B)とからなる繊維強化樹脂成 形体であって、繊維強化樹脂成形体の厚みをT(mm)、繊維強化樹脂成形体を構成 する有機繊維布帛(A)の積層枚数をN(枚)としたときの、T/Nの値が0.10 0以下であることを特徴とする、繊維強化樹脂成形体。
Description
本発明は、有機長繊維布帛(A)と熱可塑性樹脂(B)からなる繊維強化樹脂成形体に関する。
強化繊維からなる布帛とマトリクス樹脂とからなる繊維強化樹脂成形体は、軽量で優れた機械特性を有することから、航空機材、車両部材、電気電子部品、家電製品の各種ハウジング等幅広い分野に使用され、軽量かつ高剛性、高強度、耐摩耗性等が要求される分野において有効に用いられている。
繊維強化樹脂成形体に用いる強化繊維としては、有機繊維や無機繊維等の様々な強化繊維が知られており、一般的には、無機繊維ではガラス繊維や炭素繊維等が、有機繊維ではアラミド繊維や液晶ポリエステル繊維等が挙げられる。その中でも、アラミド繊維や液晶ポリエステル繊維に代表される高強力有機繊維は、強度・靭性に優れ、絶縁性に代表される電気特性にも優れることから強化繊維としての利用が広がってきている。
繊維強化樹脂成形体に用いる強化繊維としては、有機繊維や無機繊維等の様々な強化繊維が知られており、一般的には、無機繊維ではガラス繊維や炭素繊維等が、有機繊維ではアラミド繊維や液晶ポリエステル繊維等が挙げられる。その中でも、アラミド繊維や液晶ポリエステル繊維に代表される高強力有機繊維は、強度・靭性に優れ、絶縁性に代表される電気特性にも優れることから強化繊維としての利用が広がってきている。
繊維強化樹脂成形体に用いるマトリクス樹脂は、大きく分けて熱硬化性樹脂と熱可塑性樹脂に分類することができる。熱硬化性樹脂をマトリクス樹脂として用いる繊維強化樹脂成形体は、強度や剛性、繊維への含浸性に優れるといった利点がある一方で、成形サイクルタイムが長い、リサイクル性に劣る、中間基材の品質管理が難しいといった欠点を持つ。熱可塑性樹脂をマトリクス樹脂として用いる繊維強化樹脂成形体は、成形サイクルタイムが短く、リサイクル性にも優れ、生産コストが安いといった利点がある一方、強度や剛性が低い、繊維への含浸が難しいといった欠点を持つ。
上記の熱可塑性樹脂をマトリクス樹脂として用いた繊維強化樹脂成形体においては、繊維強化樹脂成形体を構成する強化繊維の配向乱れを抑えることによって、機械強度の高い繊維強化樹脂成形体を得るための製造方法が検討されている(特許文献1)。
また、特定水分率に保持したアラミド繊維に樹脂エマルジョン溶液をコーティングすることで熱可塑性樹脂との接着強度を高め、補強効果を高める方法について検討がなされている(特許文献2)。
他にも、せん断強度を改善するべく、アラミド繊維からなる布帛に接着助剤としてマトリクス樹脂と同じオリゴマーを配合した熱可塑性複合ラミネート体が検討されている(特許文献3)。
また、特定水分率に保持したアラミド繊維に樹脂エマルジョン溶液をコーティングすることで熱可塑性樹脂との接着強度を高め、補強効果を高める方法について検討がなされている(特許文献2)。
他にも、せん断強度を改善するべく、アラミド繊維からなる布帛に接着助剤としてマトリクス樹脂と同じオリゴマーを配合した熱可塑性複合ラミネート体が検討されている(特許文献3)。
また、昨今コンピュータ、モバイル、通信インフラ等の高速・高周波化が進み、それに伴って、要求される材料として高強度・高剛性に加えて、伝送損失に優れた低誘電材料や超薄膜材料が求められている。その中でも低誘電率、誘電損失等の特性から石英ガラス繊維含有プリプレグを用いたフィルムまたは基板が注目されている(特許文献4)。
本発明は、上記事情を鑑みてなされたものであり、熱可塑性樹脂をマトリクス樹脂に用いた繊維強化樹脂成形体であっても、熱硬化性樹脂をマトリクス樹脂に用いた繊維強化樹脂成形体と同等以上の強度・剛性を有し、誘電特性、製品品質にも優れた繊維強化樹脂成形体を提供することを目的とする。
本発明者等は上記目的を達成すべく誠意検討した結果、繊維強化樹脂成形体の厚みをT(mm)、繊維強化樹脂成形体を構成する有機長繊維布帛の積層枚数をN(枚)としたときの、T/Nの値を特定の範囲に制御し、さらに望ましくは繊維・樹脂を選択することで、強度・剛性に優れ、誘電特性、製品品質にも優れた繊維強化樹脂成形体を提供できることを見出し、本発明に至った。
すなわち、本発明は以下の通りである。
(1)有機長繊維布帛(A)と熱可塑性樹脂(B)とからなる繊維強化樹脂成形体であって、繊維強化樹脂成形体の厚みをT(mm)、繊維強化樹脂成形体を構成する有機長繊維布帛(A)の積層枚数をN(枚)としたときの、T/Nの値が0.100以下であることを特徴とする繊維強化樹脂成形体。
(2)前記繊維強化樹脂成形体のIEC 62810に記載の方法により測定される10GHzにおける比誘電率が3.0以下、及び/又は、同法により測定される誘電正接が0.020以下であることを特徴とする上記(1)に記載の繊維強化樹脂成形体。
(3)前記熱可塑性樹脂(B)のJIS K7171に記載の方法により測定される曲げ強度が90MPa以上、かつ、同法により測定される曲げ弾性率が2.0GPa以上であることを特徴とする上記(1)又は(2)に記載の繊維強化樹脂成形体。
(4)前記熱可塑性樹脂(B)のIEC 62810に記載の方法により測定される10GHzにおける誘電正接が0.020以下であることを特徴とする上記(1)~(3)いずれかに記載の繊維強化樹脂成形体。
(5)有機長繊維のJIS L1013に記載の方法により測定される引張強度が10cN/dtex以上、かつ、同法により測定される引張弾性率が400cN/dtex以上であることを特徴とする上記(1)~(4)いずれかに記載の繊維強化樹脂成形体。
(6)前記有機長繊維布帛(A)の下記式(I)で求められるカバーファクター(CF)が、900以上であることを特徴とする上記(1)~(5)いずれかに記載の繊維強化樹脂成形体。
CF = √Dp × Np + √Df × Nf ・・・(I)
但し、Dp:経糸繊度 (dtex)
Np:経糸密度 (本/25.4mm)
Df:緯糸繊度 (dtex)
Nf:緯糸密度 (本/25.4mm)
(7)前記有機長繊維布帛(A)が織物であり、JIS L1096に記載の方法により測定される経糸及び緯糸の織物密度が15~50本/25.4mmであることを特徴とする上記(1)~(6)いずれかに記載の繊維強化樹脂成形体。
(8)有機長繊維が、アラミド繊維、ポリフェニレンサルファイド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、高強力ポリエチレン繊維、液晶ポリエステル繊維、ポリアリレート繊維のうちいずれか、もしくは2種以上の組み合わせであることを特徴とする上記(1)~(7)いずれかに記載の繊維強化樹脂成形体。
(9)有機長繊維のIEC 62810に記載の方法により測定される10GHzにおける比誘電率が4.0以下であることを特徴とする上記(1)~(8)に記載の繊維強化樹脂成形体。
(1)有機長繊維布帛(A)と熱可塑性樹脂(B)とからなる繊維強化樹脂成形体であって、繊維強化樹脂成形体の厚みをT(mm)、繊維強化樹脂成形体を構成する有機長繊維布帛(A)の積層枚数をN(枚)としたときの、T/Nの値が0.100以下であることを特徴とする繊維強化樹脂成形体。
(2)前記繊維強化樹脂成形体のIEC 62810に記載の方法により測定される10GHzにおける比誘電率が3.0以下、及び/又は、同法により測定される誘電正接が0.020以下であることを特徴とする上記(1)に記載の繊維強化樹脂成形体。
(3)前記熱可塑性樹脂(B)のJIS K7171に記載の方法により測定される曲げ強度が90MPa以上、かつ、同法により測定される曲げ弾性率が2.0GPa以上であることを特徴とする上記(1)又は(2)に記載の繊維強化樹脂成形体。
(4)前記熱可塑性樹脂(B)のIEC 62810に記載の方法により測定される10GHzにおける誘電正接が0.020以下であることを特徴とする上記(1)~(3)いずれかに記載の繊維強化樹脂成形体。
(5)有機長繊維のJIS L1013に記載の方法により測定される引張強度が10cN/dtex以上、かつ、同法により測定される引張弾性率が400cN/dtex以上であることを特徴とする上記(1)~(4)いずれかに記載の繊維強化樹脂成形体。
(6)前記有機長繊維布帛(A)の下記式(I)で求められるカバーファクター(CF)が、900以上であることを特徴とする上記(1)~(5)いずれかに記載の繊維強化樹脂成形体。
CF = √Dp × Np + √Df × Nf ・・・(I)
但し、Dp:経糸繊度 (dtex)
Np:経糸密度 (本/25.4mm)
Df:緯糸繊度 (dtex)
Nf:緯糸密度 (本/25.4mm)
(7)前記有機長繊維布帛(A)が織物であり、JIS L1096に記載の方法により測定される経糸及び緯糸の織物密度が15~50本/25.4mmであることを特徴とする上記(1)~(6)いずれかに記載の繊維強化樹脂成形体。
(8)有機長繊維が、アラミド繊維、ポリフェニレンサルファイド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、高強力ポリエチレン繊維、液晶ポリエステル繊維、ポリアリレート繊維のうちいずれか、もしくは2種以上の組み合わせであることを特徴とする上記(1)~(7)いずれかに記載の繊維強化樹脂成形体。
(9)有機長繊維のIEC 62810に記載の方法により測定される10GHzにおける比誘電率が4.0以下であることを特徴とする上記(1)~(8)に記載の繊維強化樹脂成形体。
本発明によれば、熱硬化性樹脂をマトリクス樹脂に用いた繊維強化樹脂成形体と同等以上の剛性・強度を得ることができ、誘電特性、外観等の製品品質にも優れた繊維強化樹脂成形体を得ることができる。
以下、本発明の実施形態について詳細に説明する。
本発明の繊維強化樹脂成形体は、有機長繊維布帛(A)と熱可塑性樹脂(B)とからなる繊維強化樹脂成形体である。該繊維強化樹脂成形体は、繊維強化樹脂成形体の厚みをT(mm)、繊維強化樹脂成形体を構成する有機長繊維布帛(A)の積層枚数をN(枚)としたとき、T/Nの値が0.100以下であることを特徴とする。
本発明の繊維強化樹脂成形体は、有機長繊維布帛(A)と熱可塑性樹脂(B)とからなる繊維強化樹脂成形体である。該繊維強化樹脂成形体は、繊維強化樹脂成形体の厚みをT(mm)、繊維強化樹脂成形体を構成する有機長繊維布帛(A)の積層枚数をN(枚)としたとき、T/Nの値が0.100以下であることを特徴とする。
<有機長繊維布帛(A)>
本発明で用いる有機長繊維布帛(A)を構成する有機長繊維としては、例えば、アラミド(全芳香族ポリアミド)繊維、ポリフェニレンサルファイド繊維、ポリイミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、ポリパラフェニレンベンゾビスチアゾール繊維、ポリエーテルエーテルケトン繊維、ポリテトラフルオロエチレン繊維、高強力ポリエチレン繊維、液晶ポリエステル繊維、ポリアリレート繊維等から選択されるものを挙げることができる。これらの有機長繊維は、1種単独でも良いし、2種以上の組み合わせでも良い。
本発明で用いる有機長繊維布帛(A)を構成する有機長繊維としては、例えば、アラミド(全芳香族ポリアミド)繊維、ポリフェニレンサルファイド繊維、ポリイミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、ポリパラフェニレンベンゾビスチアゾール繊維、ポリエーテルエーテルケトン繊維、ポリテトラフルオロエチレン繊維、高強力ポリエチレン繊維、液晶ポリエステル繊維、ポリアリレート繊維等から選択されるものを挙げることができる。これらの有機長繊維は、1種単独でも良いし、2種以上の組み合わせでも良い。
その中でも、JIS L1013:2010「化学繊維フィラメント糸試験方法」に記載の方法により測定される引張強度が10cN/dtex以上かつ引張弾性率が400cN/dtexとなる高強度有機長繊維が好ましく、引張強度が15cN/dtex以上、かつ引張弾性率が600cN/dtex以上であることがより好ましい。具体的には、アラミド(全芳香族ポリアミド)繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、高強力ポリエチレン繊維、液晶ポリエステル繊維、ポリアリレート繊維を用いることが好ましい。引張強度が10cN/dtex以上、かつ引張弾性率が400cN/dtex以上の有機長繊維を用いることで、繊維強化樹脂成形体の強度及び剛性が十分なものとなる。また、これらの有機長繊維は、非導電性繊維であり電波透過性を損なわず、誘電特性にも優れる観点でも好ましい。中でも、分子内極性が小さいものや、嵩高い分子構造を有するものは、特に誘電特性にも優れる。
上記のアラミド繊維は、繊維を形成するポリマーの繰り返し単位中に、通常置換されていても良い二価の芳香族基を少なくとも一個有する繊維であって、アミド結合を少なくとも一個有する繊維であれば特に限定はなく、全芳香族ポリアミド繊維、又はアラミド繊維と称されるものであって良い。「置換されていても良い二価の芳香族基」とは、同一又は異なる1以上の置換基を有していても良い二価の芳香族基を意味する。
アラミド繊維としては、パラ系アラミド繊維、メタ系アラミド繊維等を挙げることができるが、引張強さに優れているパラ系アラミド繊維が好ましい。このようなアラミド繊維は市販品として入手でき、その具体例としては、パラ系アラミド繊維として、例えば、ポリパラフェニレンテレフタルアミド繊維(米国デュポン社、東レ・デュポン(株)製、商品名「Kevlar」(登録商標))、コポリパラフェニレン-3,4´-オキシジフェニレンテレフタルアミド繊維(帝人(株)製、商品名「テクノーラ」(登録商標))等を挙げることができる。これらのパラ系アラミド繊維の中でも、ポリパラフェニレンテレフタルアミド繊維が引張強さに優れるため、特に好ましい。
アラミド繊維としては、パラ系アラミド繊維、メタ系アラミド繊維等を挙げることができるが、引張強さに優れているパラ系アラミド繊維が好ましい。このようなアラミド繊維は市販品として入手でき、その具体例としては、パラ系アラミド繊維として、例えば、ポリパラフェニレンテレフタルアミド繊維(米国デュポン社、東レ・デュポン(株)製、商品名「Kevlar」(登録商標))、コポリパラフェニレン-3,4´-オキシジフェニレンテレフタルアミド繊維(帝人(株)製、商品名「テクノーラ」(登録商標))等を挙げることができる。これらのパラ系アラミド繊維の中でも、ポリパラフェニレンテレフタルアミド繊維が引張強さに優れるため、特に好ましい。
上記の液晶ポリエステル繊維を構成する液晶ポリエステルとは、溶融時に異方性溶融相(液晶性)を形成し得るポリエステルである。この特性は、例えば、試料をホットステージにのせ、窒素雰囲気下で昇温加熱し、試料の透過光を偏光下で観察することにより確認できる。
液晶ポリエステルとしては、例えば、従来公知の方法で製造される、(i)芳香族オキシカルボン酸の重合物、(ii)芳香族ジカルボン酸と芳香族ジオール及び脂肪族ジオールから選択されたジオールとの重合物、及び、(iii)前記の(i)と前記の(ii)の共重合物等が挙げられる。前記の(共)重合物の中でも、芳香族化合物のみで構成されたものが好ましい。芳香族化合物のみで構成された(共)重合物は、繊維にした際に優れた強度及び弾性率を発現する。
上記の芳香族オキシカルボン酸としては、例えば、ヒドロキシ安息香酸、ヒドロキシナフトエ酸等、またはこれらのアルキル、アルコキシ、ハロゲン置換体等が挙げられ、芳香族ジカルボン酸としては、例えば、テレフタル酸、イソフタル酸、ジフェニルジカルボン酸、ナフタレンジカルボン酸、ジフェニルエーテルジカルボン酸、ジフェノキシエタンジカルボン酸、ジフェニルエタンジカルボン酸等、または、これらのアルキル、アルコキシ、ハロゲン置換体等が挙げられる。芳香族ジオールとしては、例えば、ヒドロキノン、レゾルシン、ジヒドロキシビフェニル、ナフタレンジオール等、または、これらのアルキル、アルコキシ、ハロゲン置換体等が挙げられる。脂肪族ジオールとしては、例えば、エチレングリコール、プロピレングリコール、ブタンジオール、ネオペンチルグリコール等が挙げられる。
液晶ポリエステル繊維の市販品としては、KBセーレン(株)製「ゼクシオン(登録商標)」、(株)クラレ製「ベクトラン(登録商標)」、住友化学(株)製「スミカスーパー(登録商標)LCP」等が例示できる。これらの液晶ポリエステル繊維は、単独で又は2種以上組み合わせて使用できる。
有機長繊維の総繊度は特に限定されないが、通常、50~10,000dtex、好ましくは100~5,000dtex、より好ましくは200~2,500dtexのものが用いられる。布帛に対する熱可塑性樹脂の含浸が容易で、それにより布帛の布目曲りが防止される点より、比較的薄い布帛が望ましく、そのためには総繊度の小さい有機長繊維束を用いることが望ましい。有機長繊維の総繊度は、さらに好ましくは200~500dtexである。また、本発明による効果を阻害しない範囲で、有機長繊維にタスラン加工やインターレース加工等を施したエアー交絡糸;加撚-熱固定-解撚糸(捲縮糸);仮撚加工糸;押込加工糸等の長繊維束も用いることができる。
有機長繊維の水分率は特に限定されないが、通常、繊維全体の絶乾質量を100とした際の15質量%未満、好ましくは10質量%未満、より好ましくは7質量%未満のものが用いられる。複合材料とするための繊維表面の部分に水分が蓄積されると、伝送損失が変化し、誘電特性が低下する恐れがある。従って高周波帯での伝送損失を低減するため、吸水率の低い有機長繊維を用いることが望ましい。有機長繊維の水分率は、さらに好ましくは5質量%未満である。
水分率(質量%)の測定値は次の方法に従った。試料約5gの質量を測定し、105℃×4時間処理を行い、24℃、55%RHで5分間放置した後、再度質量を測定する。ここで使う水分率は、{([乾燥前質量-乾燥後質量]/[乾燥後質量])×100}で得られるドライベース水分率である。
有機長繊維は、IEC 62810に記載の方法(空洞共振器摂動法)で測定される10GHzにおける比誘電率が4.0以下であることが好ましい。より好ましくは3.8以下、さらに好ましくは3.6以下である。有機長繊維の比誘電率が4.0以下であれば、誘電特性に優れた繊維強化樹脂成形体を得ることができる。
本発明において、使用する有機長繊維布帛(A)は、特別な前処理を施さなくても、強度・剛性、誘電特性に優れた繊維強化樹脂成形体が得られることが特徴である。
有機長繊維布帛(A)を構成する有機長繊維と熱可塑性樹脂(B)との接着性向上、ひいては得られる繊維強化樹脂成形体の特性向上のための前処理は、必要に応じて施しても良い。前処理は、有機長繊維や布帛の全体に対して行っても良いし、一部、好ましくは接着面に対してのみ行っても良い。
有機長繊維布帛(A)を構成する有機長繊維と熱可塑性樹脂(B)との接着性向上、ひいては得られる繊維強化樹脂成形体の特性向上のための前処理は、必要に応じて施しても良い。前処理は、有機長繊維や布帛の全体に対して行っても良いし、一部、好ましくは接着面に対してのみ行っても良い。
上記の前処理としては、反応性有機化合物を油剤と共に有機長繊維に塗布する方法(例えば、特許第5676337号公報)、有機長繊維や布帛を予め加熱する処理、コロナ放電処理、電子照射処理、紫外線照射処理、フレームプラズマ処理、大気圧プラズマ処理または低圧プラズマ処理等が好適な処理として挙げられる。前処理は、公知の手段を使用して良く、例えばコロナ放電装置による処理、温風加熱、ヒーターによる加熱等が挙げられる。これらの手段は、単独で用いても、2以上の手段を組み合わせて用いても良い。このような処理により、有機長繊維や布帛の接着面に一定以上の活性化点を生成し、熱可塑性樹脂との強固な接着を形成することが可能になる。
有機長繊維布帛(A)としては、長繊維を公知の方法で加工したものを用いることができ、織物、編物等を好ましく用いることができる。1枚の布帛の厚さは、特に限定されないが、繊維強化樹脂成形体の軽量化、低コスト化及び性能向上を図る観点からは、0.03~0.30mmが好ましく、0.05~0.20mmがより好ましく、0.06~0.15mmがさらに好ましい。厚みを薄くすることで布帛のクリンプを小さくすることが出来、繊維強化樹脂成形体の強度・剛性が発現しやすくなる。有機長繊維布帛(A)の厚さは、JIS L1096:2020に記載の方法により測定できる。
織物としては、例えば、有機長繊維を一方向に配列させたトウシートや、有機長繊維を一方向又は二方向に配列させた一方向性織物や二方向性織物、三方向に配列させた三軸織物等が挙げられる。織組織としては、平織、綾織、朱子織等が挙げられる。
編物としては、例えば、丸編機等のよこ編機、トリコット編機、ラッセル編機、ミラニーズ編機等のたて編機で製編したものが挙げられる。
編物としては、例えば、丸編機等のよこ編機、トリコット編機、ラッセル編機、ミラニーズ編機等のたて編機で製編したものが挙げられる。
また有機長繊維布帛(A)は、下記式(I)で示されるカバーファクター(CF)が、900~1,800であることが好ましく、950~1,500であることがより好ましい。カバーファクター(CF)が900以上であると、熱可塑性樹脂(B)を可塑化、含浸した際に織物組織が溶融樹脂に乱され、製品状態が悪化する恐れがない。カバーファクター(CF)が1,800を超えると、有機長繊維布帛(A)への熱可塑性樹脂(B)の含浸が難しくなり、製品厚みも大きくなる恐れがある。
CF = √Dp × Np + √Df × Nf ・・・(I)
但し、Dp:経糸繊度(dtex)
Np:経糸密度(本/25.4mm)
Df:緯糸繊度(dtex)
Nf:緯糸密度(本/25.4mm)
CF = √Dp × Np + √Df × Nf ・・・(I)
但し、Dp:経糸繊度(dtex)
Np:経糸密度(本/25.4mm)
Df:緯糸繊度(dtex)
Nf:緯糸密度(本/25.4mm)
有機長繊維布帛(A)の目付(単位面積当りの重量)は、得られる繊維強化樹脂成形体の厚みを抑えつつ、十分な強度と剛性を付与する観点より、20~200g/m2が好ましく、より好ましくは50~100g/m2の範囲である。また、JIS L1096に記載の方法により測定される布帛の引張強さは、得られる繊維強化樹脂成形体に十分な強度と剛性を付与する観点より、100~500kgf/25.4mmが好ましく、より好ましくは110~300kgf/25.4mmである。有機長繊維布帛(A)の目付は、JIS L1096:2020に記載の方法により測定できる。
また、JIS L1096:2020に記載の方法により測定される織物密度(経糸及び緯糸密度)は、15~50本/25.4mmが好ましく、25~40本/25.4mmがより好ましい。織物密度が15本/25.4mm未満の場合、熱可塑性樹脂(B)を可塑化、含浸させた際に織物組織が溶融樹脂に乱され、製品状態が悪化する恐れがある。また織物密度が50本/25.4mmを超える場合、熱可塑性樹脂(B)を可塑化、含浸させることが難しくなり、未含浸領域が発生し、繊維強化樹脂成形体の機械強度が低下する恐れがある。
<熱可塑性樹脂(B)>
本発明で用いる熱可塑性樹脂(B)は、目的に応じて適宜選択することができ、具体的にはポリプロピレン樹脂、ポリエチレン樹脂、ABS樹脂、ポリカーボネート樹脂、ポリアセタール樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリフェニレンサルファイド樹脂、ポリアミド樹脂、変性ポリフェニレンエーテル樹脂、液晶ポリエステル樹脂、ポリイミド樹脂、シンジオタックチックポリスチレン樹脂、ポリシクロヘキサンジメチレンテレフタレート樹脂等が挙げられる。これらは単独のポリマーだけでなく2種類以上をコンパウンド等でアロイ化した樹脂として使用することも可能である。
本発明で用いる熱可塑性樹脂(B)は、目的に応じて適宜選択することができ、具体的にはポリプロピレン樹脂、ポリエチレン樹脂、ABS樹脂、ポリカーボネート樹脂、ポリアセタール樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリフェニレンサルファイド樹脂、ポリアミド樹脂、変性ポリフェニレンエーテル樹脂、液晶ポリエステル樹脂、ポリイミド樹脂、シンジオタックチックポリスチレン樹脂、ポリシクロヘキサンジメチレンテレフタレート樹脂等が挙げられる。これらは単独のポリマーだけでなく2種類以上をコンパウンド等でアロイ化した樹脂として使用することも可能である。
上記樹脂のなかでも、材料強度・剛性が優れているものが好ましく、例えば、ポリカーボネート樹脂、ポリアセタール樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリフェニレンサルファイド樹脂、ポリアミド樹脂、変性ポリフェニレンエーテル樹脂、液晶ポリエステル樹脂、ポリイミド樹脂、シンジオタックチックポリスチレン樹脂、ポリシクロヘキサンジメチレンテレフタレート樹脂等が挙げられる。さらには、分子内極性が小さいものや、嵩高い分子構造を有するものは誘電特性にも優れる。
前記熱可塑性樹脂(B)には、本発明の効果を妨げない範囲で、必要に応じ添加剤を配合することができる。添加剤としては、例えば、熱安定剤、光安定剤、紫外線吸収剤、酸化防止剤、滑剤、核剤、可塑剤、着色防止剤、艶消し剤、抗菌剤、消臭剤、難燃剤、帯電防止剤、離型剤、充填剤(カーボンファイバー、ガラスファイバー、ガラスビーズ、中空ガラス、タルク等のフィラー)、顔料及び染料等が挙げられ、これらの添加剤等から選ばれる1種又は2種以上を配合することができる。これらの配合量は通常用いられる量で良い。
前記熱可塑性樹脂(B)は、IEC 62810に記載の方法(空洞共振器摂動法)で測定される10GHzにおける誘電正接が0.020以下であることが好ましく、0.015以下であることがより好ましく、0.010以下であることがさらに好ましい。誘電正接がこの範囲にあると、誘電特性に優れた繊維強化樹脂成形体を得ることができる。
前記熱可塑性樹脂(B)の吸水率は特に限定されないが、JIS K7209に記載の方法で測定される吸水率が0.3%以下であることが好ましく、0.2%以下であることがより好ましい。吸水により伝送損失が変化し、誘電特性が低下する恐れがあるため、また成形時に熱によって発泡してしまい外観不良となる恐れがあるため、吸水率は比較的小さいものが好ましい。
前記熱可塑性樹脂(B)は、JIS K7171に記載の方法で測定される曲げ強度が90MPa以上、かつ、曲げ弾性率が2.0GPa以上であることが好ましく、曲げ強度が95MPa以上、かつ、曲げ弾性率が2.2GPa以上であることがより好ましい。曲げ強度と曲げ弾性率がこの範囲にあると、強度・剛性に優れた繊維強化樹脂成形体を得ることができる。
<繊維強化樹脂成形体>
本発明の繊維強化樹脂成形体は、有機長繊維布帛(A)と熱可塑性樹脂(B)から構成され、繊維強化樹脂成形体全体に占める有機長繊維布帛(A)の体積含有率(繊維体積含有率)が30~80体積%であることが好ましく、30~70体積%であることがより好ましく、40~60体積%であることがさらに好ましい。繊維体積含有率が30体積%未満であると、得られる繊維強化樹脂成形体の強度・剛性が不十分なものとなり、80体積%を超えると、加工条件が厳しくなり、製品の品位(繊維の流出や外観等)が悪くなる恐れがある。
本発明の繊維強化樹脂成形体は、有機長繊維布帛(A)と熱可塑性樹脂(B)から構成され、繊維強化樹脂成形体全体に占める有機長繊維布帛(A)の体積含有率(繊維体積含有率)が30~80体積%であることが好ましく、30~70体積%であることがより好ましく、40~60体積%であることがさらに好ましい。繊維体積含有率が30体積%未満であると、得られる繊維強化樹脂成形体の強度・剛性が不十分なものとなり、80体積%を超えると、加工条件が厳しくなり、製品の品位(繊維の流出や外観等)が悪くなる恐れがある。
本発明の繊維強化樹脂成形体は、繊維強化樹脂成形体の厚みをT(mm)、繊維強化樹脂成形体を構成する有機長繊維布帛(A)の積層枚数をN(枚)としたときの、T/Nの値が0.100以下であることが重要であり、好ましくは0.090以下、より好ましくは0.080以下である。T/Nの値が0.100を超える場合、繊維強化樹脂成形体の強度、または剛性が不十分なものとなる。T/Nの値が0.100以下とし、構成中の布帛を高度に圧縮しクリンプによる影響を小さくすることで、得られる繊維強化樹脂成形体は優れた強度及び剛性を示す。
本発明の繊維強化樹脂成形体は、有機長繊維布帛(A)に熱可塑性樹脂(B)を含浸することで得ることができ、その含浸率は好ましくは95%以上、より好ましくは97%以上である。ここで使用する「含浸率」は、得られた繊維強化樹脂成形体を任意の箇所で切断し、露出した断面全体の面積における熱可塑性樹脂(B)の含浸領域の面積の割合として定義される。含浸率が95%を下回ると、得られる繊維強化樹脂成形体の機械特性の低下や品質ばらつきが大きくなる恐れがある。
本発明の繊維強化樹脂成形体は、JIS K7074に記載される方法(3点曲げ試験)により測定される曲げ強度が280MPa以上であることが好ましく、300MPa以上であることがより好ましい。曲げ強度が280MPa以上あることで繊維強化樹脂成形体の強度が十分なものとなる。
また、同法により測定される曲げ弾性率が18GPa以上であることが好ましく、20GPa以上であることがより好ましく、22GPa以上であることがさらに好ましい。曲げ弾性率が18GPa以上あることで繊維強化樹脂成形体の剛性が十分なものとなる。
また、同法により測定される曲げ弾性率が18GPa以上であることが好ましく、20GPa以上であることがより好ましく、22GPa以上であることがさらに好ましい。曲げ弾性率が18GPa以上あることで繊維強化樹脂成形体の剛性が十分なものとなる。
本発明の繊維強化樹脂成形体は誘電特性に優れており、具体的には、IEC 62810に記載の方法(空洞共振器摂動法)で測定される10GHzにおける比誘電率が3.0以下、及び/又は、同法により測定される誘電正接が0.020以下である。比誘電率は、より好ましくは2.9以下、さらに好ましくは2.8以下である。誘電正接は、より好ましくは0.019以下、さらに好ましくは0.018以下である。これらを両方又はいずれか一方を満たすことが望ましく、両方満たすことがより望ましい。この範囲内であると、高周波用途に適した低誘電材料への応用が容易となる。一般に、異種材料の界面において比誘電率の差があると、そこで電波の屈折・反射が生じるため、比誘電率が比較的近い材料の組み合わせを選択するのが好ましい。また、両方満たすことにより高周波信号が効率良く伝送できるだけでなく、材料による信号劣化を抑制できるという利点がある。
なお、本発明において、比誘電率とは、絶縁体に電圧を印加したときの電子の偏り(分極)の度合いを示す特性(誘電率)と真空の誘電率との比のことである。比誘電率が低いほど、絶縁対中に蓄えられる静電エネルギー量が小さく、絶縁性に優れていることになる。
また、誘電正接とは、絶縁体に交流電圧を印加した際に、分極の影響により電気エネルギーの一部が熱エネルギーとして損失される誘電損失の度合いを示す特性のことである。誘電正接が高い材料ほど誘電損失が大きくなる。また、誘電損失による成形品の温度上昇は、絶縁性の低下や内蔵電子回路の不具合等の原因となる恐れがある。
また、誘電正接とは、絶縁体に交流電圧を印加した際に、分極の影響により電気エネルギーの一部が熱エネルギーとして損失される誘電損失の度合いを示す特性のことである。誘電正接が高い材料ほど誘電損失が大きくなる。また、誘電損失による成形品の温度上昇は、絶縁性の低下や内蔵電子回路の不具合等の原因となる恐れがある。
本発明の繊維強化樹脂成形体では、有機長繊維及び熱可塑性樹脂は、分子内極性が小さいか、あるいは、嵩高い分子構造を有するものを用いることが好ましく、さらに好ましくは、分子内極性が小さく、かつ嵩高い分子構造を有するものを用いることである。これにより、特に優れた誘電特性を有する繊維強化樹脂成形体を得ることができる。このような有機長繊維としては、例えば、アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、液晶ポリエステル繊維等が挙げられ、熱可塑性樹脂としては、例えば、ポリカーボネート樹脂、ポリブチレンテレフタレート樹脂、ポリフェニレンサルファイド樹脂、液晶ポリエステル樹脂等が挙げられる。
本発明の繊維強化樹脂成形体の製造方法は、有機長繊維布帛(A)と熱可塑性樹脂(B)を一体化できる方法であれば、特に限定されない。例えば、有機長繊維布帛(A)と、熱可塑性樹脂(B)からなるフィルムと、を積層し熱プレス等により加熱・加圧する方法;有機長繊維布帛(A)と、熱可塑性樹脂(B)からなるパウダーを積層し、熱プレス等により加熱・圧着する方法;あらかじめ有機長繊維布帛(A)に熱可塑性樹脂(B)を溶融含浸させ、プリプレグを作製した後に、熱プレス等により加熱・圧着する方法;等が挙げられる。
図1は、本発明の繊維強化樹脂成形体の成形方法の一例として、有機長繊維布帛(10)を4枚、熱可塑性樹脂フィルム(20)を5枚、交互に積層したものを加熱・加圧した後、冷却・加圧する方法を示す図である。図1では、有機長繊維布帛(A)と熱可塑性樹脂(B)を交互に積層する方法を示しているが、本発明では、有機長繊維布帛と熱可塑性樹脂フィルムの積層方法は特に限定されるものではなく、有機長繊維布帛(A)に熱可塑性樹脂(B)を十分に含浸できる方法であれば特に限定されない。
以下に実施例を挙げて本発明をさらに具体的に説明するが、本発明はそれらに限定されるものではない。また、以下の実施例等において、特に言及する場合を除き、「重量部」は「部」と略記する。なお、実施例中に記載した評価方法は以下の通りである。
(1)繊維強化樹脂成形体の繊維体積含有率
成形品のサイズ、並びに積層数から強化繊維樹脂成形体中の有機長繊維の重量(W)を算出し、下記式にて繊維体積含有率(Vf)を求める。
Wf = W / WF × 100
Vf = Wf × ρc / ρf
Wf : 繊維質量含有率(%)
W : 繊維強化樹脂成形体中の有機長繊維重量(g)
WF : 繊維強化樹脂成形体の重量(g)
Vf : 繊維体積含有率(%)
ρc : 繊維強化樹脂成形体の密度(g/cm3)
ρf : 有機長繊維の密度(g/cm3)
成形品のサイズ、並びに積層数から強化繊維樹脂成形体中の有機長繊維の重量(W)を算出し、下記式にて繊維体積含有率(Vf)を求める。
Wf = W / WF × 100
Vf = Wf × ρc / ρf
Wf : 繊維質量含有率(%)
W : 繊維強化樹脂成形体中の有機長繊維重量(g)
WF : 繊維強化樹脂成形体の重量(g)
Vf : 繊維体積含有率(%)
ρc : 繊維強化樹脂成形体の密度(g/cm3)
ρf : 有機長繊維の密度(g/cm3)
(2)繊維強化樹脂成形体の曲げ強度及び曲げ弾性率
JIS K7074に記載される方法(3点曲げ試験)に従った。
JIS K7074に記載される方法(3点曲げ試験)に従った。
(3)繊維強化樹脂成形体の厚み(T)
ノギスを用いて繊維強化樹脂成形体の任意の点3点を測定し、平均値を厚み(T)とした。値は小数点第二位まで測定した。
ノギスを用いて繊維強化樹脂成形体の任意の点3点を測定し、平均値を厚み(T)とした。値は小数点第二位まで測定した。
(4)熱可塑性樹脂の曲げ強度及び曲げ弾性率
JIS K7171:2016「プラスチック-曲げ特性の求め方」に記載される方法に従った。
JIS K7171:2016「プラスチック-曲げ特性の求め方」に記載される方法に従った。
(5)布帛の厚さ、目付、織物密度、引張強さ
JIS L1096:2020「織物及び編物の生地試験方法」に記載される方法に従った。布帛の厚さは8.4 A法、目付は8.3.2 A法、織物密度は8.6.1 A法、引張強さは8.14.1 A法に従った。
JIS L1096:2020「織物及び編物の生地試験方法」に記載される方法に従った。布帛の厚さは8.4 A法、目付は8.3.2 A法、織物密度は8.6.1 A法、引張強さは8.14.1 A法に従った。
(6)布帛のゆがみ
得られた繊維強化樹脂成形体の外観を次の指標で評価した。
〇:ゆがみがほとんどなく良好。
△:一部ゆがみが確認できる。
得られた繊維強化樹脂成形体の外観を次の指標で評価した。
〇:ゆがみがほとんどなく良好。
△:一部ゆがみが確認できる。
(7)繊維強化樹脂成形体の比誘電率及び誘電正接
IEC 62810に記載される方法(空洞共振器摂動法)に従った。繊維強化樹脂成形体を用いてネットワークアナライザ(キーサイト・テクノロジー社製)と空洞共振器(関東電子応用開発社製)を接続し、各成形体の周波数10GHzにおける比誘電率及び誘電正接を測定した。
IEC 62810に記載される方法(空洞共振器摂動法)に従った。繊維強化樹脂成形体を用いてネットワークアナライザ(キーサイト・テクノロジー社製)と空洞共振器(関東電子応用開発社製)を接続し、各成形体の周波数10GHzにおける比誘電率及び誘電正接を測定した。
実施例で用いた有機長繊維布帛(A-1)~(A-3)の詳細を表1に示す。

実施例で用いた熱可塑性樹脂(B-1)~(B-2)の詳細を表2に示す。なお、融点温度及びガラス転移温度は示差走査熱量測定法により測定される値である。

[実施例1]
表1に記載の有機長繊維布帛(A-1)を4枚と、表2に記載の熱可塑性樹脂(B-1)フィルムを5枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、5MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
表1に記載の有機長繊維布帛(A-1)を4枚と、表2に記載の熱可塑性樹脂(B-1)フィルムを5枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、5MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
[実施例2]
表1に記載の有機長繊維布帛(A-1)を5枚と、表2に記載の熱可塑性樹脂(B-1)フィルム6枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、10MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
表1に記載の有機長繊維布帛(A-1)を5枚と、表2に記載の熱可塑性樹脂(B-1)フィルム6枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、10MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
[実施例3]
表1に記載の有機長繊維布帛(A-1)を5枚と、表2に記載の熱可塑性樹脂(B-1)フィルム6枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、5MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
表1に記載の有機長繊維布帛(A-1)を5枚と、表2に記載の熱可塑性樹脂(B-1)フィルム6枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、5MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
[実施例4]
表1に記載の有機長繊維布帛(A-2)を6枚と、表2に記載の熱可塑性樹脂(B-1)フィルム7枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、10MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-2)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
表1に記載の有機長繊維布帛(A-2)を6枚と、表2に記載の熱可塑性樹脂(B-1)フィルム7枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、10MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-2)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
[実施例5]
表1に記載の有機長繊維布帛(A-2)を5枚と、表2に記載の熱可塑性樹脂(B-1)フィルム6枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、5MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-2)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
表1に記載の有機長繊維布帛(A-2)を5枚と、表2に記載の熱可塑性樹脂(B-1)フィルム6枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、5MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-2)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
[実施例6]
表1に記載の有機長繊維布帛(A-3)を用いたこと以外は実施例5と同じ条件にて成形し、繊維強化樹脂成形体を得た。
表1に記載の有機長繊維布帛(A-3)を用いたこと以外は実施例5と同じ条件にて成形し、繊維強化樹脂成形体を得た。
[実施例7]
表1に記載の有機長繊維布帛(A-1)を4枚と、表2に記載の熱可塑性樹脂(B-2)フィルム5枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、250℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-2)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、5MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-2)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
表1に記載の有機長繊維布帛(A-1)を4枚と、表2に記載の熱可塑性樹脂(B-2)フィルム5枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、250℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-2)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、5MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-2)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
[比較例1]
表1に記載の有機長繊維布帛(A-1)に、jER828及びjER1001(ビスフェノールAグリシジルエーテル(エポキシ当量189)三菱ケミカル社製)100部(jER828:jER1001=50:50重量%)と、ジシアンジアミド5部、及び3-(3、4-ジクロロフェニル)-1、1-ジメチル尿素5部、を均一に混合した一液硬化エポキシ樹脂組成物を含浸させ、目付:136g/m2、厚み:0.13mmのプリプレグを得た。得られたプリプレグを4枚積層し、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて120℃×7MPa(ゲージ圧)×2時間の条件にて熱硬化させ、繊維強化樹脂成形体を得た。
表1に記載の有機長繊維布帛(A-1)に、jER828及びjER1001(ビスフェノールAグリシジルエーテル(エポキシ当量189)三菱ケミカル社製)100部(jER828:jER1001=50:50重量%)と、ジシアンジアミド5部、及び3-(3、4-ジクロロフェニル)-1、1-ジメチル尿素5部、を均一に混合した一液硬化エポキシ樹脂組成物を含浸させ、目付:136g/m2、厚み:0.13mmのプリプレグを得た。得られたプリプレグを4枚積層し、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて120℃×7MPa(ゲージ圧)×2時間の条件にて熱硬化させ、繊維強化樹脂成形体を得た。
[比較例2]
表1に記載の有機長繊維布帛(A-1)を3枚と、表2に記載の熱可塑性樹脂(B-1)フィルムを4枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、2MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
表1に記載の有機長繊維布帛(A-1)を3枚と、表2に記載の熱可塑性樹脂(B-1)フィルムを4枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、2MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
[比較例3]
表1に記載の有機長繊維布帛(A-1)を4枚と、表2に記載の熱可塑性樹脂(B-1)フィルムを5枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、2MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
表1に記載の有機長繊維布帛(A-1)を4枚と、表2に記載の熱可塑性樹脂(B-1)フィルムを5枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、2MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
[比較例4]
表1に記載の有機長繊維布帛(A-1)を4枚と、表2に記載の熱可塑性樹脂(B-1)フィルムを5枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、3MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
表1に記載の有機長繊維布帛(A-1)を4枚と、表2に記載の熱可塑性樹脂(B-1)フィルムを5枚とを交互に積層し、手動熱プレス装置(東洋精機社製「ミニテストプレス」)にて、300℃×0MPa(ゲージ圧)の条件にて5分間加熱し、熱可塑性樹脂(B-1)フィルムを十分に可塑化させた後、繊維強化樹脂成形体の厚みや繊維体積含有率を制御しながら、3MPa(ゲージ圧)の圧力を1分間加え有機長繊維布帛(A-1)に熱可塑性樹脂(B-1)を含浸させた。1分間の加圧後、20℃の冷却プレスにて冷却、固化させ繊維強化樹脂成形体を得た。
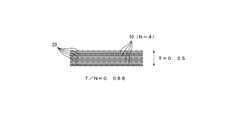
実施例1で得た繊維強化樹脂成形体の断面模式図を図2に示す。得られた繊維強化樹脂成形体の厚み(T=0.35mm)、布帛の枚数(N=4)より、T/N=0.088となる。
実施例及び比較例の評価結果を表3に示す。

表3に記載した通り、T/Nの値が0.100を超える繊維強化樹脂成形体は、曲げ強度あるいは曲げ弾性率、または、その両方が不十分であることがわかる(比較例2~4)。
一方、本発明の繊維強化樹脂成形体は、熱硬化性樹脂をマトリクス樹脂とする繊維強化樹脂成形体(比較例1)よりも優れた曲げ強度を示し、特に実施例1、実施例2及び実施例4においては、曲げ弾性率にも優れることがわかる。また、実施例4~7においては外観にも優れることがわかる。
一方、本発明の繊維強化樹脂成形体は、熱硬化性樹脂をマトリクス樹脂とする繊維強化樹脂成形体(比較例1)よりも優れた曲げ強度を示し、特に実施例1、実施例2及び実施例4においては、曲げ弾性率にも優れることがわかる。また、実施例4~7においては外観にも優れることがわかる。
表3に記載した通り、熱可塑性樹脂をマトリックス樹脂とする繊維強化樹脂成形体は、熱硬化性樹脂をマトリクス樹脂とする繊維強化樹脂成形体(比較例1)よりも誘電特性が良好な値を示すことがわかり、本発明は有用であることが示された。
本発明の繊維強化樹脂成形体は、熱硬化性樹脂をマトリクス樹脂とする繊維強化樹脂成形体よりも優れた強度や剛性に加えて低誘電性を有することから、車輌部品や構造材、家電製品のハウジング、カバン、防護材、スポーツ用品、家具、楽器、家庭用品等に好適に利用できる他、電気及び電子機器の部材、精密機械の部材、建築資材、自動車用部材、家電製品、家庭用品、電子筐体、スポーツ用品、医療器具、カバン、航空機及び宇宙用機器部材等にも幅広く利用できる。
10 有機長繊維布帛
20 熱可塑性樹脂
20 熱可塑性樹脂
Claims (9)
- 有機長繊維布帛(A)と熱可塑性樹脂(B)とからなる繊維強化樹脂成形体であって、繊維強化樹脂成形体の厚みをT(mm)、繊維強化樹脂成形体を構成する有機長繊維布帛(A)の積層枚数をN(枚)としたときの、T/Nの値が0.100以下であることを特徴とする繊維強化樹脂成形体。
- 前記繊維強化樹脂成形体のIEC 62810に記載の方法により測定される10GHzにおける比誘電率が3.0以下、及び/又は、同法により測定される誘電正接が0.020以下であることを特徴とする請求項1に記載の繊維強化樹脂成形体。
- 前記熱可塑性樹脂(B)のJIS K7171に記載の方法により測定される曲げ強度が90MPa以上、かつ、同法により測定される曲げ弾性率が2.0GPa以上であることを特徴とする請求項1又は2に記載の繊維強化樹脂成形体。
- 前記熱可塑性樹脂(B)のIEC 62810に記載の方法により測定される10GHzにおける誘電正接が0.020以下であることを特徴とする請求項1~3いずれかに記載の繊維強化樹脂成形体。
- 有機長繊維のJIS L1013に記載の方法により測定される引張強度が10cN/dtex以上、かつ、同法により測定される引張弾性率が400cN/dtex以上であることを特徴とする請求項1~4いずれかに記載の繊維強化樹脂成形体。
- 前記有機長繊維布帛(A)の下記式(I)で求められるカバーファクター(CF)が、900以上であることを特徴とする請求項1~5いずれかに記載の繊維強化樹脂成形体。
CF = √Dp × Np + √Df × Nf ・・・(I)
但し、Dp:経糸繊度 (dtex)
Np:経糸密度 (本/25.4mm)
Df:緯糸繊度 (dtex)
Nf:緯糸密度 (本/25.4mm) - 前記有機長繊維布帛(A)が織物であり、JIS L1096に記載の方法により測定される経糸及び緯糸の織物密度が15~50本/25.4mmであることを特徴とする請求項1~6いずれかに記載の繊維強化樹脂成形体。
- 有機長繊維が、アラミド繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、高強力ポリエチレン繊維、液晶ポリエステル繊維、ポリアリレート繊維のうちいずれか、もしくは2種以上の組み合わせであることを特徴とする請求項1~7いずれかに記載の繊維強化樹脂成形体。
- 有機長繊維のIEC 62810に記載の方法により測定される10GHzにおける比誘電率が4.0以下であることを特徴とする請求項1~8に記載の繊維強化樹脂成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022534978A JPWO2022009612A1 (ja) | 2020-07-09 | 2021-06-14 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020118181 | 2020-07-09 | ||
| JP2020-118181 | 2020-07-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022009612A1 true WO2022009612A1 (ja) | 2022-01-13 |
Family
ID=79552438
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/022435 WO2022009612A1 (ja) | 2020-07-09 | 2021-06-14 | 繊維強化樹脂成形体 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2022009612A1 (ja) |
| WO (1) | WO2022009612A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2023243532A1 (ja) * | 2022-06-13 | 2023-12-21 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001226850A (ja) * | 2000-02-10 | 2001-08-21 | Mitsubishi Rayon Co Ltd | 補強繊維布帛およびその製造方法ならびに補強繊維布帛を用いたプリプレグ |
| JP2004292992A (ja) * | 2003-03-27 | 2004-10-21 | Ichimura Sangyo Co Ltd | 扁平織物、その積層体、それらを用いたプリプレグ、繊維強化プラスチック並びに複合成型物、及びこれらを用いた防護製品 |
| JP2007063710A (ja) * | 2005-08-31 | 2007-03-15 | Teijin Techno Products Ltd | 薄葉織物、それを用いた積層体、プリプレグ、繊維強化樹脂組成物成形品及び防護具 |
| JP2014051554A (ja) * | 2012-09-05 | 2014-03-20 | Teijin Ltd | 繊維強化プラスチック成形用基材 |
-
2021
- 2021-06-14 JP JP2022534978A patent/JPWO2022009612A1/ja active Pending
- 2021-06-14 WO PCT/JP2021/022435 patent/WO2022009612A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001226850A (ja) * | 2000-02-10 | 2001-08-21 | Mitsubishi Rayon Co Ltd | 補強繊維布帛およびその製造方法ならびに補強繊維布帛を用いたプリプレグ |
| JP2004292992A (ja) * | 2003-03-27 | 2004-10-21 | Ichimura Sangyo Co Ltd | 扁平織物、その積層体、それらを用いたプリプレグ、繊維強化プラスチック並びに複合成型物、及びこれらを用いた防護製品 |
| JP2007063710A (ja) * | 2005-08-31 | 2007-03-15 | Teijin Techno Products Ltd | 薄葉織物、それを用いた積層体、プリプレグ、繊維強化樹脂組成物成形品及び防護具 |
| JP2014051554A (ja) * | 2012-09-05 | 2014-03-20 | Teijin Ltd | 繊維強化プラスチック成形用基材 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2023243532A1 (ja) * | 2022-06-13 | 2023-12-21 | ||
| JP7601476B2 (ja) | 2022-06-13 | 2024-12-17 | 株式会社アイ.エス.テイ | 繊維強化樹脂成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022009612A1 (ja) | 2022-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101104067B1 (ko) | 비정질 열가소성 섬유를 포함한 복합체 물질 | |
| US11118022B2 (en) | Sizing agent coated carbon fiber, method for producing sizing agent coated carbon fiber, carbon fiber reinforced composite material, and method for producing carbon fiber reinforced composite material | |
| Marais et al. | Manufacturing and mechanical characterization of unidirectional polyethylene-fibre/polyethylene-matrix composites | |
| JP5153632B2 (ja) | 高弾性ポリオレフィンファイバーを含む複合材料と、それを製造する方法 | |
| CN101283137B (zh) | 包括高模量聚烯烃纤维的复合材料及其制造方法 | |
| JP7091660B2 (ja) | 電子機器筐体およびその製造方法 | |
| EP0050855B1 (en) | Laminates | |
| CN105873990B (zh) | 预成型体、片材及一体化片材 | |
| WO2018056434A1 (ja) | 電子機器筐体 | |
| EP0510927A2 (en) | Fiber-reinforced thermoplastic sheet and process for the production thereof | |
| KR20040029099A (ko) | 회로판을 위해 특히 유용한 시트 재료 | |
| WO2022009612A1 (ja) | 繊維強化樹脂成形体 | |
| Lin et al. | Thermoplastic polyurethane reinforced with continuous carbon fiber tows: manufacturing technique and fabric property evaluation | |
| WO2021200793A1 (ja) | 繊維強化プラスチック成形材料 | |
| TW200951256A (en) | High strength and highly elastic sheet material | |
| Lin et al. | Extrusion/hot pressing processing and laminated layers of continuous carbon fiber/thermoplastic polyurethane knitted composites | |
| JP6315648B2 (ja) | 積層成形体 | |
| JP2007063710A (ja) | 薄葉織物、それを用いた積層体、プリプレグ、繊維強化樹脂組成物成形品及び防護具 | |
| JP2007063710A5 (ja) | ||
| JP6499029B2 (ja) | 振動減衰部材製造用シート状物、このシート状物を用いた振動減衰部材およびその製造方法 | |
| JP7531257B2 (ja) | 複合シート及び繊維樹脂複合体 | |
| JP2004043690A (ja) | プリプレグ | |
| JP7455466B2 (ja) | 繊維強化樹脂複合体成形用基材および繊維強化樹脂複合体 | |
| JPS63289034A (ja) | 熱可塑性樹脂組成物およびその製造方法 | |
| KR20250094827A (ko) | 생분해성 열가소성 수지를 함침시킨 라이오셀 프리프레그로 보강된 종이 조성물 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21838476 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022534978 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21838476 Country of ref document: EP Kind code of ref document: A1 |