WO2021070951A1 - 冷延鋼板およびその製造方法 - Google Patents
冷延鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2021070951A1 WO2021070951A1 PCT/JP2020/038358 JP2020038358W WO2021070951A1 WO 2021070951 A1 WO2021070951 A1 WO 2021070951A1 JP 2020038358 W JP2020038358 W JP 2020038358W WO 2021070951 A1 WO2021070951 A1 WO 2021070951A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- cold
- rolled steel
- hot
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/024—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by cleaning or etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a cold-rolled steel sheet and a method for producing the same.
- the present application claims priority based on Japanese Patent Application No. 2019-186743 filed in Japan on October 10, 2019 and Japanese Patent Application No. 2019-186957 filed in Japan on October 10, 2019. , The contents are used here.
- TS tensile strength
- TS ⁇ ⁇ hole expansion
- the ratio (R / t) of the limit bending R at 90 ° V bending to the plate thickness t is 5.0 or less, and further, hydrogen embrittlement resistance. It is also required to be excellent.
- Patent Documents 1 and 2 show that the microstructure is a tempered martensite single-phase structure, which is excellent in perforation property, bendability, and hydrogen embrittlement resistance.
- the tensile strength is as low as less than 1310 MPa. Therefore, when aiming for higher strength, it is necessary to further improve the workability, bendability, and hydrogen embrittlement resistance that deteriorate with it.
- Patent Document 2 although a high strength of 1310 MPa or more can be achieved, since it is cooled to near room temperature during quenching, the volume fraction of retained austenite is small and high uniform elongation cannot be obtained. There is.
- Patent Document 3 proposes a steel sheet utilizing the TRIP effect of retained austenite as a technique for achieving both high strength and high moldability.
- the steel sheet of Patent Document 3 has a ferrite phase, it is difficult to obtain a high strength of 1310 MPa or more, and because there is a difference in strength in the structure, it is inferior in hole expansion formability and bendability.
- a steel sheet having a tensile strength (TS) of 1310 MPa or more and high formability, preferably a steel sheet having bendability and hydrogen embrittlement resistance, has not been proposed.
- the present invention has been made to solve the above-mentioned problems, and an object of the present invention is to provide a high-strength steel sheet having excellent formability, which is a problem with high-strength steel sheets, and a method for producing the same.
- high strength means that the tensile strength (TS) is 1310 MPa or more
- excellent moldability means that the uniform elongation is 5.0% or more and TS ⁇ ⁇ (hole expansion) is 35000 MPa ⁇ %. It means that it is the above.
- a preferred object of the present invention is to provide a high-strength steel sheet having excellent formability, which is a problem with a high-strength steel sheet, and having sufficient bendability and hydrogen embrittlement resistance, and a method for producing the same.
- excellent bendability means that the ratio (R / t) of the limit bending R to the plate thickness at 90 ° V bending is 5.0 or less.
- the cold-rolled steel sheet includes a hot-dip galvanized steel sheet having a hot-dip galvanized layer on its surface and an alloyed hot-dip galvanized steel sheet having an alloyed hot-dip galvanized layer on its surface.
- the present inventors have conducted a detailed investigation on the effects of chemical composition and manufacturing conditions on the mechanical properties of high-strength cold-rolled steel sheets.
- the metal structure is made a structure mainly composed of tempered martensite containing a predetermined amount or more of retained austenite, and the texture is controlled inside the steel sheet (for example, at a position of 1/4 of the plate thickness from the surface) to control the strength. It was found that both moldability and moldability can be achieved at a high level.
- cold rolling with a cumulative reduction rate of 60% or less is performed, and then the average heating rate from 1.0 ° C./s to 750 ° C. is 1.0 ° C./s or more and 50 ° C./s or less.
- the present invention has been made based on the above findings.
- the gist of the present invention is as follows. [1]
- the cold-rolled steel sheet according to one aspect of the present invention has a chemical composition of C: more than 0.140% and less than 0.40%, Si: more than 0.35% and less than 1.50% in mass%.
- Mn more than 1.30%, less than 3.50%, P: 0.10% or less, S: 0.010% or less, Al: 0.100% or less, N: 0.0100% or less, Ti: 0 % Or more, less than 0.050%, Nb: 0% or more, less than 0.050%, V: 0% or more, 0.50% or less, Cu: 0% or more, 1.00% or less, Ni: 0% or more , 1.00% or less, Cr: 0% or more, 1.00% or less, Mo: 0% or more, 0.50% or less, B: 0% or more, 0.0100% or less, Ca: 0% or more, 0 It contains .0100% or less, Mg: 0% or more, 0.0100% or less, REM: 0% or more, 0.0500% or less, and Bi: 0% or more, 0.050% or less, and the balance is Fe and It is composed of impurities, and the structure at the position of 1/4 of the plate thickness from the surface is, by volume
- the average diameter of the region Rq having an orientation within 10 ° from the crystal orientation at which the random specific strength Iq is maximum is 10.0 ⁇ m or less
- the surface density of the region Rq is 1000 pieces / mm 2 or more
- the tensile strength Is 1310 MPa or more
- uniform elongation is 5.0% or more
- TS ⁇ ⁇ is 35000 MPa ⁇ % or more.
- the cold-rolled steel sheet according to the above [1] has a maximum random specific strength Is of 4.0 or less in a structure in a range from the surface to 100 ⁇ m in the plate thickness direction, and the random specific strength Is is The average diameter of the region Rs having an orientation within 10 ° from the maximum crystal orientation is 10.0 ⁇ m or less, the surface density of the region Rs is 1000 pieces / mm 2 or more, and the limit bending at 90 ° V bending.
- R / t which is the ratio of R to the plate thickness t, may be 5.0 or less.
- the cold-rolled steel sheet according to the above [1] or [2] may have the tensile strength of 1400 MPa or more.
- the cold-rolled steel sheet according to any one of the above [1] to [3] has a chemical composition of mass%, Ti: 0.001% or more, less than 0.050%, Nb: 0.001. % Or more, less than 0.050%, V: 0.01% or more, 0.50% or less, Cr: 0.01% or more, 1.00% or less, Ni: 0.01% or more, 1.00% or less , Cu: 0.01% or more, 1.00% or less, Mo: 0.01% or more, 0.50% or less, B: 0.0001% or more, 0.0100% or less, Ca: 0.0001% or more , 0.0100% or less, Mg: 0.0001% or more, 0.0100% or less, REM: 0.0005% or more, 0.0500% or less, and Bi: 0.0005% or more, 0.050% Less than, It may contain one kind or two or more kinds selected from.
- the cold-rolled steel sheet according to any one of the above [1] to [4] may be provided with a hot-dip galvanized layer on the surface.
- the hot-dip galvanized layer may be an alloyed hot-dip galvanized layer.
- the method for producing a cold-rolled steel sheet according to another aspect of the present invention is, in mass%, C: more than 0.140%, less than 0.40%, Si: more than 0.35%, less than 1.50%.
- Mn more than 1.30%, less than 3.50%, P: 0.10% or less, S: 0.010% or less, Al: 0.100% or less, N: 0.0100% or less, Ti: 0 % Or more, less than 0.050%, Nb: 0% or more, less than 0.050%, V: 0% or more, 0.50% or less, Cr: 0% or more, 1.00% or less, Ni: 0% or more , 1.00% or less, Cu: 0% or more, 1.00% or less, Mo: 0% or more, 0.50% or less, B: 0% or more, 0.0100% or less, Ca: 0% or more, 0 It contains 0.0100% or less, Mg: 0% or more, 0.0100% or less, REM: 0% or more, 0.0500% or less, and Bi: 0% or more, 0.050% or less, and the balance is Fe and A cast slab having a chemical composition composed of impurities is directly or once cooled and then heated to 1100 ° C
- the hot-rolled step of obtaining the hot-rolled steel sheet the cooling step of cooling the hot-rolled steel sheet so as to pass through the temperature range of 750 ° C. to 650 ° C. within 10 seconds, and the hot-rolled steel sheet after the cooling step.
- the temperature of the cold-rolled steel sheet after the annealing step is 50 ° C. or higher and 250 ° C. or lower so that the average cooling rate in the temperature range of 700 ° C. to 600 ° C. and the temperature range of 450 ° C. to 350 ° C. is 5 ° C./s or higher.
- the rolling temperature FT in the final stage is 920 ° C. or higher and 960 ° C. or lower, and the reduction ratio is 10% or higher and 15% or lower.
- the hot rolling is performed under the condition that the friction coefficient ⁇ is 0.15 or more, and in the annealing step, the cold-rolled steel sheet is subjected to 3.0 ° C./s or more and 50.0 ° C. from 550 ° C. to 750 ° C. It may be heated at an average heating rate of ° C./s or lower and evenly heated at 820 ° C. or higher.
- the method for producing a cold-rolled steel sheet according to the above [7] or [8] is that in the annealing cooling step, the cold-rolled steel sheet after the annealing step is placed in a temperature range of 700 ° C. to 600 ° C. and 450 ° C. You may cool to a temperature of 50 ° C. or higher and lower than 220 ° C. so that the average cooling rate in the temperature range from to 350 ° C. is 5 ° C./s or higher.
- the chemical composition is, in mass%, Ti: 0.001% or more, less than 0.050%, Nb :.
- V 0.01% or more, 0.50% or less, Cr: 0.01% or more, 1.00% or less, Ni: 0.01% or more, 1. 00% or less, Cu: 0.01% or more, 1.00% or less, Mo: 0.01% or more, 0.50% or less and B: 0.0001% or more, 0.0100% or less, Ca: 0. 0001% or more, 0.0100% or less, Mg: 0.0001% or more, 0.0100% or less, REM: 0.0005% or more, 0.0500% or less and Bi: 0.0005% or more, 0. It may contain one or more selected from 050% or less.
- hot-dip galvanizing is further performed in the temperature range above 450 ° C. and below 600 ° C. in the annealing cooling step. , You may optionally perform the alloying treatment.
- a cold-rolled steel sheet having a tensile strength (TS) of 1310 MPa or more, a uniform elongation of 5.0% or more, a TS ⁇ ⁇ of 35,000 MPa ⁇ % or more, high strength and excellent formability, and its production.
- TS tensile strength
- Such a steel sheet has sufficient formability that can be applied to processing such as press molding. Therefore, the present invention contributes to the development of industry, such as being able to contribute to solving global environmental problems by reducing the weight of the vehicle body of an automobile.
- the tensile strength (TS) is 1310 MPa or more
- the uniform elongation is 5.0% or more
- TS ⁇ ⁇ is 35000 MPa ⁇ % or more
- the limit bending R at 90 ° V bending is achieved.
- a cold-rolled steel sheet having a ratio (R / t) of to a plate thickness t of 5.0 or less and having excellent hydrogen embrittlement resistance and a method for producing the same can be obtained.
- Such a steel sheet has sufficient formability that can be applied to processing such as press molding, and is excellent in hydrogen embrittlement resistance. Therefore, the present invention contributes to the development of industry, such as being able to contribute to solving global environmental problems by reducing the weight of the vehicle body of an automobile.
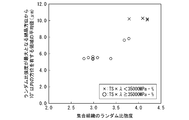
- ⁇ is a steel sheet of TS ⁇ ⁇ ⁇ 35,000 MPa ⁇ %
- ⁇ is a steel sheet of TS ⁇ ⁇ ⁇ 35,000 MPa ⁇ %.
- FIG. 1 is a steel sheet of TS ⁇ ⁇ ⁇ 35,000 MPa ⁇ %
- ⁇ is a steel sheet of TS ⁇ ⁇ 35,000 MPa ⁇ %.
- ⁇ is a steel sheet of TS ⁇ ⁇ ⁇ 35,000 MPa ⁇ %
- ⁇ is a steel sheet of TS ⁇ ⁇ ⁇ 35,000 MPa ⁇ %. It is a figure which shows the relationship between the finishing temperature and winding temperature of hot rolling, and the random specific strength of the texture at the position of 1/4 of the plate thickness from the surface.
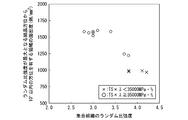
- ⁇ is a steel sheet having a random specific strength of the texture ⁇ 4.0
- ⁇ is a steel sheet having a random specific strength of the texture> 4.0.
- ⁇ is a steel plate having a diameter of a region having an orientation within 10 ° from the crystal orientation having the maximum random specific strength and a surface density of ⁇ 1000 pieces / mm 2
- ⁇ indicates a steel plate having a random specific strength. It is a steel plate having a diameter of a region having an orientation within 10 ° from the maximum crystal orientation> 10 ⁇ m and an area density ⁇ 1000 pieces / mm 2.
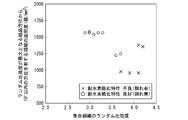
- ⁇ is a steel sheet having good hydrogen embrittlement resistance
- ⁇ is a steel sheet having poor hydrogen embrittlement resistance.
- ⁇ is a steel sheet having a random specific strength of the texture ⁇ 4.0
- ⁇ is a steel sheet having a random specific strength of the texture> 4.0.
- ⁇ is a steel plate having a diameter ⁇ 10 ⁇ m and an area density ⁇ 1000 pieces / mm 2 in a region having an orientation within 10 ° from the crystal orientation having the maximum random specific strength, and ⁇ indicates a random specific strength. It is a steel plate having a diameter of a region having an orientation within 10 ° from the maximum crystal orientation> 10 ⁇ m and an area density ⁇ 1000 pieces / mm 2.
- a cold-rolled steel sheet according to an embodiment of the present invention (hereinafter, may be referred to as a steel sheet according to the present embodiment) will be described.
- the metallographic structure and chemical composition of the steel sheet according to the present embodiment and the manufacturing method capable of efficiently, stably and economically manufacturing the steel sheet will be described in detail below.
- the steel sheet according to the present embodiment is not only a cold-rolled steel sheet having no plating layer on the surface, but also a hot-dip galvanized steel sheet having a hot-dip galvanized layer on the surface or an alloyed hot-dip galvanized steel sheet having an alloyed hot-dip galvanized surface on the surface. These main conditions are common to hot-dip galvanized steel sheets and alloyed hot-dip galvanized steel sheets, including steel sheets.
- the steel sheet (including cold-rolled steel sheet, hot-dip galvanized steel sheet, and alloyed hot-dip galvanized steel sheet) according to the present embodiment has a structure at a position of 1/4 (1/4 thickness) of the plate thickness from the surface in terms of volume ratio. , 80.0% or more tempered martensite, more than 2.5% and less than 10.0% retained austenite, total 0% or more and 15.0% or less ferrite and bainite, 0% or more, 3 Includes less than 0.0% martensite.
- Tempering martensite is a collection of lath-shaped crystal grains, similar to martensite (so-called fresh martensite). On the other hand, unlike martensite, it has a hard structure containing fine iron-based carbides inside due to tempering. Tempering martensite is obtained by tempering martensite produced by cooling after annealing by heat treatment or the like. Tempering martensite is a structure that is less brittle and more ductile than martensite. In the steel sheet according to the present embodiment, the volume fraction of tempered martensite is set to 80.0% or more in order to improve the strength, hole expandability, bendability and hydrogen embrittlement resistance. The volume fraction is preferably 85.0% or more. The volume fraction of tempered martensite is less than 97.5%.
- the retained austenite improves the ductility of the steel sheet by the TRIP effect and contributes to the improvement of uniform elongation. Therefore, the volume fraction of retained austenite is set to more than 2.5%.
- the volume fraction of retained austenite is preferably more than 3.5%, more preferably more than 4.5%.
- the volume fraction of retained austenite becomes excessive, the particle size of retained austenite becomes large. Such retained austenite having a large particle size becomes coarse and hard martensite after deformation. In this case, the starting point of cracking is likely to occur, and the hole-spreading property and bendability are deteriorated. Therefore, the volume fraction of retained austenite is set to less than 10.0%.
- the volume fraction of retained austenite is preferably less than 8.0%, more preferably less than 7.0%.
- Ferrite is a soft phase obtained by two-phase region annealing or slow cooling after annealing. Ferrite improves the ductility of the steel sheet when mixed with a hard phase such as martensite, but in order to achieve a high strength of 1310 MPa or more, it is necessary to limit the volume fraction of the ferrite. Bainite is a phase obtained by keeping bainite at 350 ° C. or higher and 450 ° C. or lower for a certain period of time after annealing.
- the volume fractions of ferrite and bainite shall be 15.0% or less in total. It is preferably 10.0% or less. Ferrite and bainite need not be included, so the lower limit of each is 0%. Further, since ferrite is soft with respect to bainite, when the total volume fraction of ferrite and bainite is 15.0% or less, the volume fraction of ferrite is 10.0 in order to achieve high strength of 1310 MPa or more. It is preferably less than%.
- Martensite fresh martensite
- Martensite is a collection of lath-shaped crystal grains formed by transformation from austenite during final cooling. Martensite is hard and brittle, and easily becomes a cracking starting point at the time of deformation. Therefore, if the volume fraction of martensite is large, the hole expandability and bendability deteriorate. Therefore, the volume fraction of martensite is set to 3.0% or less.
- the volume fraction of martensite is preferably 2.0% or less, more preferably 1.0% or less.
- the lower limit is 0% because martensite does not have to be included.
- pearlite may be included as the remaining structure in the structure at the position of 1/4 of the plate thickness from the surface.
- pearlite is a structure having cementite in the structure and consumes C (carbon) in steel, which contributes to the improvement of strength. Therefore, if the volume fraction of pearlite exceeds 5.0%, the strength of the steel sheet decreases. Therefore, the volume fraction of pearlite is preferably 5.0% or less.
- the volume fraction of pearlite is preferably 3.0% or less, more preferably 1.0% or less.
- the volume fraction in the structure at a position 1/4 of the plate thickness from the surface of the steel plate according to the present embodiment is measured as follows. That is, the volume ratios of ferrite, bainite, martensite, tempered martensite, and pearlite are obtained by collecting test pieces from arbitrary positions with respect to the rolling direction and width direction of the steel sheet, polishing the vertical cross section parallel to the rolling direction, and polishing the surface.
- the metallographic structure exposed by bainite etching is observed using SEM at a position of 1/4 (1/4 thickness) of the plate thickness. In SEM observation, five fields of view of 30 ⁇ m ⁇ 50 ⁇ m are observed at a magnification of 3000 times, the area ratio of each tissue is measured from the observed images, and the average value is calculated. There is no change in structure in the direction perpendicular to the rolling direction (steel plate width direction), and the area ratio of the vertical cross section parallel to the rolling direction is equal to the volume ratio. And.
- the area where the substructure does not appear and the brightness is low is defined as ferrite. Further, the region where the substructure does not appear and the brightness is high is designated as martensite or retained austenite. In addition, the area where the substructure appears is tempered martensite or bainite.
- Bainite and tempered martensite can be further distinguished by careful observation of the carbides in the grains.
- tempered martensite is composed of martensite truss and cementite formed inside the truss. At this time, since there are two or more types of crystal orientation relationships between martensite and cementite, cementite constituting tempered martensite has a plurality of variants.
- bainite is classified into upper bainite and lower bainite. Since the upper bainite is composed of lath-shaped bainite ferrite and cementite formed at the lath interface, it can be easily distinguished from tempered martensite.
- the lower bainite is composed of lath-shaped bainite ferrite and cementite formed inside the lath.
- the crystal orientation relationship between bainitic ferrite and cementite is one kind unlike tempered martensite, and cementite constituting the lower bainite has the same variant. Therefore, lower bainite and tempered martensite can be distinguished based on the cementite variant.
- martensite and retained austenite cannot be clearly distinguished by SEM observation. Therefore, the volume fraction of martensite is calculated by subtracting the volume fraction of retained austenite calculated by the method described later from the volume fraction of the tissue determined to be martensite or retained austenite.
- a test piece is taken from an arbitrary position on the steel sheet, the rolled surface is chemically polished from the surface of the steel sheet to a position of 1/4 of the plate thickness, and the ferrite (200) and (210) by MoK ⁇ ray are used. It is quantified from the surface integral strength and the (200), (220), and (311) surface integral strength of austenite.
- the steel sheet according to the present embodiment (the steel sheet includes a cold-rolled steel sheet, a hot-dip galvanized steel sheet, and an alloyed hot-dip galvanized steel sheet) is from the surface.
- the texture at the position of 1/4 (1/4 thickness) of the plate thickness has a maximum random specific strength (Iq) of 4.0 or less measured by the method described later, and a maximum random specific strength (Iq).
- the average diameter (average region diameter) of the region (Rq) having an orientation within 10 ° from the crystal orientation is 10.0 ⁇ m or less, and the region (with an orientation within 10 ° from the crystal orientation having the maximum random specific strength).
- the surface density of the region: Rq) is 1000 pieces / mm 2 or more.
- the steel sheet according to the present embodiment has a metal structure mainly composed of tempered martensite, and as described above, control of the texture is effective in improving the hole expandability. According to the investigation by the present inventors, the randomization of the texture improves the hole-spreading property. The mechanism by which the texture affects the drilling property is not clear, but when the texture is strong or when there is a coarse region of crystal orientation in the same orientation in the steel sheet, during processing such as a drilling test. It is presumed that strain is likely to be concentrated and breakage is likely to occur. That is, it is important that the aggregate structure is close to random.
- the maximum random specific strength (Iq) of the texture is 4.0 or less. More preferably, the maximum random specific strength is 3.5 or less.
- the average diameter of the region having an orientation within 10 ° from the crystal orientation that maximizes the random specific strength is 10.0 ⁇ m or less, and the areal density of that region is 1000 pieces / mm 2 or more>
- the maximum random specific strength (Iq) but also the average region diameter of the region (Rq) having an orientation within 10 ° from the crystal orientation at which the random specific strength is maximum is 10.0 ⁇ m or less.
- the surface density of the region (Rq) having an orientation within 10 ° from the crystal orientation at which the random specific strength (Iq) is maximized is 1000 pieces / mm 2 or more.
- the average diameter of the region (Rq) having an orientation within 10 ° from the crystal orientation at which the random specific strength is maximum is more than 10.0 ⁇ m, strain concentration during the hole expansion test is likely to occur in that region.
- the drilling property deteriorates.
- strain concentration is likely to occur during the hole expansion test, and the hole expansion is also likely to occur.
- the sex deteriorates.
- the average region diameter of the region (Rq) having an orientation within 10 ° from the crystal orientation at which the random specific strength (Iq) is maximized is 8.0 ⁇ m or less, and the surface density of such a region is 1200 pieces / mm. 2 or more, more preferably, the average region diameter of the region (Rq) having an orientation within 10 ° from the crystal orientation at which the random specific strength (Iq) is maximized is 6.0 ⁇ m or less, and the surface of such a region.
- the density is 1500 pieces / mm 2 or more.
- the surface density is measured as follows. That is, the range of 100 ⁇ m in the thickness direction and 1000 ⁇ m in the longitudinal direction centered on the position of 1/4 of the plate thickness from the surface of the vertical cross section parallel to the rolling direction is measured by EBSD (Electron Backscattering Diffraction) and converted to EBSD.
- the steel plate according to the present embodiment has the above-mentioned aggregation structure at a position of 1/4 of the plate thickness from the surface, and will be described later in a range of 100 ⁇ m from the surface (surface layer portion).
- the average diameter (average) of the region (Rs) having an orientation within 10 ° from the crystal orientation at which the maximum random specific strength (Is) is 4.0 or less and the maximum random specific strength (Is) is measured by the above method.
- the texture of the region (region diameter) is 10.0 ⁇ m or less, and the surface density of the region (region having an orientation within 10 ° from the crystal orientation at which the random specific strength is maximum: Rs) is 1000 pieces / mm 2 or more. It is preferable to have.
- the surface of the steel sheet is most biased toward bending deformation due to pre-strain in the evaluation of hydrogen embrittlement resistance, but the surface of the steel sheet is soft and the hard phase of the surface layer, which is the starting point of cracking, is reduced. It is considered that hydrogen embrittlement is suppressed by the fact that the hydrogen embrittlement is made fine and uniform and the crack starting points are reduced. That is, it is important that the surface layer texture is random, and in the steel sheet according to the present embodiment, the maximum random specific strength (Is) of the texture is preferably 4.0 or less in the surface layer portion. More preferably, the maximum random specific strength (Is) is 3.5 or less.
- the average diameter of the region having an orientation within 10 ° from the crystal orientation that maximizes the random specific strength is 10.0 ⁇ m or less, and the areal density of that region is 1000 pieces / mm 2 or more>
- the region diameter) is preferably 10.0 ⁇ m or less, and the surface density of such a region is preferably 1000 pieces / mm 2 or more.
- the average diameter of the region (Rs) having an orientation within 10 ° from the crystal orientation at which the random specific strength is maximum is more than 10.0 ⁇ m, strain concentration during the bending test is likely to occur in that region, and bending is likely to occur. Properties and hydrogen embrittlement resistance are not sufficiently improved. Further, even in the case of a structure in which the crystal orientation is not randomized such that the surface density of such a region is less than 1000 pieces / mm 2 , strain concentration is likely to occur during the bending test, and the bendability is improved. Hydrogen embrittlement resistance is not sufficiently improved.
- the average region diameter of the region (Rs) having an orientation within 10 ° from the crystal orientation at which the random specific strength (Is) is maximized is 8.0 ⁇ m or less, and the surface density of such a region is 1200 pieces / mm. 2 or more. More preferably, the average region diameter of the region (Rs) having an orientation within 10 ° from the crystal orientation at which the random specific strength (Is) is maximized is 6.0 ⁇ m or less, and the surface density of such a region is 1500 pieces /. mm 2 or more.
- the C content is set to more than 0.140%. It is preferably more than 0.160%, more preferably more than 0.180%.
- the C content is set to less than 0.400%. It is preferably less than 0.350%, more preferably less than 0.300%.
- Si More than 0.35%, less than 1.50% Si is an element useful for increasing the strength of steel sheet by solid solution strengthening. Further, since Si suppresses the formation of cementite, it is an effective element for promoting the concentration of C in austenite and forming retained austenite after annealing. If the Si content is 0.35% or less, it becomes difficult to obtain the effect of the above action, it becomes difficult to achieve the target of uniform elongation, and the hydrogen embrittlement resistance deteriorates. Therefore, the Si content is set to more than 0.35%. It is preferably more than 0.40%, more preferably more than 0.45%.
- the Si content is set to less than 1.50%.
- the Si content is preferably less than 1.25%, more preferably less than 1.00%, still more preferably 0.90% or less or 0.85% or less. In particular, when the Si content is less than 1.00%, the plating adhesion is improved.
- Mn More than 1.30%, less than 3.50% Mn has an action of improving hardenability of steel and is an effective element for obtaining the above-mentioned metallographic structure. If the Mn content is 1.30% or less, it becomes difficult to obtain the above metal structure. In this case, sufficient tensile strength cannot be obtained. Therefore, the Mn content is set to more than 1.30%. The Mn content is preferably more than 1.50%, more preferably more than 2.00%. On the other hand, when the Mn content is 3.50% or more, not only the effect of improving the hardenability is diminished due to segregation of Mn, but also the material cost is increased. Therefore, the Mn content is set to less than 3.50%. The Mn content is preferably less than 3.25%, more preferably less than 3.00%.
- P 0.100% or less
- P is an element contained in steel as an impurity and segregates at grain boundaries to embrittle the steel. Therefore, the smaller the P content is, the more preferable it is, and it may be 0%, but the P content is set to 0.100% or less in consideration of the removal time and cost of P.
- the P content is preferably 0.020% or less, more preferably 0.015% or less.
- S 0.010% or less
- S is an element contained in steel as an impurity, and is an element that forms sulfide-based inclusions and deteriorates bendability. Therefore, the smaller the S content is, the more preferable it is, and it may be 0%, but the S content is set to 0.010% or less in consideration of the removal time and cost of S.
- the S content is preferably 0.005% or less, more preferably 0.003% or less, still more preferably 0.001% or less.
- Al 0.100% or less
- Al is an element having an action of deoxidizing molten steel.
- the Al content is preferably 0.005% or more, more preferably 0.010% or more in order to reliably deoxidize.
- Al has an action of enhancing the stability of austenite like Si, and is an effective element for obtaining the above-mentioned metal structure, and therefore may be contained.
- the Al content is too high, not only surface defects due to alumina are likely to occur, but also the transformation point is greatly increased, and the volume fraction of ferrite is increased. In this case, it becomes difficult to obtain the above-mentioned metal structure, and sufficient tensile strength cannot be obtained.
- the Al content is set to 0.100% or less.
- the Al content is preferably 0.050% or less, more preferably 0.040% or less, still more preferably 0.030% or less. Since the steel sheet according to the present embodiment contains Si having a deoxidizing action like Al, it is not always necessary to contain Al, and the Al content may be 0%.
- N 0.0100% or less
- N is an element contained in steel as an impurity, and is an element that produces coarse precipitates and deteriorates hole expandability and bendability. Therefore, the N content is 0.0100% or less. It is preferably 0.0060% or less, and more preferably 0.0050% or less. The smaller the N content, the more preferably 0%.
- the steel sheet according to the present embodiment contains the above-mentioned elements, and the balance may be Fe and impurities, but one kind of elements listed below that affect the strength, hole expandability, and bendability are optional elements. Alternatively, two or more kinds may be further contained. However, since these elements do not necessarily have to be contained, the lower limit thereof is 0%.
- Ti 0% or more, less than 0.050% Nb: 0% or more, less than 0.050% V: 0% or more, 0.50% or less Cu: 0% or more, 1.00% or less Ti, Nb, V, Cu is an element that has the effect of improving the strength of the steel sheet by precipitation hardening. Therefore, these elements may be contained.
- the Ti and Nb contents are preferably 0.001% or more, and the V and Cu contents are preferably 0.01% or more, respectively.
- the more preferable Ti and Nb contents are 0.005% or more, respectively, and the more preferable V and Cu contents are 0.05% or more, respectively. It is not essential to obtain the above effects.
- the Ti content is less than 0.050%, the Nb content is less than 0.050%, the V content is 0.50% or less, and the Cu content is 1.00% or less.
- the Ti content is preferably less than 0.030%, more preferably less than 0.020%.
- the Nb content is preferably less than 0.030%, more preferably less than 0.020%.
- the V content is preferably 0.30% or less.
- the Cu content is preferably 0.50% or less.
- Ni, Cr, Mo and B is an element that improves hardenability and contributes to increasing the strength of the steel plate, and is an element that is effective in obtaining the above-mentioned metal structure. Therefore, these elements may be contained.
- the Ni, Cr, and Mo contents are 0.01% or more, and / or the B content is 0.0001% or more, respectively. More preferably, the contents of Ni, Cr and Mo are 0.05% or more, respectively, and the B content is 0.0010% or more.
- Ni, Cr, Mo, and B it is not essential to obtain the above effects. Therefore, it is not necessary to particularly limit the lower limit of the contents of Ni, Cr, Mo, and B, and the lower limit thereof is 0%. On the other hand, even if these elements are excessively contained, the effect of the above action is saturated and it becomes uneconomical. Therefore, when it is contained, the Ni content and Cr content are 1.00% or less, the Mo content is 0.50% or less, and the B content is 0.0100% or less.
- the Ni content and Cr content are preferably 0.50% or less, the Mo content is preferably 0.20% or less, and the B content is preferably 0.0030% or less.
- Ca 0% or more, 0.0100% or less Mg: 0% or more, 0.0100% or less REM: 0% or more, 0.0500% or less Bi: 0% or more, 0.050% or less Ca, Mg and REM ,
- Bi is an element having an action of improving strength and bendability by refining the solidified structure. Therefore, these elements may be contained.
- the Ca and Mg contents are preferably 0.0001% or more, and the REM and Bi contents are preferably 0.005% or more, respectively. More preferably, the contents of Ca and Mg are 0.0008% or more, respectively, and the contents of REM and Bi are 0.007% or more, respectively.
- the Ca content is 0.0100% or less
- the Mg content is 0.0100% or less
- the REM content is 0.0500% or less
- the Bi content is 0.050% or less.
- the Ca content is 0.0020% or less
- the Mg content is 0.0020% or less
- the REM content is 0.0020% or less
- the Bi content is 0.010% or less.
- REM means a rare earth element and is a general term for a total of 17 elements of Sc, Y and lanthanoid, and the REM content is the total content of these elements.
- the tensile strength (TS) is 1310 MPa or more as the strength that contributes to the weight reduction of the vehicle body of the automobile. From the viewpoint of shock absorption, the strength of the steel sheet is preferably 1350 MPa or more, more preferably 1400 MPa or more, and further preferably 1470 MPa or more.
- the uniform elongation (uEl) is set to 5.0% or more. In order to improve the moldability, the uniform elongation (uEl) is more preferably 5.5% or more.
- TS ⁇ ⁇ which is the product of tensile strength and hole expandability, is 35,000 MPa ⁇ % or more. In order to improve the moldability, TS ⁇ ⁇ is preferably 45,000 MPa ⁇ % or more, and more preferably 50,000 MPa ⁇ % or more.
- the ratio (R / t) of the limit bending R and the plate thickness t at 90 ° V bending is preferably 5.0 or less.
- (R / t) is more preferably 4.0 or less, still more preferably 3.0 or less, in order to improve the bendability.
- Tensile strength (TS) and uniform elongation (uEl) are determined by taking a JIS No. 5 tensile test piece from a steel sheet in the direction perpendicular to the rolling direction and performing a tensile test along JIS Z 2241: 2011. Further, the hole expanding property ( ⁇ ) is evaluated according to the hole expanding test method described in JIS Z 2256: 2010. Regarding the limit bending radius (R / t), a 90 ° V bending die is used to change the radius R at a pitch of 0.5 mm to obtain the minimum bending radius that does not cause cracking, and the bending radius is divided by the plate thickness t. Obtained by.
- the steel sheet according to the present embodiment may be provided with a hot-dip galvanized layer on the surface. Corrosion resistance is improved by providing a plating layer on the surface. If there is a concern about perforation due to corrosion, the steel sheet for automobiles may not be thinned to a certain thickness or less even if the strength is increased. One of the purposes of increasing the strength of a steel sheet is to reduce the weight by making it thinner. Therefore, even if a high-strength steel sheet is developed, the application site is limited if the corrosion resistance is low. As a method for solving these problems, it is conceivable to apply plating such as hot dip galvanizing, which has high corrosion resistance, to the steel sheet. Since the steel sheet component according to the present embodiment is controlled as described above, hot dip galvanizing is possible.
- the hot-dip galvanized layer may be an alloyed hot-dip galvanized layer.
- the steel sheet according to the present embodiment can be manufactured by a manufacturing method including the following steps (I) to (VII).
- steps (I) A cast slab having a predetermined chemical composition is directly or once cooled and then heated to 1100 ° C. or higher, and hot-rolled in the final stage so that the rolling temperature is 920 ° C. or higher and the rolling reduction is 15% or lower.
- Hot-rolling step (II) to cool the hot-rolled steel sheet so that it passes through the temperature range of 750 ° C to 650 ° C within 10 seconds
- Winding step (IV) Hot-rolled steel sheet is pickled and cold-rolled at a cumulative reduction rate of 60% or less to obtain a cold-rolled steel sheet.
- Cold-rolled step (V) Cold-rolled steel sheet is 550.
- An annealing step (VI) in which the temperature from ° C. to 750 ° C. is heated at an average heating rate of 1.0 ° C./s or higher and 50.0 ° C./s or lower and the temperature is equalized at 820 ° C. or higher.
- Baking step of baking a steel sheet in a temperature range of 200 ° C. or higher and lower than 350 ° C. for 1 second or longer Each step will be described below.
- a cast slab having the above-mentioned chemical composition is heated and hot-rolled to obtain a hot-rolled steel sheet.
- the slab heating conditions in hot rolling are not limited, but heating to 1100 ° C. or higher is preferable. If the heating temperature is less than 1100 ° C., the homogenization of the material tends to be insufficient.
- the rolling temperature (FT) at the final finishing stage (final pass) during hot rolling is 920 ° C. or higher, and the rolling reduction ratio at the final stage is 15% or less. And.
- the rolling temperature of the final stage is set to 920 ° C. or higher.
- the rolling temperature of the final stage is preferably 930 ° C. or higher.
- the reduction rate of the final stage is 15% or less.
- the reduction rate of the final stage is preferably 13% or less.
- the lower limit is zero in order to make the texture random, but in consideration of manufacturability, the reduction rate of the final stage is preferably 5% or more, more preferably 8% or more, and 10%. The above is more preferable.
- the rolling temperature (FT) in the final finishing stage during hot rolling is 960 ° C or lower
- the rolling reduction in the final stage is 10% or more
- the friction coefficient ⁇ during rolling in the final stage is ⁇ . Is preferably 0.15 or more. If the rolling temperature in the final stage of finishing during hot rolling is high, the effect of shear deformation is reduced, the surface texture cannot be created, and the bendability and hydrogen embrittlement resistance are not sufficiently improved.
- the rolling temperature of the final stage is preferably 960 ° C. or lower.
- the rolling temperature of the final stage is more preferably 940 ° C. or lower.
- the friction coefficient ⁇ in the final finishing stage during hot rolling is 0.15 or more. More preferably, the coefficient of friction ⁇ is 0.20 or more.
- the reduction rate of the final stage is preferably 10% or more, more preferably 12% or more.
- the rolling temperature at the final finishing stage (final pass) during hot rolling ( The FT) is preferably 920 ° C. or higher and 960 ° C. or lower, the rolling reduction in the final step is preferably 10% or higher and 15% or lower, and the friction coefficient ⁇ during rolling in the final step is preferably 0.15 or higher.
- the winding temperature is 650 ° C. or lower.
- the winding temperature exceeds 650 ° C., the structure of the hot-rolled steel sheet becomes a coarse ferrite pearlite structure, and the structure in which carbides are finely and uniformly dispersed is not formed.
- the texture after cold rolling and annealing is not sufficiently random, the hole expandability is deteriorated, the metal structure of the steel sheet after annealing becomes non-uniform, and the bendability is deteriorated.
- the winding temperature is preferably 630 ° C or lower, more preferably 620 ° C or lower, and even more preferably 600 ° C or lower.
- the winding temperature is less than 500 ° C., the strength of the hot-rolled steel sheet becomes high, and the load during cold rolling becomes high. Therefore, the winding temperature is preferably 500 ° C. or higher.
- softening heat treatment such as BAF may be performed before cold rolling.
- the hot-rolled hot-rolled steel sheet is descaled by pickling or the like and then cold-rolled under the condition of a reduction rate (cumulative reduction rate) of 60% or less to obtain a cold-rolled steel sheet.
- a reduction rate cumulative reduction rate
- the rolling reduction in cold rolling is set to 60% or less.
- the reduction rate is preferably 55% or less, more preferably 50% or less.
- the cold-rolled steel sheet after the cold rolling step is subjected to a treatment such as degreasing according to a known method as necessary, and then the temperature is 1.0 ° C./s or more and 50.0 ° C./s from 550 ° C to 750 ° C.
- Annealing is performed by heating at the following average heating rate and soaking at 820 ° C. or higher.
- the heating rate from 550 ° C. to 750 ° C. is 1.0 ° C./s or more and 50 ° C./s or less. If the heating rate is slow, recrystallization proceeds, the texture after annealing is not sufficiently random, and the hole-spreading property deteriorates.
- the heating rate is set to 1.0 ° C./s or higher.
- the heating rate is preferably 1.5 ° C./s or higher, more preferably 2.0 ° C./s or higher.
- the average heating rate up to 750 ° C. is preferably 3.0 ° C./s or more.
- the average heating rate up to 750 ° C. is more preferably 5.0 ° C./s or higher.
- austenite is granulated and the ferrite transformation is excessively promoted.
- the heating rate is set to 50.0 ° C./s or less.
- the heating rate is preferably 30.0 ° C./s or less, more preferably 10.0 ° C./s or less.
- the soaking temperature (annealing temperature) in the annealing step is 820 ° C. or higher. When the soaking temperature is low, not only the austenite single-phase annealing does not occur and the texture is not sufficiently random, but also the volume fraction of the ferrite increases and the hole expandability and bendability deteriorate. Therefore, the soaking temperature is set to 820 ° C. or higher.
- the soaking temperature is preferably 830 ° C. or higher or 835 ° C. or higher.
- a higher soaking temperature makes it easier to secure hole expandability and bendability, but if the soaking temperature is too high, the manufacturing cost increases, so the soaking temperature is preferably 900 ° C. or lower.
- the soaking temperature is more preferably 880 ° C. or lower, and even more preferably 870 ° C. or lower.
- the soaking time is not limited, but is preferably 30 to 450 seconds. If the soaking time is less than 30 seconds, austenitization may not proceed sufficiently. Therefore, the soaking time is preferably 30 seconds or more. On the other hand, if the heat equalization time exceeds 450 seconds, the productivity decreases, so the heat equalization time is preferably 450 seconds or less.
- the average cooling rate in the ferrite transformation temperature range of 700 ° C to 600 ° C and the average cooling rate in the bainite transformation temperature range of 450 ° C to 350 ° C will be set. Cool to a temperature of 50 ° C. or higher and 250 ° C. or lower so that the temperature is 5 ° C./s or higher. If the cooling rate in the above temperature range is slow, the volume fraction of ferrite and bainite at a position 1/4 of the plate thickness from the surface increases, and the volume fraction of tempered martensite decreases.
- the average cooling rate of 700 ° C. to 600 ° C. and 450 ° C. to 350 ° C. is 5 ° C./s or more.
- the average cooling rate is preferably 10 ° C./s or higher, more preferably 20 ° C./s or higher.
- the cooling stop temperature shall be 50 ° C or higher and 250 ° C or lower. If the cooling stop temperature is high, martensite (not tempered) increases in the subsequent cooling after the tempering process, and the hole-spreading property, bendability, and hydrogen embrittlement resistance deteriorate. Therefore, the cooling stop temperature is set to 250 ° C.
- the cooling stop temperature is set to 50 ° C. or higher.
- the cooling stop temperature is preferably 75 ° C. or higher, more preferably 100 ° C. or higher.
- Hot-dip galvanizing process [Alloying process]
- the cold-dip steel sheet is further put into a hot-dip galvanized bath in a temperature range of more than 450 ° C and less than 600 ° C. It may be immersed and hot-dip galvanized.
- alloying treatment is performed following the hot-dip galvanized step, and the plating is used as alloyed hot-dip galvanized steel. May be good.
- the cold-rolled steel sheet after the annealing cooling step is cooled to a temperature of 50 ° C. or higher and 250 ° C. or lower, so that untransformed austenite is transformed into martensite.
- the cold-rolled steel sheet is tempered at a temperature of 200 ° C. or higher and lower than 350 ° C. for 1 second or longer (tempering step), so that a tempered martensite-based structure can be obtained at a position 1/4 of the plate thickness from the surface. ..
- the temperature of the cold-rolled steel sheet after the hot-dip galvanizing step or the cold-rolled steel sheet after the hot-dip galvanizing step and the alloying step is 50 ° C. or higher and 250 ° C. or lower.
- the tempering temperature is preferably 325 ° C. or lower, more preferably 300 ° C. or lower.
- the tempering temperature is preferably 275 ° C. or less, and when the tensile strength is 1470 MPa or more.
- the tempering temperature is preferably 250 ° C. or lower.
- the tempering temperature is set to 200 ° C. or higher. From the viewpoint of hole expandability, bendability, and hydrogen embrittlement resistance, the tempering temperature is preferably 220 ° C.
- the tempering time may be 1 second or longer, but 5 seconds or longer is preferable and 10 seconds or longer is more preferable in order to perform a stable tempering treatment.
- the strength of the steel sheet may decrease after tempering for a long time. Therefore, the tempering time is preferably 750 seconds or less, more preferably 500 seconds or less.
- the cold-rolled steel sheet after the tempering step may be subjected to skin pass rolling after being cooled to a temperature at which skin pass rolling is possible.
- skin pass rolling is performed to remove the oxide film formed by contact with water at high temperature and improve the chemical conversion processability of the steel sheet. It is preferable to perform pickling and then plating one or more of a small amount of Ni, Fe, Co, Sn and Cu.
- the trace amount means a plating amount of about 3 to 30 mg / m 2 on the surface of the steel sheet.
- the shape of the steel sheet can be adjusted by skin pass rolling.
- the elongation rate of skin pass rolling is preferably 0.10% or more. More preferably, it is 0.15% or more.
- the elongation rate is preferably 1.00% or less.
- the elongation rate is more preferably 0.75% or less, and further preferably 0.50% or less.
- a slab having the chemical composition shown in Table 1 was cast.
- the cast slab was heated to 1100 ° C. or higher, hot-rolled to 2.8 mm, wound up, and cooled to room temperature.
- the hot rolling conditions, cooling conditions, and winding temperature were as shown in Tables 2-1 to 2-2.
- the scale was removed by pickling, cold-rolled to 1.4 mm, and then annealed at the soaking temperature shown in Tables 2-1 to 2-2 for 120 seconds.
- the heating rates at 550 to 750 ° C. during annealing heating are as shown in Tables 2-1 to 2-2.
- After annealing after cooling to a cooling stop temperature of 50 ° C. or higher and 250 ° C.
- the alloyed hot-dip galvanized steel sheet was subjected to hot-dip galvanizing at a temperature of more than 450 ° C. and less than 600 ° C. at about 35 to 65 g / m 2, and then further alloyed at a temperature of more than 450 ° C. and less than 600 ° C.
- a test piece for SEM observation is taken as described above, the vertical cross section parallel to the rolling direction is polished, and then the metallographic structure is observed at a position (t / 4) of the plate thickness. Then, the volume ratio of each tissue was measured by image processing. Further, a test piece for X-ray diffraction was collected, and the volume fraction of retained austenite was measured by X-ray diffraction on a surface chemically polished to a thickness of 1/4 from the surface layer as described above.
- TS tensile strength
- uEl uniform elongation
- ⁇ hole expansion ratio
- R / t critical bending radius
- Tensile strength (TS) and uniform elongation (uEl) were determined by collecting JIS No. 5 tensile test pieces from annealed steel sheets in the direction perpendicular to the rolling direction and performing a tensile test in accordance with JIS Z 2241: 2011. .. The results are shown in Tables 5-1 to 5-2.
- the hole expansion ratio ( ⁇ ) was evaluated by the method described in JIS Z 2256: 2010. The results are shown in Tables 5-1 to 5-2.
- the radius R is changed at a pitch of 0.5 mm using a 90 ° V bending die to obtain the minimum bending radius that does not cause cracking, and the plate is used. It was calculated by dividing by the thickness (1.4 mm). The results are shown in Tables 5-1 to 5-2.
- All of the steels of the present invention had TS of 1310 MPa or more, uEl of 5.0% or more, and TS ⁇ ⁇ of 35000 MPa ⁇ % or more, and were excellent in high strength and formability. Further, among the steels of the present invention, when the texture of the surface layer is preferably controlled, TS is 1310 MPa or more, uEl is 5.0% or more, TS ⁇ ⁇ is 35000 MPa ⁇ % or more, and further, there are limits. The bending radius (R / t) was 5.0 or less, and the hydrogen embrittlement resistance was also good.
- a high-strength cold-rolled steel sheet having a tensile strength (TS) of 1310 MPa or more, a uniform elongation of 5.0% or more, and a TS ⁇ ⁇ of 35000 MPa ⁇ % or more and excellent formability and a method for producing the same can be obtained. Be done. Since such a steel sheet has sufficient formability that can be applied to processing such as press molding, the present invention can contribute to the development of industry by contributing to solving global environmental problems by reducing the weight of the automobile body. ..
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
本願は、2019年10月10日に、日本に出願された特願2019-186743号及び、2019年10月10日に、日本に出願された特願2019-186957号に基づき優先権を主張し、その内容をここに援用する。
しかしながら、特許文献1の発明においては、引張強度が1310MPa未満と低い。そのため、より高強度化を目指す場合には、それに伴って劣化する加工性、曲げ性、耐水素脆化特性をより向上させる必要がある。また、特許文献2の発明においては、1310MPa以上の高強度を達成できるものの、焼き入れ時の冷却において室温付近まで冷却するので、残留オーステナイトの体積率が少なく、高い均一伸びが得られないという課題がある。
しかしながら、特許文献3の鋼板ではフェライト相を有するために1310MPa以上の高強度が得難く、組織内の強度差があるために穴広げ成形性や曲げ性に劣る。
本発明は、上記の問題点を解決するためになされたものであり、その課題は、高強度鋼板で課題となる成形性に優れる高強度鋼板およびその製造方法を提供することである。本発明において、高強度とは引張強度(TS)が1310MPa以上であることを指し、成形性に優れるとは、均一伸びが5.0%以上、かつTS×λ(穴広げ)が35000MPa・%以上であることを指す。
本発明の好ましい課題は、高強度鋼板で課題となる成形性に優れ、かつ十分な曲げ性及び耐水素脆化特性を有する高強度鋼板およびその製造方法を提供することである。本発明において、曲げ性に優れるとは、90°V曲げでの限界曲げRと板厚との比(R/t)が5.0以下であることを示す。
本発明において、冷延鋼板とは、表面に溶融亜鉛めっき層を有する溶融亜鉛めっき鋼板、及び表面に合金化溶融亜鉛めっき層を有する合金化溶融亜鉛めっき鋼板を含む。
さらに、本発明者らが検討を行った結果、上記の制御に加えて、表層部の集合組織を制御することによって、強度と成形性とに加えて、曲げ性及び耐水素脆化特性をいずれも高いレベルで得られることを見出した。
本発明は上記の知見に基づいてなされた。本発明の要旨は、以下のとおりである。
[1]本発明の一態様に係る冷延鋼板は、化学組成が、質量%で、C:0.140%超、0.400%未満、Si:0.35%超、1.50%未満、Mn:1.30%超、3.50%未満、P:0.100%以下、S:0.010%以下、Al:0.100%以下、N:0.0100%以下、Ti:0%以上、0.050%未満、Nb:0%以上、0.050%未満、V:0%以上、0.50%以下、Cu:0%以上、1.00%以下、Ni:0%以上、1.00%以下、Cr:0%以上、1.00%以下、Mo:0%以上、0.50%以下、B:0%以上、0.0100%以下、Ca:0%以上、0.0100%以下、Mg:0%以上、0.0100%以下、REM:0%以上、0.0500%以下、およびBi:0%以上、0.050%以下、を含有し、残部がFeおよび不純物からなり、表面から板厚の1/4の位置における組織が、体積率で、80.0%以上の焼戻しマルテンサイト、2.5%超、10.0%未満の残留オーステナイト、合計で0%以上、15.0%以下のフェライトおよびベイナイト、0%以上、3.0%以下のマルテンサイト、および残部組織を含み、前記組織において、ランダム比強度Iqの最大が4.0以下であり、前記ランダム比強度Iqが最大となる結晶方位から10°以内の方位を有する領域Rqの平均径が10.0μm以下であり、前記領域Rqの面密度が1000個/mm2以上であり、引張強度が1310MPa以上、均一伸びが5.0%以上、TS×λが35000MPa・%以上である。
[2]上記[1]に記載の冷延鋼板は、前記表面から板厚方向に100μmまでの範囲の組織において、ランダム比強度Isの最大が4.0以下であり、前記ランダム比強度Isが最大となる結晶方位から10°以内の方位を有する領域Rsの平均径が10.0μm以下であり、前記領域Rsの面密度が1000個/mm2以上であり、90°V曲げでの限界曲げRと板厚tとの比であるR/tが5.0以下であってもよい。
[3]上記[1]または[2]に記載の冷延鋼板は、前記引張強度が1400MPa以上であってもよい。
[4]上記[1]~[3]のいずれかに記載の冷延鋼板は、前記化学組成が、質量%で、Ti:0.001%以上、0.050%未満、Nb:0.001%以上、0.050%未満、V:0.01%以上、0.50%以下、Cr:0.01%以上、1.00%以下、Ni:0.01%以上、1.00%以下、Cu:0.01%以上、1.00%以下、Mo:0.01%以上、0.50%以下、B:0.0001%以上、0.0100%以下、Ca:0.0001%以上、0.0100%以下、Mg:0.0001%以上、0.0100%以下、REM:0.0005%%以上、0.0500%以下、およびBi:0.0005%%以上、0.050%以下、
から選択される1種または2種以上を含有してもよい。
[5]上記[1]~[4]のいずれかに記載の冷延鋼板は、前記表面に溶融亜鉛めっき層を備えてもよい。
[6]上記[5]に記載の冷延鋼板は、前記溶融亜鉛めっき層が、合金化溶融亜鉛めっき層であってもよい。
[7]本発明の別の態様に係る冷延鋼板の製造方法は、質量%で、C:0.140%超、0.400%未満、Si:0.35%超、1.50%未満、Mn:1.30%超、3.50%未満、P:0.100%以下、S:0.010%以下、Al:0.100%以下、N:0.0100%以下、Ti:0%以上、0.050%未満、Nb:0%以上、0.050%未満、V:0%以上、0.50%以下、Cr:0%以上、1.00%以下、Ni:0%以上、1.00%以下、Cu:0%以上、1.00%以下、Mo:0%以上、0.50%以下、B:0%以上、0.0100%以下、Ca:0%以上、0.0100%以下、Mg:0%以上、0.0100%以下、REM:0%以上、0.0500%以下、およびBi:0%以上、0.050%以下、を含有し、残部がFeおよび不純物からなる化学組成を有する鋳造スラブを直接または一旦冷却した後1100℃以上に加熱し、最終段における圧延温度FTが920℃以上、圧下率が15%以下となる条件で熱間圧延を行って熱延鋼板を得る熱間圧延工程と、前記熱延鋼板を、750℃から650℃の温度域を10秒以内に通過するように冷却する冷却工程と、前記冷却工程後の前記熱延鋼板を、650℃以下で巻き取る巻き取り工程と、前記巻き取り工程後の前記熱延鋼板を酸洗し、60%以下の累積圧下率で冷間圧延を行って冷延鋼板とする冷間圧延工程と、前記冷延鋼板を、550℃から750℃までを1.0℃/s以上、50.0℃/s以下の平均加熱速度で加熱し、820℃以上で均熱する焼鈍工程と、前記焼鈍工程後の前記冷延鋼板を、700℃から600℃の温度域および450℃から350℃の温度域の平均冷却速度が5℃/s以上となるように、50℃以上250℃以下の温度まで冷却する焼鈍冷却工程と、前記焼鈍冷却工程後の前記冷延鋼板を、200℃以上、350℃未満の温度域で1秒以上焼き戻す焼戻し工程と、
を備える。
[8]上記[7]に記載の冷延鋼板の製造方法は、前記熱間圧延工程において、前記最終段における前記圧延温度FTが920℃以上960℃以下、圧下率が10%以上15%以下、かつ摩擦係数μが0.15以上となる条件で前記熱間圧延を行い、前記焼鈍工程において、前記冷延鋼板を、550℃から750℃までを3.0℃/s以上、50.0℃/s以下の平均加熱速度で加熱し、820℃以上にて均熱してもよい。
[9]上記[7]または[8]に記載の冷延鋼板の製造方法は、前記焼鈍冷却工程において、前記焼鈍工程後の前記冷延鋼板を、700℃から600℃の温度域および450℃から350℃の温度域の平均冷却速度が5℃/s以上となるように、50℃以上220℃未満の温度まで冷却してもよい。
[10]上記[7]~[9]のいずれかに記載の冷延鋼板の製造方法は、前記化学組成が、質量%で、Ti:0.001%以上、0.050%未満、Nb:0.001%以上、0.050%未満、V:0.01%以上、0.50%以下、Cr:0.01%以上、1.00%以下、Ni:0.01%以上、1.00%以下、Cu:0.01%以上、1.00%以下、Mo:0.01%以上、0.50%以下およびB:0.0001%以上、0.0100%以下、Ca:0.0001%以上、0.0100%以下、Mg:0.0001%以上、0.0100%以下、REM:0.0005%%以上、0.0500%以下およびBi:0.0005%%以上、0.050%以下から選択される1種または2種以上を含有してもよい。
[11]上記[7]~[10]のいずれかに記載の冷延鋼板の製造方法は、前記焼鈍冷却工程において、さらに、450℃超、600℃未満の温度域にて溶融亜鉛めっきを施し、任意に合金化処理を行ってもよい。
また、本発明の好ましい態様によれば、引張強度(TS)が1310MPa以上、均一伸びが5.0%以上、TS×λが35000MPa・%以上で、かつ、90°V曲げでの限界曲げRと板厚tとの比(R/t)が5.0以下であり、耐水素脆化特性に優れる冷延鋼板及びその製造方法が得られる。このような鋼板は、プレス成形などの加工に適用できる十分な成形性を有し、耐水素脆化特性に優れる。そのため、本発明は自動車の車体軽量化を通じて地球環境問題の解決に寄与できるなど産業の発展に寄与する。
本実施形態に係る鋼板における金属組織、化学組成およびその鋼板を効率的、安定的かつ経済的に製造しうる製造方法について以下に詳述する。本実施形態に係る鋼板は、表面にめっき層を有しない冷延鋼板だけでなく、表面に溶融亜鉛めっき層を備える溶融亜鉛めっき鋼板、または表面に合金化溶融亜鉛めっきを備える合金化溶融亜鉛めっき鋼板を含み、これらの主要条件は溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板にも共通である。
まず、本実施形態に係る鋼板の金属組織について説明する。
本実施形態に係る鋼板の金属組織の説明において、組織分率は体積率で表す。従って、特に断りがなければ「%」は「体積%」を表す。
焼戻しマルテンサイトは、マルテンサイト(いわゆるフレッシュマルテンサイト)と同様に、ラス状の結晶粒の集合である。一方で、マルテンサイトとは異なり、焼戻しにより内部に微細な鉄系炭化物を含む硬質な組織である。焼戻しマルテンサイトは、焼鈍後の冷却等により生成したマルテンサイトを熱処理等により焼戻すことで得られる。
焼戻しマルテンサイトは、マルテンサイトに比して、脆くなく、延性を有する組織である。本実施形態に係る鋼板では、強度、穴広げ性、曲げ性及び耐水素脆化特性を向上させるため、焼戻しマルテンサイトの体積率を80.0%以上とする。好ましくは体積率で85.0%以上である。焼戻しマルテンサイトの体積率は97.5%未満である。
残留オーステナイトは、TRIP効果により鋼板の延性を向上させ均一伸びの向上に寄与する。そのため、残留オーステナイトの体積率は、2.5%超とする。残留オーステナイトの体積率は、3.5%超が好ましく、4.5%超がより好ましい。
一方、残留オーステナイトの体積率が過剰になると、残留オーステナイトの粒径が大きくなる。このような粒径の大きな残留オーステナイトは、変形後に粗大かつ硬質なマルテンサイトとなる。この場合、割れの起点が発生しやすくなり、穴広げ性や曲げ性が劣化する。このため、残留オーステナイトの体積率は、10.0%未満とする。残留オーステナイトの体積率は、8.0%未満が好ましく、7.0%未満がより好ましい。
フェライトは、二相域焼鈍、もしくは焼鈍後の緩冷却で得られる軟質な相である。フェライトは、マルテンサイトのような硬質相と混在する場合には鋼板の延性を向上させるが、1310MPa以上の高強度を達成するためには、フェライトの体積率を制限する必要がある。
また、ベイナイトは焼鈍後に350℃以上、450℃以下に一定時間保持することで得られる相である。ベイナイトは、マルテンサイトに対して軟質であるので延性を向上させる効果があるが、1310MPa以上の高強度を達成するためには、上記のフェライト同様に体積率を制限する必要がある。
したがって、フェライトおよびベイナイトの体積率は、合計で15.0%以下とする。好ましくは10.0%以下である。フェライト及びベイナイトは含まれなくてもよいので、それぞれの下限は0%である。
また、フェライトはベイナイトに対して軟質であるので、フェライト及びベイナイトの合計体積率が15.0%以下の場合に、1310MPa以上の高強度を達成するためには、フェライトの体積率は10.0%未満であることが好ましい。
マルテンサイト(フレッシュマルテンサイト)は、最終冷却時にオーステナイトから変態することで生成する、ラス状の結晶粒の集合である。マルテンサイトは硬質で脆く、変形時の割れ起点となり易いので、マルテンサイトの体積率が多いと、穴広げ性や曲げ性が劣化する。このため、マルテンサイトの体積率は3.0%以下とする。マルテンサイトの体積率は、2.0%以下が好ましく、1.0%以下がさらに好ましい。マルテンサイトは含まれなくてもよいので下限は0%である。
すなわち、フェライト、ベイナイト、マルテンサイト、焼戻しマルテンサイト、パーライトの体積率は、鋼板の圧延方向、幅方向に対し任意の位置から試験片を採取し、圧延方向に平行な縦断面を研磨し、表面から板厚の1/4(1/4厚)の位置において、ナイタールエッチングにより現出した金属組織を、SEMを用いて観察する。SEM観察では3000倍の倍率で30μm×50μmの視野を5視野観察し、観察された画像から、各組織の面積率を測定し、その平均値を算出する。圧延方向に対して垂直方向(鋼板幅方向)には組織変化がなく、圧延方向に平行な縦断面の面積率は体積率と等しいので、組織観察で得られた面積率を、それぞれの体積率とする。
具体的には、焼戻しマルテンサイトは、マルテンサイトラスと、ラス内部に生成したセメンタイトとから構成される。このとき、マルテンサイトラス及びセメンタイトの結晶方位関係は2種類以上存在するので、焼戻しマルテンサイトを構成するセメンタイトは複数のバリアントを持つ。一方で、ベイナイトは、上部ベイナイトと下部ベイナイトとに分類される。上部ベイナイトは、ラス状のベイニティックフェライトと、ラス界面に生成したセメンタイトから構成されるため、焼戻しマルテンサイトとは容易に区別できる。下部ベイナイトは、ラス状のベイニティックフェライトと、ラス内部に生成したセメンタイトから構成される。このとき、ベイニティックフェライト及びセメンタイトの結晶方位関係は、焼戻しマルテンサイトとは異なり1種類であり、下部ベイナイトを構成するセメンタイトは同一のバリアントを持つ。従って、下部ベイナイトと焼戻しマルテンサイトとは、セメンタイトのバリアントに基づいて区別できる。
一方、マルテンサイトと残留オーステナイトとは、SEM観察では明確には区別できない。そのため、マルテンサイトの体積率は、マルテンサイトまたは残留オーステナイトであると判断された組織の体積率から、後述する方法で算出した残留オーステナイトの体積率を減じることで算出する。
2.1 表面から板厚の1/4の位置における集合組織
本実施形態に係る鋼板(鋼板には冷延鋼板、溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板を含む)は、表面から板厚の1/4(1/4厚)の位置における集合組織が、後述する方法で測定したランダム比強度(Iq)の最大が4.0以下であり、ランダム比強度(Iq)が最大となる結晶方位から10°以内の方位の領域(Rq)の平均径(平均領域径)が10.0μm以下で、かつその領域(ランダム比強度が最大となる結晶方位から10°以内の方位を有する領域:Rq)の面密度が1000個/mm2以上である。
本実施形態に係る鋼板は、焼き戻しマルテンサイト主体の金属組織であり、上述の通り、集合組織の制御が穴広げ性の向上に有効となる。
本発明者らの調査によると、集合組織のランダム化により穴広げ性が向上する。集合組織が穴広げ性に影響するメカニズムは明らかではないが、集合組織が強い場合、あるいは鋼板中に同方位の結晶方位の粗大な領域が存在する場合には、穴広げ試験のような加工時に歪が集中しやすくなり、破断が起きやすくなると推定される。すなわち、集合組織がランダムに近いことが重要となる。本実施形態に係る鋼板においては、集合組織のランダム比強度(Iq)の最大を4.0以下とする。より好ましくはランダム比強度の最大が3.5以下である。
本実施形態に係る鋼板では、ランダム比強度(Iq)の最大だけでなく、ランダム比強度が最大となる結晶方位から10°以内の方位の領域(Rq)の平均領域径を10.0μm以下、かつランダム比強度(Iq)が最大となる結晶方位から10°以内の方位を有する領域(Rq)の面密度を1000個/mm2以上とする。
ランダム比強度が最大となる結晶方位から10°以内の方位を有する領域(Rq)の平均径が10.0μm超であると、その領域内で穴広げ試験時の歪の集中が起こりやすくなり、穴広げ性が劣化する。
また、そのような領域の面密度が1000個/mm2未満となるような、結晶方位がランダム化されていない組織となる場合も、同じく穴広げ試験時の歪の集中が起こりやすく、穴広げ性が劣化する。
好ましくは、ランダム比強度(Iq)が最大となる結晶方位から10°以内の方位の領域(Rq)の平均領域径が8.0μm以下で、かつそのような領域の面密度が1200個/mm2以上であり、より好ましくは、ランダム比強度(Iq)が最大となる結晶方位から10°以内の方位の領域(Rq)の平均領域径が6.0μm以下で、かつそのような領域の面密度が1500個/mm2以上である。
本実施形態に係る鋼板は、表面から板厚の1/4の位置が上述した集合組織を有した上で、表面から100μmまでの範囲(表層部)において、後述する方法で測定したランダム比強度(Is)の最大が4.0以下であり、ランダム比強度(Is)が最大となる結晶方位から10°以内の方位を有する領域(Rs)の平均径(平均領域径)が10.0μm以下で、かつその領域(ランダム比強度が最大となる結晶方位から10°以内の方位を有する領域:Rs)の面密度が1000個/mm2以上である、集合組織を有することが好ましい。
本発明者らが鋭意検討を行った結果、表面から100μmまでの範囲である表層部において、集合組織をランダム化することで、曲げ性と耐水素脆化特性とが向上することが分かった。曲げ性及び耐水素脆化特性が向上するメカニズムは明らかではないが、集合組織が強い場合、あるいは鋼板中に同方位の結晶方位の粗大な領域が存在する場合には、曲げ試験のような加工時に歪が集中しやすくなり、曲げ試験での破断が起きやすくなると推定される。また、耐水素脆化特性評価における予歪での曲げ変形に一番変形が偏るのは鋼板表面であるが、その鋼板表面が軟質であること、割れの起点となる表層部の硬質相が低減され、かつ微細均一化されて割れ起点が少なくなっていること、によって水素脆化が抑制されると考えられる。
すなわち、表層集合組織はランダムであることが重要であり、本実施形態に係る鋼板では、表層部において、集合組織のランダム比強度(Is)の最大を4.0以下とすることが好ましい。より好ましくはランダム比強度(Is)の最大が3.5以下である。
本実施形態に係る鋼板では、ランダム比強度(Is)の最大値だけでなく、ランダム比強度(Is)が最大となる結晶方位から10°以内の方位を有する領域(Rs)の平均径(平均領域径)を10.0μm以下で、かつそのような領域の面密度を1000個/mm2以上とすることが好ましい。
ランダム比強度が最大となる結晶方位から10°以内の方位を有する領域(Rs)の平均径が10.0μm超であると、その領域内で曲げ試験時の歪の集中が起こりやすくなり、曲げ性、耐水素脆化特性が十分に向上しない。
また、そのような領域の面密度が1000個/mm2未満となるような、結晶方位がランダム化されていない組織となる場合も、同じく曲げ試験時の歪の集中が起こりやすく、曲げ性、耐水素脆化特性が十分に向上しない。
より好ましくはランダム比強度(Is)が最大となる結晶方位から10°以内の方位の領域(Rs)の平均領域径が8.0μm以下で、かつそのような領域の面密度が1200個/mm2以上である。さらに好ましくは、ランダム比強度(Is)が最大となる結晶方位から10°以内の方位の領域(Rs)の平均領域径が6.0μm以下で、かつそのような領域の面密度が1500個/mm2以上である。
次に、本実施形態に係る鋼板が有する化学組成について説明する。以下、化学組成における各元素の含有量を示す「%」は、断りがない限り、すべて質量%を意味する。
C含有量が0.140%以下では上記の金属組織を得ることが困難となり、所望の引張強度が達成できなくなる。また、穴広げ性(λ)や曲げ性が低下する。したがって、C含有量は0.140%超とする。好ましくは0.160%超、より好ましくは0.180%超である。
一方、C含有量が0.400%以上では溶接性が劣化するとともに、穴広げ性(λ)や曲げ性が劣化する。また耐水素脆化特性も劣化する。したがって、C含有量は0.400%未満とする。好ましくは0.350%未満、より好ましくは、0.300%未満である。
Siは固溶強化により鋼板の強度を増大させるのに有用な元素である。また、Siはセメンタイトの生成を抑制するので、オーステナイト中へのCの濃化を促進させて、焼鈍後に残留オーステナイトを生成させるのに有効な元素である。Si含有量が0.35%以下では上記作用による効果を得ることが困難となり、均一伸びの目標達成が困難となる上、耐水素脆化特性が劣化する。したがって、Si含有量は0.35%超とする。好ましくは0.40%超、より好ましくは0.45%超である。
一方、Si含有量が1.50%以上であると、焼鈍工程における加熱時のオーステナイト変態が遅くなり、十分にフェライトからオーステナイトへの変態が起こらない場合がある。この場合、焼鈍後に組織にフェライトが過剰に残存し、目標とする引張強度が達成できなくなる上、穴広げ性(λ)や曲げ性が劣化する。また、Si含有量が1.50%以上であると、鋼板の表面性状が劣化する。さらに、化成処理性およびめっき性が著しく劣化する。したがって、Si含有量は1.50%未満とする。Si含有量は、好ましくは1.25%未満、より好ましくは1.00%未満、さらに好ましくは0.90%以下または0.85%以下である。特にSi含有量を1.00%未満とすることで、めっき密着性が向上する。
Mnは、鋼の焼入性を向上させる作用を有し、上記の金属組織を得るのに有効な元素である。Mn含有量が1.30%以下では上記の金属組織を得ることが困難となる。この場合、十分な引張強度が得られなくなる。したがって、Mn含有量は1.30%超とする。Mn含有量は、好ましくは1.50%超、より好ましくは2.00%超である。
一方、Mn含有量が3.50%以上では、Mnの偏析により焼入性向上の効果が薄れるばかりか、素材コストの上昇を招く。したがって、Mn含有量は3.50%未満とする。Mn含有量は、好ましくは3.25%未満、より好ましくは3.00%未満である。
Pは、不純物として鋼中に含有される元素であり、粒界に偏析して鋼を脆化させる元素である。このため、P含有量は少ないほど好ましく、0%でもよいが、Pの除去時間、コストも考慮してP含有量は0.100%以下とする。P含有量は、好ましくは0.020%以下、より好ましくは0.015%以下である。
Sは、不純物として鋼中に含有される元素であり、硫化物系介在物を形成して曲げ性を劣化させる元素である。このため、S含有量は少ないほど好ましく、0%でもよいが、Sの除去時間、コストも考慮してS含有量は0.010%以下とする。S含有量は、好ましくは0.005%以下、より好ましくは0.003%以下、さらに好ましくは0.001%以下である。
Alは、溶鋼を脱酸する作用を有する元素である。脱酸目的でAlを含有させる場合は、確実に脱酸するためにAl含有量は0.005%以上が好ましく、0.010%以上がさらに好ましい。また、Alは、Siと同様にオーステナイトの安定性を高める作用を有し、上記の金属組織を得るのに有効な元素であるので、含有させても良い。
一方、Al含有量が高すぎると、アルミナに起因する表面疵が発生しやすくなるばかりか、変態点が大きく上昇し、フェライトの体積率が多くなる。この場合、上記の金属組織を得ることが困難となり、十分な引張強度が得られなくなる。したがって、Al含有量は0.100%以下とする。Al含有量は、好ましくは0.050%以下、より好ましくは0.040%以下、さらに好ましくは0.030%以下である。本実施形態に係る鋼板においては、Alと同様に脱酸作用を有するSiを含有させるため、Alは必ずしも含有させる必要はなく、Al含有量は0%でもよい。
Nは、不純物として鋼中に含有される元素であり、粗大な析出物を生成して穴広げ性や曲げ性を劣化させる元素である。したがって、N含有量は0.0100%以下とする。好ましくは0.0060%以下であり、さらに好ましくは0.0050%以下である。N含有量は少ないほど好ましく0%でもよい。
Nb:0%以上、0.050%未満
V:0%以上、0.50%以下
Cu:0%以上、1.00%以下
Ti、Nb、V、Cuは、析出硬化により鋼板の強度を向上させる作用を有する元素である。したがって、これらの元素を含有させてもよい。上記の効果を十分に得るためには、Ti、Nb含有量は、それぞれ0.001%以上、V、Cuの含有量は、それぞれ0.01%以上とするのが好ましい。より好ましいTi、Nb含有量はそれぞれ0.005%以上であり、より好ましいV、Cuの含有量は、それぞれ0.05%以上である。上記の効果を得ることは必須でない。このため、Ti、Nb、V、Cuの含有量の下限を特に制限する必要はなく、それらの下限は0%である。
一方、これらの元素を過剰に含有させると、再結晶温度が上昇し、冷延鋼板の金属組織が不均一化し、穴広げ性や曲げ性が損なわれる。したがって、含有させる場合、Ti含有量は0.050%未満、Nb含有量は0.050%未満、V含有量は0.50%以下、Cu含有量は1.00%以下とする。Ti含有量は好ましくは0.030%未満、より好ましくは0.020%未満である。Nb含有量は好ましくは0.030%未満、より好ましくは0.020%未満である。V含有量は好ましくは0.30%以下である。Cu含有量は好ましくは0.50%以下である。
Cr:0%以上、1.00%以下
Mo:0%以上、0.50%以下
B:0%以上、0.0100%以下
Ni、Cr、MoおよびBは、焼入性を向上させ、鋼板の高強度化に寄与する元素であり、上記の金属組織を得るのに有効な元素である。したがって、これらの元素を含有させてもよい。上記の効果を十分に得るためには、Ni、Cr、Moの含有量を、それぞれ0.01%以上、及び/またはB含有量を0.0001%以上とすることが好ましい。より好ましくは、Ni、Cr、Moの含有量はそれぞれ0.05%以上であり、B含有量は0.0010%以上である。上記の効果を得ることは必須でない。このため、Ni、Cr、Mo、Bの含有量の下限を特に制限する必要はなく、それらの下限は0%である。
一方、これらの元素を過剰に含有させても上記作用による効果が飽和する上、不経済となる。したがって、含有させる場合、Ni含有量、Cr含有量は1.00%以下、Mo含有量は0.50%以下、B含有量は0.0100%以下とする。Ni含有量、Cr含有量は好ましくは0.50%以下であり、Mo含有量は好ましくは0.20%以下であり、B含有量は好ましくは0.0030%以下である。
Mg:0%以上、0.0100%以下
REM:0%以上、0.0500%以下
Bi:0%以上、0.050%以下
Ca、MgおよびREMは、介在物の形状を調整することにより、強度や曲げ性を改善する作用を有する元素である。Biは、凝固組織を微細化することにより、強度や曲げ性を改善する作用を有する元素である。したがって、これらの元素を含有させてもよい。上記の効果を十分に得るためには、CaおよびMgの含有量は、それぞれ0.0001%以上、REMおよびBiの含有量は、それぞれ0.005%以上とするのが好ましい。より好ましくは、CaおよびMgの含有量は、それぞれ0.0008%以上、REMおよびBiの含有量は、それぞれ0.007%以上である。上記の効果を得ることは必須でない。このため、Ca、Mg、BiおよびREMの含有量の下限を特に制限する必要はなく、それらの下限は0%である。
一方、これらの元素を過剰に含有させても上記作用による効果が飽和して不経済となる。したがって、含有させる場合、Ca含有量は0.0100%以下、Mg含有量は0.0100%以下、REM含有量は0.0500%以下、Bi含有量は0.050%以下とする。好ましくは、Ca含有量は0.0020%以下、Mg含有量は0.0020%以下、REM含有量は0.0020%以下、Bi含有量は0.010%以下である。REMとは希土類元素を意味し、Sc、Yおよびランタノイドの合計17元素の総称であり、REM含有量はこれらの元素の合計含有量である。
[引張強度が1310MPa以上、均一伸びが5.0%以上]
[TS×λが35000MPa・%以上]
[90°V曲げでの限界曲げRと板厚tとの比(R/t)が5.0以下]
本実施形態に係る鋼板では、自動車の車体軽量化に寄与する強度として、引張強度(TS)を1310MPa以上とする。衝撃吸収性の観点からすると、鋼板の強度は、好ましくは1350MPa以上であり、より好ましくは1400MPa以上であり、さらに好ましくは1470MPa以上である。
また、成形性の観点より、均一伸び(uEl)は5.0%以上とする。成形性をより良くするために、均一伸び(uEl)はより好ましくは5.5%以上である。また、成形性の観点で、引張強度と穴広げ性との積であるTS×λは35000MPa・%以上とする。成形性をより良くするために、TS×λは好ましくは45000MPa・%以上であり、より好ましくは50000MPa・%以上である。
TS×λは、引張強度が低い(例えば1310MPa未満)場合には、TS×λ≧35000MPa・%を比較的満足しやすいが、引張強度が高くなるにつれ、満足することが困難となる。特に、引張強度が1400MPa以上または1470MPa以上で、TS×λ≧35000MPa・%を満足することは容易ではない。
また、曲げ性の観点では、90°V曲げでの限界曲げRと板厚tとの比(R/t)は、5.0以下とすることが好ましい。(R/t)は、曲げ性をより良くするために、より好ましくは4.0以下であり、さらに好ましくは3.0以下である。
また、穴広げ性(λ)については、JIS Z 2256:2010に記載の穴広げ試験方法に従って評価する。
また、限界曲げ半径(R/t)については、90°V曲げ金型を用いて、0.5mmピッチで半径Rを変化させて、割れが起こらない最少曲げRを求め、板厚tで割ることにより求める。
溶融亜鉛めっき層は、合金化溶融亜鉛めっき層であってもよい。
本発明者らが検討を行った結果、熱延条件を制御して、熱延後の組織を粗大な結晶粒とすることで、再結晶核となる粒界面積を減らすと共に、炭化物を微細均一に分散させることで逆変態核を分散させて逆変態を促進し、焼鈍加熱時の再結晶を抑制し、逆変態を促進させてオーステナイト単相域で焼鈍することにより、集合組織の発達をおさえ、ランダムに近い集合組織を達成できることが判明した。以下、詳細に説明する。
(I)所定の化学組成を有する鋳造スラブを、直接または一旦冷却した後1100℃以上に加熱し、最終段の、圧延温度が920℃以上、圧下率が15%以下となるように熱間圧延して熱延鋼板とする熱間圧延工程
(II)熱延鋼板を、750℃から650℃の温度域を10秒以内に通過するように冷却する冷却工程
(III)熱延鋼板を650℃以下で巻き取る巻き取り工程
(IV)熱延鋼板を、酸洗し、60%以下の累積圧下率で冷間圧延を行って冷延鋼板とする冷間圧延工程
(V)冷延鋼板を、550℃から750℃までを1.0℃/s以上、50.0℃/s以下の平均加熱速度で加熱し、820℃以上で均熱する焼鈍工程
(VI)焼鈍後、700℃から600℃の温度域および450℃から350℃の温度域を平均冷却速度が5℃/s以上となるように、50℃以上250℃以下の温度まで冷却する焼鈍冷却工程
(VII)焼鈍冷却工程後の冷延鋼板に200℃以上350℃未満の温度域で1秒以上焼き戻す焼戻し工程
以下、各工程について説明する。
熱間圧延工程では、上述した化学組成を有する鋳造スラブを加熱し、熱間圧延して熱延鋼板とする。鋳造スラブの温度が高い場合には、一旦室温付近まで冷却せず、そのまま熱間圧延に供してもよい。熱間圧延におけるスラブ加熱条件は限定されないが、1100℃以上に加熱することが好ましい。加熱温度が1100℃未満では、材料の均質化が不十分となりやすい。
表面から板厚の1/4の位置の集合組織を制御するため、熱間圧延時の仕上げ最終段(最終パス)における圧延温度(FT)は920℃以上、最終段における圧下率は15%以下とする。最終段の圧延温度が低いと、あるいは最終段の圧下率が高いと、最終段での圧延後の熱延板組織が微細となる。微細な組織の熱延板組織を冷間圧延、及び焼鈍すると、加熱時の再結晶が進むため、集合組織がランダムにならず穴広げ性が劣化する。よって、最終段の圧延温度は920℃以上とする。最終段の圧延温度は930℃以上が好ましい。また、最終段の圧下率は15%以下とする。最終段の圧下率は13%以下が好ましい。集合組織をランダムにするためには、原理的には下限値はゼロであるが、製造性を考慮すると、最終段の圧下率は、5%以上が好ましく、8%以上がより好ましく、10%以上がさらに好ましい。
一方、表層部の集合組織を制御する場合、熱間圧延時の仕上げ最終段における圧延温度(FT)は960℃以下、最終段における圧下率は10%以上、最終段の圧延時の摩擦係数μは0.15以上とすることが好ましい。熱間圧延時の仕上げ最終段における圧延温度が高いとせん断変形の効果が減少し、表層集合組織が作りこめず、曲げ性、耐水素脆化特性が十分に向上しない。よって最終段の圧延温度は960℃以下とすることが好ましい。最終段の圧延温度は940℃以下がより好ましい。また、最終段の圧下率が低い、また最終段圧延時の摩擦係数が低いと表層部がせん断変形を受けず、表層部の集合組織が作りこめないので、曲げ性及び耐水素脆化特性が十分に向上しない。よって熱間圧延時の仕上げ最終段での摩擦係数μを0.15以上とすることが好ましい。より好ましくは、摩擦係数μは0.20以上である。また、最終段の圧下率は10%以上とすることが好ましく、12%以上がより好ましい。
すなわち、表面から板厚の1/4の位置及び表層部の集合組織を上述したように同時に制御する場合、熱間圧延工程では、熱間圧延時の仕上げ最終段(最終パス)における圧延温度(FT)は920℃以上960℃以下、最終段における圧下率は10%以上15%以下、最終段の圧延時の摩擦係数μは0.15以上とすることが好ましい。
熱間圧延後は、750℃から650℃の温度域を通過する時間(熱延鋼板がその温度域に滞留する時間)が10秒以下となるように、巻き取り温度まで冷却する。この温度域での冷却速度が遅いと粗大なフェライトが生成することにより、炭化物が微細均一に分散した組織とならない。この場合、冷延焼鈍後の集合組織が十分にランダムとならず、穴広げ性が劣化する。
巻き取り温度まで上述のように冷却した後は、巻き取りを行う。巻き取り温度は、650℃以下とする。巻き取り温度が650℃を超えると、熱延鋼板の組織が粗大なフェライト・パーライト組織となり、炭化物が微細均一に分散した組織とならない。この場合、冷間圧延及び焼鈍後の集合組織が十分にランダムとならず、穴広げ性が劣化するとともに、焼鈍後の鋼板の金属組織が不均一となり、曲げ性が劣化する。巻き取り温度は630℃以下が好ましく、620℃以下がより好ましく、600℃以下がさらに好ましい。
一方、巻き取り温度が500℃未満であると熱延鋼板での強度が高くなり、冷間圧延時の負荷が高くなる。そのため、巻き取り温度は500℃以上であることが好ましい。熱延鋼板の強度が高い場合は、冷間圧延前にBAF等の軟化熱処理を施してもよい。
冷間圧延工程では、熱間圧延された熱延鋼板を、酸洗等により脱スケールした後に、圧下率(累積圧下率)60%以下の条件で冷間圧延して冷延鋼板とする。冷間圧延における圧下率が高いと焼鈍時の再結晶が促進され、焼鈍後の集合組織がランダムにならず穴広げ性、曲げ性、耐水素脆化特性が劣化する。よって冷間圧延における圧下率は60%以下とする。圧下率は55%以下が好ましく、50%以下がより好ましい。
冷間圧延工程後の冷延鋼板は、必要に応じて公知の方法に従って脱脂等の処理が施された後、550℃から750℃までを1.0℃/s以上、50.0℃/s以下の平均加熱速度で加熱し、820℃以上にて均熱する焼鈍が行われる。
焼鈍工程において、550℃から750℃までの加熱速度は、1.0℃/s以上50℃/s以下とする。加熱速度が遅いと再結晶が進み、焼鈍後の集合組織が十分にランダムにならず穴広げ性が劣化する。よって加熱速度は1.0℃/s以上とする。加熱速度は1.5℃/s以上が好ましく、2.0℃/s以上がさらに好ましい。焼鈍後に表層部まで集合組織を十分にランダム化させる場合には、750℃までの平均加熱速度は3.0℃/s以上とすることが好ましい。表層部の集合組織のランダム化の観点では、750℃までの平均加熱速度は5.0℃/s以上がより好ましい。
一方で平均加熱速度が過剰に速いとオーステナイトが細粒化するためにフェライト変態が過度に促進される。この場合、最終的に得られる鋼板において、目的とする組織が得られず強度、穴広げ性、曲げ性が低下する。よって加熱速度は50.0℃/s以下とする。加熱速度は30.0℃/s以下が好ましく、10.0℃/s以下がより好ましい。
焼鈍工程における均熱温度(焼鈍温度)は820℃以上とする。均熱温度が低いとオーステナイト単相焼鈍とならず集合組織が十分にランダムとならないばかりでなく、フェライトの体積率が多くなり穴広げ性や曲げ性が劣化する。よって均熱温度は、820℃以上とする。均熱温度は、830℃以上または835℃以上が好ましい。均熱温度が高い方が穴広げ性や曲げ性を確保し易いが、均熱温度が高過ぎると製造コストが高くなるので、均熱温度は900℃以下が好ましい。均熱温度は880℃以下がより好ましく、870℃以下がさらに好ましい。
均熱時間は、限定されないが、30~450秒であることが好ましい。均熱時間が30秒未満であると、オーステナイト化が十分に進行しない場合がある。そのため、均熱時間は30秒以上が好ましい。一方、均熱時間が450秒を超えると、生産性が低下するので、均熱時間は450秒以下が好ましい。
焼鈍後の冷延鋼板を、上記のような金属組織を得るため、700℃から600℃のフェライト変態温度域の平均冷却速度および450℃から350℃のベイナイト変態温度域の平均冷却速度が、いずれも5℃/s以上となるように、50℃以上250℃以下の温度まで冷却する。上記温度域における冷却速度が遅いと、表面から板厚の1/4の位置でのフェライト、ベイナイトの体積率が高くなり、焼戻しマルテンサイトの体積率が低下する。その結果、引張強度が低下するとともに穴広げ性、曲げ性、耐水素脆化特性が劣化する。よって700℃から600℃および450℃から350℃の平均冷却速度は5℃/s以上とする。平均冷却速度は10℃/s以上が好ましく、20℃/s以上がさらに好ましい。
冷却停止温度は50℃以上、250℃以下とする。冷却停止温度が高いと続く焼き戻し工程後の冷却で(焼き戻されていない)マルテンサイトが増加し、穴広げ性、曲げ性、耐水素脆化特性が劣化する。よって冷却停止温度は250℃以下とする。一方で、冷却停止温度が低いと残留オーステナイト分率が低下し、目的とする均一伸びが得られない。よって冷却停止温度は、50℃以上とする。冷却停止温度は、75℃以上が好ましく、100℃以上がさらに好ましい。
[合金化工程]
表面に溶融亜鉛めっき層を備える冷延鋼板(溶融亜鉛めっき鋼板)を製造する場合には、焼鈍冷却工程において、さらに450℃超、600℃未満の温度域にて冷延鋼板を溶融めっき浴に浸漬させて溶融亜鉛めっきを施してもよい。また、表面に合金化溶融亜鉛めっきを備える冷延鋼板(合金化溶融亜鉛めっき鋼板)を製造する場合には、溶融亜鉛めっき工程に引き続き、合金化処理を施してめっきを合金化溶融亜鉛めっきとしてもよい。
焼鈍冷却工程後の冷延鋼板は、50℃以上250℃以下の温度まで冷却されることで未変態のオーステナイトがマルテンサイトに変態する。その後、冷延鋼板は、200℃以上350℃未満の温度で1秒以上焼き戻されることにより(焼戻し工程)、表面から板厚の1/4の位置にて焼戻しマルテンサイト主体の組織が得られる。
溶融亜鉛めっき工程及びまたは合金化工程が行われた場合には、溶融亜鉛めっき工程後の冷延鋼板または、溶融亜鉛めっき工程及び合金化工程後の冷延鋼板を50℃以上250℃以下の温度まで冷却した後、200℃以上350℃未満の温度で1秒以上焼戻しを行う。焼戻し温度が350℃以上であると鋼板強度が低下する。よって焼戻し温度は350℃未満とする。焼戻し温度は、325℃以下が好ましく、300℃以下がより好ましい。引張強度をさらに高めたい場合は、焼戻し温度を低くすることが好ましく、例えば引張強度を1400MPa以上とする場合には、焼戻し温度は275℃以下とすることが好ましく、引張強度を1470MPa以上とする場合には、焼戻し温度は250℃以下とすることが好ましい。
一方で焼戻し温度が200℃未満であると焼戻しが不十分となり、穴広げ性、曲げ性、耐水素脆化特性が劣化する。よって焼戻し温度は200℃以上とする。穴広げ性、曲げ性、耐水素脆化特性の観点では、焼戻し温度は、220℃以上が好ましく、250℃以上がより好ましい。
焼戻し時間は1秒以上あればよいが、安定した焼戻し処理を行うために5秒以上が好ましく、10秒以上がさらに好ましい。一方で、長時間の焼戻しでは鋼板の強度が低下する場合がある。そのため、焼戻し時間は750秒以下が好ましく、500秒以下がさらに好ましい。
焼戻し工程後の冷延鋼板は、スキンパス圧延可能な温度まで冷却した後、スキンパス圧延を行ってもよい。焼鈍後の冷却が水を用いる水スプレー冷却、ディップ冷却、気水冷却などの場合は、高温で水と接触したことによって形成された酸化膜の除去および鋼板の化成処理性向上のため、スキンパス圧延前に、酸洗及び続いて微量のNi、Fe、Co、Sn、Cuのうちの1種または2種以上のめっきを行うことが好ましい。ここで微量とは鋼板表面に3~30mg/m2程度のめっき量をいう。
表1に示される化学組成を有するスラブを鋳造した。鋳造後のスラブを1100℃以上に加熱し、2.8mmまで熱間圧延し、巻き取り後室温まで冷却した。熱間圧延条件、冷却条件、巻き取り温度は表2-1~表2-2に記載する通りであった。
その後、酸洗によりスケールを除去し、1.4mmまで冷間圧延した後、表2-1~表2-2に示す均熱温度で120秒焼鈍を行った。焼鈍加熱時の、550~750℃の加熱速度は表2-1~表2-2の通りとした。
焼鈍後、700℃から600℃の温度域および450℃から350℃の温度域が平均冷却速度20℃/s以上となるように、50℃以上250℃以下の冷却停止温度まで冷却した後に、表2-1~表2-2に示す焼戻し温度で、1秒~500秒焼戻す熱処理を施した。
一部の例については、焼鈍冷却中に溶融亜鉛めっき及び合金化を行った。表5-1~5-2に示す「CR」は亜鉛めっきを行っていない冷延鋼板、「GI」が溶融亜鉛めっき鋼板、「GA」が合金化溶融亜鉛めっき鋼板である。合金化溶融亜鉛めっき鋼板については、450℃超600℃未満の温度で35~65g/m2程度の溶融亜鉛めっきを施した後に、さらに450℃超600℃未満の温度で合金化させた。

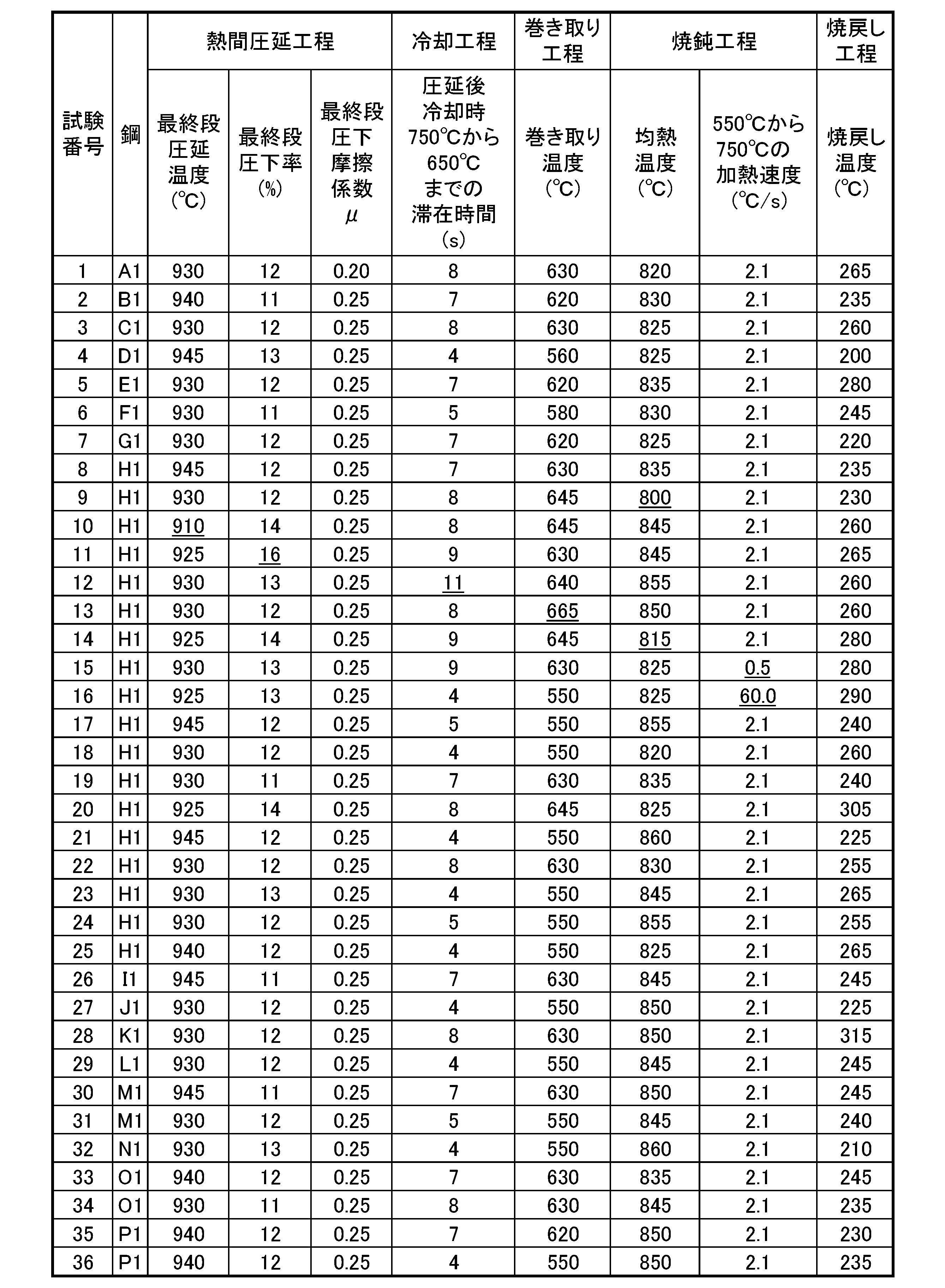

また、上述した要領でEBSD測定により表面から板厚の1/4の位置、及び表層部の集合組織(ランダム比強度の最大値、ランダム比強度が最大となる結晶方位から10°以内の方位を有する領域の平均径及び面密度)をそれぞれ測定した。
結果を表3-1~表3-2及び表4-1~表4-2に示す。
結果を表5-1~表5-2に示す。
結果を表5-1~表5-2に示す。
結果を表5-1~表5-2に示す。
すなわち、端面を機械研削した試験片を押曲げ法でU字に曲げて、半径5RのU曲げ試験片を作製し、非曲げ部が平行になるようにボルトで締め付けて弾性変形させた後、pH1の塩酸に浸漬して、鋼板中に水素を侵入させる遅れ破壊促進試験を行った。浸漬時間が100時間となっても割れが生じないものを良好(OK)な耐遅れ破壊特性を有する鋼板と評価し、割れが生じたものを不良(NG)と評価した。めっきの影響を除去するために、めっき材については試験前にインヒビターを含有する塩酸にてめっき層を除去した後に、耐水素脆化特性を評価した。
結果を表5-1~表5-2に示す。
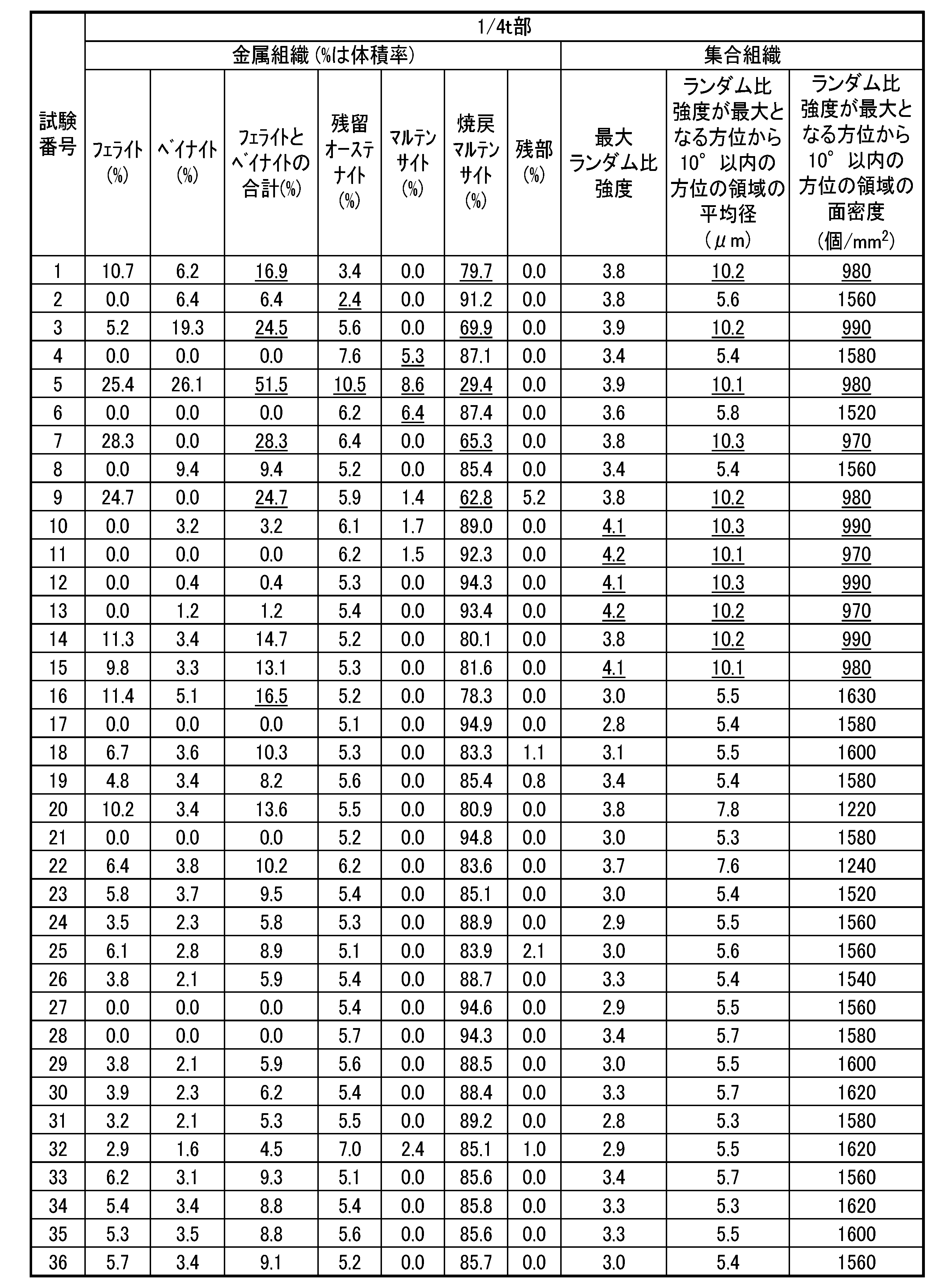
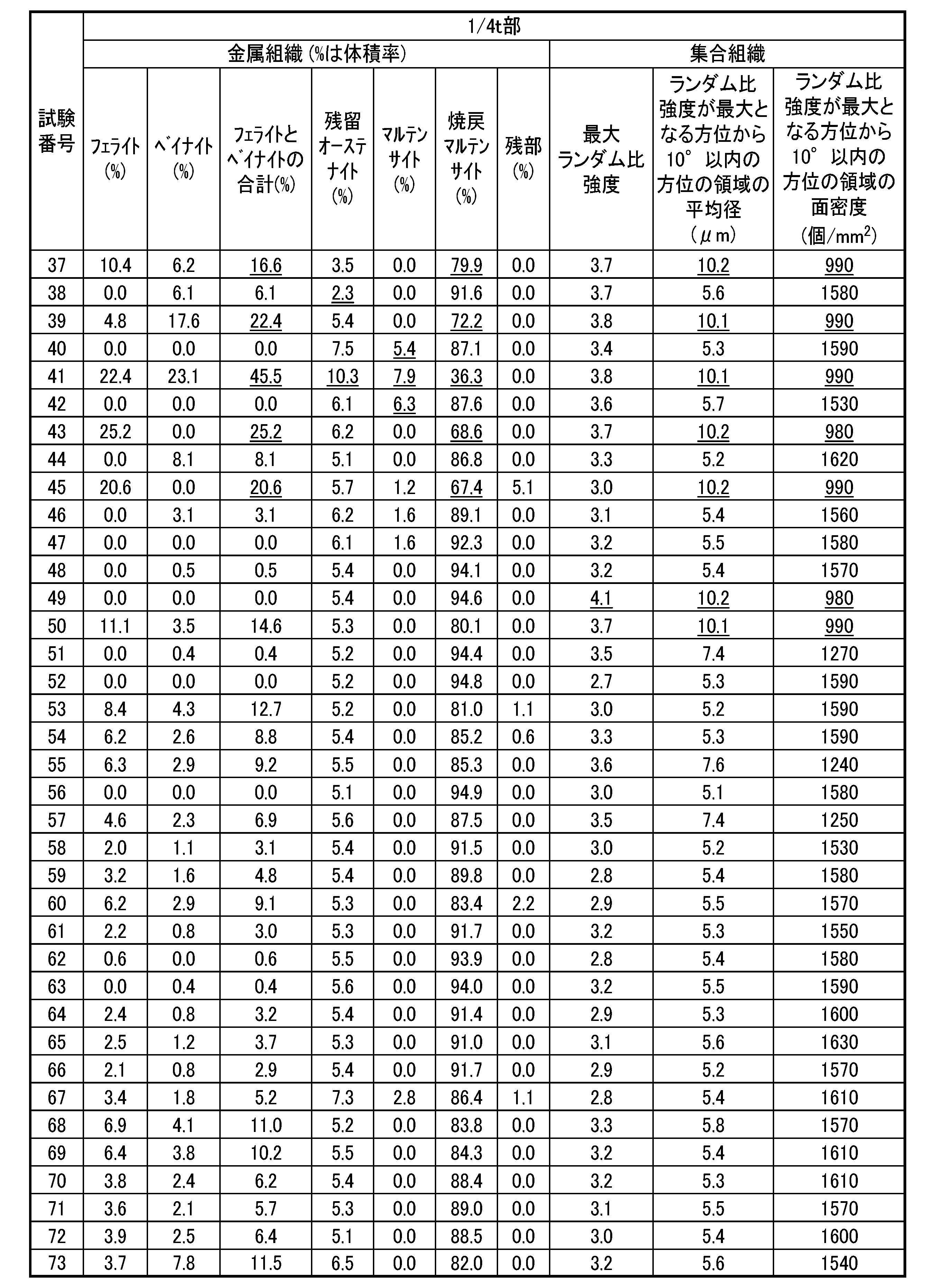
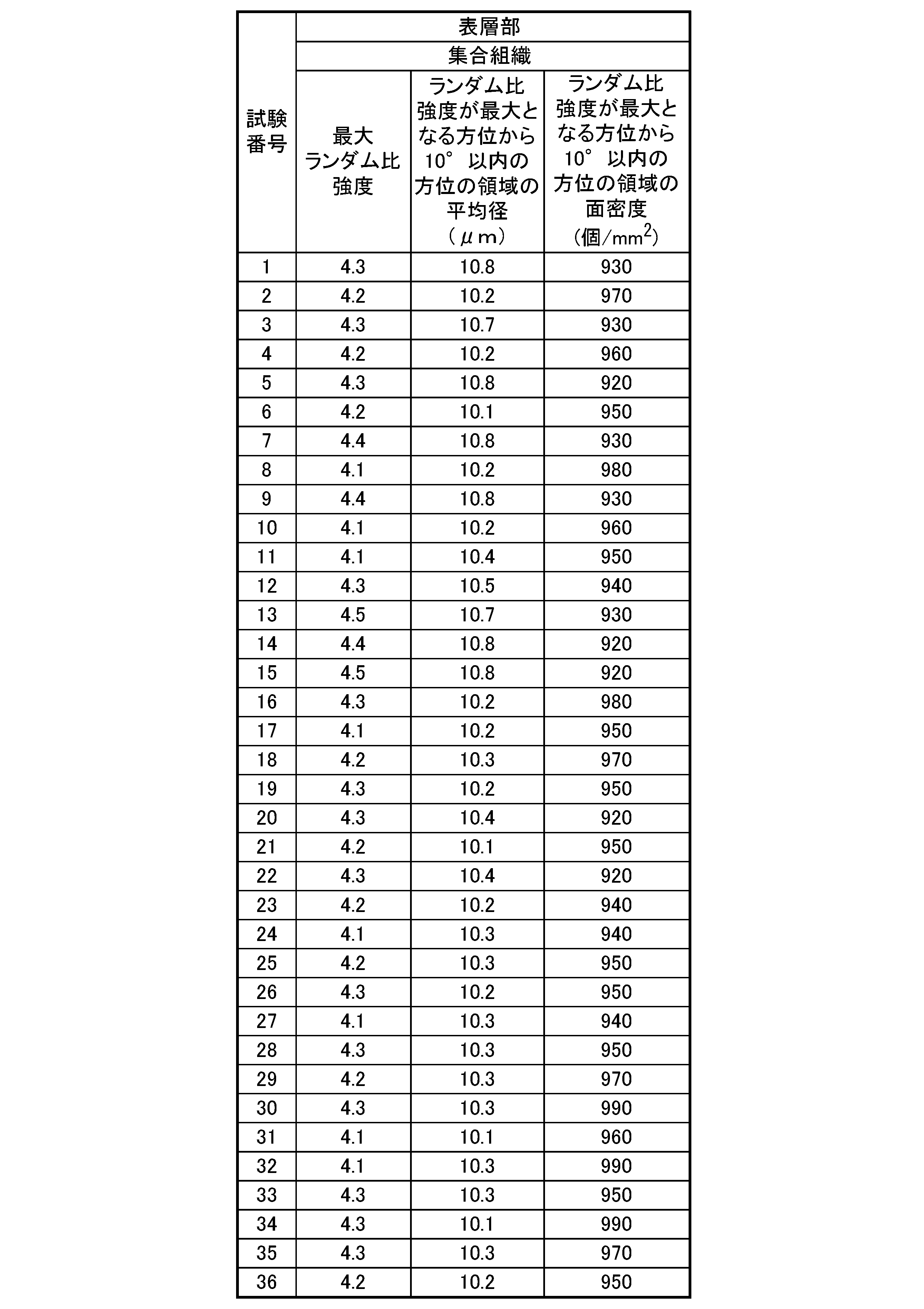
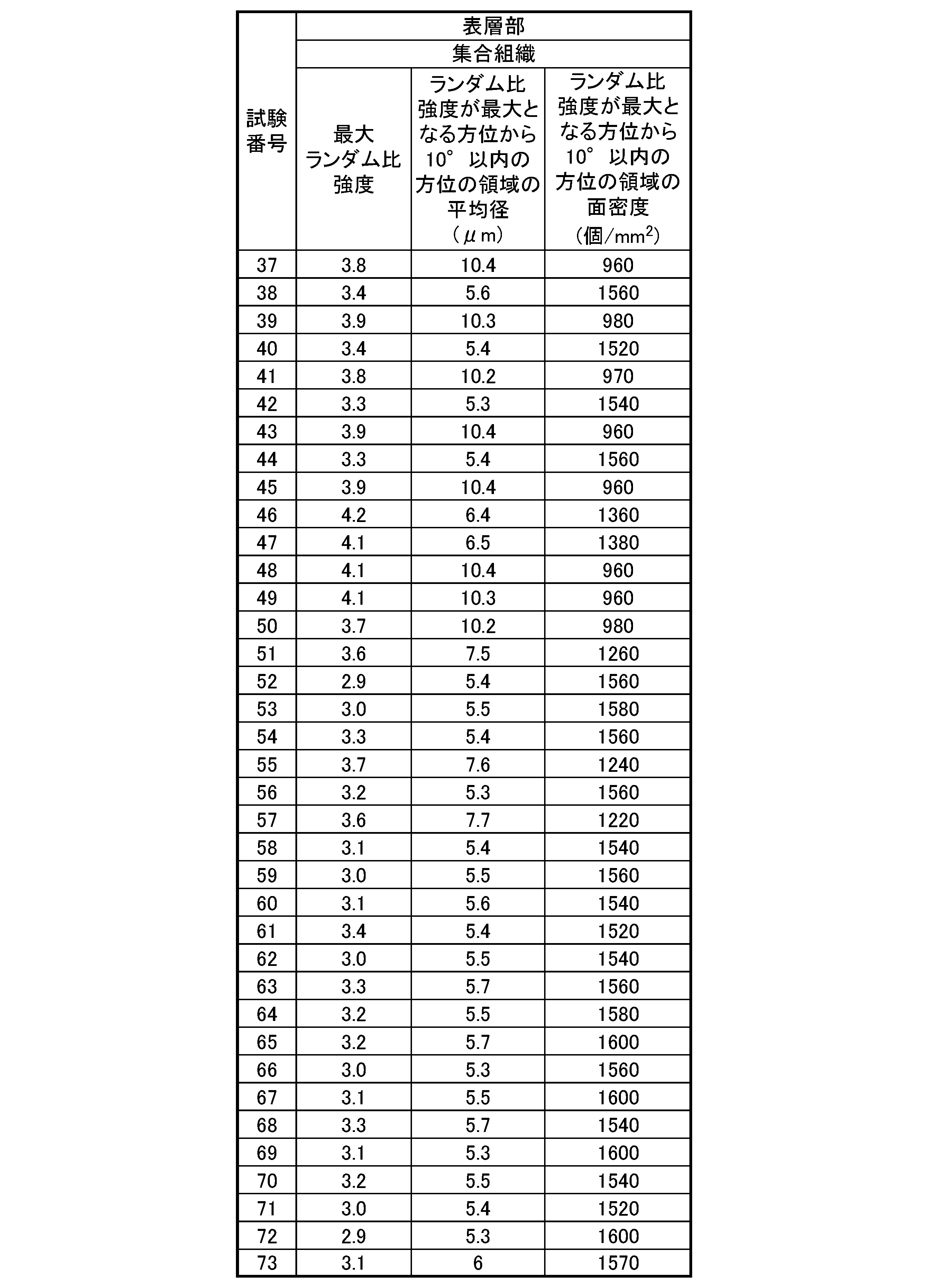


また、本発明鋼のうち、表層の集合組織が好ましく制御されている場合にはTSが1310MPa以上、uElが5.0%以上、TS×λが35000MPa・%以上、であって、さらに、限界曲げ半径(R/t)が5.0以下であり、耐水素脆化特性も良好であった。
これに対し、化学組成、製造方法のいずれかが本発明の範囲外であり、金属組織、集合組織が本発明範囲外となった試験番号(比較例)では、引張強度、均一伸び、TS×λのいずれかが目標を達成しなかった。
Claims (11)
- 化学組成が、質量%で、
C:0.140%超、0.400%未満、
Si:0.35%超、1.50%未満、
Mn:1.30%超、3.50%未満、
P:0.100%以下、
S:0.010%以下、
Al:0.100%以下、
N:0.0100%以下、
Ti:0%以上、0.050%未満、
Nb:0%以上、0.050%未満、
V:0%以上、0.50%以下、
Cu:0%以上、1.00%以下、
Ni:0%以上、1.00%以下、
Cr:0%以上、1.00%以下、
Mo:0%以上、0.50%以下、
B:0%以上、0.0100%以下、
Ca:0%以上、0.0100%以下、
Mg:0%以上、0.0100%以下、
REM:0%以上、0.0500%以下、および
Bi:0%以上、0.050%以下、を含有し、
残部がFeおよび不純物からなり、
表面から板厚の1/4の位置における組織が、体積率で、
80.0%以上の焼戻しマルテンサイト、
2.5%超、10.0%未満の残留オーステナイト、
合計で0%以上、15.0%以下のフェライトおよびベイナイト、
0%以上、3.0%以下のマルテンサイト、および
残部組織を含み、
前記組織において、
ランダム比強度Iqの最大が4.0以下であり、
前記ランダム比強度Iqが最大となる結晶方位から10°以内の方位を有する領域Rqの平均径が10.0μm以下であり、
前記領域Rqの面密度が1000個/mm2以上であり、
引張強度が1310MPa以上、均一伸びが5.0%以上、TS×λが35000MPa・%以上である、
冷延鋼板。 - 前記表面から板厚方向に100μmまでの範囲の組織において、
ランダム比強度Isの最大が4.0以下であり、
前記ランダム比強度Isが最大となる結晶方位から10°以内の方位を有する領域Rsの平均径が10.0μm以下であり、
前記領域Rsの面密度が1000個/mm2以上であり、
90°V曲げでの限界曲げRと板厚tとの比であるR/tが5.0以下である、請求項1に記載の冷延鋼板。 - 前記引張強度が1400MPa以上である、
請求項1または2に記載の冷延鋼板。 - 前記化学組成が、質量%で、
Ti:0.001%以上、0.050%未満、
Nb:0.001%以上、0.050%未満、
V:0.01%以上、0.50%以下、
Cr:0.01%以上、1.00%以下、
Ni:0.01%以上、1.00%以下、
Cu:0.01%以上、1.00%以下、
Mo:0.01%以上、0.50%以下、
B:0.0001%以上、0.0100%以下、
Ca:0.0001%以上、0.0100%以下、
Mg:0.0001%以上、0.0100%以下、
REM:0.0005%%以上、0.0500%以下、および
Bi:0.0005%%以上、0.050%以下、
から選択される1種または2種以上を含有する、
請求項1~3のいずれか一項に記載の冷延鋼板。 - 前記表面に溶融亜鉛めっき層を備える、請求項1~4のいずれか一項に記載の冷延鋼板。
- 前記溶融亜鉛めっき層が、合金化溶融亜鉛めっき層である、請求項5に記載の冷延鋼板。
- 質量%で、C:0.140%超、0.400%未満、Si:0.35%超、1.50%未満、Mn:1.30%超、3.50%未満、P:0.100%以下、S:0.010%以下、Al:0.100%以下、N:0.0100%以下、Ti:0%以上、0.050%未満、Nb:0%以上、0.050%未満、V:0%以上、0.50%以下、Cr:0%以上、1.00%以下、Ni:0%以上、1.00%以下、Cu:0%以上、1.00%以下、Mo:0%以上、0.50%以下、B:0%以上、0.0100%以下、Ca:0%以上、0.0100%以下、Mg:0%以上、0.0100%以下、REM:0%以上、0.0500%以下、およびBi:0%以上、0.050%以下、を含有し、残部がFeおよび不純物からなる化学組成を有する鋳造スラブを直接または一旦冷却した後1100℃以上に加熱し、最終段における圧延温度FTが920℃以上、圧下率が15%以下となる条件で熱間圧延を行って熱延鋼板を得る熱間圧延工程と、
前記熱延鋼板を、750℃から650℃の温度域を10秒以内に通過するように冷却する冷却工程と、
前記冷却工程後の前記熱延鋼板を、650℃以下で巻き取る巻き取り工程と、
前記巻き取り工程後の前記熱延鋼板を酸洗し、60%以下の累積圧下率で冷間圧延を行って冷延鋼板とする冷間圧延工程と、
前記冷延鋼板を、550℃から750℃までを1.0℃/s以上、50.0℃/s以下の平均加熱速度で加熱し、820℃以上で均熱する焼鈍工程と、
前記焼鈍工程後の前記冷延鋼板を、700℃から600℃の温度域および450℃から350℃の温度域の平均冷却速度が5℃/s以上となるように、50℃以上250℃以下の温度まで冷却する焼鈍冷却工程と、
前記焼鈍冷却工程後の前記冷延鋼板を、200℃以上、350℃未満の温度域で1秒以上焼き戻す焼戻し工程と、
を備える、冷延鋼板の製造方法。 - 前記熱間圧延工程において、前記最終段における前記圧延温度FTが920℃以上960℃以下、圧下率が10%以上15%以下、かつ摩擦係数μが0.15以上となる条件で前記熱間圧延を行い、
前記焼鈍工程において、前記冷延鋼板を、550℃から750℃までを3.0℃/s以上、50.0℃/s以下の平均加熱速度で加熱し、820℃以上にて均熱する、
請求項7に記載の冷延鋼板の製造方法。 - 前記焼鈍冷却工程において、前記焼鈍工程後の前記冷延鋼板を、700℃から600℃の温度域および450℃から350℃の温度域の平均冷却速度が5℃/s以上となるように、50℃以上220℃未満の温度まで冷却する、
請求項7または8に記載の冷延鋼板の製造方法。 - 前記化学組成が、質量%で、Ti:0.001%以上、0.050%未満、Nb:0.001%以上、0.050%未満、V:0.01%以上、0.50%以下、Cr:0.01%以上、1.00%以下、Ni:0.01%以上、1.00%以下、Cu:0.01%以上、1.00%以下、Mo:0.01%以上、0.50%以下およびB:0.0001%以上、0.0100%以下、Ca:0.0001%以上、0.0100%以下、Mg:0.0001%以上、0.0100%以下、REM:0.0005%%以上、0.0500%以下およびBi:0.0005%%以上、0.050%以下から選択される1種または2種以上を含有する、請求項7~9のいずれか一項に記載の冷延鋼板の製造方法。
- 前記焼鈍冷却工程において、さらに、450℃超、600℃未満の温度域にて溶融亜鉛めっきを施し、任意に合金化処理を行う、請求項7~10のいずれか一項に記載の冷延鋼板の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020227011752A KR102711646B1 (ko) | 2019-10-10 | 2020-10-09 | 냉연강판 및 그 제조 방법 |
| MX2022004100A MX2022004100A (es) | 2019-10-10 | 2020-10-09 | Lamina de acero laminada en frio y metodo para producir la misma. |
| CN202080069879.9A CN114867880B (zh) | 2019-10-10 | 2020-10-09 | 冷轧钢板及其制造方法 |
| US17/766,066 US20220333221A1 (en) | 2019-10-10 | 2020-10-09 | Cold-rolled steel sheet and method for producing same |
| JP2021551728A JP7216932B2 (ja) | 2019-10-10 | 2020-10-09 | 冷延鋼板およびその製造方法 |
| EP20874851.7A EP4043595A1 (en) | 2019-10-10 | 2020-10-09 | Cold-rolled steel sheet and method for producing same |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019186743 | 2019-10-10 | ||
| JP2019-186743 | 2019-10-10 | ||
| JP2019-186957 | 2019-10-10 | ||
| JP2019186957 | 2019-10-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021070951A1 true WO2021070951A1 (ja) | 2021-04-15 |
Family
ID=75436829
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/038358 WO2021070951A1 (ja) | 2019-10-10 | 2020-10-09 | 冷延鋼板およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20220333221A1 (ja) |
| EP (1) | EP4043595A1 (ja) |
| JP (1) | JP7216932B2 (ja) |
| KR (1) | KR102711646B1 (ja) |
| CN (1) | CN114867880B (ja) |
| MX (1) | MX2022004100A (ja) |
| WO (1) | WO2021070951A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022190959A1 (ja) * | 2021-03-10 | 2022-09-15 | 日本製鉄株式会社 | 冷延鋼板及びその製造方法 |
| WO2023048495A1 (ko) * | 2021-09-23 | 2023-03-30 | 주식회사 포스코 | 구멍확장성이 우수한 초고강도 냉연강판 및 그 제조방법 |
| WO2023153096A1 (ja) * | 2022-02-09 | 2023-08-17 | 日本製鉄株式会社 | 冷延鋼板 |
| WO2023153097A1 (ja) * | 2022-02-09 | 2023-08-17 | 日本製鉄株式会社 | 冷延鋼板およびその製造方法 |
| WO2024070890A1 (ja) * | 2022-09-30 | 2024-04-04 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| WO2024070889A1 (ja) * | 2022-09-30 | 2024-04-04 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006104532A (ja) | 2004-10-06 | 2006-04-20 | Nippon Steel Corp | 伸びと穴拡げ性に優れた高強度薄鋼板およびその製造方法 |
| JP2007277661A (ja) * | 2006-04-10 | 2007-10-25 | Nippon Steel Corp | バーリング加工性に優れた高ヤング率薄鋼板及びその製造方法 |
| JP2009030091A (ja) | 2007-07-25 | 2009-02-12 | Jfe Steel Kk | 製造安定性に優れた高強度冷延鋼板およびその製造方法 |
| JP2010215958A (ja) | 2009-03-16 | 2010-09-30 | Jfe Steel Corp | 曲げ加工性および耐遅れ破壊特性に優れる高強度冷延鋼板およびその製造方法 |
| WO2015015239A1 (en) * | 2013-08-02 | 2015-02-05 | ArcelorMittal Investigación y Desarrollo, S.L. | Cold rolled, coated and post tempered steel sheet and method of manufacturing thereof |
| WO2018055695A1 (ja) * | 2016-09-21 | 2018-03-29 | 新日鐵住金株式会社 | 鋼板 |
| WO2018147400A1 (ja) * | 2017-02-13 | 2018-08-16 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| WO2019122965A1 (en) * | 2017-12-19 | 2019-06-27 | Arcelormittal | Cold rolled and coated steel sheet and a method of manufacturing thereof |
| JP2019186957A (ja) | 2014-11-07 | 2019-10-24 | 華為技術有限公司Huawei Technologies Co.,Ltd. | 情報伝送方法および装置 |
| JP2019186743A (ja) | 2018-04-10 | 2019-10-24 | シャープ株式会社 | スピーカ、スピーカシステム、及びこれを備えたテレビジョン受信機 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10876181B2 (en) * | 2015-02-24 | 2020-12-29 | Nippon Steel Corporation | Cold-rolled steel sheet and method of manufacturing same |
| JP6540162B2 (ja) * | 2015-03-31 | 2019-07-10 | 日本製鉄株式会社 | 延性および伸びフランジ性に優れた高強度冷延鋼板、高強度合金化溶融亜鉛めっき鋼板、およびそれらの製造方法 |
| CN107709598B (zh) * | 2015-06-30 | 2020-03-24 | 日本制铁株式会社 | 高强度冷轧钢板、高强度热浸镀锌钢板、以及高强度合金化热浸镀锌钢板 |
| CN109642281B (zh) * | 2016-08-31 | 2021-02-23 | 杰富意钢铁株式会社 | 高强度冷轧薄钢板及其制造方法 |
| KR102264783B1 (ko) * | 2017-03-31 | 2021-06-14 | 닛폰세이테츠 가부시키가이샤 | 냉간 압연 강판 및 용융 아연 도금 냉간 압연 강판 |
-
2020
- 2020-10-09 MX MX2022004100A patent/MX2022004100A/es unknown
- 2020-10-09 EP EP20874851.7A patent/EP4043595A1/en active Pending
- 2020-10-09 KR KR1020227011752A patent/KR102711646B1/ko active IP Right Grant
- 2020-10-09 JP JP2021551728A patent/JP7216932B2/ja active Active
- 2020-10-09 US US17/766,066 patent/US20220333221A1/en active Pending
- 2020-10-09 CN CN202080069879.9A patent/CN114867880B/zh active Active
- 2020-10-09 WO PCT/JP2020/038358 patent/WO2021070951A1/ja unknown
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006104532A (ja) | 2004-10-06 | 2006-04-20 | Nippon Steel Corp | 伸びと穴拡げ性に優れた高強度薄鋼板およびその製造方法 |
| JP2007277661A (ja) * | 2006-04-10 | 2007-10-25 | Nippon Steel Corp | バーリング加工性に優れた高ヤング率薄鋼板及びその製造方法 |
| JP2009030091A (ja) | 2007-07-25 | 2009-02-12 | Jfe Steel Kk | 製造安定性に優れた高強度冷延鋼板およびその製造方法 |
| JP2010215958A (ja) | 2009-03-16 | 2010-09-30 | Jfe Steel Corp | 曲げ加工性および耐遅れ破壊特性に優れる高強度冷延鋼板およびその製造方法 |
| WO2015015239A1 (en) * | 2013-08-02 | 2015-02-05 | ArcelorMittal Investigación y Desarrollo, S.L. | Cold rolled, coated and post tempered steel sheet and method of manufacturing thereof |
| JP2019186957A (ja) | 2014-11-07 | 2019-10-24 | 華為技術有限公司Huawei Technologies Co.,Ltd. | 情報伝送方法および装置 |
| WO2018055695A1 (ja) * | 2016-09-21 | 2018-03-29 | 新日鐵住金株式会社 | 鋼板 |
| WO2018147400A1 (ja) * | 2017-02-13 | 2018-08-16 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| WO2019122965A1 (en) * | 2017-12-19 | 2019-06-27 | Arcelormittal | Cold rolled and coated steel sheet and a method of manufacturing thereof |
| JP2019186743A (ja) | 2018-04-10 | 2019-10-24 | シャープ株式会社 | スピーカ、スピーカシステム、及びこれを備えたテレビジョン受信機 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022190959A1 (ja) * | 2021-03-10 | 2022-09-15 | 日本製鉄株式会社 | 冷延鋼板及びその製造方法 |
| WO2023048495A1 (ko) * | 2021-09-23 | 2023-03-30 | 주식회사 포스코 | 구멍확장성이 우수한 초고강도 냉연강판 및 그 제조방법 |
| WO2023153096A1 (ja) * | 2022-02-09 | 2023-08-17 | 日本製鉄株式会社 | 冷延鋼板 |
| WO2023153097A1 (ja) * | 2022-02-09 | 2023-08-17 | 日本製鉄株式会社 | 冷延鋼板およびその製造方法 |
| WO2024070890A1 (ja) * | 2022-09-30 | 2024-04-04 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| WO2024070889A1 (ja) * | 2022-09-30 | 2024-04-04 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114867880A (zh) | 2022-08-05 |
| EP4043595A4 (en) | 2022-08-17 |
| MX2022004100A (es) | 2022-04-26 |
| JP7216932B2 (ja) | 2023-02-02 |
| KR102711646B1 (ko) | 2024-10-04 |
| EP4043595A1 (en) | 2022-08-17 |
| JPWO2021070951A1 (ja) | 2021-04-15 |
| CN114867880B (zh) | 2023-08-18 |
| KR20220060552A (ko) | 2022-05-11 |
| US20220333221A1 (en) | 2022-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6635236B1 (ja) | 高強度冷延鋼板およびその製造方法 | |
| WO2021070951A1 (ja) | 冷延鋼板およびその製造方法 | |
| JP6354919B1 (ja) | 薄鋼板およびその製造方法 | |
| CN104040009B (zh) | 热轧钢板及其制造方法 | |
| JP5971434B2 (ja) | 伸びフランジ性、伸びフランジ性の面内安定性および曲げ性に優れた高強度溶融亜鉛めっき鋼板ならびにその製造方法 | |
| WO2018026014A1 (ja) | 鋼板及びめっき鋼板 | |
| WO2020162560A1 (ja) | 溶融亜鉛めっき鋼板およびその製造方法 | |
| JP6750772B1 (ja) | 溶融亜鉛めっき鋼板およびその製造方法 | |
| JP7103509B2 (ja) | 高強度鋼板 | |
| JP2010090475A (ja) | 高強度鋼板およびその製造方法 | |
| JP2011168878A (ja) | 疲労特性と穴拡げ性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| US20240052449A1 (en) | High strength steel sheet, impact absorbing member, and method for manufacturing high strength steel sheet | |
| JP6210045B2 (ja) | 高強度冷延鋼板、高強度めっき鋼板、及びそれらの製造方法 | |
| WO2022190959A1 (ja) | 冷延鋼板及びその製造方法 | |
| WO2023153096A1 (ja) | 冷延鋼板 | |
| WO2022190958A1 (ja) | 冷延鋼板及びその製造方法 | |
| WO2023153097A1 (ja) | 冷延鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20874851 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021551728 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227011752 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020874851 Country of ref document: EP Effective date: 20220510 |