WO2015123419A1 - A georgette fabric and method of manufacture thereof - Google Patents
A georgette fabric and method of manufacture thereof Download PDFInfo
- Publication number
- WO2015123419A1 WO2015123419A1 PCT/US2015/015624 US2015015624W WO2015123419A1 WO 2015123419 A1 WO2015123419 A1 WO 2015123419A1 US 2015015624 W US2015015624 W US 2015015624W WO 2015123419 A1 WO2015123419 A1 WO 2015123419A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fabric
- woven fabric
- yarn
- ptt
- yarns
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/26—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre with characteristics dependent on the amount or direction of twist
- D02G3/30—Crêped or other highly-twisted yarns or threads
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/41—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads with specific twist
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
Definitions
- the present disclosure relates to a woven fabric made of twisted yarns of poly(trimethylene terephthalate).
- the poly(trimethylene terephthalate) yarn renders the fabric with characteristics such as bounce and good dyeability.
- Georgette fabric is a sheer, lightweight, dull-finished crepe fabric named after the early 20th century French dressmaker Georgette de la Plante. Originally made from silk, georgette is made with highly twisted yarns. Its characteristic crinkly surface is created by alternating S- and Z-twist yarns in both warp and weft. Georgette is made in solid colors and prints and is used for blouses, dresses, evening gowns, and trimmings. It is springier and less bright than the closely related chiffon.
- georgette fabric makes it very springy. Georgette fabric also drapes very well, making it a popular choice for women's fashions in which clingy, flowing fabrics are favored. Since georgette fabric is thin, it is also lightweight, and can be used as a layer in a larger garment without being heavy or bulky. This makes georgette fabric a preferred choice when it comes to designing cloths such as gowns with layers of fabric. There is demand for georgette based fabrics for characteristics like, springiness, bright color, soft feel and bounce better than regular rayon or synthetic georgette fabric.
- the fabric made from these yarns undergoes a chemical processing treatment such as drumming, weight reduction and dyeing/printing making the fabric further crispier, grainier and springier.
- a chemical processing treatment such as drumming, weight reduction and dyeing/printing making the fabric further crispier, grainier and springier.
- individual filaments in yarns of the georgette fabric have a contour completely fragmented due to a strong alkali treatment and a high twist structure. The yarn feel is not soft but crispier. The appearance is also dull because the yarn and the filament cross section is irregular.
- Woven fabrics made from poly(ethylene terephthalate) (PET) or poly(trimethylene terephthalate) (PTT) filaments are known in the art and have been studied for elasticity (Luo et ai, Textile Research Journal (201 1 ), 81 (8), 865-870) and stretchability (Yoon et al., Fibers and Polymers (2003), 4(2), 84-88) (see also WO2013/074539 A1 ).
- Preparation of woven fabrics of PTT twisted yarns for women's wear is also reported in JP2006132022.
- Manufacture of polyester (PET) georgette fabric is reported in JP1 1093038, JP62170552, JP57039248, and JP50000196 reports a drumming process for polyester georgette fabrics.
- PTT-based fabrics such as SORONA® (renewably sourced PTT fiber comprising 37 percent annually renewable plant-based ingredients; i.e., made using bio-based 1 ,3-propanediol) can be twisted optimally at lower level as compared to PET, resulting in the springer characteristic of georgette fabric.
- SORONA® newably sourced PTT fiber comprising 37 percent annually renewable plant-based ingredients; i.e., made using bio-based 1 ,3-propanediol
- the springier effect is achieved by utilizing inherent characteristics of SORONA like high shrinkage even at low twist level.
- the crispier feel of fabric becomes more soft and bright because a round cross section of the individual filaments in SORONA ® yarn is preserved due to robustness in shape provided by the high chemical resistance of the PTT polymer.
- Another object of this disclosure is to develop georgette fabric with high shrinkage in spite of low twist level during processing.
- Still another object of this disclosure is to develop energy efficient process for making PTT georgette fabric where dyeing and processing can be achieved at almost 20° C less temperature than a similar process used for a PET georgette fabric.
- An aspect of the disclosure is a woven fabric consisting of high twist multifilament yarns wherein the yarn in the warp and weft and made of 100 %PTT and wherein the filaments are closely packed and wherein cross sections of individual filaments are retained in the high twist multifilament yarns.
- a woven fabric comprising high twist multifilament yarns wherein the high twist multifilament yarns in the warp and weft are each comprised of 100 wt% poly(trimethylene terephthalate) (PTT) and wherein the cross sections of individual filaments are retained in the high twist multifilament yarns.
- PTT poly(trimethylene terephthalate)
- the cross sections of the individual filaments in the high twist multifilament yarns are round in shape in the finished fabric.
- the high twist multifilament yarns in the above woven fabric individually comprise a twist in the range of 800 - 3500 turns per meter.
- the woven fabric is georgette.
- the width of the finished woven fabric is not less than 109.22 cm (43 inches).
- the PTT is bio-based.
- the woven fabric is used for manufacturing apparels, furnishings, decorative textiles, and the like.
- an apparel, a furnishing, or a decorative textile comprising the woven fabric of any of the above embodiments.
- novel woven fabric described in any of the above embodiments is produced by a process comprises the steps of:
- a process to produce a woven fabric comprising:
- a warp yarn having a high twist said warp yarn comprising 100 wt% poly(trimethylene terephthalate) (PTT); and b. a weft yarn having a high twist; said weft yarn comprising 100 wt% PTT;
- step (d) heat setting the relaxed fabric from step (d);
- step (f) optionally dyeing the fabric product of step (e); (g) heat setting the fabric product of step (f);
- step (g) printing setting the fabric product of step (g) ;
- the relaxation as claimed in step (c) is done by processes such as drumming , jet-dyeing or the like.
- step (c) is carried out a temperature range of 1 10 °C to120 °C.
- the relaxed fabric was heat set at a temperature range of 150 °C to 175 ° C.
- Figure 1 is a representation of a woven fabric showing warp and weft.
- Figure 2 is a representation of S and Z twist
- Figure 3 is a stereo microscope picture of PET georgette fabric taken at 10 X.
- Figure 4 is a scanning electron microscope (SEM) picture of yarn cross section of PET georgette fabric at 1000X.
- Figure 5 is a stereo microscope picture of PTT georgette fabric taken at 10 X.
- Figure 6 is a scanning electron microscope (SEM) of yarn cross section of PTT georgette fabric at 1000X. DETAILED DESCRIPTION OF THE INVENTION
- a "woven fabric” consists of two or more thread systems that cross each other at right angles, known as the warp and the weft.
- Warps are the yarns along the length of the fabrics and are also called ends.
- Weft is another set of threads that move perpendicular to warps. Wefts are interlaced with warps in a crosswise direction to make a fabric. The warp threads run in the direction of production, and are wound onto a warp beam in the desired width and spacing (ends per inch or ends per centimeter).
- the fabrics of this disclosure are woven by the techniques well known in the art such as plain weaving, satin weaving, twill weaving, and the like.
- twist refers to the number of turns about its axis per unit of length of a yarn or other textile strand. It is expressed as turns per inch (tpi), turns per meter (tpm), or turns per centimeter (tpcm).
- high twist' refers to 800-3500 number of turns per meter of yarn; preferably 1800-3200 number of turns per meter of yarn or most preferably 2000-3000 number of turns per meter of yarn.
- a yarn is said to have S-twist if when it is held vertically, the spirals around its central axis slope in the same direction as the middle portion of the letter S, and Z-twist if they slope in the same direction as the middle portion of the letter Z as shown in Figure 2.
- the letters S and Z are used in a similar manner to indicate the direction of the last twist inserted.
- the term "georgette effect” refers to crinkly or grainy surface created by alternating S- and Z-twist yarns in both warp and weft.
- the term "renewably sourced ingredient” refers to an ingredient used to make a product which is sourced from a renewable source.
- such an ingredient is 1 ,3-propanediol, commonly known as PDO, which has been made from renewable source like corn sugar by a fermentation route and has been reacted with terephthalic acid to make the polyester poly (trimethylene terephthalate) or PTT.
- a “renewable resource”, as used herein, refers to a natural resource with the ability of being replaced through biological or other natural processes and replenished with the passage of time.
- twisting refers to the process of combining filaments into yarn by twisting them together or combining two or more parallel singles yarns (spun or filament) into plied yarns or cords. Cables are made by twisting plied yarns or cords. Twisting is also employed to increase strength, smoothness, and uniformity, or to obtain novelty effects in yarn.
- warping refers to the operation of winding warp yarns onto a beam usually in preparation for slashing, weaving, or warp knitting.
- Warping the first yarn into a warp beam helps in preparing even sheets of yarn and making the yarn strong enough to handle the stress of weaving without too much end breaking.
- the second yarn which forms the weft component is inserted across the warp to produce a grey woven fabric.
- weaving refers to a process where the fabric is manufactured on a loom in weaving process with warp threads coming from weavers beam interlace, with weft yarns put in width wise direction.
- the term “relaxation”, as used herein, refers to a treatment done to reduce tension and produce more uniform shrinkage or torque. Relaxation produces more uniform dyeing characteristics in regular filament yarns.
- the term “weight reduction” refers to the process of treating the fabric with sodium hydroxide, which results in saponification of the ester bonds in which some of the ester bonds in the polymer chains are split, forming disodium terephthalate and ethylene glycol. During the process, the surface of the polyester fibers is removed layer by layer. The character of the fibre surface is changed and craters and deep holes are formed. The fibre becomes delustred, and this in turn improves the handle, appearance and flow properties of fabrics, giving them a soft, silk-like texture.
- the term “heat setting” refers to the process of conferring stability upon fibers, yarns, or fabrics by means of steam or dry heat.
- the term "printing” refers to a process where the fabric after bleaching is printed with the design of interest by their respective known printing method.
- print setting refers to a process where the fabric after padded with print design is set at high temperature on a heat setting machine called stenter for permanency of design in different.
- finishing refers to a process performed on yarn or fabric after weaving or knitting to improve the look, performance, or "hand” (feel) of the finished textile or clothing.
- the different finishing techniques are bio- polishing, raising, fulling, calendaring, anti-microbial finishing, anti-static finishing, non-slip finishing etc. and others known in the art. Suitable finishing agents are required for these finishes.
- the term “drumming” refers to a process involving mechanical action from rotation of the material inside the drums, use of swelling agents, water, heat and pressure to swell the polyester yarns and assisting in untwisting of the yarns to generate grainy texture in the fabric.
- jet-dyeing refers to a process of wet mechanical action under high temperature and pressure used to untwist the yarns in the fabric.
- filament means a fiber of indefinite or extreme length, some of them miles long.
- Silk is a natural filament, while nylon and polyester are synthetic filaments. Filament fibers are generally made into yarn without the spinning operation required of shorter fibers, such as wool and cotton. The abbreviation for this is "f.
- Denier is the term used to define the diameter or fineness of a continuous or filament fiber such as silk or man-made fibers. Denier is the weight in grams of a 9000-meter length of fiber or yarn. The higher the number correlates with the thicker the fiber. The abbreviation for Denier is “d” or "D”.
- Fiber or “fibre” means a fundamental component used in making textile yarns and fabrics. Fibers are fine substances with a high ratio of length to thickness. They can be either natural or synthetic (man-made).
- 50 D/ 24 f means a fiber having 50 g in 9000 m length and 24 filaments in the fiber.
- Natural fibers are of animal origin (such as wool, mohair, etc.) or vegetable origin (such as cotton, linen, etc.) or mineral origin (such as asbestos). Natural fibers are produced from naturally occurring material, mainly wood pulp or cotton lint, and the most commonly used example of this form of fiber is rayon. "Manmade fibers or synthetic fibers” are produced directly by the polymerisation of synthetic chemicals at present obtained as by-products of the petro-chemical industry. Typical examples are nylon and polyester.
- the term "yarn” means a continuous strand of textile fibers that may be composed of endless filaments or shorter fibers twisted or otherwise held together.
- the present woven fabrics are comprised of a warp (yarn) and weft (yarn).
- “Round cross section” refers to a shape of the yarn when the yarn diameter at a point on the yarn at different angles is exactly same. There is a correlation between yarn diameter and the yarn cross-section at that point on the yarn. It can be said that yarn diameter can decide the cross-section shape of the yarn. Different cross-sectional shapes have different stiffness as well as different packing index with ideal geometry of filament yarns. The low-stress mechanical properties and hand behavior of fabric are also altered by change in cross- sectional shape of filaments. A number of factors affect the cross-sectional shape of yarn such as twist, chemical resistance, yarn diameter, etc.
- springiness refers to the tendency of an article to return to its original shape after it has been stretched or compressed. Springiness can be measured using stretch with recovery test.
- Bounce refers to the elastic property of a fabric wherein the textile fibre can recover when released from tension or stretch. Bounce can be measured by Kawabata compression test (Harwood et al., Journal of the Society of Dyers and Colourists, ⁇ 1990) Volume 106, Issue 2, pages 64-68.
- dispersability refers to color fastness to washing as measured by the America Association of Textile Chemists and Colorists (AATCC) 61 :2010-2A method.
- soft feel refers to visual aesthetics of the garment, giving the overall impression of comfort to the garment.
- the degree of softness is proportional to the amount of force required to bend the fiber.
- the laboratory measurement of the amount of force required to bend the fabric is known as the "fiber modulus", which can also ascertain the relative softness of the resulting fiber or article.
- the lower modulus of PTT fibers over PET fibers is explained on a molecular level by the crystalline modulus of PTT.
- the odd number of carbon atoms in the tri-methylene constituent of PTT results in different chain conformations for PTT as compared to PET.
- PTT conformation is more helical or spring like, whereas PET is straight like a wire.
- PTT with coil spring structure has a very low crystal modulus, 2.5 gigapascals (GPa) vs. 107 GPa for PTT and PET crystals respectively.
- GPa gigapascals
- the crystals of PTT are relatively easier to bend compared to PET, and fiber made from PTT has lower modulus and therefore softer.
- the term "fabric” means any cloth woven or knitted from fibers or yarns.
- the term "scouring” refers to the process of washing or cleansing a fabric of grease, soil, and stain in a water/soap/alkali solution.
- stretch refers to the ability of an article to be stretched at least eight percent in the warp or weft direction (that is, at least 1 .08 times its original length), preferably at least ten percent, and then the fabric returns to a value closer to its original dimensions after release of the stretching force as per the American Society for Testing and Materials (ASTM) method D3107-1980.
- ASTM American Society for Testing and Materials
- FDY or "fully drawn yarn” as used herein is defined as a melt-spun continuous filament yarn which has been a highly oriented, either by drawing at a high draw ratio or by spinning at a high wind-up speed such that little residual drawability.
- “Drapability” is defined as the way in which a fabric hangs (falls) over a three- dimensional form, the flow of fabric into folds. Different fabrics drape differently, for example, limply like jersey fabric, stiffly like taffeta, and falling in soft folds like chiffon (Taylor, M.A. (1990). Technology of Textile Properties, 3 * Ed., Forbes Publications, London).
- texture is a term describing the surface effect of a fabric, such as dull, bright, wooly, stiff, soft, fine, coarse, open, or closely woven; the structural quality of a fabric.
- the georgette fabric of the present disclosure contains PTT yarns which are twisted optimally at lower level compared to PET to get springer character of georgette fabric.
- the springer effect is achieved by utilizing inherited characteristics of SORONA ® of high shrinkage at low twist level. Further, crispier feel of fabric become more soft and bright because round cross section of individual filament in SORONA ® yarn is preserved due to robustness in shape provided by high chemical resistance of PTT polymer. If the yarn diameter at a point on the yarn at different angles is about the same, then the yarn is said to have a round cross-section shape at that point. Examples of round cross-section shapes are shown in Figure 6. Overall, the new georgette structure has all the characteristics like springiness, lustre, and better feel than conventional georgette fabric.
- a fabric manufactured by using PTT in both warp and weft yielded a product with high dyeability, drapability, improved bounce and stretch as compared to those conventionally available and such a fabric finds application in apparels in which features such as high dyeability, drapability, improved bounce and stretch are highly desirable.
- the PTT yarns used to manufacture georgette fabrics are resistant to chemicals. Furthermore, the round cross section of these PTT yarns makes them a good reflecting surface which results in enhanced brightness of the fabrics. Also, due to the preservation of the round cross section of filaments in the final yarn, crisp feel becomes softer and the dull look becomes brighter. Furthermore, there is energy conservation in SORONA ® georgette fabric manufacturing because the drumming is carried out at 1 10 °C; and grey heat setting at 175 °C, which is approximately 20 °C less than the corresponding temperature for PET. The colors and design are also more brilliant due to the easy dyeability of SORONA ® .
- the georgette fabric produced by the known PET processing route was found to be poor in dimensional stability, and would shrink during storage and settle at a fabric width which was lower than the desired fabric width of 44 inches ( ⁇ 1 12 cm) which was required for certain for commercial applications, such as the manufacture of sarees.
- the challenge persisted irrespective of the pre-setting fabric width on the pin-stenter.
- this disclosure is directed towards a georgette fabric with improved dyeability, drapability, bounce and stretch as compared to those conventionally available.
- a woven fabric consisting of high twist multifilament yarns wherein the yarn in the warp and weft and made of 100 % PTT and wherein the filaments are closely packed and wherein cross sections of individual filaments in the said yarns are retained in the fabric.
- the warp and weft yarn are twisted in a range of about 800- 3500 turns/m, preferably 1800-3200 (turns per meter), and most preferably 2000- 3000 (turns per meter).
- Another aspect of the present disclosure is a woven fabric consisting of high twist multifilament yarns wherein the yarn in the warp and weft are made of 100 %PTT and wherein the cross sections of individual filaments in the said yarns are retained in the fabric and wherein the process of manufacturing the fabric include any or all the steps mentioned herein:
- the relaxation is done by processes such as drumming, jet- dyeing, and the like. In another embodiment, the relaxation is carried out a temperature in the range of 1 10 °C to 120 °C.
- grey fabric was heat set at a temperature in the range of 150 °C to 175 °C.
- the woven fabric is georgette.
- the width of the finished fabric is not less than 43 inches (-109.2 cm).
- the PTT yarns used for the manufacture of the fabric is from a bio-based source.
- the fabric is used for manufacturing apparels
- the grey fabric is relaxed in a long jet machine during which time the twisted yarns in the warp and weft tend to relax. Due to its lower torsion rigidity, PTT FDY (fully drawn yarn) is comparatively easier to twist and untwist.
- the grainy texture generation in case of georgette fabrics is by virtue of relaxation or untwisting of twisted yarns in the fabric.
- Seam slippage was by the ASTM D434:1995 method using a CRE machine @ 6.0 mm seam opening. Compression is measured by testing a 2 cm 2 area and is measured with the Kawabata evaluation system (KES-FB3) compression tester at an appropriate force for material type being tested.
- Kawabata evaluation system Kawabata evaluation system
- Kawabata evaluation system is a series of instruments used to measure those textile properties that enable predictions of the aesthetic qualities perceived by human touch. Kawabata evaluation system provides a unique capability, not only to predict human response, but also to provide an
- Sensitivity of contactor for geometrical roughness 5 * 5.
- a steel wire with 0.5 mm diameter and 5 mm length contact the fabric surface with 10 gf of contact force.
- a PET (RECRON ® ; Recron Malaysia Sdn Bhd; Reliance Industries Ltd, India) yarn of 50 D/ 24 f was subjected to a high twisting procedure (S- and Z-twist) on a Alidhra FHT-100 Two-for-one (TFO) twister (Alidhra Weavetech Pvt Ltd, India) to provide a twisted yarn of 2700 turns/m forming the warp component of the fabric .
- PET (RECRON ® ) yarn of 50D/24 f was subjected to a high twisting procedure (S- and Z-twist) on a Alidhra FHT-100 Two-for-one (TFO) twister to provide a twisted yarn of 2700 turns/m forming the weft component of the fabric .
- the warp yarns and weft yarns were heat treated at a temperature of 100° C for 90 minutes in a vacuum setter at 70 mm Hg (-9.33 kPa) vacuum pressure This was followed by warping and weaving using following specifications:
- the grey fabric thus obtained was relaxed by drumming for 130° C for 120 min on a traditional drumming machine.
- the fabric was heat-set on a Dhall stenter machine (Dhall Enterprises, India) at a temperature of 200°C for 30 seconds to maximum width of 42 inches (-106.7 cm). The fabric was then subjected to weight reduction on a TEXFAB Terelena machine (Texfab Engineers Pvt. Ltd, India) using caustic soda at 100°C for 45 min so as to achieve linear density of 60 glm. This was followed by washing and neutralization. The fabric was heat set on Motex Stenter Frame (InspirOn Engineering Pvt Ltd., India) at 165°C for 30 sec at 45 inches (-1 14.3 cm) width for making it ready for printing.
- Motex Stenter Frame InspirOn Engineering Pvt Ltd., India
- the fabric was printed using Disperse Dye print paste, dried at 130°C and cured at 175°C for 7 minutes for print-fixation. This was followed by washing the fabric of un-fixed color. The fabric was dried and final-set at 45 inches (-1 14.3 cm) on stenter frame at 165°C for 30 sec. This fabric was then passed on a Dhall Zero-Zero machine where the fabric moves in between a steam heated cylinder at 105°C and 10 mpm speed , the set-up maintained at 8 kg/cm 2 pressure. The fabric returned with a crispy hand-feel and good bounce with a width of 44 inches (-1 1 1 .8 cm) as a result of the relaxation in the Zero-Zero Dhall shrinkage range.
- Figure 3 shows the fabric photograph and fiber state as analyzed by stereo microscope at 10X and Figure 4 shows a photograph taken from scanning electron microscope at 1000 X.
- a PTT (SORONA®) yarn of 50 D/ 24 f was subjected to a high twisting procedure (S- and Z-twist) on a Alidhra FHT-100 Two-for-one (TFO) twister to provide a twisted yarn of 3000 turns/m forming the warp component of the fabric .
- Another PTT (SORONA®) yarn of 50 D/ 24 f was subjected to a high twisting procedure (S- and Z-twist) on a Alidhra FHT-100 Two-for-one (TFO) twister to provide a twisted yarn of 3000 turns/m forming the weft component of the fabric .
- the warp yarns and weft yarns were heat treated at a temperature of 95° C for 60 minutes in a vacuum setter at 70mm Hg (-9.33 kPa) vacuum pressure.
- the grey fabric thus obtained was relaxed by drumming for 130° C for 120 min in a traditional drumming machine.
- the fabric was heat-set on a Dhall stenter machine at a temperature of 195°C for 60 seconds to maximum width of 43 inches (-109.22 cm).
- the fabric was then subjected to weight reduction on a TEXFAB Terelena machine using caustic soda at 100°C for 120 min so as to achieve linear density of 60 glm. This was followed by washing and neutralization.
- the fabric was heat set on Motex Stenter Frame at 165°C for 30 sec at 45 inches (-1 14.3 cm) width for making it ready for printing.
- the Fabric was printed using Disperse Dye print paste, dried at 130°C and cured at 175°C for 7 minutes for print-fixation. This was followed by washing the fabric of un-fixed color. The fabric was dried and final-set at 45 inches (-1 14.3 cm) on stenter frame at 165°C for 30 sec. This fabric was then passed on a Dhall Zero-Zero machine where the fabric moves in between a steam heated cylinder at 100°C and 10 mpm speed , the set-up maintained at 8 kg/cm 2 pressure. The fabric returned with a crispy hand-feel but not good bounce with a width of 43 inches (-109.22 cm) as a result of the relaxation in the Zero-Zero Dhall shrinkage range.
- EXAMPLE 2 A PTT (SORONA®) yarn of 40 D/ 13 f was subjected to a high twisting procedure (S- and Z-twist) on a Alidhra FHT-100 Two-for-one (TFO) twister to provide a twisted yarn of 2000 turns/m forming the warp component of the fabric .
- Another PTT (SORONA®) yarn of 40 D/13 f was subjected to a high twisting procedure (S- and Z-twist) on a Alidhra FHT-100 Two-for-one (TFO) twister to provide a twisted yarn of 2000 turns/m forming the weft component of the fabric .
- the warp yarns and weft yarns were heat treated at a temperature of 1 10° C for 60 minutes in a vacuum setter at 50mm Hg vacuum pressure. This was followed by warping and weaving using following specifications:
- the fabric was heat-set on a Motex stenter machine at a temperature of 175°C for 45 seconds to maximum width of 46.5 inches (-1 18.1 1 cm). The fabric was then subjected to weight reduction on a TEXFAB Terelena machine using caustic soda at 100°C for 120 min so as to achieve linear density of 60 glm. This was followed by washing and neutralization. The fabric was heat set on Motex Stenter Frame at 165°C for 60 sec at 46 inches (-1 16.84 cm) width for making it ready for printing. The Fabric was printed using Disperse Dye print paste, dried at 130°C and cured at 175°C for 7 minutes for print-fixation. This was followed by washing the fabric of un-fixed color.
- the fabric was dried and final-set at 46 inches ( -1 16.84 cm) on stenter frame at 165°C for 30 sec. This fabric was then passed on a Dhall Zero-Zero machine where the fabric moves in between a steam heated cylinder at 105°C at 10 mpm speed, the set-up maintained at 8 kg/cm 2 pressure. The fabric returned with a soft and smooth hand-feel and good bounce with a width of 46 inches ( ⁇ 1 16.84 cm) as a result of the relaxation in the Zero-Zero Dhall shrinkage range.
- Figure 5 shows a stereo microscope photograph at 10X of the fabric.
- Figure 6 shows a photograph taken with a scanning electron microscope at 1000 X of a yarn cross section in the finished fabric.
- the yarn is made up of a group of PTT filaments. Each filament is shown to have a defined boundary is closely packed to other filaments and solid.
- the yarn cross section is round in shape.
- Table 4 Tensile properties of the fabric as evaluated by Kawabata Evaluation system (KES)
- Tensile strain measures the extensibility of the fabric, therefore the georgette of the present disclosure is more extensible.
- a larger value of shear rigidity makes fabric stiff and paper like.
- a larger value of shear hysteresis causes inelastic behavior in shearing.
- a larger value of shear hysteresis at 5 degree angle causes inelastic property in shearing and wrinkle problems.
- PTT georgette of present disclosure is soft, elastic and has fewer wrinkles as compared to polyester georgette.
- Table 7 Surface properties of the fabric as evaluated by Kawabata Evaluation system (KES)
- Too high values of mean frictional coefficient yield unusual surface feeling whereas higher value of surface frictional roughness causes roughness to fabric.
- PTT georgette fabric of present disclosure tested by KES method shows better softness and smoothness over the conventional polyester georgette.
Abstract
The present disclosure provides a woven fabric prepared from twisted yarn of a poly(trimethylene terephthalate), and that the poly(trimethylene terephthalate) yarn is twisted with a twist factor in the range of about 800 to 3500 twists/meter in the warp or weft direction. The georgette woven fabric of the present disclosure is useful for making fabrics useful for applications such as apparel and furnishings. The PTT georgette produce in present work is springier, soft, crispier and bright.
Description
TITLE
A GEORGETTE FABRIC AND METHOD OF MANUFACTURE THEREOF
CROSS-REFERENCE TO RELATED APPLICATIONS
This application claims benefit of India Provisional Patent Application No. 397/DEL/2014, filed February 12, 2014.
FIELD OF THE INVENTION
The present disclosure relates to a woven fabric made of twisted yarns of poly(trimethylene terephthalate). The poly(trimethylene terephthalate) yarn renders the fabric with characteristics such as bounce and good dyeability.
BACKGROUND OF THE INVENTION
Georgette fabric is a sheer, lightweight, dull-finished crepe fabric named after the early 20th century French dressmaker Georgette de la Plante. Originally made from silk, georgette is made with highly twisted yarns. Its characteristic crinkly surface is created by alternating S- and Z-twist yarns in both warp and weft. Georgette is made in solid colors and prints and is used for blouses, dresses, evening gowns, and trimmings. It is springier and less bright than the closely related chiffon.
The crepe-like texture of georgette fabric makes it very springy. Georgette fabric also drapes very well, making it a popular choice for women's fashions in which clingy, flowing fabrics are favored. Since georgette fabric is thin, it is also lightweight, and can be used as a layer in a larger garment without being heavy or bulky. This makes georgette fabric a preferred choice when it comes to designing cloths such as gowns with layers of fabric.
There is demand for georgette based fabrics for characteristics like, springiness, bright color, soft feel and bounce better than regular rayon or synthetic georgette fabric.
Generally, in a georgette structure, yarns are highly twisted, the individual filament is deformed and packed densely and this makes the yarn crispy.
Further, the fabric made from these yarns undergoes a chemical processing treatment such as drumming, weight reduction and dyeing/printing making the fabric further crispier, grainier and springier. Finally, individual filaments in yarns of the georgette fabric have a contour completely fragmented due to a strong alkali treatment and a high twist structure. The yarn feel is not soft but crispier. The appearance is also dull because the yarn and the filament cross section is irregular.
Woven fabrics made from poly(ethylene terephthalate) (PET) or poly(trimethylene terephthalate) (PTT) filaments are known in the art and have been studied for elasticity (Luo et ai, Textile Research Journal (201 1 ), 81 (8), 865-870) and stretchability (Yoon et al., Fibers and Polymers (2003), 4(2), 84-88) (see also WO2013/074539 A1 ). Preparation of woven fabrics of PTT twisted yarns for women's wear is also reported in JP2006132022. Manufacture of polyester (PET) georgette fabric is reported in JP1 1093038, JP62170552, JP57039248, and JP50000196 reports a drumming process for polyester georgette fabrics.
However, certain PTT-based fabrics, such as SORONA® (renewably sourced PTT fiber comprising 37 percent annually renewable plant-based ingredients; i.e., made using bio-based 1 ,3-propanediol) can be twisted optimally at lower level as compared to PET, resulting in the springer characteristic of georgette fabric. The springier effect is achieved by utilizing inherent characteristics of
SORONA like high shrinkage even at low twist level. Further, the crispier feel of fabric becomes more soft and bright because a round cross section of the individual filaments in SORONA® yarn is preserved due to robustness in shape provided by the high chemical resistance of the PTT polymer. While experimenting with yarns and fabrics, the inventors observed that a woven fabric manufactured by using a single component PTT yarn in both the warp and weft yields a product with crispness, springiness, bright color, soft feel and bounce as compared to those conventionally available. OBJECT OF THE INVENTION
An object of this disclosure is to develop a georgette fabric that has characteristics such as bounce, crispness, dyeability and soft feel better than the conventionally available georgette fabric. Still another object of the present disclosure is to develop a process for making a PTT georgette fabric which has a finished fabric width of not less than 43 inches (approximately 109.2 centimeters).
Another object of this disclosure is to develop georgette fabric with high shrinkage in spite of low twist level during processing.
Still another object of this disclosure is to develop energy efficient process for making PTT georgette fabric where dyeing and processing can be achieved at almost 20° C less temperature than a similar process used for a PET georgette fabric.
SUMMARY OF THE INVENTION
An aspect of the disclosure is a woven fabric consisting of high twist multifilament yarns wherein the yarn in the warp and weft and made of 100 %PTT and wherein
the filaments are closely packed and wherein cross sections of individual filaments are retained in the high twist multifilament yarns.
In one embodiment, a woven fabric is provided comprising high twist multifilament yarns wherein the high twist multifilament yarns in the warp and weft are each comprised of 100 wt% poly(trimethylene terephthalate) (PTT) and wherein the cross sections of individual filaments are retained in the high twist multifilament yarns.
In another embodiment, the cross sections of the individual filaments in the high twist multifilament yarns are round in shape in the finished fabric.
In another embodiment, the high twist multifilament yarns in the above woven fabric individually comprise a twist in the range of 800 - 3500 turns per meter.
In another embodiment, the woven fabric is georgette.
In addition to any of the above embodiments, the width of the finished woven fabric is not less than 109.22 cm (43 inches).
In addition to any of the above embodiments, the PTT is bio-based.
In additional to any of the above embodiments, the woven fabric is used for manufacturing apparels, furnishings, decorative textiles, and the like.
Also provided is an apparel, a furnishing, or a decorative textile comprising the woven fabric of any of the above embodiments.
In a further embodiment, the novel woven fabric described in any of the above embodiments is produced by a process comprises the steps of:
(a) twisting;
(b) warping and weaving;
(c) relaxation;
(d) heat setting;
(e) weight reduction;
(f) optional dyeing;
(g) print setting;
(h) finishing on stenter; and (j) sanforizing
A process to produce a woven fabric is also provided comprising:
(a) providing
a. a warp yarn having a high twist; said warp yarn comprising 100 wt% poly(trimethylene terephthalate) (PTT); and b. a weft yarn having a high twist; said weft yarn comprising 100 wt% PTT;
(b) heat treating the warp yarn and weft yarn at a temperate range of 90 °C to 120°C for a period of time ranging from 30 to 90 minutes in a vacuum setter;
(c) warping and weaving the yarns of (b) to form a fabric;
(d) subject the fabric of (c) to relaxation;
(d) heat setting the relaxed fabric from step (d);
(e) subjecting the fabric product of step (d) to weight reduction;
(f) optionally dyeing the fabric product of step (e);
(g) heat setting the fabric product of step (f);
(g) printing setting the fabric product of step (g) ;
(h) finishing the fabric product of step (g); and
(i) sanforizing the fabric product of step (g).
In another embodiment of the process, the relaxation as claimed in step (c) is done by processes such as drumming , jet-dyeing or the like.
In another embodiment of the process, the relaxation of step (c) is carried out a temperature range of 1 10 °C to120 °C.
In another embodiment of the process, the relaxed fabric was heat set at a temperature range of 150 °C to 175 °C.
BRIEF DESCRIPTION OF FIGURES
This disclosure is illustrated in the accompanying drawings, throughout which, like reference numerals, wherever applicable, indicate corresponding parts in the various figures.
Figure 1 is a representation of a woven fabric showing warp and weft.
1 - Warp
2- Weft
Figure 2 is a representation of S and Z twist
Figure 3 is a stereo microscope picture of PET georgette fabric taken at 10 X. Figure 4 is a scanning electron microscope (SEM) picture of yarn cross section of PET georgette fabric at 1000X.
Figure 5 is a stereo microscope picture of PTT georgette fabric taken at 10 X. Figure 6 is a scanning electron microscope (SEM) of yarn cross section of PTT georgette fabric at 1000X.
DETAILED DESCRIPTION OF THE INVENTION
A "woven fabric" consists of two or more thread systems that cross each other at right angles, known as the warp and the weft.
"Warps" are the yarns along the length of the fabrics and are also called ends.
"Weft" is another set of threads that move perpendicular to warps. Wefts are interlaced with warps in a crosswise direction to make a fabric. The warp threads run in the direction of production, and are wound onto a warp beam in the desired width and spacing (ends per inch or ends per centimeter).
The fabrics of this disclosure are woven by the techniques well known in the art such as plain weaving, satin weaving, twill weaving, and the like.
The term "twist" refers to the number of turns about its axis per unit of length of a yarn or other textile strand. It is expressed as turns per inch (tpi), turns per meter (tpm), or turns per centimeter (tpcm).
As used herein, the term "high twist' refers to 800-3500 number of turns per meter of yarn; preferably 1800-3200 number of turns per meter of yarn or most preferably 2000-3000 number of turns per meter of yarn.
A yarn is said to have S-twist if when it is held vertically, the spirals around its central axis slope in the same direction as the middle portion of the letter S, and Z-twist if they slope in the same direction as the middle portion of the letter Z as shown in Figure 2. When two or more yarns, either single or plied, are twisted together, the letters S and Z are used in a similar manner to indicate the direction of the last twist inserted.
As used herein, the term "georgette effect" refers to crinkly or grainy surface created by alternating S- and Z-twist yarns in both warp and weft.
The term "renewably sourced ingredient" refers to an ingredient used to make a product which is sourced from a renewable source. In the present disclosure, such an ingredient is 1 ,3-propanediol, commonly known as PDO, which has been made from renewable source like corn sugar by a fermentation route and has been reacted with terephthalic acid to make the polyester poly (trimethylene terephthalate) or PTT.
Further a "renewable resource", as used herein, refers to a natural resource with the ability of being replaced through biological or other natural processes and replenished with the passage of time.
The term "twisting" refers to the process of combining filaments into yarn by twisting them together or combining two or more parallel singles yarns (spun or filament) into plied yarns or cords. Cables are made by twisting plied yarns or cords. Twisting is also employed to increase strength, smoothness, and uniformity, or to obtain novelty effects in yarn.
The term "warping" refers to the operation of winding warp yarns onto a beam usually in preparation for slashing, weaving, or warp knitting.
Warping the first yarn into a warp beam helps in preparing even sheets of yarn and making the yarn strong enough to handle the stress of weaving without too much end breaking. The second yarn which forms the weft component is inserted across the warp to produce a grey woven fabric.
The term "weaving", as used herein, refers to a process where the fabric is manufactured on a loom in weaving process with warp threads coming from weavers beam interlace, with weft yarns put in width wise direction.
The term "relaxation", as used herein, refers to a treatment done to reduce tension and produce more uniform shrinkage or torque. Relaxation produces more uniform dyeing characteristics in regular filament yarns.
The term "weight reduction" refers to the process of treating the fabric with sodium hydroxide, which results in saponification of the ester bonds in which some of the ester bonds in the polymer chains are split, forming disodium terephthalate and ethylene glycol. During the process, the surface of the polyester fibers is removed layer by layer. The character of the fibre surface is changed and craters and deep holes are formed. The fibre becomes delustred, and this in turn improves the handle, appearance and flow properties of fabrics, giving them a soft, silk-like texture. As used herein, the term "heat setting" refers to the process of conferring stability upon fibers, yarns, or fabrics by means of steam or dry heat.
As used herein, the term "printing" refers to a process where the fabric after bleaching is printed with the design of interest by their respective known printing method.
As used herein, the term "print setting" refers to a process where the fabric after padded with print design is set at high temperature on a heat setting machine called stenter for permanency of design in different.
As used herein, the term "finishing" refers to a process performed on yarn or fabric after weaving or knitting to improve the look, performance, or "hand" (feel) of the finished textile or clothing. The different finishing techniques are bio- polishing, raising, fulling, calendaring, anti-microbial finishing, anti-static finishing, non-slip finishing etc. and others known in the art. Suitable finishing agents are required for these finishes.
As used herein, the term "drumming" refers to a process involving mechanical action from rotation of the material inside the drums, use of swelling agents,
water, heat and pressure to swell the polyester yarns and assisting in untwisting of the yarns to generate grainy texture in the fabric.
As used herein, the term "jet-dyeing" refers to a process of wet mechanical action under high temperature and pressure used to untwist the yarns in the fabric.
The term "filament" means a fiber of indefinite or extreme length, some of them miles long. Silk is a natural filament, while nylon and polyester are synthetic filaments. Filament fibers are generally made into yarn without the spinning operation required of shorter fibers, such as wool and cotton. The abbreviation for this is "f.
"Denier" is the term used to define the diameter or fineness of a continuous or filament fiber such as silk or man-made fibers. Denier is the weight in grams of a 9000-meter length of fiber or yarn. The higher the number correlates with the thicker the fiber. The abbreviation for Denier is "d" or "D".
As used herein, the term "fiber" or "fibre" means a fundamental component used in making textile yarns and fabrics. Fibers are fine substances with a high ratio of length to thickness. They can be either natural or synthetic (man-made).
As used herein, "50 D/ 24 f means a fiber having 50 g in 9000 m length and 24 filaments in the fiber.
"Natural fibers" are of animal origin (such as wool, mohair, etc.) or vegetable origin (such as cotton, linen, etc.) or mineral origin (such as asbestos). Natural fibers are produced from naturally occurring material, mainly wood pulp or cotton lint, and the most commonly used example of this form of fiber is rayon.
"Manmade fibers or synthetic fibers" are produced directly by the polymerisation of synthetic chemicals at present obtained as by-products of the petro-chemical industry. Typical examples are nylon and polyester.
The term "yarn" means a continuous strand of textile fibers that may be composed of endless filaments or shorter fibers twisted or otherwise held together. The present woven fabrics are comprised of a warp (yarn) and weft (yarn).
"Round cross section" refers to a shape of the yarn when the yarn diameter at a point on the yarn at different angles is exactly same. There is a correlation between yarn diameter and the yarn cross-section at that point on the yarn. It can be said that yarn diameter can decide the cross-section shape of the yarn. Different cross-sectional shapes have different stiffness as well as different packing index with ideal geometry of filament yarns. The low-stress mechanical properties and hand behavior of fabric are also altered by change in cross- sectional shape of filaments. A number of factors affect the cross-sectional shape of yarn such as twist, chemical resistance, yarn diameter, etc.
The term "springiness" refers to the tendency of an article to return to its original shape after it has been stretched or compressed. Springiness can be measured using stretch with recovery test.
The term "bounce" refers to the elastic property of a fabric wherein the textile fibre can recover when released from tension or stretch. Bounce can be measured by Kawabata compression test (Harwood et al., Journal of the Society of Dyers and Colourists,{ 1990) Volume 106, Issue 2, pages 64-68.
The term "dyeability" refers to color fastness to washing as measured by the America Association of Textile Chemists and Colorists (AATCC) 61 :2010-2A method.
As used herein, "soft feel" refers to visual aesthetics of the garment, giving the overall impression of comfort to the garment.
The degree of softness is proportional to the amount of force required to bend the fiber. The laboratory measurement of the amount of force required to bend the fabric is known as the "fiber modulus", which can also ascertain the relative softness of the resulting fiber or article.
The lower modulus of PTT fibers over PET fibers is explained on a molecular level by the crystalline modulus of PTT. The odd number of carbon atoms in the tri-methylene constituent of PTT results in different chain conformations for PTT as compared to PET. PTT conformation is more helical or spring like, whereas PET is straight like a wire. Naturally, more force is required to deform a straight wire while very little force is required to deform a coil spring to the same extent; therefore, PTT with coil spring structure has a very low crystal modulus, 2.5 gigapascals (GPa) vs. 107 GPa for PTT and PET crystals respectively. As a result, the crystals of PTT are relatively easier to bend compared to PET, and fiber made from PTT has lower modulus and therefore softer. As used herein, the term "fabric" means any cloth woven or knitted from fibers or yarns.
The term "scouring" refers to the process of washing or cleansing a fabric of grease, soil, and stain in a water/soap/alkali solution.
The term "stretch "as used to describe this disclosure, refers to the ability of an article to be stretched at least eight percent in the warp or weft direction (that is, at least 1 .08 times its original length), preferably at least ten percent, and then the fabric returns to a value closer to its original dimensions after release of the
stretching force as per the American Society for Testing and Materials (ASTM) method D3107-1980.
The term " FDY" or "fully drawn yarn" as used herein is defined as a melt-spun continuous filament yarn which has been a highly oriented, either by drawing at a high draw ratio or by spinning at a high wind-up speed such that little residual drawability.
"Drapability" is defined as the way in which a fabric hangs (falls) over a three- dimensional form, the flow of fabric into folds. Different fabrics drape differently, for example, limply like jersey fabric, stiffly like taffeta, and falling in soft folds like chiffon (Taylor, M.A. (1990). Technology of Textile Properties, 3* Ed., Forbes Publications, London).
As used herein, "texture" is a term describing the surface effect of a fabric, such as dull, bright, wooly, stiff, soft, fine, coarse, open, or closely woven; the structural quality of a fabric.
"Conditioning" of the twisted yarns by heat setting is done to relax yarns, to prevent them from snarling, to enable them to be worked efficiently in the following processes and to fix yarn-twisting.
The georgette fabric of the present disclosure contains PTT yarns which are twisted optimally at lower level compared to PET to get springer character of georgette fabric. The springer effect is achieved by utilizing inherited characteristics of SORONA® of high shrinkage at low twist level. Further, crispier feel of fabric become more soft and bright because round cross section of individual filament in SORONA® yarn is preserved due to robustness in shape provided by high chemical resistance of PTT polymer. If the yarn diameter at a point on the yarn at different angles is about the same, then the yarn is said to have a round cross-section shape at that point. Examples of round cross-section shapes are shown in Figure 6.
Overall, the new georgette structure has all the characteristics like springiness, lustre, and better feel than conventional georgette fabric. This is because all the parameters like twist, harsh component of the yarn is reduced by use of soft SORONA® polymer, round cross-section of filament/yarn is preserved to get a better luster and silk-like feel. Furthermore, dyeing and processing of SORONA® georgette fabric can be achieved at almost 20 °C lower temperature than conventional georgette fabric and the final fabrics can be dyed with sharp colors due to easy dyeability when we compare with regular conventional PET georgette fabric. Surprisingly, a fabric manufactured by using PTT in both warp and weft yielded a product with high dyeability, drapability, improved bounce and stretch as compared to those conventionally available and such a fabric finds application in apparels in which features such as high dyeability, drapability, improved bounce and stretch are highly desirable.
When PTT yarns with high twist of about 800-3500 (turns per meter), preferably 1800-3200 (turns per meter), and most preferably 2000-3000 (turns per meter) are used in fabric construction and relaxed during fabric dyeing and finishing, the yarns shrink and lead to development of the highly desirable grainy texture which resembles georgette fabrics made from regenerated-natural incumbents yet retaining inherent internal softness in the fabric. The fabric so developed also can be engineered to provide a stretch effect in the weft and warp direction by virtue of the higher shrink force of high twist PTT FDY. This stretch is most desirable in apparels like tops, blouses, and shirts.
This structure is more robust due to usage of highly chemical resistant SORONA® polymer where shape of individual filament in yarn and overall cross- section of the final yarn is rounder, which gives soft, bright and a distinguished look to the fabrics. Georgette fabric containing PTT was attempted with the known PET georgette process but twist and the process sequences had to be modified to get a differentiated value proposition as discussed in this disclosure.
Georgette fabrics manufactured using conventional yarns such as polyester are known to be less lustrous and tend to fade when exposed to sunlight over time and care needs to be taken to washing these fabrics. Mild detergents are to be used and care needs to be taken while drying the fabric in order to maintain the colour for a longer time.
In the present disclosure, the PTT yarns used to manufacture georgette fabrics are resistant to chemicals. Furthermore, the round cross section of these PTT yarns makes them a good reflecting surface which results in enhanced brightness of the fabrics. Also, due to the preservation of the round cross section of filaments in the final yarn, crisp feel becomes softer and the dull look becomes brighter. Furthermore, there is energy conservation in SORONA® georgette fabric manufacturing because the drumming is carried out at 1 10 °C; and grey heat setting at 175 °C, which is approximately 20 °C less than the corresponding temperature for PET. The colors and design are also more brilliant due to the easy dyeability of SORONA®.
The georgette fabric produced by the known PET processing route was found to be poor in dimensional stability, and would shrink during storage and settle at a fabric width which was lower than the desired fabric width of 44 inches (~1 12 cm) which was required for certain for commercial applications, such as the manufacture of sarees. The challenge persisted irrespective of the pre-setting fabric width on the pin-stenter.
Accordingly, this disclosure is directed towards a georgette fabric with improved dyeability, drapability, bounce and stretch as compared to those conventionally available.
In one aspect a woven fabric consisting of high twist multifilament yarns wherein the yarn in the warp and weft and made of 100 % PTT and wherein the filaments
are closely packed and wherein cross sections of individual filaments in the said yarns are retained in the fabric.
In one embodiment, the warp and weft yarn are twisted in a range of about 800- 3500 turns/m, preferably 1800-3200 (turns per meter), and most preferably 2000- 3000 (turns per meter).
Another aspect of the present disclosure is a woven fabric consisting of high twist multifilament yarns wherein the yarn in the warp and weft are made of 100 %PTT and wherein the cross sections of individual filaments in the said yarns are retained in the fabric and wherein the process of manufacturing the fabric include any or all the steps mentioned herein:
(a) twisting;
(b) warping and weaving;
(c) relaxation;
(d) heat setting; (e) weight reduction;
(f) optional dyeing;
(g) printing, print setting;
(h) finishing on stenter; and (j) sanforizing.
In one embodiment, the relaxation is done by processes such as drumming, jet- dyeing, and the like.
In another embodiment, the relaxation is carried out a temperature in the range of 1 10 °C to 120 °C.
In another embodiment, grey fabric was heat set at a temperature in the range of 150 °C to 175 °C.
In another embodiment of the present disclosure, the woven fabric is georgette.
In yet another embodiment, the width of the finished fabric is not less than 43 inches (-109.2 cm).
In still another embodiment, the PTT yarns used for the manufacture of the fabric is from a bio-based source.
In another embodiment, the fabric is used for manufacturing apparels,
furnishings, decorative textiles, and the like.
The grey fabric is relaxed in a long jet machine during which time the twisted yarns in the warp and weft tend to relax. Due to its lower torsion rigidity, PTT FDY (fully drawn yarn) is comparatively easier to twist and untwist. The grainy texture generation in case of georgette fabrics is by virtue of relaxation or untwisting of twisted yarns in the fabric.
In the case of PET fabrics, a combination of wet mechanical action under high temperature and pressure is used to untwist the yarns in the fabric. Although the high temperature and pressure is possible in the case of a conventional jet dyeing machine, the mechanical action on the fabric in the jet dyeing machine is not enough to untwist the yarns in the fabric for grainy texture generation. So, mechanical agitation needs to be given in drumming process. The drumming process involves mechanical action (from rotation of the material inside the drums), use of swelling agents, water, heat and pressure to swell the polyester yarns and assist in untwisting of the yarns to generate grainy texture in the fabric. Trials on PTT FDY based georgette fabrics have shown that the mechanical
agitation of the conventional jet dyeing machine is suitable for untwisting of the yarns in the fabric which leads to generation of grainy texture in the fabric. This would lead to advantages of eliminating manual labor (to cut, pile and stitch fabric in 100-meter lots), downgrades could be spread over larger fabric length (corresponding to increased batch length from jet dyeing machine), and uniform fabric quality (gsm and texture).
TEST METHODS
Unless otherwise noted, the following apply: "gf/cm" is gram force per centimeter; "ASTM" means the American Society for Testing and Materials, "AATCC" means America Association of Textile Chemists and Colorists, "ml_" means milliliter(s), "°C" means Celsius, "min" means minutes, "s" means second(s), "hr" means hour(s), "CRE" means constant-rate-of-extension; "KES" means Kawabata evaluation system, "m" means meters, "mm" means millimeters, "cm" means centimeters, "kPa" means kilopascals, "glm" means grams per linear meter, "GPa" means gigapascals; "Ibf means pounds force. Fabric width was measured by ASTM D3774: 1996(2004) method.
Color fastness to washing was measured by AATCC 61 :2010-2A method using following conditions:
Temperature 60 °C;
Liquid Volume 150 ml_; Time 45 minutes;
Steel balls 50; and
Detergent-0.15% (w/w) WOB (without optical brightener)
Dimensional change after 3 washing was measured by the AATCC 135:2010 method using following conditions:
Machine wash at 60 °C;
Normal cycle; and
Tumble Dry medium. Tensile strength was measured by the ASTM D5034:2009 method using a constant-rate-of-extension (CRE) machine.
Tear strength was measured by the ASTM D1424:2009 method.
Seam slippage was by the ASTM D434:1995 method using a CRE machine @ 6.0 mm seam opening. Compression is measured by testing a 2 cm2 area and is measured with the Kawabata evaluation system (KES-FB3) compression tester at an appropriate force for material type being tested.
Kawabata evaluation system (KES) is a series of instruments used to measure those textile properties that enable predictions of the aesthetic qualities perceived by human touch. Kawabata evaluation system provides a unique capability, not only to predict human response, but also to provide an
understanding of how the variables of fibre, yarn, fabric construction and finish contribute to perceptions of comfort.
For the present disclosure properties like crisp and bounce was measured by Kawabata evaluation system.
Following testing parameters were used for Kawabata evaluation system (KES)
 Tensile 5*5 0.2 500
Tensile 5*5 0.2 500



Sensitivity Sweep of Velocity of the Tension
displacement displacement applied to the of the of the specimen contactor on contactor (gf/cm) the surface of (cm/s)
the specimen
(cm)
Surface 5*5 0.02 2 50
Sensitivity of contactor for geometrical roughness: 5*5. A steel wire with 0.5 mm diameter and 5 mm length contact the fabric surface with 10 gf of contact force.
The following examples are only illustrated to further describe the disclosure and should in no way be construed to limit the scope of the disclosure.
COMPARATIVE EXAMPLE A
A PET (RECRON®; Recron Malaysia Sdn Bhd; Reliance Industries Ltd, India) yarn of 50 D/ 24 f was subjected to a high twisting procedure (S- and Z-twist) on a Alidhra FHT-100 Two-for-one (TFO) twister (Alidhra Weavetech Pvt Ltd, India) to provide a twisted yarn of 2700 turns/m forming the warp component of the fabric . Another PET (RECRON®) yarn of 50D/24 f was subjected to a high twisting procedure (S- and Z-twist) on a Alidhra FHT-100 Two-for-one (TFO) twister to provide a twisted yarn of 2700 turns/m forming the weft component of the fabric .
The warp yarns and weft yarns were heat treated at a temperature of 100° C for 90 minutes in a vacuum setter at 70 mm Hg (-9.33 kPa) vacuum pressure This was followed by warping and weaving using following specifications:
Warp density- 100 threads per inch (2S twist yarns alternating with 2 Z yarns) Reed space- 58 inches
Denting pattern- 2
Pick density- 78 threads per inch (2S twist yarns alternating with 2 Z yarns) Linear density- 66 glm
The grey fabric thus obtained was relaxed by drumming for 130° C for 120 min on a traditional drumming machine.
The fabric was heat-set on a Dhall stenter machine (Dhall Enterprises, India) at a temperature of 200°C for 30 seconds to maximum width of 42 inches (-106.7 cm). The fabric was then subjected to weight reduction on a TEXFAB Terelena machine (Texfab Engineers Pvt. Ltd, India) using caustic soda at 100°C for 45 min so as to achieve linear density of 60 glm. This was followed by washing and neutralization. The fabric was heat set on Motex Stenter Frame (InspirOn Engineering Pvt Ltd., India) at 165°C for 30 sec at 45 inches (-1 14.3 cm) width for making it ready for printing. The fabric was printed using Disperse Dye print paste, dried at 130°C and cured at 175°C for 7 minutes for print-fixation. This was followed by washing the fabric of un-fixed color. The fabric was dried and final-set at 45 inches (-1 14.3 cm) on stenter frame at 165°C for 30 sec. This fabric was then passed on a Dhall Zero-Zero machine where the fabric moves in between a steam heated cylinder at 105°C and 10 mpm speed , the set-up maintained at 8 kg/cm2 pressure. The fabric returned with a crispy hand-feel and good bounce with a width of 44 inches (-1 1 1 .8 cm) as a result of the relaxation in the Zero-Zero Dhall shrinkage range.
Figure 3 shows the fabric photograph and fiber state as analyzed by stereo microscope at 10X and Figure 4 shows a photograph taken from scanning electron microscope at 1000 X.
As can be seen from Figure 4, the PET filament in cross section is deformed, packed and abraded.
Table 1 : Fabric test results for 50 D/ 24 f PET yarn

a= 4.44822 X Ibf (pounds force)= Newtons (N)
EXAMPLE 1
A PTT (SORONA®) yarn of 50 D/ 24 f was subjected to a high twisting procedure (S- and Z-twist) on a Alidhra FHT-100 Two-for-one (TFO) twister to provide a twisted yarn of 3000 turns/m forming the warp component of the fabric . Another PTT (SORONA®) yarn of 50 D/ 24 f was subjected to a high twisting procedure (S- and Z-twist) on a Alidhra FHT-100 Two-for-one (TFO) twister to provide a twisted yarn of 3000 turns/m forming the weft component of the fabric .
The warp yarns and weft yarns were heat treated at a temperature of 95° C for 60 minutes in a vacuum setter at 70mm Hg (-9.33 kPa) vacuum pressure.
This was followed by warping and weaving using following specifications:
Warp density- 72 threads per inch (2S twist yarns alternating with 2 Z yarns) Reed space- 61 inches
Denting pattern- 2
Pick density- 78 threads per inch (2S twist yarns alternating with 2 Z yarns) Linear density- 66 glm
The grey fabric thus obtained was relaxed by drumming for 130° C for 120 min in a traditional drumming machine.
The fabric was heat-set on a Dhall stenter machine at a temperature of 195°C for 60 seconds to maximum width of 43 inches (-109.22 cm). The fabric was then subjected to weight reduction on a TEXFAB Terelena machine using caustic soda at 100°C for 120 min so as to achieve linear density of 60 glm. This was followed by washing and neutralization. The fabric was heat set on Motex Stenter Frame at 165°C for 30 sec at 45 inches (-1 14.3 cm) width for making it ready for printing. The Fabric was printed using Disperse Dye print paste, dried at 130°C and cured at 175°C for 7 minutes for print-fixation. This was followed by washing the fabric of un-fixed color. The fabric was dried and final-set at 45 inches (-1 14.3 cm) on stenter frame at 165°C for 30 sec. This fabric was then passed on a Dhall Zero-Zero machine where the fabric moves in between a steam heated cylinder at 100°C and 10 mpm speed , the set-up maintained at 8 kg/cm2 pressure. The fabric returned with a crispy hand-feel but not good bounce with a width of 43 inches (-109.22 cm) as a result of the relaxation in the Zero-Zero Dhall shrinkage range.
Table 2: Fabric test results for 50 D/ 24 f PTT yarn

a= 4.44822 X Ibf (pounds force)= Newtons (N)
EXAMPLE 2
A PTT (SORONA®) yarn of 40 D/ 13 f was subjected to a high twisting procedure (S- and Z-twist) on a Alidhra FHT-100 Two-for-one (TFO) twister to provide a twisted yarn of 2000 turns/m forming the warp component of the fabric . Another PTT (SORONA®) yarn of 40 D/13 f was subjected to a high twisting procedure (S- and Z-twist) on a Alidhra FHT-100 Two-for-one (TFO) twister to provide a twisted yarn of 2000 turns/m forming the weft component of the fabric .
The warp yarns and weft yarns were heat treated at a temperature of 1 10° C for 60 minutes in a vacuum setter at 50mm Hg vacuum pressure. This was followed by warping and weaving using following specifications:
Warp density- 84 threads per inch (2S twist yarns alternating with 2 Z yarns) Reed space- 64 inches
Denting pattern- 2
Pick density- 78 threads per inch (2S twist yarns alternating with 2 Z yarns) Linear density- 69 glm The grey fabric thus obtained was relaxed by drumming for 1 10° C for 90 min in a traditional drumming machine.
The fabric was heat-set on a Motex stenter machine at a temperature of 175°C for 45 seconds to maximum width of 46.5 inches (-1 18.1 1 cm). The fabric was then subjected to weight reduction on a TEXFAB Terelena machine using caustic soda at 100°C for 120 min so as to achieve linear density of 60 glm. This was followed by washing and neutralization. The fabric was heat set on Motex Stenter Frame at 165°C for 60 sec at 46 inches (-1 16.84 cm) width for making it ready for printing. The Fabric was printed using Disperse Dye print paste, dried at 130°C and cured at 175°C for 7 minutes for print-fixation. This was followed by washing the fabric of un-fixed color. The fabric was dried and final-set at 46 inches ( -1 16.84 cm) on stenter frame at 165°C for 30 sec. This fabric was then passed on a Dhall Zero-Zero machine where the fabric moves in between a steam heated cylinder at 105°C at 10 mpm speed, the set-up maintained at 8 kg/cm2 pressure. The fabric returned with a soft and smooth hand-feel and good
bounce with a width of 46 inches (~1 16.84 cm) as a result of the relaxation in the Zero-Zero Dhall shrinkage range.
Figure 5 shows a stereo microscope photograph at 10X of the fabric. Figure 6 shows a photograph taken with a scanning electron microscope at 1000 X of a yarn cross section in the finished fabric. The yarn is made up of a group of PTT filaments. Each filament is shown to have a defined boundary is closely packed to other filaments and solid. The yarn cross section is round in shape.
Table 3: Fabric test results for 40 D/ 13 f PTT yarn
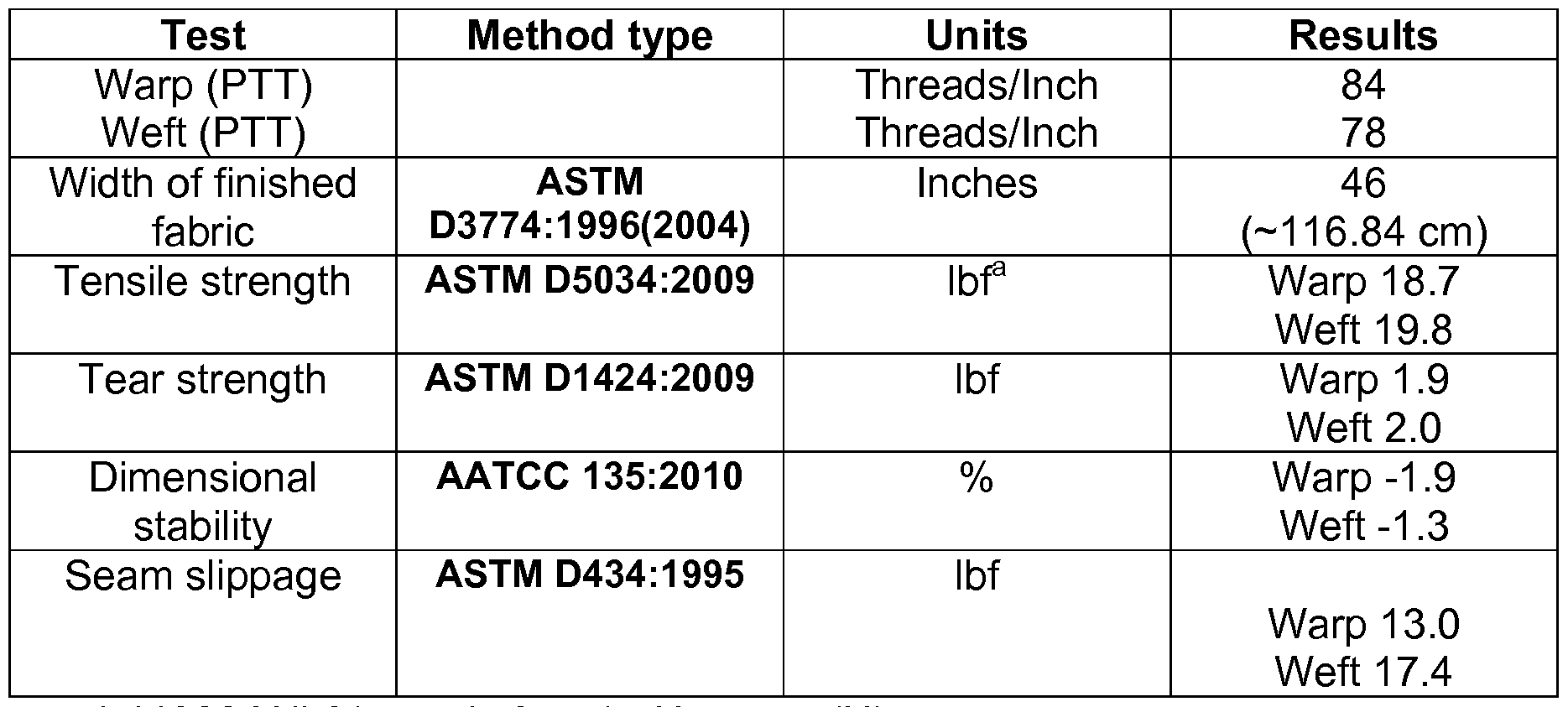
4.44822 X Ibf (pounds force)= Newtons (N)
Table 4: Tensile properties of the fabric as evaluated by Kawabata Evaluation system (KES)

(g. cm/cm2) energy Weft 12.36 50.81 6.6
(WT)
Resilience Tensile Warp 39.55 25.85 39.47
(%) Resilience Weft 46.9 31 .9 18.18
%(RT)
Tensile strain measures the extensibility of the fabric, therefore the georgette of the present disclosure is more extensible.
Linearity in extension provides a measure for softness, higher the value, stiffer the fabric. Therefore as can be seen from Table 4, the PTT georgette fabric of present disclosure has soft feeling compared to the comparative polyester georgette.
Table 5: Bending properties of the fabric as evaluated by Kawabata Evaluation system (KES)

A higher value of bending rigidity means that fabric is stiff or resistant to bend. A larger value of bending moment indicates inelastic behavior. Therefore as can be seen from table 5, polyester georgette is stiff and inelastic whereas PTT georgette of present disclosure is soft and easily bendable and recoverable from bend.
Table 6: Shear properties of the fabric as evaluated by Kawabata Evaluation system (KES)

A larger value of shear rigidity makes fabric stiff and paper like. A larger value of shear hysteresis causes inelastic behavior in shearing. A larger value of shear hysteresis at 5 degree angle causes inelastic property in shearing and wrinkle problems. As can be seen from Table 6, PTT georgette of present disclosure is soft, elastic and has fewer wrinkles as compared to polyester georgette.
Table 7: Surface properties of the fabric as evaluated by Kawabata Evaluation system (KES)

friction (MMD)
Geometrical Surface Warp 2.072 1 .768 0.59 roughness geometrical Weft 1 .81 1 .769 0.665
(micron) roughness
(SMD)
Too high values of mean frictional coefficient yield unusual surface feeling whereas higher value of surface frictional roughness causes roughness to fabric.
Too high values of surface geometrical roughness yield unusual surface feeling.
As can be seen from Table 7, PTT georgette fabric of present disclosure tested by KES method shows better softness and smoothness over the conventional polyester georgette.
Table 8: Process parameters

Claims
1 . A woven fabric comprising high twist multifilament yarns wherein the high twist multifilament yarns in the warp and weft are each comprised of 100 wt% poly(trimethylene terephthalate) (PTT) and wherein the cross sections of individual filaments are retained in the high twist multifilament yarns.
2. The woven fabric of claim 1 where cross sections of the individual filaments in the high twist multifilament yarns are round in shape.
3. The woven fabric of claim 1 or 2 wherein the high twist multifilament yarns individually comprise a twist in the range of 800 - 3500 turns per meter.
4. The woven fabric of claim 1 , 2 or 3 wherein the woven fabric is georgette.
5. The woven fabric of claim 1 , 2, 3 or 4, wherein the width of the finished woven fabric is not less than 109.22 cm (43 inches).
6. The woven fabric of claim 1 , 2, 3, 4 or 5 wherein the PTT is bio-based.
7. The woven fabric of claim 1 , 2, 3, 4, 5 or 6 wherein the woven fabric is used for manufacturing apparels, furnishings, decorative textiles, and the like.
8. An apparel, a furnishing, or a decorative textile comprising the woven fabric of claim 1 .
9. The woven fabric of claim 1 produced by a process comprises the steps of:
(a) twisting;
(b) warping and weaving;
(c) relaxation;
(d) heat setting;
(e) weight reduction;
(f) optional dyeing;
(g) print setting;
(h) finishing on stenter; and (j) sanforizing
10. A process to produce a woven fabric comprising: (b) providing
a. a warp yarn having a high twist; said warp yarn comprising 100 wt% poly(trimethylene terephthalate) (PTT); and b. a weft yarn having a high twist; said weft yarn comprising 100 wt% PTT;
(b) heat treating the warp yarn and weft yarn at a temperate range of 90 °C to 120°C for a period of time ranging from 30 to 90 minutes in a vacuum setter;
(c) warping and weaving the yarns of (b) to form a fabric;
(d) subject the fabric of (c) to relaxation;
(d) heat setting the relaxed fabric from step (d);
(e) subjecting the fabric product of step (d) to weight reduction;
(f) optionally dyeing the fabric product of step (e);
(g) heat setting the fabric product of step (f);
(g) printing setting the fabric product of step (g) ;
(h) finishing the fabric product of step (g); and
(i) sanforizing the fabric product of step (g).
1 1 .The process of claim 1 1 wherein the relaxation as claimed in step (c) is done by processes such as drumming , jet-dyeing or the like.
12. The process of claim 1 1 wherein the relaxation of step (c) is carried out a temperature range of 110 °C to120 °C.
13. The process of claims 1 1 , 12, or 13 wherein the grey fabric was heat set at a temperature range of 150 °C to 175 °C.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IN397/DEL/2014 | 2014-02-12 | ||
| IN397DE2014 | 2014-02-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015123419A1 true WO2015123419A1 (en) | 2015-08-20 |
Family
ID=52598819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2015/015624 WO2015123419A1 (en) | 2014-02-12 | 2015-02-12 | A georgette fabric and method of manufacture thereof |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2015123419A1 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109629062A (en) * | 2019-02-22 | 2019-04-16 | 江苏联宏纺织有限公司 | A kind of production method of the easypro elater scribbled of elasticity |
| CN109837769A (en) * | 2019-03-06 | 2019-06-04 | 佛山市中汇纺织印染有限公司 | A kind of preparation process and its woven fabric of self-forming Bamboo-shaped looped fabric |
| CN110079915A (en) * | 2019-05-28 | 2019-08-02 | 江苏悦达棉纺有限公司 | Easypro elater blended woven fabric fabric and its production technology |
| CN110965166A (en) * | 2019-12-25 | 2020-04-07 | 际华三五零九纺织有限公司 | Environment-friendly elastic yarn and production method and application thereof |
| WO2021237080A1 (en) * | 2020-05-21 | 2021-11-25 | Burlington Industries Llc | Wool fabric with stretch properties and garments made therefrom |
| CN114959997A (en) * | 2022-06-10 | 2022-08-30 | 丹阳市丹祈纺织有限公司 | Preparation method of woven multifunctional unidirectional moisture-conducting synthetic fiber fabric |
| US11702772B2 (en) | 2020-05-21 | 2023-07-18 | Burlington Industries Llc | Wool fabric with stretch properties and garments made therefrom |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50196A (en) | 1973-05-10 | 1975-01-06 | ||
| JPS5739248A (en) | 1980-08-15 | 1982-03-04 | Teijin Ltd | Production of hard twisted fabric |
| JPS62170552A (en) | 1986-01-20 | 1987-07-27 | ユニチカ株式会社 | Production of hard twisted crepe fabric |
| JPH1193038A (en) | 1997-09-19 | 1999-04-06 | Asahi Chem Ind Co Ltd | Fabric of hard twist yarn |
| EP1298236A1 (en) * | 2000-02-04 | 2003-04-02 | Asahi Kasei Kabushiki Kaisha | Woven stretch fabric |
| JP2005089928A (en) * | 2003-09-19 | 2005-04-07 | Solotex Corp | Crepe fabric and method for producing the same |
| JP2006132022A (en) | 2004-11-04 | 2006-05-25 | Teijin Fibers Ltd | Low repulsion polyester woven fabric, method for producing the same and textile product |
| JP2007063694A (en) * | 2005-08-30 | 2007-03-15 | Solotex Corp | Twisted yarn package |
| WO2013074539A1 (en) | 2011-11-14 | 2013-05-23 | E. I. Du Pont De Nemours And Company | Woven fabric made of twisted yarns and method of manufacture thereof |
-
2015
- 2015-02-12 WO PCT/US2015/015624 patent/WO2015123419A1/en active Application Filing
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50196A (en) | 1973-05-10 | 1975-01-06 | ||
| JPS5739248A (en) | 1980-08-15 | 1982-03-04 | Teijin Ltd | Production of hard twisted fabric |
| JPS62170552A (en) | 1986-01-20 | 1987-07-27 | ユニチカ株式会社 | Production of hard twisted crepe fabric |
| JPH1193038A (en) | 1997-09-19 | 1999-04-06 | Asahi Chem Ind Co Ltd | Fabric of hard twist yarn |
| EP1298236A1 (en) * | 2000-02-04 | 2003-04-02 | Asahi Kasei Kabushiki Kaisha | Woven stretch fabric |
| JP2005089928A (en) * | 2003-09-19 | 2005-04-07 | Solotex Corp | Crepe fabric and method for producing the same |
| JP2006132022A (en) | 2004-11-04 | 2006-05-25 | Teijin Fibers Ltd | Low repulsion polyester woven fabric, method for producing the same and textile product |
| JP2007063694A (en) * | 2005-08-30 | 2007-03-15 | Solotex Corp | Twisted yarn package |
| WO2013074539A1 (en) | 2011-11-14 | 2013-05-23 | E. I. Du Pont De Nemours And Company | Woven fabric made of twisted yarns and method of manufacture thereof |
Non-Patent Citations (4)
| Title |
|---|
| HARWOOD ET AL., JOURNAL OF THE SOCIETY OF DYERS AND COLOURISTS, vol. 106, no. 2, 1990, pages 64 - 68 |
| LUO ET AL., TEXTILE RESEARCH JOURNAL, vol. 81, no. 8, 2011, pages 865 - 870 |
| TAYLOR, M.A.: "Technology of Textile Properties, 3rd ed.", 1990, FORBES PUBLICATIONS |
| YOON ET AL., FIBERS AND POLYMERS, vol. 4, no. 2, 2003, pages 84 - 88 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109629062A (en) * | 2019-02-22 | 2019-04-16 | 江苏联宏纺织有限公司 | A kind of production method of the easypro elater scribbled of elasticity |
| CN109837769A (en) * | 2019-03-06 | 2019-06-04 | 佛山市中汇纺织印染有限公司 | A kind of preparation process and its woven fabric of self-forming Bamboo-shaped looped fabric |
| CN109837769B (en) * | 2019-03-06 | 2021-08-17 | 佛山市中汇纺织印染有限公司 | Preparation process for self-forming bamboo-like knitted fabric and woven fabric thereof |
| CN110079915A (en) * | 2019-05-28 | 2019-08-02 | 江苏悦达棉纺有限公司 | Easypro elater blended woven fabric fabric and its production technology |
| CN110965166A (en) * | 2019-12-25 | 2020-04-07 | 际华三五零九纺织有限公司 | Environment-friendly elastic yarn and production method and application thereof |
| WO2021237080A1 (en) * | 2020-05-21 | 2021-11-25 | Burlington Industries Llc | Wool fabric with stretch properties and garments made therefrom |
| US11702772B2 (en) | 2020-05-21 | 2023-07-18 | Burlington Industries Llc | Wool fabric with stretch properties and garments made therefrom |
| CN114959997A (en) * | 2022-06-10 | 2022-08-30 | 丹阳市丹祈纺织有限公司 | Preparation method of woven multifunctional unidirectional moisture-conducting synthetic fiber fabric |
| CN114959997B (en) * | 2022-06-10 | 2023-12-26 | 丹阳市丹祈纺织有限公司 | Preparation method of woven multifunctional unidirectional moisture-conducting synthetic fiber fabric |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015123419A1 (en) | A georgette fabric and method of manufacture thereof | |
| US4136221A (en) | Suede-like raised woven fabric and process for the preparation thereof | |
| JP6338249B2 (en) | Stretch, dimensionally stable fabric made from polytrimethylene terephthalate core spun yarn | |
| US20070031664A1 (en) | Fiber yarn and fabric using the same | |
| MXPA02007495A (en) | Woven stretch fabric. | |
| RU2753288C1 (en) | Denim from lyocell fibres | |
| KR101154602B1 (en) | Silk Union Yarn | |
| US20190323152A1 (en) | Ultra soft fabric and process of manufacturing same | |
| CN104278386A (en) | Polyester elastic yarn, production method of polyester elastic yarn and fabric made of polyester elastic yarn | |
| KR20080112400A (en) | Weftwise stretch lining cloth and method of producing the same | |
| WO2013074539A1 (en) | Woven fabric made of twisted yarns and method of manufacture thereof | |
| WO2015128883A9 (en) | A process for manufacturing linen denim fabric and product obtained therefrom | |
| JP3915398B2 (en) | fabric | |
| JP2004124348A (en) | Composite woven fabric | |
| RU2747298C1 (en) | Clothing made of silk-like fabric containing or consisting of lyocell fibers | |
| Khoddami et al. | Effects of finishing on the mechanical and thermal properties of fabrics from wool and hollow polyester fibres | |
| JP2021183732A (en) | Polyester false twisted yarn and knitted fabric | |
| WO2015152998A1 (en) | A bicomponent georgette fabric and method of manufacture thereof | |
| CN1536115A (en) | Production method of filament corduroy fabric | |
| RU2745811C1 (en) | Knitted fabrics from continuous lyocell fiber | |
| WO2013071034A1 (en) | A stretchable, light weight, woven polytrimethylene terephthalate based fabric | |
| JPH0881854A (en) | Manufacture of woven fabric | |
| CN112030309B (en) | Acetate fiber fabric and production process thereof | |
| JPS61152849A (en) | Pile cloth for interior | |
| JP5845822B2 (en) | Polyester-based twisted yarn and woven / knitted fabric using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15707832 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15707832 Country of ref document: EP Kind code of ref document: A1 |