WO2021199488A1 - 電源装置及びこれを備える車両並びに蓄電装置 - Google Patents
電源装置及びこれを備える車両並びに蓄電装置 Download PDFInfo
- Publication number
- WO2021199488A1 WO2021199488A1 PCT/JP2020/043106 JP2020043106W WO2021199488A1 WO 2021199488 A1 WO2021199488 A1 WO 2021199488A1 JP 2020043106 W JP2020043106 W JP 2020043106W WO 2021199488 A1 WO2021199488 A1 WO 2021199488A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- power supply
- supply device
- bus bar
- electrode terminal
- electrode terminals
- Prior art date
Links
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/42—Methods or arrangements for servicing or maintenance of secondary cells or secondary half-cells
- H01M10/48—Accumulators combined with arrangements for measuring, testing or indicating the condition of cells, e.g. the level or density of the electrolyte
- H01M10/488—Cells or batteries combined with indicating means for external visualization of the condition, e.g. by change of colour or of light density
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/60—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries
- B60L50/64—Constructional details of batteries specially adapted for electric vehicles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/42—Methods or arrangements for servicing or maintenance of secondary cells or secondary half-cells
- H01M10/44—Methods for charging or discharging
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/42—Methods or arrangements for servicing or maintenance of secondary cells or secondary half-cells
- H01M10/48—Accumulators combined with arrangements for measuring, testing or indicating the condition of cells, e.g. the level or density of the electrolyte
- H01M10/482—Accumulators combined with arrangements for measuring, testing or indicating the condition of cells, e.g. the level or density of the electrolyte for several batteries or cells simultaneously or sequentially
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/209—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for prismatic or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/211—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for pouch cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/249—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders specially adapted for aircraft or vehicles, e.g. cars or trains
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/503—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the shape of the interconnectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/505—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing comprising a single busbar
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/507—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing comprising an arrangement of two or more busbars within a container structure, e.g. busbar modules
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/514—Methods for interconnecting adjacent batteries or cells
- H01M50/516—Methods for interconnecting adjacent batteries or cells by welding, soldering or brazing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/521—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the material
- H01M50/522—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/548—Terminals characterised by the disposition of the terminals on the cells on opposite sides of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/566—Terminals characterised by their manufacturing process by welding, soldering or brazing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/569—Constructional details of current conducting connections for detecting conditions inside cells or batteries, e.g. details of voltage sensing terminals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/51—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells characterised by AC-motors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60L—PROPULSION OF ELECTRICALLY-PROPELLED VEHICLES; SUPPLYING ELECTRIC POWER FOR AUXILIARY EQUIPMENT OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRODYNAMIC BRAKE SYSTEMS FOR VEHICLES IN GENERAL; MAGNETIC SUSPENSION OR LEVITATION FOR VEHICLES; MONITORING OPERATING VARIABLES OF ELECTRICALLY-PROPELLED VEHICLES; ELECTRIC SAFETY DEVICES FOR ELECTRICALLY-PROPELLED VEHICLES
- B60L50/00—Electric propulsion with power supplied within the vehicle
- B60L50/50—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells
- B60L50/60—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries
- B60L50/61—Electric propulsion with power supplied within the vehicle using propulsion power supplied by batteries or fuel cells using power supplied by batteries by batteries charged by engine-driven generators, e.g. series hybrid electric vehicles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present disclosure relates to a power supply device, a vehicle equipped with the power supply device, and a power storage device.
- Power supply devices such as battery modules and battery packs having a plurality of battery cells are used as power supplies for vehicles such as hybrid vehicles and electric vehicles, and power supply for power storage systems for factories and households (for example, patent documents). See 1-3).
- a plurality of rechargeable and dischargeable battery cells are stacked.
- end plates 903 are arranged on both end faces of the battery laminate 910 in which the battery cells 901 of the square outer can are laminated, and the end plates 903 are placed on each other. Is fastened with a bind bar 904.
- the square battery cell 901 is provided with positive and negative electrode terminals 902 separated from each other on the upper surface thereof.
- the electrode terminals 902 of the adjacent battery cells 901 are connected by a bus bar 940 as shown in the enlarged exploded perspective view of FIG.
- One of the objects according to one aspect of the present invention is to provide a power supply device having improved reliability of connection between an electrode terminal of a battery cell and a bus bar, a vehicle equipped with the power supply device, and a power storage device.
- a power supply device comprises a battery laminate in which a plurality of battery cells having electrode terminals are laminated on the upper surface of an outer can, and a plurality of bus bars connecting the electrode terminals of adjacent battery cells.
- the bus bar has a window portion in which a part of the electrode terminals can be visually recognized in a state of being overlapped with the electrode terminals of the battery cell in a plan view.
- the lower electrode terminals can be visually recognized through the window portion, so that the connection position and height can be confirmed, and the connection can be confirmed. It is possible to increase the reliability.
- FIG. 1 It is a perspective view with an enlarged view of the main part which shows the power supply device which concerns on Embodiment 1 of this invention. It is an exploded perspective view with an enlarged view of the main part of the power supply device shown in FIG. It is a schematic cross-sectional view which shows the battery cell of the power supply device which concerns on a modification. It is a schematic plan view which shows the connection piece of a bus bar. It is a schematic cross-sectional view in the VV line of FIG. It is a schematic plan view which shows the connection piece of the bus bar of the power supply device which concerns on Embodiment 2. FIG. It is a schematic plan view which shows the connection piece of the bus bar of the power supply device which concerns on Embodiment 3. FIG.
- FIG. It is a schematic plan view which shows the connection piece of the bus bar of the power supply device which concerns on Embodiment 4.
- FIG. It is a schematic plan view which shows the connection piece of the bus bar of the power supply device which concerns on Embodiment 5.
- Embodiment 8 It is a block diagram which shows an example which mounts a power supply device in a hybrid vehicle which runs by an engine and a motor.
- the embodiment of the present invention may be specified by the following configuration.
- the bus bar has a plurality of windows so that the electrode terminals can be visually recognized from each window.
- different positions of the electrode terminals can be confirmed through multiple windows. Therefore, the heights of different parts of the electrode terminals are measured, and the gap between the back surface of the bus bar and the electrode terminals is calculated from the known thickness of the bus bar. It becomes possible to do.
- the bus bar separates the plurality of windows so as to sandwich a fixed region to which the bus bar and the electrode terminal are connected. Let's open it.
- the height of the electrode terminals can be measured at two points facing each other across the fixed region, so that the gap between the electrode terminals and the bus bar in the fixed region can be calculated more accurately.
- the plurality of windows are opened at diagonal positions of the electrode terminals.
- the height of the electrode terminals can be measured at two diagonal points, so that the gap between the electrode terminals and the bus bar can be calculated more accurately.
- the window portion has an outer shape window portion for detecting the outer shape of the electrode terminal and the height of the electrode terminal. Includes a height window for detecting electrodes.
- the window portion is opened in the bus bar in a rectangular shape.
- the window portion is opened in an elongated hole shape longer than the width of the electrode terminal.
- the window portion is formed to be smaller than the electrode terminal.
- connection portion between the bus bar and the electrode terminal is a laser welded portion.
- the electrode terminals form recesses. With the above configuration, it is possible to perform joining without using the engagement between the conventional electrode terminal having a convex portion and the round hole of the bus bar.
- the bus bar is larger than the electrode terminal in a state of being overlapped with the electrode terminal of the battery cell in a plan view. It is formed.
- the electric vehicle includes any of the above power supply devices, a traveling motor to which power is supplied from the power supply device, the power supply device, and the motor. It includes a main body and wheels driven by the motor to drive the vehicle main body.
- the power storage device includes any of the above power supply devices and a power supply controller that controls charging / discharging to the power supply device, and the power supply controller is used to generate electric power from the outside. Allows the battery cell to be charged and controls the battery cell to be charged.
- the method for manufacturing a power supply device is a battery laminate in which a plurality of battery cells having electrode terminals are stacked, and a bus bar for connecting the electrode terminals of adjacent battery cells.
- the lower electrode terminals can be visually recognized through the window portion, so that the welding position and height can be confirmed, and the reliability of welding can be improved.
- the step of confirming the positioning is such that the bus bar is overlapped with the electrode terminal of the battery cell, and the window portion.
- a gap between the back surface of the bus bar and the front surface of the electrode terminal based on the step of visually recognizing a part of the electrode terminal through the process and measuring the height of the electrode terminal and the known thickness of the bus bar. Includes the process of calculating.
- a step of welding the bus bar to the battery cell is performed by laser welding.
- each element constituting the present invention may be configured such that a plurality of elements are composed of the same member and the plurality of elements are combined with one member, or conversely, the function of one member is performed by the plurality of members. It can also be shared and realized.
- the contents described in some examples and embodiments can be used in other embodiments and embodiments.
- the power supply device is a power source mounted on an electric vehicle such as a hybrid vehicle or an electric vehicle to supply electric power to a traveling motor, a power source for storing electric power generated by natural energy such as solar power generation or wind power generation, or a power source for storing electric power generated by natural energy such as solar power generation and wind power generation. It is used for various purposes such as a power source for storing midnight power, and is particularly suitable as a power source suitable for high power and large current applications.
- a power source for storing midnight power and is particularly suitable as a power source suitable for high power and large current applications.
- FIGS. 1 and 2 show a perspective view with an enlarged view of a main part of the power supply device 100 according to the first embodiment
- FIG. 2 shows an exploded perspective view with an enlarged view of a main part of the power supply device 100 shown in FIG. ..
- the power supply device 100 shown in these figures includes a battery laminate 10 in which a plurality of battery cells 1 are laminated via an insulating spacer 16, a pair of end plates 20 covering both end faces of the battery laminate 10, and an end plate 20. It includes a plurality of fastening members 15 for fastening each other, and a bus bar 40 provided on the upper surface of the battery laminate 10.
- the fastening member 15 is formed in a plate shape extending along the stacking direction of the plurality of battery cells 1.
- the fastening members 15 are arranged on opposite side surfaces of the battery laminate 10 to fasten the end plates 20 to each other. (Battery laminate 10)
- the battery laminate 10 is connected to a plurality of battery cells 1 having positive and negative electrode terminals 2 and electrode terminals 2 of the plurality of battery cells 1, and the plurality of battery cells 1 are arranged in parallel.
- a bus bar 40 connected in series is provided.
- a plurality of battery cells 1 are connected in parallel or in series via these bus bars 40.
- the battery cell 1 is a rechargeable secondary battery.
- a plurality of battery cells 1 are connected in parallel to form a parallel battery group, and a plurality of parallel battery groups are connected in series to connect a large number of battery cells 1 in parallel and in series.
- a plurality of battery cells 1 are laminated to form a battery laminate 10.
- a pair of end plates 20 are arranged on both end faces of the battery laminate 10. The ends of the fastening members 15 are fixed to the end plates 20, and the stacked battery cells 1 are fixed in a pressed state.
- the battery cell 1 is a square battery having a width wider than the thickness, in other words, a square battery thinner than the width, and is laminated in the thickness direction to form a battery laminate 10.
- the battery cell 1 can be, for example, a lithium ion secondary battery. Further, the battery cell can be any rechargeable secondary battery such as a nickel hydrogen battery or a nickel cadmium battery.
- positive and negative electrode plates are housed together with an electrolytic solution in an outer can 1a having a closed structure.
- a metal plate such as aluminum or an aluminum alloy is press-molded into a square shape, and the opening portion is airtightly sealed with a sealing plate 1b.
- the sealing plate 1b is made of the same aluminum or aluminum alloy as the square outer can 1a, and positive and negative electrode terminals 2 are fixed to both ends. Further, the sealing plate 1b is provided with a gas discharge valve 1c, which is a safety valve that opens according to a pressure change inside each of the battery cells 1, between the positive and negative electrode terminals 2.
- the plurality of battery cells 1 are laminated so that the thickness direction of each battery cell 1 is the stacking direction to form the battery laminate 10. At this time, the output of the battery laminate 10 can be increased by increasing the number of layers to be larger than usual. In such a case, the battery laminate 10 becomes a long one extended in the stacking direction.
- terminal surfaces 1X provided with positive and negative electrode terminals 2 are arranged on the same plane, and a plurality of battery cells 1 are laminated to form a battery laminate 10.
- the upper surface of the battery laminate 10 is a surface provided with gas discharge valves 1c of a plurality of battery cells 1. (Electrode terminal 2)
- the battery cell 1 has a sealing plate 1b, which is the top surface, as a terminal surface 1X, and positive and negative electrode terminals 2 are fixed to both ends of the terminal surface 1X.
- the electrode terminal 2 has a chamfered rectangular plate shape.
- the shape of the electrode terminal is not limited to this, and may be a polygonal shape such as an octagon, a circular or elliptical plate shape. It is not always essential to chamfer the corners of the plate-shaped electrode terminals.
- a recess 2a may be formed in the center of the plate shape.
- the positions of the positive and negative electrode terminals 2 fixed to the sealing plate 1b of the battery cell 1 are such that the positive electrode and the negative electrode are symmetrical.
- the battery cells 1 are flipped horizontally and stacked, and the electrode terminals 2 of the positive electrode and the negative electrode that are adjacent to each other are connected by the bus bar 40, whereby the adjacent battery cells 1 are connected in series. It is possible to connect to.
- the present invention does not specify the number of battery cells constituting the battery laminate and the connection state thereof.
- the number of battery cells constituting the battery laminate and the connection state thereof can be variously changed, including other embodiments described later.
- the plurality of battery cells 1 are laminated so that the thickness direction of each battery cell 1 is the stacking direction to form the battery laminate 10.
- a plurality of battery cells 1 are laminated so that the terminal surface 1X provided with the positive and negative electrode terminals 2 and the sealing plate 1b in FIG. 2 are flush with each other. (Insulation spacer 16)
- the battery laminate 10 has an insulating spacer 16 interposed between the battery cells 1 stacked adjacent to each other.
- the insulating spacer 16 is made of an insulating material such as resin in the form of a thin plate or sheet.
- the insulating spacer 16 has a plate shape having a size substantially equal to that of the facing surface of the battery cell 1.
- the insulating spacers 16 can be laminated between the battery cells 1 adjacent to each other to insulate the adjacent battery cells 1 from each other.
- a spacer having a shape in which a flow path of a cooling gas is formed between the battery cells and the spacer can also be used.
- the surface of the battery cell can be covered with an insulating material.
- the surface of the outer excluding the electrode terminal portion of the battery cell may be covered with a shrink film such as PET resin.
- end plates 20 are arranged on both end surfaces of the battery laminate 10.
- An end face spacer 17 may be interposed between the end plate 20 and the battery laminate 10 to insulate them.
- the end face spacer 17 can also be manufactured in the form of a thin plate or sheet with an insulating material such as resin.
- Electrode terminals 2 of a plurality of battery cells 1 adjacent to each other are connected to each other by a bus bar 40 to form a plurality of batteries.
- the cells 1 are connected in parallel and in series.
- the end plates 20 are arranged at both ends of the battery laminate 10 and are fastened via a pair of left and right fastening members 15 arranged along both side surfaces of the battery laminate 10.
- the end plates 20 are both ends of the battery laminate 10 in the stacking direction of the battery cells 1, and are arranged outside the end face spacer 17 to sandwich the battery laminate 10 from both ends. (Fastening member 15)
- each fastening member 15 is made of metal having a predetermined width and a predetermined thickness along the side surface of the battery laminate 10, and is arranged so as to face both side surfaces of the battery laminate 10. There is.
- a metal plate such as iron, preferably a steel plate, can be used for the fastening member 15.
- the fastening member 15 made of a metal plate is bent by press molding or the like to form a predetermined shape.
- the fastening member 15 is formed by bending the upper and lower sides of the plate-shaped fastening main surface 15a in a U-shape to form a bent piece 15d.
- the upper and lower bent pieces 15d cover the upper and lower surfaces of the battery laminate 10 from the corners on the left and right side surfaces of the battery laminate 10.
- the fastening member 15 is fixed to the outer peripheral surface of the end plate 20 by screwing bolts 15f into a plurality of fastening screw holes opened in the fastening main surface 15a.
- the fixing of the fastening main surface 15a and the end plate 20 is not necessarily limited to screwing using bolts, and may be a pin, a rivet, or the like.
- a plurality of battery cells 1 are connected by connecting end plates 20 arranged at both ends of a battery laminate 10 composed of the plurality of battery cells 1 with fastening members 15. Is configured to constrain. By restraining the plurality of battery cells 1 via the end plate 20 and the fastening member 15 having high rigidity, it is possible to suppress expansion, deformation, relative movement, malfunction due to vibration, etc. of the battery cells 1 due to charge / discharge and deterioration. .. (Insulation sheet 30)
- an insulating sheet 30 is interposed between the fastening member 15 and the battery laminate 10.
- the insulating sheet 30 is made of an insulating material such as resin, and insulates between the metal fastening member 15 and the battery cell 1.
- the insulating sheet 30 shown in FIG. 2 and the like is composed of a flat plate 31 that covers the side surface of the battery laminate 10 and bent covering portions 32 provided above and below the flat plate 31.
- the bent covering portion 32 is bent in a U shape from the flat plate 31 so as to cover the bent piece 15d of the fastening member 15, and then further folded back.
- the bent piece 15d can be covered with an insulating bent covering portion from the upper surface to the side surface and the lower surface, thereby avoiding unintended conduction between the battery cell 1 and the fastening member 15.
- each battery cell 1 presses the upper surface and the lower surface of the battery cell 1 of the battery laminate 10 via the bent covering portion 32.
- each battery cell 1 is pressed from the vertical direction by the bent piece 15d and held in the height direction, and even if vibration, impact, or the like is applied to the battery laminate 10, each battery cell 1 is positioned in the vertical direction. It can be maintained so that it does not shift.
- the battery cell When the surface of the battery laminate or the battery laminate is insulated, for example, the battery cell is housed in an insulating case, covered with a heat-shrinkable resin film, or the fastening member. If the surface is coated with an insulating paint or coating, or if the fastening member is made of an insulating material, the insulating sheet can be unnecessary. Further, the insulating sheet 30 may also have the bent covering portion 32 formed only on the upper end side when it is not necessary to consider the insulation of the fastening member 15 with the bent piece 15d on the lower surface side of the battery laminate 10. For example, the case where the battery cell is covered with a heat-shrinkable film is applicable. (Busbar 40)
- the bus bar 40 is connected to both positive and negative electrode terminals 2 and the battery cells 1 are connected in series or in parallel.
- the battery cells 1 can be connected in series to increase the output voltage, and the battery cells 1 can be connected in parallel to increase the output voltage and output current.
- welding can be used.
- Laser beam scanning can be used for welding.
- an inexpensive and high-power fiber laser can be preferably used.
- resistance welding may be used instead of laser welding.
- the laser beam is scanned several times to partially melt and fix the bus bar 40 and the electrode terminal 2.
- the region where the bus bar 40 and the electrode terminal 2 are fixed is referred to as a fixed region FA in the present specification.
- the fixed region FA is scanned with a laser beam to fix the bus bar 40 and the electrode terminal 2.
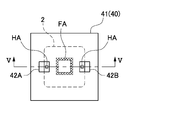
- the bus bar 40 shown in FIGS. 1 and 2 connects the opposing electrode terminals 2 of two adjacent battery cells 1 to each other. Therefore, the bus bar 40 is extended so as to straddle the electrode terminals 2 of the adjacent battery cells 1 and cover each electrode terminal 2.
- each bus bar 40 has two connection pieces 41 connecting the electrode terminals 2 connected to each other, and each connection piece 41 is connected to the electrode terminals 2 of different battery cells 1 to electrically connect these battery cells 1 to each other. Connect to the target. That is, the two electrode terminals 2 are arranged so as to be covered with one bus bar 40 from the upper surface.
- connection piece 41 is formed by connecting two connection pieces 41 to form one bus bar 40, but the number of connection pieces is not limited to two, and the battery cell connection is not limited to two. Depending on the number and the connection form, three or more connection pieces may be connected to form a bus bar. (Window 42)
- each connection piece 41 of the bus bar 40 has a window portion 42 opened as shown in the plan view of FIG.
- a part of the electrode terminal 2 becomes visible in a state where the bus bar 40 is overlapped with the electrode terminal 2 of the battery cell 1.
- the lower electrode terminal 2 can be visually recognized through the window portion 42, and the welding position and height can be confirmed. It is possible to improve the reliability of laser welding.
- the bus bar and the electrode terminal are welded, if the bus bar is overlapped on the upper surface of the electrode terminal, the electrode terminal is hidden by the bus bar and the position of the electrode terminal cannot be visually recognized. For example, even if the position of the electrode terminal hidden in the bus bar deviates from the expected position, it cannot be confirmed from the bus bar side, so it is considered that laser welding is not performed properly and the predetermined welding strength cannot be exhibited. ..
- the bus bar 40 is provided with a window portion 42 so that a part of the electrode terminals 2 can be visually recognized, thereby improving the estimation accuracy of the welding position.
- the window portion 42 in advance at a position where the outer shape of the electrode terminal 2 assumed as the welding position is accommodated, it is possible to confirm that the electrode terminal 2 is correctly arranged.
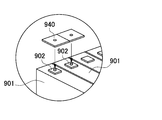
- the conventional power supply device As another viewpoint, in the conventional power supply device, as shown in the exploded perspective view of FIG. 16 and the enlarged perspective view of FIG. 17, it is convex to the central portion of the electrode terminal 902 formed on the upper surface of the outer can of the battery cell 901. A portion was formed, and a round hole for inserting the convex portion was formed in one of the bus bars 940, and the convex portion was inserted into the round hole and laser welded.
- this configuration when welding the bus bar 940 and the electrode terminal 902, positioning can be performed with a convex portion and a round hole, and the welding position can also be visually recognized.
- the welding strength cannot be increased in proportion to the area because the contact area is small when welding with the bus bar 940 and the area that can be welded is limited.
- the central portion of the electrode terminal of the battery cell is made a flat surface without forming a convex portion having a locally narrowed area, and one bus bar is also made a flat surface, and these contact areas are increased to increase the welding area. It is conceivable to earn.
- this configuration since there is no round hole for inserting the convex portion on the bus bar side, a new problem has arisen in which the outer shape of the electrode terminal cannot be visually recognized.
- the electrode terminal is smaller than the connecting piece of the bus bar, the welding position is hidden by the bus bar, and it is not possible to confirm whether the electrode terminal and the bus bar are in the accurately positioned state. If laser welding is performed in this state, the joint strength of the electrode terminals and the bus bar that are not correctly positioned is not guaranteed, and the reliability may decrease.
- the position of the electrode terminal 2 can be confirmed by opening the positioning window 42 in the bus bar 40, not for engaging with the electrode terminal, so that the electrode terminal 2 can be confirmed. It is possible to confirm that the relative positioning between the bus bar 40 and the bus bar 40 is correct.
- the window portion 42 of the electrode terminal 2 is assumed to be in a predetermined position assumed as a fixed position in a state where the bus bar 40 is overlapped with the fixed position to be joined to the electrode terminal 2. It is pre-opened at a position where a part of the outer shape can be visually recognized. By opening the window portion 42 at such a position, it becomes possible to confirm through the window portion 42 that the electrode terminals 2 are correctly arranged at the assumed positions on the back side of the bus bar 40.
- the window portion 42 can be formed smaller than the electrode terminal 2. That is, it is not necessary to have a large shape for engaging with the electrode terminal 902 as shown in FIG. 17, and it is sufficient if a part of the outer shape or the height can be detected. By making the window portion 42 a small through hole in this way, the strength of the bus bar 40 can be maintained. In other words, according to the present embodiment, it is possible to eliminate the need for a large hole for inserting the convex portion of the electrode terminal 2 as in the conventional case.
- the bus bar 40 is formed larger than the electrode terminal 2 in a plan view in a state of being overlapped with the electrode terminal 2 of the battery cell 1.
- the bus bar 40 is larger than the electrode terminal 2 and the electrode terminal 2 is inevitably hidden by the bus bar 40, the lower electrode terminal 2 can be visually recognized through the window portion 42 as described above.
- the welding position and height can be confirmed, and the reliability of laser welding can be improved.
- the above is not essential in the present invention, and is applied to, for example, even when the bus bar 40 is smaller than the electrode terminal 2, the posture of the welded portion hidden in the bus bar 40 cannot be confirmed depending on the shape of the electrode terminal 2. can.
- the height detection position for detecting the surface height of the electrode terminal 2 is indicated by HA.
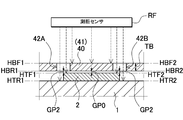
- a schematic cross-sectional view taken along the line VV of FIG. 4 is shown in FIG. Since the height of the front surface of the bus bar 40 can be detected at a portion other than the window portion 42, the height of the back surface side of the bus bar 40 can also be obtained by subtracting the known thickness of the bus bar 40 from the height of the surface of the bus bar 40. Can be calculated.
- the gap GP between the electrode terminal 2 and the bus bar 40 can be calculated from the height of the electrode terminal 2 and the height on the back surface side of the bus bar 40.
- the height of the surface of the bus bar 40 and the electrode terminal 2 can be easily adjusted by using a distance measuring sensor.
- the ranging sensor uses a known method that can measure the height, such as a triangulation method, TOF (Time-Of-Flight) type, capacitance type, eddy current type, ultrasonic type, contact type, etc. Height can be measured.
- a plurality of window portions 42 are opened in the bus bar 40 so that the electrode terminals 2 can be visually recognized from each window portion 42.
- different positions of the electrode terminals 2 can be confirmed through the plurality of window portions 42A and 42B. Therefore, the heights of different parts of the electrode terminals 2 can be measured and the bus bar can be confirmed. From the known thickness TB of 40, it is possible to calculate the gap GP at the welding position between the back surface of the bus bar 40 and the electrode terminal 2.
- the bus bar 40 forming the height HTR1 on the upper surface of the battery cell 1, the height HTF1 on the upper surface of the electrode terminal 2, and the window portion 42A by the distance measuring sensor RF.
- the height HBF1 of the upper surface of the above surface is measured.
- the gap GP0 at the welding position can be calculated.
- the gap GP0 at the welding position is the window portion. It is the average value of the gap GP1 in the 42A and the gap GP2 in the window portion 42B.
- the plurality of window portions 42 are separated so as to sandwich the fixed region FA to which the bus bar 40 and the electrode terminal 2 are connected and opened.
- the height of the electrode terminal 2 can be measured at two points facing each other across the fixed region FA. Therefore, in the gap between the electrode terminal 2 and the bus bar 40 measured at the window portions 42 on both sides of the fixed region FA. Therefore, the gap in the fixed region FA can be calculated more accurately.
- the fixed region FA is a laser welded region when the electrode terminal 2 and the bus bar 40 are fixed by laser welding as described above. It is preferable that the plurality of window portions 42 facing each other with the fixed region FA interposed therebetween are opened on the contour defining the connection position connected to the electrode terminal 2. As a result, in addition to detecting the height, that is, the gap, it is possible to confirm that the electrode terminal 2 is at the connection position with the same window portion 42. [Embodiment 2]
- FIG. 6 shows an example of a plan view of a connection piece 41B of a bus bar 40B having a plurality of windows 42A'and 42B'opened.
- the windows 42A'and 42B' are opened at diagonal positions of the electrode terminals 2, respectively. Since the height of the electrode terminal 2 can be measured at two diagonal points in this way, the gap between the electrode terminal 2 and the bus bar 40B can be calculated more accurately.
- the number of the plurality of windows is not limited to two, and it goes without saying that the number may be three or more.
- a window arranged in the middle on the left and right sides of the contour defining the connection position of the electrode terminal 2 arranged on the back surface side of the bus bar 40C.
- a window portion 42C is also formed in the middle of the lower side, and a total of three window portions 42 are used for positioning and confirmation of the gap.
- the upper and lower sides Window portions 42C and 42D are also formed in the middle to form a total of four window portions 42.
- the present invention does not limit the shape of the window portion to a rectangular shape, but a polygonal shape such as a rhombus, a hexagon, or an octagon. Any shape such as a circular shape, an elliptical shape, and a track shape can be used.
- the window portion does not necessarily have to be formed in an annular shape with its periphery closed, and it is sufficient if the electrode terminals on the lower surface of the bus bar can be visually recognized from above.
- the window portion 42E formed so that the upper left corner of the contour defining the connection position of the electrode terminal 2 can be visually recognized is the bus bar 40E. It is formed in a notch shape from the edge.
- the window portion opened in the bus bar means a shape in which a part of the electrode terminals on the back surface side of the bus bar can be visually recognized regardless of the name, and is used in the meaning including a notch.
- the contour portion of the electrode terminals may be the one in which only the inside is exposed.
- Such a window portion is mainly used for detecting the height of the electrode terminal, that is, the gap between the electrode terminal and the bus bar.
- the lower right window portion 42F is used only for detecting the height of the electrode terminal 2, and is not used for confirming the positioning of the electrode terminal 2.
- the present invention is not limited to this configuration, and as a window portion, an outer shape window portion for detecting the outer shape of the electrode terminal and a height window portion for detecting the height of the electrode terminal are opened, respectively. You may. By separating the window portion for the outer shape detection and the height detection in this way, it is possible to provide the window portion at a position suitable for the outer shape detection and a position suitable for the height detection, respectively. Further, since the outer shape can be detected and the height can be detected at each part, there is an advantage that a plurality of processes can be performed in parallel.
- the outer window portion 42-1 is provided diagonally of the electrode terminal 2, while the height window portion 42-2 sandwiches the welding position. It is provided on both sides.
- the present invention does not limit the number of windows to a plurality, and even if there is only one. good.
- the window portion by forming the window portion into an elongated shape, it is possible to detect the height of the electrode terminals exposed from the window portion at a plurality of portions and confirm the connection position.
- FIG. 11 An example of this is shown in FIG. 11 as a bus bar 40G of the power supply device according to the seventh embodiment.
- the window portion 42G is formed in a vertically long slit shape so as to vertically straddle the contour defining the connection position.
- the window portion has an elongated hole shape that is longer than the width of the electrode terminal.
- the opposite edges of the electrode terminals can be visually recognized from one window portion, and the inclination of the electrode terminals can be detected from the one window portion.
- the gap is calculated at the measurement position MP7 above the vertically elongated window portion 42G and the measurement position MP8 below, respectively, and is formed to the left and right of the measurement positions MP7 and MP8.
- the gap between the fixed area FA is estimated.
- the recess 2a is formed in the middle of the electrode terminals 2 as shown in FIG.
- the heights on both sides of the recess 2a can be measured to estimate the gap in the vicinity of the recess 2a. Further, when the recess 2a is formed in the middle of the electrode terminals 2, the recess 2a can be recognized as a reference position on the terminal plane.
- a plurality of fixed regions for fixing the bus bar and the electrode terminals may be provided in this way.
- fixed regions FA1 and FA2 are arranged on the left and right sides of the elongated window portion 42G.
- fixing such as laser welding can be performed at a plurality of locations in the vicinity of the region where the gap is detected, and the reliability of the connection between the bus bar 40G and the electrode terminal 2 can be improved.
- it can be said that it is preferable to arrange them so that the line connecting the plurality of fixed regions FA1 and FA2 intersects with the window portion 42G.
- the intersecting portion is excluded from the fixed region.
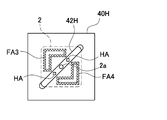
- the elongated common window portion 42 is not limited to a configuration in which the window portion 42 is opened so as to straddle the upper and lower sides of the contour defining the connection position as shown in FIG. 11, and is arranged so as to straddle the left and right sides of the contour, for example. May be good. Alternatively, it may be formed diagonally with respect to the rectangular contour.
- the window portion 42H is opened so as to connect the upper right corner and the lower left corner of the rectangular shape that defines the contour. Even with such an arrangement, the position of the electrode terminal 2 and the gap between the electrode terminal 2 and the bus bar 40H can be detected from the common window portion 42H, and the reliability of the connection between the electrode terminal 2 and the bus bar 40H can be maintained.
- the fixed region of the electrode terminal and the bus bar does not necessarily have to be provided in the center of the electrode terminal, and may be provided in a frame shape or a linear shape so as to follow the outer shape of the electrode terminal, for example.
- the fixed regions FA3 and FA4 are L-shaped, and the L-shaped fixed regions FA3 and FA4 are arranged so as to face each other along the connection position of the electrode terminal 2.
- a bus bar 40 is prepared which connects a battery laminate 10 in which a plurality of battery cells 1 having electrode terminals 2 are laminated and electrode terminals 2 of adjacent battery cells 1 to each other, and the window portion 42 is opened in advance. do.
- the bus bar 40 is superposed on the electrode terminal 2 of the battery cell 1, and a part of the electrode terminal 2 is visually recognized through the window portion 42 to check whether the bus bar 40 and the electrode terminal 2 are correctly positioned at the welding position. Check.
- the bus bar 40 whose positioning has been confirmed is welded to the battery cell 1. If the positioning fails, take necessary measures such as repositioning as necessary. In this way, even when the bus bar 40 is superposed on the electrode terminal 2, the lower electrode terminal 2 can be visually recognized through the window portion 42, so that the welding position and height can be confirmed, and the reliability of welding can be improved. It becomes possible to increase.
- the step of confirming the positioning is a step of visually recognizing a part of the electrode terminal 2 through the window 42 in a state where the bus bar 40 is overlapped with the electrode terminal 2 of the battery cell 1 and measuring the height of the electrode terminal 2. And, based on the known thickness of the bus bar 40, a step of calculating the gap between the back surface of the bus bar 40 and the front surface of the electrode terminal 2 can be included. As a result, by acquiring the gap between the back surface of the bus bar 40 and the electrode terminal 2, if the gap is large, it is possible to take necessary measures because the strength of welding between the bus bar 40 and the electrode terminal 2 cannot be secured. Can improve the reliability of.
- the above power supply device 100 can be used as a power source for a vehicle that supplies electric power to a motor that runs an electric vehicle.
- an electric vehicle such as a hybrid vehicle or a plug-in hybrid vehicle that runs on both an engine and a motor, or an electric vehicle that runs only on a motor can be used, and is used as a power source for these vehicles. Will be done.
- a large number of the above-mentioned power supply devices 100 are connected in series or in parallel, and a large-capacity, high-output power supply device to which a necessary control circuit is added is constructed. do. (Power supply for hybrid vehicles)
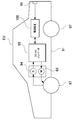
- FIG. 13 shows an example in which the power supply device 100 is mounted on a hybrid vehicle traveling by both an engine and a motor.
- the vehicle HV equipped with the power supply device 100 shown in this figure is driven by a vehicle main body 91, an engine 96 for running the vehicle main body 91, a running motor 93, and these engines 96 and a running motor 93. It includes wheels 97, a power supply device 100 that supplies electric power to the motor 93, and a generator 94 that charges the batteries of the power supply device 100.
- the power supply device 100 is connected to the motor 93 and the generator 94 via the DC / AC inverter 95.
- the vehicle HV runs on both the motor 93 and the engine 96 while charging and discharging the battery of the power supply device 100.
- the motor 93 is driven to drive the vehicle in a region where the engine efficiency is low, for example, when accelerating or traveling at a low speed.
- the motor 93 is driven by being supplied with electric power from the power supply device 100.
- the generator 94 is driven by the engine 96 or by regenerative braking when braking the vehicle to charge the battery of the power supply device 100.
- the vehicle HV may be provided with a charging plug 98 for charging the power supply device 100. By connecting the charging plug 98 to an external power source, the power supply device 100 can be charged. (Power supply for electric vehicles)
- FIG. 14 shows an example in which the power supply device 100 is mounted on an electric vehicle traveling only by a motor.
- the vehicle EV equipped with the power supply device 100 shown in this figure supplies electric power to the vehicle main body 91, the traveling motor 93 for running the vehicle main body 91, the wheels 97 driven by the motor 93, and the motor 93.
- It includes a power supply device 100 for supplying power and a generator 94 for charging the battery of the power supply device 100.
- the power supply device 100 is connected to the motor 93 and the generator 94 via the DC / AC inverter 95.
- the motor 93 is driven by being supplied with electric power from the power supply device 100.
- the generator 94 is driven by the energy used for regenerative braking of the vehicle EV to charge the battery of the power supply device 100. Further, the vehicle EV is provided with a charging plug 98, and the charging plug 98 can be connected to an external power source to charge the power supply device 100. (Power supply device for power storage device)
- the present invention does not specify the use of the power supply device as the power supply of the motor that runs the vehicle.
- the power supply device according to the embodiment can also be used as a power source for a power storage device that charges and stores a battery with electric power generated by solar power generation, wind power generation, or the like.
- FIG. 15 shows a power storage device in which the battery of the power supply device 100 is charged by the solar cell 82 to store electricity.
- the power storage device shown in FIG. 15 charges the battery of the power supply device 100 with the electric power generated by the solar cells 82 arranged on the roof or roof of a building 81 such as a house or factory.
- This power storage device uses the solar cell 82 as a power source for charging, charges the battery of the power supply device 100 with the charging circuit 83, and then supplies power to the load 86 via the DC / AC inverter 85. Therefore, this power storage device has a charge mode and a discharge mode.
- the DC / AC inverter 85 and the charging circuit 83 are connected to the power supply device 100 via the discharge switch 87 and the charging switch 84, respectively.
- the ON / OFF of the discharge switch 87 and the charge switch 84 is switched by the power controller 88 of the power storage device.
- the power controller 88 switches the charging switch 84 to ON and the discharge switch 87 to OFF to allow the charging circuit 83 to charge the power supply device 100.
- the power controller 88 turns off the charging switch 84 and turns on the discharge switch 87 to switch to the discharge mode, and the power supply device 100 Allows discharge from to load 86.
- the charge switch 84 can be turned on and the discharge switch 87 can be turned on to supply power to the load 86 and charge the power supply device 100 at the same time.
- the power supply device can also be used as a power source for a power storage device that charges and stores batteries using midnight power at night.
- a power supply device charged with midnight power can be charged with midnight power, which is surplus power of a power plant, and output power in the daytime when the power load is large, so that the peak power in the daytime can be limited to a small value.
- the power supply can also be used as a power source for charging with both solar cell output and midnight power. This power supply device can effectively utilize both the power generated by the solar cell and the midnight power, and can efficiently store electricity while considering the weather and power consumption.
- the above-mentioned power storage system includes a backup power supply device that can be mounted in a computer server rack, a backup power supply device for a wireless base station such as a mobile phone, a power storage power supply for home or factory use, a power supply for street lights, and the like. It can be suitably used for power storage devices combined with solar cells, backup power sources for traffic lights and road traffic indicators, and the like.
- the power supply device is used as a power source for a large current used as a power source for a motor for driving an electric vehicle such as a hybrid vehicle, a fuel cell vehicle, an electric vehicle, or an electric motorcycle. It can be preferably used.
- a power supply device for a plug-in type hybrid electric vehicle, a hybrid type electric vehicle, an electric vehicle, or the like that can switch between an EV driving mode and a HEV driving mode can be mentioned.
- a backup power supply that can be mounted in a computer server rack, a backup power supply for wireless base stations such as mobile phones, a power storage device for home use and factories, a power supply for street lights, etc. , Can also be used as appropriate for backup power supplies such as traffic lights.
- Bus bar HA ... Height detection position FA, FA1, FA2 , FA3, FA4 ... Fixed regions GP0, GP1, GP2 ... Gap between the electrode terminal and the bus bar RF ...
- Distance measuring sensors HTR1, HTR2 ... Height of the upper surface of the battery cell HTF1, HTF ... Height of the upper surface of the electrode terminal HBF1, HBF2 ... Height of the upper surface of the bus bar TB ... Thickness of the bus bar HBR1, HBR2 ... Height of the back side of the bus bar HV, EV ... Vehicle
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Power Engineering (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Inorganic Chemistry (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Battery Mounting, Suspending (AREA)
Abstract
電源装置(100は、外装缶の上面に電極端子(2)を有する電池セル(1)を複数積層した電池積層体(10)と、隣接する電池セル(1)の電極端子(2)同士を接続する、複数のバスバー(40)とを備える。バスバー(40)は、平面視において電池セル(1)の電極端子(2)と重ねた状態で、この電極端子(2)の一部を視認可能な窓部(42)を開口している。これにより、電極端子(2)にバスバー(40)を重ねても、窓部(42)を通じて下側の電極端子(2)を視認できることから、接続位置や高さの確認を行うことができ、接続の信頼性を高めることが可能となる。
Description
本開示は、電源装置及びこれを備える車両並びに蓄電装置に関する。
複数の電池セルを備える電池モジュールや電池パックなどの電源装置は、ハイブリッド自動車や電気自動車など車両用の電源や、工場用、家庭用などの蓄電システムの電源などに利用されている(例えば特許文献1~3参照)。
このような電源装置は、充放電可能な複数の電池セルを複数枚積層している。例えば図16の模式断面図に示すように、電源装置900は角型の外装缶の電池セル901を積層した電池積層体910の両側の端面に、それぞれエンドプレート903を配置し、エンドプレート903同士をバインドバー904で締結している。また角形の電池セル901は、その上面に正負の電極端子902を離間して設けている。隣接する電池セル901の電極端子902は、図17の拡大分解斜視図に示すようにバスバー940で接続される。
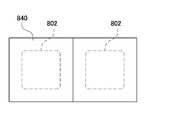
しかしながら、図18の分解斜視図及び図19の平面図に示すように、バスバー840が電極端子802よりも大きい場合には、電極端子802がバスバー840に隠れて溶接位置が見えないという問題があった。
またレーザ溶接の場合は、溶接する部位同士の間に隙間があると、溶接の強度が安定せず、信頼性に影響を当たる。したがって、隙間がない状態でレーザ溶接を行う必要がある。しかしながら、図19に示すように下側の電極端子802がバスバー840に隠れていると、この間の隙間を確認することもできなかった。
本発明の一態様に係る目的の一は、電池セルの電極端子とバスバーとの接続の信頼性を高めた電源装置及びこれを備える車両並びに蓄電装置を提供することにある。
本発明のある態様に係る電源装置は、外装缶の上面に電極端子を有する電池セルを複数積層した電池積層体と、隣接する電池セルの前記電極端子同士を接続する、複数のバスバーと、を備え、前記バスバーは、平面視において前記電池セルの電極端子と重ねた状態で、該電極端子の一部を視認可能な窓部を開口している。
本発明のある態様に係る電源装置によれば、電極端子にバスバーを重ねても、窓部を通じて下側の電極端子を視認できることから、接続位置や高さの確認を行うことができ、接続の信頼性を高めることが可能となる。
本発明の実施形態は、以下の構成によって特定されてもよい。
本発明の一実施形態に係る電源装置は、上記構成に加えて、前記バスバーは、窓部を複数、開口させており、各窓部から前記電極端子をそれぞれ視認可能としている。上記構成により、複数の窓部を通じて電極端子の異なる位置を確認できることから、電極端子の異なる部位の高さを測定して、バスバーの既知の厚さから、バスバー裏面と電極端子との隙間を演算することが可能となる。
本発明の他の実施形態に係る電源装置は、上記いずれかの構成に加えて、前記バスバーが、前記複数の窓部を、前記バスバーと電極端子とが接続される固定領域を挟むように離間させて、開口させている。上記構成により、固定領域を挟んで対向する2箇所で電極端子の高さを測定できることから、固定領域における電極端子とバスバーの隙間をより正確に演算することが可能となる。
また、本発明の他の実施形態に係る電源装置は、上記いずれかの構成に加えて、前記複数の窓部が、前記電極端子の対角線状の位置に開口されている。上記構成により、対角線状にある2箇所で電極端子の高さを測定できることから、より正確に電極端子とバスバーの隙間を演算することが可能となる。
さらに、本発明の他の実施形態に係る電源装置は、上記いずれかの構成に加えて、前記窓部が、前記電極端子の外形を検出するための外形用窓部と、前記電極端子の高さを検出するための高さ用窓部とを含む。上記構成により、複数の窓部の内、電極端子の外形を検出する外形用窓部と、電極端子の高さを検出する高さ用窓部をそれぞれ用意することで、各窓部にて外形検出や高さ検出といった処理をそれぞれ行うことができ、外形検出に適した位置、高さ検出に適した位置に、それぞれ窓部を設けることで適切な処理結果が得られる。
さらにまた、本発明の他の実施形態に係る電源装置は、上記いずれかの構成に加えて、前記窓部が、前記バスバーに矩形状に開口されている。
さらにまた、本発明の他の実施形態に係る電源装置は、上記いずれかの構成に加えて、前記窓部が、前記電極端子の幅よりも長い長穴状に開口されている。上記構成により、一の窓部から、電極端子の向かい合う端縁を視認可能となり、電極端子の傾きを一の窓部から検出できるようになる。
さらにまた、本発明の他の実施形態に係る電源装置は、上記いずれかの構成に加えて、前記窓部が、前記電極端子よりも小さく形成されている。上記構成により、従来のように電極端子の凸条と合致する丸穴をバスバーに設けることなく、電極端子の一部のみを視認可能な窓部でもって電極端子の位置を把握して、固定することが可能となる。
さらにまた、本発明の他の実施形態に係る電源装置は、上記いずれかの構成に加えて、前記バスバーと前記電極端子との接続部位がレーザ溶接部位である。
さらにまた、本発明の他の実施形態に係る電源装置は、上記いずれかの構成に加えて、前記電極端子が、凹部を形成している。上記構成により、従来の凸部を有する電極端子とバスバーの丸穴の係合を利用しない接合が可能となる。
さらにまた、本発明の他の実施形態に係る電源装置は、上記いずれかの構成に加えて、前記バスバーは、平面視において前記電池セルの電極端子と重ねた状態で、前記電極端子よりも大きく形成されている。上記構成により、バスバーの方が電極端子よりも大きくて必然的に電極端子がバスバーに隠れてしまう場合でも、窓部を通じて下側の電極端子を視認できることから、溶接位置や高さの確認を行うことができ、レーザ溶接の信頼性を高めることが可能となる。
さらにまた、本発明の他の実施形態に係る電動車両は、上記何れかの電源装置と、該電源装置から電力供給される走行用のモータと、前記電源装置及び前記モータを搭載してなる車両本体と、前記モータで駆動されて前記車両本体を走行させる車輪とを備える。
さらにまた、本発明の他の実施形態に係る蓄電装置は、上記何れかの電源装置と、該電源装置への充放電を制御する電源コントローラと備えて、前記電源コントローラでもって、外部からの電力により前記電池セルへの充電を可能とすると共に、該電池セルに対し充電を行うよう制御する。
さらにまた、本発明の他の実施形態に係る電源装置の製造方法は、電極端子を有する電池セルを複数積層した電池積層体と、隣接する電池セルの前記電極端子同士を接続するバスバーであって、窓部を予め開口してなるバスバーとを準備する工程と、前記バスバーを、前記電池セルの電極端子と重ねて、前記窓部を通じて前記電極端子の一部を視認して、前記バスバーと電極端子とが溶接位置に正しく位置決めされているかを確認する工程と、前記位置決めが確認されたバスバーを、前記電池セルと溶接する工程とを含む。これにより、電極端子にバスバーを重ねても、窓部を通じて下側の電極端子を視認できることから、溶接位置や高さの確認を行うことができ、溶接の信頼性を高めることが可能となる。
さらにまた、本発明の他の実施形態に係る電源装置の製造方法は、上記に加えて、前記位置決めを確認する工程が、前記バスバーを前記電池セルの電極端子と重ねた状態で、前記窓部を通じて前記電極端子の一部を視認して、前記電極端子の高さを測定する工程と、前記バスバーの既知の厚さに基づいて、該バスバーの裏面と前記電極端子の表面との間の隙間を演算する工程とを含む。これにより、バスバー裏面と電極端子との隙間を取得することで、隙間が大きい場合はバスバーと電極端子との溶接の強度が確保できないとして必要な対策を講じることが可能となり、溶接の信頼性を向上できる。
さらにまた、本発明の他の実施形態に係る電源装置の製造方法は、上記いずれかに加えて、前記バスバーを前記電池セルと溶接する工程が、レーザ溶接で行われている。
以下、本発明の実施形態を図面に基づいて説明する。ただし、以下に示す実施形態は、本発明の技術思想を具体化するための例示であって、本発明は以下のものに特定されない。また、本明細書は、特許請求の範囲に示される部材を、実施形態の部材に特定するものでは決してない。特に実施形態に記載されている構成部材の寸法、材質、形状、その相対的配置等は特に特定的な記載がない限りは、本発明の範囲をそれのみに限定する趣旨ではなく、単なる説明例にすぎない。なお、各図面が示す部材の大きさや位置関係等は、説明を明確にするため誇張していることがある。さらに以下の説明において、同一の名称、符号については同一もしくは同質の部材を示しており、詳細説明を適宜省略する。さらに、本発明を構成する各要素は、複数の要素を同一の部材で構成して一の部材で複数の要素を兼用する態様としてもよいし、逆に一の部材の機能を複数の部材で分担して実現することもできる。また、一部の実施例、実施形態において説明された内容は、他の実施例、実施形態等に利用可能なものもある。
実施形態に係る電源装置は、ハイブリッド車や電気自動車などの電動車両に搭載されて走行用モータに電力を供給する電源、太陽光発電や風力発電などの自然エネルギーの発電電力を蓄電する電源、あるいは深夜電力を蓄電する電源など、種々の用途に使用され、とくに大電力、大電流の用途に好適な電源として使用される。以下の例では、電動車両の駆動用の電源装置に適用した実施形態について、説明する。
[実施形態1]
[実施形態1]
本発明の実施形態1に係る電源装置100を、図1~図2にそれぞれ示す。これらの図において、図1は実施形態1に係る電源装置100の要部拡大図付き斜視図、図2は図1に示す電源装置100の要部拡大図付き分解斜視図を、それぞれ示している。
これらの図に示す電源装置100は、複数の電池セル1を絶縁スペーサ16を介して積層した電池積層体10と、この電池積層体10の両側端面を覆う一対のエンドプレート20と、エンドプレート20同士を締結する複数の締結部材15と、電池積層体10の上面に設けられたバスバー40を備える。
締結部材15は、複数の電池セル1の積層方向に沿って延長された板状に形成される。この締結部材15は、電池積層体10の対向する側面にそれぞれ配置されて、エンドプレート20同士を締結する。
(電池積層体10)
(電池積層体10)
電池積層体10は、図2に示すように、正負の電極端子2を備える複数の電池セル1と、これら複数の電池セル1の電極端子2に接続されて、複数の電池セル1を並列かつ直列に接続するバスバー40を備える。これらのバスバー40を介して複数の電池セル1を並列や直列に接続している。電池セル1は、充放電可能な二次電池である。電源装置100は、複数の電池セル1が並列に接続されて並列電池グループを構成すると共に、複数の並列電池グループが直列に接続されて、多数の電池セル1が並列かつ直列に接続される。図2に示す電源装置100は、複数の電池セル1を積層して電池積層体10を形成している。また電池積層体10の両端面には一対のエンドプレート20が配置される。このエンドプレート20同士に、締結部材15の端部を固定して、積層状態の電池セル1を押圧した状態に固定する。
(電池セル1)
(電池セル1)
電池セル1は、図2に示すように、厚さに比べて幅が広い、言い換えると幅よりも薄い角形電池で、厚さ方向に積層されて電池積層体10としている。電池セル1は、例えば、リチウムイオン二次電池とすることができる。また、電池セルは、ニッケル水素電池、ニッケルカドミウム電池等、充電できる全ての二次電池とすることもできる。電池セル1は、密閉構造の外装缶1aに正負の電極板を電解液と共に収容している。外装缶1aは、アルミニウムやアルミニウム合金等の金属板を角形にプレス成形され、開口部分を封口板1bで気密に密閉している。封口板1bは、角型の外装缶1aと同じアルミニウムやアルミニウム合金で、両端部に正負の電極端子2を固定している。さらに、封口板1bは、正負の電極端子2の間に、電池セル1のそれぞれ内部の圧力変化に応じて開弁する安全弁であるガス排出弁1cを設けている。
複数の電池セル1は、各電池セル1の厚み方向が積層方向となるように積層されて電池積層体10を構成している。この際、積層数を通常よりも多めにすることで、電池積層体10の高出力化を図ることができる。斯かる場合、電池積層体10は積層方向に延長された長尺のものとなる。電池セル1は、正負の電極端子2を設けている端子面1Xを同一平面に配置して、複数の電池セル1を積層して電池積層体10としている。そして、電池積層体10の上面を、複数の電池セル1のガス排出弁1cを設けた面としている。
(電極端子2)
(電極端子2)
電池セル1は、図2等に示すように天面である封口板1bを端子面1Xとして、この端子面1Xの両端部に正負の電極端子2を固定している。電極端子2は、面取りした矩形状の板状としている。ただ電極端子の形状はこれに限らず、八角形などの多角形状や円形、楕円形状の板状としてもよい。なお板状の電極端子の隅部を面取りすることは、必ずしも必須でない。あるいは、図3の模式断面図に示すように、板状の中央に凹部2aを形成してもよい。
電池セル1の封口板1bに固定される正負の電極端子2の位置は、正極と負極が左右対称となる位置としている。これにより、図2に示すように、電池セル1を左右反転させて積層し、隣接して接近する正極と負極の電極端子2をバスバー40で接続することで、隣接する電池セル1同士を直列に接続できるようにしている。なお、本発明は、電池積層体を構成する電池セルの個数とその接続状態を特定しない。後述する他の実施形態も含めて、電池積層体を構成する電池セルの個数、及びその接続状態を種々に変更することもできる。
複数の電池セル1は、各電池セル1の厚さ方向が積層方向となるように積層されて、電池積層体10を構成している。電池積層体10は、正負の電極端子2を設けている端子面1X、図2においては封口板1bが同一平面となるように、複数の電池セル1を積層している。
(絶縁スペーサ16)
(絶縁スペーサ16)
電池積層体10は、隣接して積層される電池セル1同士の間に、絶縁スペーサ16を介在させている。絶縁スペーサ16は、樹脂等の絶縁材で薄いプレート状又はシート状に製作されている。絶縁スペーサ16は、電池セル1の対向面とほぼ等しい大きさのプレート状とする。この絶縁スペーサ16を互いに隣接する電池セル1の間に積層して、隣接する電池セル1同士を絶縁できる。なお、隣接する電池セル間に配置されるスペーサとしては、電池セルとスペーサの間に冷却気体の流路が形成される形状のスペーサを用いることもできる。また、電池セルの表面を絶縁材で被覆することもできる。例えばPET樹脂等のシュリンクフィルムで電池セルの電極端子部分を除く外装缶の表面を覆ってもよい。
さらに、図2に示す電源装置100は、電池積層体10の両端面にエンドプレート20を配置している。なおエンドプレート20と電池積層体10の間に端面スペーサ17を介在させて、これらを絶縁してもよい。端面スペーサ17も、樹脂等の絶縁材で薄いプレート状又はシート状に製作できる。
実施形態1に係る電源装置100は、複数の電池セル1が互いに積層される電池積層体10において、互いに隣接する複数の電池セル1の電極端子2同士をバスバー40で接続して、複数の電池セル1を並列かつ直列に接続する。
(エンドプレート20)
(エンドプレート20)
エンドプレート20は、図2に示すように、電池積層体10の両端に配置されると共に、電池積層体10の両側面に沿って配置される左右一対の締結部材15を介して締結される。エンドプレート20は、電池積層体10の電池セル1の積層方向における両端であって、端面スペーサ17の外側に配置されて電池積層体10を両端から挟着している。
(締結部材15)
(締結部材15)
締結部材15は、両端を電池積層体10の両端面に配置されたエンドプレート20に固定される。複数の締結部材15でもってエンドプレート20を固定し、もって電池積層体10を積層方向に締結している。各締結部材15は、図2等に示すように、電池積層体10の側面に沿う所定の幅と所定の厚さを有する金属製で、電池積層体10の両側面に対向して配置されている。この締結部材15には、鉄などの金属板、好ましくは、鋼板が使用できる。金属板からなる締結部材15は、プレス成形等により折曲加工されて所定の形状に形成される。
締結部材15は、板状の締結主面15aの上下をコ字状に折曲して、折曲片15dを形成している。上下の折曲片15dは、電池積層体10の左右側面において、電池積層体10の上下面を隅部から覆う。この締結部材15は、締結主面15aに開口された複数の締結ねじ穴にそれぞれボルト15fを螺合し、エンドプレート20の外周面に固定している。なお、締結主面15aとエンドプレート20との固定は、必ずしもボルトを用いた螺合に限られず、ピンやリベット等としてもよい。
多数の電池セル1を積層している電源装置100は、複数の電池セル1からなる電池積層体10の両端に配置されるエンドプレート20を締結部材15で連結することで、複数の電池セル1を拘束するように構成されている。複数の電池セル1を、高い剛性をもつエンドプレート20や締結部材15を介して拘束することで、充放電や劣化に伴う電池セル1の膨張、変形、相対移動、振動による誤動作などを抑制できる。
(絶縁シート30)
(絶縁シート30)
また締結部材15と電池積層体10の間には、絶縁シート30が介在される。絶縁シート30は絶縁性を備える材質、例えば樹脂などで構成され、金属製の締結部材15と電池セル1との間を絶縁している。図2等に示す絶縁シート30は、電池積層体10の側面を覆う平板31と、この平板31の上下にそれぞれ設けられた折曲被覆部32とで構成される。折曲被覆部32は、締結部材15の折曲片15dを覆うように、平板31からコ字状に折曲した後、さらに折り返している。これにより折曲片15dは、上面から側面及び下面にかけて絶縁性の折曲被覆部で覆うことにより、電池セル1と締結部材15の意図しない導通を回避することができる。
また折曲片15dは、折曲被覆部32を介して、電池積層体10の電池セル1の上面及び下面を押圧する。これにより、各電池セル1を上下方向から折曲片15dで押圧して高さ方向に保持し、振動や衝撃等が電池積層体10に印加されても、各電池セル1が上下方向に位置ずれしないように維持できる。
なお、電池積層体や電池積層体の表面が絶縁されている場合、例えば電池セルが絶縁性のケースに収納されていたり、樹脂製の熱収縮性フィルムで覆われている場合、又は締結部材の表面に絶縁性の塗料やコーティングが施されている場合、あるいは締結部材が絶縁性の材質で構成されている場合等は、絶縁シートを不要とできる。また絶縁シート30も、電池積層体10の下面側で締結部材15の折曲片15dとの絶縁を考慮しなくてよい場合は、折曲被覆部32を上端側にのみ形成してもよい。例えば電池セルを熱収縮性フィルムで被覆している場合等が該当する。
(バスバー40)
(バスバー40)
バスバー40は、その両端部を正負の電極端子2に接続して、電池セル1を直列に、あるいは並列に接続する。電源装置100は、電池セル1を直列に接続して出力電圧を高くし、電池セル1を直列と並列に接続して、出力電圧と出力電流を大きくできる。
バスバー40と電極端子2の接続は、例えば溶接が利用できる。溶接にはレーザ光の走査が利用できる。特に安価で高出力のファイバーレーザが好適に利用できる。あるいは、レーザ溶接に代えて抵抗溶接を用いてもよい。またレーザ溶接では、レーザ光を何度か走査して、バスバー40と電極端子2を部分的に溶融させて固定する。このようなバスバー40と電極端子2が固定される領域を、本明細書では固定領域FAと呼ぶ。またレーザ溶接による固定の場合は、固定領域FAをレーザ光で走査させて、バスバー40と電極端子2を固定している。
(接続片41)
(接続片41)
図1、図2に示すバスバー40は、隣接する2つの電池セル1の、対向する電極端子2同士を接続している。このためバスバー40は、隣接する電池セル1の電極端子2を跨ぐように延長されて、各電極端子2を覆っている。いいかえると、各バスバー40は各電極端子2を接続する接続片41を2枚連ねており、各接続片41で異なる電池セル1の電極端子2と接続されて、これらの電池セル1同士を電気的接続する。すなわち2つの電極端子2を上面から一つのバスバー40で覆い被せるように配置している。なお接続片41は、図1等の例では2枚の接続片41を接続して一のバスバー40を構成しているが、接続片の数は2に限定するものでなく、電池セルの接続数や接続形態に応じて、接続片を3枚以上連結してバスバーを構成してもよい。
(窓部42)
(窓部42)
またバスバー40の各接続片41には、図4の平面図に示すように窓部42を開口している。窓部42を開口したことで、このバスバー40を電池セル1の電極端子2と重ねた状態で、電極端子2の一部が視認可能となる。このようにすることで、電極端子2の上からバスバー40を重ねても、窓部42を通じて下側の電極端子2を視認できるようになり、溶接位置や高さの確認を行うことができ、レーザ溶接の信頼性を高めることが可能となる。
従来の電源装置において、バスバーと電極端子の溶接に際して、バスバーを電極端子の上面に重ねると、バスバーに電極端子が隠れてしまい、電極端子の位置を視認できないという問題があった。例えばバスバーに隠れた電極端子の位置が、想定している位置とずれていても、バスバー側からは確認できないため、レーザ溶接が適切に行われず、所定の溶接強度が発揮できないことが考えられた。
そこで本実施形態においては、バスバー40に窓部42を設けて、電極端子2の一部を視認可能としたことで、溶接位置の推測精度を高めている。特に窓部42を、予め溶接位置として想定される電極端子2の外形が収まる位置に予め設定しておくことで、電極端子2が正しく配置されていることの確認が可能となる。
また別の観点として、従来の電源装置では、図16の分解斜視図及び図17の拡大斜視図に示すように、電池セル901の外装缶の上面に形成された電極端子902の中央部分に凸部を形成し、一方のバスバー940には、この凸部を挿入する丸穴を形成し、丸穴に凸部を挿入してレーザ溶接していた。この構成であれば、バスバー940と電極端子902との溶接に際して、凸部と丸穴でもって位置決めが行える上、溶接位置も視認できる。しかしながらこの構成では、バスバー940と溶接する際に接触面積が少なく、溶接できる面積に制約があるため、面積に比例して溶接強度を増やせないという問題があった。
これに対して、電池セルの電極端子の中央部分に局所的に面積を狭くした凸部を形成せずに平坦面とし、一方のバスバーも平坦面として、これらの接触面積を増やして溶接の面積を稼ぐことが考えられる。しかしながらこの構成では、バスバー側に凸部を挿入する丸穴がないことから、電極端子の外形を視認できないという新たな課題が生じた。特に電極端子がバスバーの接続片よりも小さいと、溶接位置がバスバーに隠れてしまうため、電極端子とバスバーとが正確に位置決めされた状態にあるかどうかを確認することができない。この状態でレーザ溶接を行うと、仮に位置決めが正しくなされていない電極端子とバスバーについては、接合強度が保証されず、信頼性が低下する可能性があった。
そこで本実施形態においては、上述の通り、バスバー40に電極端子との係合用でなく、位置決め用の窓部42を開口させることで、電極端子2の位置を確認できるようにして、電極端子2とバスバー40との相対的な位置決めが正しくなされていることを確認できるようにしている。この窓部42は、バスバー40を電極端子2と接合する固定位置に重ねた状態で、この電極端子2が固定位置として想定される所定の位置にあると仮定した場合に、この電極端子2の外形の一部が視認できる位置に予め開口されている。このような位置に窓部42を開口することで、バスバー40の裏側で電極端子2が想定される位置に正しく配置されていることを、窓部42を通じて確認できるようになる。
窓部42は、電極端子2よりも小さく形成することができる。すなわち、図17に示すような電極端子902と係合させるための大きな形状とする必要はなく、外形の一部や高さの検出ができれば足りる。このように窓部42を小さい貫通孔とすることで、バスバー40の強度を保つことができる。換言すると、本実施形態によれば従来のような電極端子2の凸部を挿入する大きめの穴を不要とすることができる。
またバスバー40は、電池セル1の電極端子2と重ねた状態で、平面視において電極端子2よりも大きく形成されているものとする。このように、バスバー40の方が電極端子2よりも大きくて必然的に電極端子2がバスバー40に隠れてしまう場合でも、上述の通り窓部42を通じて下側の電極端子2を視認できることから、溶接位置や高さの確認を行うことができ、レーザ溶接の信頼性を高めることが可能となる。ただし、上記は本発明において必須でなく、例えばバスバー40が電極端子2より小さい場合においても、電極端子2の形状によってはバスバー40に隠れた溶接する部位の姿勢が確認できないケース等にも、適用できる。
加えて、窓部42を通じて表出された電極端子2の位置のみならず、表面の高さを検出することもできる。図4の平面図においては、電極端子2の表面高さを検出する高さ検出位置をHAで示している。また図4のV-V線における模式断面図を、図5に示す。バスバー40の表面の高さは、窓部42以外の部位で検出できることから、バスバー40の表面の高さから、既知のバスバー40の厚さを減算することで、バスバー40の裏面側の高さも計算できる。したがって、電極端子2の高さとバスバー40の裏面側の高さから、電極端子2とバスバー40との隙間GPを演算できる。バスバー40と電極端子2との溶接に際しては、隙間がない、あるいは溶接加工上許容される僅かな隙間の範囲内に収まっていることが必要であり、この確認を行えるようになる。なお、バスバー40や電極端子2の表面の高さは、測距センサを用いて容易に行うことができる。測距センサは、三角測量方式やTOF(Time-Of-Flight)型、静電容量型、渦電流型、超音波型、接触型等、高さを測定可能な既知の手法を用いて表面の高さを測定できる。
窓部42は、バスバー40に複数個を開口させて、各窓部42から電極端子2をそれぞれ視認可能とすることが好ましい。このような構成により、図5の断面図に示すように、複数の窓部42A、42Bを通じて電極端子2の異なる位置を確認できることから、電極端子2の異なる部位の高さを測定して、バスバー40の既知の厚さTBから、バスバー40裏面と電極端子2との溶接位置の隙間GPを演算することが可能となる。具体的には、図において左側の窓部42Aにおいて、測距センサRFでもって、電池セル1の上面の高さHTR1と電極端子2の上面の高さHTF1、及び窓部42Aを形成するバスバー40の上面の高さHBF1を、それぞれ測定する。そして、予め取得したバスバー40の厚さTBから、バスバー40の裏面側の高さHBR1を演算する(HBR1=HBF1-TB)。また、バスバー40の裏面側の高さHBR1と電極端子2の上面の高さHTF1から、窓部42Aにおけるバスバー40の裏面側と電極端子2の表面側との隙間GP1が演算できる(GP1=HBR1-HTF1)。
同様に、図において右側の窓部42Bにおいても、測距センサRFでもって、電池セル1の上面の高さHTR2と電極端子2の上面の高さHTF2、及び窓部42Bを形成するバスバー40の上面の高さHBF2を、それぞれ測定し、バスバー40の裏面側の高さHBR2を演算する(HBR2=HBF2-TB)。また、バスバー40の裏面側の高さHBR2と電極端子2の上面の高さHTF2から、窓部42Bにおけるバスバー40の裏面側と電極端子2の表面側との隙間GP2を演算する(GP2=HBR2-HTF2)。
これら窓部42Aにおける隙間GP1と窓部42Bにおける隙間GP2から、溶接位置における隙間GP0を演算することができる。なお、窓部42Aと窓部42Bの中間に溶接位置が位置するように、予め複数の窓部42の形成位置を設計することで、溶接位置の隙間の演算を容易に行うことが可能となる。図5の例では、窓部42Aと窓部42Bの中間に溶接位置を配置し、かつ電極端子2の表面とバスバー40の裏面が平坦であると仮定すると、溶接位置における隙間GP0は、窓部42Aにおける隙間GP1と窓部42Bにおける隙間GP2の平均値となる。
また複数の窓部42は、バスバー40と電極端子2とが接続される固定領域FAを挟むように離間させて、開口させることが好ましい。このような配置によって、固定領域FAを挟んで対向する2箇所で電極端子2の高さを測定できることから、固定領域FAの両側の窓部42で測定された電極端子2とバスバー40の隙間でもって、固定領域FAにおける隙間をより正確に演算することが可能となる。換言すると、複数の窓部42を結ぶ直線と、固定領域FAとが交差するように窓部42を配置することが好ましい。
なお固定領域FAは、上述の通りレーザ溶接で電極端子2とバスバー40が固定される場合は、レーザ溶接領域となる。このように固定領域FAを挟んで対向させる複数の窓部42は、電極端子2と接続される接続位置を規定する輪郭上に開口させることが好ましい。これにより、高さすなわち隙間の検出に加えて、電極端子2が接続位置にあることの確認も同じ窓部42でもって行うことが可能となる。
[実施形態2]
[実施形態2]
また窓部42を対向配置させるに際しては、図4のように電極端子2の接続位置を規定する矩形状の輪郭の内、左右の辺上とする例に限られず、例えば上下の辺上としてもよい。あるいは、対角線上としてもよい。ここで実施形態2に係る電源装置として、複数の窓部42A’、42B’を開口したバスバー40Bの接続片41Bの平面図の例を、図6に示す。この例では、窓部42A’、42B’を、電極端子2の対角線状の位置にそれぞれ開口している。このように対角線状にある2箇所で電極端子2の高さを測定できることから、より正確に電極端子2とバスバー40Bの隙間を演算することが可能となる。
[実施形態3]
[実施形態3]
また複数の窓部の数は、2個に限定するものでなく、3個以上としてもよいことはいうまでもない。例えば図7に示す実施形態3に係る電源装置のバスバー40Cでは、このバスバー40Cの裏面側に配置される電極端子2の接続位置を規定する輪郭の内、左右の辺上の中間に配置した窓部42A、42Bに加えて、下の辺の中間にも窓部42Cを形成しており、計3個の窓部42でもって位置決めや隙間の確認を行っている。
[実施形態4]
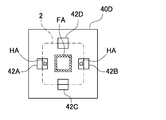
[実施形態4]
また図8に示す実施形態4に係る電源装置のバスバー40Dでは、電極端子2の接続位置を規定する輪郭の内、左右の辺上に配置した窓部42A、42Bに加えて、上下の辺の中間にも窓部42C、42Dを形成し、計4個の窓部42としている。このようにより多くの窓部42を設けることで、測定箇所を増やして電極端子2の接続の信頼性をさらに向上できる。
[実施形態5]
[実施形態5]
また、以上の例では窓部を主に矩形状に開口させた例を説明したが、本発明は窓部の形状を矩形状に限定せず、菱形や六角形、八角形等の多角形状や円形状、楕円状、トラック形状など、任意の形状が利用できる。加えて、窓部は必ずしもその周囲が閉じられた環状に形成する必要はなく、バスバーの下面の電極端子を上方から視認できれば足りる。例えば図9に示す実施形態5に係る電源装置のバスバー40Eでは、電極端子2の接続位置を規定する輪郭の内、左上の隅部を視認できるように形成された窓部42Eを、バスバー40Eの端縁から切り欠き状に形成している。このように本明細書においてバスバーに開口された窓部とは、その名称に拘わらず、バスバーの裏面側の電極端子の一部が視認できる形状を意味し、切り欠きも含む意味で使用する。
加えて、複数の窓部がすべて、バスバーの裏面側に配置される電極端子の接続位置を規定する輪郭上に形成されている必要はなく、一部の窓部については、電極端子の輪郭部分でなく内部のみを表出させたものであってもよい。このような窓部は、主に電極端子の高さ、すなわちこの電極端子とバスバーとの隙間の検出に使用される。例えば図9の例では、右下の窓部42Fは、電極端子2の高さ検出にのみ使用し、電極端子2の位置決めの確認には使用していない。このように本明細書においては、すべての窓部が電極端子の接続位置の確認に使用できるものであることを要しない。
[実施形態6]
[実施形態6]
また、図6等の例では、各窓部42で、電極端子2の外形の検出と、電極端子2の高さを行う例を説明した。ただ本発明はこの構成に限られず、窓部として、電極端子の外形を検出するための外形用窓部と、電極端子の高さを検出するための高さ用窓部とを、それぞれ開口してもよい。このように外形検出用と高さ検出用に窓部を分離することで、外形検出に適した位置、高さ検出に適した位置に、それぞれ窓部を設けることが可能となる。また、各部位で外形検出と高さ検出をそれぞれ行えるので、複数の処理を同時並行で行える利点も得られる。例えば図10に示す実施形態6に係る電源装置のバスバー40Fでは、外形用窓部42-1を電極端子2の対角線状に設ける一方、高さ用窓部42-2は、溶接位置を挟むように両側に設けている。このように高さ位置の測定を、溶接位置に近い部位で行うことで、より高精度な高さ検出が期待できる。
[実施形態7]
[実施形態7]
さらに以上の例では、複数の窓部を形成してバスバーの外形と高さを検出する構成を説明したが、本発明は窓部の数を複数に限定するものでなく、一つのみとしてもよい。この場合は、窓部を細長い形状とすることで、窓部から表出された電極端子に対して複数の部位で高さを検出すると共に、接続位置の確認を行うことができる。このような例を実施形態7に係る電源装置のバスバー40Gとして、図11に示す。この例では、接続位置を規定する輪郭を上下に跨ぐように、窓部42Gを縦長のスリット状に形成している。このように細長い窓部42Gであれば、共通の窓部42Gでもって、電極端子2の異なる位置の高さを測定でき、また電極端子2の外形も取得できる。
また窓部は、電極端子の幅よりも長い長穴状とすることが好ましい。これにより、一の窓部から、電極端子の向かい合う端縁を視認可能となり、電極端子の傾きを一の窓部から検出できるようになる。例えば図11の例では、縦長に形成された窓部42Gの上方の測定位置MP7と、下方の測定位置MP8で、それぞれ隙間を演算しており、これによって測定位置MP7、MP8の左右に形成された固定領域FAの隙間を推測している。特に、図11に示すように電極端子2の中間に凹部2aを形成している場合は、この凹部2aを挟む両側の高さを測定して、凹部2aの近傍の隙間を推測できる。また、電極端子2の中間に凹部2aを形成している場合は、凹部2aを端子平面の基準位置として認識することが可能となる。
また、バスバーと電極端子を固定する固定領域は、このように複数設けてもよい。図11の例では、細長い窓部42Gを挟んで左右に固定領域FA1、FA2を配置している。これによって、隙間を検出した領域の近傍でレーザ溶接等の固定を複数箇所で行うことができ、バスバー40Gと電極端子2の接続の信頼性を高めることができる。換言すると、固定領域が複数ある場合は、これら複数の固定領域FA1、FA2を結ぶ線と、窓部42Gとが交差するように配置することが好ましいともいえる。もちろん、窓部42Gにおいては、バスバー40Gと電極端子2を溶接できないので、交差している部分は固定領域から除外されることとなる。
[実施形態8]
[実施形態8]
さらに、細長い共通の窓部42は、図11に示すように接続位置を規定する輪郭の上下の辺を跨ぐように開口させる構成に限られず、例えば輪郭の左右の辺を跨ぐように配置してもよい。あるいは、矩形状の輪郭に対して対角線状に形成してもよい。このような例を実施形態8に係る電源装置のバスバー40Hとして、図12の模式平面図に示す。この例では、輪郭を規定する矩形状の右上の隅部と左下の隅部を結ぶように、窓部42Hが開口されている。このような配置でも、同様に共通の窓部42Hから、電極端子2の位置やバスバー40Hとの隙間を検出することが可能で、これら電極端子2とバスバー40Hの接続の信頼性を維持できる。
また電極端子とバスバーの固定領域は、必ずしも電極端子の中央に設ける必要はなく、例えば電極端子の外形に沿うように枠状あるいは線状に設けてもよい。一例として図12に示す例では、固定領域FA3、FA4をL字状とし、電極端子2の接続位置に沿ってこれらL字状の固定領域FA3、FA4を対向させる姿勢に配置させている。
[電源装置の製造方法]
[電源装置の製造方法]
ここで、上述した電源装置の製造方法の一例を説明する。まず、電極端子2を有する電池セル1を複数積層した電池積層体10と、隣接する電池セル1の電極端子2同士を接続するバスバー40であって、窓部42を予め開口したバスバー40を準備する。次にこのバスバー40を、電池セル1の電極端子2と重ねて、窓部42を通じて電極端子2の一部を視認して、バスバー40と電極端子2とが溶接位置に正しく位置決めされているかを確認する。そして、位置決めが確認されたバスバー40について、電池セル1と溶接する。また、位置決めが不合格となった場合は、必要に応じて再度の位置決めを行う等、必要な対策を講じる。このようにして、電極端子2にバスバー40を重ねた状態でも、窓部42を通じて下側の電極端子2を視認できることから、溶接位置や高さの確認を行うことができ、溶接の信頼性を高めることが可能となる。
また、位置決めを確認する工程は、バスバー40を電池セル1の電極端子2と重ねた状態で、窓部42を通じて電極端子2の一部を視認して、電極端子2の高さを測定する工程と、バスバー40の既知の厚さに基づいて、このバスバー40の裏面と電極端子2の表面との間の隙間を演算する工程とを含むことができる。これにより、バスバー40裏面と電極端子2との隙間を取得することで、隙間が大きい場合はバスバー40と電極端子2との溶接の強度が確保できないとして必要な対策を講じることが可能となり、溶接の信頼性を向上できる。
以上の電源装置100は、電動車両を走行させるモータに電力を供給する車両用の電源として利用できる。電源装置100を搭載する電動車両としては、エンジンとモータの両方で走行するハイブリッド自動車やプラグインハイブリッド自動車、あるいはモータのみで走行する電気自動車等の電動車両が利用でき、これらの車両の電源として使用される。なお、電動車両を駆動する電力を得るために、上述した電源装置100を直列や並列に多数接続して、さらに必要な制御回路を付加した大容量、高出力の電源装置を構築した例として説明する。
(ハイブリッド車用電源装置)
(ハイブリッド車用電源装置)
図13は、エンジンとモータの両方で走行するハイブリッド自動車に電源装置100を搭載する例を示す。この図に示す電源装置100を搭載した車両HVは、車両本体91と、この車両本体91を走行させるエンジン96及び走行用のモータ93と、これらのエンジン96及び走行用のモータ93で駆動される車輪97と、モータ93に電力を供給する電源装置100と、電源装置100の電池を充電する発電機94とを備えている。電源装置100は、DC/ACインバータ95を介してモータ93と発電機94に接続している。車両HVは、電源装置100の電池を充放電しながらモータ93とエンジン96の両方で走行する。モータ93は、エンジン効率の悪い領域、例えば加速時や低速走行時に駆動されて車両を走行させる。モータ93は、電源装置100から電力が供給されて駆動する。発電機94は、エンジン96で駆動され、あるいは車両にブレーキをかけるときの回生制動で駆動されて、電源装置100の電池を充電する。なお、車両HVは、図13に示すように、電源装置100を充電するための充電プラグ98を備えてもよい。この充電プラグ98を外部電源と接続することで、電源装置100を充電できる。
(電気自動車用電源装置)
(電気自動車用電源装置)
また、図14は、モータのみで走行する電気自動車に電源装置100を搭載する例を示す。この図に示す電源装置100を搭載した車両EVは、車両本体91と、この車両本体91を走行させる走行用のモータ93と、このモータ93で駆動される車輪97と、このモータ93に電力を供給する電源装置100と、この電源装置100の電池を充電する発電機94とを備えている。電源装置100は、DC/ACインバータ95を介してモータ93と発電機94に接続している。モータ93は、電源装置100から電力が供給されて駆動する。発電機94は、車両EVを回生制動する時のエネルギーで駆動されて、電源装置100の電池を充電する。また車両EVは充電プラグ98を備えており、この充電プラグ98を外部電源と接続して電源装置100を充電できる。
(蓄電装置用の電源装置)
(蓄電装置用の電源装置)
さらに、本発明は、電源装置の用途を、車両を走行させるモータの電源には特定しない。実施形態に係る電源装置は、太陽光発電や風力発電等で発電された電力で電池を充電して蓄電する蓄電装置の電源として使用することもできる。図15は、電源装置100の電池を太陽電池82で充電して蓄電する蓄電装置を示す。
図15に示す蓄電装置は、家屋や工場等の建物81の屋根や屋上等に配置された太陽電池82で発電される電力で電源装置100の電池を充電する。この蓄電装置は、太陽電池82を充電用電源として充電回路83で電源装置100の電池を充電した後、DC/ACインバータ85を介して負荷86に電力を供給する。このため、この蓄電装置は、充電モードと放電モードを備えている。図に示す蓄電装置は、DC/ACインバータ85と充電回路83を、それぞれ放電スイッチ87と充電スイッチ84を介して電源装置100と接続している。放電スイッチ87と充電スイッチ84のON/OFFは、蓄電装置の電源コントローラ88によって切り替えられる。充電モードにおいては、電源コントローラ88は充電スイッチ84をONに、放電スイッチ87をOFFに切り替えて、充電回路83から電源装置100への充電を許可する。また、充電が完了し満充電になると、あるいは所定値以上の容量が充電された状態で、電源コントローラ88は充電スイッチ84をOFFに、放電スイッチ87をONにして放電モードに切り替え、電源装置100から負荷86への放電を許可する。また、必要に応じて、充電スイッチ84をONに、放電スイッチ87をONにして、負荷86への電力供給と、電源装置100への充電を同時に行うこともできる。
さらに、電源装置は、図示しないが、夜間の深夜電力を利用して電池を充電して蓄電する蓄電装置の電源として使用することもできる。深夜電力で充電される電源装置は、発電所の余剰電力である深夜電力で充電して、電力負荷の大きくなる昼間に電力を出力して、昼間のピーク電力を小さく制限することができる。さらに、電源装置は、太陽電池の出力と深夜電力の両方で充電する電源としても使用できる。この電源装置は、太陽電池で発電される電力と深夜電力の両方を有効に利用して、天候や消費電力を考慮しながら効率よく蓄電できる。
以上のような蓄電システムは、コンピュータサーバのラックに搭載可能なバックアップ電源装置、携帯電話等の無線基地局用のバックアップ電源装置、家庭内用または工場用の蓄電用電源、街路灯の電源等、太陽電池と組み合わせた蓄電装置、信号機や道路用の交通表示器などのバックアップ電源用などの用途に好適に利用できる。
本発明に係る電源装置及びこれを備える車両並びに蓄電装置は、ハイブリッド車、燃料電池自動車、電気自動車、電動オートバイ等の電動車両を駆動するモータの電源用等に使用される大電流用の電源として好適に利用できる。例えばEV走行モードとHEV走行モードとを切り替え可能なプラグイン式ハイブリッド電気自動車やハイブリッド式電気自動車、電気自動車等の電源装置が挙げられる。またコンピュータサーバのラックに搭載可能なバックアップ電源装置、携帯電話等の無線基地局用のバックアップ電源装置、家庭内用、工場用の蓄電用電源、街路灯の電源等、太陽電池と組み合わせた蓄電装置、信号機等のバックアップ電源用等の用途にも適宜利用できる。
100、900…電源装置
1…電池セル
1X…端子面
1a…外装缶
1b…封口板
1c…ガス排出弁
2…電極端子
2a…凹部
10…電池積層体
15…締結部材;15a…締結主面;15d…折曲片
15f…ボルト
16…絶縁スペーサ
17…端面スペーサ
20…エンドプレート
30…絶縁シート;31…平板;32…折曲被覆部
40、40B、40C、40D、40E、40F、40G、40H…バスバー
41、41B…接続片
42、42A、42B、42A’、42B’、42C、42D、42E、42F、42G、42H…窓部
42-1…外形用窓部;42-2…高さ用窓部
81…建物
82…太陽電池
83…充電回路
84…充電スイッチ
85…DC/ACインバータ
86…負荷
87…放電スイッチ
88…電源コントローラ
91…車両本体
93…モータ
94…発電機
95…DC/ACインバータ
96…エンジン
97…車輪
98…充電プラグ
901…電池セル
802、902…電極端子
903…エンドプレート
904…バインドバー
910…電池積層体
840、940…バスバー
HA…高さ検出位置
FA、FA1、FA2、FA3、FA4…固定領域
GP0、GP1、GP2…電極端子とバスバーとの隙間
RF…測距センサ
HTR1、HTR2…電池セルの上面の高さ
HTF1、HTF…電極端子の上面の高さ
HBF1、HBF2…バスバーの上面の高さ
TB…バスバーの厚さ
HBR1、HBR2…バスバーの裏面側の高さ
HV、EV…車両
1…電池セル
1X…端子面
1a…外装缶
1b…封口板
1c…ガス排出弁
2…電極端子
2a…凹部
10…電池積層体
15…締結部材;15a…締結主面;15d…折曲片
15f…ボルト
16…絶縁スペーサ
17…端面スペーサ
20…エンドプレート
30…絶縁シート;31…平板;32…折曲被覆部
40、40B、40C、40D、40E、40F、40G、40H…バスバー
41、41B…接続片
42、42A、42B、42A’、42B’、42C、42D、42E、42F、42G、42H…窓部
42-1…外形用窓部;42-2…高さ用窓部
81…建物
82…太陽電池
83…充電回路
84…充電スイッチ
85…DC/ACインバータ
86…負荷
87…放電スイッチ
88…電源コントローラ
91…車両本体
93…モータ
94…発電機
95…DC/ACインバータ
96…エンジン
97…車輪
98…充電プラグ
901…電池セル
802、902…電極端子
903…エンドプレート
904…バインドバー
910…電池積層体
840、940…バスバー
HA…高さ検出位置
FA、FA1、FA2、FA3、FA4…固定領域
GP0、GP1、GP2…電極端子とバスバーとの隙間
RF…測距センサ
HTR1、HTR2…電池セルの上面の高さ
HTF1、HTF…電極端子の上面の高さ
HBF1、HBF2…バスバーの上面の高さ
TB…バスバーの厚さ
HBR1、HBR2…バスバーの裏面側の高さ
HV、EV…車両
Claims (16)
- 外装缶の上面に電極端子を有する電池セルを複数積層した電池積層体と、
隣接する電池セルの前記電極端子同士を接続する、複数のバスバーと、
を備え、
前記バスバーは、平面視において前記電池セルの電極端子と重ねた状態で、該電極端子の一部を視認可能な窓部を開口してなる電源装置。 - 請求項1に記載の電源装置であって、
前記バスバーは、窓部を複数、開口させており、
各窓部から前記電極端子をそれぞれ視認可能としてなる電源装置。 - 請求項2に記載の電源装置であって、
前記バスバーが、前記複数の窓部を、前記バスバーと電極端子とが接続される固定領域を挟むように離間させて、開口させてなる電源装置。 - 請求項2又は3に記載の電源装置であって、
前記複数の窓部が、前記電極端子の対角線状の位置に開口されてなる電源装置。 - 請求項2~4のいずれか一項に記載の電源装置であって、
前記窓部が、
前記電極端子の外形を検出するための外形用窓部と、
前記電極端子の高さを検出するための高さ用窓部と
を含んでなる電源装置。 - 請求項1~5のいずれか一項に記載の電源装置であって、
前記窓部が、前記バスバーに矩形状に開口されてなる電源装置。 - 請求項1~6のいずれか一項に記載の電源装置であって、
前記窓部が、前記電極端子の幅よりも長い長穴状に開口されてなる電源装置。 - 請求項1~7のいずれか一項に記載の電源装置であって、
前記窓部が、前記電極端子よりも小さく形成されてなる電源装置。 - 請求項1~8のいずれか一項に記載の電源装置であって、
前記バスバーと前記電極端子との接続部位がレーザ溶接部位である電源装置。 - 請求項1~9のいずれか一項に記載の電源装置であって、
前記電極端子が、凹部を形成してなる電源装置。 - 請求項1~10のいずれか一項に記載の電源装置であって、
前記バスバーは、平面視において前記電池セルの電極端子と重ねた状態で、前記電極端子よりも大きく形成されてなる電源装置。 - 請求項1~11のいずれか一に記載の電源装置を備える車両であって、
前記電源装置と、該電源装置から電力供給される走行用のモータと、前記電源装置及び前記モータを搭載してなる車両本体と、前記モータで駆動されて前記車両本体を走行させる車輪とを備える車両。 - 請求項1~11のいずれか一に記載の電源装置を備える蓄電装置であって、
前記電源装置と、該電源装置への充放電を制御する電源コントローラとを備えており、前記電源コントローラでもって、外部からの電力により前記電池セルへの充電を可能とすると共に、該電池セルに対し充電を行うよう制御する蓄電装置。 - 電源装置の製造方法であって、
電極端子を有する電池セルを複数積層した電池積層体と、
隣接する電池セルの前記電極端子同士を接続するバスバーであって、窓部を予め開口してなるバスバーと
を準備する工程と、
前記バスバーを、前記電池セルの電極端子と重ねて、前記窓部を通じて前記電極端子の一部を視認して、前記バスバーと電極端子とが溶接位置に正しく位置決めされているかを確認する工程と、
前記位置決めが確認されたバスバーを、前記電池セルと溶接する工程と、
を含む電源装置の製造方法。 - 請求項14に記載の電源装置の製造方法であって、
前記位置決めを確認する工程が、
前記バスバーを前記電池セルの電極端子と重ねた状態で、前記窓部を通じて前記電極端子の一部を視認して、前記電極端子の高さを測定する工程と、
前記バスバーの既知の厚さに基づいて、該バスバーの裏面と前記電極端子の表面との間の隙間を演算する工程と、
を含む電源装置の製造方法。 - 請求項14又は15に記載の電源装置の製造方法であって、
前記バスバーを前記電池セルと溶接する工程が、レーザ溶接で行われてなる電源装置の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022511514A JPWO2021199488A1 (ja) | 2020-03-31 | 2020-11-19 | |
| CN202080096504.1A CN115136406A (zh) | 2020-03-31 | 2020-11-19 | 电源装置和具备该电源装置的车辆以及蓄电装置 |
| US17/905,829 US20230123492A1 (en) | 2020-03-31 | 2020-11-19 | Power supply device, and vehicle and power storage device each equipped with same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020064058 | 2020-03-31 | ||
| JP2020-064058 | 2020-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021199488A1 true WO2021199488A1 (ja) | 2021-10-07 |
Family
ID=77928932
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/043106 WO2021199488A1 (ja) | 2020-03-31 | 2020-11-19 | 電源装置及びこれを備える車両並びに蓄電装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230123492A1 (ja) |
| JP (1) | JPWO2021199488A1 (ja) |
| CN (1) | CN115136406A (ja) |
| WO (1) | WO2021199488A1 (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016035334A1 (ja) * | 2014-09-04 | 2016-03-10 | 株式会社Gsユアサ | 蓄電装置及び蓄電装置の検査方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9741984B2 (en) * | 2013-04-15 | 2017-08-22 | Lg Chem, Ltd. | Battery module of novel structure and battery pack comprising the same |
| JP6847834B2 (ja) * | 2015-07-30 | 2021-03-24 | 三洋電機株式会社 | 電源装置及び電池セル用のバスバー |
| JP6579375B2 (ja) * | 2015-10-23 | 2019-09-25 | 株式会社オートネットワーク技術研究所 | 配線モジュール、検知端子及び検知端子の製造方法 |
| JP2019192493A (ja) * | 2018-04-25 | 2019-10-31 | 株式会社豊田自動織機 | 蓄電装置 |
-
2020
- 2020-11-19 CN CN202080096504.1A patent/CN115136406A/zh active Pending
- 2020-11-19 US US17/905,829 patent/US20230123492A1/en active Pending
- 2020-11-19 JP JP2022511514A patent/JPWO2021199488A1/ja active Pending
- 2020-11-19 WO PCT/JP2020/043106 patent/WO2021199488A1/ja active Application Filing
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016035334A1 (ja) * | 2014-09-04 | 2016-03-10 | 株式会社Gsユアサ | 蓄電装置及び蓄電装置の検査方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115136406A (zh) | 2022-09-30 |
| US20230123492A1 (en) | 2023-04-20 |
| JPWO2021199488A1 (ja) | 2021-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11374290B2 (en) | Power supply device, vehicle in which same is used, and bus bar | |
| EP2988344B1 (en) | Battery module having novel structure and battery pack comprising same | |
| US20190379015A1 (en) | Power source device | |
| JP6449438B2 (ja) | 電源装置及び電源装置を備える車両 | |
| WO2014064888A1 (ja) | 電源装置及び電源装置を備える電動車両並びに蓄電装置、電源装置の製造方法 | |
| US11777178B2 (en) | Battery module, vehicle provided with same, and bus bar | |
| CN110832665A (zh) | 电源装置和具备该电源装置的车辆以及蓄电装置 | |
| KR20130110943A (ko) | 신규한 구조의 전지모듈 및 이를 포함하는 전지팩 | |
| US20230098629A1 (en) | Power supply device, vehicle provided with same, and power storage device | |
| CN112673520B (zh) | 电源装置和具备电源装置的车辆以及蓄电装置 | |
| CN113646958B (zh) | 电源装置和具有该电源装置的电动车辆以及蓄电装置、电源装置用紧固构件、电源装置用紧固构件的制造方法、电源装置的制造方法 | |
| CN112272884B (zh) | 电池组件和具备该电池组件的车辆 | |
| WO2021024771A1 (ja) | 電源装置及びこれを用いた電動車両並びに蓄電装置 | |
| WO2021024772A1 (ja) | 電源装置及びこれを用いた電動車両並びに蓄電装置 | |
| CN113646956B (zh) | 电源装置和使用该电源装置的电动车辆以及蓄电装置、电源装置用紧固构件、电源装置的制造方法、电源装置用紧固构件的制造方法 | |
| JP7348270B2 (ja) | 電源装置と電源装置を備える電動車両及び蓄電装置 | |
| CN113632300B (zh) | 电源装置和使用该电源装置的电动车辆以及蓄电装置 | |
| CN113632305B (zh) | 电源装置和使用该电源装置的电动车辆以及蓄电装置、电源装置用紧固构件、电源装置的制造方法、电源装置用紧固构件的制造方法 | |
| WO2021199488A1 (ja) | 電源装置及びこれを備える車両並びに蓄電装置 | |
| US20230178844A1 (en) | Power supply device, and vehicle and electrical storage device each equipped with same | |
| CN113767512B (zh) | 电源装置和具有该电源装置的电动车辆以及蓄电装置、电源装置的制造方法 | |
| US20230246274A1 (en) | Power source device, and vehicle and power storage device each equipped with same | |
| JP2021163629A (ja) | 電源装置及びこれを備える車両並びに蓄電装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20928404 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022511514 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20928404 Country of ref document: EP Kind code of ref document: A1 |