WO2019146660A1 - Spunbonded nonwoven fabric - Google Patents
Spunbonded nonwoven fabric Download PDFInfo
- Publication number
- WO2019146660A1 WO2019146660A1 PCT/JP2019/002142 JP2019002142W WO2019146660A1 WO 2019146660 A1 WO2019146660 A1 WO 2019146660A1 JP 2019002142 W JP2019002142 W JP 2019002142W WO 2019146660 A1 WO2019146660 A1 WO 2019146660A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- less
- present
- spunbonded nonwoven
- polyethylene glycol
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
- D04H3/147—Composite yarns or filaments
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/88—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polycondensation products as major constituent with other polymers or low-molecular-weight compounds
- D01F6/92—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polycondensation products as major constituent with other polymers or low-molecular-weight compounds of polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/009—Condensation or reaction polymers
- D04H3/011—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
- D04H3/05—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments in another pattern, e.g. zig-zag, sinusoidal
Definitions
- the present invention relates to a flexible, touch-friendly spunbonded nonwoven fabric.
- non-woven fabrics for sanitary use such as disposable diapers and sanitary napkins are required to have excellent texture and flexibility because of the feel when worn.
- Long-fiber non-woven fabrics such as spunbond non-woven fabrics are used in various applications due to their properties such as strength, air permeability and bending resistance and high productivity.
- various resins such as polyester resins and polyolefin resins, copolyester resins have come to be considered for use in spunbonded nonwoven fabrics as the raw materials thereof.
- non-woven fabric comprising core-sheath fibers comprising a copolyester resin of a polyalkylene glycol and an aromatic polyester as a sheath component and a polyester resin as a core component has been proposed (see Patent Document 2).
- the copolymerized polyester resin as exemplified in the specification is a resin obtained by copolymerizing 45% by mass of polyethylene glycol with polytetramethylene terephthalate. Since the fiber containing is too high in water absorbability, when it is made into a non-woven fabric, it has a tacky feel and has a problem of being inferior in texture.
- Patent Document 2 since the technology uses a rigid polyester resin for the core, there is a problem that the bending rigidity of the fiber is high and the flexibility is poor when it is a spunbonded nonwoven fabric. .
- the objective of this invention is to provide the spun bond nonwoven fabric which has a softness
- the present inventors obtained the finding that flexibility and touch can be greatly improved in a copolyester resin obtained by copolymerizing polyethylene glycol in a specific amount.
- the spunbonded nonwoven fabric of the present invention is a spunbonded nonwoven fabric composed of a monocomponent fiber consisting of a copolyester resin obtained by copolymerizing 5% by weight or more and 40% by weight or less of polyethylene glycol in a polyester resin,
- the non-woven fabric has a ⁇ MR of 0.5% or more and 15% or less.
- the polyester resin is polyethylene terephthalate.
- ADVANTAGE OF THE INVENTION According to this invention, a softness
- the nonwoven fabric of the present invention is a spunbonded nonwoven fabric composed of a monocomponent fiber consisting of a copolyester resin obtained by copolymerizing 5% by weight or more and 40% by weight or less of polyethylene glycol in a polyester resin, It is a spun bond nonwoven fabric characterized by ⁇ MR being 0.5% or more and 15% or less.
- polyester resin used in the present invention examples include polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, and polylactic acid. Particularly preferred is polyethylene terephthalate.
- polyethylene terephthalate By using polyethylene terephthalate, it has excellent flexibility and touch, and can be drawn at a high spinning speed, so that oriented crystallization can easily proceed and mechanical strength can be obtained.
- the number average molecular weight of the polyethylene glycol contained in the copolyester resin used in the present invention is preferably 4,000 or more and 20,000 or less.
- the number average molecular weight of polyethylene glycol is preferably 4,000 or more and 20,000 or less.
- the number average molecular weight of the polyethylene glycol contained in the copolymerized polyester resin in the present invention refers to a value measured and calculated by the following method.
- (1) Collect about 0.05 g of copolyester resin.
- (2) 1 mL of 28% ammonia water is added to this, and it heats at 120 degreeC for 5 hours, and dissolves a sample.
- (3) After cooling, 1 mL of purified water and 1.5 mL of 6 mol / L hydrochloric acid are added, and the volume is adjusted to 5 mL with purified water.
- the mixture is centrifuged and filtered through a filter with a mesh pore size of 0.45 ⁇ m.
- the filtrate is subjected to molecular weight distribution measurement by GPC.
- the number average molecular weight of polyethylene glycol is calculated using a calibration curve of molecular weight prepared using a standard sample of known molecular weight.
- polyethylene glycol is quantified using a calibration curve of solution concentration prepared with a polyethylene glycol aqueous solution, and the copolymerization amount of polyethylene glycol in the copolymer is calculated.
- the copolymerization amount of the polyethylene glycol contained in the copolyester resin used in the present invention is characterized by being 5% by weight or more and 40% by weight or less.
- the copolymerization amount of polyethylene glycol is characterized by being 5% by weight or more and 40% by weight or less.
- the copolymerization amount of polyethylene glycol refers to a value measured by the method described in the examples.
- a pigment for coloring, an antioxidant, a lubricant such as polyethylene wax, a heat stabilizer, and the like can be added to the copolyester resin used in the present invention as long as the effects of the present invention are not impaired. .
- the melting point of the copolyester-based resin used in the present invention is preferably 200 ° C. or more and 300 ° C. or less, more preferably 220 ° C. or more and 280 ° C. or less.
- the melting point is preferably 200 ° C. or more, more preferably 220 ° C. or more, heat resistance that can withstand practical use is easily obtained.
- the melting point is preferably 300 ° C. or less, more preferably 280 ° C. or less, the yarn discharged from the die becomes easy to cool, and the fusion between the fibers is suppressed, and the obtained spunbonded nonwoven fabric has a disadvantage.
- the melting point of the copolyester-based resin in the present invention refers to a value determined from the peak top temperature of the endothermic peak obtained by measurement under the condition of a temperature rising rate of 16 ° C./min under nitrogen with a differential scanning calorimeter. .
- the method for producing the copolyester of the present invention is produced by a known transesterification method or a polymerization method such as an esterification method.
- a transesterification method an ester-forming derivative of terephthalic acid and ethylene glycol are charged in a reaction vessel and reacted in the range of 150 ° C. to 250 ° C. in the presence of a transesterification catalyst, and then a stabilizer, a polycondensation catalyst, etc. are added. It can be obtained by heating in the range of 250 ° C. or more and 300 ° C. or less under reduced pressure of 500 Pa or less and reacting for 3 hours or more and 5 hours or less.
- esterification method terephthalic acid and ethylene glycol are charged in a reaction vessel and an esterification reaction is carried out at 150 ° C. to 270 ° C. under nitrogen pressure, and after completion of the esterification reaction, a stabilizer, a polycondensation catalyst, etc. are added and 500 Pa or less It can be obtained by heating in the range of 250 ° C. or more and 300 ° C. or less under reduced pressure and reacting for 3 hours or more and 5 hours or less.
- the addition time of polyethylene glycol is not particularly limited, and may be added together with other raw materials before the esterification reaction and the transesterification reaction, and the esterification reaction and the transesterification reaction It may be added before completion of the polycondensation reaction after completion.
- transesterification catalysts examples include zinc acetate, manganese acetate, magnesium acetate, titanium tetrabutoxide, etc.
- polycondensation catalyst antimony trioxide, germanium dioxide, titanium tetrabutoxide etc. Can be mentioned.
- ⁇ MR of the spunbonded nonwoven fabric of the present invention is 0.5% or more and 15% or less.
- ⁇ MR which is a parameter conventionally used as an index of moisture absorption and release of fibers
- the present inventors have found that ⁇ MR, which is a parameter conventionally used as an index of moisture absorption and release of fibers, has a high correlation with the feel of a spunbond nonwoven fabric.
- ⁇ MR 0.5% or more, more preferably 2% or more
- the surface of the spunbond non-woven fabric is in a state of appropriately absorbing moisture, and it is possible to obtain a good touch with a moist feeling when touching the surface.
- ⁇ MR by setting ⁇ MR to 15% or less, more preferably 10% or less, and further preferably 7% or less, a non-sticky feeling can be obtained.
- ⁇ MR is in the above range, it is possible to have slipperiness and flexibility suitable for high-speed production of a spunbonded nonwoven fabric, and a spunbonded nonwoven fabric having excellent high-order processability
- the ⁇ MR can be adjusted by the type of polyester component, the number average molecular weight of the polyethylene glycol contained, and the copolymerization amount.
- ⁇ MR refers to a value measured and calculated by the following method.
- 3 g of a measurement sample is freeze-ground and dried under vacuum at a drying temperature of 110 ° C. for 24 hours to measure its bone-dry mass (W d ).
- the above sample was subjected to 20 ° C. ⁇ 65% R. H.
- the sample is allowed to stand in a constant temperature and humidity controlled atmosphere for 24 hours, and the mass (W 20 ) of the sample in equilibrium is measured.
- the thermostat / humidifier setting is set to 30 ° C. ⁇ 90% R.H. H.
- the mass (W 30 ) after standing for 24 hours is measured, and calculated based on the following equation.
- ⁇ MR (W 30 -W 20 ) / W d (%).
- the copolyester-based fiber constituting the spunbonded nonwoven fabric of the present invention is a monocomponent fiber.
- the fiber When the fiber is a monocomponent fiber, it becomes a spunbonded nonwoven fabric having a soft touch because the flexibility of the copolyester resin is reflected. Furthermore, since the spinnability is improved as compared with the composite fiber, it becomes a spunbonded nonwoven fabric with few defects.
- the average single fiber diameter of the copolyester-based fiber constituting the spunbonded nonwoven fabric of the present invention is preferably 10 ⁇ m or more and 16 ⁇ m or less.
- the average single fiber diameter is preferably 10 ⁇ m or more, more preferably 11 ⁇ m or more.
- the processability at the time of post-processing can be improved, and the number of defects can be reduced.
- the average single fiber diameter is set to 16 ⁇ m or less, more preferably 15 ⁇ m or less, the feel when touching the surface of the spunbond nonwoven fabric obtained from the copolyester-based fiber becomes smooth.
- the flexibility is further improved by expressing a decrease in the second moment of area due to the narrowing of the average single fiber diameter.
- the average single fiber diameter of the copolyester-based fiber is drawn by an ejector and drawn, and then 10 small pieces of sample are randomly taken from the non-woven web collected on the net, and 500 to 500 by a microscope The surface photograph of 1000 times is taken, the width of a total of 100 fibers is measured from 10 samples from each sample, and the value ( ⁇ m) calculated from the arithmetic mean value is indicated.
- the spun bond nonwoven fabric of the present invention has a bending return of 0.2 cm -1 or more and 1.0 cm -1 or less.
- the bending back property is 1.0 cm -1 or less, a feeling of fitting the hand at bending back is obtained, and when it is 0.2 cm -1 or more, a moderate return difficulty is obtained, and a natural feeling is obtained.
- the bendability is more preferably 0.8 cm -1 or less, and further preferably 0.6 cm -1 or less.
- 0.3 cm -1 or more is more preferable, and 0.4 cm -1 or more is more preferable.
- the bendability can be controlled by the thermoplastic resin, the additive, the fiber diameter, and / or the spinning speed, the basis weight, the apparent density, and the method of bonding described above.
- the bendability of the spunbond nonwoven fabric referred to in the present invention refers to bending rigidity (B) and bending hysteresis (2HB) in two orthogonal directions by a bending tester (for example, “KES-FB2”, manufactured by Kato Tech Co., Ltd.) It is a value measured by the following equation.
- ⁇ Bending rigidity (B in direction 1 + B in direction 2) / 2
- Bending hysteresis (2HB in direction 1 + 2HB in direction 2) / 2
- Bendlessness bending hysteresis / bending stiffness
- Spunbonded nonwoven fabric of the present invention preferably has a bending stiffness is less than 10 ⁇ N ⁇ cm 2 / cm or more 300 ⁇ N ⁇ cm 2 / cm.
- bending stiffness is less than 300 ⁇ N ⁇ cm 2 / cm, pliable soft feeling is obtained, by at 10 ⁇ N ⁇ cm 2 / cm or more, in order to moderate the bending response is obtained.
- the flexural rigidity more preferably not more than 250 ⁇ N ⁇ cm 2 / cm, more preferably not more than 200 ⁇ N ⁇ cm 2 / cm. Further, 20 ⁇ N ⁇ cm 2 / cm or more is more preferable, and 30 ⁇ N ⁇ cm 2 / cm or more is more preferable.
- the flexural rigidity can be controlled by the thermoplastic resin, the additive, the fiber diameter, and / or the spinning speed, the basis weight, the apparent density, and the method of bonding described above.
- the spunbonded nonwoven fabric of the present invention preferably has a tensile modulus of 5 MPa or more and 100 MPa or less.
- the tensile elastic modulus is 100 MPa or less, deformation is facilitated, so that the feel following the hand can be obtained, and by being 5 MPa or more, an appropriate sense of resistance can be obtained.
- the tensile elastic modulus is more preferably 80 MPa or less, still more preferably 60 MPa or less. Moreover, 7 MPa or more is more preferable, and 9 MPa or more is still more preferable.
- the tensile modulus of elasticity can be controlled by the thermoplastic resin, the additive, the fiber diameter, and / or the spinning speed, the basis weight, the apparent density, and the method of bonding described above.
- the tensile modulus of elasticity of the spunbonded nonwoven fabric referred to in the present invention is the same as "6.3.1 standard time” in “6.3 Tensile strength and elongation (ISO method)" in JIS L 1913: 2010 "General nonwoven fabric test method”.
- the tensile test with a grip distance of at least 5 cm, which is similarly implemented, is the arithmetic mean of tensile modulus in two directions orthogonal to each other.
- the tensile elastic modulus is obtained by obtaining a curve (stress-strain curve) obtained by the load and the elongation, and determining the largest slope (the increase in load with respect to the elongation is large) in the region of the elongation 20% or less It is the value divided by the area.
- the cross-sectional area of the present invention is the product of the sample width and the thickness (T 0 ) under a load of 0.5 g / cm 2 measured with a compression tester (for example, “KES-FB3”, manufactured by Kato Tech Co., Ltd.) is there.
- the spunbond nonwoven fabric of the present invention has a tensile strength per unit area per unit area of 0.3 (N / 5 cm) / (g / m 2 ) or more and 10 (N / 5 cm) / (g / m 2 ) or less preferable.
- the tensile strength per unit weight is 0.3 (N / 5 cm) / (g / m 2 ) or more, it can withstand the process passability when manufacturing a disposable diaper or the like and the use as a product, By being 10 (N / 5 cm) / (g / m 2 ) or less, flexibility can be obtained.
- the tensile strength per unit area is more preferably 8 (N / 5 cm) / (g / m 2 ) or less, and still more preferably 6 (N / 5 cm) / (g / m 2 ) or less. Moreover, 0.4 (N / 5 cm) / (g / m 2 ) or more is more preferable, and 0.5 (N / 5 cm) / (g / m 2 ) or more is more preferable.
- the tensile strength per unit weight can be controlled by the thermoplastic resin, the additive, the fiber diameter, and / or the spinning speed, the basis weight, the apparent density, and the method of bonding described above.
- the tensile strength of the spunbond nonwoven fabric referred to in the present invention is in accordance with "6.3.1 standard time” of "6.3 Tensile strength and elongation (ISO method)" in JIS L 1913: 2010 "General nonwoven fabric test method". It is the value which divided the average of the tensile strength (strength when a sample broke) of two directions which intersect at right angles with the weight per unit by the tension test which grips at least 5 cm which is carried out.
- the bending resistance of the spunbonded nonwoven fabric of the present invention is preferably 70 mm or less.
- the bending resistance can be adjusted by the resin, the basis weight, the average single fiber diameter and the emboss roll (crimp ratio, temperature and linear pressure).
- the bending resistance in the present invention is calculated according to “6.7.3 41.5 ° cantilever method” in “6.7 Curing resistance” of JIS L 1913: 2010 “General nonwoven fabric testing method”.
- a calculation method first, five test pieces of width 25 mm ⁇ 150 mm are collected, and the short sides of the test pieces are placed on the scale base line on a horizontal table having a 45 ° slope. Next, the test piece is manually slid in the direction of the slope, and when the center point of one end of the test piece contacts the slope, the movement length of the position of the other end is read by the scale. The average value measured and calculated for the back and front of five test pieces is the bending resistance in the present invention.
- the basis weight of the spunbonded nonwoven fabric of the present invention is preferably 5 g / m 2 or more and 50 g / m 2 or less, and more preferably 10 g / m 2 or more and 30 g / m 2 or less.
- the flexibility of the spunbonded nonwoven fabric can be suitably developed.
- the present invention based on “6.2 mass per unit area” in JIS L1913: 2010 “General nonwoven fabric test method” in the present invention, three 20 cm ⁇ 25 cm test pieces are collected per 1 m width of the sample, and the standard is used. weigh each mass (g) in the state, and it refers to a value represented the arithmetic mean value at 1 m 2 per mass (g / m 2).
- the spunbonded nonwoven fabric of the present invention preferably has an apparent density of 0.01 g / cm 3 or more and 0.30 g / cm 3 or less.
- the apparent density is more preferably 0.25 g / cm 3 or less, further preferably 0.20 g / cm 3 or less. Further, 0.03 g / cm 3 or more, more preferably, 0.05 g / cm 3 or more is more preferable.
- the apparent density of the spunbonded nonwoven fabric in the present invention is a value obtained by dividing the above-mentioned basis weight by the thickness.
- the spunbonded nonwoven fabric of the present invention can be widely used for medical hygiene materials, living materials, industrial materials, etc., but it is excellent in flexibility, good in touch feeling, and moreover, good in processability because there are few product defects.
- it can be suitably used for sanitary materials.
- it is a disposable diaper, a catamenial product, a base fabric of a poultice material and the like.
- the spunbond method for producing a spunbonded nonwoven fabric is as follows: the resin is melted, spun from a spinneret and then cooled and solidified into a yarn obtained by pulling and drawing with an ejector, onto a moving net It is a manufacturing method which requires the process of heat-bonding after collecting and forming a non-woven fiber web.
- spinneret and ejector As a shape of the spinneret and ejector used, various things, such as round shape and a rectangle, are employable. Above all, it is a preferred embodiment to use a combination of a rectangular cap and a rectangular ejector from the viewpoint that the amount of compressed air used is relatively small and fusion and rubbing of yarns are unlikely to occur.
- the spinning temperature for melting and spinning the copolyester resin is preferably 240 ° C. or more and 320 ° C. or less, more preferably 250 ° C. or more 310 C. or less, more preferably 260 ° C. or more and 300 ° C. or less.
- the copolyester resin is melted and measured in an extruder, supplied to a spinneret, and spun as long fibers.
- the spun filament yarn is cooled, but as a method of cooling the spun yarn, for example, a method of forcibly blowing cold air onto the yarn, ambient temperature around the yarn And a method of adjusting the distance between the spinneret and the ejector, or a method combining these methods.
- the cooling conditions can be appropriately adjusted and adopted in consideration of the discharge amount per single hole of the spinneret, the temperature for spinning, the ambient temperature, and the like.
- the cooled and solidified yarn is drawn by a compressed air jetted from an ejector and drawn.
- the spinning speed is preferably 2000 m / min or more, more preferably 3000 m / min or more, and still more preferably 4000 m / min or more.
- the obtained long fibers are collected on a moving net to form a non-woven fiber web.
- drawing is performed at a high spinning speed
- the fibers coming out of the ejector are collected by the net in a controlled state by a high speed air flow, and a non-woven fabric with little fiber entanglement and high uniformity is obtained. be able to.
- the nonwoven fiber web thus obtained can be integrated by heat bonding to obtain the intended spunbonded nonwoven fabric.
- a heat embossing roll in which engravings (concave and convex portions) are respectively formed on the upper and lower pair of roll surfaces, and one roll surface is flat (smooth)
- the method of heat bonding by various rolls such as a heat embossing roll consisting of a combination of a heat embossing roll consisting of a combination of a roll in which the surface of the roll is engraved (concave and convex part) and a pair of flat rolls (upper and lower)
- the embossing bonding area ratio at the time of heat bonding is 5% or more and 30% or less.
- the bonding area By setting the bonding area to preferably 5% or more, more preferably 10% or more, strength which can be practically used as a spunbonded nonwoven fabric can be obtained.
- the bonding area By setting the bonding area to preferably 30% or less, more preferably 20% or less, sufficient flexibility can be obtained particularly when used as a spunbonded non-woven fabric for sanitary materials.
- the bonding area mentioned here occupies the entire nonwoven fabric of a portion in which the convex portion of the upper roll and the convex portion of the lower roll overlap and abut on the non-woven fiber web when heat bonding is performed by a roll having a pair of irregularities. Say the percentage. Further, when heat bonding is performed using a roll having an unevenness and a flat roll, the ratio of the convex portion of the roll having an unevenness to the whole nonwoven fabric of the portion in contact with the non-woven fiber web is said.
- the shape of the engraving applied to the heat embossing roll may be circular, oval, square, rectangular, parallelogram, rhombus, regular hexagon, regular octagon, or the like.
- the linear pressure of the heat embossing roll during heat bonding is preferably 5 to 70 N / cm.
- the linear pressure of the roll is preferably 5 N / cm or more, more preferably 10 N / cm or more, further preferably 20 N / cm or more, it is possible to obtain sufficient strength for practical heat bonding as a nonwoven fabric.
- the linear pressure of the roll is preferably 70 N / cm or less, more preferably 60 N / cm or less, more preferably 50 N / cm or less, sufficient flexibility can be obtained particularly when used as a nonwoven fabric for sanitary materials. You can get it.
- ⁇ Device gel permeation chromatograph GPC ⁇ Detector: Differential refractive index detector RI (Tosoh RI-8020, sensitivity 128x) ⁇ Photodiode array detector (SPD-M20A manufactured by Shimadzu Corporation) ⁇ Column: TSKgel G3000PW XL (one) (Tosoh) -Solvent: 0.1 M sodium chloride aqueous solution-Flow rate: 0.8 mL / min ⁇ Column temperature: 40 ° C Injection volume: 0.05 mL Standard sample: polyethylene glycol, polyethylene oxide. (2) ⁇ MR (%): As a constant temperature and humidity chamber, ESPEC "LHU-123" was used for measurement.
- Thickness T 0 (mm) As a compression tester, “KES-FB3” manufactured by Kato Tech Co., Ltd. was used for measurement.
- Tensile modulus (MPa) As a tensile tester, "AGS1 KNX” manufactured by Shimadzu Corporation was used for measurement. The measurement of the thickness T 0 (mm) of the sample, using the same apparatus as in (2).
- Apparent density (g / cm 3 ) It was calculated by dividing the fabric weight by the thickness T 0 (mm).
- Tactile evaluation Ten randomly selected people touched the surface of the non-woven fabric by hand and were evaluated according to the following criteria. The total score of the evaluation results for each non-woven fabric was taken as the tactile evaluation of the non-woven fabric. ⁇ 3: The surface is particularly smooth and the touch is very good. 2: the surface is smooth and the touch is excellent ⁇ 1: the surface is sticky and the touch is poor
- Example 1 The polyethylene glycol contained is melted with an extruder using a copolymerized polyethylene terephthalate having a number average molecular weight of 5500 and a copolymerization amount of 12% by weight from a rectangular die having a spinning temperature of 290 ° C. and a pore diameter ⁇ of 0.30 mm. After cooling and solidifying the yarn spun at a single-hole discharge rate of 0.6 g / min, it is pulled and drawn by compressed air with an ejector pressure of 0.30 MPa with a rectangular ejector, and is moved onto a moving net It collected and obtained the non-woven fiber web which consists of copolyester long filaments.
- the obtained web was made of metal and using an embossing roll with a bonding area ratio of 16% made of metal and water dot pattern engraved on the upper roll, and using a pair of upper and lower heat embossing rolls composed of a metal flat roll on the lower roll.
- Thermal bonding was performed at a temperature of 230 ° C. under a linear pressure of 50 N / cm, and a spunbond nonwoven fabric with a basis weight of 18 g / m 2 was obtained.
- the evaluation results of the obtained spunbonded nonwoven fabric are shown in Table 1.
- Example 2 A spunbond nonwoven fabric was obtained in the same manner as in Example 1 except that the copolymerization amount of the polyethylene glycol contained was 8% by weight. The evaluation results of the obtained spunbonded nonwoven fabric are shown in Table 1.
- Comparative Example 1 A spunbond nonwoven fabric was obtained in the same manner as in Example 1 except that the copolymerization amount of the polyethylene glycol contained was 45% by weight. The evaluation results of the obtained spunbonded nonwoven fabric are shown in Table 1.
- Comparative Example 2 A spunbond nonwoven fabric was obtained in the same manner as in Example 1, except that the amount of polyethylene glycol copolymerized was 2% by weight. The evaluation results of the obtained spunbonded nonwoven fabric are shown in Table 1.
- Examples 1 and 2 were the results having excellent feel and high flexibility.
- Comparative Example 1 when the copolymerization amount of polyethylene glycol is too large, although it has flexibility, the surface of the non-woven fabric is sticky and there is a problem that the feel is remarkably deteriorated.
- Comparative Example 2 when the amount of copolymerization was too small, the bending resistance increased, and the sheet was hard and the result was inferior in texture.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Nonwoven Fabrics (AREA)
- Artificial Filaments (AREA)
Abstract
This nonwoven fabric is a spunbonded nonwoven fabric composed of monocomponent fibers comprising a copolyester resin derived by copolymerizing a polyester resin with 5-40 wt.% polyethylene glycol, characterized in that the ΔMR of the spunbonded nonwoven fabric is 0.5% to 15% inclusive.
Description
本発明は、柔軟で触感に優れるスパンボンド不織布に関するものである。
TECHNICAL FIELD The present invention relates to a flexible, touch-friendly spunbonded nonwoven fabric.
一般に紙おむつや生理用ナプキン等の衛材用不織布には、着用時の肌触りのため、優れた風合いおよび柔軟性が求められている。
In general, non-woven fabrics for sanitary use such as disposable diapers and sanitary napkins are required to have excellent texture and flexibility because of the feel when worn.
スパンボンド不織布等の長繊維不織布は、その強度、通気性および剛軟度等の特性や生産性の高さから、様々な用途に用いられている。その原料としては、ポリエステル系やポリオレフィン系等様々な樹脂が用いられる中、共重合ポリエステル系樹脂がスパンボンド不織布への利用が検討されるようになった。
Long-fiber non-woven fabrics such as spunbond non-woven fabrics are used in various applications due to their properties such as strength, air permeability and bending resistance and high productivity. Among various resins such as polyester resins and polyolefin resins, copolyester resins have come to be considered for use in spunbonded nonwoven fabrics as the raw materials thereof.
例えば、ポリアルキレングリコールを共重合した熱可塑吸水性樹脂を含む繊維から構成される不織布が提案されている(特許文献1参照)。
For example, a non-woven fabric composed of fibers containing a thermoplastic water-absorbent resin obtained by copolymerizing polyalkylene glycol has been proposed (see Patent Document 1).
また、ポリアルキレングリコールと芳香族ポリエステルの共重合ポリエステル系樹脂を鞘成分、ポリエステル系樹脂を芯成分とした芯鞘繊維からなる不織布が提案されている(特許文献2参照)。
Further, a non-woven fabric comprising core-sheath fibers comprising a copolyester resin of a polyalkylene glycol and an aromatic polyester as a sheath component and a polyester resin as a core component has been proposed (see Patent Document 2).
しかしながら、特許文献1に開示された技術において、明細書で例示されるような共重合ポリエステル系樹脂はポリテトラメチレンテレフタラートにポリエチレングリコールを45質量%共重合させた樹脂を用いた場合、該樹脂を含む繊維は吸水性が高すぎるため不織布としたときにべたつきのある触感となり、風合いに劣るという課題がある。
However, in the technology disclosed in Patent Document 1, the copolymerized polyester resin as exemplified in the specification is a resin obtained by copolymerizing 45% by mass of polyethylene glycol with polytetramethylene terephthalate. Since the fiber containing is too high in water absorbability, when it is made into a non-woven fabric, it has a tacky feel and has a problem of being inferior in texture.
また、特許文献2に開示された技術においては、該技術は芯部に剛直なポリエステル樹脂を用いているため繊維の曲げ剛性が高く、スパンボンド不織布としたときの柔軟性に劣るという課題がある。
Further, in the technology disclosed in Patent Document 2, since the technology uses a rigid polyester resin for the core, there is a problem that the bending rigidity of the fiber is high and the flexibility is poor when it is a spunbonded nonwoven fabric. .
そこで本発明の目的は、上記の課題に鑑み、柔軟性と優れた触感とを有するスパンボンド不織布を提供することにある。
Then, in view of said subject, the objective of this invention is to provide the spun bond nonwoven fabric which has a softness | flexibility and the outstanding tactile sense.
本発明者らは、上記目的を達成するべく鋭意検討を重ねた結果、ポリエチレングリコールを特定の量、共重合させてなる共重合ポリエステル系樹脂において、柔軟性と触感を大きく向上できるという知見を得た。
As a result of intensive investigations to achieve the above object, the present inventors obtained the finding that flexibility and touch can be greatly improved in a copolyester resin obtained by copolymerizing polyethylene glycol in a specific amount. The
本発明は、これら知見に基づいて完成に至ったものであり、本発明によれば、以下の発明が提供される。
The present invention has been completed based on these findings, and according to the present invention, the following inventions are provided.
本発明のスパンボンド不織布は、ポリエステル系樹脂にポリエチレングリコールを5重量%以上40重量%以下共重合した共重合ポリエステル系樹脂からなる単成分繊維で構成されたスパンボンド不織布であって、前記スパンボンド不織布のΔMRが0.5%以上15%以下である。
本発明の好ましい態様によれば、前記のポリエステル系樹脂がポリエチレンテレフタラートである。 The spunbonded nonwoven fabric of the present invention is a spunbonded nonwoven fabric composed of a monocomponent fiber consisting of a copolyester resin obtained by copolymerizing 5% by weight or more and 40% by weight or less of polyethylene glycol in a polyester resin, The non-woven fabric has a ΔMR of 0.5% or more and 15% or less.
According to a preferred embodiment of the present invention, the polyester resin is polyethylene terephthalate.
本発明の好ましい態様によれば、前記のポリエステル系樹脂がポリエチレンテレフタラートである。 The spunbonded nonwoven fabric of the present invention is a spunbonded nonwoven fabric composed of a monocomponent fiber consisting of a copolyester resin obtained by copolymerizing 5% by weight or more and 40% by weight or less of polyethylene glycol in a polyester resin, The non-woven fabric has a ΔMR of 0.5% or more and 15% or less.
According to a preferred embodiment of the present invention, the polyester resin is polyethylene terephthalate.
本発明によれば、柔軟性をより向上させることができ、べたつきの少ないなめらかで優れた触感を有するスパンボンド不織布を得ることができる。さらに繊維の強度が高まるためシート加工性に優れ、生産性を向上させることができる。
ADVANTAGE OF THE INVENTION According to this invention, a softness | flexibility can be improved more and it can obtain the spun bond nonwoven fabric which has a smooth smooth touch feeling with little stickiness. Furthermore, since the strength of the fiber is increased, the sheet processability is excellent, and the productivity can be improved.
本発明の不織布は、ポリエステル系樹脂にポリエチレングリコールを5重量%以上40重量%以下共重合した共重合ポリエステル系樹脂からなる単成分繊維で構成されたスパンボンド不織布であって、前記スパンボンド不織布のΔMRが0.5%以上15%以下であることを特徴とするスパンボンド不織布である。
The nonwoven fabric of the present invention is a spunbonded nonwoven fabric composed of a monocomponent fiber consisting of a copolyester resin obtained by copolymerizing 5% by weight or more and 40% by weight or less of polyethylene glycol in a polyester resin, It is a spun bond nonwoven fabric characterized by ΔMR being 0.5% or more and 15% or less.
本発明で用いられるポリエステル系樹脂としては、ポリエチレンテレフタラート、ポリプロピレンテレフタラート、ポリブチレンテレフタラート、ポリ乳酸などが挙げられるが、特にポリエチレンテレフタラートであることが好ましい態様である。ポリエチレンテレフタラートを用いることで優れた柔軟性と触感を有し、また高い紡糸速度で延伸することができるため配向結晶化が進みやすく機械強度を併せ持つ繊維とすることができる。
Examples of the polyester resin used in the present invention include polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, and polylactic acid. Particularly preferred is polyethylene terephthalate. By using polyethylene terephthalate, it has excellent flexibility and touch, and can be drawn at a high spinning speed, so that oriented crystallization can easily proceed and mechanical strength can be obtained.
本発明で用いられる共重合ポリエステル系樹脂の含有ポリエチレングリコールの数平均分子量は、4000以上20000以下であることが好ましい。ポリエチレングリコールの数平均分子量を4000以上、より好ましくは5000以上とすることで共重合ポリエステル系樹脂に吸湿性を付与することができ、良好な触感の不織布を得ることができる。またポリエチレングリコールの数平均分子量を20000以下、より好ましくは10000以下とすることで、共重合ポリエステル系樹脂としたときに優れた製糸性を有するために欠点の少ないスパンボンド不織布となる。本発明における共重合ポリエステル樹脂の含有ポリエチレングリコールの数平均分子量とは、以下の方法で測定、算出される値を指すこととする。
(1)共重合ポリエステル系樹脂約0.05gを採取する。
(2)これに28%アンモニア水1mLを加え、120℃で5時間加熱し試料を溶解させる。
(3)放冷後、精製水1mL、6mol/L塩酸1.5mLを加え、精製水で5mL定容する。
(4)遠心分離器にかけ、メッシュ孔径0.45μmのフィルターにて濾過する。
(5)濾過液をGPCにて分子量分布測定を行う。
(6)既知の分子量の標準試料を用いて作成した分子量の検量線を用いて、ポリエチレングリコールの数平均分子量を算出する。
(7)また、ポリエチレングリコール水溶液にて作成した溶液濃度の検量線を用いてポリエチレングリコールを定量し、共重合ポリマー中のポリエチレングリコールの共重合量を算出する。 The number average molecular weight of the polyethylene glycol contained in the copolyester resin used in the present invention is preferably 4,000 or more and 20,000 or less. By setting the number average molecular weight of polyethylene glycol to 4000 or more, more preferably 5000 or more, hygroscopicity can be imparted to the copolyester resin, and a non-woven fabric with good feel can be obtained. Further, by setting the number average molecular weight of polyethylene glycol to 20000 or less, more preferably 10000 or less, a spunbond non-woven fabric with few defects because it has excellent spinning properties when made into a copolyester resin. The number average molecular weight of the polyethylene glycol contained in the copolymerized polyester resin in the present invention refers to a value measured and calculated by the following method.
(1) Collect about 0.05 g of copolyester resin.
(2) 1 mL of 28% ammonia water is added to this, and it heats at 120 degreeC for 5 hours, and dissolves a sample.
(3) After cooling, 1 mL of purified water and 1.5 mL of 6 mol / L hydrochloric acid are added, and the volume is adjusted to 5 mL with purified water.
(4) The mixture is centrifuged and filtered through a filter with a mesh pore size of 0.45 μm.
(5) The filtrate is subjected to molecular weight distribution measurement by GPC.
(6) The number average molecular weight of polyethylene glycol is calculated using a calibration curve of molecular weight prepared using a standard sample of known molecular weight.
(7) In addition, polyethylene glycol is quantified using a calibration curve of solution concentration prepared with a polyethylene glycol aqueous solution, and the copolymerization amount of polyethylene glycol in the copolymer is calculated.
(1)共重合ポリエステル系樹脂約0.05gを採取する。
(2)これに28%アンモニア水1mLを加え、120℃で5時間加熱し試料を溶解させる。
(3)放冷後、精製水1mL、6mol/L塩酸1.5mLを加え、精製水で5mL定容する。
(4)遠心分離器にかけ、メッシュ孔径0.45μmのフィルターにて濾過する。
(5)濾過液をGPCにて分子量分布測定を行う。
(6)既知の分子量の標準試料を用いて作成した分子量の検量線を用いて、ポリエチレングリコールの数平均分子量を算出する。
(7)また、ポリエチレングリコール水溶液にて作成した溶液濃度の検量線を用いてポリエチレングリコールを定量し、共重合ポリマー中のポリエチレングリコールの共重合量を算出する。 The number average molecular weight of the polyethylene glycol contained in the copolyester resin used in the present invention is preferably 4,000 or more and 20,000 or less. By setting the number average molecular weight of polyethylene glycol to 4000 or more, more preferably 5000 or more, hygroscopicity can be imparted to the copolyester resin, and a non-woven fabric with good feel can be obtained. Further, by setting the number average molecular weight of polyethylene glycol to 20000 or less, more preferably 10000 or less, a spunbond non-woven fabric with few defects because it has excellent spinning properties when made into a copolyester resin. The number average molecular weight of the polyethylene glycol contained in the copolymerized polyester resin in the present invention refers to a value measured and calculated by the following method.
(1) Collect about 0.05 g of copolyester resin.
(2) 1 mL of 28% ammonia water is added to this, and it heats at 120 degreeC for 5 hours, and dissolves a sample.
(3) After cooling, 1 mL of purified water and 1.5 mL of 6 mol / L hydrochloric acid are added, and the volume is adjusted to 5 mL with purified water.
(4) The mixture is centrifuged and filtered through a filter with a mesh pore size of 0.45 μm.
(5) The filtrate is subjected to molecular weight distribution measurement by GPC.
(6) The number average molecular weight of polyethylene glycol is calculated using a calibration curve of molecular weight prepared using a standard sample of known molecular weight.
(7) In addition, polyethylene glycol is quantified using a calibration curve of solution concentration prepared with a polyethylene glycol aqueous solution, and the copolymerization amount of polyethylene glycol in the copolymer is calculated.
本発明で用いられる共重合ポリエステル系樹脂の含有ポリエチレングリコールの共重合量は、5重量%以上40重量%以下であることを特徴としている。ポリエチレングリコールの共重合量を5重量%以上、より好ましくは7重量%以上とすることにより優れた柔軟性と触感を有する不織布を得ることができる。また、ポリエチレングリコールの共重合量を40重量%以下、より好ましくは20重量%以下とすることにより、実用に耐え得る耐熱性と高い機械強度の繊維とすることができる。本発明における共重合ポリエステル樹脂の含有ポリエチレングリコールの共重合量とは、実施例に記載の方法により測定された値を指す。
The copolymerization amount of the polyethylene glycol contained in the copolyester resin used in the present invention is characterized by being 5% by weight or more and 40% by weight or less. By setting the copolymerization amount of polyethylene glycol to 5% by weight or more, more preferably 7% by weight or more, it is possible to obtain a non-woven fabric having excellent flexibility and touch. Further, by setting the copolymerization amount of polyethylene glycol to 40% by weight or less, more preferably 20% by weight or less, it is possible to obtain a fiber having high heat resistance and high mechanical strength which can withstand practical use. The copolymerization amount of the polyethylene glycol contained in the copolyester resin in the present invention refers to a value measured by the method described in the examples.
本発明で用いられる共重合ポリエステル系樹脂には、本発明の効果を損なわない範囲で、着色のための顔料、酸化防止剤、ポリエチレンワックス等の滑剤、および耐熱安定剤等を添加することができる。
A pigment for coloring, an antioxidant, a lubricant such as polyethylene wax, a heat stabilizer, and the like can be added to the copolyester resin used in the present invention as long as the effects of the present invention are not impaired. .
本発明で用いられる共重合ポリエステル系樹脂の融点は、200℃以上300℃以下であることが好ましく、より好ましくは220℃以上280℃以下である。融点を好ましくは200℃以上、より好ましくは220℃以上とすることにより、実用に耐え得る耐熱性が得られやすくなる。また、融点を好ましくは300℃以下、より好ましくは280℃以下とすることにより、口金から吐出された糸条を冷却し易くなり、繊維同士の融着を抑制し、得られるスパンボンド不織布は欠点の少ないものとなる。本発明における共重合ポリエステル系樹脂の融点とは、示差走査熱量計で窒素下、昇温速度16℃/分の条件で測定を行い、得られた吸熱ピークのピークトップ温度より求めた値を指す。
The melting point of the copolyester-based resin used in the present invention is preferably 200 ° C. or more and 300 ° C. or less, more preferably 220 ° C. or more and 280 ° C. or less. By setting the melting point to preferably 200 ° C. or more, more preferably 220 ° C. or more, heat resistance that can withstand practical use is easily obtained. Further, by setting the melting point to preferably 300 ° C. or less, more preferably 280 ° C. or less, the yarn discharged from the die becomes easy to cool, and the fusion between the fibers is suppressed, and the obtained spunbonded nonwoven fabric has a disadvantage. Less The melting point of the copolyester-based resin in the present invention refers to a value determined from the peak top temperature of the endothermic peak obtained by measurement under the condition of a temperature rising rate of 16 ° C./min under nitrogen with a differential scanning calorimeter. .
本発明の共重合ポリエステルの製造方法は、公知のエステル交換法やエステル化法等の重合方法によって製造される。エステル交換法ではテレフタル酸のエステル形成誘導体とエチレングリコールを反応容器内に仕込み、エステル交換触媒の存在下150℃以上250℃以下の範囲で反応させた後、安定剤、重縮合触媒等を添加し、500Pa以下の減圧下で250℃以上300℃以下の範囲で加熱し、3時間以上5時間以下反応させることによって得ることができる。
The method for producing the copolyester of the present invention is produced by a known transesterification method or a polymerization method such as an esterification method. In the transesterification method, an ester-forming derivative of terephthalic acid and ethylene glycol are charged in a reaction vessel and reacted in the range of 150 ° C. to 250 ° C. in the presence of a transesterification catalyst, and then a stabilizer, a polycondensation catalyst, etc. are added. It can be obtained by heating in the range of 250 ° C. or more and 300 ° C. or less under reduced pressure of 500 Pa or less and reacting for 3 hours or more and 5 hours or less.
また、エステル化法ではテレフタル酸、エチレングリコールを反応容器に仕込み窒素加圧下150℃以上270℃以下でエステル化反応を行い、エステル化反応終了後、安定剤、重縮合触媒等を添加し500Pa以下の減圧下で250℃以上300℃以下の範囲で加熱し、3時間以上5時間以下反応させることによって得ることができる。
In addition, in the esterification method, terephthalic acid and ethylene glycol are charged in a reaction vessel and an esterification reaction is carried out at 150 ° C. to 270 ° C. under nitrogen pressure, and after completion of the esterification reaction, a stabilizer, a polycondensation catalyst, etc. are added and 500 Pa or less It can be obtained by heating in the range of 250 ° C. or more and 300 ° C. or less under reduced pressure and reacting for 3 hours or more and 5 hours or less.
本発明の共重合ポリエステルの製造方法においてポリエチレングリコールの添加時期は特に限定されず、エステル化反応やエステル交換反応前に他の原料とともに添加してもよく、また、エステル化反応やエステル交換反応が終了後、重縮合反応が始まる前までに添加すればよい。
In the method for producing the copolyester according to the present invention, the addition time of polyethylene glycol is not particularly limited, and may be added together with other raw materials before the esterification reaction and the transesterification reaction, and the esterification reaction and the transesterification reaction It may be added before completion of the polycondensation reaction after completion.
本発明の共重合ポリエステルの製造方法ではエステル交換触媒として、酢酸亜鉛、酢酸マンガン、酢酸マグネシウム、チタンテトラブトキシド等が挙げられ、重縮合用触媒としては、三酸化アンチモン、二酸化ゲルマニウム、チタンテトラブトキシド等が挙げられる。
In the method for producing the copolyester according to the present invention, examples of transesterification catalysts include zinc acetate, manganese acetate, magnesium acetate, titanium tetrabutoxide, etc. As the polycondensation catalyst, antimony trioxide, germanium dioxide, titanium tetrabutoxide etc. Can be mentioned.
本発明のスパンボンド不織布のΔMRは、0.5%以上15%以下であることが重要である。本発明者らは鋭意検討の結果、従来は繊維の吸放湿性の指標として用いられるパラメータであるΔMRと、スパンボンド不織布の触感に高い相関があることを見出した。ΔMRを0.5%以上、より好ましくは2%以上とすることで、スパンボンド不織布の表面が適度に吸湿した状態となり、表面に触れた時のしっとり感を持つ良好な触感となる。一方、ΔMRを15%以下、より好ましくは10%以下、さらに好ましくは7%以下とすることで、べたつきのない触感となる。また、ΔMRを前記範囲とした場合、スパンボンド不織布の高速生産に適した滑り性と柔軟性を有することができ、優れた高次加工性を有するスパンボンド不織布となる。
It is important that ΔMR of the spunbonded nonwoven fabric of the present invention is 0.5% or more and 15% or less. As a result of intensive studies, the present inventors have found that ΔMR, which is a parameter conventionally used as an index of moisture absorption and release of fibers, has a high correlation with the feel of a spunbond nonwoven fabric. By setting ΔMR to 0.5% or more, more preferably 2% or more, the surface of the spunbond non-woven fabric is in a state of appropriately absorbing moisture, and it is possible to obtain a good touch with a moist feeling when touching the surface. On the other hand, by setting ΔMR to 15% or less, more preferably 10% or less, and further preferably 7% or less, a non-sticky feeling can be obtained. In addition, when ΔMR is in the above range, it is possible to have slipperiness and flexibility suitable for high-speed production of a spunbonded nonwoven fabric, and a spunbonded nonwoven fabric having excellent high-order processability.
ΔMRは、ポリエステル成分の種類や、含有ポリエチレングリコールの数平均分子量、および共重合量によって調整することができる。
The ΔMR can be adjusted by the type of polyester component, the number average molecular weight of the polyethylene glycol contained, and the copolymerization amount.
本発明におけるΔMRとは、以下の方法で測定、算出される値を指すこととする。
(1)測定試料3gを凍結粉砕し、乾燥温度110℃で24時間、真空乾燥してその絶乾質量(Wd)を測定する。
(2)上記試料を20℃×65%R.H.の状態に調湿された恒温恒湿機中に24時間放置し、平衡状態となった試料の質量(W20)を測定する。
(3)次いで、恒温恒湿機の設定を30℃×90%R.H.に変更し、更に24時間放置後の質量(W30)測定し、次の式に基づき算出する。
・ΔMR=(W30-W20)/Wd(%)。 In the present invention, ΔMR refers to a value measured and calculated by the following method.
(1) 3 g of a measurement sample is freeze-ground and dried under vacuum at a drying temperature of 110 ° C. for 24 hours to measure its bone-dry mass (W d ).
(2) The above sample was subjected to 20 ° C. × 65% R. H. The sample is allowed to stand in a constant temperature and humidity controlled atmosphere for 24 hours, and the mass (W 20 ) of the sample in equilibrium is measured.
(3) Next, the thermostat / humidifier setting is set to 30 ° C. × 90% R.H. H. The mass (W 30 ) after standing for 24 hours is measured, and calculated based on the following equation.
ΔMR = (W 30 -W 20 ) / W d (%).
(1)測定試料3gを凍結粉砕し、乾燥温度110℃で24時間、真空乾燥してその絶乾質量(Wd)を測定する。
(2)上記試料を20℃×65%R.H.の状態に調湿された恒温恒湿機中に24時間放置し、平衡状態となった試料の質量(W20)を測定する。
(3)次いで、恒温恒湿機の設定を30℃×90%R.H.に変更し、更に24時間放置後の質量(W30)測定し、次の式に基づき算出する。
・ΔMR=(W30-W20)/Wd(%)。 In the present invention, ΔMR refers to a value measured and calculated by the following method.
(1) 3 g of a measurement sample is freeze-ground and dried under vacuum at a drying temperature of 110 ° C. for 24 hours to measure its bone-dry mass (W d ).
(2) The above sample was subjected to 20 ° C. × 65% R. H. The sample is allowed to stand in a constant temperature and humidity controlled atmosphere for 24 hours, and the mass (W 20 ) of the sample in equilibrium is measured.
(3) Next, the thermostat / humidifier setting is set to 30 ° C. × 90% R.H. H. The mass (W 30 ) after standing for 24 hours is measured, and calculated based on the following equation.
ΔMR = (W 30 -W 20 ) / W d (%).
本発明のスパンボンド不織布を構成する共重合ポリエステル系繊維は、単成分繊維であることが重要である。該繊維が単成分繊維であることにより、共重合ポリエステル系樹脂の持つ柔軟性が反映されるために柔軟な触感を有したスパンボンド不織布となる。さらに、複合繊維と比較して紡糸性が向上するため、欠点の少ないスパンボンド不織布となる。
It is important that the copolyester-based fiber constituting the spunbonded nonwoven fabric of the present invention is a monocomponent fiber. When the fiber is a monocomponent fiber, it becomes a spunbonded nonwoven fabric having a soft touch because the flexibility of the copolyester resin is reflected. Furthermore, since the spinnability is improved as compared with the composite fiber, it becomes a spunbonded nonwoven fabric with few defects.
本発明のスパンボンド不織布を構成する共重合ポリエステル系繊維の平均単繊維径は、10μm以上16μm以下であることが好ましい。平均単繊維径を10μm以上、より好ましくは11μm以上とすることで、後加工時の加工性を向上させることができ、欠点数を減少させることができる。一方、平均単繊維径を16μm以下、より好ましくは15μm以下にすることにより、共重合ポリエステル系繊維から得られるスパンボンド不織布の表面に触れたときの触感が滑らかとなる。加えて、平均単繊維径が細いことによる断面2次モーメントの低下も発現することにより、柔軟性がさらに向上する。一方、平均単繊維径が10μm未満の場合には、後加工時の加工性が低下するため欠点数が多くなる。本発明における共重合ポリエステル系繊維の平均単繊維径とは、エジェクターで牽引し、延伸した後、ネット上に捕集した不織ウェブからランダムに小片サンプル10個を採取し、マイクロスコープで500~1000倍の表面写真を撮影し、各サンプルから10本ずつ、計100本の繊維の幅を測定し、算術平均値から算出される値(μm)を指すこととする。
The average single fiber diameter of the copolyester-based fiber constituting the spunbonded nonwoven fabric of the present invention is preferably 10 μm or more and 16 μm or less. By setting the average single fiber diameter to 10 μm or more, more preferably 11 μm or more, the processability at the time of post-processing can be improved, and the number of defects can be reduced. On the other hand, by setting the average single fiber diameter to 16 μm or less, more preferably 15 μm or less, the feel when touching the surface of the spunbond nonwoven fabric obtained from the copolyester-based fiber becomes smooth. In addition, the flexibility is further improved by expressing a decrease in the second moment of area due to the narrowing of the average single fiber diameter. On the other hand, when the average single fiber diameter is less than 10 μm, the processability at the time of post-processing is reduced, and the number of defects increases. In the present invention, the average single fiber diameter of the copolyester-based fiber is drawn by an ejector and drawn, and then 10 small pieces of sample are randomly taken from the non-woven web collected on the net, and 500 to 500 by a microscope The surface photograph of 1000 times is taken, the width of a total of 100 fibers is measured from 10 samples from each sample, and the value (μm) calculated from the arithmetic mean value is indicated.
本発明のスパンボンド不織布は、曲げ戻り性が0.2cm-1以上1.0cm-1以下であることが好ましい。曲げ戻り性が1.0cm-1以下であることによって、曲げ戻し時に手にフィットする感触が得られ、0.2cm-1以上であることによって、適度な戻り難さが得られ、自然な風合いになるためである。この曲げ戻り性は、0.8cm-1以下がより好ましく、0.6cm-1以下がさらに好ましい。また、0.3cm-1以上がより好ましく、0.4cm-1以上がより好ましい。
It is preferable that the spun bond nonwoven fabric of the present invention has a bending return of 0.2 cm -1 or more and 1.0 cm -1 or less. When the bending back property is 1.0 cm -1 or less, a feeling of fitting the hand at bending back is obtained, and when it is 0.2 cm -1 or more, a moderate return difficulty is obtained, and a natural feeling is obtained. In order to The bendability is more preferably 0.8 cm -1 or less, and further preferably 0.6 cm -1 or less. Moreover, 0.3 cm -1 or more is more preferable, and 0.4 cm -1 or more is more preferable.
曲げ戻り性は、前記の熱可塑性樹脂、添加物、繊維径、および/または、後述する紡糸速度、目付、見掛け密度、ボンディングの方法によって制御することができる。
The bendability can be controlled by the thermoplastic resin, the additive, the fiber diameter, and / or the spinning speed, the basis weight, the apparent density, and the method of bonding described above.
本発明でいうスパンボンド不織布の曲げ戻り性とは、曲げ試験機(例えば「KES-FB2」、カトーテック社製)により、直交する2つの方向の曲げ剛性(B)と曲げヒステリシス(2HB)を測定し、以下の式により求めた値である。
・曲げ剛性=(方向1のB+方向2のB)/2
・曲げヒステリシス=(方向1の2HB+方向2の2HB)/2
・曲げ戻り性=曲げヒステリシス/曲げ剛性 The bendability of the spunbond nonwoven fabric referred to in the present invention refers to bending rigidity (B) and bending hysteresis (2HB) in two orthogonal directions by a bending tester (for example, “KES-FB2”, manufactured by Kato Tech Co., Ltd.) It is a value measured by the following equation.
· Bending rigidity = (B in direction 1 + B in direction 2) / 2
· Bending hysteresis = (2HB in direction 1 + 2HB in direction 2) / 2
・ Bendlessness = bending hysteresis / bending stiffness
・曲げ剛性=(方向1のB+方向2のB)/2
・曲げヒステリシス=(方向1の2HB+方向2の2HB)/2
・曲げ戻り性=曲げヒステリシス/曲げ剛性 The bendability of the spunbond nonwoven fabric referred to in the present invention refers to bending rigidity (B) and bending hysteresis (2HB) in two orthogonal directions by a bending tester (for example, “KES-FB2”, manufactured by Kato Tech Co., Ltd.) It is a value measured by the following equation.
· Bending rigidity = (B in direction 1 + B in direction 2) / 2
· Bending hysteresis = (2HB in direction 1 + 2HB in direction 2) / 2
・ Bendlessness = bending hysteresis / bending stiffness
本発明のスパンボンド不織布は、曲げ剛性が10μN・cm2/cm以上300μN・cm2/cm以下であることが好ましい。曲げ剛性が300μN・cm2/cm以下であることによって、曲げやすく柔軟な感触が得られ、10μN・cm2/cm以上であることによって、適度な曲げ応えが得られるためである。この曲げ剛性は、250μN・cm2/cm以下がより好ましく、200μN・cm2/cm以下が更に好ましい。また、20μN・cm2/cm以上がより好ましく、30μN・cm2/cm以上が更に好ましい。曲げ剛性は、前記の熱可塑性樹脂、添加物、繊維径、および/または、後述する紡糸速度、目付、見掛け密度、ボンディングの方法によって制御することができる。
Spunbonded nonwoven fabric of the present invention preferably has a bending stiffness is less than 10μN · cm 2 / cm or more 300μN · cm 2 / cm. By bending stiffness is less than 300μN · cm 2 / cm, pliable soft feeling is obtained, by at 10μN · cm 2 / cm or more, in order to moderate the bending response is obtained. The flexural rigidity, more preferably not more than 250μN · cm 2 / cm, more preferably not more than 200μN · cm 2 / cm. Further, 20 μN · cm 2 / cm or more is more preferable, and 30 μN · cm 2 / cm or more is more preferable. The flexural rigidity can be controlled by the thermoplastic resin, the additive, the fiber diameter, and / or the spinning speed, the basis weight, the apparent density, and the method of bonding described above.
本発明でいうスパンボンド不織布の曲げ剛性とは、曲げ試験機(例えば、「KES-FB2」、カトーテック社製)により、直交する2つの方向の曲げ剛性(B)を測定し、以下の式により求めた値である。
・曲げ剛性=(方向1のB+方向2のB)/2 The flexural rigidity of the spunbond non-woven fabric as referred to in the present invention is obtained by measuring the flexural rigidity (B) in two orthogonal directions with a bending tester (for example, “KES-FB2”, manufactured by Kato Tech Co., Ltd.). Is the value obtained by
· Bending rigidity = (B in direction 1 + B in direction 2) / 2
・曲げ剛性=(方向1のB+方向2のB)/2 The flexural rigidity of the spunbond non-woven fabric as referred to in the present invention is obtained by measuring the flexural rigidity (B) in two orthogonal directions with a bending tester (for example, “KES-FB2”, manufactured by Kato Tech Co., Ltd.). Is the value obtained by
· Bending rigidity = (B in direction 1 + B in direction 2) / 2
本発明のスパンボンド不織布は、引張弾性率が5MPa以上100MPa以下であることが好ましい。引張弾性率が100MPa以下であることによって、変形が容易になるため手に追随する感触が得られ、5MPa以上であることによって、適度な抵抗感が得られるためである。この引張弾性率は、80MPa以下がより好ましく、60MPa以下がよりさらに好ましい。また、7MPa以上がより好ましく、9MPa以上がよりさらに好ましい。引張弾性率は、前記の熱可塑性樹脂、添加物、繊維径、および/または、後述する紡糸速度、目付、見掛け密度、ボンディングの方法によって制御することができる。
The spunbonded nonwoven fabric of the present invention preferably has a tensile modulus of 5 MPa or more and 100 MPa or less. When the tensile elastic modulus is 100 MPa or less, deformation is facilitated, so that the feel following the hand can be obtained, and by being 5 MPa or more, an appropriate sense of resistance can be obtained. The tensile elastic modulus is more preferably 80 MPa or less, still more preferably 60 MPa or less. Moreover, 7 MPa or more is more preferable, and 9 MPa or more is still more preferable. The tensile modulus of elasticity can be controlled by the thermoplastic resin, the additive, the fiber diameter, and / or the spinning speed, the basis weight, the apparent density, and the method of bonding described above.
本発明でいうスパンボンド不織布の引張弾性率とは、JIS L1913:2010「一般不織布試験方法」の「6.3 引張強さ及び伸び率(ISO法)」の「6.3.1 標準時」に準じて実施する、つかみ間隔が少なくとも5cmの引張試験により、直交する2つの方向の、引張弾性率の算術平均である。この引張弾性率は、荷重と伸長率によって得られる曲線(応力-歪曲線)を求め、伸長率20%以下の領域で最も大きい(伸長率に対して荷重の増加が大きい)傾きを求め、断面積で除した値のことをいう。なお、本発明の断面積はサンプル幅と、圧縮試験機(例えば「KES-FB3」、カトーテック社製)で測定した0.5g/cm2の荷重下における厚み(T0)との積である。
The tensile modulus of elasticity of the spunbonded nonwoven fabric referred to in the present invention is the same as "6.3.1 standard time" in "6.3 Tensile strength and elongation (ISO method)" in JIS L 1913: 2010 "General nonwoven fabric test method". The tensile test with a grip distance of at least 5 cm, which is similarly implemented, is the arithmetic mean of tensile modulus in two directions orthogonal to each other. The tensile elastic modulus is obtained by obtaining a curve (stress-strain curve) obtained by the load and the elongation, and determining the largest slope (the increase in load with respect to the elongation is large) in the region of the elongation 20% or less It is the value divided by the area. The cross-sectional area of the present invention is the product of the sample width and the thickness (T 0 ) under a load of 0.5 g / cm 2 measured with a compression tester (for example, “KES-FB3”, manufactured by Kato Tech Co., Ltd.) is there.
本発明のスパンボンド不織布は、単位目付当たりの引張強度が、0.3(N/5cm)/(g/m2)以上10(N/5cm)/(g/m2)以下であることが好ましい。単位目付当たりの引張強度が、0.3(N/5cm)/(g/m2)以上であることによって、紙おむつ等を製造する際の工程通過性や製品としての使用に耐え得るものとなり、10(N/5cm)/(g/m2)以下であることによって、柔軟性を兼ね備えられるためである。この単位目付当たりの引張り強度は、8(N/5cm)/(g/m2)以下がより好ましく、6(N/5cm)/(g/m2)以下が更に好ましい。また、0.4(N/5cm)/(g/m2)以上がより好ましく、0.5(N/5cm)/(g/m2)以上が更に好ましい。単位目付当たりの引張強度は、前記の熱可塑性樹脂、添加物、繊維径、および/または、後述する紡糸速度、目付、見掛け密度、ボンディングの方法によって制御することができる。
The spunbond nonwoven fabric of the present invention has a tensile strength per unit area per unit area of 0.3 (N / 5 cm) / (g / m 2 ) or more and 10 (N / 5 cm) / (g / m 2 ) or less preferable. When the tensile strength per unit weight is 0.3 (N / 5 cm) / (g / m 2 ) or more, it can withstand the process passability when manufacturing a disposable diaper or the like and the use as a product, By being 10 (N / 5 cm) / (g / m 2 ) or less, flexibility can be obtained. The tensile strength per unit area is more preferably 8 (N / 5 cm) / (g / m 2 ) or less, and still more preferably 6 (N / 5 cm) / (g / m 2 ) or less. Moreover, 0.4 (N / 5 cm) / (g / m 2 ) or more is more preferable, and 0.5 (N / 5 cm) / (g / m 2 ) or more is more preferable. The tensile strength per unit weight can be controlled by the thermoplastic resin, the additive, the fiber diameter, and / or the spinning speed, the basis weight, the apparent density, and the method of bonding described above.
本発明でいうスパンボンド不織布の引張強度は、JIS L1913:2010「一般不織布試験方法」の「6.3 引張強さ及び伸び率(ISO法)」の「6.3.1 標準時」に準じて実施する、つかみ間隔が少なくとも5cmの引張試験により、直交する2つの方向の、引張強度(サンプルが破断したときの強度)の平均を、目付で除した値である。
The tensile strength of the spunbond nonwoven fabric referred to in the present invention is in accordance with "6.3.1 standard time" of "6.3 Tensile strength and elongation (ISO method)" in JIS L 1913: 2010 "General nonwoven fabric test method". It is the value which divided the average of the tensile strength (strength when a sample broke) of two directions which intersect at right angles with the weight per unit by the tension test which grips at least 5 cm which is carried out.
本発明のスパンボンド不織布の剛軟度は、70mm以下であることが好ましい態様である。剛軟度を好ましくは70mm以下、より好ましくは67mm以下、さらに好ましくは64mm以下とすることにより、特に、衛生材料用の不織布として用いる場合に、十分な柔軟性を得ることができる。また、剛軟度の下限については、あまりに低い剛軟度とすると不織布の取り扱い性に劣る場合があるため、10mm以上であることが好ましい。剛軟度は、樹脂、目付、平均単繊維径およびエンボスロール(圧着率、温度および線圧)によって調整することができる。本発明における剛軟度は、JIS L1913:2010「一般不織布試験方法」の「6.7 剛軟度」の「6.7.3 41.5°カンチレバー法」に準拠して、算出される。算出方法としては、まず幅25mm×150mmの試験片を5枚採取し、45°の斜面をもつ水平台の上に試験片の短辺をスケール基線に合わせて置く。次に手動により試験片を斜面の方向に滑らせて、試験片の一端の中央点が斜面と接したとき、他端の位置の移動長さをスケールによって読む。試験片5枚の裏表について測定し、算出される平均値が本発明における剛軟度である。
The bending resistance of the spunbonded nonwoven fabric of the present invention is preferably 70 mm or less. By setting the bending resistance to preferably 70 mm or less, more preferably 67 mm or less, and further preferably 64 mm or less, sufficient flexibility can be obtained particularly when used as a non-woven fabric for sanitary materials. Further, the lower limit of the bending resistance is preferably 10 mm or more, because if the bending resistance is too low, the handleability of the non-woven fabric may be inferior. The bending resistance can be adjusted by the resin, the basis weight, the average single fiber diameter and the emboss roll (crimp ratio, temperature and linear pressure). The bending resistance in the present invention is calculated according to “6.7.3 41.5 ° cantilever method” in “6.7 Curing resistance” of JIS L 1913: 2010 “General nonwoven fabric testing method”. As a calculation method, first, five test pieces of width 25 mm × 150 mm are collected, and the short sides of the test pieces are placed on the scale base line on a horizontal table having a 45 ° slope. Next, the test piece is manually slid in the direction of the slope, and when the center point of one end of the test piece contacts the slope, the movement length of the position of the other end is read by the scale. The average value measured and calculated for the back and front of five test pieces is the bending resistance in the present invention.
本発明のスパンボンド不織布の目付は、5g/m2以上50g/m2以下とすることが好ましく、10g/m2以上30g/m2以下とすることがより好ましい態様である。目付が前記の範囲であることにより、スパンボンド不織布の柔軟性を好適に発現させることができる。本発明における目付とは、JIS L1913:2010「一般不織布試験方法」の「6.2 単位面積当たりの質量」に基づき、20cm×25cmの試験片を、試料の幅1m当たり3枚採取し、標準状態におけるそれぞれの質量(g)を量り、その算術平均値を1m2当たりの質量(g/m2)で表される値を指すこととする。
The basis weight of the spunbonded nonwoven fabric of the present invention is preferably 5 g / m 2 or more and 50 g / m 2 or less, and more preferably 10 g / m 2 or more and 30 g / m 2 or less. When the fabric weight is in the above range, the flexibility of the spunbonded nonwoven fabric can be suitably developed. In the present invention, based on “6.2 mass per unit area” in JIS L1913: 2010 “General nonwoven fabric test method” in the present invention, three 20 cm × 25 cm test pieces are collected per 1 m width of the sample, and the standard is used. weigh each mass (g) in the state, and it refers to a value represented the arithmetic mean value at 1 m 2 per mass (g / m 2).
本発明のスパンボンド不織布は、見掛け密度が0.01g/cm3以上0.30g/cm3以下であることが好ましい。0.01g/cm3以上であることで実用に供し得る形態安定性が得やすく、かつ、曲げ戻り率を小さくしやすく、0.30g/cm3以下であることで、通気性や柔軟性を得やすいためである。この見掛け密度は0.25g/cm3以下がより好ましく、0.20g/cm3以下が更に好ましい。また、0.03g/cm3以上がより好ましく、0.05g/cm3以上が更に好ましい。
本発明でいうスパンボンド不織布の見掛け密度とは、前記の目付を厚みで除した値である。 The spunbonded nonwoven fabric of the present invention preferably has an apparent density of 0.01 g / cm 3 or more and 0.30 g / cm 3 or less. When it is 0.01 g / cm 3 or more, it is easy to obtain form stability that can be practically used, and it is easy to reduce the bending reversion rate, and when it is 0.30 g / cm 3 or less, air permeability and flexibility can be obtained. It is because it is easy to obtain. The apparent density is more preferably 0.25 g / cm 3 or less, further preferably 0.20 g / cm 3 or less. Further, 0.03 g / cm 3 or more, more preferably, 0.05 g / cm 3 or more is more preferable.
The apparent density of the spunbonded nonwoven fabric in the present invention is a value obtained by dividing the above-mentioned basis weight by the thickness.
本発明でいうスパンボンド不織布の見掛け密度とは、前記の目付を厚みで除した値である。 The spunbonded nonwoven fabric of the present invention preferably has an apparent density of 0.01 g / cm 3 or more and 0.30 g / cm 3 or less. When it is 0.01 g / cm 3 or more, it is easy to obtain form stability that can be practically used, and it is easy to reduce the bending reversion rate, and when it is 0.30 g / cm 3 or less, air permeability and flexibility can be obtained. It is because it is easy to obtain. The apparent density is more preferably 0.25 g / cm 3 or less, further preferably 0.20 g / cm 3 or less. Further, 0.03 g / cm 3 or more, more preferably, 0.05 g / cm 3 or more is more preferable.
The apparent density of the spunbonded nonwoven fabric in the present invention is a value obtained by dividing the above-mentioned basis weight by the thickness.
本発明のスパンボンド不織布は、医療衛生材料、生活資材、および工業資材等に幅広く用いることができるが、柔軟性に優れ、触感が良好であり、さらに製品欠点も少ないため加工性が良好であることから、特に衛生材料に好適に用いることができる。具体的には、使い捨ておむつ、生理用品、および湿布材の基布等である。
The spunbonded nonwoven fabric of the present invention can be widely used for medical hygiene materials, living materials, industrial materials, etc., but it is excellent in flexibility, good in touch feeling, and moreover, good in processability because there are few product defects. In particular, it can be suitably used for sanitary materials. Specifically, it is a disposable diaper, a catamenial product, a base fabric of a poultice material and the like.
次に、本発明のスパンボンド不織布の製造方法について、具体例に説明する。
スパンボンド不織布を製造するためのスパンボンド法は、樹脂を溶融し、紡糸口金から紡糸した後、冷却固化して得られた糸条に対し、エジェクターで牽引し延伸して、移動するネット上に捕集して不織繊維ウェブ化した後、熱接着する工程を要する製造方法である。 Next, the method for producing the spunbonded nonwoven fabric of the present invention will be described by way of specific examples.
The spunbond method for producing a spunbonded nonwoven fabric is as follows: the resin is melted, spun from a spinneret and then cooled and solidified into a yarn obtained by pulling and drawing with an ejector, onto a moving net It is a manufacturing method which requires the process of heat-bonding after collecting and forming a non-woven fiber web.
スパンボンド不織布を製造するためのスパンボンド法は、樹脂を溶融し、紡糸口金から紡糸した後、冷却固化して得られた糸条に対し、エジェクターで牽引し延伸して、移動するネット上に捕集して不織繊維ウェブ化した後、熱接着する工程を要する製造方法である。 Next, the method for producing the spunbonded nonwoven fabric of the present invention will be described by way of specific examples.
The spunbond method for producing a spunbonded nonwoven fabric is as follows: the resin is melted, spun from a spinneret and then cooled and solidified into a yarn obtained by pulling and drawing with an ejector, onto a moving net It is a manufacturing method which requires the process of heat-bonding after collecting and forming a non-woven fiber web.
用いられる紡糸口金やエジェクターの形状としては、丸形や矩形等種々のものを採用することができる。なかでも、圧縮エアの使用量が比較的少なく、糸条同士の融着や擦過が起こりにくいという観点から、矩形口金と矩形エジェクターの組み合わせを用いることが好ましい態様である。
As a shape of the spinneret and ejector used, various things, such as round shape and a rectangle, are employable. Above all, it is a preferred embodiment to use a combination of a rectangular cap and a rectangular ejector from the viewpoint that the amount of compressed air used is relatively small and fusion and rubbing of yarns are unlikely to occur.
本発明において、共重合ポリエステル系樹脂を真空乾燥した後、共重合ポリエステル系樹脂を溶融し紡糸する際の紡糸温度は、240℃以上320℃以下であることが好ましく、より好ましくは250℃以上310℃以下であり、さらに好ましくは260℃以上300℃以下である。紡糸温度を上記範囲内とすることにより、安定した溶融状態とし、優れた紡糸安定性を得ることができる。
In the present invention, after the copolyester resin is vacuum dried, the spinning temperature for melting and spinning the copolyester resin is preferably 240 ° C. or more and 320 ° C. or less, more preferably 250 ° C. or more 310 C. or less, more preferably 260 ° C. or more and 300 ° C. or less. By setting the spinning temperature within the above range, a stable molten state can be obtained, and excellent spinning stability can be obtained.
共重合ポリエステル系樹脂を押出機において溶融し計量して、紡糸口金へと供給し、長繊維として紡出する。
紡出された長繊維の糸条は、次に冷却されるが、紡出された糸条を冷却する方法としては、例えば、冷風を強制的に糸条に吹き付ける方法、糸条周りの雰囲気温度で自然冷却する方法、および紡糸口金とエジェクター間の距離を調整する方法等が挙げられ、またはこれらの方法を組み合わせる方法を採用することができる。また、冷却条件は、紡糸口金の単孔あたりの吐出量、紡糸する温度および雰囲気温度等を考慮して適宜調整して採用することができる。 The copolyester resin is melted and measured in an extruder, supplied to a spinneret, and spun as long fibers.
Next, the spun filament yarn is cooled, but as a method of cooling the spun yarn, for example, a method of forcibly blowing cold air onto the yarn, ambient temperature around the yarn And a method of adjusting the distance between the spinneret and the ejector, or a method combining these methods. The cooling conditions can be appropriately adjusted and adopted in consideration of the discharge amount per single hole of the spinneret, the temperature for spinning, the ambient temperature, and the like.
紡出された長繊維の糸条は、次に冷却されるが、紡出された糸条を冷却する方法としては、例えば、冷風を強制的に糸条に吹き付ける方法、糸条周りの雰囲気温度で自然冷却する方法、および紡糸口金とエジェクター間の距離を調整する方法等が挙げられ、またはこれらの方法を組み合わせる方法を採用することができる。また、冷却条件は、紡糸口金の単孔あたりの吐出量、紡糸する温度および雰囲気温度等を考慮して適宜調整して採用することができる。 The copolyester resin is melted and measured in an extruder, supplied to a spinneret, and spun as long fibers.
Next, the spun filament yarn is cooled, but as a method of cooling the spun yarn, for example, a method of forcibly blowing cold air onto the yarn, ambient temperature around the yarn And a method of adjusting the distance between the spinneret and the ejector, or a method combining these methods. The cooling conditions can be appropriately adjusted and adopted in consideration of the discharge amount per single hole of the spinneret, the temperature for spinning, the ambient temperature, and the like.
次に、冷却固化された糸条は、エジェクターから噴射される圧縮エアによって牽引され、延伸される。
紡糸速度は、2000m/分以上であることが好ましく、より好ましくは3000m/分以上であり、さらに好ましくは4000m/分以上である。紡糸速度を2000m/分以上とすることにより、高い生産性を有することになり、また繊維の配向結晶化が進み高い強度の長繊維を得ることができる。 Next, the cooled and solidified yarn is drawn by a compressed air jetted from an ejector and drawn.
The spinning speed is preferably 2000 m / min or more, more preferably 3000 m / min or more, and still more preferably 4000 m / min or more. By setting the spinning speed to 2000 m / min or more, high productivity can be obtained, and oriented crystallization of the fiber can be advanced to obtain a high strength long fiber.
紡糸速度は、2000m/分以上であることが好ましく、より好ましくは3000m/分以上であり、さらに好ましくは4000m/分以上である。紡糸速度を2000m/分以上とすることにより、高い生産性を有することになり、また繊維の配向結晶化が進み高い強度の長繊維を得ることができる。 Next, the cooled and solidified yarn is drawn by a compressed air jetted from an ejector and drawn.
The spinning speed is preferably 2000 m / min or more, more preferably 3000 m / min or more, and still more preferably 4000 m / min or more. By setting the spinning speed to 2000 m / min or more, high productivity can be obtained, and oriented crystallization of the fiber can be advanced to obtain a high strength long fiber.
本発明における紡糸速度とは、上記の平均単繊維径と使用する樹脂の固形密度から長さ10000m当たりの質量を単繊維繊度として、小数点以下第二位を四捨五入して算出した。単繊維繊度(dtex)と、各条件で設定した紡糸口金単孔から吐出される樹脂の吐出量(以下、単孔吐出量と略記する。)(g/分)から、次の式に基づき、紡糸速度を算出した。
・紡糸速度=(10000×単孔吐出量)/単繊維繊度 The spinning speed in the present invention was calculated from the above average single fiber diameter and the solid density of the resin used as a single fiber fineness by rounding off the second place after the decimal point from the mass per 10000 m in length. From the single fiber fineness (dtex) and the discharge amount of resin discharged from the single hole of the spinneret set under each condition (hereinafter abbreviated as single hole discharge amount) (g / min), based on the following equation, The spinning speed was calculated.
· Spinning speed = (10000 × single hole discharge amount) / single fiber fineness
・紡糸速度=(10000×単孔吐出量)/単繊維繊度 The spinning speed in the present invention was calculated from the above average single fiber diameter and the solid density of the resin used as a single fiber fineness by rounding off the second place after the decimal point from the mass per 10000 m in length. From the single fiber fineness (dtex) and the discharge amount of resin discharged from the single hole of the spinneret set under each condition (hereinafter abbreviated as single hole discharge amount) (g / min), based on the following equation, The spinning speed was calculated.
· Spinning speed = (10000 × single hole discharge amount) / single fiber fineness
続いて、得られた長繊維を、移動するネット上に捕集して不織繊維ウェブ化する。本発明においては、高い紡糸速度で延伸するため、エジェクターから出た繊維は、高速の気流で制御された状態でネットに捕集されることとなり、繊維の絡みが少なく均一性の高い不織布を得ることができる。
Subsequently, the obtained long fibers are collected on a moving net to form a non-woven fiber web. In the present invention, since drawing is performed at a high spinning speed, the fibers coming out of the ejector are collected by the net in a controlled state by a high speed air flow, and a non-woven fabric with little fiber entanglement and high uniformity is obtained. be able to.
続いて、得られた不織繊維ウェブを、熱接着により一体化することにより、意図するスパンボンド不織布を得ることができる。
Subsequently, the nonwoven fiber web thus obtained can be integrated by heat bonding to obtain the intended spunbonded nonwoven fabric.
上記の不織繊維ウェブを熱接着により一体化する方法としては、上下一対のロール表面にそれぞれ彫刻(凹凸部)が施された熱エンボスロール、片方のロール表面がフラット(平滑)なロールと他方のロール表面に彫刻(凹凸部)が施されたロールとの組み合わせからなる熱エンボスロール、および上下一対のフラット(平滑)ロールの組み合わせからなる熱カレンダーロールなど各種ロールにより、熱接着する方法が挙げられる。
As a method of integrating the above-mentioned non-woven fiber web by heat bonding, a heat embossing roll in which engravings (concave and convex portions) are respectively formed on the upper and lower pair of roll surfaces, and one roll surface is flat (smooth) The method of heat bonding by various rolls such as a heat embossing roll consisting of a combination of a heat embossing roll consisting of a combination of a roll in which the surface of the roll is engraved (concave and convex part) and a pair of flat rolls (upper and lower) Be
熱接着時のエンボス接着面積率は、5%以上30%以下であることが好ましい。接着面積を好ましくは5%以上、より好ましくは10%以上とすることにより、スパンボンド不織布として実用に供し得る強度を得ることができる。一方、接着面積を好ましくは30%以下、より好ましくは20%以下とすることにより、特に衛生材料用のスパンボンド不織布として用いる場合に、十分な柔軟性を得ることができる。
It is preferable that the embossing bonding area ratio at the time of heat bonding is 5% or more and 30% or less. By setting the bonding area to preferably 5% or more, more preferably 10% or more, strength which can be practically used as a spunbonded nonwoven fabric can be obtained. On the other hand, by setting the bonding area to preferably 30% or less, more preferably 20% or less, sufficient flexibility can be obtained particularly when used as a spunbonded non-woven fabric for sanitary materials.
ここでいう接着面積とは、一対の凹凸を有するロールにより熱接着する場合は、上側ロールの凸部と下側ロールの凸部とが重なって不織繊維ウェブに当接する部分の不織布全体に占める割合のことを言う。また、凹凸を有するロールとフラットロールにより熱接着する場合は、凹凸を有するロールの凸部が不織繊維ウェブに当接する部分の不織布全体に占める割合のことを言う。
The bonding area mentioned here occupies the entire nonwoven fabric of a portion in which the convex portion of the upper roll and the convex portion of the lower roll overlap and abut on the non-woven fiber web when heat bonding is performed by a roll having a pair of irregularities. Say the percentage. Further, when heat bonding is performed using a roll having an unevenness and a flat roll, the ratio of the convex portion of the roll having an unevenness to the whole nonwoven fabric of the portion in contact with the non-woven fiber web is said.
熱エンボスロールに施される彫刻の形状としては、円形、楕円形、正方形、長方形、平行四辺形、ひし形、正六角形および正八角形などを用いることができる。
The shape of the engraving applied to the heat embossing roll may be circular, oval, square, rectangular, parallelogram, rhombus, regular hexagon, regular octagon, or the like.
熱接着時の熱エンボスロールの線圧は、5~70N/cmであることが好ましい。ロールの線圧を好ましくは5N/cm以上、より好ましくは10N/cm以上、さらに好ましくは20N/cm以上とすることにより、十分に熱接着させ不織布として実用に供しうる強度を得ることができる。一方、ロールの線圧を好ましくは70N/cm以下、より好ましくは60N/cm以下、さらに好ましくは50N/cm以下とすることにより、特に衛生材料用の不織布として用いる場合に、十分な柔軟性を得ることができる。
The linear pressure of the heat embossing roll during heat bonding is preferably 5 to 70 N / cm. By setting the linear pressure of the roll to preferably 5 N / cm or more, more preferably 10 N / cm or more, further preferably 20 N / cm or more, it is possible to obtain sufficient strength for practical heat bonding as a nonwoven fabric. On the other hand, by setting the linear pressure of the roll to preferably 70 N / cm or less, more preferably 60 N / cm or less, more preferably 50 N / cm or less, sufficient flexibility can be obtained particularly when used as a nonwoven fabric for sanitary materials. You can get it.
次に、実施例に基づき本発明を具体的に説明する。なお、各物性の測定において、特段の記載がないものは、前記の方法に基づいて測定を行ったものである。ただし、本発明はこれらの実施例のみに限定されるものではない。
(1)共重合ポリエステル系樹脂中の含有ポリエチレングリコールの数平均分子量および共重合量の測定
ポリエチレングリコールの数平均分子量の測定について、GPCの測定装置、条件は以下のとおりとした。
・装置:ゲル浸透クロマトグラフGPC
・検出器:示差屈折率検出器RI(東ソー製RI-8020,感度128x)
・フォトダイオードアレイ検出器(島津製作所製SPD-M20A)
・カラム:TSKgelG3000PWXL(1本)(東ソー)
・溶媒:0.1M塩化ナトリウム水溶液
・流速:0.8mL/min
・カラム温度:40℃
・注入量:0.05mL
・標準試料:ポリエチレングリコール、ポリエチレンオキサイド。
(2)ΔMR(%):
恒温恒湿機として、エスペック製「LHU-123」を測定に用いた。
(3)厚みT0(mm):
圧縮試験機として、カトーテック社製「KES-FB3」を測定に用いた。
(4)曲げ剛性(μN・cm2/cm)、曲げ戻り性(cm-1):
曲げ試験機として、カトーテック社製「KES-FB2」を測定に用いた。
(5)引張弾性率(MPa):
引張試験機として、島津製作所社製「AGS1KNX」を測定に用いた。なお、サンプルの厚みT0(mm)の測定は、前記(2)と同じ装置を用いた。
(6)見掛け密度(g/cm3):
目付を厚みT0(mm)で除して算出した。なお、サンプルの厚みT0(mm)の測定は、前記(2)と同じ装置を用いた。
(7)剛軟度(mm):
JIS L1913:2010「一般不織布試験方法」の「6.7 剛軟度」の「6.7.3 41.5°カンチレバー法」に準拠して算出した。
製造した不織布から幅25mm×150mmの試験片を5枚採取し、45°の斜面をもつ水平台の上に試験片の短辺をスケール基線に合わせて置いた。手動により試験片を斜面の方向に滑らせて、試験片の一端の中央点が斜面と接したとき、他端の位置の移動長さをスケールによって読んだ。試験片5枚の裏表について当該移動長さを測定し、平均値を算出した。
(8)触感評価:
任意に選定した10名が不織布の表面を手で触り、下記の基準に従って評価した。各不織布について評価結果の合計点をその不織布の触感評価とした。
・3:表面が特になめらかで、触感が非常に優れる
・2:表面がなめらかで、触感に優れる
・1:表面がべたつき、触感に劣る Next, the present invention will be specifically described based on examples. In addition, in the measurement of each physical property, the thing without a description in particular measures based on said method. However, the present invention is not limited to only these examples.
(1) Measurement of Number Average Molecular Weight and Copolymerization Amount of Polyethylene Glycol Contained in Copolymerized Polyester-Based Resin Regarding the measurement of the number average molecular weight of polyethylene glycol, the measurement device of GPC, the conditions were as follows.
・ Device: gel permeation chromatograph GPC
・ Detector: Differential refractive index detector RI (Tosoh RI-8020, sensitivity 128x)
・ Photodiode array detector (SPD-M20A manufactured by Shimadzu Corporation)
・ Column: TSKgel G3000PW XL (one) (Tosoh)
-Solvent: 0.1 M sodium chloride aqueous solution-Flow rate: 0.8 mL / min
・ Column temperature: 40 ° C
Injection volume: 0.05 mL
Standard sample: polyethylene glycol, polyethylene oxide.
(2) ΔMR (%):
As a constant temperature and humidity chamber, ESPEC "LHU-123" was used for measurement.
(3) Thickness T 0 (mm):
As a compression tester, “KES-FB3” manufactured by Kato Tech Co., Ltd. was used for measurement.
(4) Bending rigidity (μN · cm 2 / cm), bending return (cm -1 ):
As a bending tester, “KES-FB2” manufactured by Kato Tech Co., Ltd. was used for measurement.
(5) Tensile modulus (MPa):
As a tensile tester, "AGS1 KNX" manufactured by Shimadzu Corporation was used for measurement. The measurement of the thickness T 0 (mm) of the sample, using the same apparatus as in (2).
(6) Apparent density (g / cm 3 ):
It was calculated by dividing the fabric weight by the thickness T 0 (mm). The measurement of the thickness T 0 (mm) of the sample, using the same apparatus as in (2).
(7) Bending resistance (mm):
It calculated based on "6.7.3 41.5 degree cantilever method" of "6.7 Hardness of bending" of JIS L1913: 2010 "general nonwoven fabric test method".
Five test pieces of width 25 mm × 150 mm were collected from the manufactured non-woven fabric, and the short side of the test pieces was placed on the scale base line on a horizontal table with a 45 ° slope. The test piece was manually slid in the direction of the slope, and when the center point of one end of the test piece was in contact with the slope, the movement length at the other end was read by the scale. The said movement length was measured about the front and back of five test pieces, and the average value was computed.
(8) Tactile evaluation:
Ten randomly selected people touched the surface of the non-woven fabric by hand and were evaluated according to the following criteria. The total score of the evaluation results for each non-woven fabric was taken as the tactile evaluation of the non-woven fabric.
・ 3: The surface is particularly smooth and the touch is very good. 2: the surface is smooth and the touch is excellent ・ 1: the surface is sticky and the touch is poor
(1)共重合ポリエステル系樹脂中の含有ポリエチレングリコールの数平均分子量および共重合量の測定
ポリエチレングリコールの数平均分子量の測定について、GPCの測定装置、条件は以下のとおりとした。
・装置:ゲル浸透クロマトグラフGPC
・検出器:示差屈折率検出器RI(東ソー製RI-8020,感度128x)
・フォトダイオードアレイ検出器(島津製作所製SPD-M20A)
・カラム:TSKgelG3000PWXL(1本)(東ソー)
・溶媒:0.1M塩化ナトリウム水溶液
・流速:0.8mL/min
・カラム温度:40℃
・注入量:0.05mL
・標準試料:ポリエチレングリコール、ポリエチレンオキサイド。
(2)ΔMR(%):
恒温恒湿機として、エスペック製「LHU-123」を測定に用いた。
(3)厚みT0(mm):
圧縮試験機として、カトーテック社製「KES-FB3」を測定に用いた。
(4)曲げ剛性(μN・cm2/cm)、曲げ戻り性(cm-1):
曲げ試験機として、カトーテック社製「KES-FB2」を測定に用いた。
(5)引張弾性率(MPa):
引張試験機として、島津製作所社製「AGS1KNX」を測定に用いた。なお、サンプルの厚みT0(mm)の測定は、前記(2)と同じ装置を用いた。
(6)見掛け密度(g/cm3):
目付を厚みT0(mm)で除して算出した。なお、サンプルの厚みT0(mm)の測定は、前記(2)と同じ装置を用いた。
(7)剛軟度(mm):
JIS L1913:2010「一般不織布試験方法」の「6.7 剛軟度」の「6.7.3 41.5°カンチレバー法」に準拠して算出した。
製造した不織布から幅25mm×150mmの試験片を5枚採取し、45°の斜面をもつ水平台の上に試験片の短辺をスケール基線に合わせて置いた。手動により試験片を斜面の方向に滑らせて、試験片の一端の中央点が斜面と接したとき、他端の位置の移動長さをスケールによって読んだ。試験片5枚の裏表について当該移動長さを測定し、平均値を算出した。
(8)触感評価:
任意に選定した10名が不織布の表面を手で触り、下記の基準に従って評価した。各不織布について評価結果の合計点をその不織布の触感評価とした。
・3:表面が特になめらかで、触感が非常に優れる
・2:表面がなめらかで、触感に優れる
・1:表面がべたつき、触感に劣る Next, the present invention will be specifically described based on examples. In addition, in the measurement of each physical property, the thing without a description in particular measures based on said method. However, the present invention is not limited to only these examples.
(1) Measurement of Number Average Molecular Weight and Copolymerization Amount of Polyethylene Glycol Contained in Copolymerized Polyester-Based Resin Regarding the measurement of the number average molecular weight of polyethylene glycol, the measurement device of GPC, the conditions were as follows.
・ Device: gel permeation chromatograph GPC
・ Detector: Differential refractive index detector RI (Tosoh RI-8020, sensitivity 128x)
・ Photodiode array detector (SPD-M20A manufactured by Shimadzu Corporation)
・ Column: TSKgel G3000PW XL (one) (Tosoh)
-Solvent: 0.1 M sodium chloride aqueous solution-Flow rate: 0.8 mL / min
・ Column temperature: 40 ° C
Injection volume: 0.05 mL
Standard sample: polyethylene glycol, polyethylene oxide.
(2) ΔMR (%):
As a constant temperature and humidity chamber, ESPEC "LHU-123" was used for measurement.
(3) Thickness T 0 (mm):
As a compression tester, “KES-FB3” manufactured by Kato Tech Co., Ltd. was used for measurement.
(4) Bending rigidity (μN · cm 2 / cm), bending return (cm -1 ):
As a bending tester, “KES-FB2” manufactured by Kato Tech Co., Ltd. was used for measurement.
(5) Tensile modulus (MPa):
As a tensile tester, "AGS1 KNX" manufactured by Shimadzu Corporation was used for measurement. The measurement of the thickness T 0 (mm) of the sample, using the same apparatus as in (2).
(6) Apparent density (g / cm 3 ):
It was calculated by dividing the fabric weight by the thickness T 0 (mm). The measurement of the thickness T 0 (mm) of the sample, using the same apparatus as in (2).
(7) Bending resistance (mm):
It calculated based on "6.7.3 41.5 degree cantilever method" of "6.7 Hardness of bending" of JIS L1913: 2010 "general nonwoven fabric test method".
Five test pieces of width 25 mm × 150 mm were collected from the manufactured non-woven fabric, and the short side of the test pieces was placed on the scale base line on a horizontal table with a 45 ° slope. The test piece was manually slid in the direction of the slope, and when the center point of one end of the test piece was in contact with the slope, the movement length at the other end was read by the scale. The said movement length was measured about the front and back of five test pieces, and the average value was computed.
(8) Tactile evaluation:
Ten randomly selected people touched the surface of the non-woven fabric by hand and were evaluated according to the following criteria. The total score of the evaluation results for each non-woven fabric was taken as the tactile evaluation of the non-woven fabric.
・ 3: The surface is particularly smooth and the touch is very good. 2: the surface is smooth and the touch is excellent ・ 1: the surface is sticky and the touch is poor
〔実施例1〕
含有ポリエチレングリコールの数平均分子量が5500で、共重合量が12重量%の、共重合ポリエチレンテレフタラートを用い押出機で溶融し、紡糸温度が290℃で、孔径φが0.30mmの矩形口金から、単孔吐出量が0.6g/分で紡出した糸条を、冷却固化した後、矩形エジェクターでエジェクターの圧力を0.30MPaとした圧縮エアによって、牽引し延伸し、移動するネット上に捕集して共重合ポリエステル長繊維からなる不織繊維ウェブを得た。得られたウェブを、上ロールに金属製で水玉柄の彫刻がなされた接着面積率16%のエンボスロールを用い、下ロールに金属製フラットロールで構成される上下一対の熱エンボスロールを用いて、線圧が50N/cmで、熱接着温度が230℃の温度で熱接着し、目付が18g/m2のスパンボンド不織布を得た。得られたスパンボンド不織布について、評価結果を表1に示す。 Example 1
The polyethylene glycol contained is melted with an extruder using a copolymerized polyethylene terephthalate having a number average molecular weight of 5500 and a copolymerization amount of 12% by weight from a rectangular die having a spinning temperature of 290 ° C. and a pore diameter φ of 0.30 mm. After cooling and solidifying the yarn spun at a single-hole discharge rate of 0.6 g / min, it is pulled and drawn by compressed air with an ejector pressure of 0.30 MPa with a rectangular ejector, and is moved onto a moving net It collected and obtained the non-woven fiber web which consists of copolyester long filaments. The obtained web was made of metal and using an embossing roll with a bonding area ratio of 16% made of metal and water dot pattern engraved on the upper roll, and using a pair of upper and lower heat embossing rolls composed of a metal flat roll on the lower roll. Thermal bonding was performed at a temperature of 230 ° C. under a linear pressure of 50 N / cm, and a spunbond nonwoven fabric with a basis weight of 18 g / m 2 was obtained. The evaluation results of the obtained spunbonded nonwoven fabric are shown in Table 1.
含有ポリエチレングリコールの数平均分子量が5500で、共重合量が12重量%の、共重合ポリエチレンテレフタラートを用い押出機で溶融し、紡糸温度が290℃で、孔径φが0.30mmの矩形口金から、単孔吐出量が0.6g/分で紡出した糸条を、冷却固化した後、矩形エジェクターでエジェクターの圧力を0.30MPaとした圧縮エアによって、牽引し延伸し、移動するネット上に捕集して共重合ポリエステル長繊維からなる不織繊維ウェブを得た。得られたウェブを、上ロールに金属製で水玉柄の彫刻がなされた接着面積率16%のエンボスロールを用い、下ロールに金属製フラットロールで構成される上下一対の熱エンボスロールを用いて、線圧が50N/cmで、熱接着温度が230℃の温度で熱接着し、目付が18g/m2のスパンボンド不織布を得た。得られたスパンボンド不織布について、評価結果を表1に示す。 Example 1
The polyethylene glycol contained is melted with an extruder using a copolymerized polyethylene terephthalate having a number average molecular weight of 5500 and a copolymerization amount of 12% by weight from a rectangular die having a spinning temperature of 290 ° C. and a pore diameter φ of 0.30 mm. After cooling and solidifying the yarn spun at a single-hole discharge rate of 0.6 g / min, it is pulled and drawn by compressed air with an ejector pressure of 0.30 MPa with a rectangular ejector, and is moved onto a moving net It collected and obtained the non-woven fiber web which consists of copolyester long filaments. The obtained web was made of metal and using an embossing roll with a bonding area ratio of 16% made of metal and water dot pattern engraved on the upper roll, and using a pair of upper and lower heat embossing rolls composed of a metal flat roll on the lower roll. Thermal bonding was performed at a temperature of 230 ° C. under a linear pressure of 50 N / cm, and a spunbond nonwoven fabric with a basis weight of 18 g / m 2 was obtained. The evaluation results of the obtained spunbonded nonwoven fabric are shown in Table 1.
〔実施例2〕
含有ポリエチレングリコールの共重合量が8重量%であること以外は、実施例1と同じ方法でスパンボンド不織布を得た。得られたスパンボンド不織布について、評価結果を表1に示す。 Example 2
A spunbond nonwoven fabric was obtained in the same manner as in Example 1 except that the copolymerization amount of the polyethylene glycol contained was 8% by weight. The evaluation results of the obtained spunbonded nonwoven fabric are shown in Table 1.
含有ポリエチレングリコールの共重合量が8重量%であること以外は、実施例1と同じ方法でスパンボンド不織布を得た。得られたスパンボンド不織布について、評価結果を表1に示す。 Example 2
A spunbond nonwoven fabric was obtained in the same manner as in Example 1 except that the copolymerization amount of the polyethylene glycol contained was 8% by weight. The evaluation results of the obtained spunbonded nonwoven fabric are shown in Table 1.
〔比較例1〕
含有ポリエチレングリコールの共重合量が45重量%であること以外は、実施例1と同じ方法でスパンボンド不織布を得た。得られたスパンボンド不織布について、評価結果を表1に示す。 Comparative Example 1
A spunbond nonwoven fabric was obtained in the same manner as in Example 1 except that the copolymerization amount of the polyethylene glycol contained was 45% by weight. The evaluation results of the obtained spunbonded nonwoven fabric are shown in Table 1.
含有ポリエチレングリコールの共重合量が45重量%であること以外は、実施例1と同じ方法でスパンボンド不織布を得た。得られたスパンボンド不織布について、評価結果を表1に示す。 Comparative Example 1
A spunbond nonwoven fabric was obtained in the same manner as in Example 1 except that the copolymerization amount of the polyethylene glycol contained was 45% by weight. The evaluation results of the obtained spunbonded nonwoven fabric are shown in Table 1.
〔比較例2〕
含有ポリエチレングリコールの共重合量が2重量%であること以外は、実施例1と同じ方法でスパンボンド不織布を得た。得られたスパンボンド不織布について、評価結果を表1に示す。 Comparative Example 2
A spunbond nonwoven fabric was obtained in the same manner as in Example 1, except that the amount of polyethylene glycol copolymerized was 2% by weight. The evaluation results of the obtained spunbonded nonwoven fabric are shown in Table 1.
含有ポリエチレングリコールの共重合量が2重量%であること以外は、実施例1と同じ方法でスパンボンド不織布を得た。得られたスパンボンド不織布について、評価結果を表1に示す。 Comparative Example 2
A spunbond nonwoven fabric was obtained in the same manner as in Example 1, except that the amount of polyethylene glycol copolymerized was 2% by weight. The evaluation results of the obtained spunbonded nonwoven fabric are shown in Table 1.
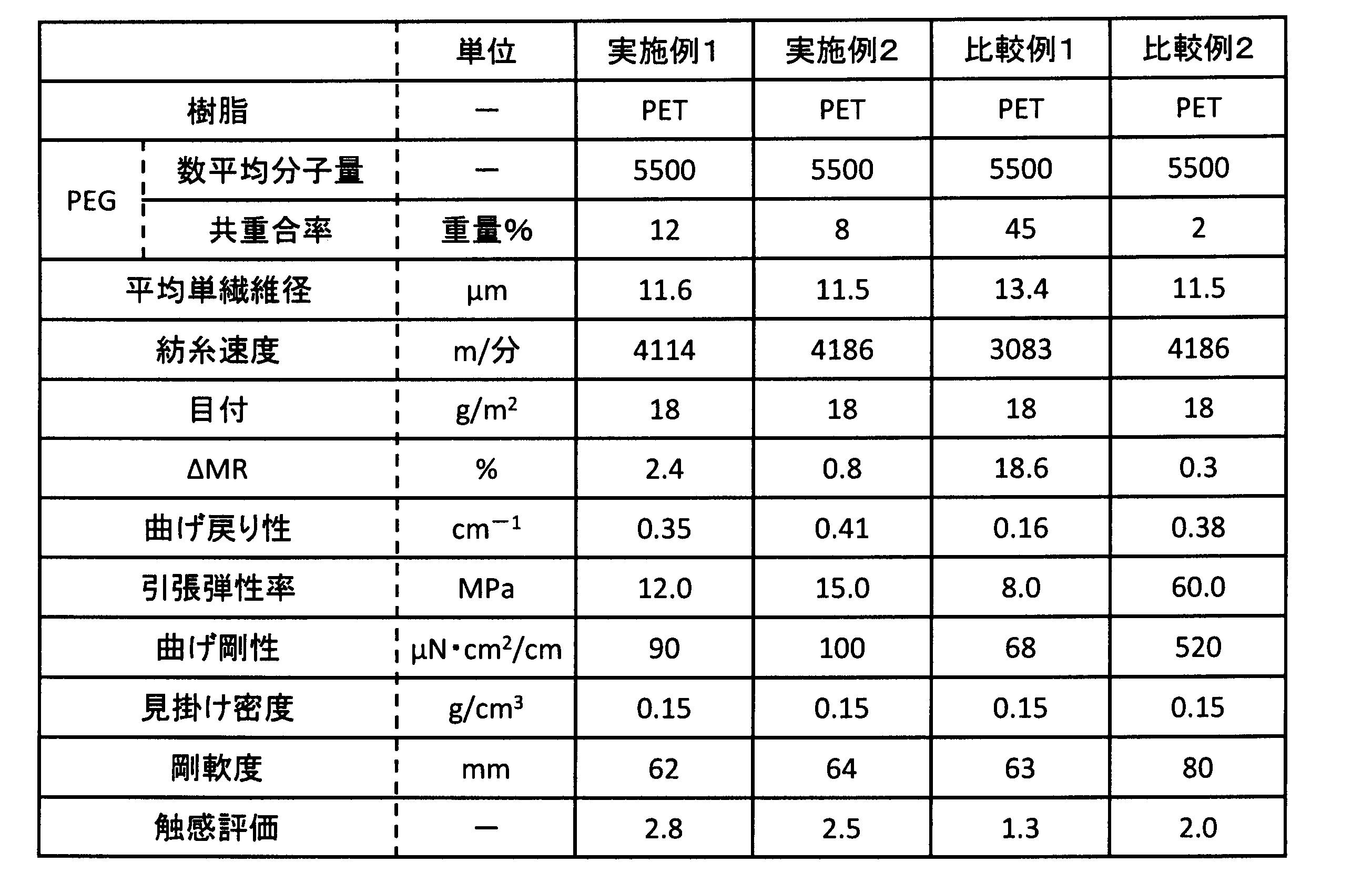
実施例1および2は、優れた触感と、高い柔軟性を有する結果であった。
一方、比較例1に示すように、ポリエチレングリコールの共重合量が多すぎる場合は、柔軟性は有しているものの、不織布表面がべたつき、触感が著しく劣るという問題が発生した。また、比較例2に示すように、共重合量が少なすぎる場合には剛軟度が高くなり、シートが硬く風合いに劣る結果であった。 Examples 1 and 2 were the results having excellent feel and high flexibility.
On the other hand, as shown in Comparative Example 1, when the copolymerization amount of polyethylene glycol is too large, although it has flexibility, the surface of the non-woven fabric is sticky and there is a problem that the feel is remarkably deteriorated. In addition, as shown in Comparative Example 2, when the amount of copolymerization was too small, the bending resistance increased, and the sheet was hard and the result was inferior in texture.
一方、比較例1に示すように、ポリエチレングリコールの共重合量が多すぎる場合は、柔軟性は有しているものの、不織布表面がべたつき、触感が著しく劣るという問題が発生した。また、比較例2に示すように、共重合量が少なすぎる場合には剛軟度が高くなり、シートが硬く風合いに劣る結果であった。 Examples 1 and 2 were the results having excellent feel and high flexibility.
On the other hand, as shown in Comparative Example 1, when the copolymerization amount of polyethylene glycol is too large, although it has flexibility, the surface of the non-woven fabric is sticky and there is a problem that the feel is remarkably deteriorated. In addition, as shown in Comparative Example 2, when the amount of copolymerization was too small, the bending resistance increased, and the sheet was hard and the result was inferior in texture.
本発明を詳細にまた特定の実施態様を参照して説明したが、本発明の精神と範囲を逸脱することなく様々な変更や修正を加えることができることは当業者にとって明らかである。本出願は2018年1月25日出願の日本特許出願(特願2018-010254)、2018年9月28日出願の日本特許出願(特願2018-183755)に基づくものであり、その内容はここに参照として取り込まれる。
Although the invention has been described in detail and with reference to specific embodiments, it will be apparent to those skilled in the art that various changes and modifications can be made without departing from the spirit and scope of the invention. This application is based on the Japanese patent application filed on January 25, 2018 (Japanese Patent Application No. 2018-010254), the Japanese patent application filed on September 28, 2018 (Japanese Patent Application No. 2018-183755), the contents of which are incorporated herein by reference. Taken as a reference to
Claims (2)
- ポリエステル系樹脂にポリエチレングリコールを5重量%以上40重量%以下共重合した共重合ポリエステル系樹脂からなる単成分繊維で構成されたスパンボンド不織布であって、前記スパンボンド不織布のΔMRが0.5%以上15%以下である、スパンボンド不織布。 A spunbond nonwoven fabric composed of a monocomponent fiber comprising a copolymerized polyester resin obtained by copolymerizing 5% by weight or more and 40% by weight or less of polyethylene glycol in a polyester resin, wherein the ΔMR of the spunbonded nonwoven fabric is 0.5% Spunbond nonwoven fabric which is 15% or less.
- ポリエステル系樹脂がポリエチレンテレフタラートである、請求項1に記載のスパンボンド不織布。 The spunbonded nonwoven fabric according to claim 1, wherein the polyester resin is polyethylene terephthalate.
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019567123A JPWO2019146660A1 (en) | 2018-01-25 | 2019-01-23 | Spun bond non-woven fabric |
| KR1020207021147A KR102570892B1 (en) | 2018-01-25 | 2019-01-23 | spunbond nonwoven fabric |
| EP19743580.3A EP3744888A4 (en) | 2018-01-25 | 2019-01-23 | Spunbonded nonwoven fabric |
| SG11202006937PA SG11202006937PA (en) | 2018-01-25 | 2019-01-23 | Spunbonded nonwoven fabric |
| CN201980010085.2A CN111655919A (en) | 2018-01-25 | 2019-01-23 | Spun-bonded non-woven fabric |
| US16/964,243 US20210040660A1 (en) | 2018-01-25 | 2019-01-23 | Spunbonded nonwoven fabric |
| JP2023184872A JP2023178500A (en) | 2018-01-25 | 2023-10-27 | Spunbond nonwoven fabric, sanitary material, and spunbond nonwoven fabric manufacturing method |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018010254 | 2018-01-25 | ||
| JP2018-010254 | 2018-01-25 | ||
| JP2018183755 | 2018-09-28 | ||
| JP2018-183755 | 2018-09-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019146660A1 true WO2019146660A1 (en) | 2019-08-01 |
Family
ID=67396025
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/002142 WO2019146660A1 (en) | 2018-01-25 | 2019-01-23 | Spunbonded nonwoven fabric |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20210040660A1 (en) |
| EP (1) | EP3744888A4 (en) |
| JP (2) | JPWO2019146660A1 (en) |
| KR (1) | KR102570892B1 (en) |
| CN (1) | CN111655919A (en) |
| SG (1) | SG11202006937PA (en) |
| TW (1) | TWI776012B (en) |
| WO (1) | WO2019146660A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020016000A (en) * | 2018-07-26 | 2020-01-30 | 東レ株式会社 | Laminated nonwoven fabric |
| KR20240046863A (en) | 2021-08-26 | 2024-04-11 | 도레이 카부시키가이샤 | Spunbond nonwoven fabric and separator containing it |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102575845B1 (en) * | 2020-09-28 | 2023-09-11 | 도요보 엠씨 가부시키가이샤 | Long fiber nonwoven fabric and manufacturing method of long fiber nonwoven fabric |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5643321A (en) * | 1979-09-18 | 1981-04-22 | Toyobo Co Ltd | Improved production process of modified polyester |
| JPH0323646B2 (en) * | 1985-10-14 | 1991-03-29 | Teijin Ltd | |
| JP2001329429A (en) * | 2000-05-22 | 2001-11-27 | Toray Ind Inc | Polyester fiber having excellent hygroscopic property |
| JP2003336156A (en) | 2002-05-13 | 2003-11-28 | Toyobo Co Ltd | Polyester-based filament nonwoven fabric, moisture- permeable waterproof film using the same and packaging material |
| JP2006299424A (en) | 2005-04-15 | 2006-11-02 | Asahi Kasei Fibers Corp | Water-absorbing nonwoven fabric |
| JP2018010254A (en) | 2016-07-15 | 2018-01-18 | キヤノンファインテックニスカ株式会社 | Heating device and image forming apparatus |
| JP2018183755A (en) | 2017-04-27 | 2018-11-22 | 株式会社ノアテック | Wastewater treatment method |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6509091B2 (en) * | 1999-11-19 | 2003-01-21 | Wellman, Inc. | Polyethylene glycol modified polyester fibers |
| TW550313B (en) * | 2000-05-22 | 2003-09-01 | Toray Industries | Process for producing polyester fiber and polyester composition |
| JP4229115B2 (en) * | 2002-10-23 | 2009-02-25 | 東レ株式会社 | Nanofiber assembly |
| JP2004285548A (en) * | 2003-01-30 | 2004-10-14 | Toyobo Co Ltd | Functional fiber, fiber structural material of the same, and absorbent article |
| JP2007070467A (en) * | 2005-09-07 | 2007-03-22 | Teijin Fibers Ltd | Copolymerized polyester and fiber made thereof |
| KR101009750B1 (en) * | 2007-06-15 | 2011-01-19 | 코오롱인더스트리 주식회사 | Polyester spunbond nonwoven fabric and the preparation method thereof |
| CN101104964A (en) * | 2007-07-13 | 2008-01-16 | 中国石油化工股份有限公司 | Polyester fibre used for preparing high moisture absorption and high moisture exclusion polyester textile |
| CN101704941B (en) * | 2009-11-05 | 2011-11-23 | 江阴博伦化纤有限公司 | Method for preparing high-flexibility PET copolymer used in spun-lace non-woven fabrics |
| CN102041578B (en) * | 2010-11-16 | 2013-06-26 | 远纺工业(上海)有限公司 | Modified polyester filiform texture matter capable of extending by absorbing moisture |
| MY164820A (en) * | 2012-09-26 | 2018-01-30 | Toray Industries | Copolymerized polyester and polyester fiber formed from same |
| CN105369386A (en) * | 2014-08-11 | 2016-03-02 | 东丽纤维研究所(中国)有限公司 | Polyester fiber and preparation method thereof |
| CN104328531B (en) * | 2014-11-11 | 2016-04-20 | 江苏江南高纤股份有限公司 | Direct fabrics hydro-entangled non-woven fabric hydrophilic polyester staple fibre manufacture method |
| WO2017022569A1 (en) * | 2015-07-31 | 2017-02-09 | 東レ株式会社 | Poly(ethylene terephthalate) fiber and polyester resin |
-
2019
- 2019-01-23 US US16/964,243 patent/US20210040660A1/en active Pending
- 2019-01-23 WO PCT/JP2019/002142 patent/WO2019146660A1/en unknown
- 2019-01-23 KR KR1020207021147A patent/KR102570892B1/en active IP Right Grant
- 2019-01-23 EP EP19743580.3A patent/EP3744888A4/en active Pending
- 2019-01-23 CN CN201980010085.2A patent/CN111655919A/en active Pending
- 2019-01-23 SG SG11202006937PA patent/SG11202006937PA/en unknown
- 2019-01-23 JP JP2019567123A patent/JPWO2019146660A1/en active Pending
- 2019-01-25 TW TW108102855A patent/TWI776012B/en active
-
2023
- 2023-10-27 JP JP2023184872A patent/JP2023178500A/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5643321A (en) * | 1979-09-18 | 1981-04-22 | Toyobo Co Ltd | Improved production process of modified polyester |
| JPH0323646B2 (en) * | 1985-10-14 | 1991-03-29 | Teijin Ltd | |
| JP2001329429A (en) * | 2000-05-22 | 2001-11-27 | Toray Ind Inc | Polyester fiber having excellent hygroscopic property |
| JP2003336156A (en) | 2002-05-13 | 2003-11-28 | Toyobo Co Ltd | Polyester-based filament nonwoven fabric, moisture- permeable waterproof film using the same and packaging material |
| JP2006299424A (en) | 2005-04-15 | 2006-11-02 | Asahi Kasei Fibers Corp | Water-absorbing nonwoven fabric |
| JP2018010254A (en) | 2016-07-15 | 2018-01-18 | キヤノンファインテックニスカ株式会社 | Heating device and image forming apparatus |
| JP2018183755A (en) | 2017-04-27 | 2018-11-22 | 株式会社ノアテック | Wastewater treatment method |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020016000A (en) * | 2018-07-26 | 2020-01-30 | 東レ株式会社 | Laminated nonwoven fabric |
| JP7059850B2 (en) | 2018-07-26 | 2022-04-26 | 東レ株式会社 | Laminated non-woven fabric |
| KR20240046863A (en) | 2021-08-26 | 2024-04-11 | 도레이 카부시키가이샤 | Spunbond nonwoven fabric and separator containing it |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3744888A4 (en) | 2021-05-05 |
| JP2023178500A (en) | 2023-12-14 |
| TWI776012B (en) | 2022-09-01 |
| US20210040660A1 (en) | 2021-02-11 |
| KR102570892B1 (en) | 2023-08-25 |
| JPWO2019146660A1 (en) | 2021-01-28 |
| CN111655919A (en) | 2020-09-11 |
| KR20200110346A (en) | 2020-09-23 |
| TW201936699A (en) | 2019-09-16 |
| SG11202006937PA (en) | 2020-08-28 |
| EP3744888A1 (en) | 2020-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2023178500A (en) | Spunbond nonwoven fabric, sanitary material, and spunbond nonwoven fabric manufacturing method | |
| JP4943349B2 (en) | Spunbond nonwoven fabric | |
| WO2011122277A1 (en) | Nonwoven fabric | |
| WO2004059050A1 (en) | Hot-melt conjugate fiber | |
| TWI522507B (en) | Hot extensible fibers and nonwoven fabrics using them | |
| JP4131852B2 (en) | Heat-sealable composite fiber | |
| WO2021010357A1 (en) | Spun-bonded nonwoven fabric and laminated nonwoven fabric | |
| JP2005048350A (en) | Biodegradable nonwoven fabric and sanitary material, wrapping material and agricultural material using the same | |
| JP5276305B2 (en) | Mixed fiber non-woven fabric | |
| JP7259851B2 (en) | spunbond nonwoven fabric | |
| JP7059850B2 (en) | Laminated non-woven fabric | |
| TWI810398B (en) | Spunbond nonwovens, spunbond fibers, and laminated nonwovens | |
| JP5828550B2 (en) | Nonwoven manufacturing method | |
| JP3135054B2 (en) | Method for producing stretchable nonwoven fabric | |
| JP2022056856A (en) | Nonwoven fabric | |
| WO2024070158A1 (en) | Long-fiber nonwoven fabric, manufacturing method thereof, and sanitary material | |
| JP2022167302A (en) | Production method of spun-bonded nonwoven fabric | |
| JP2020139243A (en) | Melt-blown nonwoven fabric | |
| JP2020139245A (en) | Laminated nonwoven fabric | |
| JP2019163566A (en) | Polyester-based staple fiber and non-woven fabric using same | |
| JPH1088457A (en) | Elastic polyester-based nonwoven fabric and its production |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19743580 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019567123 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019743580 Country of ref document: EP Effective date: 20200825 |