WO2014188809A1 - Application method for sealing sheet - Google Patents
Application method for sealing sheet Download PDFInfo
- Publication number
- WO2014188809A1 WO2014188809A1 PCT/JP2014/060338 JP2014060338W WO2014188809A1 WO 2014188809 A1 WO2014188809 A1 WO 2014188809A1 JP 2014060338 W JP2014060338 W JP 2014060338W WO 2014188809 A1 WO2014188809 A1 WO 2014188809A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sealing sheet
- semiconductor substrate
- sealing
- release liner
- sheet
- Prior art date
Links
Images













Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/50—Assembly of semiconductor devices using processes or apparatus not provided for in a single one of the subgroups H01L21/06 - H01L21/326, e.g. sealing of a cap to a base of a container
- H01L21/56—Encapsulations, e.g. encapsulation layers, coatings
- H01L21/565—Moulds
- H01L21/566—Release layers for moulds, e.g. release layers, layers against residue during moulding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/50—Assembly of semiconductor devices using processes or apparatus not provided for in a single one of the subgroups H01L21/06 - H01L21/326, e.g. sealing of a cap to a base of a container
- H01L21/56—Encapsulations, e.g. encapsulation layers, coatings
- H01L21/561—Batch processing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67132—Apparatus for placing on an insulating substrate, e.g. tape
Definitions
- the present invention relates to a sealing sheet attaching method for attaching and sealing a sealing sheet on which a sealing layer made of a resin composition is formed on a plurality of semiconductor elements formed on a semiconductor substrate.
- the first sealing resin sheet and the second sealing resin sheet made of prepreg impregnated with resin are sandwiched between both surfaces of the semiconductor chip.
- a semiconductor device is manufactured by sealing a semiconductor chip (see Patent Document 1).
- semiconductor devices tend to be miniaturized due to the demand for high-density mounting accompanying rapid development of applications. Therefore, after the semiconductor wafer is divided into semiconductor elements by the dicing process, the semiconductor elements are individually sealed with resin, resulting in a problem that throughput is lowered and production efficiency is lowered.
- the present invention has been made in view of such circumstances, and a main object thereof is to provide a sealing sheet attaching method capable of attaching a sealing sheet to a semiconductor substrate with high accuracy.
- the present inventors obtained the following knowledge as a result of intensive studies by repeating experiments and simulations in order to solve the inconvenience.
- the resin composition forming the sealing layer is softened by heating. That is, since the sealing sheet is pressure-bonded to the semiconductor substrate in a state where the viscosity is lowered, there is a problem that the resin composition protrudes from the semiconductor substrate and contaminates the holding table or the holding member of the sealing sheet. .
- This invention has the following configuration in order to achieve such an object.
- a sealing sheet attaching method for attaching a sealing sheet formed with a sealing layer made of a thermoplastic resin composition to a semiconductor substrate, A semiconductor formed on the semiconductor substrate while heating and pressurizing a sealing sheet having a sealing layer cut to be smaller than the shape of the semiconductor substrate on a release liner cut to be equal to or larger than the shape of the semiconductor substrate. It is characterized in that the sealing layer is stretched and pasted from the outside of the element so as to be within the outer shape of the semiconductor substrate.
- the sealing layer that is smaller than the shape of the semiconductor substrate is stretched from the outside of the sealing layer formed on the semiconductor substrate so as to fit below the outside of the semiconductor substrate. . Therefore, the resin composition forming the sealing layer softened by heating is prevented from protruding outside the semiconductor substrate. Therefore, it can suppress that a holding table is contaminated with the resin composition. Further, since the release liner has a shape equal to or larger than that of the semiconductor substrate, it is possible to prevent the resin composition from adhering to the holding member that holds the release liner.
- the sealing sheet is cut from a belt-like member in which a release liner is attached to both surfaces of the sealing layer. That is, after half-cutting from one surface of the sealing sheet to the sealing layer, the release liner on the uncut side of the sealing sheet is cut into a shape equal to or greater than that of the semiconductor substrate.
- the sealing sheet holds a large release liner from the semiconductor substrate, and is attached to the semiconductor substrate after the small release liner is peeled off.
- the sealing sheet when a semiconductor substrate is a polygon, the sealing sheet is dented toward the center of the edge of the said sealing sheet facing the edge of a semiconductor substrate.
- the central portion of the edge with a large stretch ratio of the resin composition that is softened and radially stretched is recessed toward the center. It can suppress more reliably that it protrudes outside from the external shape.
- the load applied to the semiconductor substrate by the pressure of the sealing sheet is detected by a detector, and the sealing sheet is attached to the semiconductor substrate while adjusting to a predetermined load based on the detection result. Also good.
- the resin composition softened by heating is prevented from protruding from the pressurized semiconductor substrate. Therefore, it can suppress that a holding table, the holding member of a sealing sheet, etc. are contaminated with a resin composition.
- the sealing sheet T is supplied by being cut into a sheet-shaped body having a predetermined shape from an original roll or a raw roll in which a long sealing sheet T is wound.
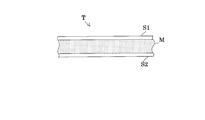
- the sealing sheet T is provided with a protective first release liner S1 and a second release liner S2 on both surfaces of the sealing layer M.
- the sealing layer M is formed into a sheet shape from a sealing material.
- the sealing material include thermosetting silicone resin, epoxy resin, thermosetting polyimide resin, phenol resin, urea resin, melamine resin, unsaturated polyester resin, diallyl phthalate resin, thermosetting urethane resin, and the like.
- a curable resin is mentioned.
- the above-mentioned thermosetting resin and the thermosetting resin composition which contains an additive in an appropriate ratio can also be mentioned.
- Examples of the additive include a filler and a phosphor.
- Examples of the filler include inorganic fine particles such as silica, titania, talc, alumina, aluminum nitride, and silicon nitride, and organic fine particles such as silicone particles.
- the phosphor has a wavelength conversion function, and examples thereof include a yellow phosphor capable of converting blue light into yellow light, and a red phosphor capable of converting blue light into red light. .
- Examples of the yellow phosphor include garnet phosphors such as Y 3 Al 5 O 12 : Ce (YAG (yttrium, aluminum, garnet): Ce).
- Examples of the red phosphor include nitride phosphors such as CaAlSiN 3 : Eu and CaSiN 2 : Eu.
- the sealing layer M is adjusted to a semi-solid state before sealing the semiconductor element. Specifically, when the sealing material contains a thermosetting resin, for example, complete curing (C It is adjusted before being staged, that is, in a semi-cured (B stage) state.
- a thermosetting resin for example, complete curing (C It is adjusted before being staged, that is, in a semi-cured (B stage) state.
- the dimensions of the sealing layer M are appropriately set according to the dimensions of the semiconductor element and the substrate. Specifically, when the sealing sheet is prepared as a long sheet, the length in the left-right direction of the sealing layer, that is, the width is, for example, 100 mm or more, preferably 200 mm or more, for example, 1500 mm. Hereinafter, it is preferably 700 mm or less.
- the thickness of the sealing layer is appropriately set according to the size of the semiconductor element, and is, for example, 30 ⁇ m or more, preferably 100 ⁇ m or more, and for example, 3000 ⁇ m or less, preferably 1000 ⁇ m or less.
- first release liner S1 and the second release liner S2 include polymer sheets such as polyethylene sheets, polyester sheets (such as PET), polystyrene sheets, polycarbonate sheets, and polyimide sheets, such as ceramic sheets, such as metal foil. It is done.
- the contact surface in contact with the sealing layer can be subjected to a release treatment such as a fluorine treatment.
- the dimensions of the first release liner and the second release liner are appropriately set according to the release conditions, and the thickness is, for example, 15 ⁇ m or more, preferably 25 ⁇ m or more, and for example, 125 ⁇ m or less, preferably 75 ⁇ m. It is as follows.
- the surface of the strip-shaped sealing sheet T supplied from the raw fabric roll is adsorbed and held by the first holding member 1 in the first cutting step.
- the 1st holding member 1 is comprised by the chuck table larger than the semiconductor substrate W, for example.
- the sealing sheet T having the surface held by suction retains the first release liner S ⁇ b> 1 on the surface side by the first Thomson blade 2 having an annular shape smaller than the outer shape (diameter) of the semiconductor substrate W.
- the second release liner S2 and the sealing layer M are half-cut (step S1). Note that the cutting blade is not limited to the annular first Thomson blade 2, and the second release liner S ⁇ b> 2 and the sealing layer M may be cut by piercing and turning a tapered taper cutter.
- the half-cut sealing sheet T is transported to the second cutting step on the downstream side and stopped. That is, the sealing sheet T is suction-held by the second holding member 3 on the back surface side.
- the 2nd holding member 3 is comprised with the chuck
- the sealing sheet T held by the second holding member 3 is imaged by the imaging camera at the position, and the image data is transmitted to the control unit.
- a control part calculates
- the control unit further aligns the second Thomson blade 5 so that the center coordinate matches the center coordinate of the annular second Thomson blade 5 (step S2).
- the second Thomson blade 5 is larger than the outer shape (diameter) of the semiconductor substrate W, but may be the same size.
- step S3 When the alignment of the second Thomson blade 5 is completed and the second Thomson blade 5 and the sealing sheet T are disposed to face each other, the second Thomson blade 5 is lowered to a predetermined height as shown in FIG. Only the first release liner S1 on the side is cut (step S3).
- the second Thomson blade 5 having cut the first release liner S1 returns to the upper standby position. Thereafter, the suction plate 7 of the sheet transport mechanism 6 sucks the sealing sheet T on the second holding member 3 and rises, and the sealing sheet piece CT cut into sheets is extracted.
- Sealing sheet piece CT is conveyed to a peeling process.
- the peeling roller 8 rises. That is, as shown in FIG. 7, the peeling tape TS wound around the peeling roller 8 is pressed against the second peeling liner S2 on the back surface side of the sealing sheet piece CT as indicated by a chain line. Thereafter, as shown in FIG. 8, the second release liner S2 is peeled from the sealing sheet piece CT while winding the release tape TS at a speed synchronized with the transport speed of the sheet transport mechanism 6. The peeled second peeling liner S2 is wound and collected on the collecting bobbin 9 together with the peeling tape TS (step S4).
- the sealing sheet piece CT from which the second release liner S2 has been peeled off from the back surface is transported to the attaching step by the sheet transport mechanism 6. That is, the sealing sheet piece CT is conveyed onto the holding table 10 on which the semiconductor substrate W is held by suction.
- the semiconductor substrate W on the holding table 10 is based on the image data of the sealing sheet piece CT acquired in the second cutting step and the center coordinates of the semiconductor substrate W acquired in advance. Then, alignment is performed by rotating the holding table 10 about the horizontal and vertical axes so that the center coordinates of the sealing sheet piece CT and the semiconductor substrate W coincide (step S5).
- the sealing plate piece CT is heated to a predetermined temperature by heating the suction plate 7 with the embedded heater 11. Thereafter, as shown in FIG. 10, the suction plate 7 is lowered to a predetermined height, so that the sealing sheet piece CT is attached to the semiconductor substrate W while being heated and pressurized (step S6).
- the resin composition forming the sealing layer M softened by heating is stretched radially.
- the resin composition becomes a region outside the semiconductor element C formed on the semiconductor substrate W. To the outside of the semiconductor substrate W.
- the resin composition is heated and semi-cured for a predetermined time in a state where the pressure is stopped.
- a predetermined time elapses, the suction plate 7 is lifted while being operated.
- the first release liner of the sealing sheet piece CT is obtained by holding the semiconductor substrate W by suction by the holding table 10 as shown in FIG. S1 is peeled from the sealing layer M (step S7).
- the semiconductor substrate W sealed with the semiconductor element C by the sealing layer M is transported to a desired processing step, and a series of pasting processes is completed.
- the sealing layer M cut to be smaller than the outer shape of the semiconductor substrate W is pressed and heated on the semiconductor substrate W, and the sealing layer M is softened so that the distribution region of the semiconductor element C is reduced.
- the resin composition does not protrude from the semiconductor substrate W because it is stretched and attached from the outside to the range of the shape of the semiconductor substrate W or less. Accordingly, it is possible to prevent the resin composition from adhering to and contaminating the holding table 10 holding the semiconductor substrate W by suction.
- the softened resin composition is It does not protrude from the first release liner S1. Therefore, it is possible to prevent the resin composition from adhering to and contaminating the suction plate 7 holding the sealing sheet piece CT by suction.
- the present invention can also be implemented in the following forms.
- the load applied to the semiconductor substrate W in the attaching step may be measured with a load sensor, and the load may be adjusted.
- a load sensor For example, at least one of the suction plate 7 and the holding table 10 includes a load sensor.
- the actual value detected by the load sensor and a predetermined reference value are compared by the control unit, and when the actual value exceeds the reference value, the descending speed of the suction plate 7 is reduced to keep the load constant. Configure to keep on.
- the flow rate of the resin composition softened (plastically deformed) by heating to spread radially on the semiconductor substrate W can be integrally maintained. That is, the resin composition can be prevented from protruding from the semiconductor substrate W due to a rapid flow.
- the sealing sheet piece CT and the semiconductor substrate W may be turned upside down to perform the pasting process.
- the first release liner S1 of the sealing sheet piece CT is sucked and held by the holding table 10
- the semiconductor substrate W sucked and held by the suction plate 7 is pressed and pasted to the sealing sheet piece CT.
- the shape of the semiconductor substrate W is not limited to a circle. Therefore, the semiconductor substrate W may be a quadrangle such as a square or a rectangle or a polygon.
- the end side of the sealing sheet T facing the end side of the semiconductor substrate W may be formed so as to be recessed toward the center.
- the sealing sheet By using the sealing sheet, it is possible to increase the moving distance of the central portion of the edge having a large stretch ratio of the resin composition that is softened and radially stretched. Therefore, the resin composition can be reliably prevented from protruding from the semiconductor substrate W.
- the present invention is suitable for attaching a sealing sheet to a semiconductor substrate with high accuracy.
Abstract
This application method includes: half-cutting a belt-shaped sealing sheet, which has first and second release liners adhering to both surfaces thereof respectively, from the second release liner to the sealing layer; cutting the first release liner present on the uncut side of the sealing sheet to a size larger than that of a semiconductor substrate; and applying the thus-obtained sealing sheet piece, in which the sealing layer cut to a size smaller than that of the semiconductor substrate is present on the first release liner cut to a size larger than that of the semiconductor substrate, to the semiconductor substrate from the outside of semiconductor elements formed on the semiconductor substrate while heating and pressing the sealing sheet piece in such a manner that the sealing layer is enlarged and disposed within the contour of the semiconductor substrate.
Description
本発明は、半導体基板上に形成された複数個の半導体素子に樹脂組成物からなる封止層の形成された封止シートを貼り付けて封止する封止シート貼付け方法に関する。
The present invention relates to a sealing sheet attaching method for attaching and sealing a sealing sheet on which a sealing layer made of a resin composition is formed on a plurality of semiconductor elements formed on a semiconductor substrate.
1個の半導体チップの周りを枠体で囲んだ後に、樹脂を含浸させたプリプレグから成る第1の封止用樹脂シートと第2の封止用樹脂シートによって当該半導体チップの両面のそれぞれか挟み込み、半導体チップを封止して半導体装置を製造している(特許文献1を参照)。
After enclosing one semiconductor chip with a frame, the first sealing resin sheet and the second sealing resin sheet made of prepreg impregnated with resin are sandwiched between both surfaces of the semiconductor chip. A semiconductor device is manufactured by sealing a semiconductor chip (see Patent Document 1).
しかしながら、上記従来方法では次のような問題が生じている。
However, the above conventional method has the following problems.
すなわち、近年、アプリケーションの急速な進歩に伴う高密度実装の要求により、半導体装置が小型化される傾向にある。したがって、ダイシング処理によって半導体ウエハを半導体素子に分断した後に、半導体素子を個々に樹脂で封止しているので、スループットが低下し、ひいては生産効率を低下させるといった不都合が生じている。
That is, in recent years, semiconductor devices tend to be miniaturized due to the demand for high-density mounting accompanying rapid development of applications. Therefore, after the semiconductor wafer is divided into semiconductor elements by the dicing process, the semiconductor elements are individually sealed with resin, resulting in a problem that throughput is lowered and production efficiency is lowered.
本発明はこのような事情に鑑みてなされたものであって、半導体基板に封止シートを精度よく貼り付けることが可能な封止シート貼付け方法を提供することを主たる目的とする。
The present invention has been made in view of such circumstances, and a main object thereof is to provide a sealing sheet attaching method capable of attaching a sealing sheet to a semiconductor substrate with high accuracy.
そこで、本発明者たちは、当該不都合を解決するために、実験やシミュレーションを繰り返して鋭意検討した結果、以下の知見を得た。
Therefore, the present inventors obtained the following knowledge as a result of intensive studies by repeating experiments and simulations in order to solve the inconvenience.
半導体基板の全面に樹脂組成物からなる封止層の形成された枚葉の封止シートを貼り付けて硬化させた後に、当該半導体装置に分断することを試みた。そこで、封止シートを貼り付けるときに、半導体素子への密着性を高めるために封止層を加熱して軟化させていた。
An attempt was made to divide into a semiconductor device after a single-sheet sealing sheet having a sealing layer made of a resin composition was applied to the entire surface of the semiconductor substrate and cured. Therefore, when the sealing sheet is attached, the sealing layer is heated and softened in order to improve the adhesion to the semiconductor element.
しかしながら、封止シートを加熱圧着する過程で、封止層を形成する樹脂組成物が、加熱によって軟化する。すなわち、粘度が低下している状態で封止シートを半導体基板に圧着しているので、樹脂組成物が半導体基板からはみ出し、保持テーブルや封止シートの保持部材などを汚染するといった問題が生じた。
However, in the process of heat-pressing the sealing sheet, the resin composition forming the sealing layer is softened by heating. That is, since the sealing sheet is pressure-bonded to the semiconductor substrate in a state where the viscosity is lowered, there is a problem that the resin composition protrudes from the semiconductor substrate and contaminates the holding table or the holding member of the sealing sheet. .
この発明は、このような目的を達成するために、次のような構成をとる。
This invention has the following configuration in order to achieve such an object.
すなわち、熱可塑性の樹脂組成物からなる封止層の形成された封止シートを半導体基板に貼り付ける封止シート貼付け方法であって、
前記半導体基板の形状以上に切断された剥離ライナ上で、当該半導体基板形状よりも小形に切断された封止層を有する封止シートを加熱および加圧しながら、当該半導体基板上に形成された半導体素子の外側から半導体基板の外形以下に収まるよう封止層を延伸して貼り付ける
ことを備えたことを特徴とする。 That is, a sealing sheet attaching method for attaching a sealing sheet formed with a sealing layer made of a thermoplastic resin composition to a semiconductor substrate,
A semiconductor formed on the semiconductor substrate while heating and pressurizing a sealing sheet having a sealing layer cut to be smaller than the shape of the semiconductor substrate on a release liner cut to be equal to or larger than the shape of the semiconductor substrate. It is characterized in that the sealing layer is stretched and pasted from the outside of the element so as to be within the outer shape of the semiconductor substrate.
前記半導体基板の形状以上に切断された剥離ライナ上で、当該半導体基板形状よりも小形に切断された封止層を有する封止シートを加熱および加圧しながら、当該半導体基板上に形成された半導体素子の外側から半導体基板の外形以下に収まるよう封止層を延伸して貼り付ける
ことを備えたことを特徴とする。 That is, a sealing sheet attaching method for attaching a sealing sheet formed with a sealing layer made of a thermoplastic resin composition to a semiconductor substrate,
A semiconductor formed on the semiconductor substrate while heating and pressurizing a sealing sheet having a sealing layer cut to be smaller than the shape of the semiconductor substrate on a release liner cut to be equal to or larger than the shape of the semiconductor substrate. It is characterized in that the sealing layer is stretched and pasted from the outside of the element so as to be within the outer shape of the semiconductor substrate.
(作用・効果) この方法によれば、半導体基板の形状よりも小形の封止層を、半導体基板上に形成された封止層より外側から当該半導体基板の外側以下の収まるように延伸される。したがって、加熱によって軟化した封止層を形成する樹脂組成物は、半導体基板の外側にはみ出るのを防止される。したがって、保持テーブルが、樹脂組成物によって汚染されるのを抑制することができる。また、剥離ライナが、半導体基板の形状以上であるので、当該剥離ライナを保持する保持部材に樹脂組成物が付着するのを防止することができる。
(Function / Effect) According to this method, the sealing layer that is smaller than the shape of the semiconductor substrate is stretched from the outside of the sealing layer formed on the semiconductor substrate so as to fit below the outside of the semiconductor substrate. . Therefore, the resin composition forming the sealing layer softened by heating is prevented from protruding outside the semiconductor substrate. Therefore, it can suppress that a holding table is contaminated with the resin composition. Further, since the release liner has a shape equal to or larger than that of the semiconductor substrate, it is possible to prevent the resin composition from adhering to the holding member that holds the release liner.
なお、封止シートは、封止層の両面に剥離ライナが添設された帯状のものから切断される。すなわち、封止シートの一方の面から封止層までをハーフカットした後に、封止シートの未切断側の剥離ライナを半導体基板の形状以上に切断する。当該封止シートは、半導体基板より大形の剥離ライナを保持され、小形の剥離ライナが剥離された後に半導体基板に貼り付けられる。
In addition, the sealing sheet is cut from a belt-like member in which a release liner is attached to both surfaces of the sealing layer. That is, after half-cutting from one surface of the sealing sheet to the sealing layer, the release liner on the uncut side of the sealing sheet is cut into a shape equal to or greater than that of the semiconductor substrate. The sealing sheet holds a large release liner from the semiconductor substrate, and is attached to the semiconductor substrate after the small release liner is peeled off.
例えば、上記実施例において、半導体基板が多角形の場合、封止シートは、半導体基板の端辺と対向する当該封止シートの端辺を中心向きに凹入されている。
For example, in the said Example, when a semiconductor substrate is a polygon, the sealing sheet is dented toward the center of the edge of the said sealing sheet facing the edge of a semiconductor substrate.
当該封止シートを半導体基板に貼り付けるとき、軟化して放射状に延伸される樹脂組成物の延伸率の大きい端辺の中央部位が中心向きに凹入しているので、樹脂組成物が半導体基板の外形から外側にはみ出るのを、より確実に抑制することができる。
When the sealing sheet is attached to a semiconductor substrate, the central portion of the edge with a large stretch ratio of the resin composition that is softened and radially stretched is recessed toward the center. It can suppress more reliably that it protrudes outside from the external shape.
なお、上記各実施形態において、封止シートの加圧により半導体基板にかかる荷重を検出器によって検出し、検出結果に基づいて予め決めた荷重に調整しながら封止シートを半導体基板に貼り付けてもよい。
In each of the above embodiments, the load applied to the semiconductor substrate by the pressure of the sealing sheet is detected by a detector, and the sealing sheet is attached to the semiconductor substrate while adjusting to a predetermined load based on the detection result. Also good.
この方法によれば、過剰な荷重の付加によって軟化した樹脂組成物が半導体基板からはみ出るのを抑制することができる。
According to this method, it is possible to suppress the resin composition softened by applying an excessive load from protruding from the semiconductor substrate.
本発明の封止シート貼付け方法によれば、加熱によって軟化した樹脂組成物が加圧された半導体基板からはみ出るのを抑制される。したがって、樹脂組成物によって保持テーブルや封止シートの保持部材などが汚染されるのを抑制することができる。
According to the sealing sheet sticking method of the present invention, the resin composition softened by heating is prevented from protruding from the pressurized semiconductor substrate. Therefore, it can suppress that a holding table, the holding member of a sealing sheet, etc. are contaminated with a resin composition.
1 … 第1保持部材
2 … 第1トムソン刃
3 … 第2保持部材
5 … 第2トムソン刃
6 … シート搬送機構
7 … 吸着プレート
8 … 剥離ローラ
10 … 保持テーブル
11 … ヒータ
T … 封止シート
CT … 封止シート片
C … 半導体素子
M … 封止層
S1、S2…第1および第2剥離ライナ
W … 半導体基板 DESCRIPTION OFSYMBOLS 1 ... 1st holding member 2 ... 1st Thomson blade 3 ... 2nd holding member 5 ... 2nd Thomson blade 6 ... Sheet conveyance mechanism 7 ... Suction plate 8 ... Peeling roller 10 ... Holding table 11 ... Heater T ... Sealing sheet CT ... Sealing sheet piece C ... Semiconductor element M ... Sealing layers S1, S2 ... First and second release liners W ... Semiconductor substrate
2 … 第1トムソン刃
3 … 第2保持部材
5 … 第2トムソン刃
6 … シート搬送機構
7 … 吸着プレート
8 … 剥離ローラ
10 … 保持テーブル
11 … ヒータ
T … 封止シート
CT … 封止シート片
C … 半導体素子
M … 封止層
S1、S2…第1および第2剥離ライナ
W … 半導体基板 DESCRIPTION OF
以下、図面を参照して本発明の一実施例を説明する。表面に複数個の半導体素子が形成された半導体基板に、樹脂組成物からなる封止層の形成された封止シートを貼り付ける場合を例に取って説明する。
Hereinafter, an embodiment of the present invention will be described with reference to the drawings. A case where a sealing sheet having a sealing layer made of a resin composition is attached to a semiconductor substrate having a plurality of semiconductor elements formed on the surface will be described as an example.
<封止シート>
封止シートTは、例えば、図1および図2に示すように、長尺の封止シートTを巻き回した原反ロールまたは当該原反ロールから所定形状の枚様体に切断して供給される。また、当該封止シートTは、封止層Mの両面に保護用の第1剥離ライナS1および第2剥離ライナS2が添設されている。 <Sealing sheet>
For example, as shown in FIGS. 1 and 2, the sealing sheet T is supplied by being cut into a sheet-shaped body having a predetermined shape from an original roll or a raw roll in which a long sealing sheet T is wound. The Further, the sealing sheet T is provided with a protective first release liner S1 and a second release liner S2 on both surfaces of the sealing layer M.
封止シートTは、例えば、図1および図2に示すように、長尺の封止シートTを巻き回した原反ロールまたは当該原反ロールから所定形状の枚様体に切断して供給される。また、当該封止シートTは、封止層Mの両面に保護用の第1剥離ライナS1および第2剥離ライナS2が添設されている。 <Sealing sheet>
For example, as shown in FIGS. 1 and 2, the sealing sheet T is supplied by being cut into a sheet-shaped body having a predetermined shape from an original roll or a raw roll in which a long sealing sheet T is wound. The Further, the sealing sheet T is provided with a protective first release liner S1 and a second release liner S2 on both surfaces of the sealing layer M.
封止層Mは、封止材料からシート形状に形成されている。封止材料としては、例えば、熱硬化性シリコーン樹脂、エポキシ樹脂、熱硬化性ポリイミド樹脂、フェノール樹脂、ユリア樹脂、メラミン樹脂、不飽和ポリエステル樹脂、ジアリルフタレート樹脂、熱硬化性ウレタン樹脂、などの熱硬化性樹脂が挙げられる。また、封止材料として、上記した熱硬化性樹脂と、添加剤を適宜の割合で含有する熱硬化性樹脂組成物を挙げることもできる。
The sealing layer M is formed into a sheet shape from a sealing material. Examples of the sealing material include thermosetting silicone resin, epoxy resin, thermosetting polyimide resin, phenol resin, urea resin, melamine resin, unsaturated polyester resin, diallyl phthalate resin, thermosetting urethane resin, and the like. A curable resin is mentioned. Moreover, as a sealing material, the above-mentioned thermosetting resin and the thermosetting resin composition which contains an additive in an appropriate ratio can also be mentioned.
添加剤としては、例えば、充填剤、蛍光体などが挙げられる。充填剤としては、例えば、シリカ、チタニア、タルク、アルミナ、窒化アルミニウム、窒化ケイ素などの無機微粒子、例えば、シリコーン粒子、などの有機微粒子などが挙げられる。蛍光体は、波長変換機能を有しており、例えば、青色光を黄色光に変換することのできる黄色蛍光体、青色光を赤色光に変化することのできる赤色蛍光体などを挙げることができる。黄色蛍光体としては、例えば、Y3Al5O12:Ce(YAG(イットリウム・アルミニウム・ガーネット):Ce)などのガーネット型蛍光体が挙げられる。赤色蛍光体としては、例えば、CaAlSiN3:Eu、CaSiN2:Euなどの窒化物蛍光体などが挙げられる。
Examples of the additive include a filler and a phosphor. Examples of the filler include inorganic fine particles such as silica, titania, talc, alumina, aluminum nitride, and silicon nitride, and organic fine particles such as silicone particles. The phosphor has a wavelength conversion function, and examples thereof include a yellow phosphor capable of converting blue light into yellow light, and a red phosphor capable of converting blue light into red light. . Examples of the yellow phosphor include garnet phosphors such as Y 3 Al 5 O 12 : Ce (YAG (yttrium, aluminum, garnet): Ce). Examples of the red phosphor include nitride phosphors such as CaAlSiN 3 : Eu and CaSiN 2 : Eu.
封止層Mは、半導体素子を封止する前において、半固形状に調整されており、具体的には、封止材料が熱硬化性樹脂を含有する場合には、例えば、完全硬化(Cステージ化)する前、つまり、半硬化(Bステージ)状態で調整されている。
The sealing layer M is adjusted to a semi-solid state before sealing the semiconductor element. Specifically, when the sealing material contains a thermosetting resin, for example, complete curing (C It is adjusted before being staged, that is, in a semi-cured (B stage) state.
封止層Mの寸法は、半導体素子および基板の寸法に応じて適宜に設定されている。具体的には、封止シートが長尺のシートとして用意される場合における封止層の左右方向における長さ、つまり、幅は、例えば、100mm以上、好ましくは、200mm以上であり、例えば、1500mm以下、好ましくは、700mm以下である。また、封止層の厚みは、半導体素子に寸法に対応して適宜に設定され、例えば、30μm以上、好ましくは、100μm以上であり、また、例えば、3000μm以下、好ましくは、1000μm以下である。
The dimensions of the sealing layer M are appropriately set according to the dimensions of the semiconductor element and the substrate. Specifically, when the sealing sheet is prepared as a long sheet, the length in the left-right direction of the sealing layer, that is, the width is, for example, 100 mm or more, preferably 200 mm or more, for example, 1500 mm. Hereinafter, it is preferably 700 mm or less. The thickness of the sealing layer is appropriately set according to the size of the semiconductor element, and is, for example, 30 μm or more, preferably 100 μm or more, and for example, 3000 μm or less, preferably 1000 μm or less.
第1剥離ライナS1および第2剥離ライナS2は、例えば、ポリエチレンシート、ポリエステルシート(PETなど)、ポリスチレンシート、ポリカーボネートシート、ポリイミドシートなどのポリマーシート、例えば、セラミックシート、例えば、金属箔などが挙げられる。剥離ライナにおいて、封止層と接触する接触面には、フッ素処理などの離型処理を施すこともできる。第1剥離ライナおよび第2剥離ライナの寸法は、剥離条件に応じて適宜に設定され、厚みが、例えば、15μm以上、好ましくは、25μm以上であり、また、例えば、125μm以下、好ましくは、75μm以下である。
Examples of the first release liner S1 and the second release liner S2 include polymer sheets such as polyethylene sheets, polyester sheets (such as PET), polystyrene sheets, polycarbonate sheets, and polyimide sheets, such as ceramic sheets, such as metal foil. It is done. In the release liner, the contact surface in contact with the sealing layer can be subjected to a release treatment such as a fluorine treatment. The dimensions of the first release liner and the second release liner are appropriately set according to the release conditions, and the thickness is, for example, 15 μm or more, preferably 25 μm or more, and for example, 125 μm or less, preferably 75 μm. It is as follows.
<封止シート貼付け方法>
<Seal sheet pasting method>
上記ロール状の封止シートから所定形状に切り抜いた枚葉の封止シート片を半導体基板に貼り付ける場合を例にとって図3に示すフローチャートおよび図4から図12に基づいて説明する。
Referring to the flowchart shown in FIG. 3 and FIGS. 4 to 12, an example in which a sheet-shaped sealing sheet piece cut out in a predetermined shape from the roll-shaped sealing sheet is attached to a semiconductor substrate will be described.
先ず、原反ロールから供給された帯状の封止シートTは、図4に示すように、第1切断工程でその表面を第1保持部材1によって吸着保持される。なお、第1保持部材1は、例えば、半導体基板Wより大形のチャックテーブルで構成されている。
First, as shown in FIG. 4, the surface of the strip-shaped sealing sheet T supplied from the raw fabric roll is adsorbed and held by the first holding member 1 in the first cutting step. In addition, the 1st holding member 1 is comprised by the chuck table larger than the semiconductor substrate W, for example.
表面を吸着保持された封止シートTは、図5に示すように、半導体基板Wの外形(直径)よりも小径の環状の第1トムソン刃2によって表面側の第1剥離ライナS1を残して第2剥離ライナS2および封止層Mをハーフカットされる(ステップS1)。なお、切断刃は、環状の第1トムソン刃2に限定されず、先細りテーパ状のカッタを突き刺し、旋回させて第2剥離ライナS2および封止層Mを切断してもよい。
As shown in FIG. 5, the sealing sheet T having the surface held by suction retains the first release liner S <b> 1 on the surface side by the first Thomson blade 2 having an annular shape smaller than the outer shape (diameter) of the semiconductor substrate W. The second release liner S2 and the sealing layer M are half-cut (step S1). Note that the cutting blade is not limited to the annular first Thomson blade 2, and the second release liner S <b> 2 and the sealing layer M may be cut by piercing and turning a tapered taper cutter.
ハーフカットされた封止シートTは、下流側の第2切断工程に搬送されて停止する。すなわち、封止シートTは、裏面側を第2保持部材3によって吸着保持される。なお、第2保持部材3は、第1保持部材1と同様に、例えば、半導体基板Wより大形のチャックテーブルで構成されている。
The half-cut sealing sheet T is transported to the second cutting step on the downstream side and stopped. That is, the sealing sheet T is suction-held by the second holding member 3 on the back surface side. In addition, the 2nd holding member 3 is comprised with the chuck | zipper table larger than the semiconductor substrate W similarly to the 1st holding member 1, for example.
第2保持部材3によって保持された封止シートTは、当該位置で撮像カメラによって撮像され、当該画像データが制御部に送信される。制御部は、当該画像データからハーフカットされた封止シートTの中心座標を求める。制御部は、さらに当該中心座標と環状の第2トムソン刃5の中心座標とが合致するように当該第2トムソン刃5のアライメントを行う(ステップS2)。なお、当該第2トムソン刃5は、半導体基板Wの外形(直径)より大形であるが同じサイズであってもよい。
The sealing sheet T held by the second holding member 3 is imaged by the imaging camera at the position, and the image data is transmitted to the control unit. A control part calculates | requires the center coordinate of the sealing sheet T half-cut from the said image data. The control unit further aligns the second Thomson blade 5 so that the center coordinate matches the center coordinate of the annular second Thomson blade 5 (step S2). The second Thomson blade 5 is larger than the outer shape (diameter) of the semiconductor substrate W, but may be the same size.
第2トムソン刃5のアライメントが完了し、当該第2トムソン刃5と封止シートTとが対向配置されると、図6に示すように、第2トムソン刃5を所定高さまで下降させて表面側の第1剥離ライナS1のみを切断する(ステップS3)。
When the alignment of the second Thomson blade 5 is completed and the second Thomson blade 5 and the sealing sheet T are disposed to face each other, the second Thomson blade 5 is lowered to a predetermined height as shown in FIG. Only the first release liner S1 on the side is cut (step S3).
第1剥離ライナS1を切断した第2トムソン刃5は、上方の待機位置に戻る。その後に、シート搬送機構6の吸着プレート7が、第2保持部材3上の封止シートTを吸着して上昇し、枚葉に切断された封止シート片CTを抜き取る。
The second Thomson blade 5 having cut the first release liner S1 returns to the upper standby position. Thereafter, the suction plate 7 of the sheet transport mechanism 6 sucks the sealing sheet T on the second holding member 3 and rises, and the sealing sheet piece CT cut into sheets is extracted.
封止シート片CTは、剥離工程に搬送される。剥離工程の剥離位置に封止シート片CTが到達すると、剥離ローラ8が上昇してくる。すなわち、図7に示すように、当該剥離ローラ8に巻き回された剥離テープTSが、鎖線で示すように、封止シート片CTの裏面側の第2剥離ライナS2に押圧される。その後、図8に示すように、シート搬送機構6の搬送速度と同調した速度で剥離テープTSを巻き取りながら、第2剥離ライナS2を封止シート片CTから剥離する。剥離された第2剥離ライナS2は、剥離テープTSごと回収ボビン9に巻き取り回収される(ステップS4)。
Sealing sheet piece CT is conveyed to a peeling process. When the sealing sheet piece CT reaches the peeling position in the peeling process, the peeling roller 8 rises. That is, as shown in FIG. 7, the peeling tape TS wound around the peeling roller 8 is pressed against the second peeling liner S2 on the back surface side of the sealing sheet piece CT as indicated by a chain line. Thereafter, as shown in FIG. 8, the second release liner S2 is peeled from the sealing sheet piece CT while winding the release tape TS at a speed synchronized with the transport speed of the sheet transport mechanism 6. The peeled second peeling liner S2 is wound and collected on the collecting bobbin 9 together with the peeling tape TS (step S4).
裏面から第2剥離ライナS2の剥離された封止シート片CTは、シート搬送機構6により貼付け工程に搬送される。すなわち、封止シート片CTは、半導体基板Wが吸着保持された保持テーブル10上に搬送される。
The sealing sheet piece CT from which the second release liner S2 has been peeled off from the back surface is transported to the attaching step by the sheet transport mechanism 6. That is, the sealing sheet piece CT is conveyed onto the holding table 10 on which the semiconductor substrate W is held by suction.
保持テーブル10上の半導体基板Wは、第2切断工程で取得した封止シート片CTの画像データと予め取得しておいた当該半導体基板Wの中心座標とに基づいて、図9に示すように、封止シート片CTと半導体基板Wの両中心座標が合致するよう保持テーブル10を水平および縦軸芯周りに回転させてアライメントを行う(ステップS5)。
As shown in FIG. 9, the semiconductor substrate W on the holding table 10 is based on the image data of the sealing sheet piece CT acquired in the second cutting step and the center coordinates of the semiconductor substrate W acquired in advance. Then, alignment is performed by rotating the holding table 10 about the horizontal and vertical axes so that the center coordinates of the sealing sheet piece CT and the semiconductor substrate W coincide (step S5).
アライメント処理が完了すると、埋設されているヒータ11によって吸着プレート7を加熱することにより封止シート片CTを所定の温度まで加熱する。その後に、図10に示すように、吸着プレート7を所定高さまで下降させることにより、封止シート片CTを加熱および加圧しながら半導体基板Wに貼り付ける(ステップS6)。
When the alignment process is completed, the sealing plate piece CT is heated to a predetermined temperature by heating the suction plate 7 with the embedded heater 11. Thereafter, as shown in FIG. 10, the suction plate 7 is lowered to a predetermined height, so that the sealing sheet piece CT is attached to the semiconductor substrate W while being heated and pressurized (step S6).
封止シート片CTを貼り付ける過程で、図11に示すように、加熱により軟化した封止層Mを形成する樹脂組成物が、放射状に延伸されてゆく。図12に示すように、半導体基板Wの外形に達する間際で封止シート片CTの加圧を停止することにより、樹脂組成物は、半導体基板W上に形成された半導体素子Cの外側の領域から半導体基板Wの外形以下の範囲に収まるように延伸される。
In the process of attaching the sealing sheet piece CT, as shown in FIG. 11, the resin composition forming the sealing layer M softened by heating is stretched radially. As shown in FIG. 12, by stopping the pressing of the sealing sheet piece CT just before reaching the outer shape of the semiconductor substrate W, the resin composition becomes a region outside the semiconductor element C formed on the semiconductor substrate W. To the outside of the semiconductor substrate W.
加圧停止状態で所定時間をかけて樹脂組成物を加熱して半硬化させる。所定時間が経過すると、吸着プレート7の吸引を作動させた状態で上昇させる。このとき、半硬化により樹脂組成物の接着力が低下しているので、保持テーブル10によって半導体基板Wを吸着保持することにより、図13に示すように、封止シート片CTの第1剥離ライナS1が、封止層Mから剥離される(ステップS7)。
· The resin composition is heated and semi-cured for a predetermined time in a state where the pressure is stopped. When a predetermined time elapses, the suction plate 7 is lifted while being operated. At this time, since the adhesive force of the resin composition is reduced by semi-curing, the first release liner of the sealing sheet piece CT is obtained by holding the semiconductor substrate W by suction by the holding table 10 as shown in FIG. S1 is peeled from the sealing layer M (step S7).
封止層Mによって半導体素子Cの封止された半導体基板Wは、所望の処理工程に搬送さえて一連の貼り付け処理が完了する。
The semiconductor substrate W sealed with the semiconductor element C by the sealing layer M is transported to a desired processing step, and a series of pasting processes is completed.
上記実施例によれば、半導体基板Wの外形より小形に切断された封止層Mを半導体基板Wに加圧および加熱しながら、当該封止層Mを軟化させて半導体素子Cの分布領域の外側から半導体基板Wの形状以下の範囲まで延伸して貼り付けるので、半導体基板Wから樹脂組成物がはみ出ない。したがって、半導体基板Wを吸着保持している保持テーブル10に樹脂組成物が付着して汚染されるのを防止することができる。
According to the above-described embodiment, the sealing layer M cut to be smaller than the outer shape of the semiconductor substrate W is pressed and heated on the semiconductor substrate W, and the sealing layer M is softened so that the distribution region of the semiconductor element C is reduced. The resin composition does not protrude from the semiconductor substrate W because it is stretched and attached from the outside to the range of the shape of the semiconductor substrate W or less. Accordingly, it is possible to prevent the resin composition from adhering to and contaminating the holding table 10 holding the semiconductor substrate W by suction.
また、半導体基板Wの外形より大形に切断された第1剥離ライナS1が、封止層Mに添設された状態で半導体基板Wに貼り付けられるので、軟化している樹脂組成物が当該第1剥離ライナS1からはみ出ることがない。したがって、封止シート片CTを吸着保持している吸着プレート7に樹脂組成物が付着して汚染するのを防止することができる。
Further, since the first release liner S1 cut larger than the outer shape of the semiconductor substrate W is attached to the semiconductor substrate W while being attached to the sealing layer M, the softened resin composition is It does not protrude from the first release liner S1. Therefore, it is possible to prevent the resin composition from adhering to and contaminating the suction plate 7 holding the sealing sheet piece CT by suction.
なお、本発明は以下のような形態で実施することもできる。
The present invention can also be implemented in the following forms.
(1)上記実施例において、貼付け工程で半導体基板Wにかかる荷重をロードセンサで測定し、荷重を調整するよう構成してもよい。例えば、吸着プレート7または保持テーブル10のうち少なくともいずれかにロードセンサを備える。封止シート貼付け過程で、当該ロードセンサによって検出される実測値と予め決めた基準値を制御部によって比較し、実測値が基準値を超えると吸着プレート7の下降速度を減速させて荷重を一定に保つように構成する。
(1) In the above embodiment, the load applied to the semiconductor substrate W in the attaching step may be measured with a load sensor, and the load may be adjusted. For example, at least one of the suction plate 7 and the holding table 10 includes a load sensor. In the process of attaching the sealing sheet, the actual value detected by the load sensor and a predetermined reference value are compared by the control unit, and when the actual value exceeds the reference value, the descending speed of the suction plate 7 is reduced to keep the load constant. Configure to keep on.
この構成によれば、加熱によって軟化(塑性変形)した樹脂組成物が、半導体基板W上で放射状に広がる流速を一体に保つことができる。すなわち、急速な流れによって樹脂組成物が半導体基板Wからはみ出るのを抑制することができる。
According to this configuration, the flow rate of the resin composition softened (plastically deformed) by heating to spread radially on the semiconductor substrate W can be integrally maintained. That is, the resin composition can be prevented from protruding from the semiconductor substrate W due to a rapid flow.
(2)上記実施例の貼付け工程において、封止シート片CTと半導体基板Wを上下反転させて貼付け処理を行ってもよい。例えば、封止シート片CTの第1剥離ライナS1を保持テーブル10で吸着保持し、吸着プレート7によって吸着保持された半導体基板Wを封止シート片CTに押圧して貼り付ける。
(2) In the pasting step of the above embodiment, the sealing sheet piece CT and the semiconductor substrate W may be turned upside down to perform the pasting process. For example, the first release liner S1 of the sealing sheet piece CT is sucked and held by the holding table 10, and the semiconductor substrate W sucked and held by the suction plate 7 is pressed and pasted to the sealing sheet piece CT.
(3)上記各実施例装置において、半導体基板Wの形状は、円形に限定されない。したがって、半導体基板Wは、正方形または長方形などの四角形或いは多角形であってもよい。例えば、半導体基板Wが正方形の場合、図14に示すように、半導体基板Wの端辺と対向する封止シートTの端辺を中心向きに凹入するよう形成すればよい。
(3) In each of the above embodiments, the shape of the semiconductor substrate W is not limited to a circle. Therefore, the semiconductor substrate W may be a quadrangle such as a square or a rectangle or a polygon. For example, when the semiconductor substrate W is square, as shown in FIG. 14, the end side of the sealing sheet T facing the end side of the semiconductor substrate W may be formed so as to be recessed toward the center.
当該封止シートを利用することにより、軟化して放射状に延伸される樹脂組成物の延伸率の大きい端辺の中央部位の移動距離をかせぐことができる。したがって、半導体基板Wから樹脂組成物がはみ出るのを確実に抑えることができる。
By using the sealing sheet, it is possible to increase the moving distance of the central portion of the edge having a large stretch ratio of the resin composition that is softened and radially stretched. Therefore, the resin composition can be reliably prevented from protruding from the semiconductor substrate W.
以上のように、本発明は、半導体基板に封止シートを精度よく貼り付けるのに適している。
As described above, the present invention is suitable for attaching a sealing sheet to a semiconductor substrate with high accuracy.
Claims (4)
- 熱可塑性の樹脂組成物からなる封止層の形成された封止シートを半導体基板に貼り付ける封止シート貼付け方法であって、
前記半導体基板の形状以上に切断された剥離ライナ上で、当該半導体基板の形状よりも小形に切断された封止層を有する封止シートを加熱および加圧しながら、当該半導体基板上に形成された半導体素子の外側から半導体基板の外形以下に収まるよう封止層を延伸して貼り付ける
ことを特徴とする封止シート貼付け方法。 A sealing sheet affixing method for affixing a sealing sheet formed with a sealing layer made of a thermoplastic resin composition to a semiconductor substrate,
Formed on the semiconductor substrate while heating and pressing a sealing sheet having a sealing layer cut smaller than the shape of the semiconductor substrate on the release liner cut to the shape of the semiconductor substrate or more. A sealing sheet attaching method, wherein the sealing layer is stretched and attached so as to be within the outer shape of the semiconductor substrate from the outside of the semiconductor element. - 請求項1に記載の封止シート貼付け方法において、
前記封止シートは、封止層の両面に剥離ライナが添設された帯状であり、
前記封止シートの一方の面から封止層までをハーフカットし、
前記封止シートの未切断側の剥離ライナを半導体基板の形状以上に切断し、
半導体基板より大形の剥離ライナを保持し、小形の剥離ライナを剥離した後に半導体基板に当該封止シートを貼り付ける
ことを特徴とする封止シート貼付け方法。 In the sealing sheet sticking method of Claim 1,
The sealing sheet has a strip shape in which a release liner is attached to both surfaces of the sealing layer,
Half-cut from one side of the sealing sheet to the sealing layer,
The release liner on the uncut side of the sealing sheet is cut to a shape equal to or higher than that of the semiconductor substrate,
A sealing sheet attaching method, comprising: holding a large release liner from a semiconductor substrate, and attaching the sealing sheet to the semiconductor substrate after releasing the small release liner. - 請求項1に記載の封止シート貼付け方法において、
前記半導体基板は、多角形であり、
前記封止シートは、半導体基板の端辺と対向する当該封止シートの端辺を中心向きに凹入されている
ことを特徴とする封止シート貼付け方法。 In the sealing sheet sticking method of Claim 1,
The semiconductor substrate is polygonal,
The sealing sheet pasting method, wherein the sealing sheet is recessed with the end side of the sealing sheet facing the end side of the semiconductor substrate facing the center. - 請求項1に記載の封止シート貼付け方法において、
前記封止シートの加圧により半導体基板にかかる荷重を検出器によって検出し、検出結果に基づいて予め決めた荷重に調整しながら封止シートを半導体基板に貼り付ける
ことを特徴とする封止シート貼付け方法。 In the sealing sheet sticking method of Claim 1,
A sealing sheet characterized in that a load applied to the semiconductor substrate by pressurization of the sealing sheet is detected by a detector, and the sealing sheet is attached to the semiconductor substrate while adjusting to a predetermined load based on the detection result. Pasting method.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013109225A JP2014229790A (en) | 2013-05-23 | 2013-05-23 | Encapsulation sheet pasting method |
| JP2013-109225 | 2013-05-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014188809A1 true WO2014188809A1 (en) | 2014-11-27 |
Family
ID=51933375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/060338 WO2014188809A1 (en) | 2013-05-23 | 2014-04-09 | Application method for sealing sheet |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2014229790A (en) |
| TW (1) | TW201507039A (en) |
| WO (1) | WO2014188809A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SG11202010479PA (en) * | 2018-04-24 | 2020-11-27 | Disco Hi Tec Europe Gmbh | Alignment device and alignment method |
| US20240071781A1 (en) * | 2021-02-01 | 2024-02-29 | Nagase Chemtex Corporation | Method for sealing electronic component mounting substrate, and heat-curable sheet |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10217656A (en) * | 1997-02-05 | 1998-08-18 | Konica Corp | Method and device for manufacturing card |
| JP2008115259A (en) * | 2006-11-02 | 2008-05-22 | Lintec Corp | Sheet for pasting |
| JP2011103314A (en) * | 2009-11-10 | 2011-05-26 | Lintec Corp | Sheet pasting apparatus and pasting method |
| JP2012236899A (en) * | 2011-05-11 | 2012-12-06 | Hitachi Chemical Co Ltd | Method of producing adhesive sheet |
| JP2013023539A (en) * | 2011-07-19 | 2013-02-04 | Hitachi Chemical Co Ltd | Adhesive sheet |
-
2013
- 2013-05-23 JP JP2013109225A patent/JP2014229790A/en active Pending
-
2014
- 2014-04-09 WO PCT/JP2014/060338 patent/WO2014188809A1/en active Application Filing
- 2014-05-21 TW TW103117713A patent/TW201507039A/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10217656A (en) * | 1997-02-05 | 1998-08-18 | Konica Corp | Method and device for manufacturing card |
| JP2008115259A (en) * | 2006-11-02 | 2008-05-22 | Lintec Corp | Sheet for pasting |
| JP2011103314A (en) * | 2009-11-10 | 2011-05-26 | Lintec Corp | Sheet pasting apparatus and pasting method |
| JP2012236899A (en) * | 2011-05-11 | 2012-12-06 | Hitachi Chemical Co Ltd | Method of producing adhesive sheet |
| JP2013023539A (en) * | 2011-07-19 | 2013-02-04 | Hitachi Chemical Co Ltd | Adhesive sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201507039A (en) | 2015-02-16 |
| JP2014229790A (en) | 2014-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI314293B (en) | Rfid-tag | |
| TWI482710B (en) | Fabricating method of adhesion sheet and adhesion sheet | |
| US8551277B2 (en) | Method for producing light emitting diode device | |
| WO2014188809A1 (en) | Application method for sealing sheet | |
| WO2014167947A1 (en) | Manufacturing method for semiconductor device | |
| WO2014188810A1 (en) | Method for affixing sealing sheet | |
| TWI549211B (en) | A manufacturing apparatus for a semiconductor device and a method for manufacturing the semiconductor device | |
| JP2013149919A (en) | Member peeling method, member peeling device, and method of manufacturing semiconductor chip | |
| WO2015087763A1 (en) | Sealing sheet adhesion method | |
| WO2014178269A1 (en) | Sealing sheet attachment method | |
| WO2015087762A1 (en) | Sealing sheet adhesion method | |
| KR101893279B1 (en) | Release sheet | |
| WO2014178266A1 (en) | Sealing sheet application method and sealing sheet application device | |
| WO2014178267A1 (en) | Sealing sheet application method and sealing sheet application device | |
| WO2014119446A1 (en) | Production method and production device for semiconductor devices | |
| JP7174518B2 (en) | Semiconductor device manufacturing method | |
| JP2007157833A (en) | Sheet cutting device and method therefor | |
| WO2014178268A1 (en) | Sealing sheet application method and sealing sheet application device | |
| JP6328958B2 (en) | Adhesive sheet manufacturing apparatus and manufacturing method | |
| TW201438162A (en) | Production method and production device for semiconductor devices | |
| JP2015115348A (en) | Encapsulation sheet adhesion method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14801033 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 14801033 Country of ref document: EP Kind code of ref document: A1 |