WO2019159654A1 - 不織布およびこれを用いてなるエアフィルター濾材 - Google Patents
不織布およびこれを用いてなるエアフィルター濾材 Download PDFInfo
- Publication number
- WO2019159654A1 WO2019159654A1 PCT/JP2019/002494 JP2019002494W WO2019159654A1 WO 2019159654 A1 WO2019159654 A1 WO 2019159654A1 JP 2019002494 W JP2019002494 W JP 2019002494W WO 2019159654 A1 WO2019159654 A1 WO 2019159654A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- component
- nonwoven fabric
- fibers
- fiber
- nucleating agent
- Prior art date
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
- B01D39/163—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin sintered or bonded
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
- D04H3/147—Composite yarns or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/0216—Bicomponent or multicomponent fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/04—Additives and treatments of the filtering material
- B01D2239/0435—Electret
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/0604—Arrangement of the fibres in the filtering material
- B01D2239/0622—Melt-blown
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/0604—Arrangement of the fibres in the filtering material
- B01D2239/0627—Spun-bonded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
- B01D2239/0654—Support layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
- B01D2239/0681—The layers being joined by gluing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/12—Special parameters characterising the filtering material
- B01D2239/1233—Fibre diameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
Definitions
- the present invention relates to a nonwoven fabric. More specifically, the present invention relates to an electret nonwoven fabric excellent in air permeability and a filter medium suitably used for an air filter using the electret nonwoven fabric.
- an air filter has been used to remove pollen, dust, etc. in the gas, and a nonwoven fabric is often used as a filter medium for the air filter.
- the performance required for the air filter is that it can collect a lot of micro dust, that is, has a high collection efficiency, and has low resistance when gas passes through the inside of the air filter, that is, low. It is a pressure loss.
- the single fibers constituting the nonwoven fabric have a fineness.
- the nonwoven fabric made of the single fibers is used. There is a problem that the pressure loss is increased by increasing the fiber density of the nonwoven fabric.
- a method for producing an electret fiber sheet is proposed in which a non-contact type application electrode is applied to apply a high voltage while moving the ground electrode and the non-woven fabric together while the non-woven fabric is in contact with the ground electrode.
- a non-contact type application electrode is applied to apply a high voltage while moving the ground electrode and the non-woven fabric together while the non-woven fabric is in contact with the ground electrode.
- a jet or water droplet of water is sprayed at a pressure sufficient to allow water to penetrate into the nonwoven fabric, and electretized to produce positive and negative electrodes.
- a method of uniformly mixing the electrical charge see Patent Document 2
- passing the fiber sheet over a slit-like nozzle and sucking water with the nozzle to infiltrate the water into the fiber sheet A so-called hydrocharge method has been proposed, such as a method of uniformly mixing negative charge (see Patent Document 3).
- At least one kind of stabilizer selected from hindered amine-based, nitrogen-containing hindered phenol-based, metal salt hindered phenol-based or phenol-based stabilizers for the polymer of the fibers constituting the nonwoven fabric.
- a heat-resistant electret material in which a trap charge amount from a thermally stimulated depolarization current at a temperature of 100 ° C. or higher is 2.0 ⁇ 10 ⁇ 10 coulomb / cm 2 or higher is proposed (Patent Document) 4).
- Patent Document a method of suppressing an increase in pressure loss by forming a non-woven fabric in which fine fibers and thick fibers are mixed to prevent clogging of particles and increasing gaps between fibers has been proposed (Patent Document). 5 and Patent Document 6).
- Patent Document 7 a method for producing a crimped fiber by composite spinning of propylene-based polymers having different melt flow rates (MFR) in a “side-by-side type” or “eccentric core-sheath type” to obtain a bulky and highly breathable nonwoven fabric has been proposed (Patent Document 7).
- MFR melt flow rates
- JP-A 61-289177 US Pat. No. 6,119,691 JP 2003-3367 A JP-A-63-280408 Japanese Patent Laid-Open No. 10-46460 JP 2006-37295 A International Publication No. 2015/141750
- an object of the present invention is to provide a non-woven fabric that has a high collection efficiency and a high strength while having a low pressure loss by paying attention to the above-mentioned problems.
- the nonwoven fabric of the present invention is a nonwoven fabric in which the constituent fibers are made of a thermoplastic resin, and the fibers include at least a first component and a second component.
- a crystal nucleating agent is contained in one or both of the first component and the second component, the difference in crystallization start temperature between the first component and the second component is 5 ° C. or more, and the first component
- a non-woven fabric in which at least a part of both the second component is exposed on the surface of the fiber.
- at least one main component of the first component and the second component is polypropylene.
- the main components of the first component and the second component are both polypropylene.
- the main components of the first component and the second component are both the same polypropylene.
- the nonwoven fabric of the present invention is a melt blown nonwoven fabric.
- the concentration of the crystal nucleating agent contained in the first component or the second component is 0.001 to 1 wt%.
- the nonwoven fabric of the present invention it is electretized.
- the present invention is an air filter medium using the above-mentioned nonwoven fabric.
- the fibers constituting the nonwoven fabric can be made into fine fibers, and the fusion between the fibers can also be controlled, while having high collection efficiency and low pressure loss.
- the nonwoven fabric of the present invention is a nonwoven fabric in which the constituent fibers are made of a thermoplastic resin, and the fibers include at least a first component and a second component, and either or both of the first component and the second component A crystal nucleating agent is contained, a difference in crystallization start temperature between the first component and the second component is 5 ° C. or more, and at least a part of both the first component and the second component is exposed on the surface of the fiber. It is the nonwoven fabric characterized by having carried out.
- the fiber which comprises the nonwoven fabric of this invention consists of thermoplastic resins, and contains the 1st component and the 2nd component at least.
- the component is a resin composition containing a thermoplastic resin.
- thermoplastic resin In the case of a thermoplastic resin alone, a case where an additive is contained in the thermoplastic resin is also included.
- Each fiber constituting the nonwoven fabric of the present invention contains two or more different resin compositions. When two resin compositions are included, these are “first component” and “second component”. When three or more resin compositions are included, two of the lower crystallization start temperatures are designated as “first component” and “first component”. Two-component ". In each fiber constituting the nonwoven fabric of the present invention, both the first component and the second component must be partially exposed.
- a preferred embodiment of the nonwoven fabric of the present invention is that the constituent fibers are made of a thermoplastic resin, and the fibers mainly contain non-conductive fibers.
- the non-conductivity here has a volume resistivity of preferably 10 12 ( ⁇ ⁇ cm) or more, and more preferably 10 14 ( ⁇ ⁇ cm) or more.
- “Containing mainly non-conductive fibers” means that 90% by mass or more of non-conductive fibers are included in the nonwoven fabric.
- the content of the non-conductive fiber is preferably 95% by mass or more, and more preferably 97% by mass or more.
- the non-conductive fiber in the nonwoven fabric is less than 90% by mass, for example, when the nonwoven fabric is electreted, sufficient electret performance may not be obtained.
- Non-conductive fiber materials include, for example, polyolefin resins such as polyethylene and polypropylene, polyester resins such as polyethylene terephthalate, polytrimethylene terephthalate, polybutylene terephthalate and polylactic acid, polycarbonate resins, polystyrene resins, and polyphenylene. Examples thereof include sulfide resins, fluorine resins, polystyrene elastomers, polyolefin elastomers, polyester elastomers, polyamide elastomers, polyurethane elastomers and other elastomers, and copolymers or mixtures thereof.
- polyolefin resins such as polyethylene and polypropylene
- polyester resins such as polyethylene terephthalate, polytrimethylene terephthalate, polybutylene terephthalate and polylactic acid
- polycarbonate resins polystyrene resins
- polystyrene resins and polyphenylene.
- polyolefin resins are preferably used. Since the polyolefin resin has a high volume resistivity and a low water absorption, it has a high chargeability and charge retention when the nonwoven fabric is electreted. Therefore, high collection efficiency can be achieved by these effects.
- polystyrene resin examples include homopolymers such as polyethylene, polypropylene, polybutene, and polymethylpentene.
- resins such as copolymers obtained by copolymerizing different components with these homopolymers, and two or more different polymer blends can also be used.
- polypropylene resin and polymethylpentene are preferably used from the viewpoint of charge retention.
- a polypropylene resin is preferably used from the viewpoint that it can be used at low cost and that the fiber diameter can be easily reduced.
- Each of the fibers constituting the nonwoven fabric of the present invention includes a first component and a second component, and at least a part of each of the first component and the second component is exposed on the fiber surface.
- the fiber structure having such characteristics includes a side-by-side type, an eccentric core-sheath type, a split type, a sea-island type, and an alloy type (one component is dispersed in the other component and exposed on the surface) )and so on.
- the side-by-side type is preferable because the first component and the second component are easily exposed on the fiber surface.
- the exposure ratio of the first component and the second component is preferably 10% or more with respect to the area of the fiber surface from the viewpoint of controlling the fusion between fibers described later.
- the difference in the crystallization start temperature between the first component and the second component contained in the fibers constituting the nonwoven fabric of the present invention is 5 ° C. or more. Because there is a difference of 5 ° C or more in the crystallization start temperature, it is possible to control the fusion between the fibers, and the thermoplastic resin having a low crystallization start temperature exposed on the fiber surface promotes the fusion between the fibers. This increases the strength of the nonwoven fabric, and the thermoplastic resin having a high crystallization temperature inhibits fusion between the fibers, whereby a bulky and highly breathable nonwoven fabric is obtained.
- the difference in the crystallization start temperature is preferably 100 ° C. or less.
- the crystallization start temperature is 5 ° C. or higher regardless of whether the thermoplastic resin as the main component of the first component and the second component constituting the fiber is the same or different. It is possible to provide a difference.
- the content here can be determined, for example, as follows. After Soxhlet extraction of the nonwoven fabric with methanol / chloroform mixed solution, HPLC fractionation was repeated for the extract, and IR measurement, GC measurement, GC / MS measurement, MALDI-MS measurement, 1 H-NMR measurement, and The structure is confirmed by 13 C-NMR measurement. The masses of the fractions containing the crystal nucleating agent are totaled to determine the ratio to the whole nonwoven fabric, and this is the content of the crystal nucleating agent. When the content of the crystal nucleating agent is less than 0.001% by mass, the fusion between fibers cannot be sufficiently inhibited, and the rate of increase in the air flow rate is small. On the other hand, when the content of the crystal nucleating agent exceeds 1.0% by mass, the spinnability is deteriorated and the cost is disadvantageous.
- crystal nucleating agent examples include sorbitol nucleating agent, nonitol nucleating agent, xylitol nucleating agent, phosphoric acid nucleating agent, triaminobenzene derivative nucleating agent, and carboxylic acid metal salt nucleating agent.
- the sorbitol nucleating agents include dibenzylidene sorbitol (DBS), monomethyldibenzylidene sorbitol (for example, 1,3: 2,4-bis (p-methylbenzylidene) sorbitol (p-MDBS)), dimethyldibenzylidene sorbitol (for example, 1,3: 2,4-bis (3,4-dimethylbenzylidene) sorbitol (3,4-DMDBS)) and the like, "Millad” (registered trademark) 3988 (manufactured by Milliken Japan Co., Ltd.), And “Gelol” (registered trademark) E-200 (manufactured by Shin Nippon Rika Co., Ltd.).
- DBS dibenzylidene sorbitol
- p-MDBS 1,3: 2,4-bis (p-methylbenzylidene) sorbitol
- p-MDBS dimethyldibenzylid
- Nonitol nucleating agents include, for example, 1,2,3-trideoxy-4,6: 5,7-bis-[(4-propylphenyl) methylene] -nonitol, and “Millad” (registered trademark). NX8000 (made by Milliken Japan Co., Ltd.) and the like.
- Examples of the xylitol-based nucleating agent include bis-1,3: 2,4- (5 ', 6', 7 ', 8'-tetrahydro-2-naphthaldehydebenzylidene) 1-allylxylitol.
- Examples of the phosphoric acid nucleating agent include aluminum bis (4,4 ′, 6,6′-tetra-tert-butyl-2,2′-methylenediphenyl-phosphate) -hydroxide, “ADK STAB” (registered trademark) NA-11 (manufactured by ADEKA Corporation), “ADEKA STAB” (registered trademark) NA-21 (manufactured by ADEKA Corporation) and the like can be mentioned.
- the triaminobenzene derivative nucleating agent includes, for example, 1,3,5-tris (2,2-dimethylpropanamide) benzene, and “Irgclear” (registered trademark) XT386 ”(manufactured by BASF Japan Ltd.)
- examples of the carboxylic acid metal salt nucleating agent include sodium benzoate and calcium 1,2-cyclohexanedicarboxylate.
- thermoplastic resin that is the main component of the first component and the second component contained in the nonwoven fabric of the present invention may be exactly the same as described above, or the same type of modified melt flow rate (MFR), Different thermoplastic resins may be used.
- MFR modified melt flow rate
- the main component of either the first component or the second component is preferably polypropylene, It is more preferable that both of the second components are polypropylene, and it is preferable that both the first component and the second component are the same polypropylene.
- Being the main component of the first component and the second component contained in the nonwoven fabric indicates that 90% by mass or more is contained in the first component or the second component. Preferably it is 95 mass% or more, More preferably, it is 97 mass% or more.
- the mass ratio of the first component and the second component contained in each constituent fiber can be arbitrarily set in order to obtain desired characteristics, and is usually 9: 1 to 1: 9. It can be adjusted within the range.
- the nonwoven fabric of the present invention is preferably a nonwoven fabric composed of long fibers having an average single fiber diameter of 0.1 to 15.0 ⁇ m.
- the average single fiber diameter is more preferably 0.3 to 7.0 ⁇ m, and further preferably 0.5 to 5.0 ⁇ m, whereby a nonwoven fabric excellent in air permeability and collection efficiency can be easily obtained.
- the average single fiber diameter is less than 0.1 ⁇ m, voids in the nonwoven fabric are not widened and sufficient air permeability is not obtained, and when the average single fiber diameter exceeds 15.0 ⁇ m, the fiber surface area in the nonwoven fabric decreases, When used as an air filter medium, sufficient collection efficiency cannot be obtained.
- the basis weight of the nonwoven fabric of the present invention is preferably in the range of 3 to 100 g / m 2 .
- the basis weight is preferably in the range of 3 to 100 g / m 2 , preferably 5 to 70 g / m 2 , more preferably 10 to 50 g / m 2 .
- the nonwoven fabric of the present invention can be added with additives such as a heat stabilizer, a weathering agent and a polymerization inhibitor, and has the chargeability and charge retention when the nonwoven fabric is electret treated.
- additives such as a heat stabilizer, a weathering agent and a polymerization inhibitor, and has the chargeability and charge retention when the nonwoven fabric is electret treated.
- the fiber material contains at least one hindered amine-based additive and / or triazine-based additive.
- hindered amine compounds include poly [(6- (1,1,3,3-tetramethylbutyl) imino-1,3,5-triazine-2,4-diyl) ((2,2,6, 6-tetramethyl-4-piperidyl) imino) hexamethylene ((2,2,6,6-tetramethyl-4-piperidyl) imino)] (manufactured by BASF Japan Ltd., “Kimasorb” (registered trademark) 944LD ), Dimethyl succinate-1- (2-hydroxyethyl) -4-hydroxy-2,2,6,6-tetramethylpiperidine polycondensate (manufactured by BASF Japan Ltd., “Tinuvin” (registered trademark) 622LD) , And 2- (3,5-di-t-butyl-4-hydroxybenzyl) -2-n-butylmalonate bis (1,2,2,6,6-pentamethyl-4-piperidyl) (BAS) Japan (Ltd
- triazine-based additive examples include poly [(6- (1,1,3,3-tetramethylbutyl) imino-1,3,5-triazine-2,4-diyl) ((2,2 , 6,6-tetramethyl-4-piperidyl) imino) hexamethylene ((2,2,6,6-tetramethyl-4-piperidyl) imino)] (manufactured by BASF Japan Ltd., “Kimasorb” (registered trademark) 944LD), and 2- (4,6-diphenyl-1,3,5-triazin-2-yl) -5-((hexyl) oxy) -phenol (manufactured by BASF Japan Ltd., “Tinuvin” (registered) (Trademark) 1577FF).
- the addition amount of the hindered amine additive and / or the triazine additive is preferably 0.5 to 5% by mass, more preferably 0.7 to 3% by mass with respect to the mass of the nonwoven fabric. By making the addition amount within this range, it becomes easy to obtain excellent collection efficiency when electretized.
- the nonwoven fabric of the present invention can be produced, for example, by the following method.
- thermoplastic resin composition constituting the fiber. Two of these are used as the first component and the second component.
- the thermoplastic resin may be a single thermoplastic resin used alone or a mixture of a plurality of thermoplastic resins uniformly.
- the thermoplastic resin may contain additives such as a crystal nucleating agent, a heat stabilizer, a weathering agent and a polymerization inhibitor.
- at least one thermoplastic resin composition contains a crystal nucleating agent. There are no particular limitations on the resin mixing method and additive mixing method, and any known method may be used.
- thermoplastic resin material and an additive these are mixed and supplied to an extruder hopper of a spinning machine, kneaded in the extruder, and directly supplied to a die, or a thermoplastic resin in advance.
- examples thereof include a method of preparing a master chip by kneading materials and additives with a kneading extruder or a static kneader.
- thermoplastic resin material as the first component is melted in the first extruder and supplied to the die part.
- thermoplastic resin material and the crystal nucleating agent as the second component it is melted in the second extruder and supplied to the die part, and the first component and the second component are mixed in the die part.
- a fiber is produced and a nonwoven fabric is manufactured.
- a method for producing a nonwoven fabric a conventionally known technique can be used, and a melt blow method or a spun bond method can be used. Among them, the melt blow method does not require a complicated process, can easily obtain a fine fiber of several ⁇ m, and can easily achieve high collection efficiency.
- electretization can be performed on the nonwoven fabric.
- the electretization treatment can be carried out with a single layer of nonwoven fabric or a laminated nonwoven fabric laminated with other sheets.
- Patent Document 1 Japanese Patent Laid-Open No. 61-289177
- Patent Document 2 US Pat. No. 6,119,691
- Patent Document 3 Japanese Patent Laid-Open No. 2003-1990. 3367
- the air filter medium of the present invention comprises the nonwoven fabric of the present invention.
- a method of obtaining the air filter medium of the present invention from the nonwoven fabric of the present invention a nonwoven fabric and a sheet having higher rigidity than that of the nonwoven fabric are sprayed with a moisture-curing urethane resin and bonded together, a thermoplastic resin,
- a method for example, a method described in Japanese Patent Application Laid-Open No. 2004-82109 in which heat-fusible fibers are dispersed and bonded through a heat path can be used.
- the air filter medium of the present invention is suitable for high performance applications of air filters in general, especially air conditioning filters, air cleaner filters, and automobile cabin filters.
- Average single fiber diameter For the average single fiber diameter, 15 measurement samples of 3 mm x 3 mm were collected from 3 points in the width direction of the nonwoven fabric (2 side edges and 1 point in the center) and 5 points every 5 cm in the longitudinal direction, for a total of 15 points. Then, the magnification was adjusted to 1000 to 3000 times with a scanning electron microscope, and a fiber surface photograph was taken from each of the collected measurement samples, and a total of 10 photographs were taken. The single fiber diameter was measured for the fiber in which the fiber diameter (single fiber diameter) in the photograph can be clearly confirmed, and the average single fiber diameter was rounded off to the second decimal place.
- Aeration rate of nonwoven fabric Using an air flow rate measuring machine (FX3300 manufactured by TEXTEST), measure the air flow rate of the nonwoven fabric under the conditions of a measurement pressure of 125 Pa and a measurement area of 38 cm 2 , and round off the second decimal place from the average value. The amount (cc / cm 2 / sec) was used.
- Crystallization start temperature Using a differential scanning calorimeter (Q1000 manufactured by TA Instruments), measurement was performed under the following conditions, and the exothermic peak start temperature in the cooling process was defined as the crystallization start temperature of the measurement target.
- Measurement atmosphere Nitrogen flow (50ml / min)
- Temperature range -50 ⁇ 200 °C
- Cooling rate 10 ° C / min -Sample amount: 5 mg.
- Tensile strength (N / 5 cm): In accordance with JIS L1906, a sample having a width of 5 cm and a length of 30 cm was cut from the center of the width of the non-woven fabric at 4 points in total, 2 points in the width direction and 2 points in the longitudinal direction. The tensile strength was determined by measuring at / min.
- a dust storage box 2 is connected to the upstream side of the sample holder 1 for setting the measurement sample M, and a flow meter 3, a flow rate adjusting valve 4 and a blower 5 are connected to the downstream side.
- the particle counter 6 is used in the sample holder 1, and the number of dusts on the upstream side and the number of dusts on the downstream side of the measurement sample M can be measured via the switching cock 7.
- a 0.309U 10% polystyrene solution (manufacturer: Nacalai Tesque Co., Ltd.) is diluted 200 times with distilled water and filled in the dust storage box 2.
- the measurement sample M is set in the sample holder 1, and the air volume is adjusted by the flow rate adjusting valve 4 so that the filter passing speed is 4.5 m / min.
- the dust concentration in the range of 10,000 to 40,000 pieces / 2.83 ⁇ 10 ⁇ 4 m 3 (0.01 ft 3 ) is obtained, and the number of dusts D upstream of the measurement sample M and the number of dusts d downstream are measured with a particle counter.
- thermoplastic resin material a resin containing 1% by mass of a hindered amine compound “Kimasorb” (registered trademark) 944 (manufactured by BASF Japan Ltd.) in a polypropylene resin having a melt flow rate of 850 g / 10 min.
- a resin containing 0.03% by mass of the crystal nucleating agent “Irgclear” (registered trademark) XT386 (manufactured by BASF Japan Ltd.)) was used.
- the first component resin is charged into the raw material hopper of the first extruder
- the second component resin is charged into the raw material hopper of the second extruder
- the first component and the second component are mixed into the raw material hopper of the second extruder at a ratio of 8: 2.
- the electret nonwoven fabric was obtained by subjecting this melt-blown nonwoven fabric to electret treatment.
- Table 1 shows the measured values and calculated values of the electret nonwoven fabric.
- Example 2 The first component resin used in Example 1 is charged into the raw material hopper of the second extruder, and the second component resin used in Example 1 is charged into the raw material hopper of the first extruder.
- An electret nonwoven fabric was obtained in the same manner as in Example 1 except that the second component was discharged at a mass ratio of 2: 8.
- Example 3 The second component resin crystal nucleating agent used in Example 1 was changed to “ADK STAB” (registered trademark) NA-21 (manufactured by ADEKA Corporation) and contained 0.3% by mass. Except for the above, an electret nonwoven fabric was obtained in the same manner as in Example 1.
- Example 4 The resin of the first component used in Example 3 contains 0.03% by mass of the crystal nucleating agent “Irgclear” (registered trademark) XT386 (manufactured by BASF Japan Ltd.), and the nozzle temperature is 285 ° C.
- An electret nonwoven fabric was obtained in the same manner as in Example 3 except that the air temperature was 310 ° C.
- Example 1 An electret nonwoven fabric was obtained in the same manner as in Example 1 except that only the first component resin used in Example 1 was charged into both the first and second extruders.
- Example 2 An electret nonwoven fabric was obtained in the same manner as in Example 1 except that only the second component resin used in Example 1 was charged into both the first and second extruders.
- Example 3 Only the resin of the first component used in Example 1 was charged into the first extruder, and an electret nonwoven fabric was obtained in the same manner as in Example 1 except that a single fiber die was used.
- Example 5 Polyethylene terephthalate resin was used as the second component resin used in Example 1, the first component and the second component were discharged at a mass ratio of 7: 3, the nozzle temperature was adjusted to 295 ° C., and the air temperature was adjusted to 320 ° C. Except that, an electret nonwoven fabric was obtained in the same manner as in Example 1.
- melt blown nonwoven fabric described in Comparative Examples 1 and 3 containing only the component not containing the crystal nucleating agent is different from the melt blown nonwoven fabric described in Examples 1 to 4 and the spunbonded nonwoven fabric described in Example 5.
- the tensile strength was equivalent, the air flow rate was low.
- the melt blown nonwoven fabrics described in Comparative Examples 2 and 4 containing only the component to which the crystal nucleating agent was added had the same air flow rate as the melt blown nonwoven fabrics described in Examples 1 to 4, but extremely low tensile strength. It was not something that could withstand practical use.
- melt blown nonwoven fabric described in Comparative Example 5 using a main component other than polypropylene resin has a high air permeability while maintaining high tensile strength, but is lower than the melt blown nonwoven fabric described in Examples 1 to 4. It became the collection efficiency.
- spunbond nonwoven fabric An electret nonwoven fabric was obtained by the same method as in Example 1 except that spinning was performed at a nozzle temperature of 235 ° C. by a spunbond method using a side-by-side die. Each characteristic value was measured about the obtained electret nonwoven fabric. The results obtained are shown in Table 2.
- Example 6 Only the resin of the first component used in Example 5 was charged into the first extruder, and an electret nonwoven fabric was obtained by the same method as in Example 5 except that a single fiber die was used.
- Example 5 of the present invention has higher collection efficiency and maintains high tensile strength as compared with Comparative Example 6 in which only the component containing no crystal nucleating agent is contained. However, it can be seen that the air flow rate is high.
- the components having a difference of 5 ° C. or more in the crystallization temperature are arranged on the fiber surface, respectively, so that it has high collection efficiency and low pressure loss, but further high strength.
- An electret nonwoven fabric is obtained.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Filtering Materials (AREA)
- Nonwoven Fabrics (AREA)
- Electrostatic Separation (AREA)
Abstract
本発明は、細繊維で且つ繊維間の融着を制御することで、高捕集効率で低圧力損失且つ高強力なエレクトレット不織布及びこれを用いてなるエアフィルター濾材を提供することを課題とする。本発明の不織布は、構成する繊維が熱可塑性樹脂からなり、前記繊維が少なくとも第一成分及び第二成分を含み、前記第一成分及び第二成分のいずれか一方、若しくは双方に結晶核剤を含有し、前記第一成分と第二成分の結晶化開始温度の差が5℃以上であり、前記第一成分と第二成分双方の少なくとも一部が繊維表面に露出していることを特徴とする。
Description
本発明は、不織布に関するものである。さらに詳しくは、本発明は、通気性に優れたエレクトレット不織布と、そのエレクトレット不織布を用いてなるエアフィルターに好適に用いられる濾材に関するものである。
従来から、気体中の花粉や塵等を除去するためにエアフィルターが使用されており、そのエアフィルターの濾材として不織布が多く用いられている。
ここでエアフィルターに要求される性能は、ミクロなダストを多く捕集することができる、すなわち高い捕集効率を有すること、および、エアフィルター内部を気体が通過する際に抵抗が少ない、すなわち低い圧力損失であることが挙げられる。上記の高い捕集効率を有する濾材を得るためには、不織布を構成する単繊維が細繊度であることが適しているが、その一方で、単繊維を細繊度化するとその単繊維からなる不織布は潰れやすくなり、その不織布の繊維密度が増加することにより圧力損失が高くなるという課題がある。
また、低い圧力損失である濾材を得るためには、不織布を構成する単繊維が太繊度であることが適しているが、その一方で、単繊維を太繊度化すると不織布内の繊維表面積が減少してしまい、捕集効率が低下するという課題がある。このように、従来技術におけるエアフィルターに要求される性能において、高い捕集効率を有することと低い圧力損失であることは、相反する関係にある。
上記の課題を解決する方法として、不織布をエレクトレット化し、物理的作用に加えて静電気的作用を利用することにより、高捕集効率と低圧力損失を同時に満足させる試みがなされている。
例えば、アース電極上に不織布を接触させた状態で、このアース電極と不織布を共に移動させながら、非接触型印加電極で高圧印加を行なって連続的にエレクトレット化するエレクトレット繊維シートの製造方法が提案されている(特許文献1参照。)。その他に、水を繊維に接触させて帯電させる方法として、繊維シートに対して水の噴流もしくは水滴流を不織布内部まで水が浸透するのに十分な圧力で噴霧させてエレクトレット化し、正極性と負極性の電荷を均一に混在させる方法(特許文献2参照。)や、繊維シートをスリット状のノズル上を通過させ、ノズルで水を吸引することにより繊維シートに水を浸透させて、正極性と負極性の電荷を均一に混在させる方法(特許文献3参照。)のような、いわゆるハイドロチャージ法が提案されている。
またこれらとは別に、不織布を構成する繊維の高分子重合体に対してヒンダードアミン系、含窒素ヒンダードフェノール系、金属塩ヒンダードフェノール系あるいはフェノール系の安定剤から選ばれた少なくとも1種の安定剤を配合し、かつ100℃以上の温度における熱刺激脱分極電流からのトラップ電荷量が2.0×10-10クーロン/cm2以上であるという耐熱性エレクトレット材料が提案されている(特許文献4参照。)。
さらに、細繊維と太繊維を混合した不織布を形成させることにより、粒子の目詰まりを起きにくくし繊維間の空隙を増やすことによって、圧力損失の上昇を抑制する方法が提案されている(特許文献5および特許文献6参照。)。
また別に、メルトフローレイト(MFR)の異なるプロピレン系重合体を「サイドバイサイド型」もしくは「偏心芯鞘型」で複合紡糸することで捲縮繊維を製造し、嵩高で通気性の高い不織布を得る方法が提案されている(特許文献7。)。
上記の特許文献1~4に記載の提案のように、不織布をエレクトレット化することによって、低い圧力損失を維持しつつ捕集効率をある程度向上させることができるものの、更に低い圧力損失であるフィルターのニーズが高まる現状においては、その効果は充分と言えるものではなかった。
また、上記特許文献5~7に記載の提案のように、細繊維と太繊維を混合したり、捲縮繊維を用いたりすることで、繊維間の空隙を増加させ圧力損失の低い不織布が得られるが、口金孔径やメルトフローレイトの異なる樹脂を用いることで一部に太繊維が混入してしまうため、捕集効率の低い不織布しか得られない。
また、さらに付言すると細繊維で繊維間融着を抑制した不織布が得られたとしても、極度に不織布の強力が低下し、後加工での工程通過性に懸念があり実用的ではない。
そこで本発明の課題は、上記のような問題点に着目し、高い捕集効率を有し、低い圧力損失でありながらも、さらに高強力である不織布を提供することにある。
本発明は、上記の課題を解決せんとするものであって、本発明の不織布は、構成する繊維が熱可塑性樹脂からなり、前記繊維が少なくとも第一成分及び第二成分を含む不織布であって、前記第一成分及び第二成分のいずれか一方、若しくは双方に結晶核剤を含有し、前記第一成分と第二成分の結晶化開始温度の差が5℃以上であり、前記第一成分と第二成分双方の少なくとも一部が前記繊維の表面に露出している不織布である。 本発明の不織布の好ましい態様によれば、前記第一成分と第二成分の少なくとも一方の主成分が、ポリプロピレンであることである。
本発明の不織布の好ましい態様によれば、前記第一成分と第二成分の主成分が共にポリプロピレンであることである。
本発明の不織布の好ましい態様によれば、前記第一成分と第二成分の主成分が共に全く同一のポリプロピレンであることである。
本発明の不織布の好ましい態様によれば、本発明の不織布がメルトブロー不織布であることである。
本発明の不織布の好ましい態様によれば、前記第一成分もしくは第二成分に含まれている結晶核剤の濃度が0.001~1wt%であることである。
本発明の不織布の好ましい態様によれば、エレクトレット化されていることである。
さらに、本発明は、上記の不織布を用いてなるエアフィルター濾材である。
本発明によれば、不織布を構成する繊維を細繊維とすることができ、且つ繊維間の融着を制御することもできるようになり、高い捕集効率を有し、低い圧力損失でありながらも、さらに高強力であるエレクトレット不織布を得ることができる。
本発明の不織布は、構成する繊維が熱可塑性樹脂からなり、前記繊維が少なくとも第一成分及び第二成分を含む不織布であって、前記第一成分及び第二成分のいずれか一方、若しくは双方に結晶核剤を含有し、前記第一成分と第二成分の結晶化開始温度の差が5℃以上であり、前記第一成分と第二成分の双方の少なくとも一部が前記繊維の表面に露出していることを特徴とする、不織布である。本発明の不織布を構成する繊維は熱可塑性樹脂からなり、少なくとも第一成分及び第二成分を含んでいる。ここで成分とは、熱可塑性樹脂を含む樹脂組成物であり、熱可塑性樹脂単独の場合、熱可塑性樹脂に添加剤を含む場合も含まれる。本発明の不織布を構成する各繊維は、それぞれ異なる2つ以上の樹脂組成物を含む。含まれる樹脂組成物が2つの場合はこれらを「第一成分」、「第二成分」とし、3つ以上の場合は結晶化開始温度の低い方の2つを「第一成分」、「第二成分」とする。本発明の不織布を構成する各繊維において第一成分及び第二成分いずれもがその一部を露出している必要がある。
本発明の不織布は、構成する繊維が熱可塑性樹脂からなり、この繊維が主として非導電性繊維を含んでなるものが好ましい態様である。ここでいう非導電性は、体積抵抗率が1012(Ω・cm)以上であることが好ましく、1014(Ω・cm)以上であることがより好ましい態様である。
主として非導電性繊維を含んでなるとは、不織布中に90質量%以上の非導電性繊維を含むことを指す。非導電性繊維の含有量は、好ましくは95質量%以上であり、より好ましくは97質量%以上である。不織布中の非導電性繊維が90質量%未満になると、例えば、不織布をエレクトレットした際に十分なエレクトレット性能が得られないことがある。
非導電性繊維の繊維材料としては、例えば、ポリエチレンやポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレートおよびポリ乳酸等のポリエステル系樹脂、ポリカーボネート系樹脂、ポリスチレン系樹脂、ポリフェニレンサルファイド系樹脂、フッ素系樹脂、ポリスチレンエラストマー、ポリオレフィンエラストマー、ポリエステルエラストマー、ポリアミドエラストマーおよびポリウレタンエラストマー等のエラストマー、およびこれらの共重合体または混合物などからなる樹脂を挙げることができる。
これらの中でも、ポリオレフィン系樹脂が好ましく用いられる。ポリオレフィン系樹脂は、体積抵抗率が高く、また吸水性が低いため、不織布をエレクトレットした際の帯電性および電荷保持性が強いため、これらの効果によって高い捕集効率を達成することができる。
ポリオレフィン系樹脂の種類としては、ポリエチレン、ポリプロピレン、ポリブテンおよびポリメチルペンテン等のホモポリマーなどが挙げられる。また、これらのホモポリマーに異なる成分を共重合したコポリマーや、異なる2種以上のポリマーブレンド品等の樹脂を用いることもできる。これらの中でも、帯電保持性の観点から、ポリプロピレン樹脂およびポリメチルペンテンが好ましく用いられる。また、安価に利用できること、繊維径の細径化が容易という観点から、ポリプロピレン樹脂が好ましく用いられる。
本発明の不織布を構成する各繊維のそれぞれは、第一成分と第二成分を含み、第一成分と第二成分それぞれの少なくとも一部が繊維表面に露出していることを特徴とする。このような特徴を有する繊維構造としては、サイドバイサイド型、偏心芯鞘型、分割型、海島型、アロイ型(一方の成分が他方の成分の中に分散し、かつ、表面に露出しているもの)などがある。これらの中でも第一成分と第二成分を繊維表面に露出させ易い点からサイドバイサイド型が好ましい。第一成分と第二成分の露出割合は後述する繊維間の融着制御の観点から、いずれの成分も繊維表面の面積に対して10%以上が好ましい。
本発明の不織布を構成する繊維に含まれる第一成分と第二成分の結晶化開始温度の差が5℃以上であるのが好ましい様態である。結晶化開始温度に5℃以上差があることで、繊維間の融着を制御することが可能であり、繊維表面に露出した結晶化開始温度の低い熱可塑性樹脂が繊維間の融着を促進することで不織布の強力を増加させ、結晶化温度の高い熱可塑性樹脂が繊維間の融着を阻害することで嵩高で通気性の高い不織布が得られる。また第一成分と第二成分の結晶化温度が大きく離れすぎると、結晶化開始温度の高い方に紡糸温度を設定する必要があり、結晶化開始温度の低い方の樹脂劣化を引き起こすため、結晶化開始温度の差は100℃以下が好ましい。
結晶化開始温度に5℃以上の差を設ける手法としては、繊維を構成する第一成分と第二成分のどちらか一方、若しくは双方に、結晶核剤を0.001~1.0質量%含有させ、好ましくは0.005~0.5質量%含有させるのが好ましい様態である。結晶化核剤を上記質量%含有させることで、繊維を構成する第一成分と第二成分の主成分である熱可塑性樹脂が同一であっても異なっていても結晶化開始温度に5℃以上の差を設けることが可能である。
ここでいう含有量は、例えば次のようにして求めることができる。不織布をメタノール/クロロホルム混合溶液でソックスレー抽出後、その抽出物についてHPLC分取を繰り返し、各分取物についてIR測定、GC測定、GC/MS測定、MALDI-MS測定、1H-NMR測定、および13C-NMR測定で構造を確認する。該結晶核剤の含まれる分取物の質量を合計し、不織布全体に対する割合を求め、これを結晶核剤の含有量とする。
結晶核剤の含有量が0.001質量%未満では、充分に繊維間の融着を阻害することができず通気量上昇率が小さい。一方、結晶核剤の含有量が1.0質量%を超えると、紡糸性が悪化したりコスト的にも不利になったりする。
結晶核剤の含有量が0.001質量%未満では、充分に繊維間の融着を阻害することができず通気量上昇率が小さい。一方、結晶核剤の含有量が1.0質量%を超えると、紡糸性が悪化したりコスト的にも不利になったりする。
結晶核剤としては、例えば、ソルビトール系核剤、ノニトール系核剤、キリシトール系核剤、リン酸系核剤、トリアミノベンゼン誘導体核剤、およびカルボン酸金属塩核剤などが挙げられる。
ソルビトール系核剤には、ジベンジリデンソルビトール(DBS)、モノメチルジベンジリデンソルビトール(例えば、1,3:2,4-ビス(p-メチルベンジリデン)ソルビトール(p-MDBS))、ジメチルジベンジリデンソルビトール(例えば、1,3:2,4-ビス(3,4-ジメチルベンジリデン)ソルビトール(3,4-DMDBS))などが含まれ、“Millad”(登録商標) 3988(ミリケン・ジャパン(株)製)、および“ゲルオール”(登録商標)E-200(新日本理化(株)製)などが挙げられる。
ノニトール系核剤には、例えば、1,2,3―トリデオキシ-4,6:5,7-ビス-[(4-プロピルフェニル)メチレン]-ノニトールなどが含まれ、“Millad”(登録商標)NX8000(ミリケン・ジャパン(株)製)などが挙げられる。
キシリトール系核剤には、例えば、ビス-1,3:2,4-(5’,6’,7’,8’-テトラヒドロ-2-ナフトアルデヒドベンジリデン)1-アリルキシリトールなどが含まれる。また、リン酸系核剤には、例えば、アルミニウム-ビス(4,4’,6,6’-テトラ-tert-ブチル-2,2’-メチレンジフェニル-ホスファート)-ヒドロキシドなどが含まれ、“アデカスタブ”(登録商標)NA-11((株)ADEKA製)や、“アデカスタブ”(登録商標)NA-21((株)ADEKA製)などが挙げられる。
トリアミノベンゼン誘導体核剤には、例えば、1,3,5-トリス(2,2-ジメチルプロパンアミド)ベンゼンなどが含まれ、“Irgaclear”(登録商標)XT386”(BASFジャパン(株)製)などが挙げられる。さらに、カルボン酸金属塩核剤には、例えば、安息香酸ナトリウムや、1,2-シクロヘキサンジカルボキシル酸カルシウム塩などが含まれる。
本発明の不織布に含まれる第一成分と第二成分の主成分となる熱可塑性樹脂は上記の通り全く同一のものでも良く、メルトフローレイト(MFR)等を変更した同一種のものでもよく、異なる熱可塑性樹脂でも良い。この中でも、エレクトレットした際の帯電性、電荷保持性及び細繊維径化、コストの観点から、第一成分と第二成分のどちらか一方の主成分はポリプロピレンであるのが好ましく、第一成分と第二成分の双方ともにポリプロピレンであるのが更に好ましく、第一成分と第二成分の双方ともに全く同一のポリプロピレンであるのが好ましい。不織布に含まれる第一成分と第二成分の主成分となるとは、第一成分若しくは第二成分中に90質量%以上を含むことを指す。好ましくは95質量%以上であり、より好ましくは97質量%以上である。
本発明の不織布においては、構成する各繊維に含まれる第一成分と第二成分の質量割合について、所望の特性を得るために任意に設定することが可能で、通常9:1~1:9の範囲で調整できる。
本発明の不織布は、平均単繊維径が0.1~15.0μmである長繊維からなる不織布であることが好ましい。平均単繊維径は、より好ましくは0.3~7.0μmであり、さらに好ましくは0.5~5.0μmとすることにより、通気性と捕集効率に優れた不織布が得られやすくなる。平均単繊維径が0.1μm未満では、不織布内の空隙が広がらず十分な通気性が得られず、さらに、平均単繊維径が15.0μmを超えると、不織布内の繊維表面積が減少し、エアフィルター濾材として用いた際に十分な捕集効率が得られない。
また、本発明の不織布の目付は、3~100g/m2の範囲であることが好ましい。目付を3~100g/m2、好ましくは5~70g/m2、より好ましくは10~50g/m2とすることにより、通気性と捕集効率に優れた不織布が得られやすくなる。
本発明の不織布は、上記の結晶核剤の他に、熱安定剤、耐候剤および重合禁止剤等の添加剤を添加することができ、不織布をエレクトレット処理した際の帯電性、電荷保持性をより良好にするという観点から、前記の繊維材料にヒンダードアミン系添加剤または/およびトリアジン系添加剤を少なくとも1種類含有することが好ましい態様である。
ヒンダードアミン系化合物としては、例えば、ポリ[(6-(1,1,3,3-テトラメチルブチル)イミノ-1,3,5-トリアジン-2,4-ジイル)((2,2,6,6-テトラメチル-4-ピペリジル)イミノ)ヘキサメチレン((2,2,6,6-テトラメチル-4-ピペリジル)イミノ)](BASF・ジャパン(株)製、“キマソーブ”(登録商標)944LD)、コハク酸ジメチル-1-(2-ヒドロキシエチル)-4-ヒドロキシ-2,2,6,6-テトラメチルピペリジン重縮合物(BASFジャパン(株)製、“チヌビン”(登録商標)622LD)、および2-(3,5-ジ-t-ブチル-4-ヒドロキシベンジル)-2-n-ブチルマロン酸ビス(1,2,2,6,6-ペンタメチル-4-ピペリジル)(BASFジャパン(株)製、“チヌビン”(登録商標)144)などが挙げられる。
また、トリアジン系添加剤としては、例えば、ポリ[(6-(1,1,3,3-テトラメチルブチル)イミノ-1,3,5-トリアジン-2,4-ジイル)((2,2,6,6-テトラメチル-4-ピペリジル)イミノ)ヘキサメチレン((2,2,6,6-テトラメチル-4-ピペリジル)イミノ)](BASFジャパン(株)製、“キマソーブ”(登録商標)944LD)、および2-(4,6-ジフェニル-1,3,5-トリアジン-2-イル)-5-((ヘキシル)オキシ)-フェノール(BASFジャパン(株)製、“チヌビン”(登録商標)1577FF)などを挙げることができる。
上記のヒンダードアミン系添加剤および/またはトリアジン系添加剤の添加量は、不織布の質量に対して、好ましくは0.5~5質量%であり、より好ましくは0.7~3質量%である。添加量をこの範囲とすることにより、エレクトレット化した際に優れた捕集効率が得られやすくなる。
次に、本発明の不織布の製造方法について説明する。
本発明の不織布は、例えば、次の方法により製造することができる。
まず、繊維を構成する異なる熱可塑性樹脂(熱可塑性樹脂組成物)の調製を行う。これらのうち2つが第一成分および第二成分として用いられる。熱可塑性樹脂(熱可塑性樹脂組成物)は、前記したとおり、1つの熱可塑性樹脂が単独で用いられたものであっても、複数の熱可塑性樹脂が均一に混合されたものであってもよく、また熱可塑性樹脂には結晶核剤や熱安定剤、耐候剤および重合禁止剤等の添加剤が含まれていてもよい。但し、少なくとも1つの熱可塑性樹脂組成物には結晶核剤が含まれている。樹脂の混合方法や添加剤の混合方法に特に制限はなく、公知の手法を用いて構わない。例えば熱可塑性樹脂材料と添加剤を混練する方法としては、紡糸機の押出機ホッパーにこれらを混合して供給し、押出機内で混練りし、直接口金へ供給する方法や、あらかじめ、熱可塑性樹脂材料と添加剤を混練押出機や静止混練機等で混練りしてマスターチップを作製する方法が挙げられる。
より具体的には例えば、まず、第一成分として熱可塑性樹脂材料を第一の押出機内で溶融して口金部に供給する。次に、第二成分として熱可塑性樹脂材料と結晶核剤とを混練した後に、第二の押出機内で溶融して口金部に供給し、前記第一成分と第二成分を口金部で混合した後、繊維を作製し、不織布を製造する。不織布を製造する方法としては、従来公知の技術を用いることができ、メルトブロー法やスパンボンド法を用いることができる。なかでも、メルトブロー法では、複雑な工程を必要とせず、数μmの細繊維を容易に得ることができ、高い捕集効率を達成しやすくすることができる。 次いで、この不織布に対して、エレクトレット化処理を実施することができる。エレクトレット化処理は、不織布単層でも、他のシートと積層した積層不織布も実施することができる。
本発明の不織布をエレクトレット化する方法としては、例えば、特許文献1(特開昭61-289177号公報)や特許文献2(米国特許第6119691号明細書)、および特許文献3(特開2003-3367号公報)に記載の方法を用いることができる。
本発明のエアフィルター濾材は、本発明の不織布からなる。本発明の不織布から、本発明のエアフィルター濾材を得る方法としては、不織布とそれよりも剛性の高いシートを湿気硬化型ウレタン樹脂などをスプレー法で散布して貼り合わせる方法や、熱可塑性樹脂、熱融着繊維を散布し熱路を通して貼り合わせる方法(例えば、特開2004-82109号公報に記載の方法)を用いることができる。
本発明のエアフィルター濾材は、エアフィルター全般、中でも空調用フィルター、空気清浄機用フィルター、および自動車キャビンフィルターの高性能用途に好適である。
次に、実施例に基づき本発明を具体的に説明する。ただし、本発明はこれらの実施例のみに限定されるものではない。
(1)不織布の目付:
タテ×ヨコ=15cm×15cmのメルトブロー不織布の質量を、1サンプルについて測定した。得られた値を1m2当たりの値に換算し、小数点以下第1位を四捨五入して、不織布の目付(g/m2)を算出した。
タテ×ヨコ=15cm×15cmのメルトブロー不織布の質量を、1サンプルについて測定した。得られた値を1m2当たりの値に換算し、小数点以下第1位を四捨五入して、不織布の目付(g/m2)を算出した。
(2)平均単繊維径:
平均単繊維径については、不織布の幅方向3点(側端部2点と中央1点)、それを長手方向5cmおきに5点、合計15点から、3mm×3mmの測定サンプルを15個採取し、走査型電子顕微鏡で倍率を1000~3000倍に調節して、採取した測定サンプルから繊維表面写真を各1枚ずつ、計10枚を撮影した。写真の中の繊維直径(単繊維径)がはっきり確認できる繊維について単繊維径を測定し、平均した値の小数点以下第2位を四捨五入して平均単繊維径とした。
平均単繊維径については、不織布の幅方向3点(側端部2点と中央1点)、それを長手方向5cmおきに5点、合計15点から、3mm×3mmの測定サンプルを15個採取し、走査型電子顕微鏡で倍率を1000~3000倍に調節して、採取した測定サンプルから繊維表面写真を各1枚ずつ、計10枚を撮影した。写真の中の繊維直径(単繊維径)がはっきり確認できる繊維について単繊維径を測定し、平均した値の小数点以下第2位を四捨五入して平均単繊維径とした。
(3)不織布の通気量:
通気量測定機(TEXTEST社製FX3300)を使用して、測定圧125Pa、測定面積38cm2の条件で不織布の通気量を3点測定し、その平均値から小数点以下第2位を四捨五入し、通気量(cc/cm2/sec)とした。
通気量測定機(TEXTEST社製FX3300)を使用して、測定圧125Pa、測定面積38cm2の条件で不織布の通気量を3点測定し、その平均値から小数点以下第2位を四捨五入し、通気量(cc/cm2/sec)とした。
(4)結晶化開始温度:
示差走査熱量計(TA Instruments社製Q1000)を用いて、次の条件で測定し、冷却過程の発熱ピーク開始温度を、測定対象の結晶化開始温度とした。
・測定雰囲気:窒素流(50ml/分)
・温度範囲 :-50~200℃
・冷却速度 :10℃/分
・試料量 :5mg。
示差走査熱量計(TA Instruments社製Q1000)を用いて、次の条件で測定し、冷却過程の発熱ピーク開始温度を、測定対象の結晶化開始温度とした。
・測定雰囲気:窒素流(50ml/分)
・温度範囲 :-50~200℃
・冷却速度 :10℃/分
・試料量 :5mg。
(5)引張強力(N/5cm):
JIS L1906に準じ、幅5cm×長さ30cmの試料を不織布の幅の中央部から幅方向2点、長手方向2点の合計4箇所で切り取り、引張試験機を用い、つかみ間隔20cm、引張速度10cm/minで測定し、引張強度を求めた。
JIS L1906に準じ、幅5cm×長さ30cmの試料を不織布の幅の中央部から幅方向2点、長手方向2点の合計4箇所で切り取り、引張試験機を用い、つかみ間隔20cm、引張速度10cm/minで測定し、引張強度を求めた。
(6)捕集効率:
不織布の長さ方向3カ所で、タテ×ヨコ=15cm×15cmの測定用サンプルをそれぞれ1つずつ(計3つ)採取し、それぞれのサンプルについて、図1に示す捕集効率測定装置を用いて捕集効率を測定した。この図1の捕集効率測定装置は、測定サンプルMをセットするサンプルホルダー1の上流側に、ダスト収納箱2を連結し、下流側に流量計3、流量調整バルブ4およびブロワ5を連結している。また、サンプルホルダー1にパーティクルカウンター6を使用し、切替コック7を介して、測定サンプルMの上流側のダスト個数と下流側のダスト個数とをそれぞれ測定することができる。
不織布の長さ方向3カ所で、タテ×ヨコ=15cm×15cmの測定用サンプルをそれぞれ1つずつ(計3つ)採取し、それぞれのサンプルについて、図1に示す捕集効率測定装置を用いて捕集効率を測定した。この図1の捕集効率測定装置は、測定サンプルMをセットするサンプルホルダー1の上流側に、ダスト収納箱2を連結し、下流側に流量計3、流量調整バルブ4およびブロワ5を連結している。また、サンプルホルダー1にパーティクルカウンター6を使用し、切替コック7を介して、測定サンプルMの上流側のダスト個数と下流側のダスト個数とをそれぞれ測定することができる。
捕集効率の測定にあたっては、ポリスチレン0.309U 10%溶液(メーカー:ナカライテスク(株))を蒸留水で200倍まで希釈し、ダスト収納箱2に充填する。次に、測定サンプルMを、サンプルホルダー1にセットし、風量をフィルター通過速度が4.5m/分になるように、流量調整バルブ4で調整し、粒径0.3~0.5μmの粒子のダスト濃度を1万~4万個/2.83×10-4m3(0.01ft3)の範囲で安定させ、測定サンプルMの上流のダスト個数Dおよび下流のダスト個数dをパーティクルカウンター6(リオン社製、KC-01D)で1個の測定サンプル当り3回測定し、JIS K 0901(1991)「気体中のダスト試料捕集用ろ過材の形状、寸法並びに性能試験方法」に基づいて、下記の計算式を用いて、0.3~0.5μm粒子の捕集効率(%)を求めた。3つの測定サンプルの平均値を算出し、小数点第2位を四捨五入して最終的な捕集効率(%)とした。
捕集効率(%)=〔1-(d/D)〕×100
(ただし、dは下流のダストの3回測定トータル個数を表し、Dは上流のダストの3回測定トータル個数を表す。)
(メルトブロー不織布)
[実施例1]
第一成分の熱可塑性樹脂原料として、メルトフローレイトが850g/10分のポリプロピレン樹脂にヒンダードアミン系化合物“キマソーブ”(登録商標)944(BASFジャパン(株)製)を1質量%含む樹脂と、第二成分として、前記樹脂に結晶核剤“Irgaclear”(登録商標)XT386((株)BASFジャパン(株)製))を0.03質量%含む樹脂を用いた。
(ただし、dは下流のダストの3回測定トータル個数を表し、Dは上流のダストの3回測定トータル個数を表す。)
(メルトブロー不織布)
[実施例1]
第一成分の熱可塑性樹脂原料として、メルトフローレイトが850g/10分のポリプロピレン樹脂にヒンダードアミン系化合物“キマソーブ”(登録商標)944(BASFジャパン(株)製)を1質量%含む樹脂と、第二成分として、前記樹脂に結晶核剤“Irgaclear”(登録商標)XT386((株)BASFジャパン(株)製))を0.03質量%含む樹脂を用いた。
第一成分の樹脂を第一の押出機の原料ホッパーに、第二成分の樹脂を第二の押出機の原料ホッパーに投入し、サイドバイサイド用口金から第一成分と第二成分を8:2の質量割合で吐出し、メルトブロー法により、ノズル温度が275℃、エア温度が300℃、エア圧力が0.16MPaの条件で噴射して作製した繊維を捕集し、コンベア速度を調整することによって、目付が25g/m2のメルトブロー不織布を得た。
このメルトブロー不織布に対してエレクトレット化処理を行い、エレクトレット不織布を得た。エレクトレット不織布の各測定値と算出値を、表1に示す。
[実施例2]
実施例1において用いた第一成分の樹脂を第二の押出機の原料ホッパーに、実施例1において用いた第二成分の樹脂を第一の押出機の原料ホッパーに投入し、第一成分と第二成分を2:8の質量割合で吐出したこと以外は、実施例1と同様の方法によりエレクトレット不織布を得た。
実施例1において用いた第一成分の樹脂を第二の押出機の原料ホッパーに、実施例1において用いた第二成分の樹脂を第一の押出機の原料ホッパーに投入し、第一成分と第二成分を2:8の質量割合で吐出したこと以外は、実施例1と同様の方法によりエレクトレット不織布を得た。
得られたエレクトレット不織布について、各特性値を測定した。得られた結果を、表1に示す。
[実施例3]
実施例1において用いた第二成分の樹脂の結晶核剤を“アデカスタブ”(登録商標)NA-21((株)ADEKA(株)製))に変更し、0.3質量%含ませたこと以外は実施例1と同様の方法によりエレクトレット不織布を得た。
実施例1において用いた第二成分の樹脂の結晶核剤を“アデカスタブ”(登録商標)NA-21((株)ADEKA(株)製))に変更し、0.3質量%含ませたこと以外は実施例1と同様の方法によりエレクトレット不織布を得た。
得られたエレクトレット不織布について、各特性値を測定した。得られた結果を、表1に示す。
[実施例4]
実施例3において用いた第一成分の樹脂に結晶核剤“Irgaclear”(登録商標)XT386((株)BASFジャパン(株)製))を0.03質量%含ませ、ノズル温度を285℃、エア温度を310℃にしたこと以外は実施例3と同様の方法によりエレクトレット不織布を得た。
実施例3において用いた第一成分の樹脂に結晶核剤“Irgaclear”(登録商標)XT386((株)BASFジャパン(株)製))を0.03質量%含ませ、ノズル温度を285℃、エア温度を310℃にしたこと以外は実施例3と同様の方法によりエレクトレット不織布を得た。
得られたエレクトレット不織布について、各特性値を測定した。得られた結果を、表1に示す。
[比較例1]
実施例1において用いた第一成分の樹脂のみを第一、第二の押出機双方に投入したこと以外は、実施例1と同様の方法によりエレクトレット不織布を得た。
実施例1において用いた第一成分の樹脂のみを第一、第二の押出機双方に投入したこと以外は、実施例1と同様の方法によりエレクトレット不織布を得た。
得られたエレクトレット不織布について、各特性値を測定した。得られた結果を、表1に示す。
[比較例2]
実施例1において用いた第二成分の樹脂のみを第一、第二の押出機双方に投入したこと以外は、実施例1と同様の方法によりエレクトレット不織布を得た。
実施例1において用いた第二成分の樹脂のみを第一、第二の押出機双方に投入したこと以外は、実施例1と同様の方法によりエレクトレット不織布を得た。
得られたエレクトレット不織布について、各特性値を測定した。得られた結果を、表1に示す。
[比較例3]
実施例1において用いた第一成分の樹脂のみを第一押出機に投入し、単繊維用口金を用いたこと以外は、実施例1と同様の方法によりエレクトレット不織布を得た。
実施例1において用いた第一成分の樹脂のみを第一押出機に投入し、単繊維用口金を用いたこと以外は、実施例1と同様の方法によりエレクトレット不織布を得た。
得られたエレクトレット不織布について、各特性値を測定した。得られた結果を、表1に示す。
[比較例4]
比較例3において用いた第二成分の樹脂のみを第一押出機に投入したこと以外は、比較例3と同様の方法によりエレクトレット不織布を得た。
比較例3において用いた第二成分の樹脂のみを第一押出機に投入したこと以外は、比較例3と同様の方法によりエレクトレット不織布を得た。
得られたエレクトレット不織布について、各特性値を測定した。得られた結果を、表1に示す。
[比較例5]
実施例1において用いた第二成分の樹脂にポリエチレンテレフタレート樹脂を用い、第一成分と第二成分を7:3の質量割合で吐出し、ノズル温度を295℃、エア温度を320℃に調整したこと以外は実施例1と同様の方法によりエレクトレット不織布を得た。
実施例1において用いた第二成分の樹脂にポリエチレンテレフタレート樹脂を用い、第一成分と第二成分を7:3の質量割合で吐出し、ノズル温度を295℃、エア温度を320℃に調整したこと以外は実施例1と同様の方法によりエレクトレット不織布を得た。
得られたエレクトレット不織布について、各特性値を測定した。得られた結果を、表1に示す。

表1から明らかなように、本発明の実施例1~4に記載の不織布は、高い引張強力を維持しながら高通気量となっていることが分かる。
これに対し、結晶核剤を含有していない成分のみとした比較例1、3に記載のメルトブロー不織布は、実施例1~4に記載のメルトブロー不織布および実施例5に記載のスパンボンド不織布に対して、同等の引張強力であるものの、低通気量となった。また、結晶核剤を添加した成分のみとした比較例2、4に記載のメルトブロー不織布は実施例1~4に記載のメルトブロー不織布に対して同等の通気量となったが、極度に低い引張強力となり実用に耐えるものではなかった。
また、ポリプロピレン樹脂以外の主成分を用いた比較例5に記載のメルトブロー不織布は高い引張強力を維持しながら高通気量となっているが、実施例1~4に記載のメルトブロー不織布に対して低い捕集効率となった。
(スパンボンド不織布)
[実施例5]
サイドバイサイド用口金を用いて、スパンボンド法により、ノズル温度235℃で紡糸した以外は実施例1と同様の方法によりエレクトレット不織布を得た。
得られたエレクトレット不織布について、各特性値を測定した。得られた結果を、表2に示す。
(スパンボンド不織布)
[実施例5]
サイドバイサイド用口金を用いて、スパンボンド法により、ノズル温度235℃で紡糸した以外は実施例1と同様の方法によりエレクトレット不織布を得た。
得られたエレクトレット不織布について、各特性値を測定した。得られた結果を、表2に示す。
[比較例6]
実施例5において用いた第一成分の樹脂のみを第一押出機に投入し、単繊維用口金を用いたこと以外は、実施例5と同様の方法によりエレクトレット不織布を得た。
実施例5において用いた第一成分の樹脂のみを第一押出機に投入し、単繊維用口金を用いたこと以外は、実施例5と同様の方法によりエレクトレット不織布を得た。
得られたエレクトレット不織布について、各特性値を測定した。得られた結果を、表2に示す。
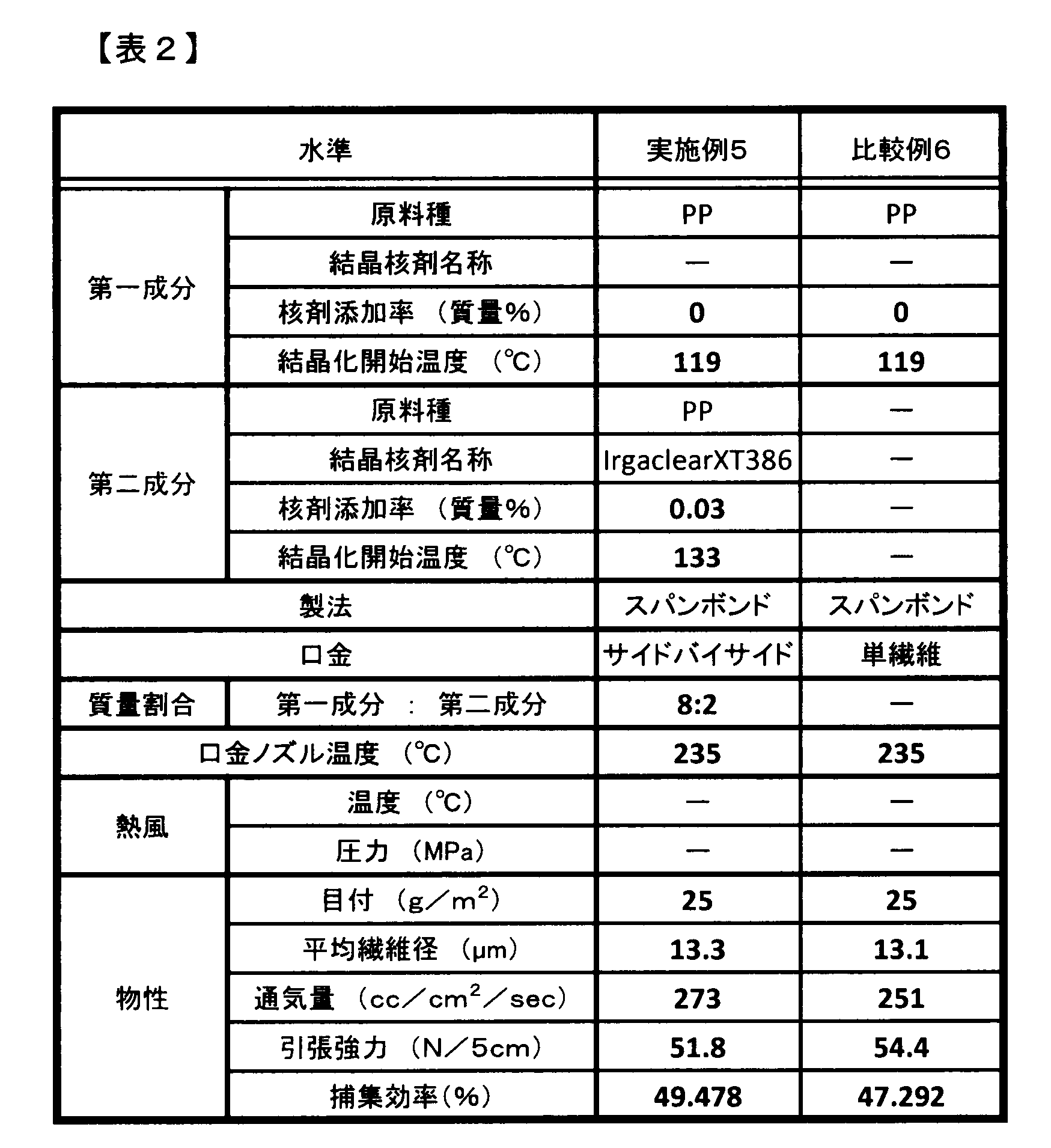
表2から明らかなように、本発明の実施例5に記載の不織布は、結晶核剤を含有していない成分のみとした比較例6に比べ、捕集効率も高く、高い引張強力を維持しながら高通気量となっていることが分かる。
以上のように本発明では、結晶化温度に5℃以上差のある成分をそれぞれ繊維表面に配置することによって、高い捕集効率を有し、低い圧力損失でありながらも、さらに高強力であるエレクトレット不織布が得られる。
1:サンプルホルダー
2:ダスト収納箱
3:流量計
4:流量調整バルブ
5:ブロワ
6:パーティクルカウンター
7:切替コック
8:圧力計
M:測定サンプル
2:ダスト収納箱
3:流量計
4:流量調整バルブ
5:ブロワ
6:パーティクルカウンター
7:切替コック
8:圧力計
M:測定サンプル
Claims (8)
- 構成する繊維が熱可塑性樹脂からなり、前記繊維が少なくとも第一成分及び第二成分を含む不織布であって、前記第一成分及び第二成分のいずれか一方、若しくは双方に結晶核剤を含有し、前記第一成分と第二成分の結晶化開始温度の差が5℃以上であり、前記第一成分と第二成分双方の少なくとも一部が前記繊維の表面に露出していることを特徴とする、不織布。
- 前記第一成分と第二成分の少なくとも一方の主成分が、ポリプロピレンであることを特徴とする、請求項1に記載の不織布。
- 前記第一成分と第二成分の主成分が共にポリプロピレンであることを特徴とする、請求項1または2に記載の不織布。
- 前記第一成分と第二成分の主成分が共に全く同一のポリプロピレンであることを特徴とする、請求項1~3のいずれかに記載の不織布。
- メルトブロー不織布であることを特徴とする請求項1~4のいずれかに記載の不織布。
- 前記第一成分もしくは第二成分に含まれている結晶核剤の濃度が0.001~1wt%であることを特徴とする請求項1~5のいずれかに記載の不織布。
- エレクトレット化されていることを特徴とする、請求項1~6のいずれかに記載の不織布。
- 請求項1~7のいずれかに記載の不織布を用いてなる、エアフィルター濾材。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019508279A JP7255477B2 (ja) | 2018-02-15 | 2019-01-25 | 不織布およびこれを用いてなるエアフィルター濾材 |
| CN201980009721.XA CN111655921B (zh) | 2018-02-15 | 2019-01-25 | 无纺布及使用其而成的空气过滤器滤材 |
| US16/965,045 US20200370217A1 (en) | 2018-02-15 | 2019-01-25 | Nonwoven fabric and air filter material including the same |
| KR1020207013488A KR20200116449A (ko) | 2018-02-15 | 2019-01-25 | 부직포 및 이것을 사용하여 이루어지는 에어 필터 여재 |
| EP19754009.9A EP3754083B1 (en) | 2018-02-15 | 2019-01-25 | Nonwoven fabric and air-filter filtering material using same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-024685 | 2018-02-15 | ||
| JP2018024685 | 2018-02-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019159654A1 true WO2019159654A1 (ja) | 2019-08-22 |
Family
ID=67618627
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/002494 WO2019159654A1 (ja) | 2018-02-15 | 2019-01-25 | 不織布およびこれを用いてなるエアフィルター濾材 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20200370217A1 (ja) |
| EP (1) | EP3754083B1 (ja) |
| JP (1) | JP7255477B2 (ja) |
| KR (1) | KR20200116449A (ja) |
| CN (1) | CN111655921B (ja) |
| TW (1) | TW201936248A (ja) |
| WO (1) | WO2019159654A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022004480A1 (ja) * | 2020-06-30 | 2022-01-06 | 東レ株式会社 | エレクトレット繊維シートならびに積層シートおよびフィルター |
| WO2022215629A1 (ja) * | 2021-04-05 | 2022-10-13 | 株式会社Adeka | 樹脂添加剤組成物、樹脂組成物、および成形品 |
| WO2023276484A1 (ja) * | 2021-07-02 | 2023-01-05 | 東レ株式会社 | エレクトレット繊維シートおよび積層シート、エアフィルター、エレクトレット繊維シートの製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111495054B (zh) * | 2015-11-19 | 2022-03-04 | 帝人富瑞特株式会社 | 袋式过滤器用过滤布及其制造方法和袋式过滤器 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61289177A (ja) | 1985-06-17 | 1986-12-19 | 東レ株式会社 | エレクトレツト繊維状シ−トの製造法 |
| JPS63280408A (ja) | 1987-05-12 | 1988-11-17 | Toray Ind Inc | 耐熱性エレクトレット材料 |
| JPH05209354A (ja) * | 1991-10-03 | 1993-08-20 | Oji Paper Co Ltd | 長繊維不織布及びその製造方法 |
| JPH1046460A (ja) | 1997-04-03 | 1998-02-17 | Toyobo Co Ltd | エレクトレット糸の混繊ウエッブ |
| US6119691A (en) | 1993-08-17 | 2000-09-19 | Minnesota Mining And Manufacturing Company | Electret filter media |
| JP2002533195A (ja) * | 1998-06-30 | 2002-10-08 | キンバリー クラーク ワールドワイド インコーポレイテッド | 安定エレクトレット・ポリマー物品 |
| JP2003003367A (ja) | 2001-06-20 | 2003-01-08 | Toray Ind Inc | エレクトレット繊維シート |
| WO2003006735A1 (fr) * | 2001-06-18 | 2003-01-23 | Toray Industries.Inc. | Procede et dispositif de fabrication de produit traite a electret |
| JP2004082109A (ja) | 2002-06-25 | 2004-03-18 | Toray Ind Inc | エアフィルタ濾材 |
| JP2006037295A (ja) | 2004-07-29 | 2006-02-09 | Toray Ind Inc | メルトブロー不織布シートおよびそれを用いてなる濾材 |
| WO2015141750A1 (ja) | 2014-03-20 | 2015-09-24 | 出光興産株式会社 | 捲縮繊維及び不織布 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6203905B1 (en) * | 1995-08-30 | 2001-03-20 | Kimberly-Clark Worldwide, Inc. | Crimped conjugate fibers containing a nucleating agent |
| EP2034056A1 (en) * | 2007-09-04 | 2009-03-11 | Total Petrochemicals Research Feluy | Metallocene polypropylene fibers and nonwovens with improved mechanical properties. |
| EP2601332B1 (en) * | 2010-08-02 | 2015-12-16 | Borealis AG | Melt blown media for air filtration |
| US20150233030A1 (en) * | 2012-08-23 | 2015-08-20 | Mitsui Chemicals, Inc. | Meltblown nonwoven fabric and uses thereof |
| JP6147680B2 (ja) | 2014-01-27 | 2017-06-14 | 東芝三菱電機産業システム株式会社 | 誘導加熱装置の余寿命診断装置 |
| US10844205B2 (en) * | 2014-07-03 | 2020-11-24 | Idemitsu Kosan Co., Ltd. | Spunbonded non-woven fabric and method for manufacturing same |
-
2019
- 2019-01-25 KR KR1020207013488A patent/KR20200116449A/ko not_active Application Discontinuation
- 2019-01-25 US US16/965,045 patent/US20200370217A1/en not_active Abandoned
- 2019-01-25 EP EP19754009.9A patent/EP3754083B1/en active Active
- 2019-01-25 JP JP2019508279A patent/JP7255477B2/ja active Active
- 2019-01-25 CN CN201980009721.XA patent/CN111655921B/zh active Active
- 2019-01-25 WO PCT/JP2019/002494 patent/WO2019159654A1/ja unknown
- 2019-02-11 TW TW108104467A patent/TW201936248A/zh unknown
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61289177A (ja) | 1985-06-17 | 1986-12-19 | 東レ株式会社 | エレクトレツト繊維状シ−トの製造法 |
| JPS63280408A (ja) | 1987-05-12 | 1988-11-17 | Toray Ind Inc | 耐熱性エレクトレット材料 |
| JPH05209354A (ja) * | 1991-10-03 | 1993-08-20 | Oji Paper Co Ltd | 長繊維不織布及びその製造方法 |
| US6119691A (en) | 1993-08-17 | 2000-09-19 | Minnesota Mining And Manufacturing Company | Electret filter media |
| JPH1046460A (ja) | 1997-04-03 | 1998-02-17 | Toyobo Co Ltd | エレクトレット糸の混繊ウエッブ |
| JP2002533195A (ja) * | 1998-06-30 | 2002-10-08 | キンバリー クラーク ワールドワイド インコーポレイテッド | 安定エレクトレット・ポリマー物品 |
| WO2003006735A1 (fr) * | 2001-06-18 | 2003-01-23 | Toray Industries.Inc. | Procede et dispositif de fabrication de produit traite a electret |
| JP2003003367A (ja) | 2001-06-20 | 2003-01-08 | Toray Ind Inc | エレクトレット繊維シート |
| JP2004082109A (ja) | 2002-06-25 | 2004-03-18 | Toray Ind Inc | エアフィルタ濾材 |
| JP2006037295A (ja) | 2004-07-29 | 2006-02-09 | Toray Ind Inc | メルトブロー不織布シートおよびそれを用いてなる濾材 |
| WO2015141750A1 (ja) | 2014-03-20 | 2015-09-24 | 出光興産株式会社 | 捲縮繊維及び不織布 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3754083A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022004480A1 (ja) * | 2020-06-30 | 2022-01-06 | 東レ株式会社 | エレクトレット繊維シートならびに積層シートおよびフィルター |
| WO2022215629A1 (ja) * | 2021-04-05 | 2022-10-13 | 株式会社Adeka | 樹脂添加剤組成物、樹脂組成物、および成形品 |
| WO2023276484A1 (ja) * | 2021-07-02 | 2023-01-05 | 東レ株式会社 | エレクトレット繊維シートおよび積層シート、エアフィルター、エレクトレット繊維シートの製造方法 |
| JP7226655B1 (ja) * | 2021-07-02 | 2023-02-21 | 東レ株式会社 | エレクトレット繊維シートおよび積層シート、エアフィルター、エレクトレット繊維シートの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7255477B2 (ja) | 2023-04-11 |
| KR20200116449A (ko) | 2020-10-12 |
| JPWO2019159654A1 (ja) | 2020-12-10 |
| EP3754083A4 (en) | 2021-05-05 |
| US20200370217A1 (en) | 2020-11-26 |
| CN111655921A (zh) | 2020-09-11 |
| EP3754083B1 (en) | 2022-09-28 |
| TW201936248A (zh) | 2019-09-16 |
| CN111655921B (zh) | 2022-05-13 |
| EP3754083A1 (en) | 2020-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019159654A1 (ja) | 不織布およびこれを用いてなるエアフィルター濾材 | |
| WO2018105546A1 (ja) | エレクトレット繊維シート | |
| KR101997482B1 (ko) | 혼섬 부직포와 이것을 사용해서 이루어지는 여재 | |
| EP2743391B1 (en) | Blended filament nonwoven fabric | |
| JP7167432B2 (ja) | エレクトレット繊維シートおよびその製造方法 | |
| WO2020022260A1 (ja) | スパンボンド不織布、および、スパンボンド不織布から構成されるエアフィルター | |
| JP2018095974A (ja) | エレクトレット繊維シートおよびエアフィルター濾材 | |
| JP2009203580A (ja) | エレクトレットメルトブロー不織布 | |
| JP2008081894A (ja) | エレクトレット繊維シートおよびそれを用いたエアフィルター | |
| JP2020196974A (ja) | メルトブロー不織布製造用口金ならびにメルトブロー不織布の製造装置および製造方法 | |
| JP7468504B2 (ja) | エレクトレットメルトブロー不織布、これを用いてなるフィルター濾材およびエアフィルター、ならびにエレクトレットメルトブロー不織布の製造方法 | |
| JP7226655B1 (ja) | エレクトレット繊維シートおよび積層シート、エアフィルター、エレクトレット繊維シートの製造方法 | |
| JP7052258B2 (ja) | エレクトレット繊維シート、およびエアフィルター濾材 | |
| WO2022004480A1 (ja) | エレクトレット繊維シートならびに積層シートおよびフィルター | |
| JP2021147710A (ja) | エレクトレット繊維シートおよびその製造方法、ならびにエアフィルター濾材、フィルター | |
| JP2016160542A (ja) | 混繊不織布 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019508279 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19754009 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019754009 Country of ref document: EP Effective date: 20200915 |