WO2017065252A1 - 加熱装置 - Google Patents
加熱装置 Download PDFInfo
- Publication number
- WO2017065252A1 WO2017065252A1 PCT/JP2016/080478 JP2016080478W WO2017065252A1 WO 2017065252 A1 WO2017065252 A1 WO 2017065252A1 JP 2016080478 W JP2016080478 W JP 2016080478W WO 2017065252 A1 WO2017065252 A1 WO 2017065252A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- support
- pedestal
- flat plate
- heating
- heating device
- Prior art date
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D5/00—Supports, screens, or the like for the charge within the furnace
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D5/00—Supports, screens, or the like for the charge within the furnace
- F27D2005/0081—Details
Definitions
- the present invention relates to a heating device used in a hot press method.
- the hot press method is known as a method for producing high-strength press parts such as vehicles.
- a high-tensile steel plate is heated to a temperature of about 900 ° C., and the steel plate is press-molded with a relatively low-temperature press die and simultaneously cooled rapidly to quench the product ( JP, 2008-291284, A).
- the position of the support is lowered due to deformation of the pedestal, so the workpiece on the conveyor can be lowered to the height of the support. Therefore, the work cannot be transferred from the transfer machine to the support. Further, when the heated work is taken out from the support by the transporter, the manipulator of the transporter cannot be inserted into the lower surface of the work.
- One aspect of the present invention is a heating apparatus for heating a workpiece, wherein the heating furnace forms a closed space shielded from an external space in a state surrounded by a heat insulating material, and the heating furnace A heater that is provided and heats the workpiece, a support that supports the workpiece in the heating furnace, and a pedestal that holds the support.
- the pedestal includes a reinforcing member that increases the strength against deformation of the pedestal due to a work input through the support holding unit and a load of the support, with the base fixing unit and the support holding unit spaced apart from each other in the horizontal direction.
- the pedestal may be directly fixed to the wall of the heating furnace or indirectly fixed via an inclusion.
- the pedestal is easily deformed by receiving the load of the workpiece or the support.
- the portion of the pedestal that receives the load is provided with a reinforcing member, even if the pedestal is easily deformed by being exposed to a high temperature for a long time in the heating furnace in some embodiments, the deformation is suppressed.
- the pedestal includes a support surface that supports the support, and the reinforcing member is configured to increase the surface rigidity of the support surface of the pedestal.
- the support is a rod-like body that is arranged in the horizontal direction in the heating furnace and spaced apart from each other, and the pedestal is each end of the two rod-like bodies.
- Flat plate portions extending horizontally along the horizontal direction through the support holding portions, respectively, and the pedestal extending downward from a portion sandwiched between the two rod-like bodies in the flat plate portions.
- a columnar columnar portion that forms a fixed portion.
- the flat plate portion of the pedestal tends to have a moment that causes the side portions supporting the support to bend downward with the columnar portion as the center.
- the rib as a reinforcing member increases the surface rigidity of the flat plate portion particularly in the direction in which the two rod-shaped bodies are arranged, and even if the heating device is used for a long time, It can suppress that a flat plate part deform
- the rib protrudes downward in the flat plate portion.
- the direction in which the rib extends and the direction in which the two rod-shaped bodies extend intersect each other.
- the degree of freedom in designing the ribs and rods can be increased without crossing the two rods on the upper side of the flat plate portion.
- the position of the support holding portion and the position of the columnar portion are arranged apart from each other in the longitudinal direction of the two rod-shaped bodies, and each of the flat plates A column is provided at a position corresponding to each end of the two rod-shaped bodies on the lower side of the section.
- the flat plate portion is supported on the wall of the heating furnace via a support column, for example.
- the support may be brought into direct contact with the wall of the heating furnace or may be brought into contact with the upper end of the inclusion supported on the wall of the heating furnace.
- the flat plate portion there is a tendency for the flat plate portion to have a moment that causes the portion on the side supporting each end portion of the two rod-shaped bodies to bend downward with the columnar portion as a fulcrum.
- the heating device may be used for a long time depending on the embodiment.
- the support column is formed of a material having higher heat resistance than the pedestal.
- FIG. 1 It is side surface sectional drawing of the heating apparatus with the multistage heating furnace which is one Embodiment of this invention. It is a plane sectional view of the heating device of FIG. It is an expanded front view of the support body and heater of the workpiece
- the present invention can be applied to a heating apparatus having a heating furnace used in a hot press method.
- a heating apparatus having a heating furnace used in a hot press method.
- substrate is shown with the arrow.
- the description regarding the direction is made based on this direction.
- the “input side” when indicating the direction is also referred to as “front” and the “extraction side” is also referred to as “rear”.
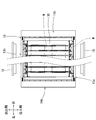
- the heating furnace 10 is configured such that a plurality of single-stage units are stacked and integrated between an upper frame 11 and a lower frame 12.
- the heating furnace 10 is configured to store the workpieces W in the vertical direction in the same number as the number of single-stage units and in the front-rear direction so that the workpieces W can be simultaneously heated.
- the number of stacked stages of single-stage units is determined by the number of workpieces W stored in the vertical direction
- the size of the heating furnace 10 in the front-rear and left-right directions is determined by the number and size of the workpieces W stored in the front-rear direction.
- a support frame 10a is provided below the lower frame 12, and the heating furnace 10 is supported on the base by the support frame 10a.
- Each single-stage unit is composed of an input side plate 13a, an extraction side plate 13b, a left side frame 14a and a right side frame 14b combined in a cross-beam shape, and a plurality of sheets are provided between the input side plate 13a and the extraction side plate 13b.
- the heater receiving plates 15 are inserted in a state of being arranged in the front-rear direction. In FIG. 2, the heater receiving plate 15 is hidden under a support 30 that supports the workpiece W.
- a plate-like heater 20 is placed on each heater receiving plate 15 so as to straddle each heater receiving plate 15. At this time, the contact portion between the heater receiving plate 15 and the heater 20 is electrically insulated.
- the heater 20 is an electric coil heater, a radiant tube, or the like, and its electrical connection is made through the left side frame 14a and the right side frame 14b.
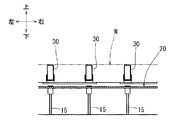
- a plurality of support bodies 30, which are rod-shaped bodies made of a heat-resistant metal (for example, SUS310S), are arranged in the left-right direction above each heater receiving plate 15 to support the workpiece W. It is provided along the front-rear direction.
- a heat-resistant metal for example, SUS310S
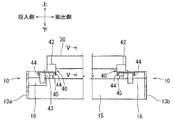
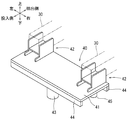
- Each support body 30 is a rectangular cylinder, and is inserted between the input side plate 13a and the extraction side plate 13b in the same manner as each heater receiving plate 15. Specifically, as shown in FIG. 4, the end of each support 30 is fixed to the input side plate 13 a and the extraction side plate 13 b via a pedestal 40.
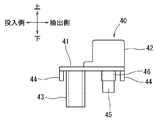
- the pedestal 40 includes a flat plate portion 41.
- the flat plate portion 41 is formed flat along the horizontal direction, and supports each end portion of the two support bodies 30 from below with one continuous support surface. Therefore, on the flat plate portion 41, two support body holding portions 42 for holding each one end portion of the support body 30 are provided.
- the pedestal 40 that holds one end of each of the two supports 30 has been described, but the pedestal that holds each other end of each of the two supports 30 can be configured in exactly the same way. Detailed explanation is omitted.
- the two support bodies 30 are made into 1 set, and each both ends of the two support bodies 30 are hold
- one support body 30 may be held by one pedestal 40 in some embodiments.
- the flat plate portion 41 is integrally provided with a columnar portion 43, and the columnar portion 43 has a portion sandwiched between two support holding portions 42 in the flat plate portion 41. It is fixed on the tip plate 16 on the side.
- the tip plate 16 is fixed to the wall surface of the input side plate 13a. Therefore, the base 40 is indirectly fixed to the wall of the heating furnace 10 (the input side plate 13a).
- the other end portion of the support 30 has the same structure, and is fixed to the extraction side plate 13b via the pedestal 40.
- a pair of ribs 44 are integrally formed as an example of a reinforcing member below the flat plate portion 41. These ribs 44 are formed on both sides of the columnar portion 43 in a state of being continuous along the direction in which the two support body holding portions 42 face each other.
- the flat plate portion 41 has an increased surface rigidity.
- the two support body holding portions 42 receive the weight of the two support bodies 30, and the flat plate portion 41 is flat against a load (moment) in which the left and right sides of the flat plate portion 41 are bent downward about the columnar portion 43.
- the strength of the portion 41 is increased. Therefore, even when the heating device is used for a long time, the flat plate portion 41 of the pedestal 40 that has received the moment can be prevented from being deformed by a creep phenomenon.
- the rib 44 may be formed on the upper side of the flat plate portion 41.
- the two support body holding portions 42 are provided on the upper side of the flat plate portion 41, so that the rib 44 and the two support body holding portions 42 are provided. Design considerations are necessary so that they do not interfere with each other.
- the rib 44 is formed on the lower side of the flat plate portion 41, such a consideration is not necessary, and there is an advantage that the degree of freedom in designing the rib 44 and the two support body holding portions 42 can be increased.
- only one rib 44 may be provided on the flat plate portion 41 of the base 40, or three or more ribs 44 may be provided. Further, instead of providing the plurality of ribs 44 along the same direction as described above, the ribs 44 may be provided in two or three directions crossing each other as another embodiment.
- the support column 45 is fitted and fixed to a support pipe 46 formed integrally with the lower side of the flat plate portion 41.
- the lower end of the support column 45 is placed on and supported by the upper end of the heater receiving plate 15.
- only one of the rib 44 and the support post 45 may be provided on the flat plate portion 41 of the base 40.
- the flat plate portion 41 is reinforced by the ribs 44 against the force that the both sides corresponding to the two support body holding portions 42 are bent downward with the columnar portion 43 as the center.
- the positions of the flat plate portion 41 corresponding to the two support holding portions 42 are separated from the columnar portion 43 even in the direction in which the support 30 extends (longitudinal direction of the support 30).
- 41 receives the force which the side corresponding to the two support body holding
- the position corresponding to the two support body holding portions 42 is supported by the heater receiving plate 15 via the support column 45 with respect to the force, and as a result of the flat plate portion 41 being exposed to a high temperature, the creep phenomenon is caused.
- the heater receiving plate 15 is the input side plate 13a or as mentioned above. Since it is being fixed to the wall surface of the extraction side plate 13b, the position corresponding to the two support body holding
- heat insulating materials are provided around each single-stage unit, on the lower surface of the upper frame 11 and on the upper surface of the lower frame 12. Therefore, the inside of the heating furnace 10 is a closed space shielded from the external space in a state surrounded by the heat insulating material.
- the heating furnace 10 is opened and closed with respect to the external space between the single stage units, between the upper frame 11 and the single stage unit, and between the lower frame 12 and the single stage unit.
- Shutters 18 are provided on the input side and the extraction side corresponding to each single-stage unit. Specifically, the shutter 18 is provided so as to be openable and closable above and below the left side frame 14a and the right side frame 14b in each single-stage unit.
- a heat insulating material is also provided on the inner wall side of the shutter 18.
- the work W is turned on one by one by sequentially opening the shutters 18 on the work input side one by one while the heater 20 is energized to generate heat. 2 and 3, the shutter 18 is then closed.
- the shutter 18 on the workpiece extraction side is sequentially opened one by one, and the workpiece W is extracted from the support 30 of each single stage unit. Is done.
- the extracted workpiece W is press-molded and quenched at the same time in the next step.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Resistance Heating (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Heat Treatment Of Articles (AREA)
- Furnace Details (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
ワークを加熱するための加熱装置であって、断熱材によって囲まれた状態で外部空間から遮蔽された閉空間を形成している加熱炉(10)と、該加熱炉(10)内に設けられてワークを加熱するヒータと、加熱炉(10)内でワークを支持する支持体(30)と、支持体(30)を保持する台座(40)とを備える。台座(40)は台座固定部となる柱状部(43)と支持体保持部(42)とが水平方向に互いに離間されている。台座(40)は、支持体保持部を通して入力されるワークや支持体の荷重による台座(40)の変形に対する強度を高めるリブ(44)及び支柱(45)を備える。
Description
本発明は、熱間プレス工法にて使用される加熱装置に関する。
車両等の高強度プレス部品の製法として、熱間プレス工法が知られている。熱間プレス工法は、高張力鋼板を約900度の温度まで加熱し、その鋼板を相対的に低温のプレス金型にてプレス成形すると同時に急速冷却して製品に焼き入れを行うものである(特開2008-291284号公報参照)。
一般的に熱間プレス工法では、熱効率向上の観点から一つの加熱炉にて複数枚の鋼板を連続的に加熱する連続加熱が行われている。
しかし、連続加熱の場合、加熱炉内部の部品は長時間高温に曝されるため、耐熱性の低い部品はクリープ現象により変形してしまうことがある。鋼板などのワークを加熱炉内で支持する支持体の台座がクリープ現象を起したとき、ワーク等の重量により台座が変形すると、各種問題が生ずる。
例えば、搬送機により搬送された加熱前のワークを支持体上に載せる場合、台座の変形により支持体の位置が低くなっているため、支持体の高さまで搬送機上のワークを下げることができず、搬送機から支持体にワークを移し変えることができなくなる。また、加熱されたワークを支持体上から搬送機により取り出す場合も、ワークの下面に搬送機のマニピュレータを挿入することができなくなる。
したがって、台座の変形に対する強度を高めることにより、台座が加熱炉内で長時間高温に曝されても、台座がクリープ現象により変形するのを抑制する必要がある。
本発明の1つの態様は、ワークを加熱するための加熱装置であって、断熱材によって囲まれた状態で外部空間から遮蔽された閉空間を形成している加熱炉と、該加熱炉内に設けられてワークを加熱するヒータと、前記加熱炉内でワークを支持する支持体と、前記支持体を保持する台座とを備える。前記台座は台座固定部と支持体保持部とが互いに水平方向に離間されており、支持体保持部を通して入力されるワークや支持体の荷重による前記台座の変形に対する強度を高める補強部材を備える。実施形態によって、前記台座は加熱炉の壁に直接固定されてもよいし、介在物を介して間接的に固定されてもよい。上記の構造では台座はワークや支持体の荷重を受けて変形しやすい。しかし台座のその荷重を受ける部位に補強部材を備えるため、実施例によっては台座が加熱炉内で長時間高温に曝されて変形し易い状態となってもその変形は抑制される。
本発明のひとつの実施形態では、前記台座が前記支持体を支持する支持面を備えており、前記補強部材は前記台座の支持面の面剛性を高める構成である。これにより、実施形態によっては台座が加熱炉内で長時間高温に曝されて変形し易い状態となっても変形は抑制される。
ひとつの実施形態では、前記支持体は、前記加熱炉内で水平方向に2本並べて、且つ互いに離間して設けられた棒状体であり、前記台座は、前記2本の棒状体の各端部をそれぞれ前記支持体保持部を介して下側から支持している水平方向に沿って平らな平板部と、該平板部において前記2本の棒状体に挟まれた部位から下側に延び前記台座固定部を成す柱形状の柱状部とを備えて成る。ひとつの実施形態では、前記補強部材は、前記平板部における前記柱状部を挟む両側位置で前記2本の棒状体が並ぶ方向に沿って連続した状態で、前記平板部から上側あるいは下側に突出した一対のリブである。この構造では、台座の平板部には、柱状部を中心として支持体を支持する両側部位を下方に撓ませるようなモーメントが働く傾向にある。実施形態によっては補強部材としてのリブにより特に2本の棒状体同士が並ぶ方向における平板部の面剛性が高められ、加熱装置が長時間に亘って使用された場合でも上記モーメントを受けた台座の平板部がクリープ現象により変形するのを抑制することができる。
ひとつの実施形態では、前記リブは、前記平板部において下側に突出している。実施形態によってはリブが延びる方向と2本の棒状体が延びる方向とが交叉する関係にある。しかし、上記の構造とすれば平板部の上側にある2本の棒状体と交錯することがなくリブ及び棒状体の設計の自由度を高めることができる。
別の実施形態では、前記台座の平板部上で前記支持体保持部の位置と前記柱状部の位置とは前記2本の棒状体の長手方向で互いに離間して配置されており、前記各平板部の下側には前記2本の棒状体の各端部に対応する位置に支柱が設けられている。平板部は例えば支柱を介して加熱炉の壁に支持される。平板部を支持するには、支柱は加熱炉の壁に直接当接させてもよいし、加熱炉の壁に支持された介在物の上端に当接させてもよい。この構造では、平板部には、柱状部を支点として2本の棒状体の各端部を支持する側の部位を下方に撓ませるようなモーメントが働く傾向にある。しかし、各平板部における2本の棒状体の各端部に対応する位置を支柱を介して加熱炉の壁に支持させれば、実施形態によっては加熱装置が長時間に亘って使用された場合でも上記モーメントを受けた台座の平板部がクリープ現象により変形するのを抑制することができる。
ひとつの実施形態では、前記支柱は、前記台座よりも耐熱性の高い材料にて形成されている。これにより、実施形態によっては台座の平板部が変形するのを抑制する機能を持った支柱が加熱炉内で長時間高温に曝されてもその機能を維持することができる。
以下、図面を参照しながら本発明の各種実施形態を説明する。ひとつの実施形態として、本発明は熱間プレス工法にて使用される加熱炉を持った加熱装置に適用できる。各図中、矢印により加熱装置を基盤上に設置した状態における各方向を示している。以下の説明において、方向に関する記述は、この方向を基準として行うものとする。なお、説明の都合上、方向を示す際の「投入側」を「前」、「抽出側」を「後」ともいう。
図1、2に示すように、加熱炉10は、上部フレーム11と下部フレーム12との間に、単段ユニットが複数段積み重ねられて一体化されて構成されている。加熱炉10は、ワークWを上下方向に単段ユニットの段数と同数、また、前後方向に2枚収納して同時に加熱可能とされている。上下方向に収納するワークWの枚数によって単段ユニットの積み重ね段数が決定され、前後方向に収納するワークWの枚数及び大きさによって加熱炉10の前後、左右方向の大きさが決定される。下部フレーム12の下部には支持フレーム10aが設けられ、支持フレーム10aによって加熱炉10が基盤上に支持されている。
各単段ユニットは、投入側プレート13a、抽出側プレート13b、左側面フレーム14a及び右側面フレーム14bを井桁状に組み合わせてなり、投入側プレート13aと抽出側プレート13bとの間には、複数枚のヒータ受けプレート15が前後方向に並べられた状態で介挿されている。図2では、ヒータ受けプレート15はワークWを支持する支持体30の真下に位置して隠れている。
図3に示すように、各ヒータ受けプレート15の上には、各ヒータ受けプレート15に跨って板状のヒータ20が載せられている。このとき、ヒータ受けプレート15とヒータ20との当接部は電気的に絶縁されている。ヒータ20は、電気コイル式ヒータ、ラジアントチューブなどであり、その電気接続が左側面フレーム14a及び右側面フレーム14bを介して行われている。
図3、4に示すように、各ヒータ受けプレート15の更に上方には、ワークWを支持するため、耐熱金属製(例えば、SUS310S)の棒状体である支持体30が複数本左右方向に並べて前後方向に沿って設けられている。
各支持体30は、四角筒体であり、各ヒータ受けプレート15と同様に、投入側プレート13aと抽出側プレート13bとの間に介挿されている。具体的には、図4に示すように、各支持体30の端部は、台座40を介して投入側プレート13a及び抽出側プレート13bに固定されている。
図6、7は、台座40を示す。台座40は平板部41を備え、平板部41は、水平方向に沿って平らに形成され、2本の支持体30の各一端部を一つの連続した支持面で下側から支持している。そのため、平板部41上には、支持体30の各一端部を保持するための支持体保持部42が2個設けられている。ここでは、2本の支持体30の各一端部を保持する台座40について説明したが、2本の支持体30の各他端部を保持する台座についても全く同様の構成とすることができるため、詳しい説明は省略する。このように、2本の支持体30が1セットとされて、2本の支持体30の各両端部が1個ずつの台座40によって保持されている。しかし実施形態によっては1つの台座40で1本の支持体30を保持してもよい。
図4、5に示すように、平板部41には柱状部43が一体に備えられており、柱状部43は、平板部41における2個の支持体保持部42に挟まれた部位を、下側で先端部プレート16上に固定している。先端部プレート16は、投入側プレート13aの壁面に固定されている。従って、台座40は、間接的に加熱炉10の壁(投入側プレート13a)に固定されていることになる。支持体30の他端部も同様の構造で、台座40を介して抽出側プレート13bに固定されている。
平板部41の下側には、補強部材の一例として一対のリブ44が一体に形成されている。これらのリブ44は、柱状部43を挟む両側位置に、2個の支持体保持部42が対向する方向に沿って連続した状態で形成されている。平板部41にリブ44が設けられることによって、平板部41は、その面剛性を高められている。その結果、2個の支持体保持部42が2本の支持体30の重量を受けて、柱状部43を中心として平板部41の左右両側が下方に撓まされる荷重(モーメント)に対して平板部41の強度を高められている。そのため、加熱装置が長時間に亘って使用された場合でも、上記モーメントを受けた台座40の平板部41がクリープ現象により変形するのを抑制することができる。
実施形態によっては、リブ44は平板部41の上側に形成することもできる。但し、リブ44を平板部41の上側に形成すると、平板部41の上側には、2個の支持体保持部42が設けられているため、リブ44と2個の支持体保持部42とが互いに干渉し合わないように設計上の考慮が必要となる。それに対し、リブ44を平板部41の下側に形成した場合は、そういう考慮を必要とせず、リブ44及び2個の支持体保持部42の設計の自由度を高められるメリットがある。また、実施形態によっては台座40の平板部41にはリブ44を1つのみ設けてもよいし、3つ以上設けてもよい。また複数のリブ44は、上述のように同じ方向に沿って設ける代わりに、別の実施形態として、互いに交叉する2方向、若しくは3方向に設けてもよい。
平板部41の下側で、2個の支持体保持部42に対応する位置には、それぞれ金属よりも耐熱性の高いセラミックス製の円柱形状の支柱45が設けられている。支柱45は、平板部41の下側に一体化して形成された支持パイプ46に嵌合して固定されている。一方、支柱45の下端は、ヒータ受けプレート15の上端に載せられて支持されている。実施形態によっては台座40の平板部41にはリブ44か支柱45のいずれか一方のみを設けてもよい。
上述のように、平板部41が柱状部43を中心として2個の支持体保持部42に対応する両側が下方に撓む力に対してはリブ44によって補強されている。しかし、平板部41の2個の支持体保持部42に対応する位置は、支持体30が延びる方向(支持体30の長手方向)においても柱状部43に対して離間しているため、平板部41は、柱状部43を支点として2個の支持体保持部42に対応する側が下方に撓む力を受ける。その力に対して、2個の支持体保持部42に対応する位置は、支柱45を介してヒータ受けプレート15に支持されているため、平板部41が高温に曝された結果、クリープ現象により変形し易い状態となってもその変形を抑制することができる。なお、平板部41の2個の支持体保持部42に対応する位置は、ヒータ受けプレート15に当接することによって支持されているが、ヒータ受けプレート15は、上述のように投入側プレート13a又は抽出側プレート13bの壁面に固定されているので、平板部41の2個の支持体保持部42に対応する位置は、加熱炉10の壁に支持されていることになる。
図1にてハッチングを施して示したように、各単段ユニットの周り、上部フレーム11の下面及び下部フレーム12の上面には、断熱材が設けられている。そのため、加熱炉10内は断熱材によって囲まれた状態で外部空間から遮蔽された一つの閉空間とされている。
図1、2に示すように、単段ユニット間及び上部フレーム11と単段ユニットとの間、並びに下部フレーム12と単段ユニットとの間には、加熱炉10を外部空間に対して開閉するためのシャッタ18が各単段ユニットに対応して投入側と抽出側にそれぞれ設けられている。具体的には、シャッタ18は、各単段ユニットにおける左側面フレーム14a及び右側面フレーム14bの上側及び下側に開閉可能にそれぞれ設けられている。また、シャッタ18の内壁側にも断熱材が設けられている。
以上の加熱装置が熱間プレス工法にて使用される場合、ヒータ20が発熱するように通電された状態で、ワーク投入側のシャッタ18が一つずつ順次開けられてワークWが各単段ユニットの支持体30上に図2、3に示すように置かれ、その後シャッタ18が閉じられる。支持体30上のワークWがヒータ20によって所定の約900度まで加熱されると、ワーク抽出側のシャッタ18が一つずつ順次開けられてワークWが各単段ユニットの支持体30上から抽出される。抽出されたワークWは、次工程にてプレス成形されると同時に焼き入れされる。
以上、本発明の特定の実施形態について説明したが、本発明の実施形態は以上の説明や図面に示した外観、構成に限定されず、当業者は本発明の要旨を変更しない範囲で種々の変更、追加、削除が可能である。
Claims (7)
- ワークを加熱するための加熱装置であって、
断熱材によって囲まれた状態で外部空間から遮蔽された閉空間を形成している加熱炉と、
該加熱炉内に設けられてワークを加熱するヒータと、
前記加熱炉内でワークを支持する支持体と、
前記支持体を保持する台座とを備え、
前記台座は台座固定部と支持体保持部とが互いに水平方向に離間されており、支持体保持部を通して入力されるワークや支持体の荷重による変形に対する強度を高める補強部材を備える加熱装置。 - 請求項1の加熱装置であって、
前記台座が前記支持体を支持する支持面を備えており、前記補強部材が前記台座の支持面の面剛性を高める構成である加熱装置。 - 請求項1または2の加熱装置であって、
前記支持体は、前記加熱炉内で水平方向に2本並べて、且つ互いに離間して設けられた棒状体であり、
前記台座は、前記2本の棒状体の各端部をそれぞれ前記支持体保持部を介して下側から支持している水平方向に沿って平らな平板部と、該平板部において前記2本の棒状体に挟まれた部位から下側に延び前記台座固定部を成す柱形状の柱状部とを備えて成る加熱装置。 - 請求項3の加熱装置であって、
前記補強部材は、前記平板部における前記柱状部を挟む両側位置で前記2本の棒状体が並ぶ方向に沿って連続的に前記平板部から上側あるいは下側に突出した一対のリブである加熱装置。 - 請求項4の加熱装置であって、
前記リブが前記平板部から下側に突出している加熱装置。 - 請求項3の加熱装置であって、
前記台座の平板部上で前記支持体保持部の位置と前記柱状部の位置とは前記2本の棒状体の長手方向で互いに離間しており、
前記各平板部の下側には前記2本の棒状体の各端部に対応する位置に支柱が設けられている加熱装置。 - 請求項6の加熱装置であって、
前記支柱が前記台座よりも耐熱性の高い材料にて形成されている加熱装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16855505.0A EP3364137B1 (en) | 2015-10-15 | 2016-10-14 | Heating device |
| CN201680059842.1A CN108139164B (zh) | 2015-10-15 | 2016-10-14 | 加热装置 |
| US15/768,644 US10612853B2 (en) | 2015-10-15 | 2016-10-14 | Heating device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-203650 | 2015-10-15 | ||
| JP2015203650A JP6491072B2 (ja) | 2015-10-15 | 2015-10-15 | 加熱装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017065252A1 true WO2017065252A1 (ja) | 2017-04-20 |
Family
ID=58517363
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/080478 WO2017065252A1 (ja) | 2015-10-15 | 2016-10-14 | 加熱装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10612853B2 (ja) |
| EP (1) | EP3364137B1 (ja) |
| JP (1) | JP6491072B2 (ja) |
| CN (1) | CN108139164B (ja) |
| WO (1) | WO2017065252A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112752942B (zh) * | 2018-09-28 | 2022-09-27 | 日铁综合工程株式会社 | 加热炉 |
| JP7336129B2 (ja) * | 2019-05-16 | 2023-08-31 | 富士電子工業株式会社 | 高周波焼入装置、並びに、長尺状ワークの支持装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003021468A (ja) * | 2001-07-10 | 2003-01-24 | Denkoo:Kk | 熱処理炉 |
| JP2007333272A (ja) * | 2006-06-14 | 2007-12-27 | Espec Corp | ラック、ラックシステム、熱処理装置、並びに、熱処理システム |
| JP2014034689A (ja) * | 2012-08-07 | 2014-02-24 | Yac Denko Co Ltd | 鋼板焼入用加熱装置 |
| JP2014077565A (ja) * | 2012-10-09 | 2014-05-01 | Toa Kogyo Kk | 多段式加熱炉 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3588059A (en) * | 1967-08-03 | 1971-06-28 | Huettenwerk Oberhausen Ag | Guide rail assembly for pusher-type furnace |
| US3739921A (en) * | 1971-10-01 | 1973-06-19 | Abar Corp | Fixture for heat treating furnaces |
| DE8802708U1 (de) * | 1988-03-01 | 1988-04-28 | Sigri GmbH, 8901 Meitingen | Aufsatz für Brennwagen |
| FR2793311B1 (fr) * | 1999-05-05 | 2001-07-27 | Snecma | Dispositif de chargement de pieces a traiter thermiquement |
| JP4317299B2 (ja) * | 1999-10-22 | 2009-08-19 | 株式会社日本テクノ | 熱処理用治具 |
| JP2004091894A (ja) * | 2002-09-02 | 2004-03-25 | Nissan Motor Co Ltd | 熱処理用のワーク保持装置 |
| CN1324670C (zh) * | 2002-09-29 | 2007-07-04 | 光洋热系统株式会社 | 热处理装置用工件装载装置 |
| JP5165279B2 (ja) | 2007-05-22 | 2013-03-21 | アイシン高丘株式会社 | 多段式加熱装置 |
| JP5478340B2 (ja) * | 2010-04-12 | 2014-04-23 | 株式会社Ihi | ミスト冷却装置及び熱処理装置 |
| CN102234707B (zh) * | 2010-04-30 | 2013-07-31 | 中国石油化工集团公司 | 一种热处理用支撑装置 |
| US9127886B2 (en) * | 2012-10-09 | 2015-09-08 | Toa Industries Co., Ltd. | Multistage furnace system |
| CN105745185B (zh) * | 2013-10-07 | 2018-11-20 | 圣戈本陶瓷及塑料股份有限公司 | 耐火制品 |
-
2015
- 2015-10-15 JP JP2015203650A patent/JP6491072B2/ja active Active
-
2016
- 2016-10-14 WO PCT/JP2016/080478 patent/WO2017065252A1/ja active Application Filing
- 2016-10-14 US US15/768,644 patent/US10612853B2/en active Active
- 2016-10-14 EP EP16855505.0A patent/EP3364137B1/en active Active
- 2016-10-14 CN CN201680059842.1A patent/CN108139164B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003021468A (ja) * | 2001-07-10 | 2003-01-24 | Denkoo:Kk | 熱処理炉 |
| JP2007333272A (ja) * | 2006-06-14 | 2007-12-27 | Espec Corp | ラック、ラックシステム、熱処理装置、並びに、熱処理システム |
| JP2014034689A (ja) * | 2012-08-07 | 2014-02-24 | Yac Denko Co Ltd | 鋼板焼入用加熱装置 |
| JP2014077565A (ja) * | 2012-10-09 | 2014-05-01 | Toa Kogyo Kk | 多段式加熱炉 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10612853B2 (en) | 2020-04-07 |
| EP3364137B1 (en) | 2020-10-07 |
| CN108139164A (zh) | 2018-06-08 |
| CN108139164B (zh) | 2019-11-15 |
| EP3364137A4 (en) | 2019-03-06 |
| JP6491072B2 (ja) | 2019-03-27 |
| US20180313608A1 (en) | 2018-11-01 |
| EP3364137A1 (en) | 2018-08-22 |
| JP2017075372A (ja) | 2017-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014034689A (ja) | 鋼板焼入用加熱装置 | |
| US11708620B2 (en) | Far-infrared radiation multi-stage type heating furnace for steel sheets for hot stamping | |
| CA2950880C (en) | Far-infrared radiation multi-stage type heating furnace for steel sheets for hot stamping | |
| CN108136598B (zh) | 针对加热炉的工件搬出搬入装置 | |
| JP5927355B2 (ja) | 熱間プレス用鋼板の遠赤外線式加熱炉 | |
| WO2017065252A1 (ja) | 加熱装置 | |
| JP2015229798A (ja) | 熱間プレス用鋼板の遠赤外線式加熱炉 | |
| CN105861790A (zh) | 一种斜齿条电热处理装置 | |
| WO2017065253A1 (ja) | 加熱装置 | |
| JP5956635B1 (ja) | 加熱装置 | |
| JP2015094023A (ja) | 加熱装置 | |
| JP5932431B2 (ja) | 加熱装置及び加熱方法 | |
| JP7382800B2 (ja) | 熱間プレス用鋼板の遠赤外線式多段型加熱炉 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16855505 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15768644 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016855505 Country of ref document: EP |