WO2014175122A1 - H形鋼及びその製造方法 - Google Patents
H形鋼及びその製造方法 Download PDFInfo
- Publication number
- WO2014175122A1 WO2014175122A1 PCT/JP2014/060745 JP2014060745W WO2014175122A1 WO 2014175122 A1 WO2014175122 A1 WO 2014175122A1 JP 2014060745 W JP2014060745 W JP 2014060745W WO 2014175122 A1 WO2014175122 A1 WO 2014175122A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rolling
- content
- flange
- toughness
- section steel
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 105
- 239000010959 steel Substances 0.000 title claims abstract description 105
- 238000004519 manufacturing process Methods 0.000 title claims description 40
- 238000005096 rolling process Methods 0.000 claims abstract description 96
- 229910001562 pearlite Inorganic materials 0.000 claims abstract description 28
- 239000000126 substance Substances 0.000 claims abstract description 15
- 238000009826 distribution Methods 0.000 claims abstract description 14
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 14
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 13
- 229910052751 metal Inorganic materials 0.000 claims abstract description 11
- 239000002184 metal Substances 0.000 claims abstract description 11
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 11
- 238000001816 cooling Methods 0.000 claims description 33
- 238000010438 heat treatment Methods 0.000 claims description 25
- 238000005098 hot rolling Methods 0.000 claims description 17
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 10
- 238000000034 method Methods 0.000 claims description 8
- 239000012535 impurity Substances 0.000 claims description 5
- 239000000203 mixture Substances 0.000 claims description 5
- 229910052720 vanadium Inorganic materials 0.000 claims description 3
- 239000002245 particle Substances 0.000 abstract description 2
- 239000000463 material Substances 0.000 description 33
- 230000000694 effects Effects 0.000 description 17
- 239000010953 base metal Substances 0.000 description 13
- 238000003466 welding Methods 0.000 description 13
- 230000015572 biosynthetic process Effects 0.000 description 11
- 238000012360 testing method Methods 0.000 description 11
- 229910000734 martensite Inorganic materials 0.000 description 10
- 229910052761 rare earth metal Inorganic materials 0.000 description 9
- 230000007423 decrease Effects 0.000 description 7
- 238000010276 construction Methods 0.000 description 6
- 150000001247 metal acetylides Chemical class 0.000 description 6
- 229910052735 hafnium Inorganic materials 0.000 description 5
- 229910052726 zirconium Inorganic materials 0.000 description 5
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 4
- 238000009749 continuous casting Methods 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 229910052750 molybdenum Inorganic materials 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 229910001567 cementite Inorganic materials 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 238000009863 impact test Methods 0.000 description 3
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 3
- 150000004767 nitrides Chemical class 0.000 description 3
- 238000007670 refining Methods 0.000 description 3
- 238000005728 strengthening Methods 0.000 description 3
- 229910001566 austenite Inorganic materials 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000007667 floating Methods 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 238000004881 precipitation hardening Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000003303 reheating Methods 0.000 description 2
- 238000005204 segregation Methods 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 238000005496 tempering Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- -1 cementite Chemical class 0.000 description 1
- 239000011362 coarse particle Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 235000019362 perlite Nutrition 0.000 description 1
- 239000010451 perlite Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 238000010583 slow cooling Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 238000009849 vacuum degassing Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C3/06—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal with substantially solid, i.e. unapertured, web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/02—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling heavy work, e.g. ingots, slabs, blooms, or billets, in which the cross-sectional form is unimportant ; Rolling combined with forging or pressing
- B21B1/026—Rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/001—Heat treatment of ferrous alloys containing Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/005—Modifying the physical properties by deformation combined with, or followed by, heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0408—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by assembly or the cross-section
- E04C2003/0421—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by assembly or the cross-section comprising one single unitary part
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0443—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by substantial shape of the cross-section
- E04C2003/0452—H- or I-shaped
Definitions
- the present inventors have intensively studied to solve the above problems. As a result, it was found that the toughness deterioration due to the fracture mechanism starting from the structure composed of carbides such as pearlite and cementite was remarkable. Therefore, paying attention to the fracture starting from carbide, in order to improve the low temperature toughness, a method for suppressing the formation of carbide which becomes the starting point of brittle fracture was examined. As a result of the study, the present inventors reduced the amount of carbon in steel in order to suppress the formation of carbides, and in order to generate bainite necessary for ensuring the strength, an appropriate amount of alloy elements such as Nb and B By making it contain, it succeeded in improving the low temperature toughness of H-section steel, without reducing intensity
- Nb and B in Formula 1 are the contents in mass% of each element.
- Mn is an element that enhances the hardenability of steel, and is an element that is effective in promoting the formation of bainite and ensuring the strength of the base material.
- the lower limit of the Mn content is set to 0.8%.
- the lower limit of the Mn content is preferably 1.0%, more preferably 1.3%.
- the upper limit of the Mn content is set to 2.0%.
- V (V: 0.10% or less) V contributes to refinement of the structure and precipitation strengthening by carbonitride.
- the lower limit of the V content be 0.01%.
- the upper limit of the V content is preferably 0.10%.
- Cr less than 0.20% Cr is an element that improves the hardenability of steel and contributes to the improvement of strength. When obtaining this effect, it is desirable that the lower limit of the Cr content be 0.01%. However, if the Cr content is 0.20% or more, carbides may be generated and the toughness may be reduced. Therefore, the Cr content is preferably less than 0.20%. The upper limit with preferable Cr content is 0.10%.
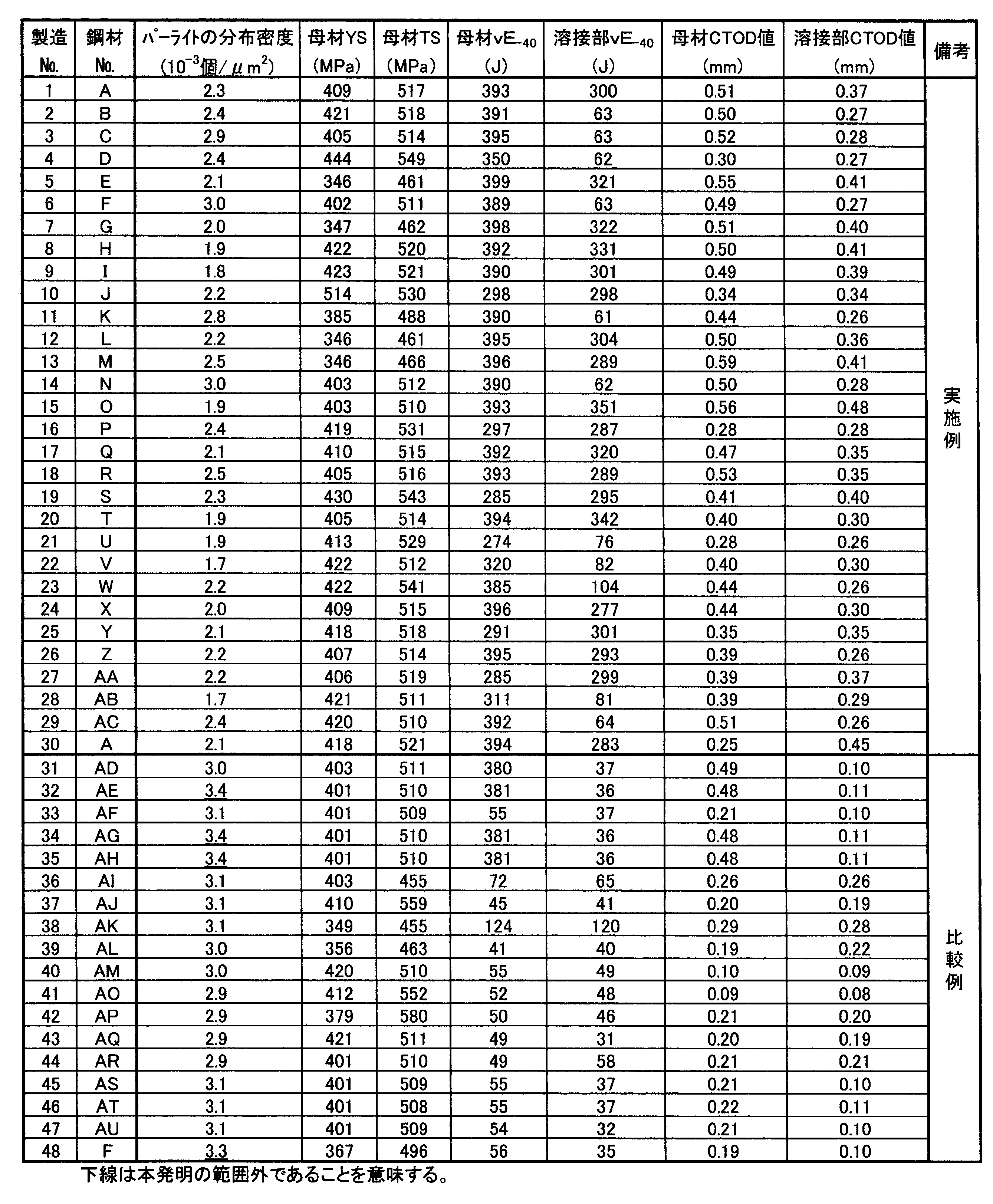
- the distribution density of pearlite exceeds 3.2 ⁇ 10 ⁇ 3 / ⁇ m 2 , pearlite is decomposed into austenite by heat input during welding, and island martensite is generated after cooling. This generated island martensite may become a starting point of brittle fracture and deteriorate toughness.
- the lower limit of the pearlite distribution density may be 1.0 ⁇ 10 ⁇ 5 pieces / ⁇ m 2 from the viewpoint of securing the strength.
- the pearlite distribution density is determined by observing a pearlite colony (perlite island in JIS standard) with an optical microscope in accordance with JIS G 0551 at the above-mentioned site. Specifically, the number of pearlite colonies present in 10 microscopic optical microscope photographs taken at 500 times (the size of one visual field is preferably 120 ⁇ m ⁇ 160 ⁇ m) is counted to determine the distribution density.
- the ratio of the flange plate thickness to the web plate thickness is preferably 0.5 to 2.0, assuming that the H-section steel is manufactured by hot rolling. If the flange / web exceeds 2.0, the web may be deformed into a wavy shape. On the other hand, if the flange / web is less than 0.5, the flange may be deformed into a wavy shape.
- the heating temperature of the steel slab is preferably 1100 to 1350 ° C.
- the lower limit of the heating temperature is preferably 1100 ° C.
- the lower limit of the heating temperature is more preferably 1150 ° C.
- the plate thickness of the flange is thin, it is more preferable to heat to 1200 ° C. or higher because there is a concern that the rolling temperature becomes too low due to an increase in the cumulative rolling reduction.
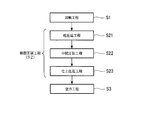
- FIG. 2 is a flowchart showing an example of the manufacturing method.
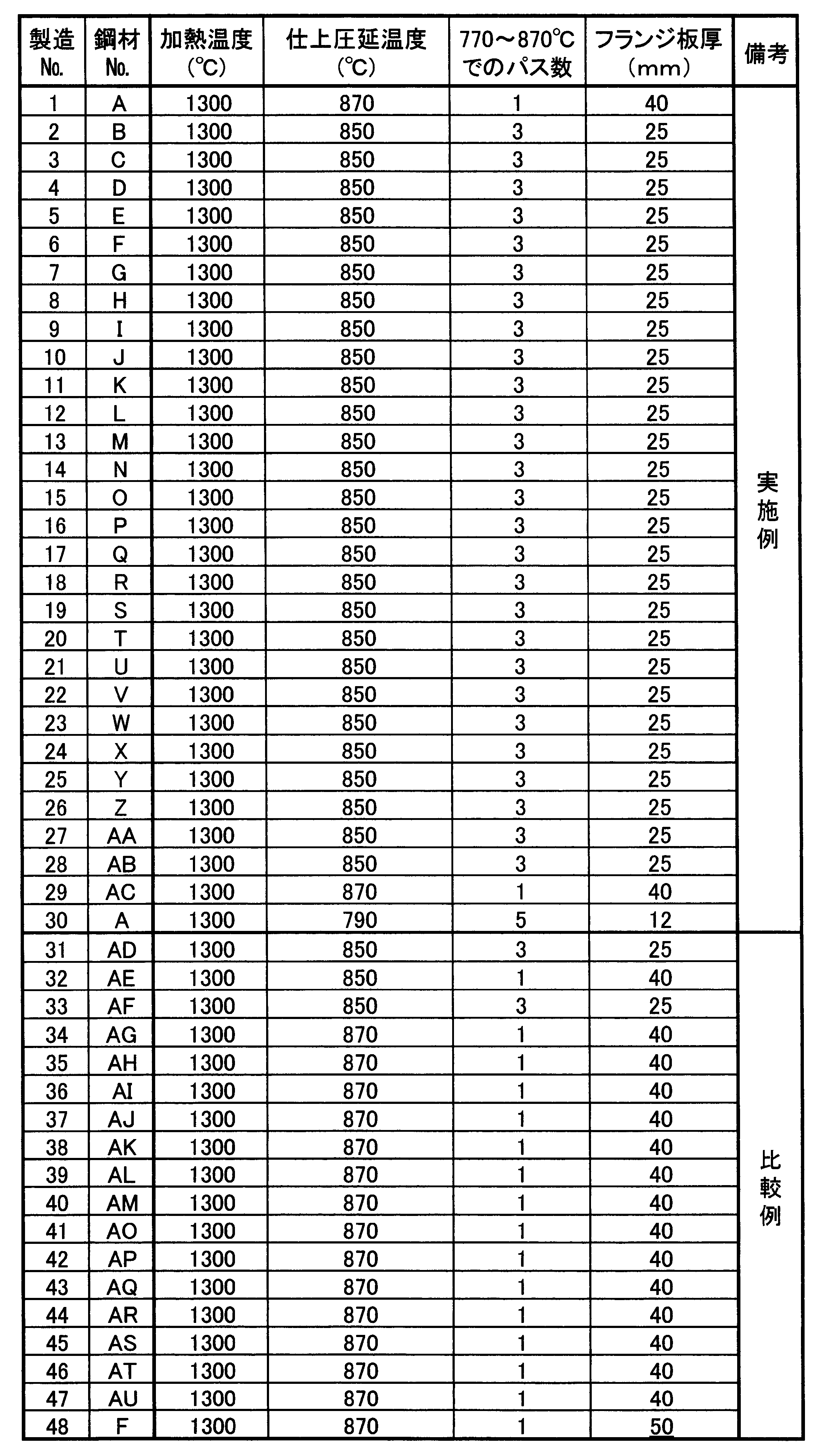
- Production No. 40 is an example in which the Al content is excessive and the toughness of the base metal and the weld heat affected zone is lowered.
- Production No. No. 41 is an example in which the B content is excessive, the base material strength is not only excessive, but the toughness of the base material and the weld heat affected zone is lowered.
- Production No. No. 42 is an example in which the Nb content is excessive and not only the base material strength is excessive, but also the toughness of the base material and the weld heat affected zone is lowered.
- Production No. No. 43 is an example in which the N content is excessive and the toughness of the base metal and the weld heat affected zone is lowered.
- Production No. 44 is an example in which the N content is too small and the toughness of the base metal and the weld heat affected zone is lowered.
- Production No. No. 45 is an example in which the toughness of the base material and the weld heat affected zone is not satisfied because Formula 1 is not satisfied.
- Production No. No. 46 is an example in which the Al content is too small, and the toughness of the base metal and the weld heat affected zone is lowered.
- Production No. 47 is an example in which the B content is small and the toughness of the base metal and the weld heat affected zone is lowered.
- Production No. No. 48 is an example in which the plate thickness is too large and the pearlite fraction becomes excessive, and the base material and the weld heat affected zone toughness are lowered.
Abstract
Description
本願は、2013年04月26日に、日本に出願された特願2013-094589号に基づき優先権を主張し、その内容をここに援用する。
さらに、本発明者らは、靭性の良好な細粒組織を得るためには、フランジの表面温度を厳格に制御して圧延することが極めて有効であることを見出した。具体的には、仕上圧延で、フランジの表面温度が870℃以下770℃以上の温度範囲で圧延を1パス以上行うことが必要であることを知見した。
本発明は、これらの知見に基づいて完成した。本発明のH形鋼は、脆性破壊の起点となる炭化物の生成を極限まで抑えて、母材及び溶接熱影響部の低温靭性を改善した。本発明の要旨は以下のとおりである。
Nb+125×B≧0.075・・・式1
ここで、式1中のNb、Bは、各元素の質量%での含有量である。
Cは、鋼の強化に有効な元素であり、C含有量の下限を0.010%とする。一方、C含有量が0.014%を超えるとHAZ靱性が低下し、低温でのHAZ靭性が十分に確保できない。特に、フランジの板厚が厚い場合(例えば26mm以上)には、パーライト組織が形成され、溶接後にそのパーライト組織が島状マルテンサイト組織に変化し、それが脆化相となって、HAZ靭性が劣化する。したがって、C含有量の上限を0.014%とする。母材及び溶接熱影響の靱性、耐溶接割れ性をさらに向上させる場合、C含有量を0.014%未満にすることが好ましい。
Siは、脱酸元素であり、強度の向上にも寄与する。これらの効果を得るため、Si含有量の下限を0.05%とする。一方、Siはセメンタイトの生成を促進する元素である。そのため、Si含有量の上限を0.50%とする。島状マルテンサイトの生成を抑制し、母材及び溶接熱影響部の靱性をさらに向上させるためには、Si含有量の上限を0.40%とすることが好ましい。
Mnは、鋼の焼入れ性を高める元素であり、ベイナイトの生成を促進して母材の強度を確保するのに有効な元素である。この効果を得るため、Mn含有量の下限を0.8%とする。母材の強度をより高めるには、Mn含有量の下限を1.0%とすることが好ましく、1.3%とすることが更に好ましい。一方、Mn含有量が2.0%を超えると、母材及び溶接熱影響部の靱性、割れ性などが損なわれる。したがって、Mn含有量の上限を2.0%とする。
Cuは、鋼の焼入れ性を向上させ、析出硬化によって母材の強化(強度上昇)に寄与する元素である。Cu含有量が0.01%以上の場合、圧延時にフェライトが生成する温度域での保持及び緩冷却を行うことにより、フェライトの転位上にCu相が析出し、強度が上昇する。この効果を得るため、Cu含有量の下限を0.01%とする。Cu含有量の好ましい下限は0.30%である。一方、Cu含有量が0.60%以上であると、母材の強度が過剰となって、低温靭性が低下する。したがって、Cu含有量を0.60未満%とする。好ましくはCu含有量の上限を0.50%とする。
Niは、母材の強度及び靭性を高めるために、極めて有効な元素である。特に、靭性を高めるために、本実施形態に係るH形鋼では、Ni含有量の下限を0.01%とする。好ましいNi含有量の下限は0.20%である。一方、Ni含有量を0.50%以上にすることは、合金コストの上昇を招く。したがって、Ni含有量を0.50%未満とする。好ましくはNi含有量の上限を0.40%とする。
Tiは、母材の靭性を向上させるために、重要な元素である。Tiは、微細な含Ti酸化物やTiNを形成して、結晶粒径の微細化に寄与する。この効果を得るため、Ti含有量の下限を0.001%とする。更に、TiでNを固定することによって固溶Bを確保して焼入れ性を高める場合、Ti含有量の下限を0.010%とすることが好ましい。一方、Ti含有量が0.025%を超えると、粗大なTiNが生成し、母材の靱性が低下する。したがって、Ti含有量の上限を0.025%とする。また、TiCの析出を抑制し、析出硬化による靭性の低下をより抑制するためには、Ti含有量の上限を0.020%とすることが好ましい。
Nbは、鋼の焼入れ性を上昇させる元素である。この効果を得るため、Nb含有量の下限を0.010%とする。強度及び母材靭性をより向上させるためには、Nb含有量の下限を0.020%にすることが好ましい。一方、Nb含有量が0.070%を超えると、Nb炭窒化物が析出し、母材及びHAZの靭性が低下することがある。そのため、Nb含有量の上限を0.070%とする。より靭性を高めるためには、Nb含有量の上限を0.060%にすることが好ましく、0.040%にすることがさらに好ましい。
Nは、微細なTiと結合してTiNを形成し、結晶粒を微細化する効果を有する。この効果を得るため、N含有量の下限を0.001%とする。一方、N含有量が0.009%を超えると、粗大なTiNが生じて靭性が低下する。そのため、N含有量の上限を0.009%とする。また、N含有量が増加すると、島状マルテンサイトが生成し、靱性が劣化することがある。そのため、N含有量の上限を0.005%にすることが好ましい。
Oは、不純物であり、酸化物の生成を抑制して靭性を確保するため、O含有量の上限を0.0035%とする。HAZ靭性を向上させるには、O含有量の上限を0.0015%にすることが好ましい。靭性の観点からは、O含有量は少ないほど好ましいが、O含有量を0.0005%未満にしようとすると、製造コストが高くなる。そのため、O含有量の下限を0.0005%としてもよい。また、酸化物によるピンニング効果を利用して、HAZの粒径の粗大化を抑制する場合、O含有量の下限を0.0008%としてもよい。
Alは、脱酸元素である。この効果を得るため、Al含有量を0.005%超とする。一方、粗大な酸化物の生成を防止するため、Al含有量の上限を0.040%とする。また、Al含有量の低減は、島状マルテンサイトの生成の抑制にも有効である。そのため、Al含有量の上限を0.020%にすることが好ましく、0.010%にすることがより好ましい。
Bは、微量で鋼の焼入れ性を上昇させ、靭性向上に有効な細粒のベイナイト組織の形成を促進する元素である。この効果を得るため、B含有量を0.0003%超とする。ただし、B含有量が0.0015%を超えると、十分なベイナイト組織が得られても、島状マルテンサイトが生成されるとともに、強度が高くなりすぎて、靱性が著しく低下する。そのため、B含有量の上限を0.0015%とする。好ましいB含有量の上限は、0.0010%である。
Nb、Bの含有量を適正範囲とすることで、C含有量を低減しても強度を確保することが可能になる。その結果、破壊の起点となるセメンタイト等の炭化物の生成が抑制され、靭性が向上する。Nb+125×Bが0.075%未満の場合、十分な焼入れ性が得られず、母材及び溶接熱影響部の靭性が低下する。C含有量を低減した本実施形態に係るH形鋼では、Nb+125×Bが高いほど好ましく、上限は規定しない。しかしながら、Nb及びBのそれぞれの含有量の上限から、Nb+125×Bの上限は、実質的に0.2575%となる。
Vは、組織の微細化及び炭窒化物による析出強化に寄与する。この効果を得る場合、V含有量の下限を0.01%とすることが望ましい。しかし、V含有量が過剰であると、母材及びHAZの靭性が低下することがある。したがって、V含有量の上限を0.10%とすることが好ましい。
Moは、鋼中に固溶して鋼の焼入れ性を高め、強度の向上に寄与する元素である。この効果を得る場合、Mo含有量の下限を0.01%とすることが望ましい。しかしながら、Mo含有量が0.10%を超えると、Mo炭化物(Mo2C)が析出し、固溶Moによる焼入れ性の向上の効果が飽和するだけでなく、溶接熱影響部が硬化して、HAZ靱性が劣化する。そのため、Mo含有量の上限は、0.10%とする。より好ましいMo含有量の上限は、0.05%である。
Crは、鋼の焼入れ性を高め、強度の向上に寄与する元素である。この効果を得る場合、Cr含有量の下限を0.01%とすることが望ましい。しかし、Cr含有量が0.20%以上になると、炭化物が生成し、靭性が低下することがある。そのため、Cr含有量を0.20%未満にすることが好ましい。Cr含有量の好ましい上限は0.10%である。
Zr、Hfは共に、脱酸元素であるとともに、高温で窒化物を生成する元素であり、鋼中の固溶N量の低減に有効な元素である。これらの効果を得る場合、いずれの元素も含有量の下限を0.001%とすることが望ましい。しかし、Zr、Hfを過剰に含有すると、窒化物が粗大化し、靭性が低下することがある。そのため、Zr含有量の上限を0.030%、Hf含有量の上限を0.010%とすることが好ましい。
REM、Caは、共に、脱酸元素であり、硫化物の形態の制御にも寄与する元素である。そのため、これらの効果を得る場合、含有量の下限を0.0001%とすることが好ましい。しかし、REM、Caの酸化物は溶鋼中で容易に浮上するため、実質的に、鋼中に含有されるREM含有量の上限は0.010%、Ca含有量の上限は0.0050%である。なお、REMとは、Rare Earth Metalの略であり、ランタノイド元素にSc及びYを加えた17種の元素を指す。
本実施形態に係るH形鋼の金属組織は、主に、強度及び靭性に優れる細粒のフェライト及びベイナイトからなり、パーライトの分率が制限された組織である。
本実施形態に係るH形鋼では、特に母材のパーライトが溶接後に、島状マルテンサイトに変化して溶接熱影響部の靭性を劣化させることが懸念される。そこで、本実施形態に係るH形鋼の金属組織は、パーライトの分布密度が3.2×10-3個/μm2以下であり、残部が実質的にフェライト及びベイナイトからなる組織としている。
パーライトの分布密度が3.2×10-3個/μm2を超えると、溶接時にの溶接の入熱によって、パーライトが分解してオーステナイトとなり、冷却後、島状マルテンサイトが生成する。この生成した島状マルテンサイトは、脆性破壊の起点となって靭性を劣化させることがある。
パーライトの分布密度は小さいほど好ましいが、強度の確保の観点で、パーライトの分布密度の下限を1.0×10-5個/μm2としてもよい。
パーライトの分布密度は、上記の部位で、JIS G 0551に準拠して、光学顕微鏡でパーライトコロニー(JIS規格ではパーライトの島)を観察して求める。具体的には、500倍で撮影した10視野の光学顕微鏡組織写真(1視野の大きさは、120μm×160μmが好ましい)に存在するパーライトコロニーの数を計数し、その分布密度を求める。
本実施形態に係るH形鋼のフランジの板厚は、12~40mmとする。これは、寒冷地で使用される構造物(低温用構造物)に用いられるH形鋼には、板厚が12~40mmのサイズのH形鋼が多用されるためである。また、フランジの板厚が40mmを超えると、冷却速度が遅くなり、パーライトの分布密度が高くなることがある。
ウェブの板厚は、フランジと同様に12~40mmとすることが好ましい。

2a 粗圧延機
2b 中間圧延機
2c 仕上圧延機
3a 中間圧延機前後面の水冷装置
4 H形鋼
5 フランジ
6 ウェブ
7 母材のCTODノッチ位置
t1 ウェブの板厚
t2 フランジの板厚
B フランジ幅の全長
H 高さ
Claims (6)
- 化学成分が、質量%で、
C:0.010~0.014%、
Si:0.05~0.50%、
Mn:0.8~2.0%、
Cu:0.01%以上、0.60%未満、
Ni:0.01%以上、0.50%未満、
Al:0.005%超、0.040%以下、
Ti:0.001~0.025%、
Nb:0.010~0.070%、
N:0.001~0.009%、
O:0.0005~0.0035%、
B:0.0003%超、0.0015%以下、
V:0~0.10%、
Mo:0~0.10%、
Cr:0%以上、0.20%未満、
Zr:0~0.030%、
Hf:0~0.010%、
REM:0~0.010%、
Ca:0~0.0050%、
を含有し、残部がFe及び不純物であり;
Nb及びBの含有量が、下記式1を満足し;
フランジの板厚が12~40mmであり;
前記フランジの板厚中心部、かつ、前記フランジの幅の1/4部で、圧延方向に垂直な断面の金属組織が、分布密度が3.2×10-3個/μm2以下のパーライトを含み、残部がフェライト及びベイナイトからなる;
ことを特徴とするH形鋼。
Nb+125×B≧0.075・・・式1
ここで、式1中のNb、Bは、各元素の質量%での含有量である。 - 引張強度が460~550MPaであることを特徴とする請求項1に記載のH形鋼。
- 前記化学成分が、質量%で
V:0.01~0.10%、
Mo:0.01~0.10%、
Cr:0.01%以上、0.20%未満
の1種又は2種以上を含有することを特徴とする請求項1または2に記載のH形鋼。 - 前記化学成分が、質量%で、
Zr:0.001~0.030%、
Hf:0.001~0.010%
の1種または2種を含有することを特徴とする請求項1~3のいずれか一項に記載のH形鋼。 - 前記化学成分が、質量%で、
REM:0.0001~0.010%、
Ca:0.0001~0.0050%
の1種または2種を含有することを特徴とする請求項1~4のいずれか一項に記載のH形鋼。 - 請求項1~5のいずれか一項に記載の化学成分を有する鋼片を、1100~1350℃に加熱する加熱工程と;
前記鋼片を熱間圧延してH形鋼とする熱間圧延工程と;
前記H形鋼を空冷する空冷工程と;
を有し、
前記熱間圧延工程は、前記鋼片を、粗圧延機を用いて圧延する粗圧延工程と、中間圧延機を用いてリバース圧延を行う中間圧延工程と、仕上圧延機を用いて圧延する仕上圧延工程とからなり、
前記中間圧延工程の前記リバース圧延では、前記中間圧延機の前後面に設けられた水冷装置を用いて前記H形鋼を冷却しながら圧延する制御圧延を行い、
前記仕上圧延工程では、前記フランジの表面温度が770~870℃の範囲で1パス以上の圧延を行い、
前記フランジの板厚が12~40mmである
ことを特徴とするH形鋼の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/763,344 US20150361664A1 (en) | 2013-04-26 | 2014-04-15 | H-section steel and method of producing the same |
| EP14787733.6A EP2990498A1 (en) | 2013-04-26 | 2014-04-15 | H-shaped steel and method for producing same |
| JP2015513696A JPWO2014175122A1 (ja) | 2013-04-26 | 2014-04-15 | H形鋼及びその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-094589 | 2013-04-26 | ||
| JP2013094589 | 2013-04-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014175122A1 true WO2014175122A1 (ja) | 2014-10-30 |
Family
ID=51791701
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/060745 WO2014175122A1 (ja) | 2013-04-26 | 2014-04-15 | H形鋼及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20150361664A1 (ja) |
| EP (1) | EP2990498A1 (ja) |
| JP (1) | JPWO2014175122A1 (ja) |
| WO (1) | WO2014175122A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105499268A (zh) * | 2016-01-16 | 2016-04-20 | 舞阳钢铁有限责任公司 | 一种高合金特厚钢板的轧制方法 |
| KR101928207B1 (ko) * | 2017-07-24 | 2018-12-11 | 현대제철 주식회사 | 형강 및 그 제조 방법 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6082866B2 (ja) * | 2013-09-27 | 2017-02-22 | 国立研究開発法人産業技術総合研究所 | ステンレス鋼部材の接合方法およびステンレス鋼 |
| US20190203309A1 (en) * | 2016-12-21 | 2019-07-04 | Nippon Steel & Sumitomo Metal Corporation | H section and method for manufacturing same |
| CN107790493A (zh) * | 2017-10-23 | 2018-03-13 | 陕西海恩得工贸有限公司 | 一种钛棒的轧制方法 |
| CN108893675B (zh) * | 2018-06-19 | 2020-02-18 | 山东钢铁股份有限公司 | 一种屈服强度500MPa级厚规格热轧H型钢及其制备方法 |
| CN115369328B (zh) * | 2022-09-22 | 2024-01-23 | 马鞍山钢铁股份有限公司 | 一种耐低温热轧型钢及其生产方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11193440A (ja) | 1997-12-26 | 1999-07-21 | Kawasaki Steel Corp | 圧延のままでフランジ厚み方向の靱性に優れる引張り強さが590MPa級の建築構造用極厚H形鋼およびその製造方法 |
| JP2001009503A (ja) * | 1999-06-30 | 2001-01-16 | Kawasaki Steel Corp | 圧延h形鋼の製造方法 |
| JP2001073069A (ja) * | 1999-09-07 | 2001-03-21 | Kawasaki Steel Corp | 高生産性・高強度圧延h形鋼およびその製造方法 |
| WO2007091725A1 (ja) | 2006-02-08 | 2007-08-16 | Nippon Steel Corporation | 耐火用高強度圧延鋼材およびその製造方法 |
| JP2008121121A (ja) * | 2006-09-04 | 2008-05-29 | Nippon Steel Corp | 高温強度、靭性及び耐再熱脆化特性に優れた耐火鋼材並びにその製造方法 |
| WO2008126910A1 (ja) | 2007-04-06 | 2008-10-23 | Nippon Steel Corporation | 高温特性と靱性に優れた鋼材及びその製造方法 |
| WO2011065479A1 (ja) * | 2009-11-27 | 2011-06-03 | 新日本製鐵株式会社 | 高強度極厚h形鋼及びその製造方法 |
| CN102676919A (zh) * | 2012-04-17 | 2012-09-19 | 马钢(集团)控股有限公司 | 一种屈服强度550MPa低合金热轧H型钢轧后冷却方法 |
-
2014
- 2014-04-15 US US14/763,344 patent/US20150361664A1/en not_active Abandoned
- 2014-04-15 EP EP14787733.6A patent/EP2990498A1/en not_active Withdrawn
- 2014-04-15 WO PCT/JP2014/060745 patent/WO2014175122A1/ja active Application Filing
- 2014-04-15 JP JP2015513696A patent/JPWO2014175122A1/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11193440A (ja) | 1997-12-26 | 1999-07-21 | Kawasaki Steel Corp | 圧延のままでフランジ厚み方向の靱性に優れる引張り強さが590MPa級の建築構造用極厚H形鋼およびその製造方法 |
| JP2001009503A (ja) * | 1999-06-30 | 2001-01-16 | Kawasaki Steel Corp | 圧延h形鋼の製造方法 |
| JP2001073069A (ja) * | 1999-09-07 | 2001-03-21 | Kawasaki Steel Corp | 高生産性・高強度圧延h形鋼およびその製造方法 |
| WO2007091725A1 (ja) | 2006-02-08 | 2007-08-16 | Nippon Steel Corporation | 耐火用高強度圧延鋼材およびその製造方法 |
| JP2008121121A (ja) * | 2006-09-04 | 2008-05-29 | Nippon Steel Corp | 高温強度、靭性及び耐再熱脆化特性に優れた耐火鋼材並びにその製造方法 |
| WO2008126910A1 (ja) | 2007-04-06 | 2008-10-23 | Nippon Steel Corporation | 高温特性と靱性に優れた鋼材及びその製造方法 |
| WO2011065479A1 (ja) * | 2009-11-27 | 2011-06-03 | 新日本製鐵株式会社 | 高強度極厚h形鋼及びその製造方法 |
| CN102676919A (zh) * | 2012-04-17 | 2012-09-19 | 马钢(集团)控股有限公司 | 一种屈服强度550MPa低合金热轧H型钢轧后冷却方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105499268A (zh) * | 2016-01-16 | 2016-04-20 | 舞阳钢铁有限责任公司 | 一种高合金特厚钢板的轧制方法 |
| KR101928207B1 (ko) * | 2017-07-24 | 2018-12-11 | 현대제철 주식회사 | 형강 및 그 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150361664A1 (en) | 2015-12-17 |
| JPWO2014175122A1 (ja) | 2017-02-23 |
| EP2990498A1 (en) | 2016-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5574059B2 (ja) | 低温靭性に優れた高強度h形鋼及びその製造方法 | |
| EP3042976B1 (en) | Steel sheet for thick-walled high-strength line pipe having exceptional corrosion resistance, crush resistance properties, and low-temperature ductility, and line pipe | |
| JP5522084B2 (ja) | 厚鋼板の製造方法 | |
| JP5445720B1 (ja) | アレスト性に優れた高強度厚鋼板 | |
| JP4547044B2 (ja) | 靭性、溶接性に優れた高強度厚鋼材及び高強度極厚h形鋼とそれらの製造方法 | |
| JP6225997B2 (ja) | H形鋼及びその製造方法 | |
| JP6354572B2 (ja) | 低温用h形鋼及びその製造方法 | |
| WO2014175122A1 (ja) | H形鋼及びその製造方法 | |
| JP4848966B2 (ja) | 厚肉高張力鋼板およびその製造方法 | |
| US9863022B2 (en) | High-strength ultra-thick H-beam steel | |
| JP2017115200A (ja) | 低温用h形鋼及びその製造方法 | |
| WO2014103629A1 (ja) | 降伏強度670~870N/mm2、及び引張強さ780~940N/mm2を有する鋼板 | |
| JP2012207237A (ja) | 多層盛溶接部の靭性に優れた降伏強さ500MPa級厚鋼板およびその製造方法 | |
| WO2016157862A1 (ja) | 高強度・高靭性鋼板およびその製造方法 | |
| WO2016157863A1 (ja) | 高強度・高靭性鋼板およびその製造方法 | |
| JP2017071827A (ja) | H形鋼及びその製造方法 | |
| JP2008088547A (ja) | 高温強度、靭性及び耐再熱脆化特性に優れた耐火鋼材並びにその製造方法 | |
| JP6421638B2 (ja) | 低温用h形鋼及びその製造方法 | |
| US20220090224A1 (en) | Hot-rolled steel sheet and weld joint, and methods for producing same | |
| JP6354571B2 (ja) | 圧延h形鋼及びその製造方法 | |
| JP6390813B2 (ja) | 低温用h形鋼及びその製造方法 | |
| JP2017057483A (ja) | H形鋼及びその製造方法 | |
| WO2019180957A1 (ja) | 圧延h形鋼及びその製造方法 | |
| JP6662156B2 (ja) | 低温用h形鋼及びその製造方法 | |
| JP6295632B2 (ja) | 靭性に優れた高強度h形鋼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14787733 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015513696 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014787733 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014787733 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14763344 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |