WO2019235295A1 - 摩擦攪拌接合用ツール及び摩擦攪拌接合方法 - Google Patents
摩擦攪拌接合用ツール及び摩擦攪拌接合方法 Download PDFInfo
- Publication number
- WO2019235295A1 WO2019235295A1 PCT/JP2019/021018 JP2019021018W WO2019235295A1 WO 2019235295 A1 WO2019235295 A1 WO 2019235295A1 JP 2019021018 W JP2019021018 W JP 2019021018W WO 2019235295 A1 WO2019235295 A1 WO 2019235295A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- friction stir
- stir welding
- tool
- probe
- welding tool
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
- B23K20/1255—Tools therefor, e.g. characterised by the shape of the probe
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/14—Titanium or alloys thereof
Definitions
- the present invention relates to a friction stir welding tool and a friction stir welding method.
- Friction stir welding (FSW: Friction stir welding) is known as a typical solid-phase joining method for metal materials.
- FSW Friction stir welding
- the metal materials to be joined are made to face each other at the joint, a probe provided at the tip of the rotary tool is inserted into the joint, and the rotary tool is moved while rotating along the joint interface.
- the two metal materials are joined by causing the metal materials to flow by frictional heat and the stirring force of the rotary tool.
- Friction stir welding is characterized by the fact that the maximum temperature reached during welding does not reach the melting point of the materials to be joined, and the strength reduction at the joint is small compared to conventional fusion welding, and has recently been rapidly put into practical use.
- Patent Document 1 Japanese Patent Laid-Open No. 2018-001261
- the coating film including a compound
- the compound includes the first element and the first element. Containing two elements, the first element is at least one selected from the group consisting of Group 4 elements of the periodic table, Group 5 elements of the periodic table, Group 6 elements of the periodic table, aluminum and silicon
- the second element is at least one selected from the group consisting of carbon, nitrogen, oxygen and boron
- the coating includes a rough surface region, the rough surface region includes a plurality of concave portions, and the concave portion is a rough surface region.
- a friction stir welding tool has been proposed in which the depth from the average surface is 0.5 ⁇ m or more and the coating has a thickness of 2 ⁇ m or more and 12 ⁇ m or less in the rough surface region.
- Patent Document 2 Japanese Patent Application Laid-Open No. 2018-039027 discloses a friction stir welding method in which a pair of metal members are friction stir welded, and the pair of metal members are included in the joining region formed by the friction stir welding. A fixing process for fixing the side surfaces to face each other, and a probe having a processing tool for friction stir welding projecting from the tool body is pressed against a pair of metal members from the upper side of the end side surface while rotating together with the tool body.
- Friction stir welding step of moving the probe that has been rotated relative to the pair of metal members along the joining line in the joining region, and in the fixing step, the opposite ends of the pair of metal members At least part of the side of the tool body is separated by a distance shorter than the radius of the probe in at least a partial region of the joining line to fix the pair of metal members. Friction stir welding method of, has been proposed.
- the metal material in the friction stir welding is softened by the frictional heat generated with the rotation of the probe and is present at the base of the probe, and the metal material present on the base of the probe is In addition to affecting the amount of heat storage at the base of the probe, it also hinders the movement of the probe along the joint line.
- the metal material softened by frictional heat and present on the base side of the probe is small in amount due to the separation of the end side surface at a distance shorter than the radius of the probe. It becomes.
- the amount of heat stored at the base of the probe can be reduced, the melting of the probe constituent material can be suppressed, and the obstruction of the movement of the probe along the joining line can be reduced. Can bring.
- the probe life can be extended.
- the object of the present invention is to provide a friction stir welding tool that has a long life and is inexpensive regardless of the mode of friction stir welding and the type of materials to be joined.
- An object of the present invention is to provide a friction stir welding method using a friction stir welding tool.
- the present invention A body portion having a shoulder portion; A probe part provided on the bottom surface of the main body part, The probe part is spherical, A friction stir welding tool characterized by the above.
- the “shoulder part” is a part that is brought into contact with the surface of the material to be joined and mainly generates frictional heat
- the “probe part” is a part that is press-fitted into the material to be joined.
- “Friction stir welding” is a technique in which a stirrer is formed by a friction stir welding tool, and the stirrer is used to achieve joining. For example, when friction stir welding is performed on one material to be joined and the other material to be joined, joining is achieved by forming a stirring portion so as to cover both the one material to be joined and the other joining material. The method of mechanically joining by forming a hook or the like is not included in the friction stir welding.
- the process of wear and breakage of the friction stir welding tool was observed in detail.
- the probe has a shape that increases the interaction with the material to be joined, the viewpoint of forming the stirrer However, it is confirmed that the wear and breakage of the probe part becomes remarkable and the tool life is shortened.
- the shoulder portion is flat or convex.
- “the shoulder portion is convex” means that the shoulder portion has an inclined surface from the end portion of the shoulder portion to the root portion of the probe portion, and the shoulder portion is convex toward the probe portion. I mean.
- the shoulder portion can have a shape that is adopted to improve the stirring force of a general friction stir welding tool. For example, a scroll-like groove is formed on the surface of the shoulder portion. The stirring power can be improved.
- the friction stir welding tool In friction stir welding, since the friction stir welding tool is pressed into the material to be joined while rotating, the peripheral speed at the end of the shoulder portion having a large diameter is maximized, and the temperature of the region tends to increase. As a result, wear and damage often progress at the end of the shoulder, and the tool life is limited by the end of the probe or shoulder.
- the probe portion is hardly worn or damaged. Therefore, the shoulder portion is convex, and the wear and damage of the end portion of the shoulder portion is suppressed, so that the tool life is extremely efficiently achieved. Can be improved.
- the hardness of the shoulder portion is higher than the hardness of the probe portion.
- the probe portion is hardly worn or damaged. Therefore, the hardness of the shoulder portion is made higher than the hardness of the probe portion, and the wear of the shoulder portion is suppressed, so that the tool life can be extremely efficiently achieved. Can be improved.
- a substantially spherical body is used for the probe part, and a part of the substantially spherical body is fitted on the bottom surface side of the main body part. It is preferable that the parts are integrally formed.
- the substantially spherical body having excellent wear resistance and high temperature strength various commercially available bearing balls can be used, and a tool can be manufactured at low cost.
- the material and mechanical properties of the probe portion and the main body portion can be easily adjusted.
- the probe portion is made of any one of cemented carbide, cermet, silicon nitride, sialon, pc-BN, and tungsten alloy.
- cemented carbide cermet
- silicon nitride sialon
- pc-BN pc-BN
- tungsten alloy tungsten alloy.
- the material of the main body portion of the friction stir welding tool of the present invention may be appropriately selected according to the material of the probe portion, the shape of the shoulder portion, etc., and is not particularly limited as long as the effect of the present invention is not impaired.
- it is preferably made of any one of cemented carbide, cermet, silicon nitride, sialon, pc-BN, and tungsten alloy.
- the main body (shoulder) and the probe may be made of the same material or different materials.
- the probe part and / or the main body part may be tool steel such as SKD61 steel.
- the probe portion is press-fitted into a material to be joined composed of any of iron-based metal, titanium, titanium alloy, nickel, and nickel alloy. Since the probe portion of the friction stir welding tool of the present invention has superior strength and durability than the probe portion of a conventional friction stir welding tool, iron-based metal, titanium, titanium alloy, It can be suitably press-fitted into a metal material having high strength and high-temperature strength such as nickel and nickel alloy, and friction stir welding can be performed.
- the friction stir welding tool of the present invention is preferably used for butt welding.
- the region where the probe portion is inserted is generally a concave portion in the joint portion, and it is not always required to fill the region with the material to be joined by plastic flow.
- the superposition joining if there is a stirring portion that joins the upper and lower materials to be joined, defect formation at the joining portion is allowed to some extent.
- wire bonding since it is necessary to form a stirrer having no defect in the region through which the probe portion has passed, it is necessary to generate a smooth and sufficient amount of plastic flow.
- the probe portion of the friction stir welding tool of the present invention has good wear resistance and the like, but can induce an appropriate plastic flow to form a defect-free stirring portion.
- the wear of the probe part is a result of the interaction between the surface of the probe part and the material to be joined, and the probe part suitable for inducing plastic flow often has poor wear characteristics, but the friction stir welding tool of the present invention
- the probe portion can achieve both of these conflicting characteristics by optimizing the shape and material.
- the present invention also provides a friction stir welding method characterized by performing butt joining of a plurality of materials to be joined using the friction stir welding tool of the present invention.
- the friction stir welding tool of the present invention has a spherical crown-shaped probe portion, and the stirring portion formed by the probe portion is smaller than that of a probe portion having a general shape. Not only the overlap friction stir welding, but also a butt joint that needs to guarantee the formation of a stirring portion in the depth direction corresponding to the interface to be joined can be achieved. Moreover, since the friction stir welding tool of the present invention has a very long life, the joining cost can be greatly reduced. In addition, it is possible to reduce the number of replacement work accompanying wear and breakage of the friction stir welding tool, and to increase the efficiency of the joining work.
- At least one of the materials to be joined is composed of any one of iron-based metal, titanium, titanium alloy, nickel, and nickel alloy.
- the friction stir welding tool of the present invention has a long life even for materials to be welded, which have high resistance to deformation at high temperatures and wear and damage to the probe part. Can be obtained.
- the thickness of the material to be joined is more than 1 mm and 4 mm or less.
- the plate thickness of the material to be bonded is more than 1 mm, deformation of the material to be bonded due to friction stir welding can be suppressed, and by setting the plate thickness of the material to be bonded to 4 mm or less, a spherical crown-shaped probe portion Even so, it can be easily press-fitted to the vicinity of the back surface of the material to be joined.
- the length of the probe portion needs to correspond to the thickness of the material to be joined, but the diameter of the spherical crown-like probe portion depends on the length.
- the diameter of the probe portion becomes small, making it difficult to produce a sufficient friction stirring effect.
- the diameter of the probe portion becomes large, and the joining load, etc. It will increase.
- the plate thickness of the material to be joined is more than 1 mm and 4 mm or less, both the length and the diameter of the probe part can be within an appropriate range, and a good stirring part can be efficiently formed. .
- the friction stir welding tool is subjected to friction stir welding with an advancing angle of 1 to 5 °.
- the plastic flow formed around the probe can be smoothed, and in a wide range of welding conditions (tool rotation speed, tool movement speed, etc.) A defect-free stirring section can be formed.
- a stir welding method can be provided.
- FIG. 2 It is a schematic sectional drawing which shows an example of the tool for friction stir welding of this invention. It is the schematic of the tool for friction stir welding used in the Example. 2 is an external view photograph of a sample obtained by subjecting a 6 mm thick plate to friction stir welding in Example 1.
- FIG. 2 It is a cross-sectional macro photograph of each stirring part shown in FIG. 2 is an appearance photograph of a sample obtained by subjecting a 2 mm thick plate to friction stir welding in Example 1.
- FIG. It is an external appearance photograph after friction stir welding of the tool for friction stir welding used in Example 1 (total joining length of 3000 mm).
- 2 is an appearance photograph of a sample obtained by subjecting a 2 mm thick plate to friction stir welding in Example 2.
- FIG. 1 is a schematic sectional view showing an example of the friction stir welding tool of the present invention.
- the friction stir welding tool 1 of the present invention has a main body portion 4 having a shoulder portion 2 and a probe portion 6 provided on the bottom surface of the main body portion 4, and the probe portion 6 has a spherical crown shape.
- FIG. 1 shows a case where a substantially spherical body is used for the probe portion 6 and the substantially spherical body is fitted into the bottom surface side of the main body portion 4 and is integrally molded.
- the shape of the friction stir welding tool 1 may be realized by knotting, or may be realized by cutting out from one bulk body.
- the tool can be manufactured at low cost.
- various commercially available bearing balls can be used, and the tool can be manufactured at low cost.
- the material and mechanical properties of the probe portion 6 and the main body portion 4 can be easily adjusted.
- the method of integrally forming the probe portion 6 and the main body portion 4 is not particularly limited as long as the effects of the present invention are not impaired, and various conventionally known forming methods can be used. It may be sintered together.
- the thickness that can be joined by the friction stir welding tool 1 is basically determined by the protruding length L of the probe portion 6 from the bottom surface of the main body portion 4.
- the protruding length L can be controlled by the radius r of the substantially spherical body used as the probe portion 6, the extent to which the substantially spherical body is inserted into the main body portion 4, and the like.
- the center C of the substantially spherical body is located inside the main body unit 4.
- the protruding length L and the radius r are set to 0.5r ⁇ L ⁇ r. It is preferable.
- the absolute value of L is preferably more than 1 mm and 4 mm or less, more preferably 2 to 3 mm.
- the shoulder portion 2 is preferably flat or convex.
- the convex shape means that the shoulder portion 2 has an inclined surface from the end portion of the shoulder portion 2 to the base portion of the probe portion 6, and the shoulder portion 2 is convex toward the probe portion 6.
- the shoulder part 2 can be provided with a shape that is used to improve the stirring force of a general friction stir welding tool. For example, a scroll-like groove is formed on the surface of the shoulder part 2. The stirring power can be improved.
- the inclination ⁇ of the shoulder portion 2 is preferably 0 ° (flat) to 20 °, more preferably 1 ° to 10 °, and most preferably 2 ° to 5 °.
- the hardness of the shoulder portion 2 is preferably higher than the hardness of the probe portion 6.
- the hardness of the shoulder portion 2 is made higher than the hardness of the probe portion 6 and the wear of the shoulder portion 2 is suppressed. Lifespan can be improved.
- the probe portion 6 is preferably composed of any one of cemented carbide, cermet, silicon nitride, sialon, pc-BN, and tungsten alloy.
- cemented carbide cermet, silicon nitride, sialon, pc-BN, and tungsten alloy.
- the tool life can be extended even for a material to be joined that has a high temperature deformation resistance and wear and damage of the probe portion 6 becomes remarkable.
- an iron-type metal, titanium, a titanium alloy, nickel, nickel alloy etc. can be mentioned, for example.
- the material of the main body portion 4 may be appropriately selected according to the material of the probe portion 6, the shape of the shoulder portion 2, and the like, and is not particularly limited as long as the effects of the present invention are not impaired.
- cemented carbide, cermet, It is preferably composed of any one of silicon nitride, sialon, pc-BN, and tungsten alloy.
- the main body 4 (shoulder 2) and the probe 6 may be made of the same material or different materials.
- the probe portion 6 and / or the main body portion 4 may be tool steel such as SKD61 steel.
- Friction stir welding The friction stir welding method of the present invention is characterized by performing a butt joint of a plurality of materials to be joined using the friction stir welding tool of the present invention.
- One of the materials to be joined and the other material to be joined are butted and the probe portion 6 of the rotated friction stir welding tool 1 is press-fitted into the butting region, and the friction stir welding tool 1 is moved along the butting line. Joining is achieved.
- the probe portion 6 has a spherical crown shape and has a small interaction with the material to be joined, and the stirring portion formed by the probe portion 6 is smaller than a stirring portion formed by a general friction stir welding tool.
- the friction stir welding it is sufficient that the interface to be joined is included in the stirring portion, and even when the friction stir welding tool 1 is used, a good joint can be obtained.
- At least one of the one material to be joined and the other material to be joined is composed of any one of iron-based metal, titanium, titanium alloy, nickel, and nickel alloy.
- the friction stir welding tool 1 has a long life even for a material to be welded, which has high deformation resistance at a high temperature, and wear and damage of the probe part 6 is remarkable. Can be obtained.
- the amount of insertion, rotation speed, moving speed, press-fitting load (joining load), etc. of the friction stir welding tool 1 are the same as the material of one material to be joined and / or the other material to be joined, machine
- the advancing angle of the friction stir welding tool 1 during the friction stir welding is preferably set to 1 to 5 °.
- Example 1 For the purpose of confirming the shape and size of the stirrer formed by the friction stir welding tool of the present invention, using a cemented carbide tool having the shape of FIG. S55C) Friction stir welding was performed on the plate using a star-in plate.
- Fig. 3 shows an appearance photograph of the sample obtained with a tool rotation speed of 400 rpm, a tool movement speed (joining speed) of 500 mm / min to 100 mm / min, and a tool advance angle of 3 °.
- the surface of the stirring portion is in a state similar to that of general friction stir welding. In addition, no defects are observed in the stirring portion.
- FIG. 4 shows a cross-sectional macrophotograph of each stirring section shown in FIG.
- the stirrer formed around the probe is smaller than when using a generally shaped tool, especially when the welding speed is fast, but the center of the joint corresponding to the interface to be joined Has a good stirring part.
- the region where the cooling rate after the friction stir welding is fast is white, and the region where the cooling rate is slow is black.
- FIG. 5 shows a photograph of the surface appearance of the stirring portion obtained until the total joining length reaches 3000 mm. It can be seen that almost no change in the shape of the surface of the stirring portion with the increase in the joining length is observed, and a good stirring portion is formed.
- Fig. 6 shows an appearance photograph of the friction stir welding tool after the friction stir welding with a total joining length of 3000 mm.
- the shoulder portion is slightly retracted, no significant wear or breakage is observed in the probe portion, and a good state is maintained.
- the friction stir welding was continued using the friction stir welding tool, when the total joint length reached 4180 mm, the length of the probe portion was too long due to the retraction of the shoulder portion, and the material to be joined was penetrated. The test was terminated. In addition, even when the total joint length reached 4180 mm, the probe portion maintained a healthy state except for the increase in length.
- Example 2 For the purpose of evaluating the life of the friction stir welding tool of the present invention, a star-in plate is used by using a silicon nitride tool having the shape of FIG. 2 with respect to a 350 mm ⁇ 60 mm ⁇ 2 mm medium carbon steel (S55C) plate. Friction stir welding was performed.
- FIG. 7 shows a photograph of the appearance of a sample obtained with a tool rotation speed of 400 rpm, a tool movement speed (joining speed) of 100 mm / min, and a tool advance angle of 3 °.
- the surface of the stirring portion is in a state similar to that of general friction stir welding.
- formation of a defect was not recognized in the stirring part, and the total joining length until tool breakage was 6569 mm.
- ⁇ Comparative example 1 ⁇ The life of a friction stir welding tool having a general shape was evaluated in the same manner as in Example 1 except that a cemented carbide tool having the shape of FIG. 8 was used.
- the test material was a 350 mm ⁇ 60 mm ⁇ 2 mm medium carbon steel (S55C) plate, the friction stir welding conditions were a tool rotation speed of 400 rpm, a tool movement speed (joining speed) of 100 mm / min, and a tool advance angle of 3 °.
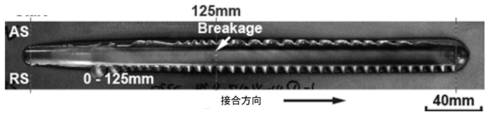
- Fig. 9 shows a photograph of the surface appearance of the obtained stirring section.
- the probe portion is broken at a position of 125 mm from the start of joining and is buried in the stirring portion.
- the surface form similar to a stirring part is recognized after 125 mm, the said area
- Figure 10 shows an external view of the friction stir welding tool after the test. It can be seen that the probe part has completely disappeared due to breakage.
- ⁇ Comparative example 2 ⁇ The life of a friction stir welding tool having a general shape was evaluated in the same manner as in Example 2 except that a silicon nitride tool having the shape of FIG. 8 was used.
- the test material was a 350 mm ⁇ 60 mm ⁇ 2 mm medium carbon steel (S55C) plate, the friction stir welding conditions were a tool rotation speed of 400 rpm, a tool movement speed (joining speed) of 100 mm / min, and a tool advance angle of 3 °.
- Fig. 11 shows a photograph of the surface appearance of the obtained stirring section.
- the probe portion is broken at a position of 27 mm from the start of joining and is buried in the stirring portion.
- the friction stir welding tool of the present invention is made of cemented carbide, compared with a friction stir welding tool having a general probe portion shape, It was confirmed that it has a life of 30 times or more. Further, from the results of Example 2 and Comparative Example 2, the friction stir welding tool of the present invention is made of silicon nitride, so that it is 243 compared with a friction stir welding tool having a general probe portion shape. It has been confirmed that it has twice the life.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
摩擦攪拌接合の態様や被接合材の種類に依らず、長寿命かつ安価な摩擦攪拌接合用ツールを提供し、更に、当該摩擦攪拌接合用ツールを用いた摩擦攪拌接合方法を提供する。ショルダ部を有する本体部と、当該本体部の底面に設けられたプローブ部と、を有し、プローブ部が球冠状であること、を特徴とする摩擦攪拌接合用ツールである。ショルダ部がフラット状又は凸状であることが好ましく、ショルダ部の硬度がプローブ部の硬度よりも高いことが好ましい。
Description
本発明は摩擦攪拌接合用ツール及び摩擦攪拌接合方法に関する。
金属材の代表的な固相接合方法として、摩擦攪拌接合(FSW:Friction stir welding)が知られている。摩擦攪拌接合では、接合しようとする金属材を接合部において対向させ、回転ツールの先端に設けられたプローブを被接合部に挿入し、被接合界面に沿って回転ツールを回転させつつ移動させて、摩擦熱及び回転ツールの攪拌力により金属材を材料流動させることによって、2つの金属材を接合する。摩擦攪拌接合は接合中の最高到達温度が被接合材の融点に達せず、接合部における強度低下が従来の溶融溶接と比較して小さいのが特徴で、近年急速に実用化が進んでいる。
しかしながら、摩擦攪拌接合は種々の優れた特性を有する一方で、被接合材よりも高強度なツールを圧入する必要があることに加えて、ツールに大きな応力が印加されるため、被接合材によってはツールのコスト及び寿命が大きな問題となる。具体的には、アルミニウムやマグネシウム等の比較的柔らかい金属の薄板を接合する場合は、ツールへの負荷も小さく、ツール寿命や接合条件に関して特に問題にならないが、鋼やチタン等の高融点金属を接合する場合はツール寿命が極端に短くなってしまう。
これに対し、特許文献1(特開2018-001261号公報)では、基材および基材の少なくとも一部を被覆する被膜を備え、当該被膜は化合物を含み、当該化合物は、第1元素および第2元素を含有し、当該第1元素は、周期表第4族元素、周期表第5族元素、周期表第6族元素、アルミニウムおよび珪素からなる群より選択される少なくとも1種であり、当該第2元素は、炭素、窒素、酸素および硼素からなる群より選択される少なくとも1種であり、当該被膜は粗面領域を含み、当該粗面領域は凹部を複数含み、当該凹部は粗面領域の平均面からの深さが0.5μm以上であり、粗面領域において、被膜は2μm以上12μm以下の厚さを有する、摩擦攪拌接合ツール、が提案されている。
上記特許文献1に記載の摩擦攪拌接合ツールにおいては、被膜が特定の化合物を含み、かつ特定の粗面領域を含む場合、当該粗面領域では、加工が繰り返されても、長期に亘って、適度な粗さが維持されることから、摩擦熱が効率的に発生する、とされている。また、その結果、接合時間が短縮され、1スポットあたりの被膜の摩耗量も減少し、摩擦攪拌接合ツールは長寿命になる、とされている。
また、特許文献2(特開2018-039027号公報)では、一対の金属部材を摩擦攪拌接合する摩擦攪拌接合方法であって、一対の金属部材を、前記摩擦攪拌接合による接合領域に含まれる端側面が向かい合うように固定する固定工程と、摩擦攪拌接合用の加工ツールがツール本体から突出して有するプローブを、当該ツール本体と共に回転させたまま端側面の上方の側から一対の金属部材に押し付けてから、回転したままのプローブを、接合領域における接合線に沿って一対の金属部材に対して相対的に移動させる摩擦攪拌接合工程とを有し、固定工程では、一対の金属部材の向かい合った端側面の少なくともツール本体の側を、接合線の少なくとも一部領域においてプローブの半径より短い距離だけ離間して、一対の金属部材を固定する摩擦攪拌接合方法、が提案されている。
ここで、上記特許文献2では、摩擦攪拌接合中の金属材料は、プローブの回転に伴って発生した摩擦熱により軟化してプローブの付け根に存在し、プローブの付け根の側に存在する金属材料はプローブの付け根での蓄熱量の大小に影響する他、接合線に沿ったプローブの移動の妨げとなる、とされている。これに対し、上記特許文献2に記載の摩擦攪拌接合方法では、摩擦熱により軟化してプローブの付け根の側に存在する金属材料は、プローブの半径より短い距離での端側面の離間により、少量となる。よって、この形態の摩擦攪拌接合方法によれば、プローブの付け根での蓄熱量を小さくして、プローブの構成材の溶損を抑制できると共に、接合線に沿ったプローブの移動の妨げの軽減をもたらし得る。これらの結果、この形態の摩擦攪拌接合方法によれば、プローブの長寿命化をもたらし得る、とされている。
しかしながら、上記特許文献1に開示されている摩擦攪拌接合ツールでは、ツールの寿命が薄い皮膜の表面状態に律速されてしまうことに加えて、摩擦攪拌接合の被接合材は多種多様であり、普遍的なツール寿命の向上を達成することができない。更に、当該摩擦攪拌接合ツールはスポット接合を対象としており、点接合と比較して接合時間が不可避的に増加する線接合に対するツール寿命の向上を期待することができない。
また、上記特許文献2に開示されている摩擦攪拌接合方法では、被接合材の短側面を正確に離間させる必要があり、接合工程が複雑になるだけでなく、接合コストも増加してしまう。加えて、当該離間により、欠陥のない良好な攪拌部を得ることができる適切接合条件が大幅に制限されてしまう。
以上のような従来技術における問題点に鑑み、本発明の目的は、摩擦攪拌接合の態様や被接合材の種類に依らず、長寿命かつ安価な摩擦攪拌接合用ツールを提供し、更に、当該摩擦攪拌接合用ツールを用いた摩擦攪拌接合方法を提供することにある。
本発明者は上記目的を達成すべく、摩擦攪拌接合用ツールの形状等について鋭意研究を重ねた結果、プローブ部の形状を最適化すること等が極めて有効であることを見出し、本発明に到達した。
即ち、本発明は、
ショルダ部を有する本体部と、
前記本体部の底面に設けられたプローブ部と、を有し、
前記プローブ部が球冠状であること、
を特徴とする摩擦攪拌接合用ツール、を提供する。
ショルダ部を有する本体部と、
前記本体部の底面に設けられたプローブ部と、を有し、
前記プローブ部が球冠状であること、
を特徴とする摩擦攪拌接合用ツール、を提供する。
ここで、摩擦攪拌接合用ツールにおいて、「ショルダ部」とは被接合材の表面に当接させ、主として摩擦熱を発生させる部位であり、「プローブ部」とは被接合材に圧入する部位である。また、「摩擦攪拌接合」とは、摩擦攪拌接合用ツールによって攪拌部を形成し、当該攪拌部によって接合を達成する手法である。例えば、一方の被接合材と他方の接合材を摩擦攪拌接合する場合、一方の被接合材と他方の接合材の両方に亘るように攪拌部を形成することで接合が達成され、接合界面におけるフックの形成等によって機械的に接合する手法は摩擦攪拌接合には含まれない。
種々の態様における摩擦攪拌接合に関して、摩擦攪拌接合用ツールの摩耗及び破損の過程を詳細に観察したところ、被接合材との相互作用が大きくなるプローブ部形状を有する場合、攪拌部の形成という観点からは有利であるが、プローブ部の摩耗及び破損が顕著となり、ツール寿命が短くなってしまうことが確認された。
これに対し、本体部の底面に球冠状のプローブ部を設けた場合、当該プローブ部と被接合材との相互作用が極めて小さくなり、プローブ部の摩耗及び破損が大幅に低減されることが明らかとなった。一方で、摩擦攪拌線接合及び摩擦攪拌点接合に必要な攪拌部は十分に形成されることから、摩擦攪拌接合用ツールとして用いることが可能である。
本発明の摩擦攪拌接合用ツールにおいては、前記ショルダ部がフラット状又は凸状であること、が好ましい。ここで、「ショルダ部が凸状」とは、ショルダ部の端部からプローブ部の根元部にかけて傾斜面を有しており、当該プローブ部に向かってショルダ部が凸状となっていることを意味している。なお、ショルダ部には、一般的な摩擦攪拌接合用ツールに攪拌力を向上させるために採用されている形状を付することができ、例えば、ショルダ部の表面にスクロール状の溝を形成させて攪拌力を向上させることができる。
摩擦攪拌接合においては摩擦攪拌接合用ツールを回転させつつ被接合材に圧入するため、直径が大きなショルダ部端部の周速が最大となり、当該領域の温度が高くなる傾向となる。その結果、ショルダ部端部において摩耗及び損傷が進行する場合が多く、プローブ部又はショルダ部端部によってツール寿命が律速されてしまう。ここで、本発明の摩擦攪拌接合用ツールではプローブ部が殆ど摩耗及び損傷しないため、ショルダ部を凸状として、ショルダ部端部の摩耗及び損傷を抑制することで、極めて効率的にツール寿命を向上させることができる。
また、本発明の摩擦攪拌接合用ツールにおいては、前記ショルダ部の硬度が前記プローブ部の硬度よりも高いこと、が好ましい。本発明の摩擦攪拌接合用ツールではプローブ部が殆ど摩耗及び損傷しないため、ショルダ部の硬度をプローブ部の硬度よりも高くし、ショルダ部の摩耗を抑制することで、極めて効率的にツール寿命を向上させることができる。
また、本発明の摩擦攪拌接合用ツールにおいては、前記プローブ部に略球状体を用い、前記略球状体の一部が前記本体部の底面側に嵌入しており、前記略球状体と前記本体部が一体に形成されていること、が好ましい。優れた耐摩耗性や高温強度を有する略球状体には、一般的に市販されている各種ベアリング球等を用いることができ、安価にツールを製造することができる。加えて、プローブ部と本体部とを組み合わせてツールとすることで、プローブ部と本体部の材質及び機械的性質等を容易に調整することができる。
更に、本発明の摩擦攪拌接合用ツールにおいては、前記プローブ部が、超硬合金、サーメット、窒化ケイ素、サイアロン、pc-BN及びタングステン合金のうちのいずれかで構成されていること、が好ましい。プローブ部をこれらの材質とすることで、高温変形抵抗が高くプローブ部の摩耗及び損傷が顕著になる被接合材に対しても、ツールの長寿命化を図ることができる。なお、当該被接合材としては、例えば、鉄系金属、チタン、チタン合金、ニッケル及びニッケル合金等を挙げることができる。また、摩擦攪拌接合用ツールの価格及びツール寿命の観点からは、プローブ部を窒化珪素製とすることがより好ましい。
ここで、本発明の摩擦攪拌接合用ツールの本体部の材質はプローブ部の材質やショルダ部の形状等に対応させて適宜選定すればよく、本発明の効果を損なわない限りにおいて特に限定されないが、例えば、超硬合金、サーメット、窒化ケイ素、サイアロン、pc-BN及びタングステン合金のうちのいずれかで構成されていることが好ましい。なお、本体部(ショルダ部)とプローブ部は同じ材質としてもよく、別の材質としてもよい。アルミニウム合金やマグネシウム合金等を被接合材とする場合には、プローブ部及び/又は本体部をSKD61鋼等の工具鋼としてもよい。
また、本発明の摩擦攪拌接合用ツールは、前記プローブ部を鉄系金属、チタン、チタン合金、ニッケル及びニッケル合金のうちのいずれかで構成される被接合材に圧入すること、が好ましい。本発明の摩擦攪拌接合用ツールのプローブ部は従来一般的な摩擦攪拌接合用ツールのプローブ部よりも優れた強度及び耐久性等を有していることから、鉄系金属、チタン、チタン合金、ニッケル及びニッケル合金のような高い強度及び高温強度を有する金属製の被接合材に対しても好適に圧入することができ、摩擦攪拌接合を施すことができる。
更に、本発明の摩擦攪拌接合用ツールは、突合せ接合に用いること、が好ましい。摩擦攪拌点接合の場合、プローブ部を挿入した領域は接合部における凹部となるのが一般的であり、塑性流動によって当該領域に被接合材を充填することは必ずしも要求されない。また、重ね合わせ接合に関しても、上下の被接合材を接合する攪拌部が存在すれば、接合部への欠陥形成はある程度許容される。これに対し、線接合の場合はプローブ部が通過した領域に欠陥のない攪拌部を形成する必要があることから、円滑かつ十分な量の塑性流動を生じさせる必要がある。ここで、本発明の摩擦攪拌接合用ツールのプローブ部は良好な耐摩耗特性等を有する一方で、無欠陥攪拌部を形成するために適当な塑性流動を誘起することができる。プローブ部の摩耗はプローブ部の表面と被接合材との相互作用の結果であり、塑性流動の誘起に適したプローブ部は摩耗特性に乏しい場合が多いが、本発明の摩擦攪拌接合用ツールのプローブ部は形状及び材質の最適化により、これらの相反する特性を両立することができる。
また、本発明は、本発明の摩擦攪拌接合用ツールを用いて複数の被接合材の突合せ接合を行うこと、を特徴とする摩擦攪拌接合方法、も提供する。
本発明の摩擦攪拌接合用ツールは球冠状のプローブ部を有しており、一般的な形状を有するプローブ部と比較すると当該プローブ部によって形成される攪拌部は小さくなるが、摩擦攪拌点接合や重ね合わせ摩擦攪拌接合のみではなく、被接合界面に対応して深さ方向に対する攪拌部の形成を保証する必要がある突合せ接合を達成することができる。また、本発明の摩擦攪拌接合用ツールは極めて長い寿命を有していることから、接合コストを大幅に低減することができる。加えて、摩擦攪拌接合用ツールの摩耗及び破損に伴う交換作業の回数を低減することができ、接合作業の効率を高めることができる。
本発明の摩擦攪拌接合方法においては、前記被接合材の少なくとも一方が、鉄系金属、チタン、チタン合金、ニッケル及びニッケル合金のうちのいずれかで構成されていること、が好ましい。本発明の摩擦攪拌接合用ツールは高温変形抵抗が高くプローブ部の摩耗及び損傷が顕著になる被接合材に対しても長寿命であることから、これらの被接合材に関しても良好な継手を効率的に得ることができる。
また、本発明の摩擦攪拌接合方法においては、前記被接合材の板厚が1mm超4mm以下であること、が好ましい。被接合材の板厚を1mm超とすることで、摩擦攪拌接合に伴う被接合材の変形を抑制することができ、被接合材の板厚を4mm以下とすることで、球冠状のプローブ部であっても被接合材の裏面近傍にまで容易に圧入することができる。また、プローブ部の長さは被接合材の板厚相当にする必要があるが、球冠状のプローブ部の直径は長さに依存する。即ち、極めて薄い板に用いる場合はプローブ部の直径が小さくなり、十分な摩擦攪拌効果を発現することが困難となり、厚板の接合に用いる場合はプローブ部の直径が大きくなり、接合荷重等が増大してしまう。これに対し、被接合材の板厚を1mm超4mm以下とすることで、プローブ部の長さと直径を共に適当な範囲とすることができ、良好な攪拌部を効率的に形成することができる。
更に、本発明の摩擦攪拌接合方法においては、前記摩擦攪拌接合用ツールに1~5°の前進角を設けて摩擦攪拌接合を施すこと、が好ましい。摩擦攪拌接合中の前進角を1~5°とすることで、プローブ部の周囲に形成される塑性流動を円滑化することができ、広い接合条件範囲(ツール回転速度及びツール移動速度等)で無欠陥攪拌部を形成することができる。
本発明によれば、摩擦攪拌接合の態様や被接合材の種類に依らず、長寿命かつ安価な摩擦攪拌接合用ツールを提供することができ、更に、当該摩擦攪拌接合用ツールを用いた摩擦攪拌接合方法を提供することができる。
以下、図面を参照しながら本発明の摩擦攪拌接合用ツール及び摩擦攪拌接合方法の代表的な実施形態について詳細に説明するが、本発明はこれらのみに限定されるものではない。なお、以下の説明では、同一または相当部分には同一符号を付し、重複する説明は省略する場合がある。また、図面は、本発明を概念的に説明するためのものであるから、表された各構成要素の寸法やそれらの比は実際のものとは異なる場合もある。
(1)摩擦攪拌接合用ツール
図1に、本発明の摩擦攪拌接合用ツールの一例を示す概略断面図を示す。本発明の摩擦攪拌接合用ツール1は、ショルダ部2を有する本体部4と、本体部4の底面に設けられたプローブ部6とを有し、プローブ部6は球冠状となっている。なお、図1においては、プローブ部6に略球状体を用い、当該略球状体を本体部4の底面側に嵌入して一体に成形した場合を示しているが、例えば、同一材の粉末焼結によって摩擦攪拌接合用ツール1の形状を実現してもよく、一つのバルク体からの削り出し等によって実現してもよい。
図1に、本発明の摩擦攪拌接合用ツールの一例を示す概略断面図を示す。本発明の摩擦攪拌接合用ツール1は、ショルダ部2を有する本体部4と、本体部4の底面に設けられたプローブ部6とを有し、プローブ部6は球冠状となっている。なお、図1においては、プローブ部6に略球状体を用い、当該略球状体を本体部4の底面側に嵌入して一体に成形した場合を示しているが、例えば、同一材の粉末焼結によって摩擦攪拌接合用ツール1の形状を実現してもよく、一つのバルク体からの削り出し等によって実現してもよい。
優れた耐摩耗性や高温強度を有する略球状体には、一般的に市販されている各種ベアリング球等を用いることができ、安価にツールを製造することができる。加えて、プローブ部6と本体部4とを組み合わせてツールとすることで、プローブ部6と本体部4の材質及び機械的性質等を容易に調整することができる。プローブ部6と本体部4とを一体に成形する方法は、本発明の効果を損なわない限りにおいて特に限定されず、従来公知の種々の成形方法を用いることができ、例えば、機械的に固定してもよく、一体に焼結等してもよい。
摩擦攪拌接合用ツール1によって接合できる厚さは、基本的に、本体部4底面からのプローブ部6の突出し長さLによって決定される。突出し長さLは、プローブ部6として用いる略球状体の半径rや、当該略球状体をどの程度本体部4の内部に嵌入するか等によって制御することができる。ここで、摩擦攪拌接合中にプローブ部6に印加される抵抗力を低減する観点から、略球状体の中心Cを本体部4の内部に位置させることが好ましい。また、摩擦攪拌接合中にプローブ部6に印加される抵抗力を低減すると共に、十分な有効接合長を確保する観点からは、突出し長さLと半径rを0.5r<L<rとすることが好ましい。また、Lの絶対値としては、1mm超4mm以下とすることが好ましく、2~3mmとすることがより好ましい。
ショルダ部2はフラット状又は凸状であることが好ましい。凸状とは、ショルダ部2の端部からプローブ部6の根元部にかけて傾斜面を有しており、プローブ部6に向かってショルダ部2が凸状となっていることを意味している。なお、ショルダ部2には、一般的な摩擦攪拌接合用ツールに攪拌力を向上させるために採用されている形状を付することができ、例えば、ショルダ部2の表面にスクロール状の溝を形成させて攪拌力を向上させることができる。
ここで、ショルダ部2の傾斜θは大き過ぎるとショルダ部2による摩擦発熱が十分に得られないことに加え、バリの排出を効果的に抑制することができない。また、ショルダ部2の傾斜が逆(凹状)になると、ショルダ部2端部の摩耗及び破損が顕著になってしまう。よって、ショルダ部2の傾斜θは0°(フラット状)~20°とすることが好ましく、1°~10°とすることがより好ましく、2°~5°とすることが最も好ましい。
また、ショルダ部2の硬度はプローブ部6の硬度よりも高いことが好ましい。摩擦攪拌接合用ツール1ではプローブ部6が殆ど摩耗及び損傷しないため、ショルダ部2の硬度をプローブ部6の硬度よりも高くし、ショルダ部2の摩耗を抑制することで、極めて効率的にツール寿命を向上させることができる。
プローブ部6は超硬合金、サーメット、窒化ケイ素、サイアロン、pc-BN及びタングステン合金のうちのいずれかで構成されていることが好ましい。プローブ部6をこれらの材質とすることで、高温変形抵抗が高くプローブ部6の摩耗及び損傷が顕著になる被接合材に対しても、ツールの長寿命化を図ることができる。なお、当該被接合材としては、例えば、鉄系金属、チタン、チタン合金、ニッケル及びニッケル合金等を挙げることができる。
本体部4の材質はプローブ部6の材質やショルダ部2の形状等に対応させて適宜選定すればよく、本発明の効果を損なわない限りにおいて特に限定されないが、例えば、超硬合金、サーメット、窒化ケイ素、サイアロン、pc-BN及びタングステン合金のうちのいずれかで構成されていることが好ましい。なお、本体部4(ショルダ部2)とプローブ部6は同じ材質としてもよく、別の材質としてもよい。アルミニウム合金やマグネシウム合金等を被接合材とする場合には、プローブ部6及び/又は本体部4をSKD61鋼等の工具鋼としてもよい。
(2)摩擦攪拌接合
本発明の摩擦攪拌接合方法は、本発明の摩擦攪拌接合用ツールを用い、複数の被接合材の突合せ接合を行うことを特徴としている。
本発明の摩擦攪拌接合方法は、本発明の摩擦攪拌接合用ツールを用い、複数の被接合材の突合せ接合を行うことを特徴としている。
一方の被接合材と他方の被接合材とを突合せ、回転させた摩擦攪拌接合用ツール1のプローブ部6を突合せ領域に圧入し、摩擦攪拌接合用ツール1を突合せ線に沿って移動させることで接合が達成される。
プローブ部6は球冠状を有しており、被接合材との相互作用が小さく、プローブ部6によって形成される攪拌部は一般的な摩擦攪拌接合用ツールによって形成される攪拌部と比較すると小さくなるが、摩擦攪拌接合においては被接合界面が攪拌部に含まれていればよく、摩擦攪拌接合用ツール1を用いた場合であっても良好な継手を得ることができる。
一方の被接合材及び他方の被接合材の少なくとも一方は、鉄系金属、チタン、チタン合金、ニッケル及びニッケル合金のうちのいずれかで構成されていることが好ましい。摩擦攪拌接合用ツール1は、高温変形抵抗が高くプローブ部6の摩耗及び損傷が顕著になる被接合材に対しても長寿命であることから、これらの被接合材に関しても良好な継手を効率的に得ることができる。
その他の摩擦攪拌接合条件に関して、摩擦攪拌接合用ツール1の挿入量、回転速度、移動速度及び圧入荷重(接合荷重)等は、一方の被接合材及び/又は他方の被接合材の材質、機械的性質及び厚さ等によって適宜決定すればよいが、摩擦攪拌接合中の摩擦攪拌接合用ツール1の前進角は1~5°とすることが好ましい。
以上、本発明の代表的な実施形態について説明したが、本発明はこれらのみに限定されるものではなく、種々の設計変更が可能であり、それら設計変更は全て本発明の技術的範囲に含まれる。
≪実施例1≫
本発明の摩擦攪拌接合用ツールによって形成される攪拌部の形状及び大きさを確認する目的で、図2の形状を有する超硬合金製ツールを用いて、350mm×60mm×6mmの中炭素鋼(S55C)板に対してスターインプレートにて摩擦攪拌接合を行った。
本発明の摩擦攪拌接合用ツールによって形成される攪拌部の形状及び大きさを確認する目的で、図2の形状を有する超硬合金製ツールを用いて、350mm×60mm×6mmの中炭素鋼(S55C)板に対してスターインプレートにて摩擦攪拌接合を行った。
ツール回転速度を400rpm、ツール移動速度(接合速度)を500mm/min~100mm/min、ツール前進角を3°として得られた試料の外観写真を図3に示す。何れの接合条件においても、攪拌部表面は一般的な摩擦攪拌接合と同様の状態となっている。また、攪拌部に欠陥の形成は認められない。
図3に示す各攪拌部の断面マクロ写真を図4に示す。プローブ部の周囲に形成される攪拌部は一般的な形状のツールを用いた場合よりも小さくなっており、特に、接合速度が速い場合に顕著であるが、被接合界面に相当する接合中心部には良好な攪拌部が形成されている。なお、攪拌部において、摩擦攪拌接合後の冷却速度が速い領域は白色、冷却速度が遅い領域は黒色となっている。
次に、本発明の摩擦攪拌接合用ツールの寿命を評価する目的で、350mm×60mm×2mmの中炭素鋼(S55C)板に対してスターインプレートにて摩擦攪拌接合を行った。摩擦攪拌接合条件は、ツール回転速度を400rpm、ツール移動速度(接合速度)を100mm/minとした。合計接合長が3000mmに至るまでに得られた攪拌部の表面外観写真を図5に示す。接合長の増加に伴う攪拌部表面形状の変化は殆ど認められず、良好な攪拌部が形成されていることが分かる。
合計接合長3000mmの摩擦攪拌接合後における摩擦攪拌接合用ツールの外観写真を図6に示す。ショルダ部が若干後退しているものの、プローブ部に顕著な摩耗及び破損は認められず、良好な状態を維持している。当該摩擦攪拌接合用ツールを用いて摩擦攪拌接合を継続したところ、合計接合長が4180mmに達した時点で、ショルダ部の後退によりプローブ部の長さが長くなり過ぎ、被接合材を貫通したことから試験を終了した。なお、合計接合長が4180mmに達した時点においても、プローブ部は長さの増加以外は健全な状態を維持していた。
≪実施例2≫
本発明の摩擦攪拌接合用ツールの寿命を評価する目的で、350mm×60mm×2mmの中炭素鋼(S55C)板に対して、図2の形状を有する窒化珪素製ツールを用いて、スターインプレートにて摩擦攪拌接合を行った。
本発明の摩擦攪拌接合用ツールの寿命を評価する目的で、350mm×60mm×2mmの中炭素鋼(S55C)板に対して、図2の形状を有する窒化珪素製ツールを用いて、スターインプレートにて摩擦攪拌接合を行った。
ツール回転速度を400rpm、ツール移動速度(接合速度)を100mm/min、ツール前進角を3°として得られた試料の外観写真を図7に示す。何れの接合条件においても、攪拌部表面は一般的な摩擦攪拌接合と同様の状態となっている。また、攪拌部に欠陥の形成は認められず、ツール破断までの総接合長は6569mmとなった。
≪比較例1≫
図8の形状を有する超硬合金製ツールを用いたこと以外は実施例1と同様にして、一般的な形状を有する摩擦攪拌接合用ツールの寿命を評価した。なお、供試材は350mm×60mm×2mmの中炭素鋼(S55C)板、摩擦攪拌接合条件はツール回転速度400rpm、ツール移動速度(接合速度)100mm/min、ツール前進角3°とした。
図8の形状を有する超硬合金製ツールを用いたこと以外は実施例1と同様にして、一般的な形状を有する摩擦攪拌接合用ツールの寿命を評価した。なお、供試材は350mm×60mm×2mmの中炭素鋼(S55C)板、摩擦攪拌接合条件はツール回転速度400rpm、ツール移動速度(接合速度)100mm/min、ツール前進角3°とした。
得られた攪拌部の表面外観写真を図9に示す。接合開始から125mmの位置でプローブ部が破断し、攪拌部に埋没している。なお、125mm以降も攪拌部と同様の表面形態が認められるが、当該領域はショルダ部によって形成されたものである。
試験後の摩擦攪拌接合用ツールの外観写真を図10に示す。プローブ部は破損により完全に消失していることが分かる。
≪比較例2≫
図8の形状を有する窒化珪素製ツールを用いたこと以外は実施例2と同様にして、一般的な形状を有する摩擦攪拌接合用ツールの寿命を評価した。なお、供試材は350mm×60mm×2mmの中炭素鋼(S55C)板、摩擦攪拌接合条件はツール回転速度400rpm、ツール移動速度(接合速度)100mm/min、ツール前進角3°とした。
図8の形状を有する窒化珪素製ツールを用いたこと以外は実施例2と同様にして、一般的な形状を有する摩擦攪拌接合用ツールの寿命を評価した。なお、供試材は350mm×60mm×2mmの中炭素鋼(S55C)板、摩擦攪拌接合条件はツール回転速度400rpm、ツール移動速度(接合速度)100mm/min、ツール前進角3°とした。
得られた攪拌部の表面外観写真を図11に示す。接合開始から27mmの位置でプローブ部が破断し、攪拌部に埋没している。
以上、実施例1及び比較例1の結果より、本発明の摩擦攪拌接合用ツールは、超硬合金製とすることで、一般的なプローブ部形状を有する摩擦攪拌接合用ツールと比較して、30倍以上の寿命を有していることが確認された。また、実施例2及び比較例2の結果より、本発明の摩擦攪拌接合用ツールは、窒化珪素製とすることで、一般的なプローブ部形状を有する摩擦攪拌接合用ツールと比較して、243倍の寿命を有していることが確認された。
1・・・摩擦攪拌接合用ツール、
2・・・ショルダ部、
4・・・本体部、
6・・・プローブ部。
2・・・ショルダ部、
4・・・本体部、
6・・・プローブ部。
Claims (11)
- ショルダ部を有する本体部と、
前記本体部の底面に設けられたプローブ部と、を有し、
前記プローブ部が球冠状であること、
を特徴とする摩擦攪拌接合用ツール。 - 前記ショルダ部がフラット状又は凸状であること、
を特徴とする請求項1に記載の摩擦攪拌接合用ツール。 - 前記ショルダ部の硬度が前記プローブ部の硬度よりも高いこと、
を特徴とする請求項1又は2に記載の摩擦攪拌接合用ツール。 - 前記プローブ部に略球状体を用い、
前記略球状体の一部が前記本体部の底面側に嵌入しており、
前記略球状体と前記本体部が一体に形成されていること、
を特徴とする請求項1~3のうちのいずれかに記載の摩擦攪拌接合用ツール。 - 前記プローブ部が、超硬合金、サーメット、窒化ケイ素、サイアロン、pc-BN及びタングステン合金のうちのいずれかで構成されていること、
を特徴とする請求項1~4のうちのいずれかに記載の摩擦攪拌接合用ツール。 - 前記プローブ部を鉄系金属、チタン、チタン合金、ニッケル及びニッケル合金のうちのいずれかで構成される被接合材に圧入すること、
を特徴とする請求項1~5のうちのいずれかに記載の摩擦攪拌接合用ツール。 - 突合せ接合に用いること、
を特徴とする請求項1~6のうちのいずれかに記載の摩擦攪拌接合用ツール。 - 請求項1~7のうちのいずれかに記載の摩擦攪拌接合用ツールを用いて複数の被接合材の突合せ接合を行うこと、
を特徴とする摩擦攪拌接合方法。 - 前記被接合材の少なくとも一方が、鉄系金属、チタン、チタン合金、ニッケル及びニッケル合金のうちのいずれかで構成されていること、
を特徴とする請求項8に記載の摩擦攪拌接合方法。 - 前記被接合材の板厚が1mm超4mm以下であること、
を特徴とする請求項8又は9に記載の摩擦攪拌接合方法。 - 前記摩擦攪拌接合用ツールに1~5°の前進角を設けて摩擦攪拌接合を施すこと、
を特徴とする請求項8~10のうちのいずれかに記載の摩擦攪拌接合方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/734,338 US11534854B2 (en) | 2018-06-06 | 2019-05-28 | Friction stir welding tool and friction stir welding method |
| JP2020523649A JP7082356B2 (ja) | 2018-06-06 | 2019-05-28 | 摩擦攪拌接合用ツール及び摩擦攪拌接合方法 |
| EP19814304.2A EP3804901A4 (en) | 2018-06-06 | 2019-05-28 | FRICTION STIR WELDING TOOL AND FRICTION STIR WELDING PROCESS |
| CN201980037370.3A CN112368102A (zh) | 2018-06-06 | 2019-05-28 | 摩擦搅拌接合用工具及摩擦搅拌接合方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-108249 | 2018-06-06 | ||
| JP2018108249 | 2018-06-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019235295A1 true WO2019235295A1 (ja) | 2019-12-12 |
Family
ID=68770739
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/021018 WO2019235295A1 (ja) | 2018-06-06 | 2019-05-28 | 摩擦攪拌接合用ツール及び摩擦攪拌接合方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11534854B2 (ja) |
| EP (1) | EP3804901A4 (ja) |
| JP (1) | JP7082356B2 (ja) |
| CN (1) | CN112368102A (ja) |
| WO (1) | WO2019235295A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3868507A4 (en) * | 2018-10-15 | 2022-07-27 | Osaka University | FRICTION WELDING TOOL ELEMENT AND FRICTION WELDING PROCESS WITH USE THEREOF |
| US20210148481A1 (en) * | 2019-11-20 | 2021-05-20 | Xomox Corporation | Modular valve body with bimetallic option |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010046676A (ja) * | 2008-08-19 | 2010-03-04 | Hiroshima Prefecture | 摩擦攪拌点接合方法及び摩擦攪拌点接合用ツール |
| JP2012170967A (ja) * | 2011-02-18 | 2012-09-10 | Hiroshima Prefecture | 異種金属板の接合方法及び異種金属板の接合構造 |
| JP2014014822A (ja) * | 2011-03-29 | 2014-01-30 | Osaka Prefecture Univ | 摩擦攪拌加工用ツール及びこれを用いた摩擦攪拌加工方法 |
| JP2018001261A (ja) | 2016-07-07 | 2018-01-11 | 住友電気工業株式会社 | 摩擦攪拌接合ツールおよびその製造方法 |
| JP2018039027A (ja) | 2016-09-07 | 2018-03-15 | トヨタ自動車株式会社 | 摩擦攪拌接合方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE520928C2 (sv) * | 2001-05-11 | 2003-09-16 | Svensk Kaernbraenslehantering | Verktyg för friktionsomrörningssvetsning |
| JP5061098B2 (ja) * | 2006-03-16 | 2012-10-31 | 昭和電工株式会社 | 摩擦攪拌接合方法 |
| CN101495258B (zh) | 2006-05-23 | 2012-01-25 | 费德罗-莫格尔公司 | 粉末金属搅拌摩擦焊工具及其制造方法 |
| JP5654219B2 (ja) * | 2009-07-14 | 2015-01-14 | 富士重工業株式会社 | 摩擦攪拌接合用回転ツール |
| JP2011036878A (ja) * | 2009-08-10 | 2011-02-24 | Sumitomo Electric Ind Ltd | 摩擦撹拌点接合用の回転工具 |
| WO2011024320A1 (ja) * | 2009-08-31 | 2011-03-03 | 三菱日立製鉄機械株式会社 | 両面摩擦攪拌接合方法、接合装置、冷間圧延設備の金属板接合方法及び冷間圧延設備 |
| JP2013000773A (ja) * | 2011-06-16 | 2013-01-07 | Sumitomo Electric Ind Ltd | 被覆回転ツール |
| DE102012001877B4 (de) | 2012-02-01 | 2014-01-09 | Christoph Lenz | Kaltnahtstichel zur Herstellung einer mediendichten Nahtverbindung |
| CN106470791A (zh) * | 2014-07-10 | 2017-03-01 | 住友电气工业株式会社 | 旋转工具和接合方法 |
| CN106077946A (zh) * | 2016-07-06 | 2016-11-09 | 上海航天设备制造总厂 | 一种焊后材料表面无减薄的新型搅拌摩擦焊焊具 |
| CN109890550B (zh) * | 2016-08-09 | 2022-01-04 | 国立大学法人大阪大学 | 氮化硅烧结体制搅拌摩擦焊工具构件以及使用该工具构件的搅拌摩擦焊装置 |
| EP3498415B1 (en) * | 2016-08-09 | 2022-01-12 | Osaka University | Friction stir welding tool member and friction stir welding device using same, and friction stir welding method |
| CN107790870B (zh) * | 2017-11-29 | 2019-07-16 | 上海航天设备制造总厂 | 一种减少高熔点材料搅拌头磨损的搅拌摩擦焊接方法 |
-
2019
- 2019-05-28 CN CN201980037370.3A patent/CN112368102A/zh active Pending
- 2019-05-28 EP EP19814304.2A patent/EP3804901A4/en not_active Withdrawn
- 2019-05-28 WO PCT/JP2019/021018 patent/WO2019235295A1/ja unknown
- 2019-05-28 JP JP2020523649A patent/JP7082356B2/ja active Active
- 2019-05-28 US US15/734,338 patent/US11534854B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010046676A (ja) * | 2008-08-19 | 2010-03-04 | Hiroshima Prefecture | 摩擦攪拌点接合方法及び摩擦攪拌点接合用ツール |
| JP2012170967A (ja) * | 2011-02-18 | 2012-09-10 | Hiroshima Prefecture | 異種金属板の接合方法及び異種金属板の接合構造 |
| JP2014014822A (ja) * | 2011-03-29 | 2014-01-30 | Osaka Prefecture Univ | 摩擦攪拌加工用ツール及びこれを用いた摩擦攪拌加工方法 |
| JP2018001261A (ja) | 2016-07-07 | 2018-01-11 | 住友電気工業株式会社 | 摩擦攪拌接合ツールおよびその製造方法 |
| JP2018039027A (ja) | 2016-09-07 | 2018-03-15 | トヨタ自動車株式会社 | 摩擦攪拌接合方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3804901A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112368102A (zh) | 2021-02-12 |
| JP7082356B2 (ja) | 2022-06-08 |
| EP3804901A4 (en) | 2021-11-10 |
| US20210220942A1 (en) | 2021-07-22 |
| US11534854B2 (en) | 2022-12-27 |
| JPWO2019235295A1 (ja) | 2021-06-10 |
| EP3804901A1 (en) | 2021-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4884044B2 (ja) | 摩擦攪拌接合工具及びこれを用いた接合方法 | |
| JP6927128B2 (ja) | 液冷ジャケットの製造方法 | |
| US20230107348A1 (en) | Devices, systems, and methods for increased wear resistance during low temperature friction stir processing | |
| TWI391199B (zh) | 摩擦攪拌方法 | |
| JP2004522591A (ja) | 摩擦攪拌溶接工具 | |
| US20040155094A1 (en) | Joint of metallic materials connected at a joining zone | |
| JP2003326372A (ja) | 摩擦攪拌接合用ツール | |
| JP7247996B2 (ja) | 両面摩擦撹拌接合用回転ツール及び両面摩擦撹拌接合方法 | |
| WO2019235295A1 (ja) | 摩擦攪拌接合用ツール及び摩擦攪拌接合方法 | |
| WO2019182020A1 (ja) | 両面摩擦撹拌接合用回転ツール、両面摩擦撹拌接合装置、及び両面摩擦撹拌接合方法 | |
| CN110524105B (zh) | 一种用于摩擦焊的旋转焊具及焊接方法 | |
| WO2020184483A1 (ja) | 摩擦攪拌接合用ツール及び摩擦攪拌接合方法 | |
| JP2013163208A (ja) | 摩擦攪拌接合方法 | |
| JP2004082144A (ja) | 摩擦撹拌接合用ツール及び摩擦撹拌接合方法 | |
| KR20140087406A (ko) | 마찰교반용접용 툴 | |
| JP3859559B2 (ja) | 接合継手の製造方法、接合継手、摩擦撹拌接合法、接合装置及び平削り用バイト | |
| JPH08141755A (ja) | 異種金属材料の摩擦圧接方法 | |
| KR101771158B1 (ko) | 고효율 마찰용접을 이용한 배기밸브 스핀들의 제조방법 | |
| WO2023166925A1 (ja) | 摩擦攪拌接合方法 | |
| JP2021112757A (ja) | 液冷ジャケットの製造方法 | |
| JP4346578B2 (ja) | 摩擦攪拌接合用工具 | |
| JP2005271016A (ja) | 鋼管とアルミニウム合金中空部材の摩擦圧接方法 | |
| CN214558217U (zh) | 一种实现磨粒有序排布的钎焊搅拌摩擦焊搅拌头的夹具 | |
| KR20120000303A (ko) | 마찰교반 접합용 툴 및 이의 성형방법 | |
| JP2018176205A (ja) | 接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19814304 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020523649 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019814304 Country of ref document: EP Effective date: 20210111 |