WO2020194995A1 - ホットスタンプ成形体 - Google Patents
ホットスタンプ成形体 Download PDFInfo
- Publication number
- WO2020194995A1 WO2020194995A1 PCT/JP2020/000388 JP2020000388W WO2020194995A1 WO 2020194995 A1 WO2020194995 A1 WO 2020194995A1 JP 2020000388 W JP2020000388 W JP 2020000388W WO 2020194995 A1 WO2020194995 A1 WO 2020194995A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- hot
- content
- austenite
- molded product
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
Definitions
- the present invention relates to a hot stamp molded body that is suitably used for automobiles, structural members of structures, reinforcing members, and the like that require strength.
- the present application claims priority based on Japanese Patent Application No. 2019-057144 filed in Japan on March 25, 2019, the contents of which are incorporated herein by reference.
- hot stamping in which the steel sheet is heated to a high temperature in the austenite region and then press-formed, is being promoted. Since hot stamping is hardened in a mold at the same time as press working, it is possible to obtain strength according to the amount of C in the steel sheet, and it is attracting attention as a technology that achieves both molding into automobile parts and ensuring strength. ing.
- the entire area in the plate thickness direction is formed with a hard structure (mainly martensite). Therefore, early fracture, which is a phenomenon of fracture at a stress lower than the tensile strength estimated from the hardness of the hot stamped compact, is likely to occur. In order to obtain even better collision resistance in automobile members, it is necessary to suppress premature fracture.
- Patent Document 1 the crystal grain size of martensite is made finer by controlling the Mn content or the total content of at least one of Cr, Mo, Cu, and Ni and Mn, and the strength is high.
- Patent Document 2 discloses a technique for improving collision resistance by finening the average crystal grain size of old austenite grains by selecting an alloying element.
- the present inventors have diligently studied a method for solving the above problems.
- the reason why premature fracture is likely to occur in a hot stamped compact mainly composed of martensite is that internal stress is generated in martensite.
- an external force is applied to this hot stamped compact, it is likely to break from a region where the internal stress is high, so it is considered that the hot stamp will break at a stress lower than the tensile strength estimated from the hardness.
- the present inventors have made the steel plate contain Ni, and further controlled the average crystal grain size of austenite before martensitic transformation, so that even martensite having a high C concentration has a bct structure. It was clarified that the ratio of the length of the major axis to the length of the minor axis of the crystal lattice of martensite crystal grains can be reduced (it can be approached to 1.000). Specifically, the present inventors impose 3.0% by mass or more of Ni in the steel plate, and further control the heating rate during hot stamping to obtain the average crystal grain size of austenite before martensitic transformation.
- the major axis length / minor axis length which is the ratio of the major axis length to the minor axis length of the crystal lattice of martensite crystal grains, is controlled to less than 1.020.
- the present inventors have made a steel sheet containing 3.0% by mass or more of Ni, and further controlled the metal structure of the steel sheet for hot stamping and the heating rate at the time of hot stamping to form a steel sheet after hot stamping.
- the ratio (major axis length / minor axis length) between the length of the major axis and the length of the minor axis of the crystal lattice of martensite crystal grains in the hot stamped product) can be controlled.
- the major axis length / minor axis length of the crystal lattice of martensite crystal grains is determined by the alloying elements and the crystal grain size of austenite before martensitic transformation.
- Ni an alloying element
- some of the iron atoms contained in the crystal lattice of martensite crystal grains are replaced with Ni, which reduces the major axis length / minor axis length. Contribute.
- the Ni content makes it easy for some regions in the austenite grains to remain as untransformed austenite after hot stamping.
- Ni has an action of stabilizing austenite to facilitate the retention of untransformed austenite, and an action of accelerating the growth rate of austenite to coarsen the austenite. If a part of the region in the austenite grain remains as untransformed austenite after hot stamping, the martensite adjacent to the untransformed austenite tends to expand the crystal lattice, resulting in the semi-major length of martensite / The minor axis length increases.
- the present inventors have investigated a means capable of coarsening old austenite grains even with Ni-containing steel.
- the present inventors use the large-angle grain boundaries with high carbon concentration as nucleation sites for austenite, and lower the transformation temperature to austenite to achieve early martensitic transformation. Found that can be started.
- the present inventors controlled the heating rate to less than 100 ° C./s in the heating step during hot stamping to promote the grain growth of austenite, thereby increasing the average crystal grain size of the austenite grains to more than 10 ⁇ m. It was found that it can be controlled to 40 ⁇ m or less.
- the average crystal grain size of the old austenite grains is more than 10 ⁇ m and 40 ⁇ m or less, it is possible to suppress the remaining of untransformed austenite even if Ni is contained in an amount of 3.0% by mass or more, and martensite
- the major axis length / minor axis length of the crystal lattice of crystal grains can be reduced.
- the present inventors examined a method for generating a large tilt angle grain boundary having a high carbon concentration in a steel sheet for hot stamping.
- the grain boundaries In order for the grain boundaries to function as reverse transformation sites of austenite, it is preferable that the orientation difference between the crystal grains sandwiching the grain boundaries is large. Therefore, it is important to generate large tilt angle grain boundaries in the hot stamping steel sheet. ..
- carbon has the effect of lowering the transformation temperature to austenite. Therefore, it is important to lower the transformation temperature to austenite by concentrating carbon at the large-inclination grain boundaries and to start martensitic transformation at an early stage.
- the present inventors can generate a metal structure called granular bainite by hot rolling a steel sheet containing Ni under predetermined conditions, and the granular bainite can be used. It was found that a bainite grain boundary and a subgrain boundary are included, a high concentration of carbon is concentrated in the bainite grain boundary, and the segregation of carbon is suppressed in the subgrain boundary.
- Granular bainite containing large-angle grain boundaries and sub-grain boundaries is a metallographic structure formed through the following two steps. In the first stage, the transformation from austenite to bainitic ferrite occurs. In the second stage, the grain boundaries between bainitic ferrite are restored to subgrain boundaries, which become granular bainite.
- the hot rolling process hot rolling is completed at a temperature of 800 ° C. or higher, and winding is performed in a temperature range of 500 ° C. or higher and 770 ° C. or lower.
- the recrystallization rate of austenite before transformation that is, the dislocation density. If the recrystallization of austenite is promoted too much, the dislocation density in austenite will decrease, and a desired amount of granular bainite cannot be obtained. On the other hand, even if recrystallization is insufficient, the dislocation density in austenite increases too much, and transformation to granular bainite does not occur.
- austenite is transformed into bainitic ferrite by winding in a temperature range of 500 ° C. or higher and 770 ° C. or lower.
- the average cooling rate of the hot-rolled steel sheet being wound in the temperature range from 650 ° C to 400 ° C is controlled to 50 ° C / s or less.
- the grain boundaries between bainitic ferrite are restored and subgrain boundaries are formed, thereby forming granular bainite.
- granular bainite can be generated in the hot rolling process.
- the average cooling rate in the above temperature range exceeds 50 ° C./s, the grain boundaries are restored and subgrain boundaries cannot be formed.
- the initial bainitic ferrite In cooling during winding, the initial bainitic ferrite has grain boundaries with an average crystal orientation difference of 5 ° or more, but the average cooling rate is slow at 50 ° C / s or less in the temperature range where Fe can diffuse.
- dislocation recovery occurs in the vicinity of the grain boundaries of bainitic ferrite, and subgrain boundaries having an average crystal orientation difference of 0.4 ° or more and 3.0 ° or less are generated.
- C in the steel diffuses to the surrounding large-angle grain boundaries rather than the sub-grain boundaries, so that carbon can be concentrated at the large-angle grain boundaries at a high concentration.
- C in the steel diffuses from the subgrain boundaries to the surrounding large-angle grain boundaries, so that it is possible to reduce the segregation of carbon at the subgrain boundaries.
- the hot stamp molded product according to one aspect of the present invention has a chemical composition of C: 0.15% or more and less than 0.70% in mass%. Si: 0.010% or more, less than 0.50%, Mn: 0.010% or more, less than 3.00%, sol.
- Al 0.0002% or more, 3.000% or less, Ni: 3.0% or more and less than 15.0%, P: 0.100% or less, S: 0.1000% or less, N: 0.0100% or less, Nb: 0% or more, 0.150% or less, Ti: 0% or more, 0.150% or less, Mo: 0% or more, 1.000% or less, Cr: 0% or more, 1.000% or less, B: 0% or more, 0.0100% or less, V: 0% or more, 1.0000% or less, Cu: 0% or more, 1.0000% or less, Sn: 0% or more, 1.000% or less, W: 0% or more, 1.000% or less, Ca: 0% or more, 0.010% or less, and REM: 0% or more, 0.300% or less,
- the rest consists of Fe and impurities
- the average crystal grain size of the former austenite grains is more than 10 ⁇ m and 40 ⁇ m or less.
- the hot stamp molded product according to the above [1] has a chemical composition of mass%.
- Nb 0.010% or more, 0.150% or less, Ti: 0.010% or more, 0.150% or less, Mo: 0.005% or more, 1.000% or less, Cr: 0.005% or more, 1.000% or less, B: 0.0005% or more, 0.0100% or less, V: 0.0005% or more, 1.0000% or less, Cu: 0.0010% or more, 1.0000% or less, Sn: 0.001% or more, 1.000% or less, W: 0.001% or more, 1.000% or less, It may contain one or more of the group consisting of Ca: 0.001% or more and 0.010% or less, and REM: 0.001% or more and 0.300% or less.
- the hot stamp molded product according to the above [1] or [2] may have a plating layer on its surface.
- the hot stamp molded product according to any one of the above [1] to [3] may have a softened region in a part thereof.
- the hot stamped body according to the present embodiment has a chemical composition of C: 0.15% or more and less than 0.70%, Si: 0.010% or more and less than 0.50%, Mn: 0 in mass%. .010% or more, less than 3.00%, sol. Al: 0.0002% or more, 3.000% or less, Ni: 3.0% or more and less than 15.0%, P: 0.100% or less, S: 0.1000% or less, N: 0.0100%
- Fe and impurities are included.
- each element will be described in detail.
- C 0.15% or more, less than 0.70%
- C is an important element for obtaining the desired hardness for automobile members and the like in a hot stamp molded product. If the C content is less than 0.15%, the martensite is soft and it is difficult to obtain the desired hardness. Therefore, the C content is set to 0.15% or more.
- the C content is preferably 0.30% or more.
- the C content is preferably 0.50% or less.
- Si: 0.010% or more, less than 0.50% Si is an element that enhances the deformability of the hot stamped article and contributes to the improvement of toughness. If the Si content is less than 0.010%, the deformability is poor and the toughness of the hot stamp molded product deteriorates. Therefore, the Si content is set to 0.010% or more. Even if the Si content is 0.50% or more, the above effect is saturated, so the Si content is set to less than 0.50%.
- Mn 0.010% or more, less than 3.00% Mn is an element that contributes to improving the hardness of the hot stamped molded product by strengthening the solid solution. If the Mn content is less than 0.010%, the solid solution strengthening ability is poor, martensite becomes soft, and it becomes difficult to obtain the desired hardness for automobile members and the like. Therefore, the Mn content is set to 0.010% or more. The Mn content is preferably 0.70% or more. On the other hand, when the Mn content is 3.00% or more, the martensite becomes brittle and the toughness of the hot stamped molded product is impaired. Therefore, the Mn content is set to less than 3.00%.
- sol.Al 0.0002% or more, 3.000% or less
- Al is an element having an action of deoxidizing molten steel to make the steel sound (suppressing the occurrence of defects such as blow holes in the steel). sol. If the Al content is less than 0.0002%, deoxidation is not sufficient. The Al content is 0.0002% or more. sol. The Al content is preferably 0.001% or more. On the other hand, sol. When the Al content exceeds 3.000%, coarse oxides are generated and the toughness of the hot stamped compact is impaired. The Al content is 3.000% or less. In this embodiment, sol. Al means acid-soluble Al, and indicates solid solution Al existing in steel in a solid solution state.
- Ni 3.0% or more and less than 15.0%
- Ni is an element having an effect of refining old austenite grains, and is also an element necessary for obtaining a desired amount of granular bainite in a hot rolling process. Since the above effect cannot be obtained when the Ni content is less than 3.0%, the Ni content is set to 3.0% or more.
- the Ni content is preferably 5.0% or more in order to further enhance the ability to absorb impact energy at low temperatures.
- the Ni content is 15.0% or more, the martensite becomes brittle and the toughness of the hot stamped molded product is impaired. Therefore, the Ni content is set to less than 15.0%.
- the Ni content is preferably less than 12.0%.
- P 0.100% or less
- P is an element that segregates at the grain boundaries and reduces the strength of the grain boundaries.
- the P content is set to 0.100% or less.
- the P content is preferably 0.050% or less.
- the lower limit of the P content is not particularly limited, but if it is reduced to less than 0.0001%, the cost of removing P is significantly increased, which is economically unfavorable. Therefore, 0.0001% is a practical lower limit on the practical steel sheet. is there.
- S 0.1000% or less
- S is an element that forms inclusions in steel. If the S content exceeds 0.1000%, inclusions are formed in the steel and the hydrogen embrittlement resistance of the hot stamped compact is lowered. Therefore, the S content is set to 0.1000% or less.
- the S content is preferably 0.0050% or less.
- the lower limit of the S content is not particularly limited, but if it is reduced to less than 0.0015%, the cost of removing S is significantly increased, which is economically unfavorable. Therefore, 0.0015% is a practical lower limit on the practical steel sheet. is there.
- N 0.0100% or less
- N is an impurity element, which is an element that forms a nitride and lowers the bendability of the hot stamp molded product. If the N content exceeds 0.0100%, coarse nitrides are formed in the steel and the bendability of the hot stamped compact is significantly reduced. Therefore, the N content is set to 0.0100% or less.
- the N content is preferably 0.0075% or less.
- the lower limit of the N content is not particularly limited, but if it is reduced to less than 0.0001%, the N removal cost will increase significantly, which is economically unfavorable. Therefore, 0.0001% is a practical lower limit on the practical steel sheet. is there.
- the rest of the chemical composition of the hot stamped article according to this embodiment is Fe and impurities.
- impurities include elements that are unavoidably mixed from steel raw materials or scrap and / or in the steelmaking process and are allowed as long as they do not impair the characteristics of the hot stamped article according to the present embodiment.
- the hot stamp molded product according to the present embodiment may contain the following elements as optional elements. When the following optional elements are not contained, the content is 0%.
- Nb 0% or more, 0.150% or less Since Nb is an element that contributes to improving the hardness of the hot stamped molded product by strengthening the solid solution, it may be contained if necessary. When Nb is contained, if it is less than 0.010%, a sufficient effect cannot be obtained by containing Nb, so it is preferable to contain Nb in an amount of 0.010% or more. The Nb content is more preferably 0.035% or more. On the other hand, even if the Nb content exceeds 0.150%, the above effect is saturated, so the Nb content is set to 0.150% or less. The Nb content is preferably 0.120% or less.
- Ti 0% or more, 0.150% or less Since Ti is an element that contributes to improving the hardness of the hot stamped molded product by strengthening the solid solution, it may be contained as necessary. When Ti is contained, if it is less than 0.010%, a sufficient effect due to the Ti content cannot be obtained. Therefore, the Ti content is preferably 0.010% or more. The Ti content is more preferably 0.020% or more. On the other hand, even if the Ti content exceeds 0.150%, the above effect is saturated, so the Ti content is set to 0.150% or less. The Ti content is preferably 0.120% or less.
- Mo 0% or more, 1.000% or less Since Mo is an element that contributes to improving the hardness of the hot stamped molded product by strengthening the solid solution, it may be contained if necessary. When Mo is contained, if it is less than 0.005%, a sufficient effect cannot be obtained by the Mo content, so the Mo content is preferably 0.005% or more. The Mo content is more preferably 0.010% or more. On the other hand, even if the Mo content exceeds 1.000%, the above effect is saturated, so the Mo content is set to 1.000% or less. The Mo content is preferably 0.800% or less.
- Cr 0% or more, 1.000% or less Since Cr is an element that contributes to improving the hardness of the hot stamped molded product by strengthening the solid solution, it may be contained as necessary. When Cr is contained, if the Cr content is less than 0.005%, a sufficient effect due to the Cr content cannot be obtained. Therefore, the Cr content is preferably 0.005% or more. The Cr content is more preferably 0.010% or more. On the other hand, even if the Cr content exceeds 1.000%, the above effect is saturated, so the Cr content is set to 1.000% or less. The Cr content is preferably 0.800% or less.
- B 0% or more, 0.0100% or less Since B is an element that segregates at the grain boundaries and improves the strength of the grain boundaries, it may be contained as necessary. When B is contained, if the B content is less than 0.0005%, a sufficient effect cannot be obtained by the B content, so the B content is preferably 0.0005% or more. The B content is more preferably 0.0010% or more. On the other hand, even if the B content exceeds 0.0100%, the above effect is saturated, so the B content is set to 0.0100% or less. The B content is preferably 0.0075% or less.
- V 0% or more, 1.0000% or less Since V is an element that contributes to improving the hardness of the hot stamped molded product by strengthening the solid solution, it may be contained if necessary. When V is contained, if the V content is less than 0.0005%, a sufficient effect cannot be obtained by the V content, so the V content is preferably 0.0005% or more. The V content is more preferably 0.0100% or more. On the other hand, even if the V content exceeds 1.0000%, the above effect is saturated, so the V content is set to 1.0000% or less. The V content is preferably 0.8000% or less.
- Cu 0% or more, 1.0000% or less Since Cu is an element that contributes to improving the hardness of the hot stamped molded product by strengthening the solid solution, it may be contained if necessary. When Cu is contained, if the Cu content is less than 0.0010%, a sufficient effect cannot be obtained by the Cu content, so the Cu content is preferably 0.0010% or more. The Cu content is more preferably 0.0100% or more. On the other hand, even if the Cu content exceeds 1.0000%, the above effect is saturated, so the Cu content is set to 1.0000% or less. The Cu content is preferably 0.8000% or less.
- Sn 0% or more, 1.000% or less Since Sn is an element having an action of deoxidizing molten steel to make the steel sound, it may be contained up to 1.000%. In order to ensure the above effect, the Sn content is preferably 0.001% or more.
- W 0% or more, 1.000% or less Since W is an element having an action of deoxidizing molten steel to make the steel sound, it may be contained up to 1.000%. In order to ensure that the above effects are exhibited, the W content is preferably 0.001% or more.
- Ca 0% or more, 0.010% or less Since Ca is an element having an action of deoxidizing molten steel to make the steel sound, it may be contained up to 0.010%. In order to surely exert the above effect, the Ca content is preferably 0.001% or more.
- REM 0% or more, 0.300% or less Since REM is an element having an action of deoxidizing molten steel to make the steel sound, it may be contained up to 0.300%. In order to ensure the above effect, the REM content is preferably 0.001% or more.
- REM is a general term for a total of 17 elements composed of Sc, Y and lanthanoid, and the content of REM means the total amount of the above elements.
- REM is often contained by mischmetal, but may contain elements of the lanthanoid series in combination with La and Ce. Even when a lanthanide series element is contained in a composite manner in addition to La and Ce, the hot stamp molded product according to the present embodiment can exert its effect. Further, even if a metal REM such as metal La or Ce is contained, the hot stamp molded product according to the present embodiment can exert its effect.
- the chemical composition of the hot stamped product described above may be measured by a general analysis method.
- ICP-AES Inductively Coupled Plasma-Atomic Emission Spectrometry
- C and S may be measured by using the combustion-infrared absorption method
- N may be measured by using the inert gas melting-thermal conductivity method.
- sol. Al may be measured by ICP-AES using a solution obtained by thermally decomposing the sample with an acid.
- Step plate for hot stamping A sub-crystal grain (granular bainite) with an average crystal orientation difference of 0.4 ° or more and 3.0 ° or less is placed inside a crystal grain surrounded by grain boundaries with an average crystal orientation difference of 5 ° or more. Including 10% or more in rate "
- the steel sheet for hot stamping has a granular bainite (with an average crystal orientation difference of 0.4 ° or more and 3.0 ° or less existing inside the crystal grains surrounded by grain boundaries having an average crystal orientation difference of 5 ° or more). It is necessary to contain 10% or more of a certain subcrystal grain) in terms of area ratio.
- Granular bainite produced in the hot rolling step can be transformed into austenite through a predetermined heat treatment step (cold rolling if necessary) and finally obtain a desired metallographic structure in a hot stamped body. it can.
- the area ratio of granular bainite is set to 10% or more.
- the area ratio is 15% or more, 20% or more, 25% or more, and 30% or more.
- the upper limit is not particularly limited, but the area ratio of granular bainite may be less than 95%.
- the remainder of the metallographic structure is not particularly limited, but is usually one or more of ferrite, upper bainite, lower bainite, martensite, tempered martensite, retained austenite, iron-based carbides and alloy carbides.
- the hot stamping steel sheet applied to the hot stamping compact according to the present embodiment may contain more than 5% and 90% or less of these metal structures.
- a sample is cut out from a position 50 mm or more away from the end face of the hot stamping steel plate so that a cross section perpendicular to the surface (thick cross section) can be observed.
- the size of the sample shall be such that it can be observed by about 10 mm in the rolling direction, although it depends on the measuring device.
- the plate thickness 1/2 position is subjected to EBSD analysis at a measurement interval of 0.2 ⁇ m to obtain crystal orientation information.
- the EBSD analysis is performed at 200 to 300 points / sec using an apparatus composed of a thermal field emission scanning electron microscope (JSM-7001F manufactured by JEOL) and an EBSD detector (DVC5 type detector manufactured by TSL). Perform at analysis speed.
- JSM-7001F thermal field emission scanning electron microscope
- DVC5 type detector manufactured by TSL
- the area ratio of granular bainite can be easily calculated by using, for example, the "Grain Average Simulation” function installed in the software "OIM Analysis (registered trademark)" attached to the EBSD analyzer. With this function, it is possible to calculate the orientation difference between adjacent measurement points for a crystal grain having a body-centered structure, and then obtain an average value for all the measurement points in the crystal grain. With respect to the obtained crystal orientation information, a region surrounded by grain boundaries having an average crystal orientation difference of 5 ° or more is defined as a crystal grain, and "Grain Average" is defined.
- the area ratio of granular bainite can be obtained by calculating the area ratio of the region (sub-crystal grain) where the average crystal orientation difference in the crystal grains is 0.4 ° or more and 3.0 ° or less by the "Missionation" function. Can be done.
- the grain boundary length and the average crystal orientation difference having an average crystal orientation difference of 0.4 ° or more and 3.0 ° or less are 3.
- the ratio of the grain boundary lengths having an average crystal orientation difference of 0.4 ° or more and 3.0 ° or less to the total lengths of grain boundaries exceeding 0 ° is 60% or more.
- the ratio of the length of the grain boundaries is preferably 70% or more, or 80% or more.
- the upper limit is not particularly limited, but may be less than 95%.
- a sample is cut out from a position 50 mm or more away from the end face of the hot stamping steel plate so that a cross section perpendicular to the surface (thick cross section) can be observed.
- the size of the sample shall be such that it can be observed by about 10 mm in the rolling direction, although it depends on the measuring device.
- a diamond powder having a particle size of 1 to 6 ⁇ m is mirror-surfaced using a diluted solution such as alcohol or a liquid dispersed in pure water. Finish. Next, polishing at room temperature with colloidal silica containing no alkaline solution for 8 minutes to remove the strain introduced into the surface layer of the sample. Crystal orientation information is obtained by measuring a region having a length of 50 ⁇ m and a depth of 50 ⁇ m from the surface of the steel sheet at an arbitrary position in the longitudinal direction of the sample cross section by an electron backscatter diffraction method at a measurement interval of 0.1 ⁇ m.
- an apparatus composed of a thermal field emission scanning electron microscope (JSM-7001F manufactured by JEOL) and an EBSD detector (DVC5 type detector manufactured by TSL) is used.
- the degree of vacuum in the apparatus is 9.6 ⁇ 10-5 Pa or less
- the acceleration voltage is 15 kV
- the irradiation current level is 13
- the irradiation time of the electron beam is 0.01 seconds / point.
- the obtained crystal orientation information has an average crystal orientation difference of 0.4 ° or more and 3.0 °.
- Grain boundaries with an average crystal orientation difference of 0.4 ° or more and 3.0 ° or less with respect to the total length of the following grain boundaries and the lengths of grain boundaries with an average crystal orientation difference of more than 3.0 ° Calculate the ratio of the length of. With this function, it is possible to calculate the total length of grain boundaries having arbitrary rotation angles for the grain boundaries of crystal grains having a body-centered structure. For all the crystal grains included in the measurement area, the total length of these grain boundaries was calculated, and the grain boundary length and average crystal orientation with an average crystal orientation difference of 0.4 ° or more and 3.0 ° or less were calculated. The ratio of the lengths of the grain boundaries having an average crystal orientation difference of 0.4 ° or more and 3.0 ° or less to the total lengths of the grain boundaries having a difference of more than 3.0 ° is calculated.
- the thickness of the hot stamping steel plate applied to the hot stamping compact according to the present embodiment is not particularly limited, but is preferably 0.5 to 3.5 mm from the viewpoint of reducing the weight of the vehicle body.
- the average crystal grain size of old austenite grains is more than 10 ⁇ m and less than 40 ⁇ m.
- the average crystal grain size of austenite before the martensitic transformation is set to more than 10 ⁇ m and 40 ⁇ m or less.
- the average crystal grain size of the old austenite grains is preferably 15 ⁇ m or more, or 20 ⁇ m or more.
- the average crystal grain size of the old austenite grains is preferably 35 ⁇ m or less, or 30 ⁇ m or less.
- the semi-major length / semi-minor axis length which is the ratio of the major axis length to the minor axis length of the crystal lattice of martensite crystal grains, is less than 1.020.
- major axis length / minor axis length which is the ratio of the major axis length to the minor axis length of the crystal lattice of martensite crystal grains, is 1.020 or more, premature fracture of the hot stamped product is suppressed. Can not do it.
- the major axis length / minor axis length which is the ratio of the major axis length to the minor axis length of the crystal lattice of martensite crystal grains, is less than 1.020. And.
- the major axis length / minor axis length is preferably 1.015 or less. From the viewpoint of ensuring strength by strengthening the solid solution of carbon, the lower limit may be set to 1.001.
- the metal structure of the hot stamped molded product according to the present embodiment may be mainly composed of crystal grains having a body-core structure such as martensite, tempered martensite, upper bainite, and lower bainite.
- the body-centered structure is a general term for a crystal structure such as a body-centered cubic structure or a body-centered cubic structure.
- the term "mainly" in which the crystal grains are present means that the crystal grains have an area ratio of 80% or more in the metal structure.
- the remaining structure is one or more of pearlite and ferrite of 20% or less.
- the EBSD analysis uses an apparatus composed of a thermal field emission scanning electron microscope (JSM-7001F manufactured by JEOL) and an EBSD detector (DVC5 type detector manufactured by TSL), and has an analysis speed of 200 to 300 points / sec.
- the crystal orientation of the former austenite grains is calculated from the crystal orientation relationship between the general former austenite grains and the crystal grains having a body-centered structure after transformation, and the average crystal of the former austenite grains is calculated.
- the particle size may be calculated.
- the method for calculating the crystal orientation of the former austenite grains is not particularly limited.
- a crystal orientation map of the former austenite grains is prepared by the method described in Non-Patent Document 1, and the former austenite is obtained from the created crystal orientation map by the section method.
- the average crystal grain size of the grains may be calculated.
- the major axis length / minor axis length which is the ratio of the major axis length to the minor axis length of the crystal lattice of martensite crystal grains, is obtained by the following method.
- a sample is taken from a position 50 mm or more away from the end face of the hot stamp molded body (if it cannot be taken from this position, any position except the end), and the surface is face-cut to a depth of 1/4 in the plate thickness direction. It is used for X-ray diffraction measurement.
- the X-ray diffractometer uses RINT2000 manufactured by Rigaku, and Co K ⁇ rays are used as the X-ray source.
- the measurement angle 2 ⁇ is 10 ° to 130 °, the measurement interval is 0.02 °, and a profile of the peak intensity at each 2 ⁇ is obtained.
- the obtained profile is profile-fitted by Rietveld analysis, and the ratio of the length of the major axis to the minor axis of the crystal lattice of martensite crystal grains is calculated to obtain the major axis length / minor axis length. ..
- a plating layer may be formed on the surface of the hot stamp molded product for the purpose of improving corrosion resistance and the like.
- the plating layer may be either an electroplating layer or a hot-dip plating layer.
- the electroplating layer includes, for example, an electrogalvanizing layer, an electric Zn—Ni alloy plating layer, and the like.
- the hot-dip galvanizing layer includes, for example, a hot-dip galvanizing layer, an alloyed hot-dip galvanizing layer, a hot-dip aluminum plating layer, a hot-dip Zn-Al alloy plating layer, a hot-dip Zn-Al-Mg alloy plating layer, and a hot-dip Zn-Al-Mg-Si. Includes alloy plating layer and the like.
- the amount of adhesion of the plating layer is not particularly limited and may be a general amount of adhesion.
- the hot stamp molded product according to the present embodiment may have a softened region partially formed. Weldability is improved in the softened region. For example, if spot welding is performed after softening the end portion of the hot stamp molded body, the strength difference between the softened end portion and the spot welded portion of the end portion can be reduced, so that the strength difference between the two ends can be reduced. Destruction can be suppressed. Further, for example, when a hot stamp molded body is applied to a high-strength member of an automobile, it is possible to control the destruction and deformation modes of the high-strength member at the time of a collision by providing a softening region in a part of the high-strength member. it can.
- the strength of a part of the hot stamping compact may be reduced by laser irradiation.
- Laser irradiation is an example of heat treatment which is a softening means, and the softening means is not particularly limited.
- a softened region may be formed by tempering a part of the hot stamped molded product.
- a suitable manufacturing method for obtaining the hot stamp molded product according to the present embodiment will be described.
- a steel piece having the above-mentioned chemical composition is subjected to hot rolling, hot rolling is completed at a temperature of 800 ° C. or higher, and 500.
- the hot-rolled steel sheet being wound at a temperature of ° C. or higher and 770 ° C. or lower has an average cooling rate of 50 ° C./s or less in the temperature range of 650 ° C. to 400 ° C.
- the steel piece (steel material) to be used for hot rolling may be a steel piece manufactured by a conventional method, for example, a steel piece manufactured by a general method such as a continuously cast slab or a thin slab caster.
- the hot rolling end temperature is less than 800 ° C., recrystallization of austenite does not occur and a desired amount of granular bainite may not be obtained. Therefore, the hot rolling end temperature is preferably 800 ° C. or higher. It is preferably 820 ° C. or higher. Further, in the steel having the chemical composition specified in the present embodiment, since recrystallization is unlikely to be over-promoted, the upper limit of the hot rolling end temperature is not particularly specified, but is usually 1050 ° C.
- the average cooling rate of the hot-rolled steel sheet being wound at a temperature of 500 ° C. or higher and 770 ° C. or lower in the temperature range of 650 ° C. to 400 ° C. is 50 ° C./s or less. It is preferable to start the winding at 500 ° C. or higher and 770 ° C. or lower, and control the average cooling rate of the hot-rolled steel sheet being wound in the temperature range of 650 ° C. to 400 ° C. to 50 ° C./s or less. If the winding is started at a temperature higher than 770 ° C., the transformation from austenite to bainitic ferrite may not occur. Therefore, the winding temperature is preferably 770 ° C. or lower. Since the formation of granular bainite may not occur when the winding temperature is 500 ° C., the winding temperature is set to 500 ° C. or higher. The winding temperature is preferably 560 ° C. or higher.
- the temperature range of the hot-rolled steel sheet being wound from 650 ° C to 400 ° C at an average cooling rate of 50 ° C / s or less.
- the grain boundaries between bainitic ferrites are restored due to the effect of Ni content to form subgrain boundaries, and a desired amount of granular bainite is formed.
- a desired amount of granular bainite can be produced.
- the average cooling rate in the above temperature range exceeds 50 ° C./s, the grain boundaries between bainitic ferrites may be restored and subgrain boundaries may not be formed.
- the average cooling rate in the above temperature range is preferably 50 ° C./s or less. Since it is preferable that the cooling rate is slower in order to promote the formation of subgrain boundaries, the average cooling rate in the above temperature range is preferably 30 ° C./s or less and 20 ° C./s or less.
- the lower limit of the average cooling rate in the above temperature range is not particularly limited, but the lower limit is 0.1 ° C./s in normal actual operation.
- the average cooling rate during winding is calculated by measuring the temperature at the center of the hot-rolled coil during winding in the longitudinal direction using an infrared radiation thermometer for high temperature measurement.
- the hot-rolled steel sheet wound in the hot-rolling step may be unwound, pickled, and then cold-rolled.
- the pickling may be performed once or may be divided into a plurality of times.
- the cold rolling may be cold rolling performed at a normal cumulative reduction rate, for example, a cumulative reduction rate of 30 to 90%, but the cold rolling is not limited to this cumulative reduction rate.
- hot-rolled steel sheets and cold-rolled steel sheets include hot-rolled steel sheets or cold-rolled steel sheets that have been recrystallized and annealed under normal conditions, and under normal conditions. It also includes steel sheets that have been temper-rolled in.
- the plating conditions are not particularly limited, and normal conditions may be used.
- a hot-rolled steel sheet, a cold-rolled steel sheet, or a cold-rolled steel sheet that has been recrystallized and / or temper-rolled may be plated under normal plating conditions, if necessary.
- examples of plating include electroplating and hot-dip galvanizing
- examples of electroplating include electroplating and electric Zn—Ni alloy plating
- examples of hot-dip galvanizing include hot-dip galvanizing, alloyed hot-dip galvanizing, and hot-dip aluminum plating. Examples thereof include hot-dip Zn-Al alloy plating, hot-dip Zn-Al-Mg alloy plating, and hot-dip Zn-Al-Mg-Si alloy plating.
- the above-mentioned steel sheet for hot stamping is heated to a temperature of 800 ° C. or higher at an average heating rate of less than 100 ° C./s and then held, and from the start of heating to molding. It is preferable to perform hot stamping so that the elapsed time is 300 seconds or less, and then cool to a temperature range of 400 ° C. or less.
- the holding temperature is preferably 800 ° C. or higher.
- the holding time may be set so that the elapsed time from the start of heating to the start of molding is within a predetermined range.
- the molded product after hot stamping is preferably cooled by a mold to a temperature range of 400 ° C. or lower. When cooling is stopped in a temperature range of 400 ° C. or lower, the grain boundaries of martensite can be controlled to a preferable form. When the average heating rate up to 800 ° C.
- the average crystal grain size of the old austenite grains should be controlled to more than 10 ⁇ m and 40 ⁇ m or less.
- the major axis length / minor axis length of martensite crystal grains can be reduced. Therefore, the average heating rate up to 800 ° C. or higher is set to less than 100 ° C./s, and the elapsed time from the start of heating to molding is set to 300 seconds or less.
- the lower limit of the average heating rate up to 800 ° C. or higher is 0.01 ° C./s in normal actual operation. It is preferable to heat the hot stamping steel sheet to a holding temperature of 860 ° C. or higher.
- the hot stamped compact cooled to room temperature may be tempered in the range of 150 ° C. to 650 ° C. for the purpose of adjusting the strength and improving the ductile brittle transition temperature and low temperature toughness.
- only a part of the hot stamp molded product may be tempered.
- a softened region can be formed in a part of the hot stamped molded product, and properties such as strength and toughness can be controlled according to the portion of the hot stamped molded product.
- the conditions in the examples are one condition example adopted for confirming the feasibility and effect of the present invention, and the present invention is not limited to this one condition example.
- various conditions can be adopted as long as the gist of the present invention is not deviated and the object of the present invention is achieved.
- Steel pieces produced by casting molten steel having the chemical compositions shown in Tables 1 to 3 are hot-rolled under the conditions shown in Tables 4 to 6, and cold-rolled and / or plated as necessary.
- the steel sheets for hot stamping shown in 4 to 6 were obtained. Further, the steel sheet for hot stamping is heat-treated under the conditions shown in Tables 7 to 9 for hot stamping, and if necessary, heated to the temperature shown in Table 9 and baked, or the hot stamped molded product.
- a softened region was formed by irradiating a part with a laser and tempering to obtain a hot stamped molded product shown in Tables 7 to 9.
- granular baynite (the average crystal orientation difference inside the crystal grains surrounded by the grain boundaries with an average crystal orientation difference of 5 ° or more is 0.4 ° or more and 3.0 ° or less).
- the ratio of the grain boundary lengths having an average crystal orientation difference of 0.4 ° or more and 3.0 ° or less with respect to the length of the grain boundaries was obtained by the above method.
- the average crystal grain size of the former austenite grains and the semi-major axis length / minor axis length which is the ratio of the major axis length to the minor axis length of the crystal lattice of the martensite crystal grains, are described above. Obtained by the method.
- the Vickers hardness of the hot stamp molded product was obtained by the following method. First, a sample was cut out so that a cross section perpendicular to the surface (thick cross section) could be observed from an arbitrary position 50 mm or more away from the end face of the hot stamp molded body. The size of the sample was set so that it could be observed by 10 mm in the rolling direction, although it depends on the measuring device. The cross section of the sample was polished using # 600 to # 1500 silicon carbide paper, and then mirror-finished using a diluted solution such as alcohol and a liquid in which diamond powder having a particle size of 1 to 6 ⁇ m was dispersed in pure water. ..
- the tensile strength of the hot stamped molded product was determined by preparing the No. 5 test piece described in JIS Z 2241: 2011 from an arbitrary position of the hot stamped molded product and according to the test method described in JIS Z 2241: 2011. The obtained tensile strength was used in the evaluation of early fracture resistance described later.
- the early fracture resistance of the hot stamped product was evaluated as follows. A value obtained by dividing the tensile strength of the hot stamped compact obtained by the above method by the value obtained by multiplying the Vickers hardness obtained by the above method by 3.3 (tensile strength / (Vickers hardness x 3.3)). When is 0.60 or more, it is judged to be acceptable as having excellent early breaking resistance, and when it is less than 0.60, it is judged to be rejected.
- the value obtained by multiplying the Vickers hardness by 3.3 is the tensile strength estimated from the hardness, and if the measured value of the tensile strength is 0.60 times or more of the estimated tensile strength, the early breaking resistance is excellent. You can judge.
- Tables 7 to 9 show the metallographic structure and mechanical properties of the hot stamped product. Looking at Tables 7 to 9, it can be seen that the hot stamped compact having a chemical composition and a metal structure within the range of the present invention has high hardness and excellent early fracture resistance. On the other hand, it can be seen that the hot stamped article in which any one or more of the chemical composition and the metal structure deviates from the present invention is inferior in one or more of Vickers hardness and early fracture resistance.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
このホットスタンプ成形体は、所定の化学組成を有し、旧オーステナイト粒の平均結晶粒径が10μm超、40μm以下であり、マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さが1.020未満である。
Description
本発明は、強度が必要とされる自動車、構造物の構造部材および補強部材等に好適に使用されるホットスタンプ成形体に関する。
本願は、2019年3月25日に、日本に出願された特願2019-057144号に基づき優先権を主張し、その内容をここに援用する。
本願は、2019年3月25日に、日本に出願された特願2019-057144号に基づき優先権を主張し、その内容をここに援用する。
近年、環境保護及び省資源化の観点から自動車車体の軽量化が求められている。そのため、自動車部材への高強度鋼板の適用が加速している。しかし、鋼板の高強度化に伴い成形性は劣化するので、高強度鋼板においては、複雑な形状の部材への成形性が課題となる。
このような課題を解決するため、鋼板をオーステナイト域の高温まで加熱した後にプレス成形を実施するホットスタンプの適用が進められている。ホットスタンプは、プレス加工と同時に、金型内において焼入れ処理を実施するので、鋼板のC量に応じた強度を得ることができ、自動車部材への成形と強度確保とを両立する技術として注目されている。
ホットスタンプ時のプレス焼入れにより製造された従来のホットスタンプ成形体は、板厚方向の全域が硬質組織(主にマルテンサイト)で形成されている。そのため、ホットスタンプ成形体の硬さから推定される引張強度よりも低い応力で破断に至る現象である、早期破断が起こり易くなる。自動車部材においてさらに優れた耐衝突特性を得るためには、早期破断を抑制する必要がある。
特許文献1では、Mn含有量またはCr、Mo、Cu、Niの少なくとも1種とMnとの合計の含有量を制御することにより、マルテンサイトの結晶粒径を微細化させて、高強度でありながら、耐衝突特性を高める技術が開示されている。
特許文献2では、合金元素の選択により、旧オーステナイト粒の平均結晶粒径を細粒化させて、耐衝突特性を高める技術が開示されている。
特許文献2では、合金元素の選択により、旧オーステナイト粒の平均結晶粒径を細粒化させて、耐衝突特性を高める技術が開示されている。
Acta Materialia、58(2010)、6393-6403
本発明は、従来技術の課題に鑑み、一般的なホットスタンプ成形体に所望される特性である高い硬度を有した上で、耐早期破断特性に優れたホットスタンプ成形体を提供することを目的とする。
本発明者らは上記課題を解決する方法について鋭意検討した。
マルテンサイトを主体とするホットスタンプ成形体において早期破断が起こりやすい理由は、マルテンサイト中に内部応力が発生しているからである。このホットスタンプ成形体に外力を加えた際に、内部応力が高い領域から破断し易くなるため、硬さから推定される引張強度よりも低い応力で破断に至ると考えられる。
マルテンサイトを主体とするホットスタンプ成形体において早期破断が起こりやすい理由は、マルテンサイト中に内部応力が発生しているからである。このホットスタンプ成形体に外力を加えた際に、内部応力が高い領域から破断し易くなるため、硬さから推定される引張強度よりも低い応力で破断に至ると考えられる。
マルテンサイト中に内部応力が発生する理由は、その結晶構造に起因する。オーステナイトからマルテンサイトへ変態する際には、fcc構造から炭素を過飽和に含むbct構造に変化する。bct構造の長軸の長さと短軸の長さとの比が内部応力の強さに影響を与えており、長軸の長さと短軸の長さとが等しい程、内部応力は小さくなる。一般的に、マルテンサイト中のC濃度が上昇する程、マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比が1.000よりも顕著に大きくなり、内部応力の増加を引き起こす。
鋭意検討した結果、本発明者らは、鋼板にNiを含有させ、さらにマルテンサイト変態前のオーステナイトの平均結晶粒径を制御することにより、C濃度が高いマルテンサイトであっても、bct構造のマルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比を低減できる(1.000に近づけることができる)ことを明らかにした。具体的には、本発明者らは、鋼板に3.0質量%以上のNiを含有させ、さらにホットスタンプ成形時の加熱速度を制御して、マルテンサイト変態前のオーステナイトの平均結晶粒径を10μm超、40μm以下に制御することにより、マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さを1.020未満に制御することができ、その結果、ホットスタンプ成形後のホットスタンプ成形体の早期破断が抑制できることを見出した。
本発明者らは、鋼板に3.0質量%以上のNiを含有させ、さらにホットスタンプ用鋼板の金属組織と、ホットスタンプ成形時の加熱速度とを制御することによって、ホットスタンプ後の鋼板(ホットスタンプ成形体)におけるマルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比(長軸長さ/短軸長さ)を制御できるとの着想に至った。マルテンサイトの結晶粒の結晶格子の長軸長さ/短軸長さは、合金元素とマルテンサイト変態前のオーステナイトの結晶粒径とによって決定される。合金元素としてNiを3.0%質量以上含有させることにより、マルテンサイトの結晶粒の結晶格子に含まれる鉄原子の一部がNiと置換し、長軸長さ/短軸長さの低減に寄与する。
一方、Ni含有により、ホットスタンプ後に、オーステナイト粒内の一部の領域が未変態のオーステナイトとして残存し易くなる。Niは、オーステナイトを安定化させて、未変態のオーステナイトを残存させ易くする作用、およびオーステナイトの成長速度を速めて、オーステナイトを粗大化させる作用を有する。
ホットスタンプ後に、オーステナイト粒内の一部の領域が未変態のオーステナイトとして残存すると、未変態のオーステナイトと隣接するマルテンサイトは、結晶格子が膨張しやすくなり、結果としてマルテンサイトの長軸長さ/短軸長さが大きくなる。従って、マルテンサイトの長軸長さ/短軸長さを低減する観点では、未変態のオーステナイトを可能な限り残存させないことが望ましい。Niはオーステナイトを安定化させる元素であるため、従来技術では、鋼板に3.0質量%以上のNiを含有させると未変態のオーステナイトが残存していた。
ホットスタンプ後に、オーステナイト粒内の一部の領域が未変態のオーステナイトとして残存すると、未変態のオーステナイトと隣接するマルテンサイトは、結晶格子が膨張しやすくなり、結果としてマルテンサイトの長軸長さ/短軸長さが大きくなる。従って、マルテンサイトの長軸長さ/短軸長さを低減する観点では、未変態のオーステナイトを可能な限り残存させないことが望ましい。Niはオーステナイトを安定化させる元素であるため、従来技術では、鋼板に3.0質量%以上のNiを含有させると未変態のオーステナイトが残存していた。
本発明者らは、Ni含有鋼であっても、旧オーステナイト粒を粗大化することができる手段について検討した。その結果、本発明者らは、ホットスタンプ時の加熱工程において、炭素濃度が高い大傾角粒界をオーステナイトの核生成サイトとし、オーステナイトへの変態温度を低温化させることで、早期にマルテンサイト変態を開始させることができることを見出した。さらに、本発明者らは、ホットスタンプ時の加熱工程において、加熱速度を100℃/s未満に制御し、オーステナイトの粒成長を促進させることで、旧オーステナイト粒の平均結晶粒径を10μm超、40μm以下に制御できることを見出した。旧オーステナイト粒の平均結晶粒径が10μm超、40μm以下であれば、Niを3.0質量%以上含有していても、未変態のオーステナイトが残存することを抑制することができ、マルテンサイトの結晶粒の結晶格子の長軸長さ/短軸長さを低減することができる。
次に、本発明者らは、ホットスタンプ用鋼板において、炭素濃度が高い大傾角粒界を生成させる方法について検討した。粒界をオーステナイトの逆変態サイトとして機能させるためには、粒界を挟む結晶粒間の方位差は大きい程好ましいため、ホットスタンプ用鋼板には、大傾角粒界を生成させることが重要である。さらに、炭素は、オーステナイトへの変態温度を低下させる効果を持つ。そのため、大傾角粒界に炭素を濃化させることにより、オーステナイトへの変態温度を低下させて、早期にマルテンサイト変態を開始させることが重要である。
大傾角粒界を生成させるためには、ホットスタンプ用鋼板の金属組織をベイナイトおよびマルテンサイト主体とすることが有効であるが、これらの金属組織が得られる温度域では、炭素の拡散が十分ではない。従来技術では、大傾角粒界へ濃化する炭素の濃度が十分ではなく、オーステナイトへの変態温度を低下させる効果を得ることが困難であった。そこで、本発明者らは、ホットスタンプ用鋼板において、大傾角粒界を生成させ、なおかつ炭素の濃化を促進させることでオーステナイトへの変態温度を低下させ、所望のサイズを有する旧オーステナイト粒を得る方法を検討した。その結果、本発明者らは、Niを含有させた鋼板を所定の条件で熱間圧延することによって、グラニュラーベイナイトと呼ばれる金属組織を生成させることが可能であること、並びに、このグラニュラーベイナイトには大傾角粒界と亜粒界とが含まれ、大傾角粒界には高濃度の炭素が濃化していることおよび亜粒界では炭素の偏析が抑制されることを見出した。
大傾角粒界と亜粒界とを含むグラニュラーベイナイトは、次の2つの段階を経て生成する金属組織である。第1段階では、オーステナイトからベイニティックフェライトへの変態が起こる。第2段階では、ベイニティックフェライト間の粒界が回復して亜粒界となり、グラニュラーベイナイトとなる。
第一段階として、熱間圧延工程において、800℃以上の温度で熱間圧延を終了し、500℃以上、770℃以下の温度域で巻取る。所望量のグラニュラーベイナイトを得るためには、変態前のオーステナイトの再結晶率、すなわち転位密度を制御することが重要である。オーステナイトの再結晶が促進され過ぎると、オーステナイト中の転位密度が減少してしまい、所望量のグラニュラーベイナイトを得ることができない。一方、再結晶が不十分であっても、オーステナイト中の転位密度が増加し過ぎて、グラニュラーベイナイトへの変態が起こらなくなる。本発明者らが鋭意検討した結果、本発明者らは、熱間圧延終了温度が800℃以上であれば、オーステナイトの再結晶が適度に促進され、結果として、グラニュラーベイナイトへの変態が起こりやすい転位密度に制御できることを見出した。次に、500℃以上、770℃以下の温度域で巻取ることにより、オーステナイトからベイニティックフェライトへと変態させる。
第二段階として、巻取り中の熱延鋼板の、650℃から400℃までの温度域における平均冷却速度を50℃/s以下に制御する。650℃から400℃までの温度域で50℃/s以下の平均冷却速度で冷却することにより、ベイニティックフェライト間の粒界が回復して亜粒界が形成されることで、グラニュラーベイナイトを得ることができる。これにより、熱間圧延工程において、グラニュラーベイナイトを生成させることができる。一方、上記温度域における平均冷却速度が50℃/sを超えると、粒界が回復して亜粒界を形成できない。巻取り中の冷却において、初期のベイニティックフェライトは、平均結晶方位差が5°以上である粒界を持つが、Feが拡散可能な温度域で平均冷却速度が50℃/s以下の緩冷却を行うことにより、ベイニティックフェライトの粒界近傍において転位の回復が起こり、平均結晶方位差が0.4°以上、3.0°以下となる亜粒界が生成される。転位の回復が起こる際に、鋼中のCは、亜粒界よりも周囲の大傾角粒界へと拡散するため、大傾角粒界に高濃度で炭素を濃化させることができる。また、転位の回復が起こる際、鋼中のCは、亜粒界よりも周囲の大傾角粒界へと拡散するため、亜粒界における炭素の偏析を低減させることが可能である。
本発明は上記の知見に基づき完成されたものであり、その要旨は以下の通りである。
[1]本発明の一態様に係るホットスタンプ成形体は、化学組成が、質量%で
C:0.15%以上、0.70%未満、
Si:0.010%以上、0.50%未満、
Mn:0.010%以上、3.00%未満、
sol.Al:0.0002%以上、3.000%以下、
Ni:3.0%以上、15.0%未満、
P:0.100%以下、
S:0.1000%以下、
N:0.0100%以下、
Nb:0%以上、0.150%以下、
Ti:0%以上、0.150%以下、
Mo:0%以上、1.000%以下、
Cr:0%以上、1.000%以下、
B:0%以上、0.0100%以下、
V:0%以上、1.0000%以下、
Cu:0%以上、1.0000%以下、
Sn:0%以上、1.000%以下、
W:0%以上、1.000%以下、
Ca:0%以上、0.010%以下、および
REM:0%以上、0.300%以下を含有し、
残部がFe及び不純物からなり、
旧オーステナイト粒の平均結晶粒径が10μm超、40μm以下であり、
マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さが1.020未満であることを特徴する。
[2]上記[1]に記載のホットスタンプ成形体は、前記化学組成が、質量%で、
Nb:0.010%以上、0.150%以下、
Ti:0.010%以上、0.150%以下、
Mo:0.005%以上、1.000%以下、
Cr:0.005%以上、1.000%以下、
B:0.0005%以上、0.0100%以下、
V:0.0005%以上、1.0000%以下、
Cu:0.0010%以上、1.0000%以下、
Sn:0.001%以上、1.000%以下、
W:0.001%以上、1.000%以下、
Ca:0.001%以上、0.010%以下、および
REM:0.001%以上、0.300%以下
からなる群のうち1種又は2種以上を含有してもよい。
[3]上記[1]または[2]に記載のホットスタンプ成形体は、表面にめっき層を備えてもよい。
[4]上記[1]~[3]のいずれか一項に記載のホットスタンプ成形体は、一部に軟化領域を有してもよい。
[1]本発明の一態様に係るホットスタンプ成形体は、化学組成が、質量%で
C:0.15%以上、0.70%未満、
Si:0.010%以上、0.50%未満、
Mn:0.010%以上、3.00%未満、
sol.Al:0.0002%以上、3.000%以下、
Ni:3.0%以上、15.0%未満、
P:0.100%以下、
S:0.1000%以下、
N:0.0100%以下、
Nb:0%以上、0.150%以下、
Ti:0%以上、0.150%以下、
Mo:0%以上、1.000%以下、
Cr:0%以上、1.000%以下、
B:0%以上、0.0100%以下、
V:0%以上、1.0000%以下、
Cu:0%以上、1.0000%以下、
Sn:0%以上、1.000%以下、
W:0%以上、1.000%以下、
Ca:0%以上、0.010%以下、および
REM:0%以上、0.300%以下を含有し、
残部がFe及び不純物からなり、
旧オーステナイト粒の平均結晶粒径が10μm超、40μm以下であり、
マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さが1.020未満であることを特徴する。
[2]上記[1]に記載のホットスタンプ成形体は、前記化学組成が、質量%で、
Nb:0.010%以上、0.150%以下、
Ti:0.010%以上、0.150%以下、
Mo:0.005%以上、1.000%以下、
Cr:0.005%以上、1.000%以下、
B:0.0005%以上、0.0100%以下、
V:0.0005%以上、1.0000%以下、
Cu:0.0010%以上、1.0000%以下、
Sn:0.001%以上、1.000%以下、
W:0.001%以上、1.000%以下、
Ca:0.001%以上、0.010%以下、および
REM:0.001%以上、0.300%以下
からなる群のうち1種又は2種以上を含有してもよい。
[3]上記[1]または[2]に記載のホットスタンプ成形体は、表面にめっき層を備えてもよい。
[4]上記[1]~[3]のいずれか一項に記載のホットスタンプ成形体は、一部に軟化領域を有してもよい。
本発明に係る上記態様によれば、高硬度であり、且つ耐早期破断特性に優れたホットスタンプ成形体を提供することができる。
以下、本発明の好適な実施形態について詳細に説明する。ただし、本発明は本実施形態に開示の構成のみに制限されることなく、本発明の趣旨を逸脱しない範囲で種々の変更が可能である。以下に記載する数値限定範囲には、下限値および上限値がその範囲に含まれる。「超」、「未満」と示す数値には、その値が数値範囲に含まれない。化学組成についての%は全て質量%を示す。まず、本実施形態に係るホットスタンプ成形体の化学組成の限定理由について説明する。
本実施形態に係るホットスタンプ成形体は、化学組成が、質量%で、C:0.15%以上、0.70%未満、Si:0.010%以上、0.50%未満、Mn:0.010%以上、3.00%未満、sol.Al:0.0002%以上、3.000%以下、Ni:3.0%以上、15.0%未満、P:0.100%以下、S:0.1000%以下、N:0.0100%以下、並びに、残部:Fe及び不純物を含む。以下、各元素について詳細に説明する。
「C:0.15%以上、0.70%未満」
Cは、ホットスタンプ成形体において、自動車部材等に所望される硬度を得るために重要な元素である。C含有量が0.15%未満では、マルテンサイトが軟らかく、所望の硬度を得ることが困難である。そのため、C含有量は0.15%以上とする。C含有量は、好ましくは0.30%以上である。一方、C含有量が0.70%以上では、鋼中に粗大な炭化物が生成し、ホットスタンプ成形体の靭性が低下するので、C含有量は0.70%未満とする。C含有量は、好ましくは0.50%以下である。
Cは、ホットスタンプ成形体において、自動車部材等に所望される硬度を得るために重要な元素である。C含有量が0.15%未満では、マルテンサイトが軟らかく、所望の硬度を得ることが困難である。そのため、C含有量は0.15%以上とする。C含有量は、好ましくは0.30%以上である。一方、C含有量が0.70%以上では、鋼中に粗大な炭化物が生成し、ホットスタンプ成形体の靭性が低下するので、C含有量は0.70%未満とする。C含有量は、好ましくは0.50%以下である。
「Si:0.010%以上、0.50%未満」
Siは、ホットスタンプ成形体の変形能を高めて靭性の向上に寄与する元素である。Si含有量が0.010%未満では変形能が乏しく、ホットスタンプ成形体の靭性が劣化する。そのため、Si含有量は0.010%以上とする。Si含有量を0.50%以上としても上記効果が飽和するため、Si含有量は0.50%未満とする。
Siは、ホットスタンプ成形体の変形能を高めて靭性の向上に寄与する元素である。Si含有量が0.010%未満では変形能が乏しく、ホットスタンプ成形体の靭性が劣化する。そのため、Si含有量は0.010%以上とする。Si含有量を0.50%以上としても上記効果が飽和するため、Si含有量は0.50%未満とする。
「Mn:0.010%以上、3.00%未満」
Mnは、固溶強化によってホットスタンプ成形体の硬度の向上に寄与する元素である。Mn含有量が0.010%未満では固溶強化能が乏しく、マルテンサイトが軟らかくなり、自動車部材等に所望される硬度を得ることが困難となる。そのため、Mn含有量は0.010%以上とする。Mn含有量は、好ましくは0.70%以上である。一方、Mn含有量を3.00%以上とすると、マルテンサイトが脆くなりホットスタンプ成形体の靭性が損なわれるため、Mn含有量は3.00%未満とする。
Mnは、固溶強化によってホットスタンプ成形体の硬度の向上に寄与する元素である。Mn含有量が0.010%未満では固溶強化能が乏しく、マルテンサイトが軟らかくなり、自動車部材等に所望される硬度を得ることが困難となる。そのため、Mn含有量は0.010%以上とする。Mn含有量は、好ましくは0.70%以上である。一方、Mn含有量を3.00%以上とすると、マルテンサイトが脆くなりホットスタンプ成形体の靭性が損なわれるため、Mn含有量は3.00%未満とする。
「sol.Al:0.0002%以上、3.000%以下」
Alは、溶鋼を脱酸して鋼を健全化する(鋼にブローホールなどの欠陥が生じることを抑制する)作用を有する元素である。sol.Al含有量が0.0002%未満では、脱酸が十分でないので、sol.Al含有量は0.0002%以上とする。sol.Al含有量は、好ましくは0.001%以上である。一方、sol.Al含有量を3.000%超とすると、粗大な酸化物が生成してホットスタンプ成形体の靭性が損なわれるため、sol.Al含有量は3.000%以下とする。
なお、本実施形態においてsol.Alとは、酸可溶性Alを意味し、固溶状態で鋼中に存在する固溶Alのことを示す。
Alは、溶鋼を脱酸して鋼を健全化する(鋼にブローホールなどの欠陥が生じることを抑制する)作用を有する元素である。sol.Al含有量が0.0002%未満では、脱酸が十分でないので、sol.Al含有量は0.0002%以上とする。sol.Al含有量は、好ましくは0.001%以上である。一方、sol.Al含有量を3.000%超とすると、粗大な酸化物が生成してホットスタンプ成形体の靭性が損なわれるため、sol.Al含有量は3.000%以下とする。
なお、本実施形態においてsol.Alとは、酸可溶性Alを意味し、固溶状態で鋼中に存在する固溶Alのことを示す。
「Ni:3.0%以上、15.0%未満」
Niは、旧オーステナイト粒を細粒化する効果を持つ元素であるとともに、熱間圧延工程において所望量のグラニュラーベイナイトを得るために必要な元素でもある。Ni含有量が3.0%未満では上記効果が得られないので、Ni含有量は3.0%以上とする。低温での衝撃エネルギーの吸収能を更に高めるために、Ni含有量は、5.0%以上が好ましい。一方、Ni含有量が15.0%以上であると、マルテンサイトが脆くなりホットスタンプ成形体の靭性が損なわれるため、Ni含有量は15.0%未満とする。Ni含有量は、好ましくは12.0%未満である。
Niは、旧オーステナイト粒を細粒化する効果を持つ元素であるとともに、熱間圧延工程において所望量のグラニュラーベイナイトを得るために必要な元素でもある。Ni含有量が3.0%未満では上記効果が得られないので、Ni含有量は3.0%以上とする。低温での衝撃エネルギーの吸収能を更に高めるために、Ni含有量は、5.0%以上が好ましい。一方、Ni含有量が15.0%以上であると、マルテンサイトが脆くなりホットスタンプ成形体の靭性が損なわれるため、Ni含有量は15.0%未満とする。Ni含有量は、好ましくは12.0%未満である。
「P:0.100%以下」
Pは、粒界に偏析し、粒界の強度を低減する元素である。P含有量が0.100%を超えると、粒界の強度が著しく低下し、ホットスタンプ成形体の耐水素脆化特性が低下するので、P含有量は0.100%以下とする。P含有量は、好ましくは0.050%以下である。P含有量の下限は特に限定しないが、0.0001%未満に低減すると、脱Pコストが大幅に上昇し、経済的に好ましくないため、実用鋼板上、0.0001%が実質的な下限である。
Pは、粒界に偏析し、粒界の強度を低減する元素である。P含有量が0.100%を超えると、粒界の強度が著しく低下し、ホットスタンプ成形体の耐水素脆化特性が低下するので、P含有量は0.100%以下とする。P含有量は、好ましくは0.050%以下である。P含有量の下限は特に限定しないが、0.0001%未満に低減すると、脱Pコストが大幅に上昇し、経済的に好ましくないため、実用鋼板上、0.0001%が実質的な下限である。
「S:0.1000%以下」
Sは、鋼中に介在物を形成する元素である。S含有量が0.1000%を超えると、鋼中に介在物が生成してホットスタンプ成形体の耐水素脆化特性が低下するので、S含有量は0.1000%以下とする。S含有量は、好ましくは0.0050%以下である。S含有量の下限は特に限定しないが、0.0015%未満に低減すると、脱Sコストが大幅に上昇し、経済的に好ましくないため、実用鋼板上、0.0015%が実質的な下限である。
Sは、鋼中に介在物を形成する元素である。S含有量が0.1000%を超えると、鋼中に介在物が生成してホットスタンプ成形体の耐水素脆化特性が低下するので、S含有量は0.1000%以下とする。S含有量は、好ましくは0.0050%以下である。S含有量の下限は特に限定しないが、0.0015%未満に低減すると、脱Sコストが大幅に上昇し、経済的に好ましくないため、実用鋼板上、0.0015%が実質的な下限である。
「N:0.0100%以下」
Nは、不純物元素であり、窒化物を形成してホットスタンプ成形体の曲げ性を低下させる元素である。N含有量が0.0100%を超えると、鋼中に粗大な窒化物が生成し、ホットスタンプ成形体の曲げ性が著しく低下するので、N含有量は0.0100%以下とする。N含有量は、好ましくは0.0075%以下である。N含有量の下限は特に限定しないが、0.0001%未満に低減すると、脱Nコストが大幅に上昇し、経済的に好ましくないため、実用鋼板上、0.0001%が実質的な下限である。
Nは、不純物元素であり、窒化物を形成してホットスタンプ成形体の曲げ性を低下させる元素である。N含有量が0.0100%を超えると、鋼中に粗大な窒化物が生成し、ホットスタンプ成形体の曲げ性が著しく低下するので、N含有量は0.0100%以下とする。N含有量は、好ましくは0.0075%以下である。N含有量の下限は特に限定しないが、0.0001%未満に低減すると、脱Nコストが大幅に上昇し、経済的に好ましくないため、実用鋼板上、0.0001%が実質的な下限である。
本実施形態に係るホットスタンプ成形体の化学組成の残部は、Fe及び不純物である。不純物としては、鋼原料もしくはスクラップからおよび/または製鋼過程で不可避的に混入し、本実施形態に係るホットスタンプ成形体の特性を阻害しない範囲で許容される元素が例示される。
本実施形態に係るホットスタンプ成形体は、任意元素として、以下の元素を含有してもよい。以下の任意元素を含有しない場合の含有量は0%である。
本実施形態に係るホットスタンプ成形体は、任意元素として、以下の元素を含有してもよい。以下の任意元素を含有しない場合の含有量は0%である。
「Nb:0%以上、0.150%以下」
Nbは、固溶強化によってホットスタンプ成形体の硬度の向上に寄与する元素であるため、必要に応じて含有させても良い。Nbを含有させる場合、0.010%未満ではNb含有による十分な効果が得られないので、0.010%以上含有させることが好ましい。Nb含有量は、より好ましくは0.035%以上である。一方、Nb含有量を0.150%超としても上記効果は飽和するので、Nb含有量は0.150%以下とする。Nb含有量は、好ましくは0.120%以下である。
Nbは、固溶強化によってホットスタンプ成形体の硬度の向上に寄与する元素であるため、必要に応じて含有させても良い。Nbを含有させる場合、0.010%未満ではNb含有による十分な効果が得られないので、0.010%以上含有させることが好ましい。Nb含有量は、より好ましくは0.035%以上である。一方、Nb含有量を0.150%超としても上記効果は飽和するので、Nb含有量は0.150%以下とする。Nb含有量は、好ましくは0.120%以下である。
「Ti:0%以上、0.150%以下」
Tiは、固溶強化によりホットスタンプ成形体の硬度の向上に寄与する元素であるため、必要に応じて含有させても良い。Tiを含有させる場合、0.010%未満ではTi含有による十分な効果が得られないので、Ti含有量は0.010%以上とすることが好ましい。Ti含有量は、より好ましくは0.020%以上である。一方、Ti含有量を0.150%超としても上記効果は飽和するので、Ti含有量は0.150%以下とする。Ti含有量は、好ましくは0.120%以下である。
Tiは、固溶強化によりホットスタンプ成形体の硬度の向上に寄与する元素であるため、必要に応じて含有させても良い。Tiを含有させる場合、0.010%未満ではTi含有による十分な効果が得られないので、Ti含有量は0.010%以上とすることが好ましい。Ti含有量は、より好ましくは0.020%以上である。一方、Ti含有量を0.150%超としても上記効果は飽和するので、Ti含有量は0.150%以下とする。Ti含有量は、好ましくは0.120%以下である。
「Mo:0%以上、1.000%以下」
Moは、固溶強化によりホットスタンプ成形体の硬度の向上に寄与する元素であるため、必要に応じて含有させても良い。Moを含有させる場合、0.005%未満ではMo含有による十分な効果が得られないので、Mo含有量は0.005%以上とすることが好ましい。Mo含有量は、より好ましくは0.010%以上である。一方、Mo含有量を1.000%超としても上記効果は飽和するため、Mo含有量は1.000%以下とする。Mo含有量は、好ましくは0.800%以下である。
Moは、固溶強化によりホットスタンプ成形体の硬度の向上に寄与する元素であるため、必要に応じて含有させても良い。Moを含有させる場合、0.005%未満ではMo含有による十分な効果が得られないので、Mo含有量は0.005%以上とすることが好ましい。Mo含有量は、より好ましくは0.010%以上である。一方、Mo含有量を1.000%超としても上記効果は飽和するため、Mo含有量は1.000%以下とする。Mo含有量は、好ましくは0.800%以下である。
「Cr:0%以上、1.000%以下」
Crは、固溶強化によりホットスタンプ成形体の硬度の向上に寄与する元素であるため、必要に応じて含有させても良い。Crを含有させる場合、Cr含有量が0.005%未満ではCr含有による十分な効果が得られないので、Cr含有量は0.005%以上とすることが好ましい。Cr含有量は、より好ましくは0.010%以上である。一方、Cr含有量を1.000%超としても上記効果は飽和するため、Cr含有量は1.000%以下とする。Cr含有量は、好ましくは0.800%以下である。
Crは、固溶強化によりホットスタンプ成形体の硬度の向上に寄与する元素であるため、必要に応じて含有させても良い。Crを含有させる場合、Cr含有量が0.005%未満ではCr含有による十分な効果が得られないので、Cr含有量は0.005%以上とすることが好ましい。Cr含有量は、より好ましくは0.010%以上である。一方、Cr含有量を1.000%超としても上記効果は飽和するため、Cr含有量は1.000%以下とする。Cr含有量は、好ましくは0.800%以下である。
「B:0%以上、0.0100%以下」
Bは、粒界に偏析して粒界の強度を向上させる元素であるため、必要に応じて含有させても良い。Bを含有させる場合、B含有量が0.0005%未満ではB含有による十分な効果が得られないので、B含有量は0.0005%以上とすることが好ましい。B含有量は、より好ましくは0.0010%以上である。一方、B含有量を0.0100%超としても上記効果は飽和するため、B含有量は0.0100%以下とする。B含有量は、好ましくは0.0075%以下である。
Bは、粒界に偏析して粒界の強度を向上させる元素であるため、必要に応じて含有させても良い。Bを含有させる場合、B含有量が0.0005%未満ではB含有による十分な効果が得られないので、B含有量は0.0005%以上とすることが好ましい。B含有量は、より好ましくは0.0010%以上である。一方、B含有量を0.0100%超としても上記効果は飽和するため、B含有量は0.0100%以下とする。B含有量は、好ましくは0.0075%以下である。
「V:0%以上、1.0000%以下」
Vは、固溶強化によりホットスタンプ成形体の硬度の向上に寄与する元素であるため、必要に応じて含有させても良い。Vを含有させる場合、V含有量が0.0005%未満では、V含有による十分な効果が得られないので、V含有量は0.0005%以上とすることが好ましい。V含有量は、より好ましくは0.0100%以上である。一方、V含有量を1.0000%超としても上記効果は飽和するため、V含有量は1.0000%以下とする。V含有量は、好ましくは0.8000%以下である。
Vは、固溶強化によりホットスタンプ成形体の硬度の向上に寄与する元素であるため、必要に応じて含有させても良い。Vを含有させる場合、V含有量が0.0005%未満では、V含有による十分な効果が得られないので、V含有量は0.0005%以上とすることが好ましい。V含有量は、より好ましくは0.0100%以上である。一方、V含有量を1.0000%超としても上記効果は飽和するため、V含有量は1.0000%以下とする。V含有量は、好ましくは0.8000%以下である。
「Cu:0%以上、1.0000%以下」
Cuは、固溶強化によりホットスタンプ成形体の硬度の向上に寄与する元素であるため、必要に応じて含有させても良い。Cuを含有させる場合、Cu含有量が0.0010%未満ではCu含有による十分な効果が得られないので、Cu含有量は0.0010%以上とすることが好ましい。Cu含有量は、より好ましくは0.0100%以上である。一方、Cu含有量を1.0000%超としても上記効果は飽和するため、Cu含有量は1.0000%以下とする。Cu含有量は、好ましくは0.8000%以下である。
Cuは、固溶強化によりホットスタンプ成形体の硬度の向上に寄与する元素であるため、必要に応じて含有させても良い。Cuを含有させる場合、Cu含有量が0.0010%未満ではCu含有による十分な効果が得られないので、Cu含有量は0.0010%以上とすることが好ましい。Cu含有量は、より好ましくは0.0100%以上である。一方、Cu含有量を1.0000%超としても上記効果は飽和するため、Cu含有量は1.0000%以下とする。Cu含有量は、好ましくは0.8000%以下である。
「Sn:0%以上、1.000%以下」
Snは、溶鋼を脱酸して鋼を健全化する作用を持つ元素であるため、1.000%を上限として含有させてもよい。上記効果を確実に発揮させるためには、Sn含有量を0.001%以上とすることが好ましい。
Snは、溶鋼を脱酸して鋼を健全化する作用を持つ元素であるため、1.000%を上限として含有させてもよい。上記効果を確実に発揮させるためには、Sn含有量を0.001%以上とすることが好ましい。
「W:0%以上、1.000%以下」
Wは、溶鋼を脱酸して鋼を健全化する作用を持つ元素であるため、1.000%を上限として含有させてもよい。上記効果を確実に発揮させるためには、W含有量を0.001%以上とすることが好ましい。
Wは、溶鋼を脱酸して鋼を健全化する作用を持つ元素であるため、1.000%を上限として含有させてもよい。上記効果を確実に発揮させるためには、W含有量を0.001%以上とすることが好ましい。
「Ca:0%以上、0.010%以下」
Caは、溶鋼を脱酸して鋼を健全化する作用を持つ元素であるため、0.010%を上限として含有させてもよい。上記効果を確実に発揮させるためには、Ca含有量を0.001%以上とすることが好ましい。
Caは、溶鋼を脱酸して鋼を健全化する作用を持つ元素であるため、0.010%を上限として含有させてもよい。上記効果を確実に発揮させるためには、Ca含有量を0.001%以上とすることが好ましい。
「REM:0%以上、0.300%以下」
REMは、溶鋼を脱酸して鋼を健全化する作用を持つ元素であるため、0.300%を上限として含有させてもよい。上記効果を確実に発揮させるためには、REM含有量を0.001%以上とすることが好ましい。
なお、本実施形態においてREMは、Sc、Yおよびランタノイドからなる合計17元素の総称であり、REMの含有量は上記元素の合計量を意味する。REMは、ミッシュメタルにより含有させる場合が多いが、LaおよびCeの他にランタノイド系列の元素を複合で含有させる場合がある。LaおよびCeの他にランタノイド系列の元素を複合で含有させる場合であっても、本実施形態に係るホットスタンプ成形体は、その効果を発揮することができる。また、金属LaやCeなどの金属REMを含有させても、本実施形態に係るホットスタンプ成形体は、その効果を発揮することができる。
REMは、溶鋼を脱酸して鋼を健全化する作用を持つ元素であるため、0.300%を上限として含有させてもよい。上記効果を確実に発揮させるためには、REM含有量を0.001%以上とすることが好ましい。
なお、本実施形態においてREMは、Sc、Yおよびランタノイドからなる合計17元素の総称であり、REMの含有量は上記元素の合計量を意味する。REMは、ミッシュメタルにより含有させる場合が多いが、LaおよびCeの他にランタノイド系列の元素を複合で含有させる場合がある。LaおよびCeの他にランタノイド系列の元素を複合で含有させる場合であっても、本実施形態に係るホットスタンプ成形体は、その効果を発揮することができる。また、金属LaやCeなどの金属REMを含有させても、本実施形態に係るホットスタンプ成形体は、その効果を発揮することができる。
上述したホットスタンプ成形体の化学組成は、一般的な分析方法によって測定すればよい。例えば、ICP-AES(Inductively Coupled Plasma-Atomic Emission Spectrometry)を用いて測定すればよい。なお、CおよびSは燃焼-赤外線吸収法を用い、Nは不活性ガス融解-熱伝導度法を用いて測定すればよい。sol.Alは、試料を酸で加熱分解した後の溶解液を用いてICP-AESによって測定すればよい。ホットスタンプ成形体が表面にめっき層を備える場合は、機械研削により表面のめっき層を除去してから、化学組成の分析を行えばよい。
次に、本実施形態に係るホットスタンプ成形体およびこれに適用されるホットスタンプ用鋼板の金属組織について説明する。まず、本実施形態に係るホットスタンプ成形体に適用されるホットスタンプ用鋼板の金属組織について説明する。
[ホットスタンプ用鋼板]
「平均結晶方位差が5°以上の結晶粒界で囲まれた結晶粒の内部に、平均結晶方位差が0.4°以上、3.0°以下である亜結晶粒(グラニュラーベイナイト)を面積率で10%以上含む」
ホットスタンプ用鋼板は、グラニュラーベイナイト(平均結晶方位差が5°以上の結晶粒界で囲まれた結晶粒の内部に存在する、平均結晶方位差が0.4°以上、3.0°以下である亜結晶粒)を面積率で10%以上含む必要がある。熱間圧延工程で生成したグラニュラーベイナイトは、(必要に応じて冷間圧延および)所定の熱処理工程を経てオーステナイトへと変態し、最終的に、ホットスタンプ成形体において所望の金属組織を得ることができる。本発明者らが鋭意研究した結果、グラニュラーベイナイトが面積率で10%未満であると、ホットスタンプ成形体において所望の金属組織が得られないことを知見した。そのため、本実施形態に係るホットスタンプ成形体に適用されるホットスタンプ用鋼板では、グラニュラーベイナイトの面積率を10%以上とする。好ましくは、面積率で15%以上、20%以上、25%以上、30%以上である。上限は特に限定されないが、グラニュラーベイナイトの面積率は95%未満としてもよい。
「平均結晶方位差が5°以上の結晶粒界で囲まれた結晶粒の内部に、平均結晶方位差が0.4°以上、3.0°以下である亜結晶粒(グラニュラーベイナイト)を面積率で10%以上含む」
ホットスタンプ用鋼板は、グラニュラーベイナイト(平均結晶方位差が5°以上の結晶粒界で囲まれた結晶粒の内部に存在する、平均結晶方位差が0.4°以上、3.0°以下である亜結晶粒)を面積率で10%以上含む必要がある。熱間圧延工程で生成したグラニュラーベイナイトは、(必要に応じて冷間圧延および)所定の熱処理工程を経てオーステナイトへと変態し、最終的に、ホットスタンプ成形体において所望の金属組織を得ることができる。本発明者らが鋭意研究した結果、グラニュラーベイナイトが面積率で10%未満であると、ホットスタンプ成形体において所望の金属組織が得られないことを知見した。そのため、本実施形態に係るホットスタンプ成形体に適用されるホットスタンプ用鋼板では、グラニュラーベイナイトの面積率を10%以上とする。好ましくは、面積率で15%以上、20%以上、25%以上、30%以上である。上限は特に限定されないが、グラニュラーベイナイトの面積率は95%未満としてもよい。
金属組織の残部は特に限定されないが、通常は、フェライト、上部ベイナイト、下部ベイナイト、マルテンサイト、焼き戻しマルテンサイト、残留オーステナイトの他、鉄系炭化物および合金炭化物の1種または2種以上である。本実施形態に係るホットスタンプ成形体に適用されるホットスタンプ用鋼板では、これらの金属組織が5%超、90%以下含まれていてもよい。
次に、グラニュラーベイナイトの面積率の測定方法について説明する。
ホットスタンプ用鋼板の端面から50mm以上離れた位置から、表面に垂直な断面(板厚断面)が観察できるようにサンプルを切り出す。サンプルは、測定装置にもよるが、圧延方向に10mm程度観察できる大きさとする。切り出したサンプルについて、板厚1/2位置を、0.2μmの測定間隔でEBSD解析して結晶方位情報を得る。ここで、EBSD解析は、サーマル電界放射型走査電子顕微鏡(JEOL製JSM-7001F)とEBSD検出器(TSL製DVC5型検出器)とで構成された装置を用いて、200~300点/秒の解析速度で実施する。
ホットスタンプ用鋼板の端面から50mm以上離れた位置から、表面に垂直な断面(板厚断面)が観察できるようにサンプルを切り出す。サンプルは、測定装置にもよるが、圧延方向に10mm程度観察できる大きさとする。切り出したサンプルについて、板厚1/2位置を、0.2μmの測定間隔でEBSD解析して結晶方位情報を得る。ここで、EBSD解析は、サーマル電界放射型走査電子顕微鏡(JEOL製JSM-7001F)とEBSD検出器(TSL製DVC5型検出器)とで構成された装置を用いて、200~300点/秒の解析速度で実施する。
グラニュラーベイナイトの面積率は、例えば、EBSD解析装置に付属のソフトウェア「OIM Analysis(登録商標)」に搭載された「Grain Average Misorientation」機能を用いれば、簡便に算出することが可能である。この機能では、体心構造を持つ結晶粒について、隣接する測定点間の方位差を算出した後、結晶粒内の全ての測定点について平均値を求めることが可能である。得られた結晶方位情報に対して、平均結晶方位差が5°以上の粒界で囲まれた領域を結晶粒と定義し、「Grain Average
Misorientation」機能により、結晶粒内の平均結晶方位差が0.4°以上、3.0°以下である領域(亜結晶粒)の面積率を算出することで、グラニュラーベイナイトの面積率を得ることができる。
Misorientation」機能により、結晶粒内の平均結晶方位差が0.4°以上、3.0°以下である領域(亜結晶粒)の面積率を算出することで、グラニュラーベイナイトの面積率を得ることができる。
「平均結晶方位差が0.4°以上、3.0°以下である粒界の長さおよび平均結晶方位差が3.0°超の粒界の長さの合計の長さに対する、前記平均結晶方位差が0.4°以上、3.0°以下の前記粒界の長さの割合が60%以上」
本実施形態に係るホットスタンプ成形体に適用されるホットスタンプ用鋼板では、平均結晶方位差が0.4°以上、3.0°以下である粒界の長さおよび平均結晶方位差が3.0°超の粒界の長さの合計の長さに対して、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さの割合が60%以上である。平均結晶方位差が0.4°以上、3.0°以下である粒界の長さおよび平均結晶方位差が3.0°超の粒界の長さの合計の長さに対して、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さの割合が60%未満であると、ホットスタンプ成形体において所望の金属組織が得られない。上記粒界の長さの割合は、好ましくは、70%以上、または80%以上である。上限は特に限定されないが、95%未満としてもよい。
本実施形態に係るホットスタンプ成形体に適用されるホットスタンプ用鋼板では、平均結晶方位差が0.4°以上、3.0°以下である粒界の長さおよび平均結晶方位差が3.0°超の粒界の長さの合計の長さに対して、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さの割合が60%以上である。平均結晶方位差が0.4°以上、3.0°以下である粒界の長さおよび平均結晶方位差が3.0°超の粒界の長さの合計の長さに対して、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さの割合が60%未満であると、ホットスタンプ成形体において所望の金属組織が得られない。上記粒界の長さの割合は、好ましくは、70%以上、または80%以上である。上限は特に限定されないが、95%未満としてもよい。
次に、平均結晶方位差が0.4°以上、3.0°以下である粒界の長さおよび平均結晶方位差が3.0°超の粒界の長さの合計の長さに対する、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さの割合の測定方法について説明する。
まず、ホットスタンプ用鋼板の端面から50mm以上離れた位置から、表面に垂直な断面(板厚断面)が観察できるようにサンプルを切り出す。サンプルは、測定装置にもよるが、圧延方向に10mm程度観察できる大きさとする。切り出したサンプルの断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度1~6μmのダイヤモンドパウダーをアルコール等の希釈液および純水に分散させた液体を使用して鏡面に仕上げる。次に、室温においてアルカリ性溶液を含まないコロイダルシリカを用いて8分間研磨し、サンプルの表層に導入されたひずみを除去する。サンプル断面の長手方向の任意の位置において、長さ50μm、鋼板の表面から深さ50μmまでの領域を、0.1μmの測定間隔で電子後方散乱回折法により測定して結晶方位情報を得る。測定には、サーマル電界放射型走査電子顕微鏡(JEOL製JSM-7001F)とEBSD検出器(TSL製DVC5型検出器)とで構成された装置を用いる。この際、装置内の真空度は9.6×10-5Pa以下、加速電圧は15kV、照射電流レベルは13、電子線の照射時間は0.01秒/点とする。得られた結晶方位情報をEBSD解析装置に付属のソフトウェア「OIM Analysis(登録商標)」に搭載された「Image Quality」機能を用いて、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さと、平均結晶方位差が3.0°超の粒界の長さの合計の長さに対する、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さの割合を算出する。この機能では、体心構造を持つ結晶粒の粒界について、任意の回転角を持つ粒界の合計の長さを算出することができる。測定領域に含まれる全ての結晶粒について、これらの粒界の合計の長さを算出し、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さおよび平均結晶方位差が3.0°超の粒界の長さの合計の長さに対する、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さの割合を算出する。
まず、ホットスタンプ用鋼板の端面から50mm以上離れた位置から、表面に垂直な断面(板厚断面)が観察できるようにサンプルを切り出す。サンプルは、測定装置にもよるが、圧延方向に10mm程度観察できる大きさとする。切り出したサンプルの断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度1~6μmのダイヤモンドパウダーをアルコール等の希釈液および純水に分散させた液体を使用して鏡面に仕上げる。次に、室温においてアルカリ性溶液を含まないコロイダルシリカを用いて8分間研磨し、サンプルの表層に導入されたひずみを除去する。サンプル断面の長手方向の任意の位置において、長さ50μm、鋼板の表面から深さ50μmまでの領域を、0.1μmの測定間隔で電子後方散乱回折法により測定して結晶方位情報を得る。測定には、サーマル電界放射型走査電子顕微鏡(JEOL製JSM-7001F)とEBSD検出器(TSL製DVC5型検出器)とで構成された装置を用いる。この際、装置内の真空度は9.6×10-5Pa以下、加速電圧は15kV、照射電流レベルは13、電子線の照射時間は0.01秒/点とする。得られた結晶方位情報をEBSD解析装置に付属のソフトウェア「OIM Analysis(登録商標)」に搭載された「Image Quality」機能を用いて、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さと、平均結晶方位差が3.0°超の粒界の長さの合計の長さに対する、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さの割合を算出する。この機能では、体心構造を持つ結晶粒の粒界について、任意の回転角を持つ粒界の合計の長さを算出することができる。測定領域に含まれる全ての結晶粒について、これらの粒界の合計の長さを算出し、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さおよび平均結晶方位差が3.0°超の粒界の長さの合計の長さに対する、平均結晶方位差が0.4°以上、3.0°以下の粒界の長さの割合を算出する。
また、本実施形態に係るホットスタンプ成形体に適用するホットスタンプ用鋼板の板厚は特に限定しないが、車体軽量化等の観点から、0.5~3.5mmとすることが好ましい。
次に、本実施形態に係るホットスタンプ成形体の金属組織について説明する。
「旧オーステナイト粒の平均結晶粒径が10μm超、40μm以下」
マルテンサイト変態前のオーステナイトの平均結晶粒径を10μm超、40μm以下とすることで、マルテンサイト変態後において、マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さを1.020未満とすることができる。その結果、ホットスタンプ成形体の早期破断を抑制することができる。そのため、本実施形態に係るホットスタンプ成形体では、旧オーステナイト粒の平均結晶粒径を10μm超、40μm以下とする。旧オーステナイト粒の平均結晶粒径は、15μm以上、または20μm以上が好ましい。また、旧オーステナイト粒の平均結晶粒径は、35μm以下、または30μm以下が好ましい。
マルテンサイト変態前のオーステナイトの平均結晶粒径を10μm超、40μm以下とすることで、マルテンサイト変態後において、マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さを1.020未満とすることができる。その結果、ホットスタンプ成形体の早期破断を抑制することができる。そのため、本実施形態に係るホットスタンプ成形体では、旧オーステナイト粒の平均結晶粒径を10μm超、40μm以下とする。旧オーステナイト粒の平均結晶粒径は、15μm以上、または20μm以上が好ましい。また、旧オーステナイト粒の平均結晶粒径は、35μm以下、または30μm以下が好ましい。
「マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さが1.020未満」
マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さが1.020以上であると、ホットスタンプ成形体の早期破断を抑制することができない。そのため、本実施形態に係るホットスタンプ成形体では、マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さを1.020未満とする。長軸長さ/短軸長さは、1.015以下が好ましい。炭素の固溶強化による強度確保の観点から、下限を1.001としてもよい。
マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さが1.020以上であると、ホットスタンプ成形体の早期破断を抑制することができない。そのため、本実施形態に係るホットスタンプ成形体では、マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さを1.020未満とする。長軸長さ/短軸長さは、1.015以下が好ましい。炭素の固溶強化による強度確保の観点から、下限を1.001としてもよい。
本実施形態に係るホットスタンプ成形体の金属組織は、マルテンサイト、焼き戻しマルテンサイト、上部ベイナイト、下部ベイナイトのように体心構造を持つ結晶粒が主体であればよい。体心構造とは、結晶構造が体心立方構造、体心正方構造等のものを総称した用語である。なお、結晶粒が「主体である」とは、金属組織においてその結晶粒が面積率で80%以上であることをいう。残部組織は、20%以下のパーライト、フェライトの1種または2種以上である。
次に、旧オーステナイト粒の平均結晶粒径の測定方法について説明する。ホットスタンプ成形体の端面から50mm以上離れた位置(この位置から採取できない場合は、端部を除いた任意の位置)から、表面に垂直な断面(板厚断面)が観察できるようにサンプルを切り出す。サンプルは、測定装置にもよるが、圧延方向に10mm程度観察できる大きさとする。切り出したサンプルについて、板厚1/2位置を、0.1μmの測定間隔でEBSD解析して結晶方位情報を得る。ここでEBSD解析は、サーマル電界放射型走査電子顕微鏡(JEOL製JSM-7001F)とEBSD検出器(TSL製DVC5型検出器)とで構成された装置を用い、200~300点/秒の解析速度で実施する。得られた結晶方位情報を用いて、一般的な旧オーステナイト粒と変態後の体心構造を持つ結晶粒との結晶方位関係から、旧オーステナイト粒の結晶方位を計算し、旧オーステナイト粒の平均結晶粒径を算出すればよい。旧オーステナイト粒の結晶方位を計算する方法は特に限定しないが、例えば、非特許文献1に記載の方法で旧オーステナイト粒の結晶方位マップを作成し、作成した結晶方位マップから、切片法により旧オーステナイト粒の平均結晶粒径を算出すればよい。
マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さは以下の方法により得る。
ホットスタンプ成形体の端面から50mm以上離れた位置(この位置から採取できない場合は、端部を除いた任意の位置)からサンプルを採取し、表面から板厚方向1/4深さまで面削し、X線回折測定に供する。X線回折装置はRigaku社製のRINT2000を用い、X線源としてCoのKα線を用いる。測定角度2θは10°~130°とし、測定間隔は0.02°とし、各2θにおけるピーク強度のプロファイルを得る。得られたプロファイルをリートベルト解析によりプロファイルフィッティングし、マルテンサイト結晶粒の結晶格子の長軸の長さと短軸に長さとの比を算出することで、長軸長さ/短軸長さを得る。
ホットスタンプ成形体の端面から50mm以上離れた位置(この位置から採取できない場合は、端部を除いた任意の位置)からサンプルを採取し、表面から板厚方向1/4深さまで面削し、X線回折測定に供する。X線回折装置はRigaku社製のRINT2000を用い、X線源としてCoのKα線を用いる。測定角度2θは10°~130°とし、測定間隔は0.02°とし、各2θにおけるピーク強度のプロファイルを得る。得られたプロファイルをリートベルト解析によりプロファイルフィッティングし、マルテンサイト結晶粒の結晶格子の長軸の長さと短軸に長さとの比を算出することで、長軸長さ/短軸長さを得る。
「めっき層」
本実施形態では、ホットスタンプ成形体の表面に、耐食性の向上等を目的として、めっき層が形成されていてもよい。めっき層は、電気めっき層及び溶融めっき層のいずれでもよい。電気めっき層は、例えば、電気亜鉛めっき層、電気Zn-Ni合金めっき層等を含む。溶融めっき層は、例えば、溶融亜鉛めっき層、合金化溶融亜鉛めっき層、溶融アルミニウムめっき層、溶融Zn-Al合金めっき層、溶融Zn-Al-Mg合金めっき層、溶融Zn-Al-Mg-Si合金めっき層等を含む。めっき層の付着量は、特に制限されず一般的な付着量でよい。
本実施形態では、ホットスタンプ成形体の表面に、耐食性の向上等を目的として、めっき層が形成されていてもよい。めっき層は、電気めっき層及び溶融めっき層のいずれでもよい。電気めっき層は、例えば、電気亜鉛めっき層、電気Zn-Ni合金めっき層等を含む。溶融めっき層は、例えば、溶融亜鉛めっき層、合金化溶融亜鉛めっき層、溶融アルミニウムめっき層、溶融Zn-Al合金めっき層、溶融Zn-Al-Mg合金めっき層、溶融Zn-Al-Mg-Si合金めっき層等を含む。めっき層の付着量は、特に制限されず一般的な付着量でよい。
「軟化領域」
本実施形態に係るホットスタンプ成形体は、一部に軟化領域が形成されていてもよい。軟化領域では溶接性が向上する。例えば、ホットスタンプ成形体の端部を軟化した後にスポット溶接を行えば、軟化した端部とその端部のうちのスポット溶接部との強度差を小さくすることができるため、両者の界面からの破壊を抑制することができる。また、例えば、自動車の高強度部材にホットスタンプ成形体を適用する場合、高強度部材の一部に軟化領域を設けることで、衝突時における当該高強度部材の破壊、変形モードを制御することができる。軟化領域を形成させるためには、例えば、ホットスタンプ用鋼板をホットスタンプ成形体に成形した後に、レーザー照射により、ホットスタンプ成形体の一部の強度を低下させればよい。なお、レーザー照射は軟化手段である熱処理の一例であり、軟化手段は特に限定されない。他の手段として、例えば、ホットスタンプ成形体の一部を焼き戻すことにより、軟化領域を形成してもよい。
本実施形態に係るホットスタンプ成形体は、一部に軟化領域が形成されていてもよい。軟化領域では溶接性が向上する。例えば、ホットスタンプ成形体の端部を軟化した後にスポット溶接を行えば、軟化した端部とその端部のうちのスポット溶接部との強度差を小さくすることができるため、両者の界面からの破壊を抑制することができる。また、例えば、自動車の高強度部材にホットスタンプ成形体を適用する場合、高強度部材の一部に軟化領域を設けることで、衝突時における当該高強度部材の破壊、変形モードを制御することができる。軟化領域を形成させるためには、例えば、ホットスタンプ用鋼板をホットスタンプ成形体に成形した後に、レーザー照射により、ホットスタンプ成形体の一部の強度を低下させればよい。なお、レーザー照射は軟化手段である熱処理の一例であり、軟化手段は特に限定されない。他の手段として、例えば、ホットスタンプ成形体の一部を焼き戻すことにより、軟化領域を形成してもよい。
次に、本実施形態に係るホットスタンプ成形体を得るための好適な製造方法について説明する。
本実施形態に係るホットスタンプ成形体に適用するホットスタンプ用鋼板の製造方法では、上述の化学組成を有する鋼片を熱間圧延に供し、800℃以上の温度で熱間圧延を終了し、500℃以上、770℃以下の温度で巻取り、巻取り中の熱延鋼板の650℃から400℃までの温度域における平均冷却速度を50℃/s以下とすることが好ましい。
本実施形態に係るホットスタンプ成形体に適用するホットスタンプ用鋼板の製造方法では、上述の化学組成を有する鋼片を熱間圧延に供し、800℃以上の温度で熱間圧延を終了し、500℃以上、770℃以下の温度で巻取り、巻取り中の熱延鋼板の650℃から400℃までの温度域における平均冷却速度を50℃/s以下とすることが好ましい。
熱間圧延に供する鋼片(鋼材)は、常法で製造した鋼片であればよく、例えば、連続鋳造スラブ、薄スラブキャスターなどの一般的な方法で製造した鋼片であればよい。
「熱間圧延終了温度を800℃以上とする」
所望の量のグラニュラーベイナイトを得るためには、変態前のオーステナイトの再結晶率、すなわち転位密度を制御することが効果的である。オーステナイトの再結晶が促進され過ぎると、オーステナイト中の転位密度が減少してしまい、所望量のグラニュラーベイナイトを得ることができない。一方、再結晶が不十分であっても、オーステナイト中の転位密度が増加し過ぎて、グラニュラーベイナイトへの変態が起こらなくなる。本発明者らが鋭意検討した結果、本発明者らは、熱間圧延終了温度が800℃以上であれば、オーステナイトの再結晶が適度に進み、結果として、グラニュラーベイナイトへの変態が起こりやすい転位密度に制御できることを見出した。熱間圧延終了温度が800℃未満では、オーステナイトの再結晶が起こらず、所望量のグラニュラーベイナイトを得ることができない場合がある。そのため、熱間圧延終了温度は800℃以上とすることが好ましい。好ましくは820℃以上である。また、本実施形態で規定する化学組成を有する鋼では、再結晶が過促進されることは考え難いため、熱間圧延終了温度の上限は特に規定しないが、通常は1050℃である。
所望の量のグラニュラーベイナイトを得るためには、変態前のオーステナイトの再結晶率、すなわち転位密度を制御することが効果的である。オーステナイトの再結晶が促進され過ぎると、オーステナイト中の転位密度が減少してしまい、所望量のグラニュラーベイナイトを得ることができない。一方、再結晶が不十分であっても、オーステナイト中の転位密度が増加し過ぎて、グラニュラーベイナイトへの変態が起こらなくなる。本発明者らが鋭意検討した結果、本発明者らは、熱間圧延終了温度が800℃以上であれば、オーステナイトの再結晶が適度に進み、結果として、グラニュラーベイナイトへの変態が起こりやすい転位密度に制御できることを見出した。熱間圧延終了温度が800℃未満では、オーステナイトの再結晶が起こらず、所望量のグラニュラーベイナイトを得ることができない場合がある。そのため、熱間圧延終了温度は800℃以上とすることが好ましい。好ましくは820℃以上である。また、本実施形態で規定する化学組成を有する鋼では、再結晶が過促進されることは考え難いため、熱間圧延終了温度の上限は特に規定しないが、通常は1050℃である。
「500℃以上、770℃以下の温度で巻取り、巻取り中の熱延鋼板の650℃から400℃までの温度域における平均冷却速度を50℃/s以下とする」
巻取りは500℃以上、770℃以下で開始し、巻取り中の熱延鋼板の650℃から400℃までの温度域における平均冷却速度を50℃/s以下に制御することが好ましい。770℃超の温度で巻取りを開始すると、オーステナイトからベイニティックフェライトへの変態が起こらない場合があるため、巻取り温度は770℃以下とすることが好ましい。巻取り温度が500℃ではグラニュラーベイナイトの生成が起こらない場合があるため、巻取り温度は500℃以上とする。巻取り温度は、560℃以上とすることが好ましい。
巻取りは500℃以上、770℃以下で開始し、巻取り中の熱延鋼板の650℃から400℃までの温度域における平均冷却速度を50℃/s以下に制御することが好ましい。770℃超の温度で巻取りを開始すると、オーステナイトからベイニティックフェライトへの変態が起こらない場合があるため、巻取り温度は770℃以下とすることが好ましい。巻取り温度が500℃ではグラニュラーベイナイトの生成が起こらない場合があるため、巻取り温度は500℃以上とする。巻取り温度は、560℃以上とすることが好ましい。
巻取り中の熱延鋼板の650℃から400℃までの温度域を50℃/s以下の平均冷却速度で冷却することが好ましい。650℃から400℃までの温度域で上述した平均冷却速度で冷却することにより、Ni含有の効果によりベイニティックフェライト間の粒界が回復して亜粒界が形成され、所望量のグラニュラーベイナイトを得ることができる。すなわち、熱間圧延工程において、所望量のグラニュラーベイナイトを生成させることができる。一方、上記温度範囲における平均冷却速度が50℃/sを超えると、ベイニティックフェライト間の粒界が回復して亜粒界を形成できない場合がある。そのため、上記温度範囲における平均冷却速度は50℃/s以下とすることが好ましい。亜粒界の形成を促進させるためには冷却速度は遅い程好ましいため、上記温度範囲における平均冷却速度は30℃/s以下、20℃/s以下とすることが好ましい。上記温度範囲における平均冷却速度の下限は特に限定しないが、通常の実操業上、下限は0.1℃/sである。なお、巻取り中の平均冷却速度は、高温測定用赤外線放射温度計を用いて、巻取り中の熱延コイルの長手方向の中央部の温度を測定して算出する。
熱間圧延工程で巻取った熱延鋼板を巻戻して酸洗し、更に冷間圧延を施してもよい。酸洗で熱延鋼板表面の酸化物を除去して冷間圧延に供することで、引張強度の向上、化成処理性の向上、めっき性の向上等を図ることができる。なお、酸洗は、一回でもよいし、複数回に分けて行ってもよい。冷間圧延は、通常の累積圧下率、例えば、累積圧下率30~90%で行う冷間圧延とすればよいが、この累積圧下率に限定されない。熱延鋼板及び冷延鋼板には、熱間圧延及び冷間圧延されたままのもの以外にも、熱延鋼板又は冷延鋼板に通常の条件で再結晶焼鈍を施した鋼板や、通常の条件で調質圧延を施した鋼板も含まれる。
表面にめっきを付与する場合、めっきの条件は特に限定されず、通常の条件でよい。熱延鋼板、冷延鋼板、又は冷延鋼板に再結晶焼鈍及び/又は調質圧延を施した鋼板に、必要に応じ、通常のめっき条件でめっきを施すとよい。例えば、めっきとしては、電気めっき及び溶融めっきが挙げられ、電気めっきとしては、電気亜鉛めっき、電気Zn-Ni合金めっき、溶融めっきとしては、溶融亜鉛めっき、合金化溶融亜鉛めっき、溶融アルミニウムめっき、溶融Zn-Al合金めっき、溶融Zn-Al-Mg合金めっき、溶融Zn-Al-Mg-Si合金めっき等が挙げられる。
以上の製造方法により、本実施形態に係るホットスタンプ成形体に適用するホットスタンプ用鋼板を得る。
「100℃/s未満の平均加熱速度で800℃以上の保持温度まで加熱した後、保持し、加熱開始から成形までの経過時間が300秒以下になるようにホットスタンプを施して、400℃以下の温度域まで冷却する」
本実施形態に係るホットスタンプ成形体の製造方法では、上述したホットスタンプ用鋼板を、平均加熱速度100℃/s未満で800℃以上の温度まで加熱した後、保持し、加熱開始から成形までの経過時間が300秒以下になるようにホットスタンプを施した後、400℃以下の温度域まで冷却することが好ましい。保持温度を800℃以上とすることで、熱間圧延工程で生成したグラニュラーベイナイトからオーステナイトへの変態を十分に促進でき、マルテンサイトの結晶粒界を好ましい形態に制御することができる。そのため、保持温度は800℃以上にすることが好ましい。保持時間は、加熱開始から成形開始までの経過時間が所定の範囲内になるように設定すればよい。ホットスタンプ後の成形体は400℃以下の温度域まで金型にて冷却することが好ましい。400℃以下の温度域で冷却を停止させると、マルテンサイトの結晶粒界を好ましい形態に制御することができる。800℃以上までの平均加熱速度が100℃/s未満、および加熱開始から成形までの経過時間が300秒以下であると、旧オーステナイト粒の平均結晶粒径を10μm超、40μm以下に制御することができ、結果として、マルテンサイトの結晶粒の長軸長さ/短軸長さを低減することができる。そのため、800℃以上までの平均加熱速度は、100℃/s未満とし、加熱開始から成形までの経過時間を300秒以下とする。800℃以上までの平均加熱速度の下限は、通常の実操業上、0.01℃/sである。なお、ホットスタンプ用鋼板を、860℃以上の保持温度まで加熱することが好ましい。
本実施形態に係るホットスタンプ成形体の製造方法では、上述したホットスタンプ用鋼板を、平均加熱速度100℃/s未満で800℃以上の温度まで加熱した後、保持し、加熱開始から成形までの経過時間が300秒以下になるようにホットスタンプを施した後、400℃以下の温度域まで冷却することが好ましい。保持温度を800℃以上とすることで、熱間圧延工程で生成したグラニュラーベイナイトからオーステナイトへの変態を十分に促進でき、マルテンサイトの結晶粒界を好ましい形態に制御することができる。そのため、保持温度は800℃以上にすることが好ましい。保持時間は、加熱開始から成形開始までの経過時間が所定の範囲内になるように設定すればよい。ホットスタンプ後の成形体は400℃以下の温度域まで金型にて冷却することが好ましい。400℃以下の温度域で冷却を停止させると、マルテンサイトの結晶粒界を好ましい形態に制御することができる。800℃以上までの平均加熱速度が100℃/s未満、および加熱開始から成形までの経過時間が300秒以下であると、旧オーステナイト粒の平均結晶粒径を10μm超、40μm以下に制御することができ、結果として、マルテンサイトの結晶粒の長軸長さ/短軸長さを低減することができる。そのため、800℃以上までの平均加熱速度は、100℃/s未満とし、加熱開始から成形までの経過時間を300秒以下とする。800℃以上までの平均加熱速度の下限は、通常の実操業上、0.01℃/sである。なお、ホットスタンプ用鋼板を、860℃以上の保持温度まで加熱することが好ましい。
「150℃以上、650℃以下で焼き戻す」
強度の調整並びに延性脆性遷移温度および低温靭性の向上を目的として、室温まで冷却したホットスタンプ成形体に150℃~650℃の範囲で焼戻し処理を施してもよい。この場合、例えば、ホットスタンプ成形体の一部のみを焼き戻してもよい。これにより、ホットスタンプ成形体の一部に軟化領域を形成することができ、ホットスタンプ成形体の部位に応じた強度や靭性等の特性を制御することができる。例えば、ホットスタンプ成形体を自動車の高強度部材に適用する場合、高強度部材の一部のみを焼き戻して軟化することにより、衝突時における当該高強度部材の破壊、変形モードを制御することができる。
強度の調整並びに延性脆性遷移温度および低温靭性の向上を目的として、室温まで冷却したホットスタンプ成形体に150℃~650℃の範囲で焼戻し処理を施してもよい。この場合、例えば、ホットスタンプ成形体の一部のみを焼き戻してもよい。これにより、ホットスタンプ成形体の一部に軟化領域を形成することができ、ホットスタンプ成形体の部位に応じた強度や靭性等の特性を制御することができる。例えば、ホットスタンプ成形体を自動車の高強度部材に適用する場合、高強度部材の一部のみを焼き戻して軟化することにより、衝突時における当該高強度部材の破壊、変形モードを制御することができる。
次に、本発明の実施例について説明する。なお、実施例での条件は、本発明の実施可能性及び効果を確認するために採用した一条件例であり、本発明は、この一条件例に限定されるものではない。本発明は、本発明の要旨を逸脱せず、本発明の目的を達成する限りにおいて、種々の条件を採用し得るものである。
表1~3に示す化学組成の溶鋼を鋳造して製造した鋼片に、表4~6に示す条件で熱間圧延し、また必要に応じて、冷間圧延および/またはめっきを施し、表4~6に示すホットスタンプ用鋼板を得た。また、該ホットスタンプ用鋼板を表7~9に示す条件で熱処理を施してホットスタンプを行い、また必要に応じて、表9に記載の温度に加熱して焼戻す、またはホットスタンプ成形体の一部分をレーザー照射して焼戻すことで軟化領域を形成し、表7~9に示すホットスタンプ成形体を得た。なお、表6および表9中の「Al」は溶融アルミニウムめっきを示し、「GA」は合金化溶融亜鉛めっきを示し、「電気亜鉛」は電気亜鉛めっきを示す。熱間圧延における巻取り中の冷却速度は、高温測定用赤外線放射温度計を用いて巻取り中の熱延コイルの長手方向の中央部の温度を測定して算出した。



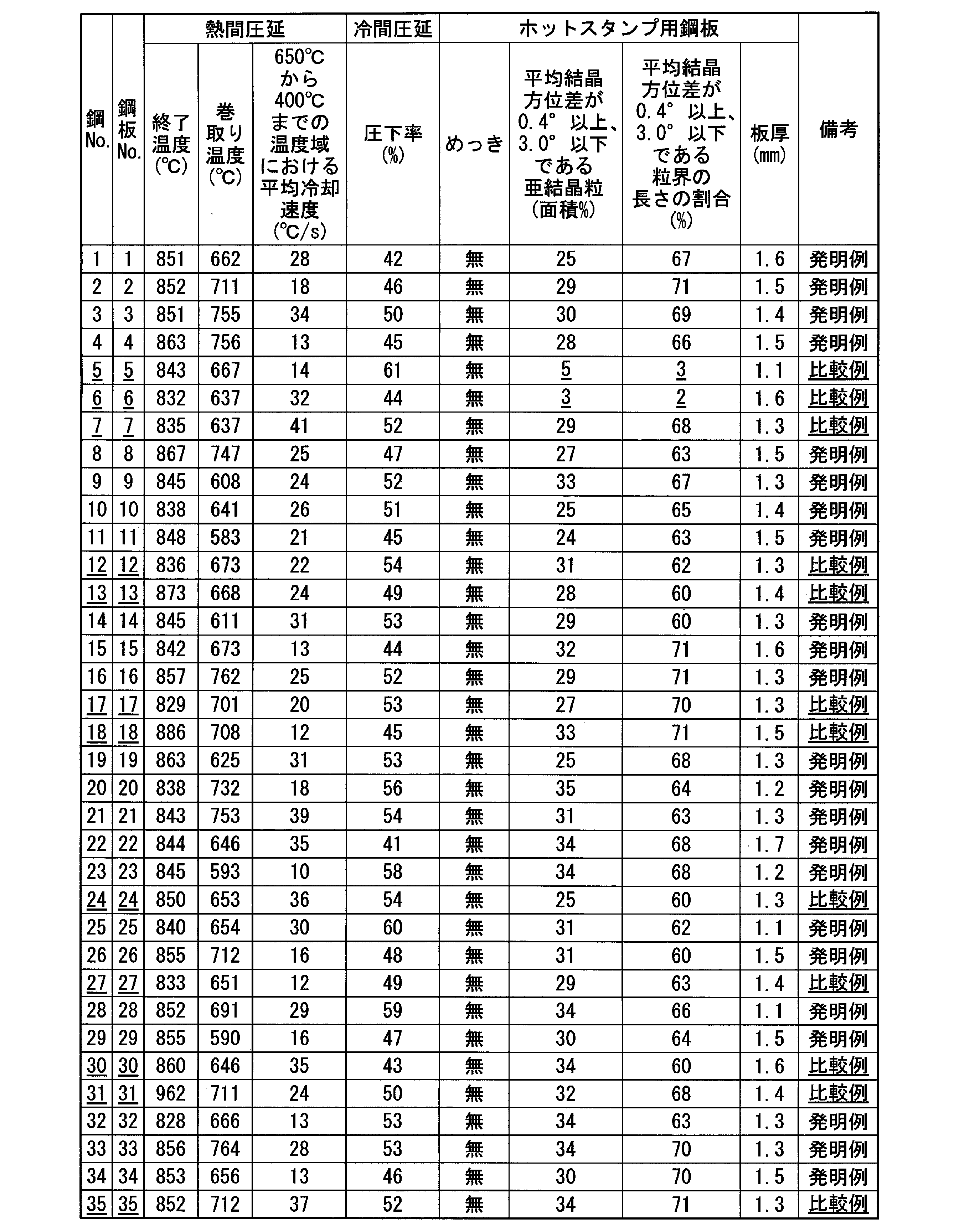





ホットスタンプ用鋼板について、グラニュラーベイナイト(平均結晶方位差が5°以上の結晶粒界で囲まれた結晶粒の内部の、平均結晶方位差が0.4°以上、3.0°以下である亜結晶粒)の面積率および平均結晶方位差が0.4°以上、3.0°以下である粒界の長さおよび平均結晶方位差が3.0°超である粒界の長さの合計の長さに対する、平均結晶方位差が0.4°以上、3.0°以下である粒界の長さの割合は、上述の方法により得た。
ホットスタンプ成形体について、旧オーステナイト粒の平均結晶粒径およびマルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さは上述の方法により得た。
「ビッカース硬さ」
ホットスタンプ成形体のビッカース硬さは、以下の方法により得た。まず、ホットスタンプ成形体の端面から50mm以上離れた任意の位置から表面に垂直な断面(板厚断面)が観察できるようにサンプルを切り出した。サンプルは、測定装置にもよるが、圧延方向に10mm観察できる大きさとした。サンプルの断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度1~6μmのダイヤモンドパウダーをアルコール等の希釈液および純水に分散させた液体を使用して鏡面に仕上げた。鏡面に仕上げた断面に対し、板厚1/4位置においてマイクロビッカース硬さ試験機を用いて、板面と平行な方向(圧延方向)に、荷重1kgfで、圧痕の3倍以上の間隔で硬さを測定した。合計で20点測定し、その平均値を当該ホットスタンプ成形体のビッカース硬さとした。ビッカース硬さが450Hv以上である場合を硬度に優れるとして合格と判定し、450Hv未満である場合を硬度に劣るとして不合格と判定した。
ホットスタンプ成形体のビッカース硬さは、以下の方法により得た。まず、ホットスタンプ成形体の端面から50mm以上離れた任意の位置から表面に垂直な断面(板厚断面)が観察できるようにサンプルを切り出した。サンプルは、測定装置にもよるが、圧延方向に10mm観察できる大きさとした。サンプルの断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度1~6μmのダイヤモンドパウダーをアルコール等の希釈液および純水に分散させた液体を使用して鏡面に仕上げた。鏡面に仕上げた断面に対し、板厚1/4位置においてマイクロビッカース硬さ試験機を用いて、板面と平行な方向(圧延方向)に、荷重1kgfで、圧痕の3倍以上の間隔で硬さを測定した。合計で20点測定し、その平均値を当該ホットスタンプ成形体のビッカース硬さとした。ビッカース硬さが450Hv以上である場合を硬度に優れるとして合格と判定し、450Hv未満である場合を硬度に劣るとして不合格と判定した。
「引張強度」
ホットスタンプ成形体の引張強度は、ホットスタンプ成形体の任意の位置からJIS Z 2241:2011に記載の5号試験片を作製し、JIS Z 2241:2011に記載の試験方法に従って求めた。得られた引張強度は、後述の耐早期破断特性の評価で使用した。
ホットスタンプ成形体の引張強度は、ホットスタンプ成形体の任意の位置からJIS Z 2241:2011に記載の5号試験片を作製し、JIS Z 2241:2011に記載の試験方法に従って求めた。得られた引張強度は、後述の耐早期破断特性の評価で使用した。
「耐早期破断特性の評価方法」
ホットスタンプ成形体の耐早期破断特性は、以下のように評価した。上記の方法により得たホットスタンプ成形体の引張強度を、上記の方法により得たビッカース硬さに3.3を乗じた値で除した数値(引張強度/(ビッカース硬さ×3.3))が0.60以上である場合を耐早期破断特性に優れるとして合格と判定し、0.60未満である場合を不合格と判定した。ビッカース硬さに3.3を乗じた値は、硬さから推定される引張強度であり、引張強度の実測値が推定引張強度の0.60倍以上であれば、耐早期破断特性に優れると判断することができる。
ホットスタンプ成形体の耐早期破断特性は、以下のように評価した。上記の方法により得たホットスタンプ成形体の引張強度を、上記の方法により得たビッカース硬さに3.3を乗じた値で除した数値(引張強度/(ビッカース硬さ×3.3))が0.60以上である場合を耐早期破断特性に優れるとして合格と判定し、0.60未満である場合を不合格と判定した。ビッカース硬さに3.3を乗じた値は、硬さから推定される引張強度であり、引張強度の実測値が推定引張強度の0.60倍以上であれば、耐早期破断特性に優れると判断することができる。
表7~9にホットスタンプ成形体の金属組織および機械特性を示す。なお、表7~9を見ると、化学組成および金属組織が本発明の範囲内であるホットスタンプ成形体は、高硬度であり、且つ耐早期破断特性に優れることが分かる。
一方、化学組成および金属組織のうちいずれか1つ以上が本発明を外れるホットスタンプ成形体は、ビッカース硬さおよび耐早期破断特性の1つ以上が劣ることが分かる。
一方、化学組成および金属組織のうちいずれか1つ以上が本発明を外れるホットスタンプ成形体は、ビッカース硬さおよび耐早期破断特性の1つ以上が劣ることが分かる。
本発明に係る上記態様によれば、高硬度であり、且つ耐早期破断特性に優れたホットスタンプ成形体を提供することができる。
Claims (4)
- 化学組成が、質量%で、
C:0.15%以上、0.70%未満、
Si:0.010%以上、0.50%未満、
Mn:0.010%以上、3.00%未満、
sol.Al:0.0002%以上、3.000%以下、
Ni:3.0%以上、15.0%未満、
P:0.100%以下、
S:0.1000%以下、
N:0.0100%以下、
Nb:0%以上、0.150%以下、
Ti:0%以上、0.150%以下、
Mo:0%以上、1.000%以下、
Cr:0%以上、1.000%以下、
B:0%以上、0.0100%以下、
V:0%以上、1.0000%以下、
Cu:0%以上、1.0000%以下、
Sn:0%以上、1.000%以下、
W:0%以上、1.000%以下、
Ca:0%以上、0.010%以下、および
REM:0%以上、0.300%以下を含有し、
残部がFe及び不純物からなり、
旧オーステナイト粒の平均結晶粒径が10μm超、40μm以下であり、
マルテンサイトの結晶粒の結晶格子の長軸の長さと短軸の長さとの比である長軸長さ/短軸長さが1.020未満であることを特徴するホットスタンプ成形体。 - 前記化学組成が、質量%で、
Nb:0.010%以上、0.150%以下、
Ti:0.010%以上、0.150%以下、
Mo:0.005%以上、1.000%以下、
Cr:0.005%以上、1.000%以下、
B:0.0005%以上、0.0100%以下、
V:0.0005%以上、1.0000%以下、
Cu:0.0010%以上、1.0000%以下、
Sn:0.001%以上、1.000%以下、
W:0.001%以上、1.000%以下、
Ca:0.001%以上、0.010%以下、および
REM:0.001%以上、0.300%以下
からなる群のうち1種又は2種以上を含有することを特徴とする、請求項1に記載のホットスタンプ成形体。 - 表面にめっき層を備えることを特徴とする、請求項1または2に記載のホットスタンプ成形体。
- 一部に軟化領域を有することを特徴とする、請求項1~3のいずれか1項に記載のホットスタンプ成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021508090A JP7455112B2 (ja) | 2019-03-25 | 2020-01-09 | ホットスタンプ成形体 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-057144 | 2019-03-25 | ||
| JP2019057144 | 2019-03-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020194995A1 true WO2020194995A1 (ja) | 2020-10-01 |
Family
ID=72609707
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/000388 WO2020194995A1 (ja) | 2019-03-25 | 2020-01-09 | ホットスタンプ成形体 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7455112B2 (ja) |
| WO (1) | WO2020194995A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004211197A (ja) * | 2002-11-14 | 2004-07-29 | Nippon Steel Corp | 熱間成形加工後の硬化能および衝撃特性に優れた鋼板およびその使用方法 |
| JP2005213628A (ja) * | 2004-02-02 | 2005-08-11 | Nippon Steel Corp | 微細組織を有する鋼材及びその製造方法 |
| JP2010215954A (ja) * | 2009-03-16 | 2010-09-30 | Sumitomo Metal Ind Ltd | 熱間プレス用鋼板およびその製造方法ならびに熱間プレス用鋼板部材の製造方法 |
| JP2012001802A (ja) * | 2010-06-21 | 2012-01-05 | Sumitomo Metal Ind Ltd | 鋼材およびその製造方法ならびに焼入処理用鋼板 |
| JP2013253287A (ja) * | 2012-06-06 | 2013-12-19 | Kobe Steel Ltd | 大型高強度鍛鋼品 |
| WO2018151333A1 (ja) * | 2017-02-20 | 2018-08-23 | 新日鐵住金株式会社 | ホットスタンプ成形体 |
| WO2018180979A1 (ja) * | 2017-03-27 | 2018-10-04 | 新日鐵住金株式会社 | Al系めっき鋼板 |
-
2020
- 2020-01-09 JP JP2021508090A patent/JP7455112B2/ja active Active
- 2020-01-09 WO PCT/JP2020/000388 patent/WO2020194995A1/ja active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004211197A (ja) * | 2002-11-14 | 2004-07-29 | Nippon Steel Corp | 熱間成形加工後の硬化能および衝撃特性に優れた鋼板およびその使用方法 |
| JP2005213628A (ja) * | 2004-02-02 | 2005-08-11 | Nippon Steel Corp | 微細組織を有する鋼材及びその製造方法 |
| JP2010215954A (ja) * | 2009-03-16 | 2010-09-30 | Sumitomo Metal Ind Ltd | 熱間プレス用鋼板およびその製造方法ならびに熱間プレス用鋼板部材の製造方法 |
| JP2012001802A (ja) * | 2010-06-21 | 2012-01-05 | Sumitomo Metal Ind Ltd | 鋼材およびその製造方法ならびに焼入処理用鋼板 |
| JP2013253287A (ja) * | 2012-06-06 | 2013-12-19 | Kobe Steel Ltd | 大型高強度鍛鋼品 |
| WO2018151333A1 (ja) * | 2017-02-20 | 2018-08-23 | 新日鐵住金株式会社 | ホットスタンプ成形体 |
| WO2018180979A1 (ja) * | 2017-03-27 | 2018-10-04 | 新日鐵住金株式会社 | Al系めっき鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2020194995A1 (ja) | 2021-12-23 |
| JP7455112B2 (ja) | 2024-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6260676B2 (ja) | ホットプレス用鋼板およびその製造方法、ならびにホットプレス部材およびその製造方法 | |
| KR102197876B1 (ko) | 열간 프레스 성형 부재 | |
| KR102643398B1 (ko) | 핫 스탬프 성형체 | |
| JP6252710B2 (ja) | 温間加工用高強度鋼板およびその製造方法 | |
| KR102604058B1 (ko) | 핫 스탬프 성형체 | |
| WO2017168948A1 (ja) | ホットプレス用鋼板およびその製造方法、ならびにホットプレス部材およびその製造方法 | |
| JP7350057B2 (ja) | ホットスタンプ成形体 | |
| JP7366121B2 (ja) | ホットスタンプ用鋼板 | |
| JP6443375B2 (ja) | ホットプレス部材およびその製造方法 | |
| JP7455112B2 (ja) | ホットスタンプ成形体 | |
| WO2021182389A1 (ja) | 熱延鋼板 | |
| KR20220122750A (ko) | 고강도 강판 및 그 제조 방법 | |
| JPWO2020203979A1 (ja) | 被覆鋼部材、被覆鋼板およびそれらの製造方法 | |
| JP5316025B2 (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 | |
| JP2010174293A (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 | |
| KR102658729B1 (ko) | 핫 스탬프 성형체 | |
| JP7397381B2 (ja) | ホットスタンプ用鋼板およびホットスタンプ成形体 | |
| JP5316028B2 (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 | |
| KR20220146646A (ko) | 핫 스탬프용 강판 및 핫 스탬프 성형체 | |
| JP5447776B2 (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 | |
| JP5316026B2 (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 | |
| JP5316027B2 (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 | |
| JP2010174292A (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 | |
| JP2010174295A (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 | |
| JP2010174296A (ja) | 熱間打抜き性に優れたダイクエンチ用鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20777794 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021508090 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20777794 Country of ref document: EP Kind code of ref document: A1 |