WO2020194597A1 - 異常検知装置、及び異常検知方法 - Google Patents
異常検知装置、及び異常検知方法 Download PDFInfo
- Publication number
- WO2020194597A1 WO2020194597A1 PCT/JP2019/013342 JP2019013342W WO2020194597A1 WO 2020194597 A1 WO2020194597 A1 WO 2020194597A1 JP 2019013342 W JP2019013342 W JP 2019013342W WO 2020194597 A1 WO2020194597 A1 WO 2020194597A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- time
- abnormality detection
- abnormality
- detection unit
- series data
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J19/00—Accessories fitted to manipulators, e.g. for monitoring, for viewing; Safety devices combined with or specially adapted for use in connection with manipulators
- B25J19/06—Safety devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1628—Program controls characterised by the control loop
- B25J9/1633—Program controls characterised by the control loop compliant, force, torque control, e.g. combined with position control
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L5/00—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes
- G01L5/0061—Force sensors associated with industrial machines or actuators
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B23/00—Testing or monitoring of control systems or parts thereof
- G05B23/02—Electric testing or monitoring
- G05B23/0205—Electric testing or monitoring by means of a monitoring system capable of detecting and responding to faults
- G05B23/0218—Electric testing or monitoring by means of a monitoring system capable of detecting and responding to faults characterised by the fault detection method dealing with either existing or incipient faults
- G05B23/0224—Process history based detection method, e.g. whereby history implies the availability of large amounts of data
- G05B23/0227—Qualitative history assessment, whereby the type of data acted upon, e.g. waveforms, images or patterns, is not relevant, e.g. rule based assessment; if-then decisions
- G05B23/0232—Qualitative history assessment, whereby the type of data acted upon, e.g. waveforms, images or patterns, is not relevant, e.g. rule based assessment; if-then decisions based on qualitative trend analysis, e.g. system evolution
Definitions
- the present invention relates to an abnormality detection device and an abnormality detection method.
- Patent Document 1 Conventionally, as an abnormality determination device for an articulated robot, the one described in Patent Document 1 is known.
- the movement position of the robot joint axis and the disturbance torque applied to the joint axis are detected at predetermined cycles during the operation of the robot, and the average value of the disturbance torque for each detected movement position is calculated. Then, the calculated average value is compared with a predetermined threshold value, and when the average value exceeds the threshold value, it is determined that the robot is abnormal.
- the value of the disturbance torque fluctuates greatly due to various factors. Since the threshold value is fixed at a constant value, if the fluctuation range of the disturbance torque is small, an abnormality or a sign thereof is overlooked. On the contrary, if the threshold value is set to a small value in order to suppress these, even if the robot is normal, it will be erroneously determined as abnormal.
- the present invention has been made in view of the above problems, and an object of the present invention is an abnormality detection device and an abnormality that accurately detect an abnormality of a device from continuously changing time-series data regardless of the magnitude of the change width. It is to provide a detection method.
- One aspect of the present invention is an abnormality detection device that detects an abnormality in a device based on time-series data acquired from a device having a movable portion.
- the anomaly detection device determines whether the time-series data at a specific time is increasing or decreasing from the time-series data a certain amount of time before the specific time, while shifting the specific time, and time-series.
- the increase or decrease of data is indicated by a fixed numerical value, and an abnormality of the device is detected based on the integrated value obtained by integrating the fixed numerical value.
- FIG. 1 is a block diagram showing the configurations of the abnormality detection device 102 and its peripheral devices according to the first embodiment.
- FIG. 2 is a flowchart showing an example of the operation of the abnormality detection device 102 of FIG.
- FIG. 3 is a flowchart showing an example of the detailed procedure of step S02 of FIG.
- FIG. 4 is a flowchart showing another example of the detailed procedure of step S02 of FIG.
- FIG. 5A is a graph showing the time change of the disturbance torque (RD1) and the moving average (AD1) of the disturbance torque (RD1).
- FIG. 5B is a graph showing the time change of the disturbance torque (RD1) and the time change of the moving average (FD1) of the integrated value calculated from the disturbance torque (RD1).
- FIG. 5C is a graph showing the time change of the disturbance torque (RD2) and the moving average (AD2) of the disturbance torque (RD2).
- FIG. 5D is a graph showing the time change of the disturbance torque (RD2) and the time change of the moving average (FD2) of the integrated value calculated from the disturbance torque (RD2).
- FIG. 5E is a graph showing the time change of the disturbance torque (RD3) and the moving average (AD3) of the disturbance torque (RD3).
- FIG. 5F is a graph showing the time change of the disturbance torque (RD3) and the time change of the moving average (FD3) of the integrated value calculated from the disturbance torque (RD3).
- FIG. 6 is a block diagram showing the configurations of the abnormality detection device 102 and its peripheral devices according to the second embodiment.
- FIG. 7 is a flowchart showing an example of the series-type operation of the abnormality detection device 102 of FIG.
- FIG. 8 is a flowchart showing an example of the parallel type operation of the abnormality detection device 102 of FIG.
- FIG. 9A is a graph showing an example of the evaluation normal model 60 stored in the normal model database 34.
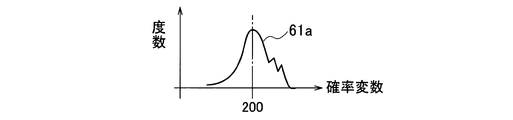
- FIG. 9B is a graph showing an example of the probability distribution 61a of the disturbance torque calculated by the second abnormality detection unit 27.
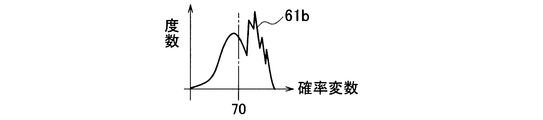
- FIG. 9C is a graph showing another example of the probability distribution 61b of the disturbance torque calculated by the second abnormality detection unit 27.
- FIG. 9D is a graph showing a modified normal evaluation model 62a in which the average value of the normal evaluation model 60 of FIG.
- FIG. 9A is modified to match the average value (200) of the probability distribution 61a of FIG. 9B.
- FIG. 9E is a graph showing a modified normal evaluation model 62b in which the average value of the normal evaluation model 60 of FIG. 9A is modified to match the average value (70) of the probability distribution 61b of FIG. 9C.
- the configuration of the abnormality detection device 102 and its peripheral devices (101, 103) according to the first embodiment will be described with reference to FIG.
- the abnormality detection device 102 according to the first embodiment is connected to the robot 101 and the user interface 103.
- the abnormality detection device 102 detects an abnormality in the robot 101 as an example of a device having a movable portion.
- the "abnormality of the device (robot 101)” is a concept including various factors that hinder the normal operation of the device, such as the operation stop of the device, the malfunction of the device, and the deterioration of the lubricating oil. Is. “Detecting an abnormality” includes predicting not only an abnormality that is currently occurring but also an abnormality that will occur in the future, and detecting a sign of an abnormality.
- the robot 101 as an example of the "equipment having a movable part” is a production robot having one or more joint axes as an example of the movable part.
- the robot 101 includes, for example, a production robot or a production device that automatically executes welding work of a vehicle body.
- the robot 101 includes a plurality of motor drive systems as joint axes.
- the motor drive system includes a servomotor as a drive source for a rotation mechanism such as a robot arm, and the servomotor drives the robot arm via a speed reducer 14.
- the servomotor for example, the welding electrode mounted on the tip of the robot arm is brought into contact with an object to be processed, for example, a metal blank material, and welding work is performed.
- the "equipment having a movable part” includes a robot that performs various operations such as pressing, painting, resin molding, and assembling an object, in addition to a robot that performs welding work.
- a sensor 13 is attached to the robot 101.
- the speed reducer 14 has a built-in torque sensor.
- the torque sensor is built in not only in the speed reducer but also in a motor connected to the speed reducer.
- the sensor 13 repeats at a predetermined cycle, detects various physical quantities indicating the state of the robot 101, and outputs the time series data.
- Various physical quantities (hereinafter, simply abbreviated as "physical quantities") indicating the state of the robot 101 are observed at regular intervals.
- the physical quantity includes various data of the motor drive system necessary for determining the abnormality of the robot 101.
- the physical quantity includes, for example, the rotation angle position of the servomotor, the rotation speed, the power consumption, the current consumption, the torque value output from the reduction gear 14, and the vibration value of the rotation mechanism of the reduction gear 14.
- the sensor 13 may be an acceleration sensor that detects the acceleration applied to the servomotor or the joint axis. In this case, the detection value of the acceleration is output as time series data.
- the robot 101 includes a disturbance torque calculation unit 15 that calculates the disturbance torque generated in the speed reducer 14 from the torque value (torque detection value) detected by the sensor 13.
- the disturbance torque indicates the difference between the torque command value when controlling the speed reducer 14 and the torque detection value detected by the sensor 13.
- the difference between the torque command value and the torque detection value is almost constant, so that the disturbance torque shows a stable value. If an abnormality occurs in the speed reducer 14, the speed reducer 14 does not operate stably and the disturbance torque changes.
- the “disturbance torque” is an example of time series data acquired from the robot 101. Since the torque command value and the torque detection value are time-series data acquired at regular time intervals, the disturbance torque is also time-series data in the same manner.
- the sensor 13 is an acceleration sensor that detects the acceleration applied to the joint shaft or the servomotor, the time series data acquired from the sensor 13 attached to the robot 101 is It becomes the "detection value of acceleration".
- the robot 101 further includes a motion control unit 12 and a communication unit 11.
- the motion control unit 12 operates the servomotor according to a preset motion program, and controls the robot arm and the joint shaft mounted on the robot 101 to perform a desired motion.
- the motion control unit 12 operates the servomotor according to the motion program set by the teaching. Further, the motion control unit 12 outputs the operation data when the robot 101 is operated to the communication unit 11.
- the communication unit 11 transmits the operation data and disturbance torque of the robot 101 and various sensor data detected by the sensor 13 to the abnormality detection device 102.
- the disturbance torque calculation unit 15 and the operation control unit 12 described above can be implemented by one or more calculation circuits.
- the arithmetic circuit can be realized by a general-purpose microcomputer including a CPU and a memory, an application specific integrated circuit (ASIC), or a conventional electric circuit.
- ASIC application specific integrated circuit
- the abnormality detection device 102 includes a communication unit 21 that communicates with the robot 101, a control unit 51, a sensor database 31, an operation history database 32, and a maintenance database 33.
- the communication unit 21 communicates with the communication unit 11 of the robot 101 to send and receive data. Specifically, the communication unit 21 receives operation data, disturbance torque, and various sensor data from the robot 101.
- the communication unit 21 is an example of a “sensor signal input unit”.
- the communication unit 21 performs wired communication or wireless communication.
- the communication unit 21 is connected to the communication unit 11 by a LAN cable and is connected to the communication unit 11 by short-range wireless communication (NFC).
- NFC short-range wireless communication
- the control unit 51 detects an abnormality in the robot 101 based on the data received by the communication unit 21.
- the control unit 51 can realize a general-purpose microcomputer including a CPU (central processing unit), memories such as RAM and ROM, and an input / output unit. Of course, it is also possible to prepare dedicated hardware such as an ASIC to configure the control unit 51. Further, the control unit 51 may be configured by a plurality of hardware.
- the control unit 51 includes a first abnormality detection unit 26, a notification control unit 23, and a parameter setting unit 25.
- the first abnormality detection unit 26 detects an abnormality that occurs in the robot 101 based on the disturbance torque received by the communication unit 21.
- the first abnormality detection section 26 the disturbance torque of the disturbance torque at a particular time (t) (RD t) is a predetermined time before the particular time (t-k) (RD t -k) To determine whether it is increasing or decreasing from.
- the case where the disturbance torque is increasing and the case where the disturbance torque is decreasing are indicated by "constant numerical values”.
- the first abnormality detection unit 26 repeatedly determines whether the number is increasing or decreasing while shifting a specific time (t). Therefore, the "constant numerical value" is time series data. Then, the first abnormality detection unit 26 obtains an integrated value obtained by integrating "a constant numerical value" in a predetermined time, and detects an abnormality of the robot 101 (equipment) based on the integrated value.
- a plurality of arithmetic processing functions included in the first abnormality detection unit 26 will be described in detail.
- the first abnormality detection unit 26 first performs a difference calculation. Specifically, calculates a difference (x) between the disturbance torque of the disturbance torque at a particular time (t) (RD t) and a predetermined time before the particular time (t-k) (RD t -k) .. Since the first abnormality detection unit 26 calculates the difference (x) while shifting the specific time (t), the difference (x) is time series data.
- the fixed time (k) is, for example, 30 seconds to 5 minutes.
- the first abnormality detection unit 26 performs classification / digitization processing. Specifically, the first abnormality detection section 26, the disturbance torque of the disturbance torque at a particular time (t) (RD t) is a predetermined time before the particular time (t-k) (RD t -k) Whether it is increasing or decreasing is determined while shifting a specific time (t). Then, the first abnormality detection unit 26 indicates an increase in the disturbance torque or a decrease in the disturbance torque by a “constant numerical value”, respectively. Since the first abnormality detection unit 26 determines the increase or decrease while shifting a specific time (t), the “constant numerical value” indicating the increase or decrease is also time series data.
- the increase in the disturbance torque or the decrease in the disturbance torque is indicated by "constant numerical values (1, 0, -1)", respectively.
- the first reference value (p a) is a constant equal to the second reference value (p b), or a constant greater than the second reference value (p b).
- Equation (3) may be used instead of equation (2).
- the first abnormality detection unit 26 performs post-processing. Specifically, the first abnormality detection unit 26 obtains an integrated value obtained by integrating a "constant numerical value" in a predetermined time (integrated time). The first abnormality detection unit 26 extracts the moving average (FD1) of the integrated values as a feature amount. The first abnormality detection unit 26 detects an abnormality in the robot 101 by comparing the moving average (FD1) of the integrated values with a predetermined threshold range. That is, in FIG. 5B, the first abnormality detection unit 26 determines that the robot 101 has an abnormality when the moving average (FD1) exceeds the threshold range including zero.
- the predetermined threshold range is set in the range of -1 to +1 including zero.
- the first abnormality detection unit 26 converts the difference (x) of the disturbance torque into a "constant value” fixed to a predetermined value regardless of its absolute value, and is converted.
- the abnormality of the robot 101 is determined based on the integrated value obtained by integrating the "constant numerical values".
- the first abnormality detection unit 26 does not depend on the absolute value of the difference (x) of the disturbance torque, and the abnormality is continuously increased or decreased, that is, according to the continuous tendency (trend). Can be determined. Therefore, even when the change range of noise or torque detection value is large, it is possible to accurately detect the failure of the robot 101 from the continuously changing disturbance torque without overlooking the slight and continuous increase or decrease. it can.
- the notification control unit 23 notifies the user of the robot 101 of the abnormality of the robot 101 detected by the first abnormality detection unit 26. Specifically, the result of abnormality determination or a warning is displayed or an alarm is issued on a mobile communication device such as a tablet terminal or a smartphone held by the user.
- the parameter setting unit 25 sets various parameters to be used in the abnormality determination process by the first abnormality detection unit 26. Specifically, the parameter setting unit 25, the difference calculation "predetermined time (k)", “first reference value (p a)” in the process of classification / digitizing and “second reference value (p b)", The "integration time” in the post-processing and the "predetermined threshold range” in the feature amount extraction processing are set. When setting these parameters, the parameter setting unit 25 may optimize these parameters by using a machine learning method such as ensemble learning.
- the sensor database 31 is a storage device that temporarily stores the disturbance torque received by the communication unit 21. All detected as various physical quantities indicating the state of the robot 101, including not only the disturbance torque but also the rotation angle position of the servomotor, the rotation speed, the power consumption, the current, and the vibration value generated in the rotation mechanism of the speed reducer 14.
- the sensor data is stored in the sensor database 31.
- the first abnormality detection unit 26 reads out the disturbance torque stored in the sensor database 31 when detecting an abnormality.
- the operation history database 32 is a storage device that temporarily stores the operation data received by the communication unit 21.
- the operation history database 32 stores various data related to the operation including the operation date of the robot 101, the time when the operation is started, the time when the operation is stopped, and the time when the robot 101 is continuously operated as the operation data.
- the maintenance database 33 stores maintenance data indicating the content of maintenance when maintenance is performed on the robot 101 in which an abnormality has occurred or the occurrence of an abnormality is predicted.
- the maintenance data can be input by the operator of the robot 101 by the user interface (UI) 103.
- the maintenance data includes the identification number of the robot 101 that performed the maintenance, the date and time when the maintenance was performed, and the content of the maintenance (replacement, repair, grease refueling, etc.).
- the user interface (UI) 103 is, for example, a mobile communication device such as a tablet terminal or a smartphone, and has an operation function for the user to perform various input operations and a presentation function for presenting various data to the user.
- the user interface (UI) 103 displays an alarm issued by the notification control unit 23, an abnormality determination result transmitted from the notification control unit 23, or a warning notifying the abnormality on the display or by voice of the user. Inform.
- step S01 the communication unit 21 receives the disturbance torque calculated by the sensor 13 attached to the robot 101 and the disturbance torque calculation unit 15 from the communication unit 11 of the robot 101.
- step S02 the first abnormality detection unit 26 detects an abnormality generated in the robot 101 based on the disturbance torque received by the communication unit 21.
- the detailed procedure of step S02 will be described later with reference to FIGS. 3 and 4.
- step S03 When an abnormality is detected in the robot 101 by the first abnormality detection unit 26 (YES in step S03), the process proceeds to step S04, and the notification control unit 23 detects the abnormality of the robot 101 detected by the first abnormality detection unit 26. Notifying the user of the robot 101, the flowchart of FIG. 2 ends. If no abnormality is detected in the robot 101 by the first abnormality detection unit 26 (NO in step S03), the flowchart of FIG. 2 ends without executing step S04.
- step S201 the first abnormality detection unit 26 first performs a difference calculation. Specifically, (1) As shown in equation, the disturbance torque of the disturbance torque at a particular time (t) (RD t) and a predetermined time before the particular time (t-k) (RD t -k) The difference (x) from the above is repeatedly calculated while shifting a specific time (t).
- the first abnormality detection unit 26 classifies the difference (x). Specifically, according to the equation (2), the first abnormality detection unit 26 classifies the difference (x) into any one of the following ⁇ Category 1> to ⁇ Category 3>.
- ⁇ Category 1> indicates that the disturbance torque (RD t ) at a specific time (t) increases from the disturbance torque (RD tk ) a certain time before (tk) a specific time. Shown, ⁇ Category 2> indicates that it is decreasing, and ⁇ Category 3> indicates that it is neither increasing nor decreasing.
- the first abnormality detection unit 26 quantifies the difference (x) based on the above classification result. Specifically, the first abnormality detection unit 26 assigns 1, 0, and -1 as "constant numerical values" to ⁇ Category 1> to ⁇ Category 3> according to the equation (2). "1" was assigned to the difference (x) classified in ⁇ Category 1>, "0” was assigned to the difference (x) classified in ⁇ Category 2>, and it was classified into ⁇ Category 3>. "-1" is assigned to the difference (x).
- the first abnormality detection unit 26 performs post-processing. Specifically, the first abnormality detection unit 26 obtains an integrated value obtained by integrating a "constant numerical value" in a predetermined time (integrated time). Proceeding to step S205, the first abnormality detection unit 26 calculates the moving average (FD1) of the integrated values as a feature amount. Proceeding to step S206, the first abnormality detection unit 26 detects the abnormality of the robot 101 by comparing the moving average (FD1) of the integrated values with the predetermined threshold range. In FIG. 5B, the first abnormality detection unit 26 determines that the robot 101 has an abnormality when the moving average (FD1) exceeds a predetermined threshold range.
- step S02 of FIG. 2 Another example of the detailed procedure of step S02 of FIG. 2 will be described with reference to FIG. Compared with FIG. 3, the abnormality detection method shown in FIG. 4 is different in that steps S201 and S204 to S206 coincide with those in FIG. 3 and step S211 is performed instead of steps S202 and S203 in FIG. Therefore, step S211 will be described.
- step S211 the coding process is performed. Specifically, according to the equation (3), the first abnormality detection unit 26 classifies the difference (x) into the following ⁇ Category 4> or ⁇ Category 5>.
- ⁇ Category 4> equal to the first reference value (p a), or greater than the first reference value (p a), ⁇ Category 5> first reference value (p a) less than.
- ⁇ Category 4> indicates that the disturbance torque (RD t ) at a specific time (t) increases from the disturbance torque (RD tk ) a certain time before (tk) a specific time. Shown, ⁇ Category 5> indicates that it is decreasing. In ⁇ Category 3>, unlike step S204, in step S211, there is no determination result that "neither increase nor decrease".
- the first abnormality detection unit 26 encodes the difference (x) based on the above classification result. Specifically, the first abnormality detection unit 26 assigns 1, -1 as a "constant numerical value" to ⁇ Category 4> and ⁇ Category 5> according to the equation (3). "1" is assigned to the difference (x) classified in ⁇ Category 4>, and "-1" is assigned to the difference (x) classified in ⁇ Category 5>.
- the time change of disturbance torque is classified into three categories (increase / decrease / no change) or two categories (increase / decrease), and a "constant numerical value" is assigned to each category.
- the number of divisions (3, 2) shown here is an example, and is not limited to this.
- it may be classified into four or five categories according to an equation different from the equations (2) and (3).
- "1", "-1", and "0" assigned to each category (increase / decrease / no change) are examples, and if it is a predetermined fixed value, it may be another numerical value. Good.
- Equipment abnormalities can be detected by identifying a pattern different from usual in the time series data output from the object (device).
- time-series data extracted using a sensor mounted on a device has a characteristic pattern corresponding to anomalies and at the same time has a pattern of various characteristics not corresponding to anomalies (referred to as noise here). Often.
- An articulated robot with multiple joint axes used in a production line has a speed reducer on that joint axis.
- There is an abnormality detection method that utilizes the data of the torque sensor built into the reducer and uses the disturbance torque, which is the difference between the torque control command value and the measured value, as a parameter for fault diagnosis of the reducer.
- a failure is predicted by obtaining statistics such as an average value and a variance value of a disturbance torque for a predetermined period, comparing preset threshold values, and determining an abnormality.
- the disturbance torque fluctuates greatly due to various factors such as the influence of the change in the viscosity of grease and the influence of maintenance represented by the change in the operation of the robot.
- the range of change in the disturbance torque due to the occurrence of an abnormality is often small. Therefore, if the permissible range is set wide, an abnormality that must be detected will be overlooked. On the other hand, if the permissible range is narrowed, it is erroneously determined that it is normal but abnormal.
- the disturbance torque of the disturbance torque at a particular time (t) (RD t) is a predetermined time before the particular time (t-k) (RD t- Whether it is increasing or decreasing from k ) is determined while shifting a specific time (t), and the increase and decrease of the disturbance torque are indicated by constant numerical values, and the integrated value obtained by integrating the constant numerical values. Based on this, the abnormality of the robot 101 is detected. As a result, continuous changes can be detected regardless of the magnitude of the change width of the time series data (disturbance torque). Therefore, it is possible to accurately extract minute but continuous changes in the disturbance torque from the large change range of noise and the sensor signal, and accurately detect the failure of the robot 101.
- the continuous disturbance torque (RD2) or the decrease in the moving average (AD2) thereof is extracted by comparing the integrated value (FD2) of the “constant numerical value” with the threshold value. can do.
- the first abnormality detection unit 26 can eliminate a temporary decrease in the disturbance torque (RD3) or its moving average (AD3) by comparing the integrated value (FD3) with the threshold value. Therefore, the first abnormality detection unit 26 regards the temporary decrease in disturbance torque (RD3) as shown in FIG. 5E as noise regardless of the amount of decrease, and does not determine that it is an abnormality.
- First abnormality detecting section 26 the difference between the disturbance torque of the disturbance torque at a particular time (t) (RD t) and a predetermined time before the particular time (t-k) (RD t -k) (x ) it is determined to be increased when the first reference value (p a) is greater than.
- First abnormality detecting section 26 the difference (x) is reduced when the first reference value (p a) and the same or a first reference value (p a) the second reference value smaller than (p b) less than Judge that there is.
- the difference (x) can be used to determine the increase / decrease of the disturbance torque.
- First abnormality detection portion 26 is further also increase the disturbance torque of the disturbance torque at a particular time (t) (RD t) is a predetermined time before the particular time (t-k) (RD t -k) It may be determined that there is no decrease, and a certain numerical value may indicate that neither increase nor decrease. The noise part of the disturbance torque can be removed.
- the difference (x) is equal to or less than the first reference value (p a), when and as the second reference value (p b) above, the disturbance torque increase is also not also decreased judge.
- the difference (x) can be used to determine the increase / decrease of the disturbance torque.
- a fixed value is fixed to a predetermined value regardless of the absolute value of the difference (x).
- the disturbance torque (RD t ) at a specific time (t) increases from the disturbance torque (RD tk ) a certain time before (tk) before the specific time.
- a constant numerical value (f (x) 1) indicating that the disturbance torque (RD t ) at a specific time (t) is a disturbance torque ( tk ) a certain time before the specific time (tk).
- the absolute amount of increase / decrease can be excluded and only the tendency of increase / decrease can be extracted.
- the first abnormality detection unit 26 calculates the moving average (FD1) of the integrated values as the feature amount in the feature amount extraction process in step S205. Then, the first abnormality detection unit 26 detects the abnormality of the robot 101 based on the moving average (FD1) of the integrated values. It is possible to accurately extract minute but continuous changes in disturbance torque and accurately detect a failure of the robot 101.
- the parameter setting unit 25 optimizes each of the first reference value and the second reference value by using machine learning such as ensemble learning. This makes it possible to optimize the range of disturbance torque that has neither increased nor decreased.
- the parameter setting unit 25 may optimize the length of time for taking the moving average of the integrated values by using machine learning such as ensemble learning.
- the first abnormality detection unit 26 calculates the moving average of the disturbance torque, and the moving average of the disturbance torque at the specific time (t) and a certain time before the specific time (t-).
- the difference (x') from the moving average of the disturbance torque of k) may be repeatedly calculated while shifting a specific time (t). That is, instead of using the disturbance torque (RD) itself, the moving average of the disturbance torque (RD) may be used.
- the moving average (AD1, AD2, AD3) from which the noise component is removed is used to make a difference.
- (X') can be calculated. Since the noise component can be removed from the difference (x'), the failure can be detected more accurately.
- the parameter setting unit 25 may optimize the length of time for taking the moving average of the disturbance torque by using machine learning such as ensemble learning.
- the abnormality detection device 102 differs from the abnormality detection device 102 of FIG. 1 in the following two points.
- the control unit 51 further includes a second abnormality detection unit 27.
- the anomaly detection device 102 further includes a normal model database 34.
- the second abnormality detection unit 27 detects the abnormality of the robot 101 by an abnormality detection algorithm different from that of the first abnormality detection unit 26.
- the abnormality detection algorithm of the second abnormality detection unit 27 may be any known algorithm.
- the second abnormality detection unit 27 can detect an abnormality based on the probability distribution (including the probability density distribution) of the disturbance torque.
- the second abnormality detection unit 27 reads out the disturbance torque (time series data) in a predetermined period from the sensor database 31, and calculates the probability distribution based on the read disturbance torque.
- the second abnormality detection unit 27 sets a period retroactive by a predetermined time (for example, 12 hours) from the present as a predetermined period, and uses, for example, a well-known kernel density estimation, to disturb the disturbance torque in the predetermined period. Calculate the probability distribution of.
- the normal model database 34 stores a normal model for evaluation in which the average value of the disturbance torque is set to zero.
- a method for creating a normal model for evaluation a t distribution using a variance and an average value and a normal distribution can be used.
- a histogram can also be used.
- the second abnormality detection unit 27 calculates the probability density ratio as a feature amount by comparing the probability distribution of the disturbance torque with the normal model for evaluation.
- the second abnormality detection unit 27 determines the abnormality by comparing the probability density ratio with the threshold value.
- FIG. 9A shows an example of the evaluation normal model 60 stored in the normal model database 34.
- FIG. 9B shows an example of the probability distribution 61a of the disturbance torque calculated by the second abnormality detection unit 27.
- the second abnormality detection unit 27 corrects the average value of the evaluation normal model 60 so as to match the average value (200) of the probability distribution 61a.
- the modified normal evaluation model 62a and the probability distribution 61a are compared, and if the difference between the two is larger than a predetermined value, it is determined that there is an abnormality.
- the probability distribution 61a in FIG. 9B does not deviate significantly from the modified normal evaluation model 62a shown in FIG. 9D, so that it is determined that there is no abnormality.
- the probability distribution 61b in FIG. 9C deviates significantly from the evaluation normal model 62b corrected in FIG. 9E, it is determined that there is an abnormality.
- the second abnormality detection unit 27 may detect an abnormality based on the degree of abnormality (G (r)) of the disturbance torque defined by the equation (4).
- G (r) degree of abnormality
- m is the sample average of the disturbance torque
- s is the standard deviation of the disturbance torque
- r is the disturbance torque.
- the second abnormality detection unit 27 determines that there is an abnormality when the degree of abnormality (G (r)) of the disturbance torque exceeds a predetermined threshold value.
- the second abnormality detection unit 27 may detect the abnormality of the robot 101 by using another known abnormality detection algorithm instead of the abnormality detection algorithm using the probability distribution or the degree of abnormality described above.
- the abnormality detection device 102 of the second embodiment combines the abnormality detection result by the first abnormality detection unit 26 and the abnormality detection result by the second abnormality detection unit 27 to output one detection result. ..
- the combination type of the detection result the series type and the parallel type will be described.
- the first abnormality detection unit 26 or the second abnormality detection unit 27 is based on the time series data in the time zone including the time or time when the abnormality detected by the second abnormality detection unit 27 or the first abnormality detection unit 26 occurs. Detects an abnormality in the robot 101. First, one of the first abnormality detection unit 26 and the second abnormality detection unit 27 detects an abnormality. The other of the first abnormality detection unit 26 and the second abnormality detection unit 27 searches for the presence or absence of an abnormality only at the time when the abnormality detected by the other unit occurs or during a time zone including the time. The other of the first abnormality detection unit 26 and the second abnormality detection unit 27 does not search for the presence or absence of an abnormality at a time or time zone in which one does not detect an abnormality.
- step S01 the communication unit 21 receives the disturbance torque calculated by the sensor 13 attached to the robot 101 and the disturbance torque calculation unit 15 from the communication unit 11 of the robot 101.
- step S51 the first abnormality detection unit 26 detects an abnormality generated in the robot 101 based on the disturbance torque received by the communication unit 21. Since the detailed procedure of step S51 is the same as the detailed procedure of step S02 described with reference to FIG. 3 or FIG. 4, the description thereof will be omitted.
- step S52 When the robot 101 detects an abnormality by the first abnormality detection unit 26 (YES in step S52), the process proceeds to step S54, and the control unit 51 determines the time or time zone when the abnormality is detected by the first abnormality detection unit 26. Set.
- the second abnormality detection unit 27 detects the abnormality generated in the robot 101 based on the probability distribution or the degree of abnormality of the disturbance torque received by the communication unit 21. At this time, the second abnormality detection unit 27 searches for the presence or absence of the abnormality only at the time or time zone when the abnormality detected by the first abnormality detection unit 26 occurs.
- the second abnormality detection unit 27 may detect an abnormality occurring in the robot 101 by another known method instead of the probability distribution or the degree of abnormality of the disturbance torque.
- step S55 When an abnormality is detected in the robot 101 by the second abnormality detection unit 27 (YES in step S55), the process proceeds to step S04, and the notification control unit 23 is operated by both the first abnormality detection unit 26 and the second abnormality detection unit 27. The detected abnormality of the robot 101 is notified to the user of the robot 101, and the flowchart of FIG. 7 ends.
- step S04 is executed. Without doing so, the flowchart of FIG. 7 ends.
- the first abnormality detection unit 26 first performs the abnormality determination, and then the second abnormality detection unit 27 performs the abnormality determination.
- the second abnormality detection unit 27 may be replaced with the second abnormality detection unit 27.
- the combination type of the first abnormality detection unit 26 and the second abnormality detection unit 27 is not limited to the above-mentioned series type.
- the first abnormality detection unit 26 and the second abnormality detection unit 27 may be combined in parallel. That is, the abnormality detection device according to the second embodiment may detect an abnormality by the parallel type operation shown in FIG.
- FIG. 8 is a flowchart showing an example of the parallel type operation of the abnormality detection device 102 of FIG.
- the notification control unit 23 detects the abnormality of the robot 101. It may be controlled to notify. In other words, when the abnormality detection device 102 compares the time of occurrence of the abnormality detected by the first abnormality detection unit 26 with the time of occurrence of the abnormality detected by the second abnormality detection unit 27 and the occurrence time matches. Alternatively, if the time is within the predetermined time zone, the abnormality may be recognized as an abnormality of the robot 101. As a result, the notification control unit 23 can output only the anomalies detected by both of the two different anomaly detection algorithms. Therefore, over-detection of abnormality can be reduced as compared with the first embodiment.
- step S01 the communication unit 21 receives the disturbance torque calculated by the sensor 13 attached to the robot 101 and the disturbance torque calculation unit 15 from the communication unit 11 of the robot 101.
- step S51 the first abnormality detection unit 26 detects an abnormality generated in the robot 101 based on the disturbance torque received by the communication unit 21. Since the detailed procedure of step S51 is the same as the detailed procedure of step S02 described with reference to FIG. 3 or FIG. 4, the description thereof will be omitted.
- the second abnormality detection unit 27 detects the abnormality generated in the robot 101 based on the probability distribution or the degree of abnormality of the disturbance torque received by the communication unit 21. At this time, the second abnormality detection unit 27 searches for the presence or absence of an abnormality in the same range as in step S51 without limiting the time or time zone to be detected.
- step S51 first abnormality detection unit 26
- step S56 second abnormality detection unit 27
- the process proceeds to step S58
- the control unit 51 proceeds to step S58.
- the time or time zone matches is not limited to the case where the time when the abnormality occurs completely matches, and both the times of the abnormality detected in step S51 and step S56 belong to the same time zone. It is also included if it is.
- the length of the time zone may be, for example, 1 minute or less.
- the parameter setting unit 25 may optimize the length of the time zone by using machine learning.
- step S58 If the time or time zone matches (YES in S58), the process proceeds to step S59, and the control unit 51 determines that an abnormality has occurred in the robot 101. Proceeding to step S04, the notification control unit 23 notifies the user of the robot 101 of the abnormality of the robot 101 determined by the control unit 51, and the flowchart of FIG. 8 ends. If no abnormality is detected in at least one of step S51 or step S56 (NO in step S57), or if the time or time zone in which the abnormality detected in step S51 and step S56 occurs does not match, step. The flowchart of FIG. 8 ends without executing S04.
- the notification control unit 23 controls to notify the abnormality of the robot 101 detected by combining the first abnormality detection unit 26 and the second abnormality detection unit 27. That is, the notification control unit 23 outputs only the anomalies detected by both of the two different anomaly detection algorithms. Therefore, as compared with the first embodiment, it is possible to reduce the so-called over-determination of abnormality, which is erroneously determined that there is an abnormality even though it is normal.
- the second abnormality detection unit 27 detects the abnormality of the robot 101 based on the probability distribution of the disturbance torque. Anomalies can be detected with high accuracy by using different anomaly detection algorithms.
- the second abnormality detection unit 27 is detected only when an abnormality is detected by the first abnormality detection unit 26 (YES in S52) and by the first abnormality detection unit 26.
- the abnormality of the robot 101 is searched only at the time or time zone when the abnormality occurs. Therefore, the calculation processing load of the second abnormality detection unit 27 is reduced, and the processing time is shortened.
- the first abnormality detection unit 26 and the second abnormality detection unit 27 independently detect the abnormality, and the control unit 51 collates the detected abnormality occurrence time or time zone. By doing so, it is finally determined whether or not an abnormality has occurred. As a result, it is possible to suppress an abnormality detection omission as compared with the abnormality detection device of the first embodiment which does not have the second abnormality detection unit 27. That is, it is possible to suppress oversight of an abnormality that actually occurs.
- the parameter setting unit 25 optimizes the length of the time zone in step S58 by using machine learning such as ensemble learning. As a result, over-detection can be suppressed and the detection accuracy can be improved.
- the above-described embodiment is an example of the present invention. Therefore, the present invention is not limited to the above-described embodiment, and even if it is an embodiment other than this embodiment, as long as it does not deviate from the technical idea of the present invention, it depends on the design and the like. Needless to say, various changes are possible.
- the disturbance torque has been described as an example, but the present invention is not limited to this, and is, for example, the detected value of the acceleration detected by the acceleration sensor installed on the joint axis or the like. You may.
- the first abnormality detection unit 26 and the second abnormality detection unit 27 can replace the disturbance torque with the detection value of the acceleration and detect the abnormality of the robot 101 by the above method.
Landscapes
- Engineering & Computer Science (AREA)
- Robotics (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Automation & Control Theory (AREA)
- Manipulator (AREA)
- Testing And Monitoring For Control Systems (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19920659.0A EP3951528B1 (en) | 2019-03-27 | 2019-03-27 | Abnormality detection apparatus, and abnormality detection method |
| US17/437,922 US12257704B2 (en) | 2019-03-27 | 2019-03-27 | Abnormality detection device and abnormality detection method |
| PCT/JP2019/013342 WO2020194597A1 (ja) | 2019-03-27 | 2019-03-27 | 異常検知装置、及び異常検知方法 |
| CN201980094849.0A CN113646718B (zh) | 2019-03-27 | 2019-03-27 | 异常探测装置及异常探测方法 |
| JP2021508545A JP7268722B2 (ja) | 2019-03-27 | 2019-03-27 | 異常検知装置、及び異常検知方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/013342 WO2020194597A1 (ja) | 2019-03-27 | 2019-03-27 | 異常検知装置、及び異常検知方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020194597A1 true WO2020194597A1 (ja) | 2020-10-01 |
Family
ID=72610189
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/013342 Ceased WO2020194597A1 (ja) | 2019-03-27 | 2019-03-27 | 異常検知装置、及び異常検知方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12257704B2 (https=) |
| EP (1) | EP3951528B1 (https=) |
| JP (1) | JP7268722B2 (https=) |
| CN (1) | CN113646718B (https=) |
| WO (1) | WO2020194597A1 (https=) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2023007634A1 (https=) * | 2021-07-28 | 2023-02-02 | ||
| WO2023057591A1 (de) * | 2021-10-08 | 2023-04-13 | Dürr Systems Ag | Überwachungsverfahren für einen roboter und zugehörige roboteranlage |
| TWI892275B (zh) * | 2023-07-24 | 2025-08-01 | 日商日本製鐵股份有限公司 | 異常檢測裝置、工廠系統、特徵資訊生成裝置、異常檢測方法、特徵資訊生成方法、及程式 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI805978B (zh) * | 2020-12-22 | 2023-06-21 | 達明機器人股份有限公司 | 雙迴路力矩感知系統及其感知方法 |
| US20250162142A1 (en) * | 2022-03-16 | 2025-05-22 | Sony Interactive Entertainment Inc. | Control apparatus, control method, and program |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58222311A (ja) * | 1982-06-18 | 1983-12-24 | Mitsubishi Heavy Ind Ltd | 異常診断装置 |
| JPH0711472B2 (ja) * | 1990-10-17 | 1995-02-08 | 旭化成工業株式会社 | 異常検出方法および装置 |
| JPH09174482A (ja) | 1995-12-25 | 1997-07-08 | Fanuc Ltd | ロボットの故障診断方法 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4337516A (en) * | 1980-06-26 | 1982-06-29 | United Technologies Corporation | Sensor fault detection by activity monitoring |
| JP2003296851A (ja) * | 2002-02-01 | 2003-10-17 | Shimadzu System Solutions Co Ltd | 遠隔異常監視システム |
| US6636081B1 (en) * | 2002-03-26 | 2003-10-21 | E-Cmds Corporation | Voltage-comparing device with analog-signal converter |
| JP2008033532A (ja) * | 2006-07-27 | 2008-02-14 | Denso Corp | 可動部を備えた設備の異常を検出する方法及び異常検出装置 |
| EP2813913A1 (en) * | 2007-03-22 | 2014-12-17 | Nec Corporation | Diagnostic device |
| JP2010211440A (ja) * | 2009-03-10 | 2010-09-24 | Railway Technical Res Inst | 異常予測装置、異常予測システム、異常予測方法、及びプログラム |
| JP4905536B2 (ja) * | 2009-10-29 | 2012-03-28 | カシオ計算機株式会社 | 時刻情報取得装置、および、電波時計 |
| JP5365595B2 (ja) * | 2010-09-15 | 2013-12-11 | 株式会社安川電機 | 減速機の異常判定方法、異常判定装置、ロボット及びロボットシステム |
| JP5414703B2 (ja) * | 2011-01-20 | 2014-02-12 | 東京エレクトロン株式会社 | 処理装置の異常診断方法及びその異常診断システム |
| CN105221132B (zh) * | 2014-06-30 | 2018-08-10 | 中国石油化工股份有限公司 | 一种钻井工程参数状态检测方法 |
| CN104156473B (zh) * | 2014-08-25 | 2017-05-03 | 哈尔滨工业大学 | 一种基于ls‑svm的传感器检测数据异常片段检测方法 |
| JP6223936B2 (ja) * | 2014-09-12 | 2017-11-01 | 株式会社日立ハイテクノロジーズ | 異常傾向検出方法およびシステム |
| US10539468B2 (en) * | 2015-02-25 | 2020-01-21 | Nec Corporation | Abnormality detection apparatus, abnormality detection method, and non-transitory computer-readable medium |
| EP3290675A4 (en) | 2015-04-28 | 2018-05-23 | Yamaha Hatsudoki Kabushiki Kaisha | Straddle-type vehicle |
| EP3305483B1 (en) * | 2015-05-29 | 2020-12-30 | Nissan Motor Co., Ltd. | Fault diagnosis device and fault diagnosis method |
| US11314241B2 (en) * | 2016-06-07 | 2022-04-26 | Mitsubishi Electric Corporation | Abnormality diagnosis apparatus and abnormality diagnosis method |
| JP6426667B2 (ja) | 2016-08-10 | 2018-11-21 | 三菱重工工作機械株式会社 | 工作機械の工具の異常検知装置及び方法 |
| JP6857818B2 (ja) | 2016-10-24 | 2021-04-14 | パナソニックIpマネジメント株式会社 | エンコーダの異常検出方法及び異常検出装置、並びにロボット制御システム |
| JP6860406B2 (ja) * | 2017-04-05 | 2021-04-14 | 株式会社荏原製作所 | 半導体製造装置、半導体製造装置の故障予知方法、および半導体製造装置の故障予知プログラム |
| JP6703021B2 (ja) * | 2018-02-20 | 2020-06-03 | ファナック株式会社 | サーボ制御装置 |
| JP6863930B2 (ja) * | 2018-05-29 | 2021-04-21 | ファナック株式会社 | 寿命予測装置及び機械学習装置 |
| CN109213654B (zh) * | 2018-07-05 | 2023-01-03 | 北京奇艺世纪科技有限公司 | 一种异常检测方法及装置 |
-
2019
- 2019-03-27 JP JP2021508545A patent/JP7268722B2/ja active Active
- 2019-03-27 EP EP19920659.0A patent/EP3951528B1/en active Active
- 2019-03-27 US US17/437,922 patent/US12257704B2/en active Active
- 2019-03-27 WO PCT/JP2019/013342 patent/WO2020194597A1/ja not_active Ceased
- 2019-03-27 CN CN201980094849.0A patent/CN113646718B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58222311A (ja) * | 1982-06-18 | 1983-12-24 | Mitsubishi Heavy Ind Ltd | 異常診断装置 |
| JPH0711472B2 (ja) * | 1990-10-17 | 1995-02-08 | 旭化成工業株式会社 | 異常検出方法および装置 |
| JPH09174482A (ja) | 1995-12-25 | 1997-07-08 | Fanuc Ltd | ロボットの故障診断方法 |
Non-Patent Citations (1)
| Title |
|---|
| YASUHIRO TANAKA, TORU TAKAGI, TOSHIMICHI URAKAWA, YUTA OTA, DONGJIO TANG: "The Failure Prediction for Robot Reducer by Machine Learning", TRANSACTIONS OF SOCIETY OF AUTOMOTIVE ENGINEERS OF JAPAN, vol. 50, no. 2, 1 January 2019 (2019-01-01), JP, pages 585 - 590, XP055854786, ISSN: 0287-8321, DOI: 10.11351/jsaeronbun.50.585 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2023007634A1 (https=) * | 2021-07-28 | 2023-02-02 | ||
| US20240278428A1 (en) * | 2021-07-28 | 2024-08-22 | Fanuc Corporation | Robot system |
| JP7772797B2 (ja) | 2021-07-28 | 2025-11-18 | ファナック株式会社 | ロボットシステム |
| WO2023057591A1 (de) * | 2021-10-08 | 2023-04-13 | Dürr Systems Ag | Überwachungsverfahren für einen roboter und zugehörige roboteranlage |
| TWI892275B (zh) * | 2023-07-24 | 2025-08-01 | 日商日本製鐵股份有限公司 | 異常檢測裝置、工廠系統、特徵資訊生成裝置、異常檢測方法、特徵資訊生成方法、及程式 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3951528B1 (en) | 2023-09-06 |
| CN113646718A (zh) | 2021-11-12 |
| US20220126461A1 (en) | 2022-04-28 |
| EP3951528A4 (en) | 2022-03-23 |
| CN113646718B (zh) | 2024-04-30 |
| JP7268722B2 (ja) | 2023-05-08 |
| US12257704B2 (en) | 2025-03-25 |
| EP3951528A1 (en) | 2022-02-09 |
| JPWO2020194597A1 (https=) | 2020-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7268722B2 (ja) | 異常検知装置、及び異常検知方法 | |
| JP6140331B1 (ja) | 主軸または主軸を駆動するモータの故障予知を学習する機械学習装置および機械学習方法、並びに、機械学習装置を備えた故障予知装置および故障予知システム | |
| CN112947356B (zh) | 控制方法、控制装置、机械装备和记录介质 | |
| US10725465B2 (en) | State diagnostic device | |
| CN111352388A (zh) | 学习用数据确认辅助装置、机器学习装置、故障预测装置 | |
| CN112987682B (zh) | 控制方法、控制装置和机械设备 | |
| US12103169B2 (en) | Abnormality diagnosis device and abnormality diagnosis method | |
| JP2017033526A (ja) | 故障条件を学習する機械学習方法及び機械学習装置、並びに該機械学習装置を備えた故障予知装置及び故障予知システム | |
| CN119847066A (zh) | 一种精密数控机床运行状态智能控制方法及系统 | |
| CN119312148B (zh) | 基于工业物联网的设备故障预测方法及相关设备 | |
| CN117991752B (zh) | 基于数字孪生和物联网技术的设备故障预测系统及方法 | |
| JP2022066762A (ja) | 異常診断装置及び異常診断方法 | |
| CN117331344A (zh) | 数控加工过程多信号质量监测与控制系统 | |
| JP7131611B2 (ja) | 異常判定装置及び異常判定方法 | |
| CN113678074B (zh) | 工艺状态监视装置以及工艺状态监视方法 | |
| US20250199522A1 (en) | Diagnosis device and computer-readable recording medium | |
| CN119781370B (zh) | 一种数控加工尺寸误差预测方法 | |
| CN121348954B (zh) | 一种数控机床运行状态监测方法及系统 | |
| Liao et al. | Machine anomaly detection and diagnosis incorporating operational data applied to feed axis health monitoring | |
| KR20260042656A (ko) | 계절성 특성 벡터 추출을 이용한 산업용 설비의 고장 예측 장치 및 고장 예측 방법 | |
| Rangari et al. | Predictive Maintenance System: A Review | |
| US20250238020A1 (en) | Abnormality diagnostic device, abnormality diagnostic system, and storage medium | |
| CN120251589A (zh) | 一种基于模糊控制算法的液压加载系统控制方法 | |
| CN121018569A (zh) | 工业机器人监测方法、装置、设备和存储介质 | |
| CN121704326A (zh) | 基于位移与电流融合判断的往复台车故障检测方法及系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19920659 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021508545 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019920659 Country of ref document: EP Effective date: 20211027 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17437922 Country of ref document: US |