WO2020230367A1 - プレス成形方法 - Google Patents
プレス成形方法 Download PDFInfo
- Publication number
- WO2020230367A1 WO2020230367A1 PCT/JP2020/001651 JP2020001651W WO2020230367A1 WO 2020230367 A1 WO2020230367 A1 WO 2020230367A1 JP 2020001651 W JP2020001651 W JP 2020001651W WO 2020230367 A1 WO2020230367 A1 WO 2020230367A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- press
- molded product
- top plate
- flange
- molding
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/01—Bending sheet metal along straight lines, e.g. to form simple curves between rams and anvils or abutments
Definitions
- the present invention relates to a press forming method, and in particular, is a hat-shaped cross section having a top plate portion (web), a vertical wall portion (side wall), and a flange portion (flange).
- the present invention relates to a press molding method for a press molded product that is curved along the longitudinal direction in a plan view.
- Patent Document 1 describes in the press molding of a final molded product having a hat-shaped cross section that is provided with a top surface (web), a side wall (side wall), and a flange and is curved along the longitudinal direction, from the lower end of the side wall in the first step.
- An intermediate molded product (preformed part) having a widening tapered portion and a flange portion extending from the lower end of the tapered portion is formed, and the tapered portion and the flange of the intermediate molded product are remolded into a flat flange in the second step.
- the technology is disclosed, and it is said that the springback of the flange can be suppressed to improve the angle between the flange and the side wall and the flatness of the flange.
- Patent Document 2 when a press-molded part having a cross-section hat shape having a top plate portion, a vertical wall portion and a flange portion is molded into a target shape, in the first molding step, it is outwardly compared with the target shape.
- a technique for molding a preformed part having a vertical wall portion in which a convex mountain-shaped bent portion is formed and molding the temporarily molded part into a press-molded part having a target shape in the second molding step is disclosed. It is said that it is possible to suppress a change in the angle of the flange portion to be joined with other parts.
- Patent Document 1 Although it is possible to suppress the change in the angle between the vertical wall and the flange, the accuracy of the angle of the flange portion is due to the wall warp (wall curl) of the vertical wall after press molding. May decrease.
- Patent Document 2 targets a press-molded product that is straight in the longitudinal direction, and targets a press-molded product having a cross-section hat shape that curves along the longitudinal direction. There is a problem that it is not always possible to suppress the angle change of the flange portion at both the center and the end side in the longitudinal direction of the press-molded product.
- the present invention has been made to solve the above-mentioned problems, and when press-molding a press-molded product having a cross-section hat shape that curves along the longitudinal direction in a plan view, the center and end sides in the longitudinal direction It is an object of the present invention to provide a press forming method in which the accuracy of the angle of the flange portion is improved in both cases.
- the press molding method according to the present invention has a cross-sectional hat shape having a top plate portion, a vertical wall portion continuous from the top plate portion, and a flange portion continuous from the vertical wall portion, and is in the longitudinal direction in a plan view.
- a press-molded product that curves along the line is press-molded, and the top plate portion and flange portion having the same shape as the target shape of the press-molded product are compared with the target shape of the press-molded product in the press-molding direction. It includes a first molding step of press-molding an intermediate molded product having a chevron-shaped vertical wall portion having a convex cross section outward, and a second molding step of press-molding the intermediate molded product into the target shape.
- the vertical wall portion in the first molding step includes a top plate side surface portion (punch shoulder of panel) connected to the top plate portion, a flange side surface portion (die shoulder of panel) connected to the flange portion, and the top plate. It has a bent portion (bent portion) between the side surface portion and the side surface portion of the flange, and the angle on the sharp angle side formed by the side surface portion of the top plate and the horizontal plane decreases from the center in the longitudinal direction toward the end portion. Is set to.
- the press molding method according to the present invention has a cross-sectional hat shape having a top plate portion, a vertical wall portion continuous from the top plate portion, and a flange portion continuous from the vertical wall portion, and is in the longitudinal direction in a plan view.
- a press-molded product that curves along the line is press-molded into a target shape, and a top plate portion and a flange portion having the same shape as the target shape of the press-molded product are pressed in comparison with the target shape of the press-molded product.
- the vertical wall portion in the first molding step includes a top plate side surface portion connected to the top plate portion, a flange side surface portion connected to the flange portion, and the top plate side surface portion and the flange side surface portion. It has a bent portion between them, and is set so that the height from the top plate portion to the bent portion in the press forming direction increases from the center to the end portion in the longitudinal direction.
- the wall warpage of the vertical wall portion due to the springback of the press-molded product curved in the longitudinal direction in a plan view is suppressed, and the angle change of the flange portion due to the wall warp is reduced over the entire length in the longitudinal direction. It is possible to press-mold the angle of the flange portion with high accuracy.
- FIG. 1 is a diagram illustrating an intermediate molded product press-molded in the press molding method according to the first embodiment of the present invention and a press-molded product having a target shape ((a) perspective view of the intermediate molded product, (B) Cross-sectional view of the intermediate molded product, (c) Perspective view of the press-molded product).
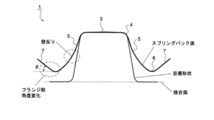
- FIG. 2 is a diagram illustrating a change in the angle of the flange portion due to springback of the press-molded product to be molded in the present invention.
- FIG. 3 is a diagram illustrating parameters that define the shape of an intermediate molded product that is press-molded in the press-molding method according to the present invention.
- FIG. 4 is a diagram showing an example of a mold (tool of press forming) used in the first molding step of press molding an intermediate molded product in the press molding method according to the first embodiment of the present invention ((a) perspective view.
- FIG. (B) Plan view of the die as seen from the punch side).
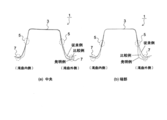
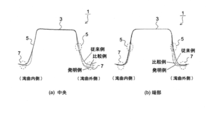
- FIG. 5 is a cross-sectional view for explaining the effect of suppressing springback due to the difference in the angle of the vertical wall portion of the intermediate molded product in the press molding method according to the first embodiment of the present invention ((a) center in the longitudinal direction. , (B) Longitudinal end).
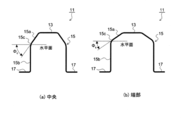
- FIG. 6 is a cross-sectional view illustrating an intermediate molded product in the press molding method according to the second embodiment of the present invention ((a) center in the longitudinal direction, (b) end in the longitudinal direction).
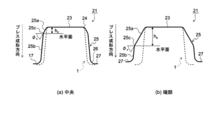
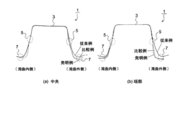
- FIG. 7 is a diagram for explaining the effect of suppressing springback due to the difference in the height of the bent portion of the intermediate molded product in the press molding method according to the second embodiment of the present invention ((a) center in the longitudinal direction, (B) Longitudinal end, (b') Wall warpage due to springback at longitudinal end).
- FIG. 8 is a diagram showing the result of the cross-sectional shape of the press-formed product after springback in this embodiment (No. 1).
- FIG. 1 is a diagram for explaining the effect of suppressing springback due to the difference in the height of the bent portion of the intermediate molded product in the press molding method according to the second embodiment of the present invention ((a) center in the longitudinal direction, (B) Longitudinal end, (b') Wall warpage due to springback at longitudinal end
- FIG. 9 is a diagram showing the result of the cross-sectional shape of the press-formed product after springback in this embodiment (No. 2).
- FIG. 10 is a diagram showing the result of the cross-sectional shape of the press-formed product after springback in this embodiment (No. 3).
- FIG. 11 is a diagram showing the result of the cross-sectional shape of the press-formed product after springback in this embodiment (No. 4).
- the press-molded product 1 to be molded in the present invention has a top plate portion 3, a vertical wall portion 5 continuous from the top plate portion 3, and a flange portion continuous from the vertical wall portion 5. It is curved along the longitudinal direction in a plan view of a cross-sectional hat shape having 7 and.
- the press molding method according to the first embodiment of the present invention is, for example, press molding a press-molded product 1 as shown in FIG. 1 (c), and as an example, FIGS. 1 (a) and 1 (b). ), It has a first molding step of press-molding the intermediate molded product 11 and a second molding step of press-molding the intermediate molded product 11 into the press-molded product 1 having a target shape.
- the top plate portion 13 and the flange portion 17 having the same shape as the target shape of the press-molded product 1 and the target shape of the press-molded product 1 are formed.
- the vertical wall portion 15 includes a top plate side surface portion 15a connected to the top plate portion 13, a flange side surface portion 15b connected to the flange portion 17, and a bent portion 15c between the top plate side surface portion 15a and the flange side surface portion 15b.
- the shape of the vertical wall portion 15 is the height h from the top plate portion 13 to the bent portion 15c in the cross section in the press molding direction, and the acute angle side formed by the top plate side surface portion 15a and the horizontal plane.
- the angle ⁇ and the angle ⁇ formed by the flange side surface portion 15b and the horizontal plane are defined.
- the angle ⁇ on the acute angle side formed by the top plate side surface portion 15a and the horizontal plane is the center in the longitudinal direction (angle ⁇ c). ) To the end (angle ⁇ s ).
- the intermediate molded product 11 can be press-molded using, for example, a mold 101 having a die 111 and a punch 121 as shown in FIG.
- the die 111 and the punch 121 are formed by the top plate forming portions (tool portion which forms web) 113 and 123, the vertical wall forming portions (tool portion which forms side wall) 115 and 125, and the flange forming portions (tool portion which). forms flange) 117 and 127, respectively.
- the top plate forming portions 113 and 123 and the flange forming portions 117 and 127 form the top plate portion 3 and the flange portion 7 having the same shape as the target shape of the press-molded product 1.
- the vertical wall forming portions 115 and 125 form the vertical wall portion 15 having a mountain shape whose cross section is convex outward in the press forming direction as compared with the target shape of the press molded product 1.
- vertical wall portions 15 are formed on the inner and outer sides of the curve along the longitudinal direction in a plan view. Then, the angle ⁇ formed by the top plate side surface portion 15a and the horizontal plane is set to decrease from the center in the longitudinal direction toward the end portion on both the inside of the curve and the outside of the curve of the vertical wall portion 15.
- the angle ⁇ formed by the flange side surface portion 15b and the horizontal plane may be set to the same angle as the angle formed by the vertical wall portion 5 of the press-formed product 1 having the target shape and the horizontal plane.
- the second molding step is a step of press-molding the intermediate molded product 11 press-molded in the first molding step into the press-molded product 1 having the target shape.
- the vertical wall portion 15 of the intermediate molded product 11 is press-molded into the vertical wall portion 5 having the same shape as the target shape.
- the angle ⁇ formed by the top plate side surface portion 15a and the horizontal plane in the intermediate molded product 11 is set so that the angle ⁇ s at the end portion in the longitudinal direction is smaller than the angle ⁇ c at the center in the longitudinal direction. (Fig. 1 (b)). That is, the top plate side surface portion 15a has a small spread outward in the horizontal plane direction at the center in the longitudinal direction and a large spread outward in the same direction at the end portion in the longitudinal direction.
- the parameters that define the shape of the intermediate molded product 11 molded in the first molding step are the following (i) and (ii) with reference to the target shape of the press-molded product 1 (see FIGS. 1 and 2). ) And (iii) shall be satisfied.
- the width w of the top plate portion 13 of the intermediate molded product 11 is the same as the width of the top plate portion 3 of the press-molded product 1 having the target shape.
- L cross-sectional line length of the vertical wall portion 15
- the angle ⁇ formed by the flange side surface portion 15b and the horizontal plane in the intermediate molded product 11 is the same as the angle formed by the vertical wall portion 5 and the horizontal plane of the press molded product 1 having the target shape.
- the bent portion 15c in the vertical wall portion 15 whose shape is defined under these assumptions (i) to (iii) is bent (reverse) in the direction opposite to the wall warp due to the conventional springback shown in FIG. bending)). Therefore, by molding the vertical wall portion 15 into the target shape in the second molding step, a spring-go component is imparted to the vertical wall portion 5.
- the small angle ⁇ formed by the top plate side surface portion 15a and the horizontal plane in the intermediate molded product 11 molded in the first molding step means that the top plate side surface portion 15a and the flange side surface portion 15b in the vertical wall portion 15 are bent. It means that it becomes larger (see FIG. 1 (b)). Therefore, the smaller the angle ⁇ of the vertical wall portion 15, the larger the spring-go component given to the vertical wall portion 5 in the process of molding the vertical wall portion 15 into the target shape in the second molding step, and the larger the vertical wall portion 5 becomes. Wall warpage is more suppressed. As a result, the change in the angle of the flange portion 7 can be reduced.
- the angle ⁇ formed by the top plate side surface portion 15a and the horizontal plane in the intermediate molded product 11 is at the end portion as compared with the angle ⁇ c at the center in the longitudinal direction.
- the angle ⁇ s is set to be small, and the reason is as follows.
- the restraint (rigidity due to the shape) is weak, and the amount of springback increases even if the same springback driving force (residual stress) acts. It occurs greatly. Therefore, as shown in FIG. 5B, the angle ⁇ s at the end portion in the longitudinal direction of the intermediate molded product 11 is made smaller than that at the center to enhance the springback suppressing effect.
- the angle ⁇ formed by the top plate side surface portion 15a of the intermediate molded product 11 and the horizontal plane is reduced from the center in the longitudinal direction toward the end portion. It is possible to suppress the wall warp of the vertical wall portion 5 over the entire length in the longitudinal direction and reduce the change in the angle of the flange portion 7.
- the height h from the top plate portion 13 to the bent portion 15c is increased from the center in the longitudinal direction toward the end portion, so that the angle ⁇
- the synergistic effect of suppressing the wall warp of the vertical wall portion 5 by the height h and the height h can be obtained, and the angle change of the flange portion 7 can be further reduced.
- the press molding method according to the second embodiment of the present invention is, for example, press molding a press-molded product 1 as shown in FIG. 1 (c), and has a cross-sectional shape as shown in FIG. 6 as an example. It includes a first molding step of press-molding the intermediate molded product 21 and a second molding step of press-molding the intermediate molded product 21 into the press-molded product 1 having a target shape.
- the vertical wall portion 25 includes a top plate side surface portion 25a connected to the top plate portion 23, a flange side surface portion 25b connected to the flange portion 27, and a bent portion 25c between the top plate side surface portion 25a and the flange side surface portion 25b.
- the shape of the vertical wall portion 25 is the height h from the top plate portion 23 to the bent portion 25c in the cross section in the press molding direction, similarly to the intermediate molded product 11 (FIG. 3) in the first embodiment described above. It is defined by the angle ⁇ formed by the side surface portion 25a of the top plate and the horizontal plane on the acute angle side, and the angle ⁇ formed by the side surface portion 25b of the flange and the horizontal plane.
- the height h from the top plate portion 23 to the bent portion 25c in the press molding direction of the intermediate molded product 21 is the center in the longitudinal direction. Set so that it increases from (height h c ) to the end (height h s ).
- vertical wall portions 25 are formed on the inner and outer sides of the curvature along the longitudinal direction in a plan view. Then, the height h from the top plate portion 23 to the bent portion 25c is set to increase from the center to the end portion in the longitudinal direction on both the inside of the curved side and the outside of the curved portion 25 of the vertical wall portion 25.
- the angle ⁇ formed by the flange side surface portion 25b and the horizontal plane may be set to the same angle as the angle formed by the vertical wall portion 5 of the target shape and the horizontal plane.
- the second molding step is a step of press-molding the intermediate molded product 21 press-molded in the first molding step into the press-molded product 1 having the target shape.
- the vertical wall portion 25 of the intermediate molded product 21 is press-molded into the vertical wall portion 5 having the same shape as the target shape.
- the bent portion 25c in the intermediate molded product 21 has a small height h c at the center in the longitudinal direction (close to the top plate portion 23) and a large height h s at the end portion in the longitudinal direction (top). Move away from the board 23).
- each parameter (see FIG. 3) that defines the shape of the intermediate molded product 21 molded in the first molding step is the following (i'), (ii') with reference to the target shape of the press molded product 1. And (iii') shall be satisfied.
- the width w of the top plate portion 23 of the intermediate molded product 21 is the same as the width of the top plate portion 3 of the press-molded product 1 having the target shape.
- the length L of the ridgeline from the punch shoulder R portion 24 to the die shoulder R portion 26 of the intermediate molded product 21 is a target. It is the same as the length of the ridge line (cross-sectional line length of the vertical wall portion 5) from the punch shoulder R portion 4 to the die shoulder R portion 6 of the press-formed product 1 having a shape.
- the angle ⁇ formed by the flange side surface portion 25b and the horizontal plane in the intermediate molded product 21 is the same as the angle formed by the vertical wall portion 5 and the horizontal plane of the press molded product 1.
- the bent portion 25c of the vertical wall portion 25 whose shape is defined based on these assumptions (i') to (iii') is bent (reverse bent) in the direction opposite to the wall warp due to the conventional springback shown in FIG. Has been done. Therefore, the spring-go component is imparted to the vertical wall portion 5 by molding the vertical wall portion 25 into the target shape in the second molding step.
- the magnitude of the spring-go component depends on the bending of the top plate side surface portion 15a and the flange side surface portion 15b in the vertical wall portion 15, that is, the angle ⁇ formed by the top plate side surface portion 25a and the horizontal plane. Therefore, even if the height h from the top plate portion 23 to the bent portion 25c is changed under the same condition that the angle ⁇ formed by the top plate side surface portion 25a and the horizontal plane is the same, the height h is applied to the vertical wall portion 5 in the second molding step.
- the size of the spring-go component is the same.
- the height h from the top plate portion 23 to the bent portion 25c in the intermediate molded product 21 molded in the first molding step is large, the length (height in the press molding direction) of the flange side surface portion 25b becomes short. ..
- the top plate side surface portion 25a of the intermediate molded product 21 has almost no wall warp, whereas the flange side surface portion 25b has a large wall warp. Therefore, in the second molding step, if the length (height in the press molding direction) of the flange side surface portion 25b is short, springback due to wall warpage of the vertical wall portion 5 can be suppressed. As a result, the change in the angle of the flange portion 7 can be reduced.
- the press molding method according to the second embodiment is intermediate molding as described above, based on the relationship between the height from the top plate portion 3 to the bent portion 25c and the angle change of the flange portion 7 due to the spring back.
- the height h from the top plate portion 3 to the bent portion 25c in the product 21 is set so that the height h s at the end portion in the longitudinal direction is larger than the height h c at the center in the longitudinal direction.
- the reason is as follows.
- the restraint (rigidity due to the shape) by the materials on both sides in the longitudinal direction is strong, and the amount of springback is small even if the same springback driving force (residual stress) acts. Therefore, as shown in FIG. 7A, even if the height h c from the top plate portion 23 to the bent portion 25 c is reduced and the height h bc of the flange side surface portion 25 b is increased, the flange side surface portion 25 b is formed. The amount of springback due to wall warpage remains small.
- the height h from the top plate portion 23 to the bent portion 25c of the intermediate molded product 21 is increased from the center to the end portion in the longitudinal direction.
- the wall warp of the vertical wall portion 5 can be suppressed over the entire length in the longitudinal direction, and the angle change of the flange portion 7 can be reduced.
- the angle ⁇ formed by the top plate side surface portion 25a and the horizontal plane is reduced from the center in the longitudinal direction toward the end portion, so that the angle ⁇ and the height h are determined.
- the synergistic effect of reducing the wall warp of the vertical wall portion 5 can be obtained, and the angle change of the flange portion 7 can be further reduced.
- a press-molded product 1 having a cross-section hat shape that curves along the longitudinal direction in a plan view shown in FIG. 1 (c) was targeted for molding, and was compared with the vertical wall portion 5 having the target shape in the first molding step.
- An intermediate molded product having a mountain-shaped vertical wall portion convex to the outside was press-molded, and in the subsequent second molding step, the intermediate molded product was press-molded into a press-molded product 1 having a target shape. Then, in the second molding step, the angle change of the flange portion 7 after the release of the press-molded product 1 press-molded to the bottom dead center of molding was obtained.
- the dimensions of the target shape of the press-molded product 1 are: the radius of curvature of the curve is 500 mm or 1000 mm, the width of the top plate 3 is 60 mm, the molding height is 60 mm, the angle between the vertical wall 5 and the horizontal plane is 85 degrees, and the punch is punched.
- the radius of curvature of the shoulder R portion 4 was 5 mm, and the radius of curvature of the die shoulder R portion 6 was 8 mm.
- the metal plate used for press molding of the press-formed product 1 was a steel plate having a thickness of 1.2 mm and a tensile strength of 980 MPa.
- the intermediate molded product 11 is press-molded into the press-molded product 1 having the target shape, and the flange portion by the springback of the press-molded product 1 is based on the joint surface (horizontal plane) of the flange portion 7 having the target shape.
- the angle change of 7 was obtained.
- the angle ⁇ formed by the top plate side surface portion 15a and the horizontal plane is, as shown in Tables 1 and 2, the curved inner side and curved outer side of the intermediate molded product 11 that is curved along the longitudinal direction.
- the angles ⁇ is (inside the curve) and ⁇ os (inside the curve) at the ends in the longitudinal direction (170 mm from the center) compared to the angles ⁇ ic (inside the curve) and ⁇ oc (outside the curve) in the center of the longitudinal direction.
- the outside of the curve was set to be small ( ⁇ is ⁇ ic , ⁇ os ⁇ oc ).
- the height h from the top plate portion 13 to the bent portion 15c in the intermediate molded product 11 was set to 30 mm, and the radius of curvature (curvature radius) R of the bent portion 15c was set to 15 mm.
- the width of the top plate portion 13 and the width of the flange portion 17 of the intermediate molded product 11 are the same as those of the press molded product 1 having the target shape.
- the length of the ridge line from the punch shoulder R portion 14 to the die shoulder R portion 16 cross-sectional line length of the vertical wall portion 15
- the angle of the flange side surface portion 15b with respect to the horizontal plane in the intermediate molded product 11 are respectively press-molded products.
- the length of the ridge line from the punch shoulder R portion 4 to the die shoulder R portion 6 cross-sectional line length of the vertical wall portion 5 and the angle of the vertical wall portion 5 with respect to the horizontal plane were set to be the same.
- the angle change of the flange portion 7 after the release of the press-formed product 1 was evaluated by the flange angle ⁇ with respect to the joint surface (horizontal plane) of the flange portion 7 of the target shape (see FIG. 2).
- a press-molded product 1 having a target shape in one step is used as a conventional example, and both the angle ⁇ of the top plate side surface portion 15a and the horizontal plane and the height h of the bent portion 15c are in the longitudinal direction.
- a press-molded product 1 having a target shape is press-molded in two steps, a first molding step of press-molding the intermediate molded product 11 having a constant vertical wall portion 15 and a second molding step of press-molding the intermediate molded product 11.
- the change in the angle of the flange portion 7 due to the springback was evaluated for each of them.
- FIGS. 8 and 9 show the cross-sectional shapes of the press-formed product 1 having curved radii of curvature of 500 mm and 1000 mm, respectively, after springback. From FIGS. 8 and 9, in the comparative example and the invention example in which the press-molded product 1 having the target shape is press-molded in two steps as compared with the conventional example, the wall warp of the vertical wall portion 5 is obtained regardless of the radius of curvature of any of the curves. Is suppressed. Further, when the comparative example and the invention example are compared, it can be seen that the wall warp of the vertical wall portion 5 is more suppressed in the invention example.
- Tables 1 and 2 above show the results of the angle change of the flange portion 7 after the release of the press-formed product 1.
- the angular changes of the flange portions shown in Tables 1 and 2 are averages of the angular changes of the flange portions 7 at the inside and outside of the curve, and further at the center and the end in the longitudinal direction.
- the change in the angle of the flange portion 7 is reduced in the comparative example and the invention example in which the press-molded product 1 is press-molded in two steps as compared with the conventional example in which the press-molded product 1 is press-molded in one step. You can see that. Further, comparing the comparative example and the invention example, for each of the vertical wall portions 15 on the curved inner side and the curved outer side, the angle ⁇ formed by the top plate side surface portion 15a and the horizontal plane is set toward the end portion as compared with the center in the longitudinal direction. In the invention example set to be smaller, the change in the angle of the flange portion was significantly reduced, and the result was better.
- the intermediate molded product 21 is press-molded into the press-molded product 1 having the target shape, and the flange portion by the springback of the press-molded product 1 is based on the joint surface (horizontal plane) of the flange portion 7 having the target shape.
- the angle change of 7 was obtained.
- the height h from the top plate portion 23 to the bent portion 25c is curved inside and curved in the intermediate molded product 21 that is curved along the longitudinal direction, as shown in Tables 3 and 4.
- the height h is (inside the curve) and the height h is (inside the curve) at the end in the longitudinal direction (170 mm from the center) compared to the height h ic (inside the curve) and h oc (outside the curve) in the center of the longitudinal direction
- the h os (curved outer side) was set to be large (h is > h ic , h os > h oc ).
- the angle ⁇ formed by the side surface portion 25a of the top plate and the horizontal plane in the intermediate molded product 21 was set to 60 °, and the radius of curvature R of the bent portion 25c was set to 15 mm. Further, the width of the top plate portion 23 and the width of the flange portion 27 of the intermediate molded product 21 are the same as those of the press molded product 1 having the target shape. Further, the length of the ridge line from the punch shoulder R portion 24 to the die shoulder R portion 26 (cross-sectional line length of the vertical wall portion 25) and the angle of the flange side surface portion 25b with respect to the horizontal plane in the intermediate molded product 21 are respectively press-molded products. The length of the ridge line from the punch shoulder R portion 4 to the die shoulder R portion 6 (cross-sectional line length of the vertical wall portion 5) and the angle of the vertical wall portion 5 with respect to the horizontal plane were set to be the same.
- the change in the angle of the flange portion 7 after the release of the press-formed product 1 was evaluated by the flange angle ⁇ based on the joint surface (horizontal plane) of the flange portion of the target shape, as in the first embodiment (see FIG. 2). ).
- a press-molded product 1 having a target shape in one step is used as a conventional example, and the top plate side surface portion 25a, the angle ⁇ of the horizontal plane, and the top plate portion 23 are bent.
- a comparative example was obtained by press-molding a press-molded product 1 having a target shape in two steps, and the angular change of the flange portion 7 was evaluated for each.
- FIGS. 10 and 11 show the cross-sectional shapes of the press-formed product 1 having curved radii of curvature of 500 mm and 1000 mm, respectively, after springback. From FIGS. 10 and 11, in the comparative example and the invention example in which the press-molded product 1 having the target shape is press-molded in two steps as compared with the conventional example, the wall warp of the vertical wall portion 5 is obtained regardless of the radius of curvature of any of the curves. Is suppressed. Further, when the comparative example and the invention example are compared, it can be seen that the wall warp of the vertical wall portion 5 is more suppressed in the invention example.
- Tables 3 and 4 above show the results of the angle change of the flange portion 7 after the release of the press-molded product 1.
- the angle change of the flange portion shown in Tables 3 and 4 is the angle of the flange portion 7 at the center and the end portion in the longitudinal direction inside the curve and the center and the end portion in the longitudinal direction outside the curve. It is an average of changes.
- the angle change of the flange portion 7 is reduced in the comparative example and the invention example in which the press-molded product 1 is press-molded in two steps as compared with the conventional example in which the press-molded product 1 is press-molded in one step. You can see that. Further, comparing the comparative example and the invention example, the invention in which the height h of the bent portion 25c is set larger at the end portion than at the center in the longitudinal direction for each of the vertical wall portions 25 inside the curved portion and outside the curved portion. In the example, the change in the angle of the flange portion was significantly reduced, which was a better result.
- press molding of a press-formed product having a cross-section hat shape that curves along the longitudinal direction in a plan view press molding with improved accuracy of the angle of the flange portion on both the center and end sides in the longitudinal direction A method can be provided.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
本発明に係るプレス成形方法は、平面視で長手方向に沿って湾曲する断面ハット形状のプレス成形品1を目標形状にプレス成形するものであって、目標形状と同形状の天板部13及びフランジ部17と、目標形状と比較して外側に凸の山形状の縦壁部15と、を有する中間成形品11をプレス成形する第1成形工程と、中間成形品11を目標形状のプレス成形品1にプレス成形する第2成形工程と、を含み、第1成形工程における縦壁部15は、天板側面部15aとフランジ側面部15bと屈曲部15cとを有し、天板側面部15aと水平面とがなす角度が、長手方向の中央から端部に向かって小さくなるように設定されている。
Description
本発明は、プレス成形(press forming)方法に関し、特に、天板部(web)、縦壁部(side wall)及びフランジ部(flange)を有する断面ハット形状(hat-shaped cross section)であり、平面視で長手方向に沿って湾曲するプレス成形品のプレス成形方法に関する。
自動車部品(automotive parts)においては、主に鋼板(steel sheet)を断面ハット形状にプレス成形したプレス成形品のフランジ部同士を接合(joining)して閉断面としたものが適用される場合が多い。このように、断面ハット形状のプレス成形品を他の部品とスポット溶接(spot welding)等により接合するには、他の部品の接合面(フランジ部など)に対する当該プレス成形品のフランジ部の角度を合わせる必要がある。そのため、断面ハット形状のプレス成形品においてはフランジ部の角度の精度を高めてプレス成形することが重要である。しかしながら、高強度鋼板(high-strength steel sheet)を用いてプレス成形した場合、強度が向上するほどプレス成形後のスプリングバック(springback)によりフランジ部の角度が変化してしまい、他の部品の接合面と精度良く接合することができない課題があった。
これまでに、断面ハット形状のプレス成形品についてフランジ部の角度の精度を向上させる技術がいくつか開示されている。特許文献1には、天面(web)と側壁(side wall)とフランジを備えて長手方向に沿って湾曲するハット型断面形状の最終成形品のプレス成形において、第1工程で側壁の下端から広がるテーパ部と、そのテーパ部の下端から拡がるフランジ部とを備えた中間成形品(preformed part)を成形し、第2工程で該中間成形品のテーパ部及びフランジを平坦なフランジに再成形する技術が開示されており、フランジのスプリングバックを抑制してフランジと側壁の角度及びフランジの平坦度を向上することができるとされている。
また、特許文献2には、天板部と縦壁部とフランジ部とを有する断面ハット形状のプレス成形部品を目標形状に成形するにあたり、第1成形工程においては目標形状と比較して外側に凸の山形状の屈曲部が形成された縦壁部を有する仮成形部品(preformed part)を成形し、第2成形工程においては該仮成形部品を目標形状のプレス成形部品に成形する技術が開示されており、他の部品と接合されるフランジ部の角度変化を抑制することができるとされている。
しかしながら、特許文献1に開示されている技術によれば、縦壁とフランジの角度変化を抑制することはできるが、プレス成形後の縦壁の壁反り(wall curl)によりフランジ部の角度の精度が低下する場合があった。
また、特許文献2に開示されている技術は、長手方向に真っ直ぐなプレス成形品を成形対象とするものであり、長手方向に沿って湾曲する断面ハット形状のプレス成形品を成形対象とする場合、該プレス成形品の長手方向の中央と端部側の双方においてフランジ部の角度変化を抑制することができるとは限らないという問題があった。
本発明は、上記のような問題を解決するためになされたものであり、平面視で長手方向に沿って湾曲する断面ハット形状のプレス成形品のプレス成形に際し、長手方向の中央と端部側の双方においてフランジ部の角度の精度を向上したプレス成形方法を提供することを目的とする。
本発明に係るプレス成形方法は、天板部と、該天板部から連続する縦壁部と、該縦壁部から連続するフランジ部とを有する断面ハット形状であり、平面視で長手方向に沿って湾曲するプレス成形品をプレス成形するものであって、前記プレス成形品の目標形状と同形状の天板部及びフランジ部と、前記プレス成形品の目標形状と比較してプレス成形方向における断面が外側に凸の山形状の縦壁部と、を有する中間成形品をプレス成形する第1成形工程と、該中間成形品を前記目標形状にプレス成形する第2成形工程と、を含み、前記第1成形工程における縦壁部は、前記天板部と接続する天板側面部(punch shoulder of panel)と、前記フランジ部と接続するフランジ側面部(die shoulder of panel)と、該天板側面部と該フランジ側面部との間の屈曲部(bent portion)とを有し、前記天板側面部と水平面とがなす鋭角側の角度が長手方向の中央から端部に向かって小さくなるように設定されている。
本発明に係るプレス成形方法は、天板部と、該天板部から連続する縦壁部と、該縦壁部から連続するフランジ部とを有する断面ハット形状であり、平面視で長手方向に沿って湾曲するプレス成形品を目標形状にプレス成形するものであって、前記プレス成形品の目標形状と同形状の天板部及びフランジ部と、前記プレス成形品の目標形状と比較してプレス成形方向における断面が外側に凸の山形状の縦壁部と、を有する中間成形品をプレス成形する第1成形工程と、該中間成形品を前記目標形状にプレス成形する第2成形工程と、を含み、前記第1成形工程における縦壁部は、前記天板部と接続する天板側面部と、前記フランジ部と接続するフランジ側面部と、該天板側面部と該フランジ側面部との間の屈曲部とを有し、前記プレス成形方向における前記天板部から前記屈曲部までの高さが長手方向の中央から端部に向かって大きくなるように設定されている。
本発明によれば、平面視で長手方向に沿って湾曲するプレス成形品のスプリングバックによる縦壁部の壁反りを抑制して、長手方向の全長にわたって壁反りによるフランジ部の角度変化を小さくすることができ、フランジ部の角度を精度良くプレス成形することができる。
本発明の実施の形態に係るプレス成形方法を説明するに先立ち、本発明で成形対象とするプレス成形品について説明する。
<プレス成形品>
本発明で成形対象とするプレス成形品1は、図2に一例として示すように、天板部3と、天板部3から連続する縦壁部5と、縦壁部5から連続するフランジ部7とを有してなる断面ハット形状の平面視で長手方向に沿って湾曲するものである。
本発明で成形対象とするプレス成形品1は、図2に一例として示すように、天板部3と、天板部3から連続する縦壁部5と、縦壁部5から連続するフランジ部7とを有してなる断面ハット形状の平面視で長手方向に沿って湾曲するものである。
このような断面ハット形状のプレス成形品1は、プレス成形後に金型から離型(die release)すると、図2に示すように縦壁部5に壁反りのスプリングバックが生じることにより、他の部品の接合面(フランジ部など)に対するフランジ部7の角度が変化してしまい(角度変化:θ)、他の部品と接合できない場合がある。そのため、プレス成形品1においては、フランジ部7の角度の精度を向上するために、スプリングバックによる縦壁部5の壁反りを抑制したプレス成形が要求される。
[実施の形態1]
本発明の実施の形態1に係るプレス成形方法は、一例として図1(c)に示すようなプレス成形品1をプレス成形するものであって、一例として図1(a)及び図1(b)に示すような中間成形品11をプレス成形する第1成形工程と、中間成形品11を目標形状のプレス成形品1にプレス成形する第2成形工程と、を有するものである。
本発明の実施の形態1に係るプレス成形方法は、一例として図1(c)に示すようなプレス成形品1をプレス成形するものであって、一例として図1(a)及び図1(b)に示すような中間成形品11をプレス成形する第1成形工程と、中間成形品11を目標形状のプレス成形品1にプレス成形する第2成形工程と、を有するものである。
<第1成形工程>
第1成形工程は、図1(a)及び図1(b)に示すような、プレス成形品1の目標形状と同形状の天板部13及びフランジ部17と、プレス成形品1の目標形状と比較してプレス成形方向における断面が外側に凸の山形状の縦壁部15と、を有する中間成形品11をプレス成形する工程である。
第1成形工程は、図1(a)及び図1(b)に示すような、プレス成形品1の目標形状と同形状の天板部13及びフランジ部17と、プレス成形品1の目標形状と比較してプレス成形方向における断面が外側に凸の山形状の縦壁部15と、を有する中間成形品11をプレス成形する工程である。
縦壁部15は、天板部13と接続する天板側面部15aと、フランジ部17と接続するフランジ側面部15bと、天板側面部15aとフランジ側面部15bとの間の屈曲部15cとを有する。ここで、縦壁部15の形状は、図3に示すように、プレス成形方向の断面における天板部13から屈曲部15cまでの高さh、天板側面部15aと水平面とのなす鋭角側の角度φ、フランジ側面部15bと水平面とのなす角度γ、により規定する。
そして、本実施の形態1では、中間成形品11は、図1(b)に示すように、天板側面部15aと水平面とがなす鋭角側の角度φが、長手方向の中央(角度φc)から端部(角度φs)に向かって小さくなるように設定する。
中間成形品11は、例えば図4に示すような、ダイ111とパンチ121を有する金型101を用いてプレス成形することができる。ここで、ダイ111及びパンチ121は、天板成形部(tool portion which forms web)113及び123と、縦壁成形部(tool portion which forms side wall)115及び125と、フランジ成形部(tool portion which forms flange)117及び127と、をそれぞれ有する。
天板成形部113及び123並びにフランジ成形部117及び127は、プレス成形品1の目標形状と同形状の天板部3及びフランジ部7を成形するものである。これに対し、縦壁成形部115及び125は、プレス成形品1の目標形状と比較して、プレス成形方向における断面が外側に凸の山形状の縦壁部15を成形するものである。
また、中間成形品11は、平面視において長手方向に沿った湾曲の内側と外側のそれぞれに縦壁部15が形成される。そして、縦壁部15の湾曲内側と湾曲の外側のいずれにおいても、天板側面部15aと水平面とのなす角度φが長手方向の中央から端部に向かって小さくなるように設定する。
なお、フランジ側面部15bと水平面とのなす角度γは、目標形状のプレス成形品1の縦壁部5と水平面とのなす角度と同じ角度に設定すればよい。
<第2成形工程>
第2成形工程は、第1成形工程でプレス成形された中間成形品11を目標形状のプレス成形品1にプレス成形する工程である。第2成形工程により、中間成形品11の縦壁部15は、目標形状と同形状の縦壁部5にプレス成形される。
第2成形工程は、第1成形工程でプレス成形された中間成形品11を目標形状のプレス成形品1にプレス成形する工程である。第2成形工程により、中間成形品11の縦壁部15は、目標形状と同形状の縦壁部5にプレス成形される。
<角度φを変化させることによりフランジ角度の精度が向上する理由>
本実施の形態1に係るプレス成形方法により、スプリングバックによるプレス成形品1のフランジ部7の角度変化(図2参照)を抑制することができる理由を以下に説明する。
本実施の形態1に係るプレス成形方法により、スプリングバックによるプレス成形品1のフランジ部7の角度変化(図2参照)を抑制することができる理由を以下に説明する。
前述のとおり、中間成形品11における天板側面部15aと水平面とのなす角度φは、長手方向の中央における角度φcに比べて、長手方向の端部における角度φsが小さくなるように設定されている(図1(b))。すなわち、天板側面部15aは、長手方向の中央においては水平面方向外側への広がりが小さく、長手方向の端部においては同方向外側への広がりが大きい。
ここで、第1成形工程で成形される中間成形品11の形状を規定する各パラメータは、プレス成形品1の目標形状(図1、図2参照)を基準として以下の(i)、(ii)及び(iii)の仮定を満たすものとする。
(i)中間成形品11の天板部13の幅wは、目標形状のプレス成形品1の天板部3の幅と同じである。
(ii)長手方向に直交する断面において、中間成形品11のパンチ肩R部(punch shoulder R portion)14からダイ肩R部16(die shoulder R portion)に至るまでの稜線(ridgeline)の長さL(縦壁部15の断面線長)は、目標形状のプレス成形品1のパンチ肩R部4からダイ肩R部6に至るまでの稜線の長さ(縦壁部5の断面線長)と同じである。
(iii)中間成形品11におけるフランジ側面部15bと水平面のなす角度γは、目標形状のプレス成形品1の縦壁部5と水平面のなす角度と同じである。
(ii)長手方向に直交する断面において、中間成形品11のパンチ肩R部(punch shoulder R portion)14からダイ肩R部16(die shoulder R portion)に至るまでの稜線(ridgeline)の長さL(縦壁部15の断面線長)は、目標形状のプレス成形品1のパンチ肩R部4からダイ肩R部6に至るまでの稜線の長さ(縦壁部5の断面線長)と同じである。
(iii)中間成形品11におけるフランジ側面部15bと水平面のなす角度γは、目標形状のプレス成形品1の縦壁部5と水平面のなす角度と同じである。
これら(i)~(iii)の仮定の下で形状が規定される縦壁部15における屈曲部15cは、図2に示す従来のスプリングバックによる壁反りとは逆方向に屈曲(逆曲げ(reverse bending))されている。そのため、第2成形工程において縦壁部15を目標形状に成形することで、縦壁部5にはスプリングゴー(spring-go)成分が付与される。
そして、第1成形工程で成形される中間成形品11における天板側面部15aと水平面とのなす角度φが小さいことは、縦壁部15における天板側面部15aとフランジ側面部15bの折れ曲がりが大きくなることを意味する(図1(b)参照)。そのため、縦壁部15の角度φが小さいほど、第2成形工程において縦壁部15を目標形状に成形する過程で縦壁部5に付与されるスプリングゴー成分が大きくなり、縦壁部5の壁反りがより抑制される。これにより、フランジ部7の角度変化を小さくすることができる。
さらに、本実施の形態1に係るプレス成形方法は、前述のとおり、中間成形品11における天板側面部15aと水平面とのなす角度φを長手方向の中央における角度φcに比べて端部における角度φsが小さくなるように設定するものであるが、その理由は以下のとおりである。
中間成形品11の長手方向の中央では長手方向両側の材料による拘束(形状による剛性(stiffness))が強く、同じスプリングバック駆動力(残留応力(residual stress))が作用してもスプリングバック量は小さい。そのため、図5(a)に示すように、中間成形品11の長手方向の中央においては角度φcを大きくし、スプリングバック抑制効果を小さくする。
一方、中間成形品11の長手方向の端部では長手方向外側には材料がないため、拘束(形状による剛性)が弱く、同じスプリングバック駆動力(残留応力)が作用してもスプリングバック量が大きく生じる。そのため、図5(b)に示すように、中間成形品11の長手方向の端部においては中央に比べて角度φsを小さくしてスプリングバック抑制効果を高める。
このように、本実施の形態1に係るプレス成形方法においては、中間成形品11の天板側面部15aと水平面とのなす角度φを長手方向の中央から端部に向かって小さくすることで、縦壁部5の壁反りを長手方向の全長にわたって抑制し、フランジ部7の角度変化を小さくすることができる。
なお、角度φを変化させる場合、プレス成形方向における天板部13から屈曲部15cまでの高さhは長手方向の中央から端部にわたって一定(図1(b)、hc=hs)であっても、あるいは変化させてもよい。
もっとも、後述の実施の形態2で示すように、中間成形品11においては天板部13から屈曲部15cまでの高さhを長手方向の中央から端部に向かって大きくすることで、角度φと高さhとによる縦壁部5の壁反り抑制の相乗効果が得られ、フランジ部7の角度変化をさらに小さくすることができる。
[実施の形態2]
本発明の実施の形態2に係るプレス成形方法は、一例として図1(c)に示すようなプレス成形品1をプレス成形するものであって、一例として図6に示すような断面形状を有する中間成形品21をプレス成形する第1成形工程と、中間成形品21を目標形状のプレス成形品1にプレス成形する第2成形工程と、を含むものである。
本発明の実施の形態2に係るプレス成形方法は、一例として図1(c)に示すようなプレス成形品1をプレス成形するものであって、一例として図6に示すような断面形状を有する中間成形品21をプレス成形する第1成形工程と、中間成形品21を目標形状のプレス成形品1にプレス成形する第2成形工程と、を含むものである。
<第1成形工程>
第1成形工程は、図6に示すような、プレス成形品1の目標形状と同形状の天板部23及びフランジ部27と、プレス成形品1の目標形状と比較してプレス成形方向における断面が外側に凸の山形状の縦壁部25と、を有する中間成形品21をプレス成形する工程である。
第1成形工程は、図6に示すような、プレス成形品1の目標形状と同形状の天板部23及びフランジ部27と、プレス成形品1の目標形状と比較してプレス成形方向における断面が外側に凸の山形状の縦壁部25と、を有する中間成形品21をプレス成形する工程である。
縦壁部25は、天板部23と接続する天板側面部25aと、フランジ部27と接続するフランジ側面部25bと、天板側面部25aとフランジ側面部25bとの間の屈曲部25cとを有する。ここで、縦壁部25の形状は、前述の実施の形態1における中間成形品11(図3)と同様に、プレス成形方向の断面における天板部23から屈曲部25cまでの高さh、天板側面部25aと水平面とのなす鋭角側の角度φ、フランジ側面部25bと水平面とのなす角度γ、により規定する。
そして、本実施の形態2では、中間成形品21は、図6に示すように、中間成形品21のプレス成形方向における天板部23から屈曲部25cまでの高さhが、長手方向の中央(高さhc)から端部(高さhs)に向かって大きくなるように設定する。
ここで、中間成形品21においては平面視において長手方向に沿った湾曲の内側と外側のそれぞれに縦壁部25が形成される。そして、縦壁部25の湾曲内側と湾曲の外側のいずれにおいても、天板部23から屈曲部25cまでの高さhが長手方向の中央から端部に向かって大きくなるように設定する。
なお、フランジ側面部25bと水平面とのなす角度γは、目標形状の縦壁部5と水平面とのなす角度と同じ角度に設定すればよい。
<第2成形工程>
第2成形工程は、第1成形工程でプレス成形された中間成形品21を目標形状のプレス成形品1にプレス成形する工程である。第2成形工程により、中間成形品21の縦壁部25は、目標形状と同形状の縦壁部5にプレス成形される。
第2成形工程は、第1成形工程でプレス成形された中間成形品21を目標形状のプレス成形品1にプレス成形する工程である。第2成形工程により、中間成形品21の縦壁部25は、目標形状と同形状の縦壁部5にプレス成形される。
<高さhを変化させることによりフランジ角度の精度が向上する理由>
本実施の形態2に係るプレス成形方法により、スプリングバックによるプレス成形品1のフランジ部7の角度変化(図2参照)を抑制することができる理由を以下に説明する。
本実施の形態2に係るプレス成形方法により、スプリングバックによるプレス成形品1のフランジ部7の角度変化(図2参照)を抑制することができる理由を以下に説明する。
前述のとおり、中間成形品21における屈曲部25cは、長手方向の中央での高さhcは小さく(天板部23に近く)、長手方向の端部での高さhsは大きい(天板部23から離れる)。
ここで、第1成形工程で成形される中間成形品21の形状を規定する各パラメータ(図3参照)は、プレス成形品1の目標形状を基準として以下の(i’)、(ii’)及び(iii’)の仮定を満たすものとする。
(i’)中間成形品21の天板部23の幅wは、目標形状のプレス成形品1の天板部3の幅と同じである。
(ii’)長手方向に直交する断面において、中間成形品21のパンチ肩R部24からダイ肩R部26に至るまでの稜線の長さL(縦壁部15の断面線長)は、目標形状のプレス成形品1のパンチ肩R部4からダイ肩R部6に至るまでの稜線の長さ(縦壁部5の断面線長)と同じである。
(iii’)中間成形品21におけるフランジ側面部25bと水平面のなす角度γは、プレス成形品1の縦壁部5と水平面のなす角度と同じである。
(ii’)長手方向に直交する断面において、中間成形品21のパンチ肩R部24からダイ肩R部26に至るまでの稜線の長さL(縦壁部15の断面線長)は、目標形状のプレス成形品1のパンチ肩R部4からダイ肩R部6に至るまでの稜線の長さ(縦壁部5の断面線長)と同じである。
(iii’)中間成形品21におけるフランジ側面部25bと水平面のなす角度γは、プレス成形品1の縦壁部5と水平面のなす角度と同じである。
これら(i’)~(iii’)の仮定の下で形状が規定される縦壁部25の屈曲部25cは、図2に示す従来のスプリングバックによる壁反りと逆方向に屈曲(逆曲げ)されている。そのため、第2成形工程において縦壁部25を目標形状に成形することで、縦壁部5にはスプリングゴー成分が付与される。
ここで、スプリングゴー成分の大小は、縦壁部15における天板側面部15aとフランジ側面部15bの折れ曲がり、すなわち、天板側面部25aと水平面とのなす角度φに依存する。そのため、天板側面部25aと水平面とのなす角度φが同じ条件で天板部23から屈曲部25cまでの高さhを変更しても、第2成形工程で縦壁部5に付与されるスプリングゴー成分の大きさは同じである。
しかし、第1成形工程で成形される中間成形品21における天板部23から屈曲部25cまでの高さhが大きいと、フランジ側面部25bの長さ(プレス成形方向における高さ)は短くなる。また、中間成形品21の天板側面部25aは壁反りがほとんどないのに対し、フランジ側面部25bでは壁反りが大きい。そのため、第2成形工程において、フランジ側面部25bの長さ(プレス成形方向における高さ)が短いと、縦壁部5の壁反りによるスプリングバックを抑制することができる。その結果、フランジ部7の角度変化を小さくすることができる。
このように、天板部3から屈曲部25cまでの高さとスプリングバックによるフランジ部7の角度変化との関係に基づいて、本実施の形態2に係るプレス成形方法は、前述のとおり、中間成形品21における天板部3から屈曲部25cまでの高さhを長手方向の中央における高さhcに比べて、長手方向の端部における高さhsが大きくなるように設定するものであるが、その理由は以下のとおりである。
中間成形品21の長手方向の中央では長手方向両側の材料による拘束(形状による剛性)が強く、同じスプリングバック駆動力(残留応力)が作用してもスプリングバック量は小さい。そのため、図7(a)に示すように、天板部23から屈曲部25cまでの高さhcを小さくしてフランジ側面部25bの高さhbcを大きくしても、フランジ側面部25bにおける壁反りによるスプリングバック量は小さいままである。
一方、中間成形品21の長手方向の端部では長手方向外側には材料がないため拘束(形状による剛性)が弱く、長手方向の中央と同程度のスプリングバック駆動力(残留応力)が作用するとスプリングバック量である壁反りが大きく生じる(図7(b’))。そのため中間成形品21の長手方向の端部においては、図7(b)に示すように、長手方向の中央に比べて天板部23から屈曲部25cまでの高さhsを大きくすることによりフランジ側面部25bの高さhbsを小さくし、フランジ側面部25bにおける壁反りによるスプリングバック量を抑える。
このように、本実施の形態2に係るプレス成形方法においては、中間成形品21の天板部23から屈曲部25cまでの高さhを長手方向の中央から端部に向かって大きくすることで、縦壁部5の壁反りを長手方向の全長にわたって抑制し、フランジ部7の角度変化を小さくすることができる。
なお、天板部23から屈曲部25cまでの高さhを変化させる場合、天板側面部25aと水平面とのなす角度φは、長手方向の中央から端部にわたって一定(図6、φc=φs)であっても、あるいは変化させてもよい。
もっとも、前述の実施の形態1で示したように、天板側面部25aと水平面とのなす角度φを長手方向の中央から端部に向かって小さくすることで、角度φと高さhとによる縦壁部5の壁反り低減の相乗効果が得られ、フランジ部7の角度変化をさらに小さくすることができる。
本発明に係るプレス成形方法の作用効果について確認するための実験を行ったので、その結果について以下に説明する。
実験では、図1(c)に示す平面視で長手方向に沿って湾曲する断面ハット形状のプレス成形品1を成形対象とし、第1成形工程において、目標形状の縦壁部5と比較して外側に凸の山形状の縦壁部を有する中間成形品をプレス成形し、続く第2成形工程において該中間成形品を目標形状のプレス成形品1にプレス成形した。そして、第2成形工程において成形下死点までプレス成形されたプレス成形品1の離型後におけるフランジ部7の角度変化を求めた。
プレス成形品1の目標形状の寸法は、湾曲の曲率半径を500mm又は1000mm、天板部3の幅を60mm、成形高さを60mm、縦壁部5と水平面とのなす角度を85度、パンチ肩R部4の曲率半径を5mm、ダイ肩R部6の曲率半径を8mmとした。また、プレス成形品1のプレス成形に供する金属板は、板厚1.2mm、引張強度980MPa級の鋼板とした。
<実施例1、天板側面部と水平面のなす角度φの影響>
実施例1では、第1成形工程において、図1(b)に示すように、天板部13から屈曲部15cまでの高さhを一定のまま(hc=hs)、天板側面部15aと水平面とのなす角度φを長手方向の中央(φc)から端部(φs)に向かって小さくなるように設定した中間成形品11をプレス成形した。そして、続く第2成形工程において中間成形品11を目標形状のプレス成形品1にプレス成形し、目標形状のフランジ部7の接合面(水平面)を基準としてプレス成形品1のスプリングバックによるフランジ部7の角度変化を求めた。
実施例1では、第1成形工程において、図1(b)に示すように、天板部13から屈曲部15cまでの高さhを一定のまま(hc=hs)、天板側面部15aと水平面とのなす角度φを長手方向の中央(φc)から端部(φs)に向かって小さくなるように設定した中間成形品11をプレス成形した。そして、続く第2成形工程において中間成形品11を目標形状のプレス成形品1にプレス成形し、目標形状のフランジ部7の接合面(水平面)を基準としてプレス成形品1のスプリングバックによるフランジ部7の角度変化を求めた。
ここで、中間成形品11において、天板側面部15aと水平面のなす角度φは、表1及び表2に示すように、長手方向に沿って湾曲する中間成形品11の湾曲内側及び湾曲外側の双方について、長手方向の中央における角度φic(湾曲内側)及び角度φoc(湾曲外側)に比べて長手方向の端部(中央より170mmの位置)における角度φis(湾曲内側)及びφos(湾曲外側)が小さくなるようにそれぞれ設定した(φis<φic、φos<φoc)。


なお、中間成形品11における天板部13から屈曲部15cまでの高さhを30mm、屈曲部15cの曲率半径(curvature radius)Rを15mmとした。また、中間成形品11の天板部13の幅とフランジ部17の幅は、目標形状のプレス成形品1と同じとした。さらに、中間成形品11におけるパンチ肩R部14からダイ肩R部16に至る稜線の長さ(縦壁部15の断面線長)及び水平面に対するフランジ側面部15bの角度は、それぞれ、プレス成形品1のパンチ肩R部4からダイ肩R部6に至る稜線の長さ(縦壁部5の断面線長)及び水平面に対する縦壁部5の角度と同じとした。
プレス成形品1の離型後におけるフランジ部7の角度変化は、目標形状のフランジ部7の接合面(水平面)を基準としたフランジ角度θにより評価した(図2参照)。
なお、比較対象として、1工程で目標形状のプレス成形品1をプレス成形したものを従来例とし、天板側面部15aと水平面の角度φと屈曲部15cの高さhの双方が長手方向に一定の縦壁部15を有する中間成形品11をプレス成形する第1成形工程と、中間成形品11をプレス成形する第2成形工程と、の2工程で目標形状のプレス成形品1をプレス成形したものを比較例とし、それぞれについてスプリングバックによるフランジ部7の角度変化を評価した。
図8及び図9に、湾曲の曲率半径がそれぞれ500mm及び1000mmのプレス成形品1のスプリングバック後の断面形状を示す。図8及び図9より、いずれの湾曲の曲率半径においても、従来例に比べて2工程で目標形状のプレス成形品1にプレス成形する比較例及び発明例の方が縦壁部5の壁反りが抑制されている。さらに、比較例と発明例を比較すると、発明例の方が縦壁部5の壁反りがより抑制されていることが分かる。
前掲した表1及び表2に、プレス成形品1の離型後におけるフランジ部7の角度変化の結果を示す。ここで、表1及び表2に示すフランジ部の角度変化は、湾曲内側と湾曲外側、さらに長手方向の中央と端部のそれぞれにおけるフランジ部7の角度変化を平均したものである。
表1及び表2より、1工程でプレス成形品1をプレス成形する従来例に比べて、2工程でプレス成形する比較例及び発明例の方が、フランジ部7の角度変化が低減していることがわかる。さらに、比較例と発明例を比較すると、湾曲内側と湾曲外側の縦壁部15のそれぞれについて、天板側面部15aと水平面とのなす角度φを長手方向の中央に比べて端部の方を小さく設定した発明例の方が、フランジ部の角度変化が大幅に低下して良好な結果であった。
<実施例2、屈曲部の高さhの影響>
実施例2では、第1成形工程において、図6に示すように、天板側面部25aと水平面とのなす角度φを一定のまま(φc=φs)、天板部23から屈曲部25cまでの高さhを長手方向の中央(hc)から端部(hs)に向かって大きくなるように設定した中間成形品21をプレス成形した。そして、続く第2成形工程において中間成形品21を目標形状のプレス成形品1にプレス成形し、目標形状のフランジ部7の接合面(水平面)を基準としてプレス成形品1のスプリングバックによるフランジ部7の角度変化を求めた。
実施例2では、第1成形工程において、図6に示すように、天板側面部25aと水平面とのなす角度φを一定のまま(φc=φs)、天板部23から屈曲部25cまでの高さhを長手方向の中央(hc)から端部(hs)に向かって大きくなるように設定した中間成形品21をプレス成形した。そして、続く第2成形工程において中間成形品21を目標形状のプレス成形品1にプレス成形し、目標形状のフランジ部7の接合面(水平面)を基準としてプレス成形品1のスプリングバックによるフランジ部7の角度変化を求めた。
ここで、中間成形品21において、天板部23から屈曲部25cまでの高さhは、表3及び表4に示すように、長手方向に沿って湾曲する中間成形品21の湾曲内側と湾曲外側の双方について、長手方向の中央における高さhic(湾曲内側)及びhoc(湾曲外側)に比べて長手方向の端部(中央より170mmの位置)における高さhis(湾曲内側)及びhos(湾曲外側)が大きくなるようにそれぞれ設定した(his>hic、hos>hoc)。


なお、中間成形品21における天板側面部25aと水平面のなす角度φを60°、屈曲部25cの曲率半径Rを15mmとした。また、中間成形品21の天板部23の幅とフランジ部27の幅は、目標形状のプレス成形品1と同じとする。さらに、中間成形品21におけるパンチ肩R部24からダイ肩R部26に至る稜線の長さ(縦壁部25の断面線長)及び水平面に対するフランジ側面部25bの角度は、それぞれ、プレス成形品1のパンチ肩R部4からダイ肩R部6に至る稜線の長さ(縦壁部5の断面線長)及び水平面に対する縦壁部5の角度と同じとした。
プレス成形品1の離型後におけるフランジ部7の角度変化は、前述の実施例1と同様、目標形状のフランジ部の接合面(水平面)を基準としたフランジ角度θにより評価した(図2参照)。
また、実施例1と同様に、比較対象として、1工程で目標形状のプレス成形品1をプレス成形したものを従来例とし、天板側面部25aと水平面の角度φと天板部23から屈曲部25cまでの高さhの双方が長手方向に一定の縦壁部25を有する中間成形品21をプレス成形する第1成形工程と、中間成形品21をプレス成形する第2成形工程と、の2工程で目標形状のプレス成形品1をプレス成形したものを比較例とし、それぞれについてフランジ部7の角度変化を評価した。
図10及び図11に、湾曲の曲率半径がそれぞれ500mm及び1000mmのプレス成形品1のスプリングバック後の断面形状を示す。図10及び図11より、いずれの湾曲の曲率半径においても、従来例に比べて2工程で目標形状のプレス成形品1にプレス成形する比較例及び発明例の方が縦壁部5の壁反りが抑制されている。さらに、比較例と発明例を比較すると、発明例の方が縦壁部5の壁反りがより抑制されていることが分かる。
前掲した表3及び表4に、プレス成形品1の離型後におけるフランジ部7の角度変化の結果を示す。ここで、表3及び表4に示すフランジ部の角度変化は、湾曲内側における長手方向の中央と端部、及び、湾曲の外側における長手方向の中央と端部、のそれぞれにおけるフランジ部7の角度変化を平均したものである。
表3及び表4より、1工程でプレス成形品1をプレス成形する従来例に比べて、2工程でプレス成形する比較例及び発明例の方が、フランジ部7の角度変化が低減していることがわかる。さらに、比較例と発明例とを比較すると、湾曲内側と湾曲外側の縦壁部25のそれぞれについて、屈曲部25cの高さhを長手方向の中央に比べて端部の方を大きく設定した発明例の方が、フランジ部の角度変化が大幅に低下して良好な結果であった。
以上、本発明によれば、平面視で長手方向に沿って湾曲した断面ハット形状のプレス成形品をプレス成形するに際し、スプリングバックによるフランジ部の角度変化を抑制できることが実証された。
本発明によれば、平面視で長手方向に沿って湾曲する断面ハット形状のプレス成形品のプレス成形に際し、長手方向の中央と端部側の双方においてフランジ部の角度の精度を向上したプレス成形方法を提供することができる。
1 プレス成形品
3 天板部
4 パンチ肩R部
5 縦壁部
6 ダイ肩R部
7 フランジ部
11 中間成形品
13 天板部
14 パンチ肩R部
15 縦壁部
15a 天板側面部
15b フランジ側面部
15c 屈曲部
16 ダイ肩R部
17 フランジ部
21 中間成形品
23 天板部
24 パンチ肩R部
25 縦壁部
25a 天板側面部
25b フランジ側面部
25c 屈曲部
26 ダイ肩R部
27 フランジ部
101 金型
111 ダイ
113 天板成形部
115 縦壁成形部
115a 天板側面成形部
115b フランジ側面成形部
115c 屈曲成形部
117 フランジ成形部
121 パンチ
123 天板成形部
125 縦壁成形部
125a 天板側面成形部
125b フランジ側面成形部
125c 屈曲成形部
127 フランジ成形部
3 天板部
4 パンチ肩R部
5 縦壁部
6 ダイ肩R部
7 フランジ部
11 中間成形品
13 天板部
14 パンチ肩R部
15 縦壁部
15a 天板側面部
15b フランジ側面部
15c 屈曲部
16 ダイ肩R部
17 フランジ部
21 中間成形品
23 天板部
24 パンチ肩R部
25 縦壁部
25a 天板側面部
25b フランジ側面部
25c 屈曲部
26 ダイ肩R部
27 フランジ部
101 金型
111 ダイ
113 天板成形部
115 縦壁成形部
115a 天板側面成形部
115b フランジ側面成形部
115c 屈曲成形部
117 フランジ成形部
121 パンチ
123 天板成形部
125 縦壁成形部
125a 天板側面成形部
125b フランジ側面成形部
125c 屈曲成形部
127 フランジ成形部
Claims (2)
- 天板部と、該天板部から連続する縦壁部と、該縦壁部から連続するフランジ部とを有する断面ハット形状であり、平面視で長手方向に沿って湾曲するプレス成形品をプレス成形するプレス成形方法であって、
前記プレス成形品の目標形状と同形状の天板部及びフランジ部と、前記プレス成形品の目標形状と比較してプレス成形方向における断面が外側に凸の山形状の縦壁部と、を有する中間成形品をプレス成形する第1成形工程と、
該中間成形品を前記目標形状にプレス成形する第2成形工程と、を含み、
前記第1成形工程における縦壁部は、前記天板部と接続する天板側面部と、前記フランジ部と接続するフランジ側面部と、該天板側面部と該フランジ側面部との間の屈曲部とを有し、前記天板側面部と水平面とがなす鋭角側の角度が長手方向の中央から端部に向かって小さくなるように設定されている、プレス成形方法。 - 天板部と、該天板部から連続する縦壁部と、該縦壁部から連続するフランジ部とを有する断面ハット形状であり、平面視で長手方向に沿って湾曲するプレス成形品をプレス成形するプレス成形方法であって、
前記プレス成形品の目標形状と同形状の天板部及びフランジ部と、前記プレス成形品の目標形状と比較してプレス成形方向における断面が外側に凸の山形状の縦壁部と、を有する中間成形品をプレス成形する第1成形工程と、
該中間成形品を前記目標形状にプレス成形する第2成形工程と、を含み、
前記第1成形工程における縦壁部は、前記天板部と接続する天板側面部と、前記フランジ部と接続するフランジ側面部と、該天板側面部と該フランジ側面部との間の屈曲部とを有し、前記プレス成形方向における前記天板部から前記屈曲部までの高さが長手方向の中央から端部に向かって大きくなるように設定されている、プレス成形方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2021013384A MX2021013384A (es) | 2019-05-13 | 2020-01-20 | Metodo de conformado por prensado. |
| EP20805602.8A EP3970873B1 (en) | 2019-05-13 | 2020-01-20 | Press-forming method |
| CN202080030226.XA CN113747983B (zh) | 2019-05-13 | 2020-01-20 | 冲压成形方法 |
| KR1020217035739A KR102609315B1 (ko) | 2019-05-13 | 2020-01-20 | 프레스 성형 방법 |
| US17/605,085 US20220193747A1 (en) | 2019-05-13 | 2020-01-20 | Press forming method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019090549A JP6696611B1 (ja) | 2019-05-13 | 2019-05-13 | プレス成形方法 |
| JP2019-090549 | 2019-05-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020230367A1 true WO2020230367A1 (ja) | 2020-11-19 |
Family
ID=70682394
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/001651 WO2020230367A1 (ja) | 2019-05-13 | 2020-01-20 | プレス成形方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20220193747A1 (ja) |
| EP (1) | EP3970873B1 (ja) |
| JP (1) | JP6696611B1 (ja) |
| KR (1) | KR102609315B1 (ja) |
| CN (1) | CN113747983B (ja) |
| MX (1) | MX2021013384A (ja) |
| WO (1) | WO2020230367A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2022012137A (es) * | 2020-04-09 | 2022-10-18 | Jfe Steel Corp | Metodo de conformado por prensado y producto conformado por prensado. |
| JP7110423B1 (ja) | 2021-02-16 | 2022-08-01 | 本田技研工業株式会社 | 車体フレームおよび車体フレームの製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006289480A (ja) | 2005-04-14 | 2006-10-26 | Aida Eng Ltd | プレス成形方法およびそれに用いる金型 |
| JP2010023078A (ja) * | 2008-07-18 | 2010-02-04 | Toyota Motor Corp | ワークの曲げ加工方法および装置 |
| WO2016171230A1 (ja) * | 2015-04-22 | 2016-10-27 | 新日鐵住金株式会社 | プレス成形品の製造方法、プレス成形品及びプレス装置 |
| JP2017196646A (ja) | 2016-04-28 | 2017-11-02 | Jfeスチール株式会社 | プレス成形方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4021793B2 (ja) * | 2003-04-16 | 2007-12-12 | 新日本製鐵株式会社 | 形状凍結性に優れたハット型成形部品のプレス成形方法 |
| CN1325185C (zh) * | 2004-06-01 | 2007-07-11 | 株式会社神户制钢所 | 弯曲成型方法 |
| EP2796221B1 (en) * | 2011-12-22 | 2022-12-21 | Nippon Steel Corporation | Press-formed product |
| JP2013233548A (ja) * | 2012-05-02 | 2013-11-21 | Unipres Corp | 熱間プレス成形装置 |
| EP2946845B1 (en) * | 2013-01-16 | 2017-06-28 | Nippon Steel & Sumitomo Metal Corporation | Press-forming method |
| BR112017013317A2 (ja) * | 2014-12-22 | 2018-01-02 | Nippon Steel & Sumitomo Metal Corporation | A manufacturing method of a hat form cross section article |
| JP6733772B1 (ja) * | 2019-04-22 | 2020-08-05 | Jfeスチール株式会社 | プレス成形方法 |
-
2019
- 2019-05-13 JP JP2019090549A patent/JP6696611B1/ja active Active
-
2020
- 2020-01-20 US US17/605,085 patent/US20220193747A1/en active Pending
- 2020-01-20 EP EP20805602.8A patent/EP3970873B1/en active Active
- 2020-01-20 KR KR1020217035739A patent/KR102609315B1/ko active IP Right Grant
- 2020-01-20 MX MX2021013384A patent/MX2021013384A/es unknown
- 2020-01-20 CN CN202080030226.XA patent/CN113747983B/zh active Active
- 2020-01-20 WO PCT/JP2020/001651 patent/WO2020230367A1/ja unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006289480A (ja) | 2005-04-14 | 2006-10-26 | Aida Eng Ltd | プレス成形方法およびそれに用いる金型 |
| JP2010023078A (ja) * | 2008-07-18 | 2010-02-04 | Toyota Motor Corp | ワークの曲げ加工方法および装置 |
| WO2016171230A1 (ja) * | 2015-04-22 | 2016-10-27 | 新日鐵住金株式会社 | プレス成形品の製造方法、プレス成形品及びプレス装置 |
| JP2017196646A (ja) | 2016-04-28 | 2017-11-02 | Jfeスチール株式会社 | プレス成形方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3970873A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20210145261A (ko) | 2021-12-01 |
| JP2020185578A (ja) | 2020-11-19 |
| US20220193747A1 (en) | 2022-06-23 |
| CN113747983A (zh) | 2021-12-03 |
| JP6696611B1 (ja) | 2020-05-20 |
| EP3970873A1 (en) | 2022-03-23 |
| KR102609315B1 (ko) | 2023-12-01 |
| EP3970873B1 (en) | 2024-08-21 |
| CN113747983B (zh) | 2023-05-09 |
| EP3970873A4 (en) | 2022-07-06 |
| MX2021013384A (es) | 2021-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11517954B2 (en) | Pressed component manufacturing method and press apparatus | |
| CA2920881C (en) | Method for manufacturing press-formed product and press-forming apparatus | |
| US9839954B2 (en) | Method for producing center pillar reinforcement | |
| EP3162456B1 (en) | Cold pressed article manufacturing method and cold press mold | |
| WO2016171229A1 (ja) | プレス成形品の製造方法、プレス成形品及びプレス装置 | |
| WO2020230367A1 (ja) | プレス成形方法 | |
| US11628486B2 (en) | Production method for pressed components, press forming device, and metal sheet for press forming | |
| WO2011040623A1 (ja) | 曲がり部材およびその製造方法 | |
| WO2017187679A1 (ja) | プレス成形方法 | |
| CN113226584B (zh) | 冲压成形方法 | |
| JP6665612B2 (ja) | プレス成形品の製造方法及びプレス装置 | |
| US20210023601A1 (en) | Method of designing press-formed product, press-forming die, press-formed product, and method of producing press-formed product | |
| KR102545162B1 (ko) | 프레스 성형 방법 | |
| JP7111057B2 (ja) | プレス成形方法 | |
| WO2024042593A1 (ja) | プレス成形品の製造方法及びブランク | |
| US20230173566A1 (en) | Press forming method | |
| JP2023075017A (ja) | プレス成形方法およびプレス成形品の製造方法 | |
| JP2024090336A (ja) | プレス成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20805602 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20217035739 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020805602 Country of ref document: EP Effective date: 20211213 |