WO2015115642A1 - Hot-melt adhesive agent composition and pseudo-adhesive label - Google Patents
Hot-melt adhesive agent composition and pseudo-adhesive label Download PDFInfo
- Publication number
- WO2015115642A1 WO2015115642A1 PCT/JP2015/052823 JP2015052823W WO2015115642A1 WO 2015115642 A1 WO2015115642 A1 WO 2015115642A1 JP 2015052823 W JP2015052823 W JP 2015052823W WO 2015115642 A1 WO2015115642 A1 WO 2015115642A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pseudo
- hot melt
- melt adhesive
- adhesive composition
- ethylene
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/04—Homopolymers or copolymers of ethene
- C09J123/08—Copolymers of ethene
- C09J123/0807—Copolymers of ethene with unsaturated hydrocarbons only containing more than three carbon atoms
- C09J123/0815—Copolymers of ethene with aliphatic 1-olefins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/10—Homopolymers or copolymers of propene
- C09J123/14—Copolymers of propene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2519/00—Labels, badges
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/334—Applications of adhesives in processes or use of adhesives in the form of films or foils as a label
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/28—Presence of paper
- C09J2400/283—Presence of paper in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/16—Presence of ethen-propene or ethene-propene-diene copolymers
- C09J2423/166—Presence of ethen-propene or ethene-propene-diene copolymers in the substrate
Definitions
- the present invention relates to a hot-melt adhesive composition and a pseudo-adhesive label having a pseudo-adhesive layer made of the hot-melt adhesive composition.
- pseudo-adhesive labels using pseudo-adhesion have been known so that the surface substrate can be easily peeled off after various labels are attached to an adherend with an adhesive. It is being used as.
- the pseudo-adhesive label is constituted by, for example, a surface base material, a pseudo-adhesive layer, an intermediate base material, an adhesive layer, and a release sheet laminated in this order, and the surface base material is simulated on the intermediate base material via the pseudo-adhesive layer. Some are glued.
- This pseudo-adhesive label is obtained by melting and extruding a thermoplastic resin for forming a pseudo-adhesive layer from a T-die between a surface base material and an intermediate base material from the surface base material, the pseudo-adhesive layer, and the intermediate base material. It is known that after a three-layer structure is formed, an adhesive sheet composed of an adhesive layer and a release sheet is bonded to an intermediate substrate (see, for example, Patent Documents 1 and 2).
- thermoplastic resin used for pseudo-adhesion a hot-melt adhesive that melts or softens when heated and does not have tackiness at room temperature is used.
- a material made of a single polyethylene resin is used.
- hot melt adhesives have conventionally been improved in various ways, and various additives may be blended into the thermoplastic resin.
- Patent Document 3 discloses a hot melt adhesive in which a propylene / ethylene copolymer is blended with a maleic anhydride-modified polypropylene wax as a tackifier so that the adhesive strength changes depending on the processing temperature. Yes.
- the present inventors coated a hot melt adhesive on a surface substrate with a resin coater to form a pseudo-adhesive layer, and then formed pseudo-adhesiveness (that is, appropriate fluidity and tackiness) by residual heat during the coating.
- a processing method for obtaining a pseudo-adhesive label by adhering another sheet member (for example, a laminate of an adhesive sheet and an intermediate substrate) to a pseudo-adhesive layer having a property).
- the temperature at which another sheet member is bonded to the pseudo-adhesive layer may vary due to variations in processing speed, cooling conditions after coating, and the like.
- the pseudo-adhesion layer is made of a single thermoplastic resin, the pseudo-adhesive property is greatly changed by a slight change in processing temperature, and so-called open time tends to be shortened. In the processing method, it becomes difficult to stably manufacture the pseudo-adhesive label.
- the pseudo-adhesion layer is completely adhered to the surface base material, and a problem such that the surface base material cannot be peeled off from the pseudo-adhesion layer occurs, or the pseudo-adhesion layer does not adhere to the surface base material at all. Further, even when the hot melt adhesive disclosed in Patent Document 3 is used, the adhesive strength tends to change depending on the heated temperature, so that the same problem may occur.
- the present invention has been made in view of the above problems, and when manufacturing a pseudo-adhesive label by bonding another sheet or the like to the pseudo-adhesion layer, the processing conditions such as the bonding temperature have changed.
- Another object of the present invention is to provide a hot melt adhesive composition capable of stably producing a pseudo-adhesive label.
- thermoplastic resin containing an ethylene / propylene copolymer and solid paraffin in a predetermined blending ratio is pseudo-adhesive in a wide temperature range. It has been found that even if the processing temperature changes, the adhesive force hardly changes greatly, so that the pseudo-adhesive label can be stably manufactured even if the processing conditions such as the bonding temperature change. Furthermore, it has been found that in order to properly apply a hot melt adhesive with a resin coater, it is necessary to keep the melt viscosity of the thermoplastic resin within a certain range while having the above-mentioned pseudo-adhesiveness. The following present invention was completed.
- a hot melt adhesive composition used for pseudo-adhesion which includes a thermoplastic resin containing an ethylene / propylene copolymer and solid paraffin, and the solid paraffin is the thermoplastic resin 100.
- a hot melt adhesive composition containing 1 to 20 parts by mass with respect to parts by mass, and having a melt viscosity of 2000 to 10,000 mPa ⁇ s at 160 ° C.
- the hot melt adhesive composition has two or more exothermic peaks in DSC measurement measured by decreasing the temperature from 180 ° C. to 0 ° C. at a temperature rate of ⁇ 5 ° C./min.
- the hot melt adhesive composition according to (1) wherein a temperature range in which an exothermic peak is confirmed, which is a difference between a peak top temperature of an exothermic peak on the highest temperature side and an exothermic peak on the lowest temperature side, is 30 ° C. or higher.
- a temperature range in which an exothermic peak is confirmed which is a difference between a peak top temperature of an exothermic peak on the highest temperature side and an exothermic peak on the lowest temperature side, is 30 ° C. or higher.
- the solid paraffin has a melting point of 90 ° C. or higher.
- thermoplastic resin further comprises an ethylene / ⁇ -olefin copolymer other than the ethylene / propylene copolymer, having a melting point different from that of the ethylene / propylene copolymer.
- a hot melt adhesive composition according to claim 1. The hot melt adhesive composition according to the above (5), wherein the ethylene / ⁇ -olefin copolymer is an ethylene / 1-octene copolymer.
- a pseudo-adhesive label comprising a pseudo-adhesive layer formed from the hot melt adhesive composition according to any one of (1) to (6) above.
- the pseudo-adhesive label according to (7) comprising a surface base material, the pseudo-adhesive layer, an intermediate base material, and an adhesive layer in this order.
- the pseudo-adhesive label according to (8), wherein the pseudo-adhesive layer and the intermediate base material are pseudo-adhered.
- (11) The pseudoadhesive label according to any one of (8) to (10), wherein the surface substrate is paper.
- a method for producing a pseudo-adhesive label comprising a step of pressing and bonding another sheet member to a pseudo-adhesive layer having a pseudo-adhesiveness at a predetermined temperature.
- the hot melt adhesive composition of the present invention has pseudo-adhesiveness in a wide temperature range, and the pseudo-adhesive force is hardly changed even when the processing temperature is changed, and the melt viscosity is an appropriate value. . Therefore, even if the processing conditions such as the bonding temperature change, the pseudo-adhesive label can be manufactured stably.
- the hot melt adhesive composition of the present invention contains a thermoplastic resin and solid paraffin.
- the hot melt adhesive composition of the present invention is used for pseudo-adhesion.
- the pseudo-adhesion is usually one in which, for example, a member such as a sheet can be easily peeled off from another adherend in a use environment, and after peeling, there is no tack and it cannot be attached again.
- the thermoplastic resin contained in the hot melt adhesive composition contains at least an ethylene / propylene copolymer.
- the thermoplastic resin preferably contains 40% by mass or more, more preferably 50% by mass or more of the ethylene / propylene copolymer with respect to the total amount of the thermoplastic resin.
- the thermoplastic resin may be composed of one ethylene / propylene copolymer, but preferably contains two or more resins having different melting points.
- the thermoplastic resin may contain two or more kinds of resins having different melting points.
- a resin other than the ethylene / propylene copolymer, which has a melting point different from that of the propylene copolymer, may be contained.
- an ethylene / ⁇ -olefin copolymer is preferably used as the resin other than the ethylene / propylene copolymer.
- the ethylene / ⁇ -olefin copolymer is a copolymer of ethylene and an ⁇ -olefin other than ethylene and propylene.
- ⁇ -olefin examples include 1-butene, 1-pentene, 1-hexene and 1-heptene.
- ⁇ -olefins having about 4 to 10 carbon atoms such as 1-octene, 1-nonene, 1-decene, 4-methyl-1-pentene, 4-methyl-1-hexene, and the like. Or two or more of them may be used in combination.
- the ethylene / ⁇ -olefin copolymer is preferably an ethylene / 1-octene copolymer in which the ⁇ -olefin is 1-octene.
- a relatively high pseudo-adhesive force can be easily imparted to the pseudo-adhesive layer even if the pseudo-adhesive layer is bonded to another layer at a relatively low temperature.
- the melting point of each ethylene / propylene copolymer contained in the thermoplastic resin is preferably 50 ° C. or higher and 100 ° C. or lower.
- the melting point of each ethylene / propylene copolymer contained in the thermoplastic resin is more preferably 70 ° C. or higher and lower than 90 ° C.
- the difference in melting point is preferably 5 ° C. or more, and preferably 10 ° C. or more. It is more preferable.
- the ethylene / ⁇ -olefin copolymer other than the ethylene / propylene copolymer preferably has a melting point of 50 ° C. or higher and 100 ° C. or lower, more preferably 55 ° C. or higher and 75 ° C. or lower.
- the ethylene / ⁇ -olefin copolymer other than the ethylene / propylene copolymer should be lower than the melting point of the ethylene / propylene copolymer, and the melting point difference from the ethylene / propylene copolymer having the lowest melting point is It is preferable that it is 5 degreeC or more.
- the melting point of each component of the thermoplastic resin to 50 ° C. or higher, the hot melt adhesive composition does not have tackiness at room temperature, the heat resistance is improved, and the adhesive strength is adjusted to the temperature. It becomes difficult to change accordingly.
- the processing temperature such as the coating temperature can be set low by setting it to 100 ° C. or lower, the occurrence of curling of the surface base material during processing is prevented, and furthermore, when thermal paper is used for the surface base material Unnecessary color development of the surface base material can be prevented.
- the mass ratio is high melting point ethylene / propylene copolymer / low melting point ethylene / propylene copolymer.
- the ratio is preferably 10/90 to 90/10, and more preferably 70/30 to 30/70.
- the thermoplastic resin contains an ethylene / ⁇ -olefin copolymer other than the ethylene / propylene copolymer, the ethylene / propylene copolymer and the ethylene / ⁇ -olefin other than the ethylene / propylene copolymer are used.
- the copolymer preferably has a mass ratio of 90:10 to 50:50, more preferably 80:20 to 60:40. By setting it as such mass ratio, a hot-melt-adhesive composition becomes easy to express favorable pseudo-adhesive property in a wide temperature range, ensuring the melt viscosity mentioned later, and becomes easy to lengthen open time.
- the thermoplastic resin is composed of at least two ethylene / propylene copolymers having different melting points and different ethylene / ⁇ other than ethylene / propylene copolymers.
- -It may contain other resins such as olefin copolymers.
- the same ethylene / propylene copolymer and other resins as described above are used.
- the hot melt adhesive composition thus contains three types of resins having different melting points, and thus easily exhibits good pseudo-adhesiveness in a wide temperature range, and easily suppresses changes in the pseudo-adhesive force due to processing temperature. Become.
- thermoplastic resin is a main component of the hot melt adhesive composition and is not particularly limited, but is usually 50% by mass or more, preferably 75% by mass or more, based on the total amount of the hot melt adhesive composition. More preferably, the content is 85% by mass or more.
- the solid paraffin is CAS No. 8002-74-2 solid paraffin, and the melting point thereof is preferably higher than that of the ethylene / propylene copolymer contained in the thermoplastic resin.
- the melting point of the solid paraffin is preferably 90 ° C. or higher, more preferably 90 to 130 ° C., and further preferably 100 to 125 ° C.
- the solid paraffin is contained in an amount of 1 to 20 parts by mass with respect to 100 parts by mass of the thermoplastic resin.
- the content is less than 1 part by mass, it becomes difficult to ensure pseudo-adhesiveness when processed at a high temperature.
- it exceeds 20 mass parts it will become easy to produce malfunctions, such as the pseudo adhesive force of a hot-melt-adhesive agent composition becoming low.
- the solid paraffin is preferably contained in an amount of 3 to 20 parts by mass with respect to 100 parts by mass of the thermoplastic resin. Is more preferable.
- the melt viscosity at 160 ° C. of the hot melt adhesive composition is 2000 to 10,000 mPa ⁇ s.
- the melt viscosity is less than 2000 mPa ⁇ s, when the hot melt adhesive composition is applied using a resin coater, dripping or the like may occur and appropriate application may not be realized.
- the melt viscosity is preferably 4000 to 9000 mPa ⁇ s.
- the hot melt adhesive composition preferably has two or more exothermic peaks in DSC measurement measured at a temperature rate of -5 ° C / min from 180 ° C to 0 ° C.
- the temperature range in which the exothermic peak is confirmed is preferably relatively wide.
- the temperature range is preferably 30 ° C. or higher, more preferably 30 ° C. or higher and lower than 70 ° C., 35 It is more preferable that it is not lower than 65 ° C. and most preferable that it is not lower than 40 ° C. and lower than 60 ° C.
- the hot melt adhesive composition can have pseudo-adhesiveness in a wide temperature range.
- the temperature range in which the exothermic peak is confirmed is calculated by the difference between the peak top temperature of the exothermic peak on the highest temperature side and the peak top temperature of the exothermic peak on the lowest temperature side.
- the above two or more exothermic peaks are considered to be peaks caused by ethylene / propylene copolymer at one place and peaks caused by solid paraffin at the other place.
- the exothermic peak is not limited as long as it is 2 or more. However, when a resin other than ethylene / propylene copolymer such as ethylene / 1-octene copolymer is contained, the exothermic peak usually increases further and 3 or more locations. The exothermic peak is observed. When the exothermic peak is 3 or more, it becomes easier to realize more stable pseudo-adhesiveness.
- the pseudo-adhesion force measured in the pseudo-adhesive sample prepared from the hot melt adhesive composition is obtained by increasing the surface temperature by 5 ° C. when the surface temperature at the time of sample preparation is 65-80 ° C. It is preferable that the change magnification at the time of manufacture is small. Specifically, the maximum change magnification is preferably 5.0 times or less, more preferably 4.0 times or less, and even more preferably 3.0 times or less. As described above, when the change ratio of the pseudo adhesive force is small, the pseudo adhesive force does not change greatly even if the processing temperature fluctuates, so that the processing method can be easily controlled.
- the maximum change magnification may be 1.0 times or more, but is preferably 1.5 times or more. When the maximum change magnification is 1.5 times or more, the pseudo adhesive force can be finely adjusted by adjusting the bonding temperature. The method for measuring the pseudo adhesive force change magnification will be described later in detail.
- the hot melt adhesive composition preferably has a softening point of about 85 to 140 ° C.
- the softening point is more preferably about 90 to 120 ° C.
- the hot-melt adhesive composition includes an antioxidant, an ultraviolet absorber, a light stabilizer, a flexibility imparting agent, a flame retardant, an antistatic agent, a foaming agent, a lubricant, a filler, a colorant, and the like.
- Various additives may be appropriately blended.
- the pseudo-adhesive label of the present invention is not particularly limited as long as it has a pseudo-adhesive layer formed from the above hot melt adhesive composition, and examples thereof include those having the structure shown in FIGS. Specifically, as shown in FIGS. 1 and 2, the pseudo-adhesive label 10 is formed, for example, by laminating a surface base material 11, a pseudo-adhesion layer 12, an intermediate base material 13, and an adhesive layer 14 in this order. Furthermore, the peeling base material 15 is adhered to the pressure-sensitive adhesive layer 14, and the pressure-sensitive adhesive layer 14 is protected by the peeling base material 15. Such a pseudo adhesive label 10 is used as a delivery slip, for example.
- the pseudo-adhesive label 10 is used after the release substrate 15 is peeled off from the pressure-sensitive adhesive layer 14 and is adhered to an adherend with the exposed pressure-sensitive adhesive layer 14.
- the pseudo-adhesive label 10 is obtained by pseudo-adhesion between the pseudo-adhesion layer 12 and the intermediate substrate 13 as a pseudo-adhesion interface. Therefore, for example, in the pseudo-adhesive label 10 attached to the adherend, the surface base material 11 can be easily peeled from the intermediate base material 13 together with the pseudo-adhesion layer 12.
- the pseudo-adhesive label 10 is preferably stamped.
- the surface base material 11, the pseudo adhesive layer 12, the intermediate base material 13, and the pressure-sensitive adhesive layer 14 are punched and cut from the surface base material 11 side, and then unnecessary portions are removed from the release base material 15 by scraping. . Therefore, as shown in FIGS. 1 and 2, the surface base material 11, the pseudo-adhesive layer 12, the intermediate base material 13, and the pressure-sensitive adhesive layer 14 are slightly above the release base material 15 on the release base material 15. Are stacked.
- the pseudo adhesive label 10 may be provided with a half cut line 20.
- the half cut line 20 is obtained by cutting the surface base material 11 and the pseudo adhesive layer 12 so as not to cut the intermediate base material 13.
- the half cut line 20 may be formed in a perforated shape, or may be formed by a continuous single slit or the like.
- the surface base material 11 is cut along the half-cut line 20 together with the pseudo adhesive layer 12, and can be separated and separated as two sheets (label portions 21 and 22).
- the pseudo-adhesive label 10 is used as a delivery slip, for example, one label portion is used as a delivery slip, and the other label portion is used as a receipt slip that is peeled off after being stamped / signed. And used for slip arrangement.
- the surface base material 11 for example, paper such as kraft paper, fine paper, glassine paper, thermal paper, parchment paper, rayon paper, coated paper, and the like are used, but thermal paper is preferably used.
- the basis weight of the surface substrate 11 is, for example, a 15 ⁇ 120g / m 2, is preferably 20 ⁇ 100g / m 2.
- the surface substrate 11 is usually used as a surface on which information such as characters is displayed on the surface.
- the pseudo adhesive layer 12 may be formed from the hot melt adhesive composition described above.
- the thickness of the pseudo adhesive layer 12 is not particularly limited, but is, for example, 10 to 50 ⁇ m, preferably 15 to 40 ⁇ m.
- the intermediate substrate 13 paper such as high-quality paper, glassine paper, thermal paper, parchment paper, rayon paper, coated paper, polystyrene resin, ABS resin, polyvinyl alcohol resin, acrylic resin, polylactic acid resin, cellophane film, etc.
- the resin film is preferably used, but paper such as thermal paper is preferably used.
- paper, particularly thermal paper, for the intermediate base material 13, as will be described later printing on the intermediate base material 13 can be easily performed by incorporating a printing device into the manufacturing apparatus. Since the intermediate substrate 13 is visually recognized when the surface substrate is peeled off, commercial printing or the like becomes possible.
- the thickness of the intermediate substrate is not particularly limited, but is, for example, 5 to 100 ⁇ m, preferably 10 to 80 ⁇ m.
- a peel control layer for reducing peel resistance may be coated on the surface of the intermediate substrate 13 that is bonded to the pseudo adhesive layer 12.
- the release control layer is not particularly limited, but styrene-acrylic copolymer, polystyrene, styrene-butadiene copolymer, ethylene vinyl acetate copolymer, acrylic ester, acrylic ester copolymer, ethylene / acrylic copolymer. It is formed by coalescence.
- the thickness of the peeling control layer is not particularly limited, but for example, 5 to 25 ⁇ m, preferably 10 to 20 ⁇ m is preferable.
- the pressure-sensitive adhesive layer 14 is a layer for adhering the pseudo-adhesive label 10 to an adherend.
- the pressure-sensitive adhesive layer 14 is formed from a conventionally known pressure-sensitive adhesive such as an acrylic pressure-sensitive adhesive, a natural rubber-based pressure-sensitive adhesive, a synthetic rubber-based pressure-sensitive adhesive, or a silicone-based pressure-sensitive adhesive. An agent is preferably used.
- the thickness of the pressure-sensitive adhesive layer 14 is not particularly limited, but is, for example, 5 to 50 ⁇ m, preferably 10 to 40 ⁇ m.
- a conventionally known peeling sheet is used without particular limitation.
- polyester films such as polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polyolefin films such as polyethylene, polypropylene, polymethylpentene, paper base materials such as clay coated paper, glassine paper, recycled paper, etc.
- a laminate paper or the like on which a thermoplastic resin such as polyethylene is laminated is used in which one side is peeled with a release treatment agent.
- the release treatment agent include silicone resins, long-chain alkyl resins, fluorine resins, etc., but silicone resins are preferable from the viewpoint of cost and releasability.
- the thickness of the release substrate 15 is not particularly limited, but is, for example, 20 to 200 ⁇ m, preferably 40 to 100 ⁇ m.
- the method for producing the pseudo-adhesive label is not particularly limited, but usually includes a step of attaching another sheet member to the pseudo-adhesive layer formed from the hot melt adhesive composition described above.
- the sheet member usually has a pressure-sensitive adhesive layer.
- the pressure-sensitive adhesive layer and the intermediate base material are laminated in this order on a release sheet (release substrate).
- the method for producing a pseudo-adhesive label includes a step of applying a hot-melt adhesive composition on a surface substrate, and cooling the applied hot-melt adhesive composition to a predetermined temperature to perform pseudo-adhesion.
- a step of bonding another sheet member by, for example, pressure bonding to the pseudo-adhesive layer having the properties (that is, appropriate fluidity and tackiness).
- the hot melt adhesive composition is preferably heated so as to be melted when applied onto the surface substrate, specifically, preferably heated to 120 to 180 ° C., and 130 to More preferably, it is heated to 170 ° C.
- the coatability can be improved and curling of the surface substrate can be prevented.
- the surface substrate is thermal paper, the surface substrate is colored. Can be prevented.
- the pseudo-adhesion layer may be at a temperature having pseudo-adhesiveness, and the temperature is, for example, about 30 to 90 ° C., preferably about 40 to 60 ° C. .
- the pseudo-adhesive label manufacturing apparatus 30 includes an adhesive coating device 31 that coats a hot melt adhesive composition on one surface of the surface base material 11, and a coating pressure-bonding roll that is provided to face the adhesive coating device 31. 32 and a pressure-bonding roll 33 for adhering another sheet member 25 to the pseudo-adhesive layer 12 provided so as to be adjacent to the coating pressure-bonding roll 32 and formed of the hot melt adhesive composition.
- the surface base material 11 is fed from the first feed roll 35, travels to the coating pressure-bonding roll 32 through the guide roll 36 ⁇ / b> A, and is wound around the coating pressure-bonding roll 32.
- the hot melt adhesive composition is applied to one surface of the surface base material 11 wound around the coating pressure roll 32 by the adhesive coating device 31.
- the adhesive coating device 31 is, for example, a resin coater for extruding and applying a hot melt adhesive composition that has been heated and melted.
- the surface base material 11 coated with the hot melt adhesive composition is fed between the pressure-bonding roll 33 and the coating pressure-bonding roll 32 while being wound around the coating pressure-bonding roll 32.
- the coating pressure-bonding roll 32 has a cooling function through which cooling water or the like is passed.
- the surface base material 11 coated with the hot melt adhesive composition is cooled by the coating pressure-bonding roll 32 until it is sent between the pressure-bonding roll 33 and the coating pressure-bonding roll 32.
- the applied hot-melt adhesive composition is cooled to a predetermined temperature when bonded to the sheet member 25, and becomes a pseudo-adhesive layer having appropriate pseudo-adhesive performance.
- the coating pressure-bonding roll 32 is in contact with the cooling roll 36 at a position where the surface base material is not wound.
- the cooling roll 36 has an outer peripheral surface made of metal and has a cooling function by passing cooling water or the like through the inside. Therefore, the coating pressure-bonding roll 32 is efficiently cooled by the cooling roll 36.
- the sheet member 25 to be bonded to the pseudo adhesive layer 12 is fed from the second feeding roll 37 and wound around the pressure roll 33, and the pseudo adhesive layer is interposed between the coating pressure roll 32 and the pressure roll 33. Then, the pseudo-adhesive label 10 is obtained. After that, the pseudo-adhesive label 10 is subjected to punching and half-cutting using a pinnacle die, Thomson blade, laser processing, etc., if necessary, and then scraped and wound around a winding roll 38. Taken.
- a printing device is provided between the first delivery roll 35 and the coating pressure-bonding roll 32, and is sent from the first delivery roll 35 before being wound around the coating pressure-bonding roll 32.
- the surface base material 11 may be printed.
- the intermediate base material may be printed.
- a printing device is provided between the second delivery roll 37 and the pressure roll 33, and the intermediate base material is fed from the second delivery roll 37 and wound around the pressure roll 33. May be printed.
- the thing of well-known systems such as an offset printing apparatus and a thermal printer, can be used. As described above, when the printing apparatus is incorporated, it is not necessary to print the intermediate base material and the surface base material in advance, so that the print contents can be flexibly changed.
- the temperature at which the sheet member is bonded to the pseudo adhesive layer may not be adjusted accurately.
- the feed speed of the surface base material from the first feed roll 35 is usually slow, and the time from application of the hot melt adhesive composition to bonding becomes longer than usual.
- the temperature of the coating pressure-bonding roll 32 and the cooling roll 36 may fluctuate, and the cooling conditions may change as production continues.
- the hot melt adhesive composition of the present invention as described above, has pseudo-adhesiveness over a wide temperature range and has a long open time, so the temperature of the pseudo-adhesive layer at the time of bonding cannot be accurately adjusted. However, it is difficult for bonding failure to occur.
- the pseudo-adhesive strength of the hot melt adhesive composition of the present invention does not vary greatly even when the bonding temperature changes, it is possible to stably produce a pseudo-adhesive label with little variation in pseudo-adhesive strength. Become.
- the coating temperature when applying the hot melt adhesive composition is controlled to a predetermined temperature or lower, and the subsequent bonding of the sheet member to the pseudo-adhesive layer is performed by coating. It is carried out by preheating due to heating, and the temperature is not raised above the coating temperature. Therefore, since the surface base material and the intermediate base material are not heated more than necessary, for example, even thermal paper is not unnecessarily colored in the process of manufacturing the pseudo-adhesive label.
- the measurement method and evaluation method in the present invention are as follows.
- the DSC measurement conditions at the time of measuring the melting point were from 0 ° C. to a temperature rate of 5 ° C./min, a sample amount of 10 mg, and the peak top temperature of the endothermic peak.
- the hot melt adhesive composition heated and melted on the surface opposite to the surface provided with the thermal coat layer of thermal paper (TP50KS-HS, manufactured by Nippon Paper Industries Co., Ltd.) is applied to the applicator.
- TP50KS-HS thermal coat layer of thermal paper
- the sheet was placed in a 120 ° C. thermostat and heated for 1 minute, then taken out of the thermostat and cooled, and the surface temperature of the resin was measured using a surface thermometer (CUSTOM IR-303).
- a high-quality paper (NPi Foam ⁇ 55>, manufactured by Nippon Paper Industries Co., Ltd.) was bonded using a 9 kg roller at a temperature of 5 ° C. to prepare a pseudo-adhesive sample and cooled to room temperature (23 ° C.).
- the obtained pseudo-adhesive sample having a length of 10 cm and a width of 50 mm was subjected to a surface substrate (thermal paper) side with a peeling angle of 180 ° and a peeling speed of 0.3 m at room temperature (23 ° C.). It peeled on condition of / min, and the force required for the peeling was measured as a pseudo-adhesive force.
- the pseudo-adhesive force was measured on pseudo-adhesive samples prepared at temperatures of 65 ° C., 70 ° C., 75 ° C., and 80 ° C. when bonding was performed (bonding temperature). And the magnification
- the hot melt adhesive composition of each of the above examples by adding solid paraffin to a thermoplastic resin containing an ethylene / propylene copolymer, an appropriate pseudo adhesive property can be obtained even if the processing temperature is changed. Further, the pseudo-adhesive force could be not greatly changed even when the processing temperature was changed. For this reason, the pseudo-adhesive label production apparatus was able to produce the pseudo-adhesive label without any problem.
- two or more peak tops were confirmed in the DSC measurement, and the range in which these peak tops were confirmed was 30 ° C. or more.
- the hot melt adhesive composition of Comparative Example 1 was able to impart pseudo-adhesiveness in a relatively wide temperature range by using two types of thermoplastic resins having different melting points.
- the processing temperature changes, it changes greatly.
- the hot melt adhesive of Comparative Example 2 was unable to bond high-quality paper to the pseudo-adhesion layer at 65 to 80 ° C., and it was not possible to produce a pseudo-adhesive label in the production apparatus.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
Abstract
A hot-melt adhesive agent composition according to the present invention can be used for pseudo-adhesion, and comprises a thermoplastic resin containing an ethylene-propylene copolymer and solid paraffin, wherein the solid paraffin is contained in an amount of 1 to 20 parts by mass relative to 100 parts by mass of the thermoplastic resin and the melt viscosity of the hot-melt adhesive agent composition is 2000 to 10000 mPa·s at 160°C.
Description
本発明は、ホットメルト接着剤組成物、及びそのホットメルト接着剤組成物からなる擬似接着層を有する擬似接着ラベルに関する。
The present invention relates to a hot-melt adhesive composition and a pseudo-adhesive label having a pseudo-adhesive layer made of the hot-melt adhesive composition.
従来、各種ラベルを粘着剤により被着体に貼付した後、表面基材を容易に剥離できるように、擬似接着を利用した擬似接着ラベルが知られており、擬似接着ラベルは、近年、配送伝票として使用されつつある。擬似接着ラベルは、例えば、表面基材、擬似接着層、中間基材、粘着剤層、及び剥離シートがこの順に積層されて構成され、表面基材が擬似接着層を介して中間基材に擬似接着されたものがある。
この擬似接着ラベルは、表面基材と中間基材との間に、擬似接着層を形成するための熱可塑性樹脂をTダイから溶融押し出して、表面基材、擬似接着層、及び中間基材からなる3層構造を形成した後、粘着剤層及び剥離シートからなる粘着シートを中間基材に貼り合わせて製造することが知られている(例えば、特許文献1、2参照)。 Conventionally, pseudo-adhesive labels using pseudo-adhesion have been known so that the surface substrate can be easily peeled off after various labels are attached to an adherend with an adhesive. It is being used as. The pseudo-adhesive label is constituted by, for example, a surface base material, a pseudo-adhesive layer, an intermediate base material, an adhesive layer, and a release sheet laminated in this order, and the surface base material is simulated on the intermediate base material via the pseudo-adhesive layer. Some are glued.
This pseudo-adhesive label is obtained by melting and extruding a thermoplastic resin for forming a pseudo-adhesive layer from a T-die between a surface base material and an intermediate base material from the surface base material, the pseudo-adhesive layer, and the intermediate base material. It is known that after a three-layer structure is formed, an adhesive sheet composed of an adhesive layer and a release sheet is bonded to an intermediate substrate (see, for example, Patent Documents 1 and 2).
この擬似接着ラベルは、表面基材と中間基材との間に、擬似接着層を形成するための熱可塑性樹脂をTダイから溶融押し出して、表面基材、擬似接着層、及び中間基材からなる3層構造を形成した後、粘着剤層及び剥離シートからなる粘着シートを中間基材に貼り合わせて製造することが知られている(例えば、特許文献1、2参照)。 Conventionally, pseudo-adhesive labels using pseudo-adhesion have been known so that the surface substrate can be easily peeled off after various labels are attached to an adherend with an adhesive. It is being used as. The pseudo-adhesive label is constituted by, for example, a surface base material, a pseudo-adhesive layer, an intermediate base material, an adhesive layer, and a release sheet laminated in this order, and the surface base material is simulated on the intermediate base material via the pseudo-adhesive layer. Some are glued.
This pseudo-adhesive label is obtained by melting and extruding a thermoplastic resin for forming a pseudo-adhesive layer from a T-die between a surface base material and an intermediate base material from the surface base material, the pseudo-adhesive layer, and the intermediate base material. It is known that after a three-layer structure is formed, an adhesive sheet composed of an adhesive layer and a release sheet is bonded to an intermediate substrate (see, for example, Patent Documents 1 and 2).
擬似接着に使用される熱可塑性樹脂としては、加熱すると溶融ないし軟化し、常温ではタック性を有しないホットメルト接着剤が使用され、例えば、特許文献2では、ポリエチレン系樹脂単体からなるものが使用されている。
また、ホットメルト接着剤は、従来、様々な改良がなされており、熱可塑性樹脂に各種添加剤が配合されることがある。例えば、特許文献3には、加工温度に応じて接着強度が変化するように、プロピレン・エチレン共重合体に、粘着付与剤として無水マレイン酸変性ポリプロピレンワックスを配合したホットメルト接着剤が開示されている。 As the thermoplastic resin used for pseudo-adhesion, a hot-melt adhesive that melts or softens when heated and does not have tackiness at room temperature is used. For example, in Patent Document 2, a material made of a single polyethylene resin is used. Has been.
In addition, hot melt adhesives have conventionally been improved in various ways, and various additives may be blended into the thermoplastic resin. For example, Patent Document 3 discloses a hot melt adhesive in which a propylene / ethylene copolymer is blended with a maleic anhydride-modified polypropylene wax as a tackifier so that the adhesive strength changes depending on the processing temperature. Yes.
また、ホットメルト接着剤は、従来、様々な改良がなされており、熱可塑性樹脂に各種添加剤が配合されることがある。例えば、特許文献3には、加工温度に応じて接着強度が変化するように、プロピレン・エチレン共重合体に、粘着付与剤として無水マレイン酸変性ポリプロピレンワックスを配合したホットメルト接着剤が開示されている。 As the thermoplastic resin used for pseudo-adhesion, a hot-melt adhesive that melts or softens when heated and does not have tackiness at room temperature is used. For example, in Patent Document 2, a material made of a single polyethylene resin is used. Has been.
In addition, hot melt adhesives have conventionally been improved in various ways, and various additives may be blended into the thermoplastic resin. For example, Patent Document 3 discloses a hot melt adhesive in which a propylene / ethylene copolymer is blended with a maleic anhydride-modified polypropylene wax as a tackifier so that the adhesive strength changes depending on the processing temperature. Yes.
ところで、擬似接着ラベルの製造においては、工程数、製造コストの低減等を目的とし、種々の加工方式が検討されている。例えば、本発明者らは、表面基材に、樹脂コータによりホットメルト接着剤をコートして擬似接着層を形成した後、そのコート時の余熱により擬似接着性(すなわち、適度な流動性とタック性)を有する擬似接着層に、別のシート部材(例えば、粘着シートと中間基材の積層体)を貼り合わせて擬似接着ラベルを得る加工方式を検討している。
By the way, in the manufacture of the pseudo-adhesive label, various processing methods have been studied for the purpose of reducing the number of processes and manufacturing cost. For example, the present inventors coated a hot melt adhesive on a surface substrate with a resin coater to form a pseudo-adhesive layer, and then formed pseudo-adhesiveness (that is, appropriate fluidity and tackiness) by residual heat during the coating. A processing method for obtaining a pseudo-adhesive label by adhering another sheet member (for example, a laminate of an adhesive sheet and an intermediate substrate) to a pseudo-adhesive layer having a property).
しかしながら、上記加工方式においては、加工速度やコート後の冷却条件のばらつき等により、擬似接着層に別のシート部材を貼り合わせる際の温度にばらつきが生じることがある。一方、特許文献2のように、擬似接着層が熱可塑性樹脂単体からなる場合には、僅かな加工温度の変化で、擬似接着性が大きく変わり、いわゆるオープンタイムが短くなる傾向となるため、上記加工方式では、擬似接着ラベルの製造を安定して行うことが難しくなる。例えば、擬似接着層が表面基材に完全接着して、表面基材が擬似接着層から剥離できない等の不具合が生じたり、擬似接着層が表面基材に全く接着しなかったりする。
また、特許文献3に開示されたホットメルト接着剤を使用しても、加熱した温度に応じて接着強度が変わりやすい傾向にあるので、同様の問題が発生するおそれがある。 However, in the above processing method, the temperature at which another sheet member is bonded to the pseudo-adhesive layer may vary due to variations in processing speed, cooling conditions after coating, and the like. On the other hand, as in Patent Document 2, when the pseudo-adhesion layer is made of a single thermoplastic resin, the pseudo-adhesive property is greatly changed by a slight change in processing temperature, and so-called open time tends to be shortened. In the processing method, it becomes difficult to stably manufacture the pseudo-adhesive label. For example, the pseudo-adhesion layer is completely adhered to the surface base material, and a problem such that the surface base material cannot be peeled off from the pseudo-adhesion layer occurs, or the pseudo-adhesion layer does not adhere to the surface base material at all.
Further, even when the hot melt adhesive disclosed in Patent Document 3 is used, the adhesive strength tends to change depending on the heated temperature, so that the same problem may occur.
また、特許文献3に開示されたホットメルト接着剤を使用しても、加熱した温度に応じて接着強度が変わりやすい傾向にあるので、同様の問題が発生するおそれがある。 However, in the above processing method, the temperature at which another sheet member is bonded to the pseudo-adhesive layer may vary due to variations in processing speed, cooling conditions after coating, and the like. On the other hand, as in Patent Document 2, when the pseudo-adhesion layer is made of a single thermoplastic resin, the pseudo-adhesive property is greatly changed by a slight change in processing temperature, and so-called open time tends to be shortened. In the processing method, it becomes difficult to stably manufacture the pseudo-adhesive label. For example, the pseudo-adhesion layer is completely adhered to the surface base material, and a problem such that the surface base material cannot be peeled off from the pseudo-adhesion layer occurs, or the pseudo-adhesion layer does not adhere to the surface base material at all.
Further, even when the hot melt adhesive disclosed in Patent Document 3 is used, the adhesive strength tends to change depending on the heated temperature, so that the same problem may occur.
本発明は、以上の問題点に鑑みてなされたものであり、擬似接着層に他のシート等を貼り合わせて擬似接着ラベルを製造する際に、その貼り合わせ温度等の加工条件が変化しても、擬似接着ラベルを安定して製造することが可能なホットメルト接着剤組成物を提供することを目的とする。
The present invention has been made in view of the above problems, and when manufacturing a pseudo-adhesive label by bonding another sheet or the like to the pseudo-adhesion layer, the processing conditions such as the bonding temperature have changed. Another object of the present invention is to provide a hot melt adhesive composition capable of stably producing a pseudo-adhesive label.
本発明者らは、鋭意検討の結果、エチレン・プロピレン共重合体を含む熱可塑性樹脂と、固形パラフィンとを所定の配合割合で含有するホットメルト接着剤組成物は、広い温度領域で擬似接着性を有し、かつ加工温度が変わってもその接着力が大きく変化しにくく、そのため、貼り合わせ温度等の加工条件が変化しても、擬似接着ラベルを安定して製造できることを見出した。さらには、樹脂コータで、ホットメルト接着剤を適切に塗工するためには、上記した擬似接着性を有しつつも、熱可塑性樹脂の溶融粘度を一定の範囲とする必要があることを見出し、以下の本発明を完成させた。
As a result of intensive studies, the present inventors have found that a hot-melt adhesive composition containing a thermoplastic resin containing an ethylene / propylene copolymer and solid paraffin in a predetermined blending ratio is pseudo-adhesive in a wide temperature range. It has been found that even if the processing temperature changes, the adhesive force hardly changes greatly, so that the pseudo-adhesive label can be stably manufactured even if the processing conditions such as the bonding temperature change. Furthermore, it has been found that in order to properly apply a hot melt adhesive with a resin coater, it is necessary to keep the melt viscosity of the thermoplastic resin within a certain range while having the above-mentioned pseudo-adhesiveness. The following present invention was completed.
すなわち、本発明は、以下の(1)~(14)を提供するものである。
(1)擬似接着用に使用されるホットメルト接着剤組成物であって、エチレン・プロピレン共重合体を含有する熱可塑性樹脂と、固形パラフィンとを含み、前記固形パラフィンが、前記熱可塑性樹脂100質量部に対して、1~20質量部含有され、ホットメルト接着剤組成物の溶融粘度が、160℃において2000~10000mPa・sであるホットメルト接着剤組成物。
(2)ホットメルト接着剤組成物が、180℃から0℃に-5℃/分の温度レートで温度を下げて測定したDSC測定において、2箇所以上の発熱ピークを有し、
最も高温側の発熱ピークと最も低温側の発熱ピークのピークトップ温度の差である、発熱ピークが確認される温度範囲が30℃以上となる上記(1)に記載のホットメルト接着剤組成物。
(3)前記固形パラフィンの融点が、90℃以上である上記(1)又は(2)に記載のホットメルト接着剤組成物。
(4)前記熱可塑性樹脂が、融点が異なる2種以上の樹脂を含む上記(1)~(3)のいずれかに記載のホットメルト接着剤組成物。
(5)前記熱可塑性樹脂が、前記エチレン・プロピレン共重合体と融点の異なる、エチレン・プロピレン共重合体以外のエチレン・α-オレフィン共重合体をさらに含む上記(1)~(4)のいずれかに記載のホットメルト接着剤組成物。
(6)前記エチレン・α-オレフィン共重合体が、エチレン・1-オクテン共重合体である上記(5)に記載のホットメルト接着剤組成物。
(7)上記(1)~(6)のいずれかに記載のホットメルト接着剤組成物から形成された擬似接着層を備える擬似接着ラベル。
(8)表面基材、前記擬似接着層、中間基材、及び粘着剤層をこの順に備える上記(7)に記載の擬似接着ラベル。
(9)前記擬似接着層と前記中間基材の間が、擬似接着されたものである上記(8)に記載の擬似接着ラベル。
(10)前記粘着剤層に貼着される剥離基材をさらに備える上記(8)又は(9)に記載の擬似接着ラベル。
(11)前記表面基材が、紙類である上記(8)~(10)のいずれかに記載の擬似接着ラベル。
(12)前記中間基材が、紙類又は樹脂フィルムである上記(8)~(11)のいずれかに記載の擬似接着ラベル。
(13)前記表面基材及び前記中間基材の少なくとも一方が、感熱紙である上記(8)~(12)のいずれかに記載の擬似接着ラベル。
(14)表面基材上に、上記(1)~(6)のいずれかに記載のホットメルト接着剤組成物を塗工する工程と、塗工されたホットメルト接着剤組成物を冷却して所定温度にして、擬似接着性を有するようにした擬似接着層に、別のシート部材を圧着して貼り合わせる工程を含む擬似接着ラベルの製造方法。 That is, the present invention provides the following (1) to (14).
(1) A hot melt adhesive composition used for pseudo-adhesion, which includes a thermoplastic resin containing an ethylene / propylene copolymer and solid paraffin, and the solid paraffin is the thermoplastic resin 100. A hot melt adhesive composition containing 1 to 20 parts by mass with respect to parts by mass, and having a melt viscosity of 2000 to 10,000 mPa · s at 160 ° C.
(2) The hot melt adhesive composition has two or more exothermic peaks in DSC measurement measured by decreasing the temperature from 180 ° C. to 0 ° C. at a temperature rate of −5 ° C./min.
The hot melt adhesive composition according to (1), wherein a temperature range in which an exothermic peak is confirmed, which is a difference between a peak top temperature of an exothermic peak on the highest temperature side and an exothermic peak on the lowest temperature side, is 30 ° C. or higher.
(3) The hot melt adhesive composition according to (1) or (2), wherein the solid paraffin has a melting point of 90 ° C. or higher.
(4) The hot melt adhesive composition according to any one of (1) to (3), wherein the thermoplastic resin contains two or more resins having different melting points.
(5) Any of the above (1) to (4), wherein the thermoplastic resin further comprises an ethylene / α-olefin copolymer other than the ethylene / propylene copolymer, having a melting point different from that of the ethylene / propylene copolymer. A hot melt adhesive composition according to claim 1.
(6) The hot melt adhesive composition according to the above (5), wherein the ethylene / α-olefin copolymer is an ethylene / 1-octene copolymer.
(7) A pseudo-adhesive label comprising a pseudo-adhesive layer formed from the hot melt adhesive composition according to any one of (1) to (6) above.
(8) The pseudo-adhesive label according to (7), comprising a surface base material, the pseudo-adhesive layer, an intermediate base material, and an adhesive layer in this order.
(9) The pseudo-adhesive label according to (8), wherein the pseudo-adhesive layer and the intermediate base material are pseudo-adhered.
(10) The pseudo-adhesive label according to (8) or (9), further including a release substrate attached to the pressure-sensitive adhesive layer.
(11) The pseudoadhesive label according to any one of (8) to (10), wherein the surface substrate is paper.
(12) The pseudoadhesive label according to any one of (8) to (11), wherein the intermediate base material is paper or a resin film.
(13) The pseudoadhesive label according to any one of (8) to (12), wherein at least one of the surface base material and the intermediate base material is thermal paper.
(14) A step of applying the hot melt adhesive composition according to any one of (1) to (6) above on the surface substrate, and cooling the applied hot melt adhesive composition. A method for producing a pseudo-adhesive label, comprising a step of pressing and bonding another sheet member to a pseudo-adhesive layer having a pseudo-adhesiveness at a predetermined temperature.
(1)擬似接着用に使用されるホットメルト接着剤組成物であって、エチレン・プロピレン共重合体を含有する熱可塑性樹脂と、固形パラフィンとを含み、前記固形パラフィンが、前記熱可塑性樹脂100質量部に対して、1~20質量部含有され、ホットメルト接着剤組成物の溶融粘度が、160℃において2000~10000mPa・sであるホットメルト接着剤組成物。
(2)ホットメルト接着剤組成物が、180℃から0℃に-5℃/分の温度レートで温度を下げて測定したDSC測定において、2箇所以上の発熱ピークを有し、
最も高温側の発熱ピークと最も低温側の発熱ピークのピークトップ温度の差である、発熱ピークが確認される温度範囲が30℃以上となる上記(1)に記載のホットメルト接着剤組成物。
(3)前記固形パラフィンの融点が、90℃以上である上記(1)又は(2)に記載のホットメルト接着剤組成物。
(4)前記熱可塑性樹脂が、融点が異なる2種以上の樹脂を含む上記(1)~(3)のいずれかに記載のホットメルト接着剤組成物。
(5)前記熱可塑性樹脂が、前記エチレン・プロピレン共重合体と融点の異なる、エチレン・プロピレン共重合体以外のエチレン・α-オレフィン共重合体をさらに含む上記(1)~(4)のいずれかに記載のホットメルト接着剤組成物。
(6)前記エチレン・α-オレフィン共重合体が、エチレン・1-オクテン共重合体である上記(5)に記載のホットメルト接着剤組成物。
(7)上記(1)~(6)のいずれかに記載のホットメルト接着剤組成物から形成された擬似接着層を備える擬似接着ラベル。
(8)表面基材、前記擬似接着層、中間基材、及び粘着剤層をこの順に備える上記(7)に記載の擬似接着ラベル。
(9)前記擬似接着層と前記中間基材の間が、擬似接着されたものである上記(8)に記載の擬似接着ラベル。
(10)前記粘着剤層に貼着される剥離基材をさらに備える上記(8)又は(9)に記載の擬似接着ラベル。
(11)前記表面基材が、紙類である上記(8)~(10)のいずれかに記載の擬似接着ラベル。
(12)前記中間基材が、紙類又は樹脂フィルムである上記(8)~(11)のいずれかに記載の擬似接着ラベル。
(13)前記表面基材及び前記中間基材の少なくとも一方が、感熱紙である上記(8)~(12)のいずれかに記載の擬似接着ラベル。
(14)表面基材上に、上記(1)~(6)のいずれかに記載のホットメルト接着剤組成物を塗工する工程と、塗工されたホットメルト接着剤組成物を冷却して所定温度にして、擬似接着性を有するようにした擬似接着層に、別のシート部材を圧着して貼り合わせる工程を含む擬似接着ラベルの製造方法。 That is, the present invention provides the following (1) to (14).
(1) A hot melt adhesive composition used for pseudo-adhesion, which includes a thermoplastic resin containing an ethylene / propylene copolymer and solid paraffin, and the solid paraffin is the thermoplastic resin 100. A hot melt adhesive composition containing 1 to 20 parts by mass with respect to parts by mass, and having a melt viscosity of 2000 to 10,000 mPa · s at 160 ° C.
(2) The hot melt adhesive composition has two or more exothermic peaks in DSC measurement measured by decreasing the temperature from 180 ° C. to 0 ° C. at a temperature rate of −5 ° C./min.
The hot melt adhesive composition according to (1), wherein a temperature range in which an exothermic peak is confirmed, which is a difference between a peak top temperature of an exothermic peak on the highest temperature side and an exothermic peak on the lowest temperature side, is 30 ° C. or higher.
(3) The hot melt adhesive composition according to (1) or (2), wherein the solid paraffin has a melting point of 90 ° C. or higher.
(4) The hot melt adhesive composition according to any one of (1) to (3), wherein the thermoplastic resin contains two or more resins having different melting points.
(5) Any of the above (1) to (4), wherein the thermoplastic resin further comprises an ethylene / α-olefin copolymer other than the ethylene / propylene copolymer, having a melting point different from that of the ethylene / propylene copolymer. A hot melt adhesive composition according to claim 1.
(6) The hot melt adhesive composition according to the above (5), wherein the ethylene / α-olefin copolymer is an ethylene / 1-octene copolymer.
(7) A pseudo-adhesive label comprising a pseudo-adhesive layer formed from the hot melt adhesive composition according to any one of (1) to (6) above.
(8) The pseudo-adhesive label according to (7), comprising a surface base material, the pseudo-adhesive layer, an intermediate base material, and an adhesive layer in this order.
(9) The pseudo-adhesive label according to (8), wherein the pseudo-adhesive layer and the intermediate base material are pseudo-adhered.
(10) The pseudo-adhesive label according to (8) or (9), further including a release substrate attached to the pressure-sensitive adhesive layer.
(11) The pseudoadhesive label according to any one of (8) to (10), wherein the surface substrate is paper.
(12) The pseudoadhesive label according to any one of (8) to (11), wherein the intermediate base material is paper or a resin film.
(13) The pseudoadhesive label according to any one of (8) to (12), wherein at least one of the surface base material and the intermediate base material is thermal paper.
(14) A step of applying the hot melt adhesive composition according to any one of (1) to (6) above on the surface substrate, and cooling the applied hot melt adhesive composition. A method for producing a pseudo-adhesive label, comprising a step of pressing and bonding another sheet member to a pseudo-adhesive layer having a pseudo-adhesiveness at a predetermined temperature.
本発明のホットメルト接着剤組成物は、広い温度領域で擬似接着性を有し、その擬似接着力は加工温度が変化しても変化しにくいものとなり、さらには溶融粘度が適切な値となる。そのため、貼り合わせ温度等の加工条件が変化しても、安定して擬似接着ラベルを製造することが可能になる。
The hot melt adhesive composition of the present invention has pseudo-adhesiveness in a wide temperature range, and the pseudo-adhesive force is hardly changed even when the processing temperature is changed, and the melt viscosity is an appropriate value. . Therefore, even if the processing conditions such as the bonding temperature change, the pseudo-adhesive label can be manufactured stably.
以下、本発明について、その実施形態を用いて具体的に説明する。
[ホットメルト接着剤組成物]
本発明のホットメルト接着剤組成物は、熱可塑性樹脂と、固形パラフィンとを含有するものである。また、本発明のホットメルト接着剤組成物は、擬似接着用に使用されるものである。なお、擬似接着は、通常、使用環境下で、例えばシート等の部材を容易に他の被着体から剥離でき、かつ剥離した後室温ではタックがなく再度貼り合わせることができないものである。 Hereinafter, the present invention will be specifically described with reference to embodiments thereof.
[Hot melt adhesive composition]
The hot melt adhesive composition of the present invention contains a thermoplastic resin and solid paraffin. The hot melt adhesive composition of the present invention is used for pseudo-adhesion. In addition, the pseudo-adhesion is usually one in which, for example, a member such as a sheet can be easily peeled off from another adherend in a use environment, and after peeling, there is no tack and it cannot be attached again.
[ホットメルト接着剤組成物]
本発明のホットメルト接着剤組成物は、熱可塑性樹脂と、固形パラフィンとを含有するものである。また、本発明のホットメルト接着剤組成物は、擬似接着用に使用されるものである。なお、擬似接着は、通常、使用環境下で、例えばシート等の部材を容易に他の被着体から剥離でき、かつ剥離した後室温ではタックがなく再度貼り合わせることができないものである。 Hereinafter, the present invention will be specifically described with reference to embodiments thereof.
[Hot melt adhesive composition]
The hot melt adhesive composition of the present invention contains a thermoplastic resin and solid paraffin. The hot melt adhesive composition of the present invention is used for pseudo-adhesion. In addition, the pseudo-adhesion is usually one in which, for example, a member such as a sheet can be easily peeled off from another adherend in a use environment, and after peeling, there is no tack and it cannot be attached again.
<熱可塑性樹脂>
ホットメルト接着剤組成物に含有される熱可塑性樹脂は、少なくともエチレン・プロピレン共重合体を含むものである。エチレン・プロピレン共重合体を使用することで、広い温度領域での疑似接着性を得ることが可能になる。熱可塑性樹脂は、熱可塑性樹脂全量に対して、エチレン・プロピレン共重合体を40質量%以上含有することが好ましく、50質量%以上含有することがより好ましい。また、熱可塑性樹脂は、1種のエチレン・プロピレン共重合体から構成されてもよいが、融点が異なる2種以上の樹脂を含むことが好ましい。 <Thermoplastic resin>
The thermoplastic resin contained in the hot melt adhesive composition contains at least an ethylene / propylene copolymer. By using an ethylene / propylene copolymer, it becomes possible to obtain pseudo adhesiveness in a wide temperature range. The thermoplastic resin preferably contains 40% by mass or more, more preferably 50% by mass or more of the ethylene / propylene copolymer with respect to the total amount of the thermoplastic resin. The thermoplastic resin may be composed of one ethylene / propylene copolymer, but preferably contains two or more resins having different melting points.
ホットメルト接着剤組成物に含有される熱可塑性樹脂は、少なくともエチレン・プロピレン共重合体を含むものである。エチレン・プロピレン共重合体を使用することで、広い温度領域での疑似接着性を得ることが可能になる。熱可塑性樹脂は、熱可塑性樹脂全量に対して、エチレン・プロピレン共重合体を40質量%以上含有することが好ましく、50質量%以上含有することがより好ましい。また、熱可塑性樹脂は、1種のエチレン・プロピレン共重合体から構成されてもよいが、融点が異なる2種以上の樹脂を含むことが好ましい。 <Thermoplastic resin>
The thermoplastic resin contained in the hot melt adhesive composition contains at least an ethylene / propylene copolymer. By using an ethylene / propylene copolymer, it becomes possible to obtain pseudo adhesiveness in a wide temperature range. The thermoplastic resin preferably contains 40% by mass or more, more preferably 50% by mass or more of the ethylene / propylene copolymer with respect to the total amount of the thermoplastic resin. The thermoplastic resin may be composed of one ethylene / propylene copolymer, but preferably contains two or more resins having different melting points.
熱可塑性樹脂は、融点が異なる樹脂を2種以上含有する場合、例えば、融点の異なるエチレン・プロピレン共重合体を2種以上含有してもよいし、エチレン・プロピレン共重合体と、そのエチレン・プロピレン共重合体とは融点が異なる、エチレン・プロピレン共重合体以外の樹脂を含有していてもよい。ここで、エチレン・プロピレン共重合体以外の樹脂としては、エチレン・α-オレフィン共重合体が好ましく使用される。
エチレン・α-オレフィン共重合体は、エチレンと、エチレン及びプロピレン以外のα-オレフィンとの共重合体であり、α-オレフィンとしては、1-ブテン、1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン、1-ノネン、1-デセン、4-メチル-1-ペンテン、4-メチル-1-ヘキセン等の炭素数4~10程度のα-オレフィンが挙げられ、これらは単独で用いてもよく、2種以上を併用してもよい。エチレン・α-オレフィン共重合体としては、α-オレフィンが1-オクテンであるエチレン・1-オクテン共重合体が好ましい。エチレン・1-オクテン共重合体を使用することで、比較的低い温度で擬似接着層を他の層に貼り合わせても、比較的高い擬似接着力を擬似接着層に付与しやすくなる。 When the thermoplastic resin contains two or more kinds of resins having different melting points, for example, the thermoplastic resin may contain two or more kinds of ethylene / propylene copolymers having different melting points. A resin other than the ethylene / propylene copolymer, which has a melting point different from that of the propylene copolymer, may be contained. Here, as the resin other than the ethylene / propylene copolymer, an ethylene / α-olefin copolymer is preferably used.
The ethylene / α-olefin copolymer is a copolymer of ethylene and an α-olefin other than ethylene and propylene. Examples of the α-olefin include 1-butene, 1-pentene, 1-hexene and 1-heptene. Α-olefins having about 4 to 10 carbon atoms such as 1-octene, 1-nonene, 1-decene, 4-methyl-1-pentene, 4-methyl-1-hexene, and the like. Or two or more of them may be used in combination. The ethylene / α-olefin copolymer is preferably an ethylene / 1-octene copolymer in which the α-olefin is 1-octene. By using the ethylene / 1-octene copolymer, a relatively high pseudo-adhesive force can be easily imparted to the pseudo-adhesive layer even if the pseudo-adhesive layer is bonded to another layer at a relatively low temperature.
エチレン・α-オレフィン共重合体は、エチレンと、エチレン及びプロピレン以外のα-オレフィンとの共重合体であり、α-オレフィンとしては、1-ブテン、1-ペンテン、1-ヘキセン、1-ヘプテン、1-オクテン、1-ノネン、1-デセン、4-メチル-1-ペンテン、4-メチル-1-ヘキセン等の炭素数4~10程度のα-オレフィンが挙げられ、これらは単独で用いてもよく、2種以上を併用してもよい。エチレン・α-オレフィン共重合体としては、α-オレフィンが1-オクテンであるエチレン・1-オクテン共重合体が好ましい。エチレン・1-オクテン共重合体を使用することで、比較的低い温度で擬似接着層を他の層に貼り合わせても、比較的高い擬似接着力を擬似接着層に付与しやすくなる。 When the thermoplastic resin contains two or more kinds of resins having different melting points, for example, the thermoplastic resin may contain two or more kinds of ethylene / propylene copolymers having different melting points. A resin other than the ethylene / propylene copolymer, which has a melting point different from that of the propylene copolymer, may be contained. Here, as the resin other than the ethylene / propylene copolymer, an ethylene / α-olefin copolymer is preferably used.
The ethylene / α-olefin copolymer is a copolymer of ethylene and an α-olefin other than ethylene and propylene. Examples of the α-olefin include 1-butene, 1-pentene, 1-hexene and 1-heptene. Α-olefins having about 4 to 10 carbon atoms such as 1-octene, 1-nonene, 1-decene, 4-methyl-1-pentene, 4-methyl-1-hexene, and the like. Or two or more of them may be used in combination. The ethylene / α-olefin copolymer is preferably an ethylene / 1-octene copolymer in which the α-olefin is 1-octene. By using the ethylene / 1-octene copolymer, a relatively high pseudo-adhesive force can be easily imparted to the pseudo-adhesive layer even if the pseudo-adhesive layer is bonded to another layer at a relatively low temperature.
熱可塑性樹脂に含まれるエチレン・プロピレン共重合体それぞれの融点は、50℃以上100℃以下であることが好ましい。融点50℃以上とすることで、夏場などに温度が高くなっても接着性に変化が起こりにくく、100℃以下とすることで、表面基材に感熱紙を用いた時でも感熱紙が発色するおそれが少なくなる。これらの観点から、熱可塑性樹脂に含まれるエチレン・プロピレン共重合体それぞれの融点は、より好ましくは70℃以上90℃未満である。
また、広い温度領域で疑似接着性を得る観点から、融点が異なるエチレン・プロピレン共重合体が2種以上含まれる場合、その融点差は、5℃以上であることが好ましく、10℃以上であることがより好ましい。
また、エチレン・プロピレン共重合体以外のエチレン・α-オレフィン共重合体は、融点が50℃以上100℃以下であることが好ましいが、より好ましくは55℃以上75℃以下である。また、エチレン・プロピレン共重合体以外のエチレン・α-オレフィン共重合体は、エチレン・プロピレン共重合体の融点よりも低いほうがよく、最も融点が低いエチレン・プロピレン共重合体との融点差は、5℃以上であることが好ましい。
上記したように、熱可塑性樹脂の各成分の融点を50℃以上とすることで、ホットメルト接着剤組成物が室温でタック性を有することがなく、耐熱性が良好となり、接着強度が温度に応じて変化しにくくなる。また、100℃以下とすることで、塗工温度等の加工温度を低く設定できるため、加工時の表面基材のカールの発生を防止し、さらには、表面基材に感熱紙を使用した場合における表面基材の不要な発色を防止できる。 The melting point of each ethylene / propylene copolymer contained in the thermoplastic resin is preferably 50 ° C. or higher and 100 ° C. or lower. By setting the melting point to 50 ° C. or higher, the adhesiveness hardly changes even when the temperature rises in summer, etc., and by setting the temperature to 100 ° C. or lower, the thermal paper develops color even when the thermal paper is used as the surface substrate. The fear is reduced. From these viewpoints, the melting point of each ethylene / propylene copolymer contained in the thermoplastic resin is more preferably 70 ° C. or higher and lower than 90 ° C.
From the viewpoint of obtaining pseudo-adhesiveness in a wide temperature range, when two or more types of ethylene / propylene copolymers having different melting points are contained, the difference in melting point is preferably 5 ° C. or more, and preferably 10 ° C. or more. It is more preferable.
The ethylene / α-olefin copolymer other than the ethylene / propylene copolymer preferably has a melting point of 50 ° C. or higher and 100 ° C. or lower, more preferably 55 ° C. or higher and 75 ° C. or lower. In addition, the ethylene / α-olefin copolymer other than the ethylene / propylene copolymer should be lower than the melting point of the ethylene / propylene copolymer, and the melting point difference from the ethylene / propylene copolymer having the lowest melting point is It is preferable that it is 5 degreeC or more.
As described above, by setting the melting point of each component of the thermoplastic resin to 50 ° C. or higher, the hot melt adhesive composition does not have tackiness at room temperature, the heat resistance is improved, and the adhesive strength is adjusted to the temperature. It becomes difficult to change accordingly. In addition, since the processing temperature such as the coating temperature can be set low by setting it to 100 ° C. or lower, the occurrence of curling of the surface base material during processing is prevented, and furthermore, when thermal paper is used for the surface base material Unnecessary color development of the surface base material can be prevented.
また、広い温度領域で疑似接着性を得る観点から、融点が異なるエチレン・プロピレン共重合体が2種以上含まれる場合、その融点差は、5℃以上であることが好ましく、10℃以上であることがより好ましい。
また、エチレン・プロピレン共重合体以外のエチレン・α-オレフィン共重合体は、融点が50℃以上100℃以下であることが好ましいが、より好ましくは55℃以上75℃以下である。また、エチレン・プロピレン共重合体以外のエチレン・α-オレフィン共重合体は、エチレン・プロピレン共重合体の融点よりも低いほうがよく、最も融点が低いエチレン・プロピレン共重合体との融点差は、5℃以上であることが好ましい。
上記したように、熱可塑性樹脂の各成分の融点を50℃以上とすることで、ホットメルト接着剤組成物が室温でタック性を有することがなく、耐熱性が良好となり、接着強度が温度に応じて変化しにくくなる。また、100℃以下とすることで、塗工温度等の加工温度を低く設定できるため、加工時の表面基材のカールの発生を防止し、さらには、表面基材に感熱紙を使用した場合における表面基材の不要な発色を防止できる。 The melting point of each ethylene / propylene copolymer contained in the thermoplastic resin is preferably 50 ° C. or higher and 100 ° C. or lower. By setting the melting point to 50 ° C. or higher, the adhesiveness hardly changes even when the temperature rises in summer, etc., and by setting the temperature to 100 ° C. or lower, the thermal paper develops color even when the thermal paper is used as the surface substrate. The fear is reduced. From these viewpoints, the melting point of each ethylene / propylene copolymer contained in the thermoplastic resin is more preferably 70 ° C. or higher and lower than 90 ° C.
From the viewpoint of obtaining pseudo-adhesiveness in a wide temperature range, when two or more types of ethylene / propylene copolymers having different melting points are contained, the difference in melting point is preferably 5 ° C. or more, and preferably 10 ° C. or more. It is more preferable.
The ethylene / α-olefin copolymer other than the ethylene / propylene copolymer preferably has a melting point of 50 ° C. or higher and 100 ° C. or lower, more preferably 55 ° C. or higher and 75 ° C. or lower. In addition, the ethylene / α-olefin copolymer other than the ethylene / propylene copolymer should be lower than the melting point of the ethylene / propylene copolymer, and the melting point difference from the ethylene / propylene copolymer having the lowest melting point is It is preferable that it is 5 degreeC or more.
As described above, by setting the melting point of each component of the thermoplastic resin to 50 ° C. or higher, the hot melt adhesive composition does not have tackiness at room temperature, the heat resistance is improved, and the adhesive strength is adjusted to the temperature. It becomes difficult to change accordingly. In addition, since the processing temperature such as the coating temperature can be set low by setting it to 100 ° C. or lower, the occurrence of curling of the surface base material during processing is prevented, and furthermore, when thermal paper is used for the surface base material Unnecessary color development of the surface base material can be prevented.
上記したように、融点の異なる高融点と低融点のエチレン・プロピレン共重合体が含まれる場合、その質量比は、高融点のエチレン・プロピレン共重合体/低融点のエチレン・プロピレン共重合体で、好ましくは10/90~90/10であり、より好ましくは70/30~30/70である。
また、熱可塑性樹脂において、エチレン・プロピレン共重合体以外のエチレン・α-オレフィン共重合体が含有される場合、エチレン・プロピレン共重合体と、エチレン・プロピレン共重合体以外のエチレン・α-オレフィン共重合体は、質量比で、90:10~50:50であることが好ましく、より好ましくは80:20~60:40である。このような質量比とすることで、ホットメルト接着剤組成物は、後述する溶融粘度を確保しつつ、広い温度領域で良好な擬似接着性を発現しやすくなり、オープンタイムを長くしやすくなる。 As described above, when a high melting point and a low melting point ethylene / propylene copolymer having different melting points are included, the mass ratio is high melting point ethylene / propylene copolymer / low melting point ethylene / propylene copolymer. The ratio is preferably 10/90 to 90/10, and more preferably 70/30 to 30/70.
Further, when the thermoplastic resin contains an ethylene / α-olefin copolymer other than the ethylene / propylene copolymer, the ethylene / propylene copolymer and the ethylene / α-olefin other than the ethylene / propylene copolymer are used. The copolymer preferably has a mass ratio of 90:10 to 50:50, more preferably 80:20 to 60:40. By setting it as such mass ratio, a hot-melt-adhesive composition becomes easy to express favorable pseudo-adhesive property in a wide temperature range, ensuring the melt viscosity mentioned later, and becomes easy to lengthen open time.
また、熱可塑性樹脂において、エチレン・プロピレン共重合体以外のエチレン・α-オレフィン共重合体が含有される場合、エチレン・プロピレン共重合体と、エチレン・プロピレン共重合体以外のエチレン・α-オレフィン共重合体は、質量比で、90:10~50:50であることが好ましく、より好ましくは80:20~60:40である。このような質量比とすることで、ホットメルト接着剤組成物は、後述する溶融粘度を確保しつつ、広い温度領域で良好な擬似接着性を発現しやすくなり、オープンタイムを長くしやすくなる。 As described above, when a high melting point and a low melting point ethylene / propylene copolymer having different melting points are included, the mass ratio is high melting point ethylene / propylene copolymer / low melting point ethylene / propylene copolymer. The ratio is preferably 10/90 to 90/10, and more preferably 70/30 to 30/70.
Further, when the thermoplastic resin contains an ethylene / α-olefin copolymer other than the ethylene / propylene copolymer, the ethylene / propylene copolymer and the ethylene / α-olefin other than the ethylene / propylene copolymer are used. The copolymer preferably has a mass ratio of 90:10 to 50:50, more preferably 80:20 to 60:40. By setting it as such mass ratio, a hot-melt-adhesive composition becomes easy to express favorable pseudo-adhesive property in a wide temperature range, ensuring the melt viscosity mentioned later, and becomes easy to lengthen open time.
また、熱可塑性樹脂は、融点が異なるエチレン・プロピレン共重合体を少なくとも2種と、その2種のエチレン・プロピレン共重合体それぞれとは融点が異なる、エチレン・プロピレン共重合体以外のエチレン・α-オレフィン共重合体等のその他の樹脂とを含んでいてもよい。この場合、エチレン・プロピレン共重合体及びその他の樹脂は、上記で説明したものと同様のものが使用される。
ホットメルト接着剤組成物は、このように3種の融点が異なる樹脂を含有することで、広い温度領域で良好な擬似接着性を発現しやすく、その擬似接着力の加工温度による変化を抑えやすくなる。
なお、熱可塑性樹脂は、ホットメルト接着剤組成物の主成分となるものであり、特に限定されないが、ホットメルト接着剤組成物全量に対して、通常50質量%以上、好ましくは75質量%以上、より好ましくは85質量%以上含まれるものである。 The thermoplastic resin is composed of at least two ethylene / propylene copolymers having different melting points and different ethylene / α other than ethylene / propylene copolymers. -It may contain other resins such as olefin copolymers. In this case, the same ethylene / propylene copolymer and other resins as described above are used.
The hot melt adhesive composition thus contains three types of resins having different melting points, and thus easily exhibits good pseudo-adhesiveness in a wide temperature range, and easily suppresses changes in the pseudo-adhesive force due to processing temperature. Become.
The thermoplastic resin is a main component of the hot melt adhesive composition and is not particularly limited, but is usually 50% by mass or more, preferably 75% by mass or more, based on the total amount of the hot melt adhesive composition. More preferably, the content is 85% by mass or more.
ホットメルト接着剤組成物は、このように3種の融点が異なる樹脂を含有することで、広い温度領域で良好な擬似接着性を発現しやすく、その擬似接着力の加工温度による変化を抑えやすくなる。
なお、熱可塑性樹脂は、ホットメルト接着剤組成物の主成分となるものであり、特に限定されないが、ホットメルト接着剤組成物全量に対して、通常50質量%以上、好ましくは75質量%以上、より好ましくは85質量%以上含まれるものである。 The thermoplastic resin is composed of at least two ethylene / propylene copolymers having different melting points and different ethylene / α other than ethylene / propylene copolymers. -It may contain other resins such as olefin copolymers. In this case, the same ethylene / propylene copolymer and other resins as described above are used.
The hot melt adhesive composition thus contains three types of resins having different melting points, and thus easily exhibits good pseudo-adhesiveness in a wide temperature range, and easily suppresses changes in the pseudo-adhesive force due to processing temperature. Become.
The thermoplastic resin is a main component of the hot melt adhesive composition and is not particularly limited, but is usually 50% by mass or more, preferably 75% by mass or more, based on the total amount of the hot melt adhesive composition. More preferably, the content is 85% by mass or more.
<固形パラフィン>
固形パラフィンは、CAS No.8002-74-2の固形パラフィンであり、その融点は、熱可塑性樹脂に含まれるエチレン・プロピレン共重合体よりも高いことが好ましい。固形パラフィンの融点は、具体的には、90℃以上が好ましく、90~130℃がより好ましく、100~125℃がさらに好ましい。固形パラフィンの融点を90℃以上とすることで、オープンタイムを長くすることが可能になり、さらには、高温度で加工した際の擬似接着層の接着力が必要以上に高くなることが抑制される。また、融点を130℃以下とすることで、低い加工温度で擬似接着層を形成できるようになる。 <Solid paraffin>
The solid paraffin is CAS No. 8002-74-2 solid paraffin, and the melting point thereof is preferably higher than that of the ethylene / propylene copolymer contained in the thermoplastic resin. Specifically, the melting point of the solid paraffin is preferably 90 ° C. or higher, more preferably 90 to 130 ° C., and further preferably 100 to 125 ° C. By setting the melting point of the solid paraffin to 90 ° C. or higher, it becomes possible to increase the open time, and further, it is suppressed that the adhesion force of the pseudo adhesive layer when processed at a high temperature becomes higher than necessary. The Further, by setting the melting point to 130 ° C. or lower, the pseudo adhesive layer can be formed at a low processing temperature.
固形パラフィンは、CAS No.8002-74-2の固形パラフィンであり、その融点は、熱可塑性樹脂に含まれるエチレン・プロピレン共重合体よりも高いことが好ましい。固形パラフィンの融点は、具体的には、90℃以上が好ましく、90~130℃がより好ましく、100~125℃がさらに好ましい。固形パラフィンの融点を90℃以上とすることで、オープンタイムを長くすることが可能になり、さらには、高温度で加工した際の擬似接着層の接着力が必要以上に高くなることが抑制される。また、融点を130℃以下とすることで、低い加工温度で擬似接着層を形成できるようになる。 <Solid paraffin>
The solid paraffin is CAS No. 8002-74-2 solid paraffin, and the melting point thereof is preferably higher than that of the ethylene / propylene copolymer contained in the thermoplastic resin. Specifically, the melting point of the solid paraffin is preferably 90 ° C. or higher, more preferably 90 to 130 ° C., and further preferably 100 to 125 ° C. By setting the melting point of the solid paraffin to 90 ° C. or higher, it becomes possible to increase the open time, and further, it is suppressed that the adhesion force of the pseudo adhesive layer when processed at a high temperature becomes higher than necessary. The Further, by setting the melting point to 130 ° C. or lower, the pseudo adhesive layer can be formed at a low processing temperature.
ホットメルト接着剤組成物において、固形パラフィンは、熱可塑性樹脂100質量部に対して、1~20質量部含有される。含有量が1質量部未満では、高温度で加工した際の擬似接着性が確保しにくくなる。また、20質量部より多くなると、ホットメルト接着剤組成物の擬似接着力が低くなる等の不具合が生じやすくなる。広い温度範囲にわたって適切な擬似接着性を確保するために、固形パラフィンは、熱可塑性樹脂100質量部に対して、3~20質量部含有されることが好ましく、5~15質量部含有されることがより好ましい。
In the hot melt adhesive composition, the solid paraffin is contained in an amount of 1 to 20 parts by mass with respect to 100 parts by mass of the thermoplastic resin. When the content is less than 1 part by mass, it becomes difficult to ensure pseudo-adhesiveness when processed at a high temperature. Moreover, when it exceeds 20 mass parts, it will become easy to produce malfunctions, such as the pseudo adhesive force of a hot-melt-adhesive agent composition becoming low. In order to ensure appropriate pseudo-adhesiveness over a wide temperature range, the solid paraffin is preferably contained in an amount of 3 to 20 parts by mass with respect to 100 parts by mass of the thermoplastic resin. Is more preferable.
ホットメルト接着剤組成物の160℃における溶融粘度は、2000~10000mPa・sである。溶融粘度が2000mPa・s未満であると、ホットメルト接着剤組成物を樹脂コータを用いて塗工する際に、液だれ等が生じて適切な塗工が実現できないことがある。また、10000mPa・sを超えると、ホットメルト接着剤組成物を樹脂コータから押し出すことができない等の不具合が生じるおそれがある。
塗工性を良好にする観点から、上記溶融粘度は、4000~9000mPa・sであることが好ましい。 The melt viscosity at 160 ° C. of the hot melt adhesive composition is 2000 to 10,000 mPa · s. When the melt viscosity is less than 2000 mPa · s, when the hot melt adhesive composition is applied using a resin coater, dripping or the like may occur and appropriate application may not be realized. On the other hand, if it exceeds 10,000 mPa · s, there is a possibility that problems such as inability to extrude the hot melt adhesive composition from the resin coater may occur.
From the viewpoint of improving coatability, the melt viscosity is preferably 4000 to 9000 mPa · s.
塗工性を良好にする観点から、上記溶融粘度は、4000~9000mPa・sであることが好ましい。 The melt viscosity at 160 ° C. of the hot melt adhesive composition is 2000 to 10,000 mPa · s. When the melt viscosity is less than 2000 mPa · s, when the hot melt adhesive composition is applied using a resin coater, dripping or the like may occur and appropriate application may not be realized. On the other hand, if it exceeds 10,000 mPa · s, there is a possibility that problems such as inability to extrude the hot melt adhesive composition from the resin coater may occur.
From the viewpoint of improving coatability, the melt viscosity is preferably 4000 to 9000 mPa · s.
ホットメルト接着剤組成物は、180℃から0℃に-5℃/分の温度レートで温度を下げて測定したDSC測定において、2箇所以上の発熱ピークを有することが好ましい。ここで、発熱ピークが確認される温度範囲は比較的広いことが好ましく、その温度範囲は具体的には30℃以上であることが好ましく、30℃以上70℃未満であることがより好ましく、35℃以上65℃未満であることがさらに好ましく、40℃以上60℃未満であることが最も好ましい。このように、発熱ピークが確認される温度範囲が広いと、ホットメルト接着剤組成物は、広い温度領域で擬似接着性を有することが可能になる。なお、発熱ピークが確認される温度範囲は、最も高温側の発熱ピークのピークトップ温度と、最も低温側の発熱ピークのピークトップ温度の差によって算出されるものである。
The hot melt adhesive composition preferably has two or more exothermic peaks in DSC measurement measured at a temperature rate of -5 ° C / min from 180 ° C to 0 ° C. Here, the temperature range in which the exothermic peak is confirmed is preferably relatively wide. Specifically, the temperature range is preferably 30 ° C. or higher, more preferably 30 ° C. or higher and lower than 70 ° C., 35 It is more preferable that it is not lower than 65 ° C. and most preferable that it is not lower than 40 ° C. and lower than 60 ° C. Thus, when the temperature range in which the exothermic peak is confirmed is wide, the hot melt adhesive composition can have pseudo-adhesiveness in a wide temperature range. The temperature range in which the exothermic peak is confirmed is calculated by the difference between the peak top temperature of the exothermic peak on the highest temperature side and the peak top temperature of the exothermic peak on the lowest temperature side.
上記した2箇所以上の発熱ピークは、1箇所がエチレン・プロピレン共重合体に起因するピーク、他の1箇所は固形パラフィンに起因するピークと考えられる。発熱ピークは、2箇所以上であれば限定されないが、エチレン・1-オクテン共重合体等のエチレン・プロピレン共重合体以外の樹脂を含有させると、通常、さらに発熱ピーク箇所が増え、3箇所以上の発熱ピークが見られる。発熱ピークが3箇所以上になると、より安定した擬似接着性を実現しやすくなる。
The above two or more exothermic peaks are considered to be peaks caused by ethylene / propylene copolymer at one place and peaks caused by solid paraffin at the other place. The exothermic peak is not limited as long as it is 2 or more. However, when a resin other than ethylene / propylene copolymer such as ethylene / 1-octene copolymer is contained, the exothermic peak usually increases further and 3 or more locations. The exothermic peak is observed. When the exothermic peak is 3 or more, it becomes easier to realize more stable pseudo-adhesiveness.
また、ホットメルト接着剤組成物から作製される擬似接着サンプルにおいて測定される擬似接着力は、サンプル作製時の表面温度を65~80℃とした場合において、その表面温度を5℃ずつ上昇させて作製した際の変化倍率が小さいほうが好ましい。具体的には、最大変化倍率が、好ましくは5.0倍以下、より好ましくは4.0倍以下、さらに好ましくは3.0倍以下である。このように、擬似接着力の変化倍率が小さいと、加工温度に変動が生じても擬似接着力が大きく変化しないので、加工方法の制御が容易となる。
また、最大変化倍率は、1.0倍以上であればよいが、1.5倍以上であることが好ましい。最大変化倍率が1.5倍以上となると、貼り合わせ温度の調整により、擬似接着力の微調整が可能となる。なお、擬似接着力の変化倍率の測定方法は、詳しくは後述する。 Further, the pseudo-adhesion force measured in the pseudo-adhesive sample prepared from the hot melt adhesive composition is obtained by increasing the surface temperature by 5 ° C. when the surface temperature at the time of sample preparation is 65-80 ° C. It is preferable that the change magnification at the time of manufacture is small. Specifically, the maximum change magnification is preferably 5.0 times or less, more preferably 4.0 times or less, and even more preferably 3.0 times or less. As described above, when the change ratio of the pseudo adhesive force is small, the pseudo adhesive force does not change greatly even if the processing temperature fluctuates, so that the processing method can be easily controlled.
The maximum change magnification may be 1.0 times or more, but is preferably 1.5 times or more. When the maximum change magnification is 1.5 times or more, the pseudo adhesive force can be finely adjusted by adjusting the bonding temperature. The method for measuring the pseudo adhesive force change magnification will be described later in detail.
また、最大変化倍率は、1.0倍以上であればよいが、1.5倍以上であることが好ましい。最大変化倍率が1.5倍以上となると、貼り合わせ温度の調整により、擬似接着力の微調整が可能となる。なお、擬似接着力の変化倍率の測定方法は、詳しくは後述する。 Further, the pseudo-adhesion force measured in the pseudo-adhesive sample prepared from the hot melt adhesive composition is obtained by increasing the surface temperature by 5 ° C. when the surface temperature at the time of sample preparation is 65-80 ° C. It is preferable that the change magnification at the time of manufacture is small. Specifically, the maximum change magnification is preferably 5.0 times or less, more preferably 4.0 times or less, and even more preferably 3.0 times or less. As described above, when the change ratio of the pseudo adhesive force is small, the pseudo adhesive force does not change greatly even if the processing temperature fluctuates, so that the processing method can be easily controlled.
The maximum change magnification may be 1.0 times or more, but is preferably 1.5 times or more. When the maximum change magnification is 1.5 times or more, the pseudo adhesive force can be finely adjusted by adjusting the bonding temperature. The method for measuring the pseudo adhesive force change magnification will be described later in detail.
ホットメルト接着剤組成物は、その軟化点が、85~140℃程度であることが好ましい。軟化点が85℃以上とすることで、夏場であっても擬似接着層が軟化することが防止され、ラベルの接着安定性が良好となる。また、140℃以下とすることで加工温度を下げることができ、加工時の感熱紙の余計な発色等を抑えることができる。これら観点から、軟化点は、90~120℃程度であることがより好ましい。
The hot melt adhesive composition preferably has a softening point of about 85 to 140 ° C. By setting the softening point to 85 ° C. or higher, the pseudo-adhesive layer is prevented from being softened even in summer and the adhesion stability of the label is improved. Further, when the temperature is set to 140 ° C. or lower, the processing temperature can be lowered, and unnecessary coloring of the thermal paper during processing can be suppressed. From these viewpoints, the softening point is more preferably about 90 to 120 ° C.
ホットメルト接着剤組成物には、必要に応じて、酸化防止剤、紫外線吸収剤、光安定剤、柔軟性付与剤、難燃剤、帯電防止剤、発泡剤、滑剤、充填剤、着色剤などの各種添加剤が適宜配合されていてもよい。
As necessary, the hot-melt adhesive composition includes an antioxidant, an ultraviolet absorber, a light stabilizer, a flexibility imparting agent, a flame retardant, an antistatic agent, a foaming agent, a lubricant, a filler, a colorant, and the like. Various additives may be appropriately blended.
[擬似接着ラベル]
本発明の擬似接着ラベルは、上記のホットメルト接着剤組成物から形成された擬似接着層を備えるものであれば特に限定されないが、例えば、図1、2に示す構造を有するものが挙げられる。具体的には、図1、2に示すように、擬似接着ラベル10は、例えば、表面基材11、擬似接着層12、中間基材13、及び粘着剤層14がこの順に積層されてなるものであり、さらには、剥離基材15が粘着剤層14に貼着され、粘着剤層14が剥離基材15により保護されるものである。このような擬似接着ラベル10は、例えば配送伝票として使用される。
擬似接着ラベル10は、剥離基材15が粘着剤層14から剥離され、露出した粘着剤層14によって、被着物に貼着されて使用される。擬似接着ラベル10は、擬似接着層12と中間基材13の間が擬似接着界面として擬似接着されたものである。そのため、例えば被着物に貼着された擬似接着ラベル10において、表面基材11は、擬似接着層12とともに中間基材13から容易に剥離可能である。 [Pseudo-adhesive label]
The pseudo-adhesive label of the present invention is not particularly limited as long as it has a pseudo-adhesive layer formed from the above hot melt adhesive composition, and examples thereof include those having the structure shown in FIGS. Specifically, as shown in FIGS. 1 and 2, thepseudo-adhesive label 10 is formed, for example, by laminating a surface base material 11, a pseudo-adhesion layer 12, an intermediate base material 13, and an adhesive layer 14 in this order. Furthermore, the peeling base material 15 is adhered to the pressure-sensitive adhesive layer 14, and the pressure-sensitive adhesive layer 14 is protected by the peeling base material 15. Such a pseudo adhesive label 10 is used as a delivery slip, for example.
Thepseudo-adhesive label 10 is used after the release substrate 15 is peeled off from the pressure-sensitive adhesive layer 14 and is adhered to an adherend with the exposed pressure-sensitive adhesive layer 14. The pseudo-adhesive label 10 is obtained by pseudo-adhesion between the pseudo-adhesion layer 12 and the intermediate substrate 13 as a pseudo-adhesion interface. Therefore, for example, in the pseudo-adhesive label 10 attached to the adherend, the surface base material 11 can be easily peeled from the intermediate base material 13 together with the pseudo-adhesion layer 12.
本発明の擬似接着ラベルは、上記のホットメルト接着剤組成物から形成された擬似接着層を備えるものであれば特に限定されないが、例えば、図1、2に示す構造を有するものが挙げられる。具体的には、図1、2に示すように、擬似接着ラベル10は、例えば、表面基材11、擬似接着層12、中間基材13、及び粘着剤層14がこの順に積層されてなるものであり、さらには、剥離基材15が粘着剤層14に貼着され、粘着剤層14が剥離基材15により保護されるものである。このような擬似接着ラベル10は、例えば配送伝票として使用される。
擬似接着ラベル10は、剥離基材15が粘着剤層14から剥離され、露出した粘着剤層14によって、被着物に貼着されて使用される。擬似接着ラベル10は、擬似接着層12と中間基材13の間が擬似接着界面として擬似接着されたものである。そのため、例えば被着物に貼着された擬似接着ラベル10において、表面基材11は、擬似接着層12とともに中間基材13から容易に剥離可能である。 [Pseudo-adhesive label]
The pseudo-adhesive label of the present invention is not particularly limited as long as it has a pseudo-adhesive layer formed from the above hot melt adhesive composition, and examples thereof include those having the structure shown in FIGS. Specifically, as shown in FIGS. 1 and 2, the
The
擬似接着ラベル10は、打ち抜き加工が施されることが好ましい。打ち抜き加工では、表面基材11側から表面基材11、擬似接着層12、中間基材13、及び粘着剤層14が打ち抜き切断された後、カス上げによって不要部分が剥離基材15から取り除かれる。そのため、図1、2に示すように、剥離基材15の上には、剥離基材15よりも一回り小さい、表面基材11、擬似接着層12、中間基材13、及び粘着剤層14が積層される。
The pseudo-adhesive label 10 is preferably stamped. In the punching process, the surface base material 11, the pseudo adhesive layer 12, the intermediate base material 13, and the pressure-sensitive adhesive layer 14 are punched and cut from the surface base material 11 side, and then unnecessary portions are removed from the release base material 15 by scraping. . Therefore, as shown in FIGS. 1 and 2, the surface base material 11, the pseudo-adhesive layer 12, the intermediate base material 13, and the pressure-sensitive adhesive layer 14 are slightly above the release base material 15 on the release base material 15. Are stacked.
また、擬似接着ラベル10には、ハーフカット線20が設けられてもよい。ハーフカット線20は、中間基材13を切断しないように、表面基材11及び擬似接着層12を切り込んだものである。ハーフカット線20は、ミシン目状に形成されていても良いし、連続的な一条のスリット等によって形成されていても良い。ハーフカット線20が設けられると、表面基材11は、擬似接着層12と共に、ハーフカット線20に沿って切断され、2枚のシート(ラベル部21、22)として分離して剥離可能である。なお、擬似接着ラベル10が配送伝票として使用される場合、例えば、一方のラベル部が配達票として使用されると共に、他方のラベル部が、受領票として使用され、捺印・サイン後に剥がされて持ち帰られ、伝票整理等に使用される。
Further, the pseudo adhesive label 10 may be provided with a half cut line 20. The half cut line 20 is obtained by cutting the surface base material 11 and the pseudo adhesive layer 12 so as not to cut the intermediate base material 13. The half cut line 20 may be formed in a perforated shape, or may be formed by a continuous single slit or the like. When the half-cut line 20 is provided, the surface base material 11 is cut along the half-cut line 20 together with the pseudo adhesive layer 12, and can be separated and separated as two sheets (label portions 21 and 22). . When the pseudo-adhesive label 10 is used as a delivery slip, for example, one label portion is used as a delivery slip, and the other label portion is used as a receipt slip that is peeled off after being stamped / signed. And used for slip arrangement.
表面基材11としては、例えばクラフト紙、上質紙、グラシン紙、感熱紙、パーチメント紙、レーヨン紙、コート紙等の紙類が使用されるが、好ましくは感熱紙が使用される。表面基材11の坪量は、例えば15~120g/m2であるが、20~100g/m2であることが好ましい。表面基材11は、通常、その表面が文字等の情報が表示されるための面に使用される。
擬似接着層12は、上記のホットメルト接着剤組成物から形成されるものであればよい。擬似接着層12の厚さは、特に限定されないが、例えば10~50μm、好ましくは15~40μmである。 As thesurface base material 11, for example, paper such as kraft paper, fine paper, glassine paper, thermal paper, parchment paper, rayon paper, coated paper, and the like are used, but thermal paper is preferably used. The basis weight of the surface substrate 11 is, for example, a 15 ~ 120g / m 2, is preferably 20 ~ 100g / m 2. The surface substrate 11 is usually used as a surface on which information such as characters is displayed on the surface.
Thepseudo adhesive layer 12 may be formed from the hot melt adhesive composition described above. The thickness of the pseudo adhesive layer 12 is not particularly limited, but is, for example, 10 to 50 μm, preferably 15 to 40 μm.
擬似接着層12は、上記のホットメルト接着剤組成物から形成されるものであればよい。擬似接着層12の厚さは、特に限定されないが、例えば10~50μm、好ましくは15~40μmである。 As the
The
中間基材13としては、上質紙、グラシン紙、感熱紙、パーチメント紙、レーヨン紙、コート紙等の紙類、ポリスチレン樹脂、ABS樹脂、ポリビニルアルコール樹脂、アクリル系樹脂、ポリ乳酸樹脂、セロファンフィルム等の樹脂フィルムが使用されるが、好ましくは感熱紙等の紙類が使用される。中間基材13に紙類、特に感熱紙を使用することで、後述するように、製造装置に印刷装置を組み込みことで、中間基材13への印刷を容易に行うことができる。中間基材13は、表面基材を剥がしたときに視認されるため、コマーシャルの印刷等が可能になる。
また、中間基材の厚さは、特に限定されないが、例えば5~100μm、好ましくは10~80μmである。
中間基材13の擬似接着層12に接着される面には、剥離抵抗を低減するための剥離制御層が被膜されていても良い。剥離制御層は、特に限定されないが、スチレン-アクリル共重合体、ポリスチレン、スチレン-ブタジエン共重合体、エチレン酢酸ビニル共重合体、アクリル酸エステル、アクリル酸エステル共重合体、エチレン・アクリル酸共重合体などによって形成される。また、剥離制御層の厚さは、特に限定されるわけではないが、例えば5~25μm、好ましくは10~20μmであることが好ましい。 As theintermediate substrate 13, paper such as high-quality paper, glassine paper, thermal paper, parchment paper, rayon paper, coated paper, polystyrene resin, ABS resin, polyvinyl alcohol resin, acrylic resin, polylactic acid resin, cellophane film, etc. The resin film is preferably used, but paper such as thermal paper is preferably used. By using paper, particularly thermal paper, for the intermediate base material 13, as will be described later, printing on the intermediate base material 13 can be easily performed by incorporating a printing device into the manufacturing apparatus. Since the intermediate substrate 13 is visually recognized when the surface substrate is peeled off, commercial printing or the like becomes possible.
The thickness of the intermediate substrate is not particularly limited, but is, for example, 5 to 100 μm, preferably 10 to 80 μm.
A peel control layer for reducing peel resistance may be coated on the surface of theintermediate substrate 13 that is bonded to the pseudo adhesive layer 12. The release control layer is not particularly limited, but styrene-acrylic copolymer, polystyrene, styrene-butadiene copolymer, ethylene vinyl acetate copolymer, acrylic ester, acrylic ester copolymer, ethylene / acrylic copolymer. It is formed by coalescence. Further, the thickness of the peeling control layer is not particularly limited, but for example, 5 to 25 μm, preferably 10 to 20 μm is preferable.
また、中間基材の厚さは、特に限定されないが、例えば5~100μm、好ましくは10~80μmである。
中間基材13の擬似接着層12に接着される面には、剥離抵抗を低減するための剥離制御層が被膜されていても良い。剥離制御層は、特に限定されないが、スチレン-アクリル共重合体、ポリスチレン、スチレン-ブタジエン共重合体、エチレン酢酸ビニル共重合体、アクリル酸エステル、アクリル酸エステル共重合体、エチレン・アクリル酸共重合体などによって形成される。また、剥離制御層の厚さは、特に限定されるわけではないが、例えば5~25μm、好ましくは10~20μmであることが好ましい。 As the
The thickness of the intermediate substrate is not particularly limited, but is, for example, 5 to 100 μm, preferably 10 to 80 μm.
A peel control layer for reducing peel resistance may be coated on the surface of the
粘着剤層14は、擬似接着ラベル10を被着物に接着するための層である。粘着剤層14は、アクリル系粘着剤、天然ゴム系粘着剤、合成ゴム系粘着剤、シリコーン系粘着剤等の従来公知の粘着剤から形成されるが、耐候性、価格の点からアクリル系粘着剤が好適に用いられる。粘着剤層14の厚さは、特に限定されないが、例えば5~50μm、好ましくは10~40μmである。
The pressure-sensitive adhesive layer 14 is a layer for adhering the pseudo-adhesive label 10 to an adherend. The pressure-sensitive adhesive layer 14 is formed from a conventionally known pressure-sensitive adhesive such as an acrylic pressure-sensitive adhesive, a natural rubber-based pressure-sensitive adhesive, a synthetic rubber-based pressure-sensitive adhesive, or a silicone-based pressure-sensitive adhesive. An agent is preferably used. The thickness of the pressure-sensitive adhesive layer 14 is not particularly limited, but is, for example, 5 to 50 μm, preferably 10 to 40 μm.
剥離基材15としては、特に制限なく従来の公知の剥離シートが使用される。例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステルフィルム、ポリエチレン、ポリプロピレン、ポリメチルペンテン等のポリオレフィンフィルム、クレーコート紙、グラシン紙、再生紙等の紙基材、これらの紙基材にポリエチレンなどの熱可塑性樹脂がラミネートされたラミネート紙などの片面が剥離処理剤で剥離処理されたものが使用される。剥離処理剤としては、シリコーン系樹脂、長鎖アルキル系樹脂、フッ素系樹脂等が例示されるが、コストや剥離性の観点からシリコーン系樹脂が好ましい。剥離基材15の厚さは、特に限定されないが、例えば20~200μm、好ましくは40~100μmである。
As the peeling substrate 15, a conventionally known peeling sheet is used without particular limitation. For example, polyester films such as polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polyolefin films such as polyethylene, polypropylene, polymethylpentene, paper base materials such as clay coated paper, glassine paper, recycled paper, etc. A laminate paper or the like on which a thermoplastic resin such as polyethylene is laminated is used in which one side is peeled with a release treatment agent. Examples of the release treatment agent include silicone resins, long-chain alkyl resins, fluorine resins, etc., but silicone resins are preferable from the viewpoint of cost and releasability. The thickness of the release substrate 15 is not particularly limited, but is, for example, 20 to 200 μm, preferably 40 to 100 μm.
[擬似接着ラベルの製造方法]
次に、擬似接着ラベルの製造方法について説明する。
擬似接着ラベルの製造方法は、特に限定されないが、通常、上記したホットメルト接着剤組成物から形成した擬似接着層に、別のシート部材を貼り合わせる工程を含むものである。シート部材は、通常、粘着剤層を有するものであり、好ましくは、剥離シート(剥離基材)上に粘着剤層、及び中間基材がこの順に積層されたものである。
また、擬似接着ラベルの製造方法は、表面基材上に、ホットメルト接着剤組成物を塗工する工程と、塗工されたホットメルト接着剤組成物を冷却して所定温度にして、擬似接着性(すなわち、適度な流動性とタック性)を有するようにした擬似接着層に、別のシート部材を例えば圧着して貼り合わせる工程とを含むことが好ましい。このような方法により、擬似接着層の形成と、擬似接着層とシート部材との貼り合わせが一連の工程で連続的に行うことが可能であるため、少ない工程数で擬似接着ラベルを製造できるようになる。 [Method for producing pseudo-adhesive label]
Next, a method for manufacturing a pseudo adhesive label will be described.
The method for producing the pseudo-adhesive label is not particularly limited, but usually includes a step of attaching another sheet member to the pseudo-adhesive layer formed from the hot melt adhesive composition described above. The sheet member usually has a pressure-sensitive adhesive layer. Preferably, the pressure-sensitive adhesive layer and the intermediate base material are laminated in this order on a release sheet (release substrate).
The method for producing a pseudo-adhesive label includes a step of applying a hot-melt adhesive composition on a surface substrate, and cooling the applied hot-melt adhesive composition to a predetermined temperature to perform pseudo-adhesion. It is preferable to include a step of bonding another sheet member by, for example, pressure bonding to the pseudo-adhesive layer having the properties (that is, appropriate fluidity and tackiness). By such a method, the formation of the pseudo adhesive layer and the bonding of the pseudo adhesive layer and the sheet member can be continuously performed in a series of steps, so that the pseudo adhesive label can be manufactured with a small number of processes. become.
次に、擬似接着ラベルの製造方法について説明する。
擬似接着ラベルの製造方法は、特に限定されないが、通常、上記したホットメルト接着剤組成物から形成した擬似接着層に、別のシート部材を貼り合わせる工程を含むものである。シート部材は、通常、粘着剤層を有するものであり、好ましくは、剥離シート(剥離基材)上に粘着剤層、及び中間基材がこの順に積層されたものである。
また、擬似接着ラベルの製造方法は、表面基材上に、ホットメルト接着剤組成物を塗工する工程と、塗工されたホットメルト接着剤組成物を冷却して所定温度にして、擬似接着性(すなわち、適度な流動性とタック性)を有するようにした擬似接着層に、別のシート部材を例えば圧着して貼り合わせる工程とを含むことが好ましい。このような方法により、擬似接着層の形成と、擬似接着層とシート部材との貼り合わせが一連の工程で連続的に行うことが可能であるため、少ない工程数で擬似接着ラベルを製造できるようになる。 [Method for producing pseudo-adhesive label]
Next, a method for manufacturing a pseudo adhesive label will be described.
The method for producing the pseudo-adhesive label is not particularly limited, but usually includes a step of attaching another sheet member to the pseudo-adhesive layer formed from the hot melt adhesive composition described above. The sheet member usually has a pressure-sensitive adhesive layer. Preferably, the pressure-sensitive adhesive layer and the intermediate base material are laminated in this order on a release sheet (release substrate).
The method for producing a pseudo-adhesive label includes a step of applying a hot-melt adhesive composition on a surface substrate, and cooling the applied hot-melt adhesive composition to a predetermined temperature to perform pseudo-adhesion. It is preferable to include a step of bonding another sheet member by, for example, pressure bonding to the pseudo-adhesive layer having the properties (that is, appropriate fluidity and tackiness). By such a method, the formation of the pseudo adhesive layer and the bonding of the pseudo adhesive layer and the sheet member can be continuously performed in a series of steps, so that the pseudo adhesive label can be manufactured with a small number of processes. become.
ホットメルト接着剤組成物は、表面基材上に塗工される際、溶融されるように加熱されることが好ましく、具体的には、120~180℃に加熱されることが好ましく、130~170℃に加熱されることがより好ましい。上記温度範囲とすることで、塗工性を良好にできるとともに、表面基材にカールが発生するのを防止し、さらには、表面基材が感熱紙である場合でも、表面基材が発色することを防止できる。
また、別のシート部材が貼り合わされるとき擬似接着層は、擬似接着性を有する温度となっていればよいが、その温度は、例えば30~90℃程度、好ましくは40~60℃程度である。 The hot melt adhesive composition is preferably heated so as to be melted when applied onto the surface substrate, specifically, preferably heated to 120 to 180 ° C., and 130 to More preferably, it is heated to 170 ° C. By setting the above temperature range, the coatability can be improved and curling of the surface substrate can be prevented. Furthermore, even when the surface substrate is thermal paper, the surface substrate is colored. Can be prevented.
Further, when another sheet member is bonded, the pseudo-adhesion layer may be at a temperature having pseudo-adhesiveness, and the temperature is, for example, about 30 to 90 ° C., preferably about 40 to 60 ° C. .
また、別のシート部材が貼り合わされるとき擬似接着層は、擬似接着性を有する温度となっていればよいが、その温度は、例えば30~90℃程度、好ましくは40~60℃程度である。 The hot melt adhesive composition is preferably heated so as to be melted when applied onto the surface substrate, specifically, preferably heated to 120 to 180 ° C., and 130 to More preferably, it is heated to 170 ° C. By setting the above temperature range, the coatability can be improved and curling of the surface substrate can be prevented. Furthermore, even when the surface substrate is thermal paper, the surface substrate is colored. Can be prevented.
Further, when another sheet member is bonded, the pseudo-adhesion layer may be at a temperature having pseudo-adhesiveness, and the temperature is, for example, about 30 to 90 ° C., preferably about 40 to 60 ° C. .
本発明では、図3に示す擬似接着ラベル製造装置30を用いて製造することがより好ましい。擬似接着ラベル製造装置30は、表面基材11の一面に、ホットメルト接着剤組成物を塗工する接着剤塗工装置31と、接着剤塗工装置31に対向して設けられる塗工圧着ロール32と、塗工圧着ロール32に隣接するように設けられ、ホットメルト接着剤組成物によって形成された擬似接着層12に、別のシート部材25を貼り合わせるための圧着ロール33とを備える。
In the present invention, it is more preferable to manufacture using the pseudo-adhesive label manufacturing apparatus 30 shown in FIG. The pseudo-adhesive label manufacturing apparatus 30 includes an adhesive coating device 31 that coats a hot melt adhesive composition on one surface of the surface base material 11, and a coating pressure-bonding roll that is provided to face the adhesive coating device 31. 32 and a pressure-bonding roll 33 for adhering another sheet member 25 to the pseudo-adhesive layer 12 provided so as to be adjacent to the coating pressure-bonding roll 32 and formed of the hot melt adhesive composition.
本製造装置30では、表面基材11は、第1送り出しロール35から送り出され、ガイドロール36Aを経て塗工圧着ロール32へ向かい、塗工圧着ロール32に巻回される。塗工圧着ロール32に巻回された表面基材11の一面には、ホットメルト接着剤組成物が接着剤塗工装置31によって塗工される。接着剤塗工装置31は、例えば、加熱して溶融されたホットメルト接着剤組成物を押し出し塗工する樹脂コータ等である。
ホットメルト接着剤組成物が塗工された表面基材11は、さらに塗工圧着ロール32に巻回されたまま圧着ロール33と塗工圧着ロール32の間に送られる。ここで、塗工圧着ロール32は、内部に冷却水等が通されており、冷却機能を有するものである。そのため、ホットメルト接着剤組成物が塗工された表面基材11は、圧着ロール33と塗工圧着ロール32の間に送られるまでの間、塗工圧着ロール32によって冷却されることになる。この冷却により、塗工されたホットメルト接着剤組成物は、シート部材25に貼り合わされる際には、所定の温度まで冷却され、適度な擬似接着性能を有する擬似接着層となる。
また、塗工圧着ロール32は、表面基材が巻回されない位置において冷却ロール36に接触していることが好ましい。冷却ロール36は、外周面が金属で形成され、また、内部に冷却水等が通されることで冷却機能を有するものである。そのため、塗工圧着ロール32は、冷却ロール36によって効率的に冷却されることになる。
また、擬似接着層12に貼り合わされるシート部材25は、第2繰り出しロール37から送り出されて、圧着ロール33に巻回されて、塗工圧着ロール32と圧着ロール33の間において、擬似接着層12の上に圧着されて貼り合わせられ、これにより、擬似接着ラベル10が得られる。擬似接着ラベル10は、その後、必要に応じて、ピナクルダイ、トムソン刃、レーザー加工等を用いて、抜き加工、ハーフカット加工を施し、その後、カス取り等をして、巻き取りロール38に巻き取られる。 In themanufacturing apparatus 30, the surface base material 11 is fed from the first feed roll 35, travels to the coating pressure-bonding roll 32 through the guide roll 36 </ b> A, and is wound around the coating pressure-bonding roll 32. The hot melt adhesive composition is applied to one surface of the surface base material 11 wound around the coating pressure roll 32 by the adhesive coating device 31. The adhesive coating device 31 is, for example, a resin coater for extruding and applying a hot melt adhesive composition that has been heated and melted.
Thesurface base material 11 coated with the hot melt adhesive composition is fed between the pressure-bonding roll 33 and the coating pressure-bonding roll 32 while being wound around the coating pressure-bonding roll 32. Here, the coating pressure-bonding roll 32 has a cooling function through which cooling water or the like is passed. Therefore, the surface base material 11 coated with the hot melt adhesive composition is cooled by the coating pressure-bonding roll 32 until it is sent between the pressure-bonding roll 33 and the coating pressure-bonding roll 32. By this cooling, the applied hot-melt adhesive composition is cooled to a predetermined temperature when bonded to the sheet member 25, and becomes a pseudo-adhesive layer having appropriate pseudo-adhesive performance.
Moreover, it is preferable that the coating pressure-bonding roll 32 is in contact with the cooling roll 36 at a position where the surface base material is not wound. The cooling roll 36 has an outer peripheral surface made of metal and has a cooling function by passing cooling water or the like through the inside. Therefore, the coating pressure-bonding roll 32 is efficiently cooled by the cooling roll 36.
Further, thesheet member 25 to be bonded to the pseudo adhesive layer 12 is fed from the second feeding roll 37 and wound around the pressure roll 33, and the pseudo adhesive layer is interposed between the coating pressure roll 32 and the pressure roll 33. Then, the pseudo-adhesive label 10 is obtained. After that, the pseudo-adhesive label 10 is subjected to punching and half-cutting using a pinnacle die, Thomson blade, laser processing, etc., if necessary, and then scraped and wound around a winding roll 38. Taken.
ホットメルト接着剤組成物が塗工された表面基材11は、さらに塗工圧着ロール32に巻回されたまま圧着ロール33と塗工圧着ロール32の間に送られる。ここで、塗工圧着ロール32は、内部に冷却水等が通されており、冷却機能を有するものである。そのため、ホットメルト接着剤組成物が塗工された表面基材11は、圧着ロール33と塗工圧着ロール32の間に送られるまでの間、塗工圧着ロール32によって冷却されることになる。この冷却により、塗工されたホットメルト接着剤組成物は、シート部材25に貼り合わされる際には、所定の温度まで冷却され、適度な擬似接着性能を有する擬似接着層となる。
また、塗工圧着ロール32は、表面基材が巻回されない位置において冷却ロール36に接触していることが好ましい。冷却ロール36は、外周面が金属で形成され、また、内部に冷却水等が通されることで冷却機能を有するものである。そのため、塗工圧着ロール32は、冷却ロール36によって効率的に冷却されることになる。
また、擬似接着層12に貼り合わされるシート部材25は、第2繰り出しロール37から送り出されて、圧着ロール33に巻回されて、塗工圧着ロール32と圧着ロール33の間において、擬似接着層12の上に圧着されて貼り合わせられ、これにより、擬似接着ラベル10が得られる。擬似接着ラベル10は、その後、必要に応じて、ピナクルダイ、トムソン刃、レーザー加工等を用いて、抜き加工、ハーフカット加工を施し、その後、カス取り等をして、巻き取りロール38に巻き取られる。 In the
The
Moreover, it is preferable that the coating pressure-
Further, the
また、本製造方法では、表面基材11に印刷を施してもよい。例えば、上記の製造装置30では、第1送り出しロール35と塗工圧着ロール32に間に印刷装置が設けられ、第1送り出しロール35から送り出され、塗工圧着ロール32に巻回される前に、表面基材11に印刷を施してもよい。
また、シート部材25に中間基材が含まれる場合には、中間基材に印刷を施してもよい。例えば、上記の製造装置30では、第2送り出しロール37と圧着ロール33の間に印刷装置が設けられ、第2送り出しロール37から送り出され、圧着ロール33に巻回される前に、中間基材に印刷を施してもよい。
なお、上記の印刷装置としては、オフセット印刷装置、感熱式プリンター等の公知の方式のものが使用できる。このように、印刷装置が組み込まれると、中間基材、表面基材に予め印刷を施す必要がないため、印刷内容を柔軟に変更することができる。 Moreover, in this manufacturing method, you may print on thesurface base material 11. FIG. For example, in the manufacturing apparatus 30 described above, a printing device is provided between the first delivery roll 35 and the coating pressure-bonding roll 32, and is sent from the first delivery roll 35 before being wound around the coating pressure-bonding roll 32. The surface base material 11 may be printed.
In addition, when thesheet member 25 includes an intermediate base material, the intermediate base material may be printed. For example, in the manufacturing apparatus 30 described above, a printing device is provided between the second delivery roll 37 and the pressure roll 33, and the intermediate base material is fed from the second delivery roll 37 and wound around the pressure roll 33. May be printed.
In addition, as said printing apparatus, the thing of well-known systems, such as an offset printing apparatus and a thermal printer, can be used. As described above, when the printing apparatus is incorporated, it is not necessary to print the intermediate base material and the surface base material in advance, so that the print contents can be flexibly changed.
また、シート部材25に中間基材が含まれる場合には、中間基材に印刷を施してもよい。例えば、上記の製造装置30では、第2送り出しロール37と圧着ロール33の間に印刷装置が設けられ、第2送り出しロール37から送り出され、圧着ロール33に巻回される前に、中間基材に印刷を施してもよい。
なお、上記の印刷装置としては、オフセット印刷装置、感熱式プリンター等の公知の方式のものが使用できる。このように、印刷装置が組み込まれると、中間基材、表面基材に予め印刷を施す必要がないため、印刷内容を柔軟に変更することができる。 Moreover, in this manufacturing method, you may print on the
In addition, when the
In addition, as said printing apparatus, the thing of well-known systems, such as an offset printing apparatus and a thermal printer, can be used. As described above, when the printing apparatus is incorporated, it is not necessary to print the intermediate base material and the surface base material in advance, so that the print contents can be flexibly changed.
以上の製造方法では、シート部材を擬似接着層に貼り合わせる際の温度を正確に調整できないことがある。例えば、製造開始直後は、通常、第1送り出しロール35からの表面基材の送り速度が遅くなり、ホットメルト接着剤組成物を塗工してから、貼り合わせまでの時間が、通常より長くなることがある。また、塗工圧着ロール32や冷却ロール36の温度が変動し、冷却条件が、製造を継続することで変わることがある。
しかし、本発明のホットメルト接着剤組成物は、上記したように、広い温度範囲で擬似接着性を有しオープンタイムが長いため、貼り合わせ時の擬似接着層の温度を正確に調整しなくても、貼り合わせ不良等が発生しにくくなる。また、本発明のホットメルト接着剤組成物の擬似接着力は、貼り合わせ温度が変化しても大きく変動しないため、擬似接着力のばらつきの少ない擬似接着ラベルを安定して製造することが可能になる。 In the above manufacturing method, the temperature at which the sheet member is bonded to the pseudo adhesive layer may not be adjusted accurately. For example, immediately after the start of production, the feed speed of the surface base material from thefirst feed roll 35 is usually slow, and the time from application of the hot melt adhesive composition to bonding becomes longer than usual. Sometimes. Moreover, the temperature of the coating pressure-bonding roll 32 and the cooling roll 36 may fluctuate, and the cooling conditions may change as production continues.
However, the hot melt adhesive composition of the present invention, as described above, has pseudo-adhesiveness over a wide temperature range and has a long open time, so the temperature of the pseudo-adhesive layer at the time of bonding cannot be accurately adjusted. However, it is difficult for bonding failure to occur. In addition, since the pseudo-adhesive strength of the hot melt adhesive composition of the present invention does not vary greatly even when the bonding temperature changes, it is possible to stably produce a pseudo-adhesive label with little variation in pseudo-adhesive strength. Become.
しかし、本発明のホットメルト接着剤組成物は、上記したように、広い温度範囲で擬似接着性を有しオープンタイムが長いため、貼り合わせ時の擬似接着層の温度を正確に調整しなくても、貼り合わせ不良等が発生しにくくなる。また、本発明のホットメルト接着剤組成物の擬似接着力は、貼り合わせ温度が変化しても大きく変動しないため、擬似接着力のばらつきの少ない擬似接着ラベルを安定して製造することが可能になる。 In the above manufacturing method, the temperature at which the sheet member is bonded to the pseudo adhesive layer may not be adjusted accurately. For example, immediately after the start of production, the feed speed of the surface base material from the
However, the hot melt adhesive composition of the present invention, as described above, has pseudo-adhesiveness over a wide temperature range and has a long open time, so the temperature of the pseudo-adhesive layer at the time of bonding cannot be accurately adjusted. However, it is difficult for bonding failure to occur. In addition, since the pseudo-adhesive strength of the hot melt adhesive composition of the present invention does not vary greatly even when the bonding temperature changes, it is possible to stably produce a pseudo-adhesive label with little variation in pseudo-adhesive strength. Become.
また、上記製造方法では、ホットメルト接着剤組成物を塗工するときの塗工温度は、所定の温度以下に制御されるとともに、その後のシート部材の擬似接着層への貼り合わせは、塗工時の加熱による余熱によって行われ、上記塗工温度以上に昇温されることはない。そのため、表面基材や中間基材は、必要以上に加熱されることはないので、例えば感熱紙であっても、擬似接着ラベルを製造する工程で不要に発色されることはない。
Further, in the above manufacturing method, the coating temperature when applying the hot melt adhesive composition is controlled to a predetermined temperature or lower, and the subsequent bonding of the sheet member to the pseudo-adhesive layer is performed by coating. It is carried out by preheating due to heating, and the temperature is not raised above the coating temperature. Therefore, since the surface base material and the intermediate base material are not heated more than necessary, for example, even thermal paper is not unnecessarily colored in the process of manufacturing the pseudo-adhesive label.
以下、実施例に基づき本発明をさらに詳細に説明するが、本発明はこれらの例によって制限されるものではない。
Hereinafter, the present invention will be described in more detail based on examples, but the present invention is not limited to these examples.
本発明における測定方法、評価方法は以下のとおりである。
(1)溶融粘度
(2)融点
各樹脂の融点は、DSCにより測定したものである。なお、融点測定時のDSC測定条件は、0℃から温度レート5℃/分でサンプル量は10mgにて行い、吸熱ピークのピークトップ温度である。
(3)軟化点
ホットメルト接着剤組成物の軟化点は、環球法(JIS K 7234 4.1)により測定した。
(4)DSCによる発熱ピーク測定(DSC測定)
ティー・エイ・インスツルメント社製のQ2000を用いて、DSC測定を行った。測定は、180℃から0℃に温度レート-5℃/分で温度を下げて行い、サンプル量は10mgとし、各発熱ピークのピークトップ温度を検出した。
(5)擬似接着力
感熱紙(TP50KS-HS、日本製紙株式会社製)のサーマルコート層が設けられた面とは反対側の面に、加熱して溶融したホットメルト接着剤組成物を、アプリケーターを用いて厚みが25μmになるように塗工し、感熱紙の一面に擬似接着層を設けたシートを得た。そのシートを120℃の恒温槽に入れて1分間加熱した後、恒温槽から取り出して冷却し、表面温度計(CUSTOM製IR-303)を用いて樹脂の表面温度を測定し、表面温度が所定の温度のときに上質紙(NPiフォーム<55>、日本製紙株式会社製)を9kgローラを用いて貼り合わせ、擬似接着サンプルを作製し、室温(23℃)まで冷却した。
次いで、得られた長さ10cm、幅50mmの擬似接着サンプルを、室温(23℃)下、引張試験機を用いて、表面基材(感熱紙)側を剥離角度180°、剥離速度0.3m/分の条件で剥離し、その剥離に要した力を擬似接着力として測定した。なお、擬似接着力は、貼り合わせるときの温度(貼り合わせ温度)を65℃、70℃、75℃、80℃それぞれとして作製した擬似接着サンプルについて測定した。そして、貼り合わせ温度が5℃異なる擬似接着サンプルについての擬似接着力の倍率(変化倍率)を求め、得られた倍率のうち最大のものを最大変化倍率とした。
(6)製造機テスト
図3に示す擬似接着ラベル製造装置を用いて、図1、2に示す擬似接着ラベルを製造した際の生産性を評価した。生産性が良好なものを“A”とし、擬似接着力の安定性の点において生産性がやや劣るものの、生産が可能であるものを“B”とし、擬似接着ラベルが生産できないものを“F”とした。 The measurement method and evaluation method in the present invention are as follows.
(1) Melt viscosity (2) Melting point The melting point of each resin is measured by DSC. The DSC measurement conditions at the time of measuring the melting point were from 0 ° C. to a temperature rate of 5 ° C./min, a sample amount of 10 mg, and the peak top temperature of the endothermic peak.
(3) Softening point The softening point of the hot melt adhesive composition was measured by the ring and ball method (JIS K 7234 4.1).
(4) Exothermic peak measurement by DSC (DSC measurement)
DSC measurement was performed using Q2000 manufactured by TA Instruments. The measurement was performed by lowering the temperature from 180 ° C. to 0 ° C. at a temperature rate of −5 ° C./min. The sample amount was 10 mg, and the peak top temperature of each exothermic peak was detected.
(5) Pseudo-adhesive strength The hot melt adhesive composition heated and melted on the surface opposite to the surface provided with the thermal coat layer of thermal paper (TP50KS-HS, manufactured by Nippon Paper Industries Co., Ltd.) is applied to the applicator. Was used to obtain a sheet having a pseudo adhesive layer on one side of the thermal paper. The sheet was placed in a 120 ° C. thermostat and heated for 1 minute, then taken out of the thermostat and cooled, and the surface temperature of the resin was measured using a surface thermometer (CUSTOM IR-303). A high-quality paper (NPi Foam <55>, manufactured by Nippon Paper Industries Co., Ltd.) was bonded using a 9 kg roller at a temperature of 5 ° C. to prepare a pseudo-adhesive sample and cooled to room temperature (23 ° C.).
Next, the obtained pseudo-adhesive sample having a length of 10 cm and a width of 50 mm was subjected to a surface substrate (thermal paper) side with a peeling angle of 180 ° and a peeling speed of 0.3 m at room temperature (23 ° C.). It peeled on condition of / min, and the force required for the peeling was measured as a pseudo-adhesive force. The pseudo-adhesive force was measured on pseudo-adhesive samples prepared at temperatures of 65 ° C., 70 ° C., 75 ° C., and 80 ° C. when bonding was performed (bonding temperature). And the magnification | multiplying_factor (change magnification) of the pseudoadhesion force about the pseudoadhesion sample from which bonding temperature differs 5 degreeC was calculated | required, and the largest thing was made into the maximum change magnification among the obtained magnifications.
(6) Manufacturing machine test Using the pseudo-adhesive label manufacturing apparatus shown in FIG. 3, the productivity when the pseudo-adhesive label shown in FIGS. “A” indicates that the productivity is good, and “B” indicates that the productivity is slightly inferior in terms of stability of the pseudo-adhesive force, but “B” indicates that the production is possible, and “F” indicates that the pseudo-adhesive label cannot be produced. "
(1)溶融粘度
(2)融点
各樹脂の融点は、DSCにより測定したものである。なお、融点測定時のDSC測定条件は、0℃から温度レート5℃/分でサンプル量は10mgにて行い、吸熱ピークのピークトップ温度である。
(3)軟化点
ホットメルト接着剤組成物の軟化点は、環球法(JIS K 7234 4.1)により測定した。
(4)DSCによる発熱ピーク測定(DSC測定)
ティー・エイ・インスツルメント社製のQ2000を用いて、DSC測定を行った。測定は、180℃から0℃に温度レート-5℃/分で温度を下げて行い、サンプル量は10mgとし、各発熱ピークのピークトップ温度を検出した。
(5)擬似接着力
感熱紙(TP50KS-HS、日本製紙株式会社製)のサーマルコート層が設けられた面とは反対側の面に、加熱して溶融したホットメルト接着剤組成物を、アプリケーターを用いて厚みが25μmになるように塗工し、感熱紙の一面に擬似接着層を設けたシートを得た。そのシートを120℃の恒温槽に入れて1分間加熱した後、恒温槽から取り出して冷却し、表面温度計(CUSTOM製IR-303)を用いて樹脂の表面温度を測定し、表面温度が所定の温度のときに上質紙(NPiフォーム<55>、日本製紙株式会社製)を9kgローラを用いて貼り合わせ、擬似接着サンプルを作製し、室温(23℃)まで冷却した。
次いで、得られた長さ10cm、幅50mmの擬似接着サンプルを、室温(23℃)下、引張試験機を用いて、表面基材(感熱紙)側を剥離角度180°、剥離速度0.3m/分の条件で剥離し、その剥離に要した力を擬似接着力として測定した。なお、擬似接着力は、貼り合わせるときの温度(貼り合わせ温度)を65℃、70℃、75℃、80℃それぞれとして作製した擬似接着サンプルについて測定した。そして、貼り合わせ温度が5℃異なる擬似接着サンプルについての擬似接着力の倍率(変化倍率)を求め、得られた倍率のうち最大のものを最大変化倍率とした。
(6)製造機テスト
図3に示す擬似接着ラベル製造装置を用いて、図1、2に示す擬似接着ラベルを製造した際の生産性を評価した。生産性が良好なものを“A”とし、擬似接着力の安定性の点において生産性がやや劣るものの、生産が可能であるものを“B”とし、擬似接着ラベルが生産できないものを“F”とした。 The measurement method and evaluation method in the present invention are as follows.
(1) Melt viscosity (2) Melting point The melting point of each resin is measured by DSC. The DSC measurement conditions at the time of measuring the melting point were from 0 ° C. to a temperature rate of 5 ° C./min, a sample amount of 10 mg, and the peak top temperature of the endothermic peak.
(3) Softening point The softening point of the hot melt adhesive composition was measured by the ring and ball method (JIS K 7234 4.1).
(4) Exothermic peak measurement by DSC (DSC measurement)
DSC measurement was performed using Q2000 manufactured by TA Instruments. The measurement was performed by lowering the temperature from 180 ° C. to 0 ° C. at a temperature rate of −5 ° C./min. The sample amount was 10 mg, and the peak top temperature of each exothermic peak was detected.
(5) Pseudo-adhesive strength The hot melt adhesive composition heated and melted on the surface opposite to the surface provided with the thermal coat layer of thermal paper (TP50KS-HS, manufactured by Nippon Paper Industries Co., Ltd.) is applied to the applicator. Was used to obtain a sheet having a pseudo adhesive layer on one side of the thermal paper. The sheet was placed in a 120 ° C. thermostat and heated for 1 minute, then taken out of the thermostat and cooled, and the surface temperature of the resin was measured using a surface thermometer (CUSTOM IR-303). A high-quality paper (NPi Foam <55>, manufactured by Nippon Paper Industries Co., Ltd.) was bonded using a 9 kg roller at a temperature of 5 ° C. to prepare a pseudo-adhesive sample and cooled to room temperature (23 ° C.).
Next, the obtained pseudo-adhesive sample having a length of 10 cm and a width of 50 mm was subjected to a surface substrate (thermal paper) side with a peeling angle of 180 ° and a peeling speed of 0.3 m at room temperature (23 ° C.). It peeled on condition of / min, and the force required for the peeling was measured as a pseudo-adhesive force. The pseudo-adhesive force was measured on pseudo-adhesive samples prepared at temperatures of 65 ° C., 70 ° C., 75 ° C., and 80 ° C. when bonding was performed (bonding temperature). And the magnification | multiplying_factor (change magnification) of the pseudoadhesion force about the pseudoadhesion sample from which bonding temperature differs 5 degreeC was calculated | required, and the largest thing was made into the maximum change magnification among the obtained magnifications.
(6) Manufacturing machine test Using the pseudo-adhesive label manufacturing apparatus shown in FIG. 3, the productivity when the pseudo-adhesive label shown in FIGS. “A” indicates that the productivity is good, and “B” indicates that the productivity is slightly inferior in terms of stability of the pseudo-adhesive force, but “B” indicates that the production is possible, and “F” indicates that the pseudo-adhesive label cannot be produced. "


実施例1~9、比較例1、2
表2に示す各原料を、表1に示す配合量で配合して、各実施例、比較例のホットメルト接着剤組成物を得た。各実施例、比較例のホットメルト接着剤組成物をDSC測定した結果を表3に、その他の評価結果を表4に示す。 Examples 1 to 9, Comparative Examples 1 and 2
The raw materials shown in Table 2 were blended in the blending amounts shown in Table 1 to obtain hot melt adhesive compositions of Examples and Comparative Examples. Table 3 shows the results of DSC measurement of the hot melt adhesive compositions of Examples and Comparative Examples, and Table 4 shows other evaluation results.
表2に示す各原料を、表1に示す配合量で配合して、各実施例、比較例のホットメルト接着剤組成物を得た。各実施例、比較例のホットメルト接着剤組成物をDSC測定した結果を表3に、その他の評価結果を表4に示す。 Examples 1 to 9, Comparative Examples 1 and 2
The raw materials shown in Table 2 were blended in the blending amounts shown in Table 1 to obtain hot melt adhesive compositions of Examples and Comparative Examples. Table 3 shows the results of DSC measurement of the hot melt adhesive compositions of Examples and Comparative Examples, and Table 4 shows other evaluation results.
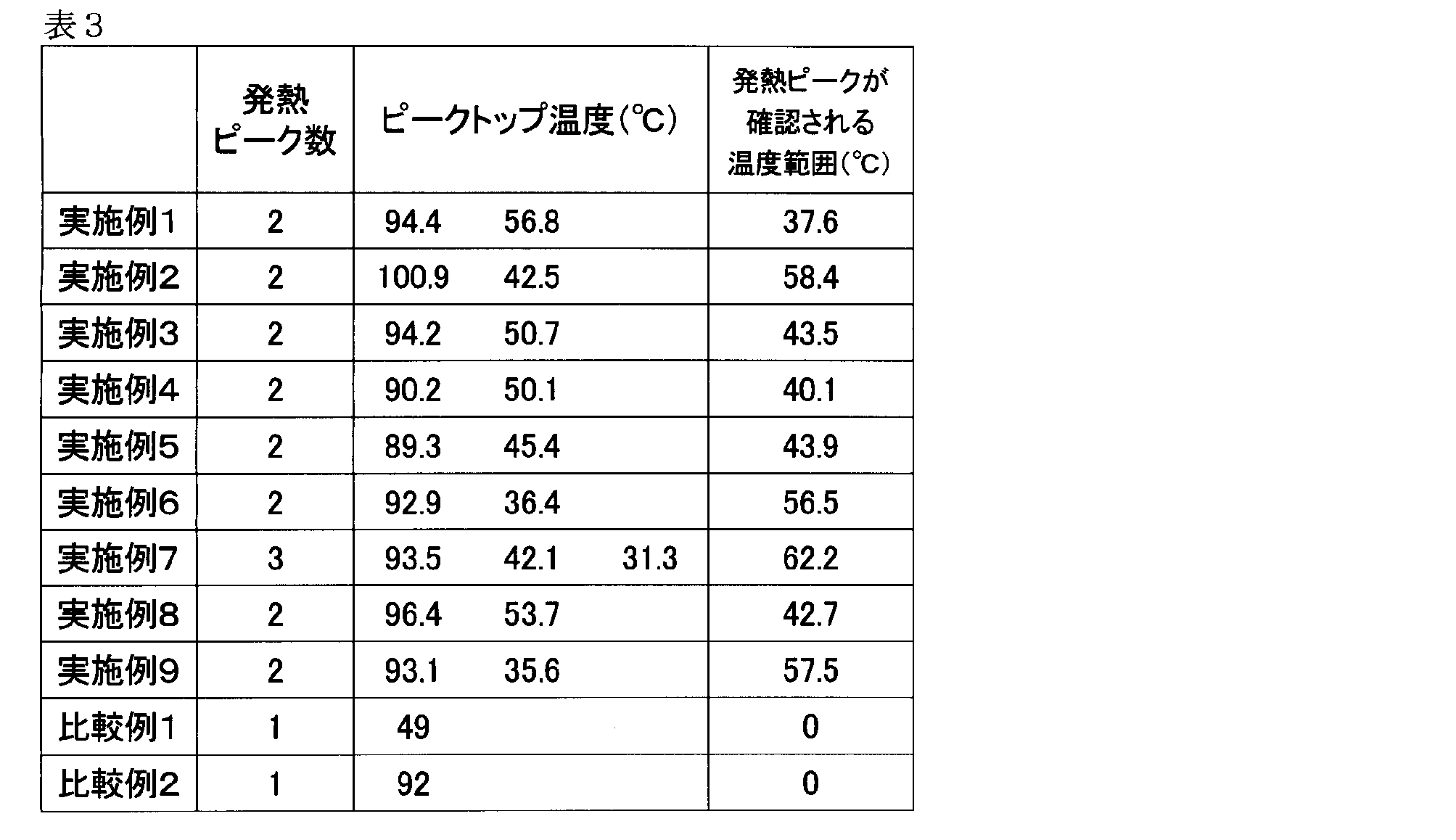

以上のように、上記各実施例のホットメルト接着剤組成物では、エチレン・プロピレン共重合体を含む熱可塑性樹脂に固形パラフィンを加えることで、加工温度を変更しても適切な擬似接着性を付与でき、また、その擬似接着力は、加工温度が変わっても大きく変化しないものとすることができた。そのため、擬似接着ラベル製造装置で、問題なく擬似接着ラベルを製造することができた。なお、各実施例では、DSC測定において、2箇所以上のピークトップが確認され、それらピークトップが確認される範囲は30℃以上となった。
一方で、比較例1のホットメルト接着剤組成物は、融点の異なる2種の熱可塑性樹脂を使用することで、比較的広い温度範囲で擬似接着性を付与できたが、その擬似接着力は、加工温度が変わると大きく変化するものであった。そのため、製造装置で擬似接着ラベルを製造すると、擬似接着層が中間基材に完全に接着してしまい、表面基材を中間基材側から剥離することができない擬似接着ラベルがあり、安定した製造が実現できなかった。また、比較例2のホットメルト接着剤は、65~80℃で擬似接着層に上質紙を貼り合わせることができず、製造装置においても擬似接着ラベルを製造できなった。 As described above, in the hot melt adhesive composition of each of the above examples, by adding solid paraffin to a thermoplastic resin containing an ethylene / propylene copolymer, an appropriate pseudo adhesive property can be obtained even if the processing temperature is changed. Further, the pseudo-adhesive force could be not greatly changed even when the processing temperature was changed. For this reason, the pseudo-adhesive label production apparatus was able to produce the pseudo-adhesive label without any problem. In each example, two or more peak tops were confirmed in the DSC measurement, and the range in which these peak tops were confirmed was 30 ° C. or more.
On the other hand, the hot melt adhesive composition of Comparative Example 1 was able to impart pseudo-adhesiveness in a relatively wide temperature range by using two types of thermoplastic resins having different melting points. When the processing temperature changes, it changes greatly. For this reason, when a pseudo-adhesive label is produced with a production apparatus, there is a pseudo-adhesive label in which the pseudo-adhesive layer is completely adhered to the intermediate base material, and the surface base material cannot be peeled off from the intermediate base material side. Could not be realized. Further, the hot melt adhesive of Comparative Example 2 was unable to bond high-quality paper to the pseudo-adhesion layer at 65 to 80 ° C., and it was not possible to produce a pseudo-adhesive label in the production apparatus.
一方で、比較例1のホットメルト接着剤組成物は、融点の異なる2種の熱可塑性樹脂を使用することで、比較的広い温度範囲で擬似接着性を付与できたが、その擬似接着力は、加工温度が変わると大きく変化するものであった。そのため、製造装置で擬似接着ラベルを製造すると、擬似接着層が中間基材に完全に接着してしまい、表面基材を中間基材側から剥離することができない擬似接着ラベルがあり、安定した製造が実現できなかった。また、比較例2のホットメルト接着剤は、65~80℃で擬似接着層に上質紙を貼り合わせることができず、製造装置においても擬似接着ラベルを製造できなった。 As described above, in the hot melt adhesive composition of each of the above examples, by adding solid paraffin to a thermoplastic resin containing an ethylene / propylene copolymer, an appropriate pseudo adhesive property can be obtained even if the processing temperature is changed. Further, the pseudo-adhesive force could be not greatly changed even when the processing temperature was changed. For this reason, the pseudo-adhesive label production apparatus was able to produce the pseudo-adhesive label without any problem. In each example, two or more peak tops were confirmed in the DSC measurement, and the range in which these peak tops were confirmed was 30 ° C. or more.
On the other hand, the hot melt adhesive composition of Comparative Example 1 was able to impart pseudo-adhesiveness in a relatively wide temperature range by using two types of thermoplastic resins having different melting points. When the processing temperature changes, it changes greatly. For this reason, when a pseudo-adhesive label is produced with a production apparatus, there is a pseudo-adhesive label in which the pseudo-adhesive layer is completely adhered to the intermediate base material, and the surface base material cannot be peeled off from the intermediate base material side. Could not be realized. Further, the hot melt adhesive of Comparative Example 2 was unable to bond high-quality paper to the pseudo-adhesion layer at 65 to 80 ° C., and it was not possible to produce a pseudo-adhesive label in the production apparatus.
10…擬似接着ラベル
11…表面基材
12…擬似接着層
13…中間基材
14…粘着剤層
15…剥離基材
20…ハーフカット線
25…シート部材
30…擬似接着ラベル製造装置
31…接着剤塗工装置
32…塗工圧着ロール
33…圧着ロール
36…冷却ロール DESCRIPTION OFSYMBOLS 10 ... Pseudo adhesive label 11 ... Surface base material 12 ... Pseudo adhesive layer 13 ... Intermediate base material 14 ... Adhesive layer 15 ... Peeling base material 20 ... Half cut line 25 ... Sheet member 30 ... Pseudo adhesive label manufacturing apparatus 31 ... Adhesive Coating device 32 ... Coating pressure roll 33 ... Pressing pressure roll 36 ... Cooling roll
11…表面基材
12…擬似接着層
13…中間基材
14…粘着剤層
15…剥離基材
20…ハーフカット線
25…シート部材
30…擬似接着ラベル製造装置
31…接着剤塗工装置
32…塗工圧着ロール
33…圧着ロール
36…冷却ロール DESCRIPTION OF
Claims (14)
- 擬似接着用に使用されるホットメルト接着剤組成物であって、エチレン・プロピレン共重合体を含有する熱可塑性樹脂と、固形パラフィンとを含み、前記固形パラフィンが、前記熱可塑性樹脂100質量部に対して、1~20質量部含有され、ホットメルト接着剤組成物の溶融粘度が、160℃において2000~10000mPa・sであるホットメルト接着剤組成物。 A hot melt adhesive composition used for pseudo-adhesion, comprising a thermoplastic resin containing an ethylene / propylene copolymer and solid paraffin, wherein the solid paraffin is added to 100 parts by mass of the thermoplastic resin. On the other hand, a hot melt adhesive composition containing 1 to 20 parts by mass and having a melt viscosity of 2000 to 10,000 mPa · s at 160 ° C.
- ホットメルト接着剤組成物が、180℃から0℃に-5℃/分の温度レートで温度を下げて測定したDSC測定において、2箇所以上の発熱ピークを有し、
最も高温側の発熱ピークと最も低温側の発熱ピークのピークトップ温度の差である、発熱ピークが確認される温度範囲が30℃以上となる請求項1に記載のホットメルト接着剤組成物。 In the DSC measurement in which the hot melt adhesive composition was measured by decreasing the temperature from 180 ° C. to 0 ° C. at a temperature rate of −5 ° C./min, it had two or more exothermic peaks,
The hot melt adhesive composition according to claim 1, wherein a temperature range in which an exothermic peak is confirmed, which is a difference between a peak top temperature of an exothermic peak on the highest temperature side and an exothermic peak on the lowest temperature side, is 30 ° C or higher. - 前記固形パラフィンの融点が、90℃以上である請求項1又は2に記載のホットメルト接着剤組成物。 The hot melt adhesive composition according to claim 1 or 2, wherein the solid paraffin has a melting point of 90 ° C or higher.
- 前記熱可塑性樹脂が、融点が異なる2種以上の樹脂を含む請求項1~3のいずれかに記載のホットメルト接着剤組成物。 The hot melt adhesive composition according to any one of claims 1 to 3, wherein the thermoplastic resin contains two or more resins having different melting points.
- 前記熱可塑性樹脂が、前記エチレン・プロピレン共重合体とは融点の異なる、エチレン・プロピレン共重合体以外のエチレン・α-オレフィン共重合体をさらに含む請求項1~4のいずれかに記載のホットメルト接着剤組成物。 The hot resin according to any one of claims 1 to 4, wherein the thermoplastic resin further includes an ethylene / α-olefin copolymer other than the ethylene / propylene copolymer having a melting point different from that of the ethylene / propylene copolymer. Melt adhesive composition.
- 前記エチレン・α-オレフィン共重合体が、エチレン・1-オクテン共重合体である請求項5に記載のホットメルト接着剤組成物。 The hot melt adhesive composition according to claim 5, wherein the ethylene / α-olefin copolymer is an ethylene / 1-octene copolymer.
- 請求項1~6のいずれかに記載のホットメルト接着剤組成物から形成された擬似接着層を備える擬似接着ラベル。 A pseudo-adhesive label comprising a pseudo-adhesive layer formed from the hot melt adhesive composition according to any one of claims 1 to 6.
- 表面基材、前記擬似接着層、中間基材、及び粘着剤層をこの順に備える請求項7に記載の擬似接着ラベル。 The pseudoadhesive label according to claim 7, comprising a surface substrate, the pseudoadhesive layer, an intermediate substrate, and an adhesive layer in this order.
- 前記擬似接着層と前記中間基材の間が、擬似接着されたものである請求項8に記載の擬似接着ラベル。 The pseudo-adhesive label according to claim 8, wherein the pseudo-adhesive layer and the intermediate base material are pseudo-adhered.
- 前記粘着剤層に貼着される剥離基材をさらに備える請求項8又は9に記載の擬似接着ラベル。 The pseudo-adhesive label according to claim 8 or 9, further comprising a release substrate adhered to the pressure-sensitive adhesive layer.
- 表面基材が、紙類である請求項8~10のいずれかに記載の擬似接着ラベル。 11. The pseudoadhesive label according to claim 8, wherein the surface base material is paper.
- 前記中間基材が、紙類又は樹脂フィルムである請求項8~11のいずれかに記載の擬似接着ラベル。 The pseudoadhesive label according to any one of claims 8 to 11, wherein the intermediate substrate is paper or a resin film.
- 前記表面基材及び前記中間基材の少なくとも一方が、感熱紙である請求項8~12のいずれかに記載の擬似接着ラベル。 13. The pseudoadhesive label according to claim 8, wherein at least one of the surface base material and the intermediate base material is thermal paper.
- 表面基材上に、請求項1~6のいずれか1項に記載のホットメルト接着剤組成物を塗工する工程と、塗工されたホットメルト接着剤組成物を冷却して所定温度にして、擬似接着性を有するようにした擬似接着層に、別のシート部材を圧着して貼り合わせる工程を含む擬似接着ラベルの製造方法。 A step of applying the hot melt adhesive composition according to any one of claims 1 to 6 on the surface substrate, and cooling the applied hot melt adhesive composition to a predetermined temperature. A method for producing a pseudo-adhesive label, comprising a step of pressure-bonding another sheet member to a pseudo-adhesive layer having pseudo adhesion.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014018669A JP2015145475A (en) | 2014-02-03 | 2014-02-03 | Hot-melt adhesive composition and pseudo-adhesive label |
| JP2014-018669 | 2014-02-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015115642A1 true WO2015115642A1 (en) | 2015-08-06 |
Family
ID=53757207
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/052823 WO2015115642A1 (en) | 2014-02-03 | 2015-02-02 | Hot-melt adhesive agent composition and pseudo-adhesive label |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2015145475A (en) |
| WO (1) | WO2015115642A1 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6581845B2 (en) * | 2015-08-31 | 2019-09-25 | 石塚硝子株式会社 | Water absorption sheet |
| JP7079115B2 (en) * | 2018-02-27 | 2022-06-01 | トッパン・フォームズ株式会社 | Pseudo-adhesive laminate |
| JP7190949B2 (en) * | 2019-03-27 | 2022-12-16 | リンテック株式会社 | fake adhesive label |
| JP7325208B2 (en) * | 2019-03-29 | 2023-08-14 | リンテック株式会社 | Pseudo-adhesive sheet for shelf labels |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05148465A (en) * | 1991-09-30 | 1993-06-15 | Sekisui Chem Co Ltd | Olefin-based hot-melt adhesive |
| JP2003103682A (en) * | 2001-09-28 | 2003-04-09 | Keiwa Inc | Laminated sheet |
| JP2006515893A (en) * | 2002-10-28 | 2006-06-08 | ボスティク・フィンドレー・インコーポレーテッド | Hot melt adhesive composition based on random copolymer and second polymer of isotactic polypropylene |
| JP2010039185A (en) * | 2008-08-05 | 2010-02-18 | Lintec Corp | Pseudo adhesive label |
| JP2013502493A (en) * | 2009-08-20 | 2013-01-24 | ヘンケル コーポレイション | Low application temperature hot melt adhesive |
-
2014
- 2014-02-03 JP JP2014018669A patent/JP2015145475A/en not_active Withdrawn
-
2015
- 2015-02-02 WO PCT/JP2015/052823 patent/WO2015115642A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05148465A (en) * | 1991-09-30 | 1993-06-15 | Sekisui Chem Co Ltd | Olefin-based hot-melt adhesive |
| JP2003103682A (en) * | 2001-09-28 | 2003-04-09 | Keiwa Inc | Laminated sheet |
| JP2006515893A (en) * | 2002-10-28 | 2006-06-08 | ボスティク・フィンドレー・インコーポレーテッド | Hot melt adhesive composition based on random copolymer and second polymer of isotactic polypropylene |
| JP2010039185A (en) * | 2008-08-05 | 2010-02-18 | Lintec Corp | Pseudo adhesive label |
| JP2013502493A (en) * | 2009-08-20 | 2013-01-24 | ヘンケル コーポレイション | Low application temperature hot melt adhesive |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015145475A (en) | 2015-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1331092B1 (en) | Method for producing a thermoplastic coating | |
| WO2015115642A1 (en) | Hot-melt adhesive agent composition and pseudo-adhesive label | |
| CN101220246A (en) | Heat-activated adhesive sheet | |
| TW201134910A (en) | Protective sheet and use thereof | |
| JP5416361B2 (en) | Thermosetting adhesive tape or sheet | |
| EP2348084B1 (en) | Thermosensitive adhesive label and labeled container with same | |
| KR20090126275A (en) | Releasing sheet and adhesive body | |
| JP2009143998A (en) | Surface protection film | |
| KR20210038688A (en) | In-mold label and container with in-mold label | |
| WO2014156744A1 (en) | Adhesive sheet for tire, method of producing adhesive sheet for tire and method of use of adhesive sheet for tire | |
| JP2010039185A (en) | Pseudo adhesive label | |
| JPWO2015068610A1 (en) | Tire pressure-sensitive adhesive sheet and method for producing tire pressure-sensitive adhesive sheet | |
| JP6520028B2 (en) | Pseudo-adhesive label and manufacturing method of pseudo-adhesive label | |
| JP6420555B2 (en) | Pseudo-adhesive label and method for producing pseudo-adhesive label | |
| JP7190949B2 (en) | fake adhesive label | |
| JP2022160876A (en) | Adhesive tape | |
| JP2022095403A (en) | Release paper base paper, release paper, adhesive tape, and method for manufacturing release paper base paper | |
| JP2006249273A (en) | Heat peelable adhesive sheet | |
| JP6232819B2 (en) | Mount manufacturing method and mount | |
| JP5948912B2 (en) | Easily tearable embossed film and packaging material using the same | |
| JP6862269B2 (en) | Laminated sheet for thermal transfer and manufacturing method of printed matter using it | |
| JP5467352B2 (en) | Thermal label | |
| JPWO2008087720A1 (en) | Surface protection sheet | |
| TW202022074A (en) | Release film and adhesive sheet laminate using same | |
| JP5843319B2 (en) | Adhesive tape and adhesive tape roll |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15743299 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15743299 Country of ref document: EP Kind code of ref document: A1 |