WO2015182128A1 - 鋼管用ねじ継手 - Google Patents
鋼管用ねじ継手 Download PDFInfo
- Publication number
- WO2015182128A1 WO2015182128A1 PCT/JP2015/002662 JP2015002662W WO2015182128A1 WO 2015182128 A1 WO2015182128 A1 WO 2015182128A1 JP 2015002662 W JP2015002662 W JP 2015002662W WO 2015182128 A1 WO2015182128 A1 WO 2015182128A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- thread
- screw
- threaded joint
- steel pipes
- top surface
- Prior art date
Links
- 238000000576 coating method Methods 0.000 claims abstract description 139
- 239000011248 coating agent Substances 0.000 claims abstract description 126
- 239000007787 solid Substances 0.000 claims abstract description 119
- 229910000831 Steel Inorganic materials 0.000 claims description 61
- 239000010959 steel Substances 0.000 claims description 61
- 238000003780 insertion Methods 0.000 claims description 42
- 230000037431 insertion Effects 0.000 claims description 42
- 238000000034 method Methods 0.000 claims description 20
- 230000008569 process Effects 0.000 claims description 14
- 230000002159 abnormal effect Effects 0.000 abstract description 4
- 238000009826 distribution Methods 0.000 description 24
- 230000000694 effects Effects 0.000 description 20
- 238000007711 solidification Methods 0.000 description 13
- 230000008023 solidification Effects 0.000 description 13
- 206010010904 Convulsion Diseases 0.000 description 11
- 230000008878 coupling Effects 0.000 description 9
- 238000010168 coupling process Methods 0.000 description 9
- 238000005859 coupling reaction Methods 0.000 description 9
- 239000000314 lubricant Substances 0.000 description 9
- 230000001050 lubricating effect Effects 0.000 description 9
- 238000012360 testing method Methods 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 239000003129 oil well Substances 0.000 description 7
- 239000007921 spray Substances 0.000 description 7
- 238000009434 installation Methods 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 239000012530 fluid Substances 0.000 description 5
- 230000003247 decreasing effect Effects 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 230000002411 adverse Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000012943 hotmelt Substances 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000004519 grease Substances 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000000344 soap Substances 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 235000013869 carnauba wax Nutrition 0.000 description 1
- 239000004203 carnauba wax Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- NMJORVOYSJLJGU-UHFFFAOYSA-N methane clathrate Chemical compound C.C.C.C.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O NMJORVOYSJLJGU-UHFFFAOYSA-N 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 239000002343 natural gas well Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000010248 power generation Methods 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- BDHFUVZGWQCTTF-UHFFFAOYSA-M sulfonate Chemical compound [O-]S(=O)=O BDHFUVZGWQCTTF-UHFFFAOYSA-M 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21B—EARTH OR ROCK DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B17/00—Drilling rods or pipes; Flexible drill strings; Kellies; Drill collars; Sucker rods; Cables; Casings; Tubings
- E21B17/02—Couplings; joints
- E21B17/04—Couplings; joints between rod or the like and bit or between rod and rod or the like
- E21B17/042—Threaded
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L15/00—Screw-threaded joints; Forms of screw-threads for such joints
- F16L15/001—Screw-threaded joints; Forms of screw-threads for such joints with conical threads
- F16L15/003—Screw-threaded joints; Forms of screw-threads for such joints with conical threads with sealing rings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L15/00—Screw-threaded joints; Forms of screw-threads for such joints
- F16L15/001—Screw-threaded joints; Forms of screw-threads for such joints with conical threads
- F16L15/002—Screw-threaded joints; Forms of screw-threads for such joints with conical threads with more then one threaded section
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L15/00—Screw-threaded joints; Forms of screw-threads for such joints
- F16L15/001—Screw-threaded joints; Forms of screw-threads for such joints with conical threads
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L15/00—Screw-threaded joints; Forms of screw-threads for such joints
- F16L15/04—Screw-threaded joints; Forms of screw-threads for such joints with additional sealings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L15/00—Screw-threaded joints; Forms of screw-threads for such joints
- F16L15/06—Screw-threaded joints; Forms of screw-threads for such joints characterised by the shape of the screw-thread
Definitions
- the present invention relates to a threaded joint used for connecting steel pipes.
- oil wells natural gas wells
- OCTG OilOCTublar Goods
- the steel pipes are sequentially connected and a threaded joint is used for the connection.
- This threaded joint for steel pipes is required to have a function of quickly performing a fastening operation for connecting the steel pipes and a dismantling operation for removing the steel pipes.
- high reliability is required for steel pipe threaded joints in terms of strength and sealing performance.
- Steel screw joint types are roughly classified into coupling types and integral types.
- one of the pair of pipes to be connected is a steel pipe
- the other pipe is a coupling.
- male screw portions are formed on the outer periphery of both ends of the steel pipe
- female screw portions are formed on the inner periphery of both ends of the coupling.
- a steel pipe and a coupling are connected.
- both of the pair of pipes to be connected are steel pipes, and no separate coupling is used.
- a male thread part is formed in the outer periphery of the one end part of a steel pipe
- a female thread part is formed in the inner periphery of the other end part.
- one steel pipe and the other steel pipe are connected.
- the joint portion of the pipe end portion where the male screw portion is formed includes an element inserted into the female screw portion, and is therefore referred to as a pin.
- the joint portion of the pipe end portion where the female thread portion is formed includes an element that receives the male thread portion, and is therefore referred to as a box. Since these pins and boxes are the ends of the pipe material, they are both tubular.
- a threaded joint for steel pipes As a threaded joint for steel pipes, a threaded joint having a threaded portion constituted by a buttress screw or a round screw defined by API (American Petroleum Institute) standard is widely used.
- the flank angle of the inclined surface (hereinafter referred to as “load flank surface” or “load surface”) that is contacted in the state where the fastening is completed is 3 ° with respect to a plane perpendicular to the joint axis (tube axis).
- the flank angle of the slope opposite to the load flank surface (hereinafter referred to as “insertion flank surface” or “insertion surface”) is 10 ° with respect to a plane perpendicular to the joint axis (tube axis).
- the screw height of the screw thread is 1.575 mm.
- the width of the thread is approximately 2.5 mm.
- the insertion surfaces do not contact each other when the fastening is completed.
- a gap of approximately 0.025 mm to 0.178 mm is formed in the pipe axis direction between the insertion surfaces.
- the API standard buttress screw has a flank angle of 3 ° on the load surface, and the load surface is inclined at a regular angle. For this reason, when a very high tensile load is applied, there is a risk that a phenomenon that the screw is completely pulled out, that is, a so-called jump-out occurs.
- the API-standard buttress screw is basically designed so that a screw gap is formed only between the insertion surfaces and a narrow screw gap is formed in a state where the fastening is completed. For this reason, during fastening, the applied lubricant is sealed in the screw gap and temporarily becomes very high pressure, and the torque required for screwing may become excessively high or unstable.
- FIG. 1 is a longitudinal sectional view showing an example of a modified buttress screw in a conventional special threaded joint.
- the direction in which the pin 10 is screwed into the box 20 is indicated by a white arrow.
- the pin 10 is provided with a male screw part 11, and the box 20 is provided with a female screw part 21 into which the male screw part 11 of the pin 10 is screwed.
- the male screw portion 11 includes a flat screw thread top surface 12, a flat screw valley bottom surface 13, an insertion flank surface 14, and a load flank surface 15 opposite to the insertion flank surface.
- the female screw portion 21 includes a flat screw thread top surface 22 facing the screw thread bottom surface 13 of the male screw portion 11, a flat screw thread bottom surface 23 facing the screw thread top surface 12 of the male screw portion 11, and an insertion flank surface of the male screw portion 11. 14 and a load flank surface 25 facing the load flank surface 15 of the male screw portion 11.
- the pin 10 and the box 20 each have a shoulder portion (torque shoulder).
- the shoulder portions are pressed against each other as the pin 10 is screwed, and serve as a stopper that restricts the screwing of the pin 10. Further, the shoulder portion plays a role of applying a so-called screw tightening axial force to the load flank surfaces 15 and 25 in a state where the fastening is completed.
- the screw shown in FIG. 1 has a flank angle ⁇ of the load surfaces 15 and 25 of ⁇ 3 °, and a distance of about 0.2 mm between the screw thread top surface 12 of the male screw part 11 and the screw thread bottom face 23 of the female screw part 21. This is almost the same as an API standard buttress screw except that a screw gap is formed.
- a work place and a fence are provided directly above the well well, and a box having an internal thread portion is fixed to the platform, for example.
- a steel pipe which is a pin having a male thread portion, is lifted directly above a box fixed to the platform, and screwed while being lowered.
- ⁇ Grease compound which is a lubricant, is applied to the screw portion of the pin and box, and the pin and box are fastened using a special fastening machine called a power tong.
- the screw part is designed so that the bottom face of the male thread part and the top face of the female thread part interfere with each other as the screwing progresses, and the tightening torque gradually increases as the screwing progresses. Furthermore, when the shoulder portions abut each other, the rotational resistance of screwing increases rapidly, and the tightening torque increases rapidly. The phenomenon that the shoulder portion strikes is called shouldering, and the tightening torque at the moment of shouldering is called shouldering torque.
- the screw fastening operation at the oil well site is performed while appropriately setting the target torque of the tightening torque between the shouldering torque and the overtorque and monitoring the tightening torque.
- Patent Document 1 discloses a threaded joint in which a thin lubricating film without stickiness is formed on a thread portion of a pin and a box.
- This lubricating coating is obtained by dispersing solid lubricant particles in a solid matrix that exhibits rheological behavior (flow characteristics) of a plastic type or a viscoplastic type.
- the matrix preferably has a melting point in the range of 80 to 320 ° C., and is formed into a film by spray application in a molten state (hot melt spray method), thermal spraying using a powder, or spray application of an aqueous emulsion.
- a coating composition used in the hot melt process contains polyethylene as a thermoplastic polymer, contains wax (eg, carnauba wax) and metal soap (eg, zinc stearate) as a lubricating component, and corrodes. Contains calcium sulfonate as an inhibitor.
- Patent Document 2 discloses a threaded joint for steel pipes in which different solid coatings are formed on the screw portions of the pin and the box.
- the film of the pin is a solid anticorrosive film mainly composed of an ultraviolet curable resin, and is preferably transparent.
- the coating of the box is preferably made of a composition containing a thermoplastic polymer, wax, metal soap, a corrosion inhibitor, a water-insoluble liquid resin and a solid lubricant, and is a plastic mold or viscoplastic formed by a hot melt method. It is a solid lubricating coating showing the rheological behavior of the mold.
- Both of these solid lubricating coatings and solid anticorrosion coatings are plastic or viscoplastic semi-solid with fluidity when applied, and threaded joints using a brush, spray, etc. so that the film thickness is as uniform as possible.
- the applied lubricant is subjected to a curing process (cooling, ultraviolet irradiation, etc.) according to the characteristics of each film to be solidified to form a solid film.
- the above-mentioned coating is actually a non-uniform film thickness distribution from application to the threaded portion until solidification, as has become clear from the results of investigations and observations by the inventors described later. Occurs. Specifically, the film thickness is reduced at the corners of the thread and the film thickness is increased at the corners of the bottom of the thread valley. In addition, in a buttress screw having a flat thread crest surface and a flat thread trough bottom surface, the film thickness at the center of the thread crest top surface is particularly thick. Not thick. The film thickness distribution of such a film is maintained even after solidification, and the film thickness of the solid film becomes non-uniform.
- the solid coating is too thin, the bare metal of the screw part is exposed and seized by sliding during the fastening of the screw joint. That is, a solid coating that is too thin does not serve as a lubricating coating. For this reason, the solid coating requires a certain film thickness. However, if the lubricant is applied so as to ensure a sufficient film thickness at the screw thread corner portion where the film thickness is the thinnest, the film thickness becomes excessively thick in other regions, particularly in the central portion of the thread top surface. The thick solid coating after solidification is easy to peel off, and the adhesion and durability of the coating are low.
- the tightening torque-turn diagram is a graph showing the torque reaction force in the tightening process with the vertical axis representing the tightening torque and the horizontal axis representing the number of tightening turns. This diagram is also referred to as a torque chart.
- Patent Documents 1 and 2 do not mention any adverse effects due to the non-uniform film thickness of the solid film, and do not pay attention to the uniformization of the solid film.
- Patent Documents 1 and 2 there are many techniques related to solid coatings for threaded joints for steel pipes. In any of them, methods for solving the above-mentioned problems caused by uneven film thickness have been completely studied. Not.
- An object of the present invention is to provide a threaded joint for steel pipes that can prevent seizure and occurrence of abnormal fastening torque during fastening even if a solid coating is provided on the threaded portion.
- a threaded joint for steel pipes includes a tubular pin having a male threaded portion of a taper screw and a tubular box having a female threaded portion of a taper screw, and the male threaded portion is connected to the female threaded portion. It is a threaded joint for steel pipes that is screwed to fasten the pin and the box.
- the threaded joint is On the surface of at least one of the male screw part and the female screw part, it is provided with a solid coating formed by applying a curing process after application, having fluidity at the time of application, With the fastening completed, it will have one of the following configurations:
- the screw thread top surface of the male screw portion and the screw thread bottom surface of the female screw portion facing each other are flat, and a gap is formed between the flat surfaces;
- the screw thread bottom surface of the male screw portion and the screw thread top surface of the female screw portion facing each other are flat, and a gap is formed between the flat surfaces; or
- the screw thread top surface of the male screw part and the female screw part of the male screw part and the female screw part of the male screw part facing each other are formed such that the screw thread top surface of the male screw part and the screw thread bottom face of the female screw part are flat,
- the top surface of the screw thread is flat, and a gap is formed between the flat surfaces.
- One or a plurality of spiral grooves corresponding to the lead angle of the screw are provided in advance on the flat surface on which the solid coating is formed among the flat surfaces on which the gap is formed.
- the maximum depth of the groove is 30 ⁇ m or more and 1/5 or less of the screw height.
- the above threaded joint can be configured as follows.
- the male screw portion and the female screw portion each include a screw thread top surface, a screw valley bottom surface, an insertion flank surface, and a load flank surface.
- the above threaded joint can be configured as follows.
- the solid coating is formed on the male screw part, and the gap is formed between flat surfaces of the screw thread top surface of the male screw part and the screw valley bottom surface of the female screw part,
- the groove is provided on the top surface of the screw thread of the male screw portion.
- the solid coating is formed on the male screw portion, and the gap is formed between flat surfaces of the thread valley bottom surface of the male screw portion and the screw thread top surface of the female screw portion,
- the groove is provided on the bottom surface of the thread root of the male thread portion.
- the solid coating is formed on the male screw part, and the gap is formed between flat surfaces of the screw thread top surface of the male screw part and the screw thread bottom surface of the female screw part, and the screw valley bottom surface of the male screw part. It is formed between flat surfaces of the female thread portion and the top surface of the screw thread, The groove is provided on the top surface of the screw thread and the bottom surface of the thread valley of the male screw portion.
- the solid coating is formed on the female screw portion, and the gap is formed between flat surfaces of the screw thread top surface of the male screw portion and the screw valley bottom surface of the female screw portion,
- the groove is provided on the bottom surface of the thread root of the female thread portion.
- the solid coating is formed on the female screw portion, and the gap is formed between flat surfaces of the thread valley bottom surface of the male screw portion and the screw thread top surface of the female screw portion,
- the groove is provided on the top surface of the screw thread of the female screw portion.
- the solid coating is formed on the female screw portion, and the gap is between flat surfaces of the screw thread top surface of the male screw portion and the screw thread bottom surface of the female screw portion, and the screw valley bottom surface of the male screw portion. It is formed between flat surfaces of the female thread portion and the top surface of the screw thread, The groove is provided on the bottom surface of the screw thread and the top surface of the screw thread of the female screw portion.
- the above threaded joint can be configured as follows.
- the insertion flank surface of the male screw portion and the insertion flank surface of the female screw portion facing each other in a state where the fastening is completed do not contact each other.
- the cross-sectional shape of the groove is a trapezoidal shape, a rectangular shape, a triangular shape, an arc shape, or an elliptical arc shape.
- the above threaded joint can be configured as follows.
- the R dimension of the round chamfered corners at both ends in the cross section of the groove is smaller than the R dimension of the round chamfered corners of the thread crest surface and the load flank surface.
- the above threaded joint is preferably configured as follows.
- the total width of the groove is 1/3 or more of the entire width of the flat surface.
- the above threaded joint can be configured as follows.
- the pin and the box each have one or two shoulder portions that come into contact with each other during the screwing process.
- each of the pin and the box includes one or two seal portions that come into contact with each other in a state where the fastening is completed.
- the male screw portion of the pin and the female screw portion of the box are respectively a two-stage screw or a three-stage screw formed by being divided into two or three along the tube axis direction.
- the threaded joint for steel pipes of the present invention has the effect of preventing seizure and occurrence of abnormal fastening torque during fastening even if the threaded portion is provided with a solid coating.
- FIG. 1 is a longitudinal sectional view showing an example of a modified buttress screw employed in a thread portion in a conventional special threaded joint.
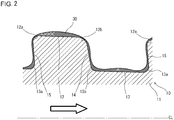
- FIG. 2 is a longitudinal sectional view showing a state in which a coating is formed on the modified buttress screw of the male screw portion of the pin.
- FIG. 3 is a longitudinal sectional view showing a state in which a coating is formed on the male thread portion of the pin in the threaded joint according to the first embodiment of the present invention.
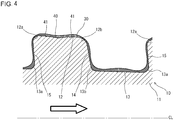
- FIG. 4 is a longitudinal sectional view showing a state in which a coating is formed on the male thread portion of the pin in the threaded joint according to the second embodiment of the present invention.
- FIG. 1 is a longitudinal sectional view showing an example of a modified buttress screw employed in a thread portion in a conventional special threaded joint.
- FIG. 2 is a longitudinal sectional view showing a state in which a coating is formed on the modified buttress screw of the male screw portion of the pin.
- FIG. 3 is a longitudinal section
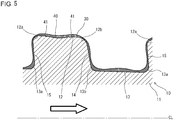
- FIG. 5 is a longitudinal cross-sectional view which shows the condition where the film was formed in the external thread part of a pin in the threaded joint which is 3rd Embodiment of this invention.
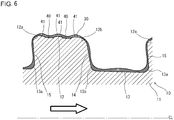
- FIG. 6 is a longitudinal cross-sectional view which shows the condition where the film was formed in the external thread part of a pin in the threaded joint which is 4th Embodiment of this invention.
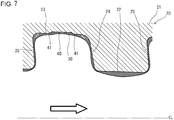
- FIG. 7 is a longitudinal cross-sectional view which shows the condition where the film was formed in the internal thread part of the box in the threaded joint which is 5th Embodiment of this invention.
- FIG. 8 is a longitudinal cross-sectional view which shows the condition where the film was formed in the internal thread part of the box in the threaded joint which is 6th Embodiment of this invention.
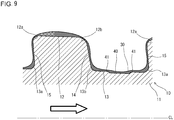
- FIG. 9 is a longitudinal cross-sectional view which shows the condition where the film was formed in the external thread part of a pin in the threaded joint which is 7th Embodiment of this invention.
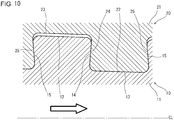
- FIG. 10 is a longitudinal sectional view showing an example of a thread portion in a threaded joint according to an eighth embodiment of the present invention that employs a high torque screw.
- FIG. 11 is a longitudinal sectional view showing a state in which a coating is formed on a male thread portion of a pin in a conventional threaded joint employing a high torque screw.
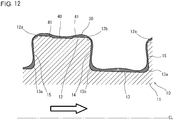
- FIG. 12 is a longitudinal sectional view showing a situation in which a coating is formed on the male thread portion of the pin in the threaded joint which is the eighth embodiment of the present invention employing a high torque screw.
- FIG. 13 is a longitudinal sectional view showing an example of the threaded joint of the present invention.
- FIG. 14 is a longitudinal sectional view showing an example of the threaded joint of the present invention.
- the inventors first conducted a detailed investigation and observation by paying attention to the coating before solidification applied to the screw portion in order to form a solid coating, and a mechanism in which a non-uniform film thickness distribution of the coating occurs. And the tendency of its film thickness distribution was investigated.
- FIG. 2 is a longitudinal sectional view showing a state in which a coating is formed on the surface of a modified buttress screw employed in a conventional special screw joint.
- the male screw portion 11 of the pin 10 shown in FIG. 2 is employed in the conventional screw joint shown in FIG. 1, and forms a pair with the female screw portion of the box.
- a gap is formed between the surfaces of the screw thread top surface 12 of the male screw portion 11 and the screw valley bottom surface of the female screw portion, and the surface between the insertion surface 14 of the male screw portion 11 and the insertion surface of the female screw portion.
- a gap is formed between them.
- the thread valley bottom surface 13 of the male screw portion 11 contacts (interferences) with the screw thread top surface of the female screw portion.
- the surfaces of the load surface 15 of the male screw portion 11 and the load surface of the female screw portion are brought into contact with each other by a tightening axial force.
- the screw thread top surface 12 and the screw thread bottom surface 13 are flat surfaces.
- the above-described fluid film is applied to the male thread portion 11 of the pin 10, and the solid film 30 is formed by applying a curing process to the film.
- the portion where the thickness of the solid coating 30 is the thinnest is the corner portion of the thread, that is, the round chamfered corner portion 12 a that connects the thread top surface 12 and the load surface 15, and the screw top surface 12. It is a round chamfered corner portion 12 b that connects the insertion surface 14.
- the portions where the thickness of the solid coating 30 is the thickest are the corners of the screw valley bottom, that is, the round chamfered corners 13 a that connect the thread valley bottom surface 13 and the load surface 15, and the circles that connect the screw valley bottom surface 13 and the insertion surface 14.
- a chamfered corner 13b The second thinnest part of the solid coating 30 is the load surface 15 and the insertion surface 14.
- the second thickest portion of the solid coating 30 is the central portion of the screw top surface 12.
- the film thickness of the central portion of the thread valley bottom surface 13 is thicker than the central portion of the screw thread top surface 12.
- Such a non-uniform film thickness distribution of the solid coating occurs for the following reasons. Since the film before solidification is in a fluid semi-solid state, it flows due to surface tension. For a semi-solid film, the surface tension acts in a direction that reduces the free energy at the interface of the film exposed to the atmosphere. In other words, the surface tension acts in the direction of reducing the surface area of the free surface of the coating as much as possible. On the other hand, the surface of the screw part to which the coating is applied is an uneven surface called a screw.
- the surface portion having a curvature such as the corner of the thread and the corner of the thread root By the action of the surface tension, it flows so that the surface area of the coating becomes small before solidifying. Also, gravity acts to some extent on the semi-solid coating applied to the threaded portion. Due to these influences, a non-uniform film thickness distribution of the coating occurs.
- the final film thickness distribution is determined by the balance between the above surface tension and gravity, and the fluidity (viscosity) and wettability of the semi-solid film. Further, when the coating is applied while rotating the pin, centrifugal force or the like also affects the film thickness distribution.
- Both the screw thread top surface and the screw thread bottom surface are flat surfaces, but the film extruded from the corners at both ends of the screw thread accumulates at the center of the screw thread top surface, so that the film thickness is increased.
- the film is sucked into the corners at both ends of the bottom face of the screw valley, so that the film thickness cannot be as thick as the central part of the top face of the screw thread. Such a situation is the same for the female screw portion of the box.
- the film thickness distribution varies greatly depending on the properties of the applied coating in a semi-solid state. For example, when a coating having properties close to those disclosed in Patent Document 1 is employed, in order to avoid seizure or the like during fastening of the threaded joint, the corner of the thread that tends to be the thinnest is formed. In order to secure a film thickness of about 10 to 20 ⁇ m at a minimum, the film thickness at the center of the top surface of the screw thread exceeds 100 ⁇ m.
- the inventors of the present invention tried to reduce the non-uniform film thickness distribution of the film by adjusting the properties of the film that affect the fluidity and wettability of the semi-solid film. However, only by adjusting the film properties, the non-uniform film thickness distribution cannot be effectively reduced, leading to the conclusion that there is a limit.
- the present inventors have focused on the fact that the main factor causing the non-uniform film thickness distribution is the surface tension based on the generation mechanism of the film thickness distribution described above, and obtained the following knowledge.
- the surface tension causes a differential pressure at the interface that is proportional to the curvature of the interface (inversely proportional to the radius of curvature).
- This differential pressure becomes a driving force for causing the coating to flow.
- the semi-solid film flows until the driving force and the object force such as gravity are balanced, resulting in a non-uniform film thickness distribution.
- the driving force that causes the non-uniform film thickness distribution of the coating strongly depends on the curvature of the interface, that is, the shape of the surface on which the coating is applied. From this, it can be said that the film thickness distribution of the solid coating can be controlled by making the surface on which the coating is applied an appropriate shape.
- a solid coating 30 is formed on the male screw portion 11 of the pin 10 and the surfaces of the screw thread top surface 12 and the screw thread bottom surface of the female screw portion are flat with each other in a state where the fastening is completed.
- a gap is formed.
- the semi-solid film on the top surface 12 of the screw thread spreads and becomes thinner.
- the groove is a spiral groove that matches the lead angle of the screw of the male screw portion 11.
- the film thickness of the solid coating tends to increase. If this film thickness is too thick, it adversely affects not only the adhesion and durability of the film but also the tightening torque during screw joint fastening. For this reason, it is extremely useful to reduce the thickness of the solid coating on the thread top surface 12.
- a solid coating is formed on the male threaded part of the pin, but a case where a gap is formed between the flat thread valley bottom face and the thread top face of the female threaded part when fastening is completed is considered.
- the film thickness of the solid coating on the bottom surface of the thread valley is too large, not only the adhesion and durability of the coating are adversely affected, but also the tightening torque at the time of fastening the screw joint. If the bottom surface of the screw valley is a flat surface, the film thickness of the solid coating here tends to be thicker than the top surface of the screw thread as described above.
- the groove is also a spiral groove that matches the lead angle of the screw of the male screw portion 11.
- the object on which the solid coating is formed is the male screw part, and the object in which the gap is formed in the state where the fastening is completed is between the surfaces of the screw thread top surface of the male screw part and the thread valley bottom surface of the female screw part.
- the threaded joint in this case is a special threaded joint that employs a modified buttress screw.
- the cross-sectional area of the dangerous cross section of the box is a cross-sectional area at the bottom of the thread valley of the meshing end of the screw.
- the magnitude of the tensile load that the threaded joint can withstand is determined by the size of its cross-sectional area.
- the present inventors conducted extensive studies. As a result, depending on the semi-solid state of the coating film to be applied, the groove depth in the case of providing a groove on the screw thread top surface of the male screw portion does not need to be larger than at least the gap on the screw thread top surface. I found. If the depth of the groove formed on the top surface of the screw thread is about several to 20 times the minimum film thickness required for the film, the film in the semi-solid state on the top surface of the screw thread is thin due to surface tension. It spreads and becomes thinner. More specifically, the depth of the groove formed on the top surface of the screw thread may be 30 ⁇ m or more. On the other hand, the upper limit of the depth of the groove may be 1/5 or less of the screw height. This is because the rigidity of the thread itself can be secured. In addition, the film thickness around the groove does not become too thin, and a decrease in seizure resistance can be suppressed. Further, it is possible to prevent waste of the coating.
- the present inventors have made various studies on the cross-sectional shape of the groove when the groove is provided on the top surface of the screw thread of the male screw portion.
- the cross-sectional shape of the groove is a trapezoidal shape, a rectangular shape, a triangular shape, an arc shape, an elliptical arc shape, or a combination of these, a certain effect can be obtained on the thinning of the coating on the top surface of the screw thread. It was found that it can be obtained.
- round chamfered corners are formed at both ends in the cross section of the groove, and the R dimension of the round chamfered corners is small.
- the surface tension acts on the semi-solid film on the top surface of the screw thread so as to reduce the film thickness at the round chamfered corners at both ends in the cross section of the groove.
- the large surface tension draws a film around the round chamfered corner, particularly a film at the center of the thread crest surface, and acts in the direction of reducing the film thickness.
- the thickness of the coating on the top surface of the screw thread can be uniformly reduced.
- the R dimension of the round chamfered corners at both ends in the cross section of the groove is set to be the two corners of the thread (round chamfering between the top surface of the thread and the load surface) in order to effectively suppress the remarkable thinning of the coating at the threaded corners. It should be smaller than the R dimension of the corners, round chamfered corners of the thread crest surface and the insertion surface.
- the R dimension of the round chamfered corner part between the screw thread top surface and the load surface is smaller in both corners of the thread, so that the R dimension of the round chamfered corner part at both ends of the groove should be smaller than this.
- the R dimension of the round chamfered corners at both ends of the groove is substantially the same as the depth of the groove.
- the present inventors have made various studies on the width of the groove when the groove is provided on the top surface of the screw thread of the male screw portion and the number of grooves.
- the number of grooves is one, if the groove width is 1/3 or more of the total width of the thread top surface on the thread top surface, an effect is obtained for thinning the coating on the thread top surface.
- the width of the groove is 2/3 or less of the total width of the top surface of the thread. This is because there is no serious rigidity reduction of the thread.
- the total width of the plurality of grooves may be 1/3 or more of the total width of the thread top surface, and more preferably 2/3 or less.
- the present inventors examined whether the same effect can be realized when the object on which the solid film is formed is the female screw portion.
- a special threaded joint employing a modified buttress screw will be examined.
- the thread bottom surface of the male screw portion and the screw thread top surface of the female screw portion are in contact (interference), and the load surfaces are brought into contact with each other by the tightening axial force.
- a clearance gap is formed between the surfaces of the screw thread top surface of the external thread portion and the thread valley bottom surface of the internal thread portion, and between the mutual insertion surfaces.
- the central portion of the thread top surface of the female thread portion where the film thickness becomes thicker slides in contact (interference) with the bottom surface of the male thread portion in the latter half of the fastening process. Therefore, even if there is some peeling, the solid coating on the screw thread top surface of the female screw part stays between the screw thread top surface of the female screw part and the thread valley bottom surface of the male screw part, and exhibits a lubricating effect. To do.
- During fastening when the insertion surfaces are in contact with each other, a gap is formed between the load surfaces. Therefore, a part of the surplus solid coating peeled off from the top surface of the thread of the female screw part is between the load surfaces. It accumulates in the gap between the insertion surfaces. For this reason, the solid coating does not necessarily fill up the gap between the bottom surface of the threaded portion of the female screw portion and the top surface of the screw thread of the male screw portion.
- the film thickness of the coating is relatively thick on the bottom surface of the thread root of the female thread portion, although not as much as the top surface of the thread.
- a groove similar to the above groove is provided in advance on the bottom surface of the thread root of the female thread portion, the film thickness of the solid coating on the bottom surface of the thread valley can be reduced by the mechanism described above.
- Conditions such as the shape, width, and depth of the groove are the same as those of the groove.
- the object to be contacted is the thread valley bottom surface of the male screw part and the screw thread top surface of the female thread part, and the object in which a gap is formed is It is between the surfaces of the female thread portion and the bottom surface of the thread valley.
- the object to be contacted is the thread top surface of the male thread part and the thread valley bottom surface of the female thread part, and the object in which the gap is formed is that of the male thread part.
- a gap is formed.
- the grooves are formed on the surfaces where the gaps are formed in the state where the fastening is completed, and the grooves are formed in advance.
- solid coatings eg, solid lubricating coatings, solid anticorrosion coatings
- solid coatings are formed on the surfaces where gaps are formed in a state where fastening is completed, and have fluidity at the time of coating and are cured after coating. If the groove is provided in advance on the surface provided with a coating or the like, excessive thickening of the solid coating can be suppressed. As a result, the solid coating is excellent in adhesion and durability, and can prevent seizure and the occurrence of humping, plateau, high shouldering and the like when fastening the threaded joint.
- the threaded joint for steel pipes of the present invention has been completed based on the above knowledge. Below, preferable embodiment of the threaded joint for steel pipes of this invention is described.
- FIG. 3 is a longitudinal sectional view showing a state in which a coating is formed on the male thread portion of the pin in the threaded joint according to the first embodiment of the present invention.
- the threaded joint shown in FIG. 3 is a special threaded joint of a taper screw composed of a modified buttressed screw based on an API-standard buttressed screw, as with the special threaded joint shown in FIG. It is comprised from the pin 10 and the box which has an internal thread part which makes a pair with this.
- the direction in which the pin 10 is screwed into the box is indicated by a white arrow.
- the male screw portion 11 of the pin 10 includes a flat screw thread top surface 12, a flat screw valley bottom surface 13, an insertion surface 14 that precedes by screwing, and a load surface 15 opposite to the insertion surface.
- the female screw portion includes a flat screw thread top surface facing the screw thread bottom surface 13 of the male screw portion, a flat screw thread bottom surface facing the screw thread top surface 12 of the male screw portion 11, and an insertion surface 14 of the male screw portion 11. And a load surface facing the load surface 15 of the male screw portion 11.
- the male threaded portion 11 of the pin 10 includes a round chamfered corner portion 12 a that connects the screw thread top surface 12 and the load surface 15, and a round chamfered corner portion 12 b that connects the screw top surface 12 and the insertion surface 14.
- the male screw portion 11 includes a round chamfered corner portion 13 a that connects the thread valley bottom surface 13 and the load surface 15, and a round chamfered corner portion 13 b that connects the screw valley bottom surface 13 and the insertion surface 14.
- the female screw portion includes round chamfered corner portions at both ends of the screw valley bottom corresponding to the round chamfered corner portions 12a and 12b of the male screw portion 11, respectively.
- the female screw portion includes round chamfered corner portions at both ends of the thread corresponding to the respective round chamfered corner portions 13 a and 13 b of the male screw portion 11.
- a gap is formed between the surfaces of the screw thread top surface 12 of the male screw portion 11 and the screw valley bottom surface of the female screw portion, and the surface between the insertion surface 14 of the male screw portion 11 and the insertion surface of the female screw portion. A gap is formed between them.
- the thread valley bottom surface 13 of the male screw portion 11 contacts (interferences) with the screw thread top surface of the female screw portion.
- the surfaces of the load surface 15 of the male screw portion 11 and the load surface of the female screw portion are brought into contact with each other by a tightening axial force.
- each of the pin 10 and the box includes a shoulder portion that applies a screw tightening axial force to the load surface.
- a shoulder portion that applies a screw tightening axial force to the load surface.
- a configuration in which shoulder portions are provided at the tips of the pair of pins 10 may be used (see FIG. 13 described later). In this case, the shoulder portions of the pins 10 abut each other, and a tightening axial force is applied.
- a shallow groove 40 is provided in advance in the central portion of the screw thread top surface 12 of the male screw portion 11 where a gap is formed when the fastening is completed.
- This groove 40 is a spiral and single groove corresponding to the lead angle of the screw of the male screw portion 11.
- the cross-sectional shape of the groove 40 in the first embodiment is trapezoidal. Both ends of the groove 40 are connected to the flat surface of the thread crest surface 12 by round chamfered corner portions 41 having a small R dimension. Since the cross-sectional shape of the groove 40 is trapezoidal, the bottom surface of the groove 40 is a flat surface.
- the solid coating 30 is formed on the male thread portion 11 of the pin 10.
- the solid coating 30 has fluidity at the time of application, and is cured by being subjected to a curing process after application and solidified.
- the solid coating 30 is a plastic-type or viscoplastic-type semi-solid with fluidity at the time of application, and is applied to the threaded joint using a brush, spray, or the like.
- the applied lubricant is subjected to a curing process (cooling, ultraviolet irradiation, etc.) according to the characteristics of the coating and solidifies.
- the solid coating includes all the ones that can flow due to surface tension, gravity, and the like from application to solidification, and the purpose (lubrication purpose, anticorrosion purpose, aesthetic purpose, etc.) is not particularly limited. Conversely, solid coatings that do not flow until solidification, such as electrodeposition coatings and pressure-bonding coatings, are not included.
- the solid film 30 including the groove 40 is formed on the screw thread top surface 12.
- the semi-solid coating applied to the top surface 12 of the screw thread spreads and becomes thinner in the direction of decreasing film thickness. This is because the groove 40 is present on the screw top surface 12 and the round chamfered corner portions 41 having small R dimensions are present at both ends of the groove 40. This is due to the fact that the surface tension acts so as to reduce the thickness.
- the depth of the groove 40 is deeper than the minimum film thickness required for the solid coating 30 to exhibit its performance, and is larger than the gap between the surfaces of the screw thread top surface 12 and the screw thread bottom surface of the female screw portion facing this. Shallowness is preferred. This is because if the depth of the groove 40 is too shallow, the effect of reducing the thickness of the coating 30 on the top surface 12 of the screw thread 12 is not sufficiently exhibited. On the other hand, if the depth of the groove 40 is too deep, the rigidity of the thread itself is lowered, leading to a decrease in strength performance of the threaded joint.
- the depth of the groove 40 is deeper than three times the minimum film thickness required for the solid coating 30 and shallower than 1 ⁇ 2 of the gap at the thread top surface 12.
- the minimum film thickness of the solid coating 30 is 10 ⁇ m and the gap at the screw thread top surface 12 is 200 ⁇ m
- the depth of the groove 40 is 30 ⁇ m or more and 100 ⁇ m or less.
- the depth of the groove 40 is preferably 30 ⁇ m or more.
- the depth of the groove 40 is preferably 1/5 or less of the screw height from the viewpoint of ensuring the rigidity of the thread itself and ensuring the film thickness around the groove.
- the width of the groove 40 is preferably 1/3 or more of the entire width of the screw thread top surface 12. This is because if the width of the groove 40 is too narrow, the effect of reducing the thickness of the coating 30 on the top surface 12 of the screw thread 12 is not sufficiently exhibited.
- the width of the groove 40 is preferably 2/3 or less of the entire width of the screw thread top surface 12. This is because if the width of the groove 40 is too wide, a serious reduction in rigidity of the screw thread occurs.
- FIG. 4 is a longitudinal sectional view showing a state in which a coating is formed on the male thread portion of the pin in the threaded joint according to the second embodiment of the present invention.
- the threaded joint shown in FIG. 4 is a modification of the threaded joint of the first embodiment shown in FIG. 3, and a description overlapping that of the first embodiment will be omitted as appropriate. The same applies to the third to eighth embodiments described later.
- the cross-sectional shape of the groove 40 formed in the screw thread top surface 12 of the male thread portion 11 is triangular.
- the depth of the groove 40 is the maximum depth at the deepest bottom position.
- FIG. 5 is a longitudinal cross-sectional view which shows the condition where the film was formed in the external thread part of a pin in the threaded joint which is 3rd Embodiment of this invention.
- the cross-sectional shape of the groove 40 formed in the screw thread top surface 12 of the male thread portion 11 is an arc shape. Since the cross-sectional shape of the groove 40 is an arc shape, the bottom surface of the groove 40 is a curved surface. In this case, the depth of the groove 40 is the maximum depth at the deepest bottom position, as in the second embodiment.
- FIG. 6 is a longitudinal cross-sectional view which shows the condition where the film was formed in the external thread part of a pin in the threaded joint which is 4th Embodiment of this invention.
- the cross-sectional shape of the groove 40 formed on the screw thread top surface 12 of the male screw portion 11 is trapezoidal as in the first embodiment.
- the number of 40 items is 2.
- the width of the groove 40 with respect to the entire width of the thread top surface 12 is the sum of the widths of the two grooves 40.
- the number of grooves 40 can be three or more.
- the width of the groove 40 with respect to the entire width of the screw thread top surface 12 is the sum of the widths of the grooves 40 of the number of formed stripes.
- the number of grooves 40 is preferably at most three.
- the cross-sectional shape of the groove 40 in the fourth embodiment can be deformed into a triangular shape or an arc shape as in the second and third embodiments.
- FIG. 7 is a longitudinal cross-sectional view which shows the condition where the film was formed in the internal thread part of the box in the threaded joint which is 5th Embodiment of this invention.
- a solid coating 30 is formed on the female thread portion 21 of the box 20 of the pins and the box 20.
- a trapezoidal shallow groove 40 is provided in advance in the central portion of the thread valley bottom surface 23 of the female screw portion 21 where a gap is formed in a state where the fastening is completed, as in the first embodiment.
- the solid coating 30 is formed including the groove 40 on the bottom surface 23 of the screw valley, but the semi-solid state coating applied to the bottom surface 23 of the screw valley before the solid formation of the solid coating 30 is Due to the effect of surface tension similar to that of the first embodiment, the film thickness spreads and becomes thinner.
- the cross-sectional shape of the groove 40 in the fifth embodiment can be deformed into a triangular shape or an arc shape as in the second and third embodiments. Further, the number of grooves 40 in the fifth embodiment may be a plurality of lines, as in the fourth embodiment.
- FIG. 8 is a longitudinal cross-sectional view which shows the condition where the film was formed in the internal thread part of the box in the threaded joint which is 6th Embodiment of this invention.
- the objects to be contacted are the thread crest surface of the male thread portion and the thread valley bottom surface 23 of the female thread portion 21.
- the object for which the gap is formed is between the surfaces of the thread bottom surface of the male screw portion and the screw thread top surface 22 of the female screw portion 21.
- a solid coating 30 is formed on the female thread portion 21 of the box 20 of the pins and the box 20.
- a trapezoidal shallow groove 40 is provided in advance in the central portion of the screw thread top surface 22 of the female screw portion 21 where a gap is formed in a state where the fastening is completed, as in the first embodiment.
- the solid coating 30 is formed including the groove 40 on the thread crest surface 22. Prior to solidification of the solid coating 30, the semi-solid coating applied to the top surface 22 of the screw thread is spread and thinned in the direction of decreasing film thickness due to the surface tension similar to that of the first embodiment. .
- FIG. 9 is a longitudinal cross-sectional view which shows the condition where the film was formed in the external thread part of a pin in the threaded joint which is 7th Embodiment of this invention.
- the threaded joint of the seventh embodiment is obtained by modifying the threaded joint of the sixth embodiment shown in FIG. 8 from the same viewpoint as that of the fifth embodiment shown in FIG. That is, as shown in FIG. 9, in the threaded joint according to the seventh embodiment, the solid coating 30 is formed on the pin 10 and the male thread portion 11 of the pin 10 in the box.
- a trapezoidal shallow groove 40 is provided in advance in the central portion of the thread valley bottom surface 13 of the male screw portion 11 where a gap is formed in a state where the fastening is completed, as in the fifth embodiment.
- FIG. 10 is a longitudinal sectional view showing an example of a thread portion in a threaded joint according to an eighth embodiment of the present invention that employs a high torque screw.
- the threaded joint shown in FIG. 10 is a threaded joint that employs a so-called high torque screw that does not have a shoulder portion, and that the threaded portion locks as the pin 10 and the box 20 are screwed together to express high torque performance.
- the thread width of the male thread portion becomes narrower in the direction in which the right screw advances along the string winding of the screw, and the thread groove width of the opposite female thread portion also becomes smaller than that of the right screw along the string winding of the screw.
- the taper narrows in the direction of travel.
- the high torque screw has a flank surface that prevents the thread from being discharged radially from the thread groove when fastening is complete.
- the most common high torque screw comprises a dovetail thread having negative flank angles on both the load surfaces 15, 25 and the insertion surfaces 14, 24. In a high torque screw, even if there is no shoulder portion, the screw thread itself fits into the thread groove (this is called rocking), and the fastening is completed.
- Threaded joints that use high torque screws have various aspects.
- a gap is formed between the surfaces of the screw thread top surface 12 of the flat male screw portion 11 and the screw thread bottom surface 23 of the female screw portion 21 in a state where the fastening is completed.
- a gap is formed between the surfaces of the thread valley bottom surface 13 of the male screw portion 11 and the screw thread top surface 22 of the female screw portion 21 which are flat with each other.
- a gap is formed on both of these surfaces.
- a solid film is formed on one or both of the male screw portion 11 and the female screw portion 21.
- FIG. 10 illustrates an example in which a gap is formed between the surfaces of the screw thread top surface 12 of the flat male screw portion 11 and the screw thread bottom surface 23 of the female screw portion 21 in a state where the fastening is completed.
- FIG. 11 is a longitudinal sectional view showing a state in which a coating is formed on the male thread portion of a pin in a conventional threaded joint employing a high torque screw. As shown in FIG. 11, even in the case of a conventional threaded joint employing a high torque screw, a non-uniform film thickness distribution of the solid coating 30 occurs.
- FIG. 12 is a longitudinal sectional view showing a state in which a coating is formed on the male thread portion of the pin in the threaded joint according to the eighth embodiment of the present invention employing a high torque screw.
- a base is formed at the central portion of the thread top surface 12 of the male threaded portion 11 where a gap is formed when fastening is completed, as in the first embodiment.
- a shallow groove 40 is provided in advance.
- the solid coating 30 is formed including the groove 40 on the screw thread top surface 12. Prior to solidification of the solid coating 30, the semi-solid coating applied to the top surface 12 of the thread is spread and thinned in the direction of decreasing film thickness due to the surface tension similar to that of the first embodiment. .
- the threaded joint of the eighth embodiment can be obtained by the threaded joint of the eighth embodiment.
- the cross-sectional shape of the groove 40 in the eighth embodiment can be deformed into a triangular shape or an arc shape.
- the number of grooves 40 in the eighth embodiment may be plural as in the fourth embodiment.
- the installation location of the groove 40 in the eighth embodiment is as in the fifth to seventh embodiments, depending on the object on which the solid film is to be formed and the object on which the gap is to be formed when the fastening is completed. Can also be changed.
- the cross-sectional shape of the groove 40 may be changed to, for example, a rectangular shape, an elliptical arc shape, or the like other than the trapezoidal shape, the triangular shape, or the arc shape as long as the round chamfered corner portions 41 having small R dimensions exist at both ends of the groove 40. Is possible. A combination of these cross-sectional shapes may be used.
- the screw thread top surface 12 between the screw thread top surface 12 of the male screw part 11 and the screw thread bottom surface 23 of the female screw part 21, and the screw thread bottom surface 13 of the male screw part 11 and the screw thread top surface of the female screw part 21 can be applied to a threaded joint in which a gap is formed between the two surfaces.
- the grooves 40 may be provided in advance on the surfaces where the gaps are formed in the state where the fastening is completed, and the surfaces on which the coating film is formed.
- the application of the groove 40 is not limited to the type or type of threaded joint.
- the groove 40 can be applied to a slim type, a flash type, a semi-flash type, and the like including a coupling type and an integral type.
- the groove 40 can be applied to a threaded joint including a metal touch seal portion, and there is no limitation on the installation location, the number of installations, and the like of the seal portion.
- the groove 40 can be applied even to a threaded joint employing a two-stage screw or a three-stage screw in which the thread portion is divided into two or three along the tube axis CL direction.
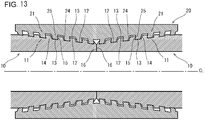
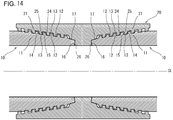
- FIGS. 13 and 14 are longitudinal sectional views showing an example of the threaded joint of the present invention.
- an example of a coupling type threaded joint is shown.
- shoulder portions 16 are provided at the tips of the pair of pins 10.
- the shoulder portions 16 of the pins 10 abut each other in the process of screwing the pins 10.
- a screw tightening axial force is applied to the load surfaces 15 and 25 of the screw portions 11 and 21.
- the pin 10 includes a shoulder portion 16, and the coupling that is the box 20 includes a shoulder portion 26 corresponding to the shoulder portion 16 of the pin 10.
- the shoulder portion 16 of the pin 10 abuts against the shoulder portion 26 of the box 20 in the process of screwing the pin 10.
- the screw joint shown in FIG. 14 includes a metal touch seal portion 17 adjacent to the shoulder portions 16 and 26.
- the groove 40 is applied to a screw portion that does not have a flat screw thread top surface and a thread root bottom surface, such as an API standard round screw, even in a screw portion in which a gap is formed in a state where fastening is completed. do not do. Moreover, even if it is a flat surface, the groove
- channel 40 does not need to be provided in the surface where a clearance gap is not formed between each surface in the state which fastening was completed. For example, when a solid film is formed on the surface that slides at the time of fastening, the solid film does not cause high shouldering, torque chart disturbance, etc., as described above, even if the film thickness is somewhat thick.
- the groove 40 is provided on the insertion surface, line contact occurs at the corners at both ends of the groove 40, which may cause seizure. This is because the insertion surface slides in most of the fastening process. If the groove 40 is provided on the load surface, the tensile strength of the threaded joint may be reduced. This is because the load surface comes into contact with the tightening axial force after fastening and bears a tensile load. However, as long as these obstacles do not occur, the grooves 40 may be provided on the surfaces that come into contact with each other in a state where the fastening is completed.
- Test No. 1 is a comparative example reflecting the conventional male screw portion shown in FIG. 2, and no groove was provided on the top surface of the screw thread.
- Test No. The models 2 to 6 reflect the male thread portion of the first embodiment shown in FIG. 3, and have a single groove on the top surface of the thread.
- Test No. The models 7 to 11 reflect the male thread portion of the fourth embodiment shown in FIG. 6 and are provided with two grooves on the top surface of the thread.
- the width of the groove was a width including round chamfered corners at both ends of the groove.
- the common conditions are as follows.
- Thread pitch 5 TPI (5 threads per inch)
- Thread width 2.54mm on the pitch line -Screw taper: 6.25% (taper angle: about 1.8 °)
- Frank angle of load surface -3 °
- Frank angle of insertion surface 10 °
- Round chamfer R dimension at the corner of the screw thread 0.4mm on the load surface side and 0.76mm on the insertion surface side
- -Round chamfer R dimension at the corner of the thread root 0.4mm on the load surface side and 0.2mm on the insertion surface side
- Full width of flat surface of screw thread top surface approx. 1.4mm
- the male thread portion was an elastic body, and the longitudinal elastic modulus was 205 GPa.
- the film before solidification was a fluid viscoplastic fluid.
- the viscosity coefficient of the film before solidification was 200 centistokes, its mass density was 1.0 ⁇ 10 ⁇ 6 kg / mm 3, and its surface tension was 7.3 ⁇ 10 ⁇ 5 N / mm.
- Test No. In any of 1 to 11, the same amount of viscoplastic fluid was spray-coated to give an initial film thickness distribution assuming a state immediately after coating.
- the initial film thickness of the thread top surface and the thread valley bottom surface was 1, and the initial film thickness at both corners of the screw thread was 0.7.
- quasi-static analysis was performed until the surface tension and viscosity (flow) were balanced and reached an equilibrium state.
- the film thickness of the coating was calculated at a portion of the top surface of the screw thread where no groove was provided (hereinafter referred to as “non-groove portion”). Furthermore, the film thickness of the coating was calculated at both corners of the screw thread (loading surface side and insertion surface side). Evaluation of the film thickness distribution was performed by dividing the film thickness at each of the two corners of the thread by the maximum film thickness at the non-groove portion on the top surface of the thread. This value represents a relative value when the maximum film thickness in the non-groove portion is 1. As this value is larger (closer to 1), the non-uniform film thickness distribution is suppressed, and it can be said that the durability, seizure resistance, and torque stability are excellent. Further, as an index of seizure resistance, the minimum film thickness at the non-groove portion and both corners of the thread was also evaluated. In all cases, the film thickness was the smallest at the thread corner on the load surface side. The results are shown in Table 1 below.
- the threaded joint of the present invention includes oil wells, gas wells and the like for mining, producing or using underground resources such as oil and natural gas, hot springs or wells for geothermal power generation, and further, CO 2 in the underground. It can be effectively used to connect steel pipes used in wells and the like for containment of waste. In addition, it can be used to connect steel pipes used to transport methane hydrate, rare metals, etc. on the sea floor to the sea. In particular, the threaded joint of the present invention is effective in tightening work and reducing the burden on workers, such as in regions with severe environmental regulations for solid lubricant coatings, solid anticorrosion coatings, etc. This is useful for connecting steel pipes used in areas where the
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mining & Mineral Resources (AREA)
- Environmental & Geological Engineering (AREA)
- Fluid Mechanics (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Physics & Mathematics (AREA)
- Non-Disconnectible Joints And Screw-Threaded Joints (AREA)
- Earth Drilling (AREA)
Abstract
Description
そのねじ継手は、
前記雄ねじ部及び前記雌ねじ部のうちの少なくとも一方の表面に、塗布時に流動性を有し塗布後に硬化処理を施されて形成される固体被膜を備え、
締結が完了した状態で、下記のいずれかの構成となるものである:
互いに対向する前記雄ねじ部のねじ山頂面と前記雌ねじ部のねじ谷底面が平坦であって当該平坦面同士の間に隙間が形成されるもの;
互いに対向する前記雄ねじ部のねじ谷底面と前記雌ねじ部のねじ山頂面が平坦であって当該平坦面同士の間に隙間が形成されるもの;又は、
互いに対向する前記雄ねじ部のねじ山頂面と前記雌ねじ部のねじ谷底面が平坦であって当該平坦面同士の間に隙間が形成され、且つ互いに対向する前記雄ねじ部のねじ谷底面と前記雌ねじ部のねじ山頂面が平坦であって当該平坦面同士の間に隙間が形成されるもの。
前記隙間が形成される前記各平坦面のうちで前記固体被膜が形成される平坦面に、予め、ねじのリード角と一致した螺旋状の溝が一条又は複数条設けられている。
前記溝の最大深さが30μm以上でねじ高さの1/5以下である。
前記雄ねじ部と前記雌ねじ部が、それぞれ、ねじ山頂面、ねじ谷底面、挿入フランク面及び荷重フランク面を備える。
前記固体被膜が前記雄ねじ部に形成され、前記隙間が前記雄ねじ部の前記ねじ山頂面と前記雌ねじ部の前記ねじ谷底面との平坦面同士の間に形成されるものであり、
前記雄ねじ部の前記ねじ山頂面に前記溝が設けられている。
前記固体被膜が前記雄ねじ部に形成され、前記隙間が前記雄ねじ部の前記ねじ谷底面と前記雌ねじ部の前記ねじ山頂面との平坦面同士の間に形成されるものであり、
前記雄ねじ部の前記ねじ谷底面に前記溝が設けられている。
前記固体被膜が前記雄ねじ部に形成され、前記隙間が、前記雄ねじ部の前記ねじ山頂面と前記雌ねじ部の前記ねじ谷底面との平坦面同士の間、及び前記雄ねじ部の前記ねじ谷底面と前記雌ねじ部の前記ねじ山頂面との平坦面同士の間に形成されるものであり、
前記雄ねじ部の前記ねじ山頂面及び前記ねじ谷底面に前記溝が設けられている。
前記固体被膜が前記雌ねじ部に形成され、前記隙間が前記雄ねじ部の前記ねじ山頂面と前記雌ねじ部の前記ねじ谷底面との平坦面同士の間に形成されるものであり、
前記雌ねじ部の前記ねじ谷底面に前記溝が設けられている。
前記固体被膜が前記雌ねじ部に形成され、前記隙間が前記雄ねじ部の前記ねじ谷底面と前記雌ねじ部の前記ねじ山頂面との平坦面同士の間に形成されるものであり、
前記雌ねじ部の前記ねじ山頂面に前記溝が設けられている。
前記固体被膜が前記雌ねじ部に形成され、前記隙間が、前記雄ねじ部の前記ねじ山頂面と前記雌ねじ部の前記ねじ谷底面との平坦面同士の間、及び前記雄ねじ部の前記ねじ谷底面と前記雌ねじ部の前記ねじ山頂面との平坦面同士の間に形成されるものであり、
前記雌ねじ部の前記ねじ谷底面及び前記ねじ山頂面に前記溝が設けられている。
締結が完了した状態で互いに対向する前記雄ねじ部の挿入フランク面と前記雌ねじ部の挿入フランク面は接触しない。
前記溝の断面形状が、台形状、矩形状、三角形状、円弧状、又は楕円弧状である。
前記溝の断面における両端の丸面取り角部のR寸法が、前記ねじ山頂面と荷重フランク面との丸面取り角部のR寸法よりも小さい。
前記溝が設けられた前記平坦面において、前記溝の幅が合計で当該平坦面の全幅の1/3以上である。
前記ピンと前記ボックスが、それぞれ、ねじ込み過程で互いに接触するショルダー部を1箇所又は2箇所備える。
前記ピンと前記ボックスが、それぞれ、締結が完了した状態で互いに接触するシール部を1箇所又は2箇所備える。
前記ピンの前記雄ねじ部と前記ボックスの前記雌ねじ部が、それぞれ、管軸方向に沿って2つ又は3つに分割されて成る2段ねじ又は3段ねじである。
図3は、本発明の第1実施形態であるねじ継手において、ピンの雄ねじ部に被膜を形成した状況を示す縦断面図である。図3に示すねじ継手は、前記図2に示す特殊ねじ継手と同様に、API規格のバットレスねじをベースとした修正バットレスねじで構成されるテーパねじの特殊ねじ継手であり、雄ねじ部11を有するピン10と、これと対を成す雌ねじ部を有するボックスと、から構成される。図3中には、ボックスに対するピン10のねじ込み進行方向を白抜き矢印で示す。
図4は、本発明の第2実施形態であるねじ継手において、ピンの雄ねじ部に被膜を形成した状況を示す縦断面図である。図4に示すねじ継手は、前記図3に示す第1実施形態のねじ継手を変形したものであり、第1実施形態と重複する説明は適宜省略する。後述する第3~第8実施形態でも同様とする。
図5は、本発明の第3実施形態であるねじ継手において、ピンの雄ねじ部に被膜を形成した状況を示す縦断面図である。図5に示すように、第3実施形態のねじ継手では、雄ねじ部11のねじ山頂面12に形成される溝40の断面形状が円弧状である。溝40の断面形状が円弧状であるので、溝40の底面は曲面である。この場合、溝40の深さは、上記第2実施形態と同様に、最も深い最底の位置の最大深さとする。
図6は、本発明の第4実施形態であるねじ継手において、ピンの雄ねじ部に被膜を形成した状況を示す縦断面図である。図6に示すように、第4実施形態のねじ継手では、雄ねじ部11のねじ山頂面12に形成される溝40の断面形状が上記第1実施形態と同様に台形状であるが、その溝40の条数が2条である。この場合、ねじ山頂面12の全幅に対する溝40の幅は、2条の各溝40の幅の合計とする。
図7は、本発明の第5実施形態であるねじ継手において、ボックスの雌ねじ部に被膜を形成した状況を示す縦断面図である。図7に示すように、第5実施形態のねじ継手では、ピン及びボックス20のうちのボックス20の雌ねじ部21に固体被膜30が形成される。この場合、締結が完了した状態で隙間が形成される雌ねじ部21のねじ谷底面23の中央部に、上記第1実施形態と同様に、台形状の浅い溝40が予め設けられる。
図8は、本発明の第6実施形態であるねじ継手において、ボックスの雌ねじ部に被膜を形成した状況を示す縦断面図である。図8に示すねじ継手は、上記第1~第5実施形態とは逆に、締結が完了した状態において、接触(干渉)する対象が雄ねじ部のねじ山頂面と雌ねじ部21のねじ谷底面23であり、隙間が形成される対象が雄ねじ部のねじ谷底面と雌ねじ部21のねじ山頂面22との面同士の間である。
図9は、本発明の第7実施形態であるねじ継手において、ピンの雄ねじ部に被膜を形成した状況を示す縦断面図である。第7実施形態のねじ継手は、前記図8に示す第6実施形態のねじ継手を、前記図7に示す第5実施形態と同様の観点から変形したものである。すなわち、図9に示すように、第7実施形態のねじ継手では、ピン10及びボックスのうちのピン10の雄ねじ部11に固体被膜30が形成される。この場合、締結が完了した状態で隙間が形成される雄ねじ部11のねじ谷底面13の中央部に、上記第5実施形態と同様に、台形状の浅い溝40が予め設けられる。
図10は、ハイトルクねじを採用した本発明の第8実施形態であるねじ継手におけるねじ部の一例を示す縦断面図である。図10に示すねじ継手は、ショルダー部を備えることなく、ピン10とボックス20のねじ込みに伴ってねじ部自身がロックして高いトルク性能を発現する、いわゆるハイトルクねじを採用したねじ継手である。ハイトルクねじでは、雄ねじ部のねじ山幅がねじの弦巻き線に沿って右ねじの進む方向に先細りに狭くなり、相対する雌ねじ部のねじ溝幅もねじの弦巻き線に沿って右ねじの進む方向に先細りに狭くなる。更に、ハイトルクねじは、締結が完了したときに、ねじ山がねじ溝から径方向に排出されないようなフランク面を有する。最も一般的なハイトルクねじは、荷重面15、25及び挿入面14、24とも負のフランク角を有する、ダブテール型のねじ山を備える。ハイトルクねじにおいては、ショルダー部が無くても、ねじ山自身がねじ溝に嵌まり込む(これをロッキングと呼ぶ)ことで締結が完了する。
FEM解析のモデルとして、特殊ねじ継手で汎用される修正バットレスねじの雄ねじ部を用いた。試験No.1のモデルは、前記図2に示す従来の雄ねじ部を反映した比較例であり、ねじ山頂面に溝を設けなかった。試験No.2~6のモデルは、前記図3に示す第1実施形態の雄ねじ部を反映し、ねじ山頂面に1条の溝を設けた。試験No.7~11のモデルは、前記図6に示す第4実施形態の雄ねじ部を反映し、ねじ山頂面に2条の溝を設けた。試験No.2~11では、溝の深さを種々変更した。ただし、試験No.2~11のいずれでも、溝の幅は合計でおよそ0.9mmとした。ここで溝の幅は、溝の両端の丸面取り角部を含めた幅とした。共通の条件は下記のとおりである。
・ねじピッチ:5TPI(1インチあたりのねじ山の数が5つ)
・ねじ山幅:ピッチライン上で2.54mm
・ねじテーパ:6.25%(テーパ角:約1.8°)
・荷重面のフランク角:-3°
・挿入面のフランク角:10°
・ねじ山の角部の丸面取りR寸法:荷重面側が0.4mm、挿入面側が0.76mm
・ねじ谷底の隅部の丸面取りR寸法:荷重面側が0.4mm、挿入面側が0.2mm
・ねじ山頂面の平坦面の全幅:およそ1.4mm
ねじ山頂面のうちで溝が設けられていない部分(以下、「非溝部分」という)での被膜の膜厚を算出した。更に、ねじ山の両角部(荷重面側と挿入面側)での被膜の膜厚を算出した。膜厚分布の評価は、ねじ山の両角部それぞれでの膜厚を、ねじ山頂面の非溝部分での最大膜厚で割った値で行った。この値は、非溝部分での最大膜厚を1とした場合の相対値を表す。この値が大きいほど(1に近いほど)、不均一な膜厚分布が抑えられ、耐久性、耐焼付き性及びトルク安定性に優れた状態といえる。また、耐焼付き性の指標として、非溝部分及びねじ山の両角部での最小膜厚も評価した。なお、全ての場合において、荷重面側のねじ山角部で膜厚が最小であった。結果は下記の表1のとおりである。

上記表1に示す結果から、溝を有し、その深さが本発明で規定する条件を満足する本発明例の試験No.3~5、及び8~10では、ねじ山角部での膜厚の相対値が少なくとも0.15以上であり、かつ最小膜厚も20μm以上であった。このことから、本実施形態によれば、不均一な膜厚分布が抑制されるとともに、焼付きの発生リスクも少ないことが分かった。
12:雄ねじ部のねじ山頂面、 13:雄ねじ部のねじ谷底面、
14:雄ねじ部の挿入フランク面、 15:雄ねじ部の荷重フランク面、 20:ボックス、 21:雌ねじ部、
22:雌ねじ部のねじ山頂面、 23:雌ねじ部のねじ谷底面、
24:雌ねじ部の挿入フランク面、 25:雌ねじ部の荷重フランク面、 30:固体被膜、 40:溝、 41:溝の丸面取り角部、
16、26:ショルダー部、 17:メタルタッチシール部、
θ:フランク角、 CL:管軸
Claims (15)
- テーパねじの雄ねじ部を備えた管状のピンと、テーパねじの雌ねじ部を備えた管状のボックスとから構成され、前記雄ねじ部が前記雌ねじ部にねじ込まれて前記ピンと前記ボックスが締結される鋼管用ねじ継手であって、
前記鋼管用ねじ継手は、
前記雄ねじ部及び前記雌ねじ部のうちの少なくとも一方の表面に、塗布時に流動性を有し塗布後に硬化処理を施されて形成される固体被膜を備え、
締結が完了した状態で、互いに対向する前記雄ねじ部のねじ山頂面と前記雌ねじ部のねじ谷底面が平坦であって当該平坦面同士の間に隙間が形成されるもの、互いに対向する前記雄ねじ部のねじ谷底面と前記雌ねじ部のねじ山頂面が平坦であって当該平坦面同士の間に隙間が形成されるもの、又は、互いに対向する前記雄ねじ部のねじ山頂面と前記雌ねじ部のねじ谷底面が平坦であって当該平坦面同士の間に隙間が形成され、且つ互いに対向する前記雄ねじ部のねじ谷底面と前記雌ねじ部のねじ山頂面が平坦であって当該平坦面同士の間に隙間が形成されるものであり、
前記隙間が形成される前記各平坦面のうちで前記固体被膜が形成される平坦面に、予め、ねじのリード角と一致した螺旋状の溝が一条又は複数条設けられ、
前記溝の最大深さが30μm以上でねじ高さの1/5以下である、鋼管用ねじ継手。 - 請求項1に記載の鋼管用ねじ継手であって、
前記雄ねじ部と前記雌ねじ部が、それぞれ、ねじ山頂面、ねじ谷底面、挿入フランク面及び荷重フランク面を備える、鋼管用ねじ継手。 - 請求項1又は2に記載の鋼管用ねじ継手であって、
前記固体被膜が前記雄ねじ部に形成され、前記隙間が前記雄ねじ部の前記ねじ山頂面と前記雌ねじ部の前記ねじ谷底面との平坦面同士の間に形成されるものであり、
前記雄ねじ部の前記ねじ山頂面に前記溝が設けられている、鋼管用ねじ継手。 - 請求項1又は2に記載の鋼管用ねじ継手であって、
前記固体被膜が前記雄ねじ部に形成され、前記隙間が前記雄ねじ部の前記ねじ谷底面と前記雌ねじ部の前記ねじ山頂面との平坦面同士の間に形成されるものであり、
前記雄ねじ部の前記ねじ谷底面に前記溝が設けられている、鋼管用ねじ継手。 - 請求項1又は2に記載の鋼管用ねじ継手であって、
前記固体被膜が前記雄ねじ部に形成され、前記隙間が、前記雄ねじ部の前記ねじ山頂面と前記雌ねじ部の前記ねじ谷底面との平坦面同士の間、及び前記雄ねじ部の前記ねじ谷底面と前記雌ねじ部の前記ねじ山頂面との平坦面同士の間に形成されるものであり、
前記雄ねじ部の前記ねじ山頂面及び前記ねじ谷底面に前記溝が設けられている、鋼管用ねじ継手。 - 請求項1又は2に記載の鋼管用ねじ継手であって、
前記固体被膜が前記雌ねじ部に形成され、前記隙間が前記雄ねじ部の前記ねじ山頂面と前記雌ねじ部の前記ねじ谷底面との平坦面同士の間に形成されるものであり、
前記雌ねじ部の前記ねじ谷底面に前記溝が設けられている、鋼管用ねじ継手。 - 請求項1又は2に記載の鋼管用ねじ継手であって、
前記固体被膜が前記雌ねじ部に形成され、前記隙間が前記雄ねじ部の前記ねじ谷底面と前記雌ねじ部の前記ねじ山頂面との平坦面同士の間に形成されるものであり、
前記雌ねじ部の前記ねじ山頂面に前記溝が設けられている、鋼管用ねじ継手。 - 請求項1又は2に記載の鋼管用ねじ継手であって、
前記固体被膜が前記雌ねじ部に形成され、前記隙間が、前記雄ねじ部の前記ねじ山頂面と前記雌ねじ部の前記ねじ谷底面との平坦面同士の間、及び前記雄ねじ部の前記ねじ谷底面と前記雌ねじ部の前記ねじ山頂面との平坦面同士の間に形成されるものであり、
前記雌ねじ部の前記ねじ谷底面及び前記ねじ山頂面に前記溝が設けられている、鋼管用ねじ継手。 - 請求項3~8のいずれか1項に記載の鋼管用ねじ継手であって、
締結が完了した状態で互いに対向する前記雄ねじ部の挿入フランク面と前記雌ねじ部の挿入フランク面が非接触状態となる、鋼管用ねじ継手。 - 請求項1~9のいずれか1項に記載の鋼管用ねじ継手であって、
前記溝の断面形状が、台形状、矩形状、三角形状、円弧状、又は楕円弧状である、鋼管用ねじ継手。 - 請求項1~10のいずれか1項に記載の鋼管用ねじ継手であって、
前記溝の断面における両端の丸面取り角部のR寸法が、前記ねじ山頂面と荷重フランク面との丸面取り角部のR寸法よりも小さい、鋼管用ねじ継手。 - 請求項1~11のいずれか1項に記載の鋼管用ねじ継手であって、
前記溝が設けられた前記平坦面において、前記溝の幅が合計で当該平坦面の全幅の1/3以上である、鋼管用ねじ継手。 - 請求項1~12のいずれか1項に記載の鋼管用ねじ継手であって、
前記ピンと前記ボックスが、それぞれ、ねじ込み過程で互いに接触するショルダー部を1箇所又は2箇所備える、鋼管用ねじ継手。 - 請求項1~13のいずれか1項に記載の鋼管用ねじ継手であって、
前記ピンと前記ボックスが、それぞれ、締結が完了した状態で互いに接触するシール部を1箇所又は2箇所備える、鋼管用ねじ継手。 - 請求項1~14のいずれか1項に記載の鋼管用ねじ継手であって、
前記ピンの前記雄ねじ部と前記ボックスの前記雌ねじ部が、それぞれ、管軸方向に沿って2つ又は3つに分割されて成る2段ねじ又は3段ねじである、鋼管用ねじ継手。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2016015584A MX2016015584A (es) | 2014-05-30 | 2015-05-26 | Junta roscada para tubos de acero. |
| RU2016151363A RU2647169C1 (ru) | 2014-05-30 | 2015-05-26 | Резьбовое соединение для стальных труб |
| EP15800517.3A EP3150895A4 (en) | 2014-05-30 | 2015-05-26 | Threaded steel-pipe fitting |
| US15/308,846 US20170122468A1 (en) | 2014-05-30 | 2015-05-26 | Threaded joint for steel pipes |
| CA2947536A CA2947536C (en) | 2014-05-30 | 2015-05-26 | Threaded joint for steel pipes |
| JP2016523149A JP6366703B2 (ja) | 2014-05-30 | 2015-05-26 | 鋼管用ねじ継手 |
| CN201580028296.0A CN106461125B (zh) | 2014-05-30 | 2015-05-26 | 钢管用螺纹接头 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014113084 | 2014-05-30 | ||
| JP2014-113084 | 2014-05-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015182128A1 true WO2015182128A1 (ja) | 2015-12-03 |
Family
ID=54698475
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/002662 WO2015182128A1 (ja) | 2014-05-30 | 2015-05-26 | 鋼管用ねじ継手 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20170122468A1 (ja) |
| EP (1) | EP3150895A4 (ja) |
| JP (1) | JP6366703B2 (ja) |
| CN (1) | CN106461125B (ja) |
| AR (1) | AR100655A1 (ja) |
| CA (1) | CA2947536C (ja) |
| MX (1) | MX2016015584A (ja) |
| RU (1) | RU2647169C1 (ja) |
| WO (1) | WO2015182128A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020039750A1 (ja) | 2018-08-21 | 2020-02-27 | 日本製鉄株式会社 | 鋼管用ねじ継手 |
| WO2021171826A1 (ja) * | 2020-02-26 | 2021-09-02 | Jfeスチール株式会社 | 継目無管およびその製造方法 |
| WO2021171836A1 (ja) * | 2020-02-27 | 2021-09-02 | Jfeスチール株式会社 | ステンレス鋼管およびその製造方法 |
| WO2021171837A1 (ja) * | 2020-02-27 | 2021-09-02 | Jfeスチール株式会社 | ステンレス鋼管およびその製造方法 |
| JPWO2021131177A1 (ja) * | 2019-12-26 | 2021-12-23 | Jfeスチール株式会社 | 管用ねじ継手 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MY197615A (en) * | 2017-05-15 | 2023-06-28 | Nippon Steel Corp | Threaded connection for steel pipes |
| US11008819B2 (en) * | 2017-10-30 | 2021-05-18 | OCTG Connections, LLC | Oil country tubular goods casing coupling |
| US11371292B2 (en) * | 2017-12-21 | 2022-06-28 | Hydril Company | Threadform having crest to root thread compound relief areas |
| WO2019126522A1 (en) * | 2017-12-21 | 2019-06-27 | Ultra Premium Services, L.L.C. | Wedge threadform having crest to root thread compound relief areas |
| US11920703B2 (en) * | 2020-02-19 | 2024-03-05 | Nippon Steel Corporation | Threaded connection for pipes and method for producing threaded connection for pipes |
| US11614186B1 (en) | 2020-03-25 | 2023-03-28 | PTC Liberty Tubulars LLC | Box connection for a pin with relieved thread region |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001507771A (ja) * | 1997-05-20 | 2001-06-12 | ヒドリル カンパニー | 管状連結部用応力低減溝 |
| JP2004507698A (ja) * | 2000-08-31 | 2004-03-11 | バローレック・マネスマン・オイル・アンド・ガス・フランス | 耐摩損性のねじ管接ぎ手用ねじ機素 |
| JP2007504420A (ja) * | 2003-05-30 | 2007-03-01 | ヴァルレック・マンネスマン・オイル・アンド・ガス・フランス | 漸次的な軸方向のねじ山干渉を伴うねじ込み管状接続部 |
| JP2010522855A (ja) * | 2007-03-28 | 2010-07-08 | テナリス・コネクシヨンズ・アクチエンゲゼルシヤフト | 超高トルクドープフリーねじ継ぎ手 |
| WO2011027433A1 (ja) * | 2009-09-02 | 2011-03-10 | 住友金属工業株式会社 | 管ねじ継手用プロテクタ |
| JP2011106627A (ja) * | 2009-11-19 | 2011-06-02 | Sumitomo Metal Ind Ltd | 油井管用のねじ継手 |
| JP2013108556A (ja) * | 2011-11-18 | 2013-06-06 | Nippon Steel & Sumitomo Metal Corp | 高トルク締結性能に優れた管状ねじ継手 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2177100A (en) * | 1938-09-21 | 1939-10-24 | Nat Supply Co | Leak-resisting pipe thread |
| FR2820806B1 (fr) * | 2001-02-09 | 2004-02-20 | Vallourec Mannesmann Oil & Gas | Joint filete tubulaire avec face de filet bombee convexe |
| US6971685B2 (en) * | 2002-06-24 | 2005-12-06 | Weatherford/Lamb, Inc. | Multi-point high pressure seal for expandable tubular connections |
| US6905149B2 (en) * | 2003-01-02 | 2005-06-14 | Grant Prideco, L.P. | Pressure relieved thread connection |
| JP4599874B2 (ja) * | 2004-04-06 | 2010-12-15 | 住友金属工業株式会社 | 油井管用ねじ継手、及びその製造方法 |
| US8622091B2 (en) * | 2008-08-14 | 2014-01-07 | Nippon Steel & Sumitomo Metal Corporation | Protector for tubular threaded joint |
| CN202039782U (zh) * | 2011-04-08 | 2011-11-16 | 无锡西姆莱斯石油专用管制造有限公司 | 一种抗弯曲的套管螺纹连接结构 |
-
2015
- 2015-05-26 RU RU2016151363A patent/RU2647169C1/ru active
- 2015-05-26 JP JP2016523149A patent/JP6366703B2/ja not_active Expired - Fee Related
- 2015-05-26 US US15/308,846 patent/US20170122468A1/en not_active Abandoned
- 2015-05-26 MX MX2016015584A patent/MX2016015584A/es unknown
- 2015-05-26 EP EP15800517.3A patent/EP3150895A4/en not_active Withdrawn
- 2015-05-26 CN CN201580028296.0A patent/CN106461125B/zh not_active Expired - Fee Related
- 2015-05-26 WO PCT/JP2015/002662 patent/WO2015182128A1/ja active Application Filing
- 2015-05-26 CA CA2947536A patent/CA2947536C/en not_active Expired - Fee Related
- 2015-05-29 AR ARP150101699A patent/AR100655A1/es active IP Right Grant
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001507771A (ja) * | 1997-05-20 | 2001-06-12 | ヒドリル カンパニー | 管状連結部用応力低減溝 |
| JP2004507698A (ja) * | 2000-08-31 | 2004-03-11 | バローレック・マネスマン・オイル・アンド・ガス・フランス | 耐摩損性のねじ管接ぎ手用ねじ機素 |
| JP2007504420A (ja) * | 2003-05-30 | 2007-03-01 | ヴァルレック・マンネスマン・オイル・アンド・ガス・フランス | 漸次的な軸方向のねじ山干渉を伴うねじ込み管状接続部 |
| JP2010522855A (ja) * | 2007-03-28 | 2010-07-08 | テナリス・コネクシヨンズ・アクチエンゲゼルシヤフト | 超高トルクドープフリーねじ継ぎ手 |
| WO2011027433A1 (ja) * | 2009-09-02 | 2011-03-10 | 住友金属工業株式会社 | 管ねじ継手用プロテクタ |
| JP2011106627A (ja) * | 2009-11-19 | 2011-06-02 | Sumitomo Metal Ind Ltd | 油井管用のねじ継手 |
| JP2013108556A (ja) * | 2011-11-18 | 2013-06-06 | Nippon Steel & Sumitomo Metal Corp | 高トルク締結性能に優れた管状ねじ継手 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3150895A4 * |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7012858B2 (ja) | 2018-08-21 | 2022-01-28 | 日本製鉄株式会社 | 鋼管用ねじ継手 |
| JPWO2020039750A1 (ja) * | 2018-08-21 | 2021-06-03 | 日本製鉄株式会社 | 鋼管用ねじ継手 |
| WO2020039750A1 (ja) | 2018-08-21 | 2020-02-27 | 日本製鉄株式会社 | 鋼管用ねじ継手 |
| US11391399B2 (en) | 2018-08-21 | 2022-07-19 | Nippon Steel Corporation | Threaded connection for steel pipes |
| JP7184169B2 (ja) | 2019-12-26 | 2022-12-06 | Jfeスチール株式会社 | 管用ねじ継手 |
| JPWO2021131177A1 (ja) * | 2019-12-26 | 2021-12-23 | Jfeスチール株式会社 | 管用ねじ継手 |
| WO2021171826A1 (ja) * | 2020-02-26 | 2021-09-02 | Jfeスチール株式会社 | 継目無管およびその製造方法 |
| JPWO2021171826A1 (ja) * | 2020-02-26 | 2021-09-02 | ||
| JP7156514B2 (ja) | 2020-02-26 | 2022-10-19 | Jfeスチール株式会社 | 継目無管およびその製造方法 |
| WO2021171836A1 (ja) * | 2020-02-27 | 2021-09-02 | Jfeスチール株式会社 | ステンレス鋼管およびその製造方法 |
| JP6981573B1 (ja) * | 2020-02-27 | 2021-12-15 | Jfeスチール株式会社 | ステンレス鋼管およびその製造方法 |
| CN115151670A (zh) * | 2020-02-27 | 2022-10-04 | 杰富意钢铁株式会社 | 不锈钢管及其制造方法 |
| JP6981574B1 (ja) * | 2020-02-27 | 2021-12-15 | Jfeスチール株式会社 | ステンレス鋼管およびその製造方法 |
| WO2021171837A1 (ja) * | 2020-02-27 | 2021-09-02 | Jfeスチール株式会社 | ステンレス鋼管およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170122468A1 (en) | 2017-05-04 |
| EP3150895A4 (en) | 2018-02-21 |
| AR100655A1 (es) | 2016-10-19 |
| CN106461125B (zh) | 2019-03-12 |
| CA2947536C (en) | 2019-02-26 |
| RU2647169C1 (ru) | 2018-03-14 |
| CA2947536A1 (en) | 2015-12-03 |
| JPWO2015182128A1 (ja) | 2017-04-20 |
| CN106461125A (zh) | 2017-02-22 |
| EP3150895A1 (en) | 2017-04-05 |
| MX2016015584A (es) | 2017-03-23 |
| JP6366703B2 (ja) | 2018-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6366703B2 (ja) | 鋼管用ねじ継手 | |
| US7900975B2 (en) | Threaded joint for steel pipes | |
| JP5690021B2 (ja) | 管ねじ継手 | |
| EP1554518B2 (en) | Threaded pipe with surface treatment | |
| US6827996B2 (en) | Threaded joint for steel pipes and process for the surface treatment thereof | |
| JP6226923B2 (ja) | 鋼管用ねじ継手 | |
| MX2014014207A (es) | Junta rocascada tubular que tiene propiedades mejoradas de enrosque de alto par de torsion. | |
| JP2006515394A (ja) | 管のためのねじ込み継手 | |
| WO2020039750A1 (ja) | 鋼管用ねじ継手 | |
| AU2013210284A1 (en) | Box protector for a threaded joint for pipes | |
| US12018777B2 (en) | Threaded connection for steel pipe | |
| RU2667919C1 (ru) | Способ повышения герметичности резьбовых соединений обсадных и насосно-компрессорных (лифтовых) колонн | |
| JP2002370067A (ja) | 耐焼付き性に優れた鋼管用ねじ継手とその表面処理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15800517 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016523149 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015800517 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015800517 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201607354 Country of ref document: ID |
|
| ENP | Entry into the national phase |
Ref document number: 2947536 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15308846 Country of ref document: US |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112016025513 Country of ref document: BR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2016/015584 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2016151363 Country of ref document: RU Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 112016025513 Country of ref document: BR Kind code of ref document: A2 Effective date: 20161031 |