WO2014157146A1 - オーステナイト系ステンレス鋼板およびそれを用いた高強度鋼材の製造方法 - Google Patents
オーステナイト系ステンレス鋼板およびそれを用いた高強度鋼材の製造方法 Download PDFInfo
- Publication number
- WO2014157146A1 WO2014157146A1 PCT/JP2014/058196 JP2014058196W WO2014157146A1 WO 2014157146 A1 WO2014157146 A1 WO 2014157146A1 JP 2014058196 W JP2014058196 W JP 2014058196W WO 2014157146 A1 WO2014157146 A1 WO 2014157146A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- stainless steel
- less
- cold
- phase
- aging
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
Definitions
- the present invention has high elastic limit stress and excellent toughness suitable for various springs, flapper valves, springs, metal gaskets, band saws, blade plates, CVT belt materials, stainless steel wires, etc. that require high elastic limit stress.
- the present invention relates to a method for producing a high-strength stainless steel material and a stainless steel plate used for the steel material.
- 18Ni maraging steel is known as a high-strength metallic material having a tensile strength of 2000 to 2400 N / mm 2 grade.
- 18Ni-9Co-5Mo-0.7Ti maraging steel has a tensile strength of 2000 N / mm 2
- 18Ni-12.5Co-4.2Mo-16Ti maraging steel has a tensile strength of 2400 N / mm 2. It has been.
- Maraging steel also has relatively good toughness. However, the material cost is very high because it contains a large amount of expensive elements such as Ni, Co, and Mo.
- Precipitation hardening type stainless steel contains an element with high precipitation hardening ability and is hardened by an aging treatment.
- typical steel types include SUS630 containing Cu and SUS631 containing Al.
- SUS630 is a martensite single phase after solution treatment, which is cured by aging treatment, but the tensile strength is about 1400 N / mm 2 .
- SUS631 has a metastable austenite phase after solution treatment, and is cured by a technique in which it is partially aged by cold working or the like and then aged to precipitate the intermetallic compound Ni 3 Al. It is.
- the tensile strength can be increased to about 1800 N / mm 2 by actively generating a martensite phase, it is difficult to obtain a strength level of 2000 N / mm 2 or more.
- Patent Documents 1 and 2 disclose a method of performing an aging treatment after moderately cold-working a metastable austenitic stainless steel compound-added with Cu and Si, whereby a tensile strength of 2000 N is disclosed. / Mm Grade 2 high-strength stainless steel is obtained.
- Patent Document 3 discloses a method in which the content of C and N is set to a specified value or more, and a work-induced martensite phase is generated by cold rolling to obtain a martensite + austenite structure of 80 to 95% by volume before aging. It is disclosed.
- JP 61-296356 A Japanese Patent Laid-Open No. 4-202463 JP 2001-107192 A
- An object of the present invention is to produce and provide a high-strength metallic material having both high tensile strength and elastic limit stress using metastable austenitic stainless steel as a raw material.
- the above purpose is, in mass%, C: 0.10% or less, Si: 0.75% or more and 3.0% or less, Mn: 4.0% or less, Ni: 4.0% or more and 8.0% or less, Cr: 12.0% or more and 18.0% or less, N: 0.15% or less, Cu: 0.5% or more and 3.5% or less, the balance being substantially Fe,
- the total content is 0.10% by mass or more, and the austenite stability index Md (N) represented by the following formula (1) is 30.0 or more.
- ( ⁇ m ) is a stainless steel plate having d ⁇ 1/2 ( ⁇ m ⁇ 1/2 ) of 0.40 or more, and after the cold working with an equivalent strain of 0.50 or more is applied to the steel plate.
- Md (N) 580-520C-2Si-16Mn-16Cr-23Ni-26Cu-300N (1)
- the value of the content of the element represented by mass% is substituted for the element symbol in the formula (1).
- the austenite average crystal grain size d is an average of equivalent circle diameters of individual austenite crystal grains observed in a cross section perpendicular to the plate thickness direction (that is, a plane obtained by polishing the plate surface, hereinafter referred to as “ND plane”). .
- the steel plate according to the present invention specifies a steel plate before being processed, that is, a processing steel plate.
- the processing referred to here is cold processing such as cold rolling, wire drawing and bending.
- an aging treatment is performed to obtain a highly elastic steel material.
- the aging treatment can be performed not only in a continuous line but also in batch processing after processing into various parts.
- Equivalent strain indicates how much strain applied in a multiaxial stress state corresponds to the amount of strain in a uniaxial stress state.
- the equivalent strain ⁇ e is generally expressed by the following equation (3).
- ⁇ e [(2/3) ⁇ ( ⁇ 1 2 + ⁇ 2 2 + ⁇ 3 2 )] 1/2
- the equivalent strain in the case of rolling can be expressed by the following equation (4).
- ⁇ e (2/3 1/2 ) ⁇ ln (h 0 / h 1 ) (4)
- h 0 is the plate thickness (mm) before rolling
- h 1 is the plate thickness (mm) after rolling.
- the amount of martensite after application of cold working with an equivalent strain of 0.50 or more is 50.0 vol% or more means that the material has undergone cold working with an equivalent strain of 0.50 or more. This means that the average martensite amount is 50% by volume or more.
- “characteristic that the amount of martensite after giving a cold working with an equivalent strain of 0.50 or more is 50.0% by volume or more” “after giving a cold working with an equivalent strain of 0.59 or more” It can also be defined as a requirement that it has the property that the amount of martensite becomes 50.0% by volume or more.
- the equivalent strain 0.59 corresponds to the equivalent strain when cold rolling with a rolling rate of 40% is performed.
- the amount of martensite (% by volume) can be determined by magnetic measurement. Specifically, the following method is followed. [Measurement of martensite content] A test piece taken from a material to be measured is set on a vibrating sample magnetometer (VSM), and a magnetic moment M (A ⁇ m 2 ) is obtained. The saturation magnetization I (A ⁇ m 2 / kg) of the sample is obtained from the value of the actual measurement M and the mass W (kg) of the sample by the following equation (5).
- I S M / W (5)
- I S (A ⁇ m 2 / kg) determined by the following equation (6) which is a regression equation of the component composition is adopted as the theoretical saturation magnetization value of the martensite phase in the stainless steel having the above composition range.
- I S 214.5-3.12 (Cr + 0.5Ni) -12C-1.9Mn-6N-3P-7S-2.6Si-2.3Cu (6)
- the value of the content of the element expressed in mass% is substituted for the element symbol in the formula (6).
- the above-mentioned stainless steel sheet is subjected to cold rolling at a rolling rate of 40% or more (for example, 40 to 80%), and then an aging temperature of 300 ° C. to 600 ° C.
- fill the following (2) Formula is disclosed. 13000 ⁇ T (logt + 20) ⁇ 16500 (2)
- T is an aging temperature (K) expressed in absolute temperature
- t is an aging time (h).
- the ratio of the elastic limit stress ⁇ 0.01 (N / mm 2 ) to the 0.2% proof stress ⁇ 0.2 (N / mm 2 ) when the aging conditions are followed. Is 0.60 or more, and characteristics suitable for the spring material can be obtained.
- the elastic limit stress ⁇ 0.01 is a stress when a permanent strain of 0.01% is generated, and can be obtained by an offset method from a stress-strain curve measured by a tensile test.
- a stainless steel material excellent in toughness having both high tensile strength and elastic limit stress is provided.
- This steel material is suitable for various spring materials.
- the average austenite grain size is d ( ⁇ m)
- the value of d ⁇ 1/2 that is, the reciprocal of the square root of d
- crystal grain size d ⁇ 1/2 the value of the austenite crystal grains rotate in a specific direction by processing deformation to form a texture, but the strain to the austenite phase is reduced. It was found that the uniform increase increases the amount of martensite transformation, decreases the texture, and averages the hardness of the martensite phase and the retained austenite phase due to the effect of dispersion of the texture due to grain refinement. .
- the elastic limit stress is improved, and the ratio of the elastic limit stress ⁇ 0.01 (N / mm 2 ) to the 0.2% proof stress ⁇ 0.2 (N / mm 2 ) (hereinafter referred to as “ ⁇ 0. It is possible to obtain a highly elastic material having a “ 01 / ⁇ 0.2 ratio” of 0.60 or more. Those having a ⁇ 0.01 / ⁇ 0.2 ratio of 0.75 or more are more suitable targets, and can be adjusted to 0.80 or more.
- Example of IPF map of ND surface by electron backscatter diffraction (EBSD) for materials cold-rolled with d 2.6 ⁇ m) annealed at a rolling rate of 50% and a rolling temperature of 70 ° C.
- EBSD electron backscatter diffraction
- HV Vickers hardness
- Such hardness measurement was performed for various cold rolling rates (tempered rolling rates). The result is shown in FIG.
- the material temperature during cold rolling is about 70 ° C.
- the higher the cold rolling ratio (temper rolling ratio) the more the ⁇ ′ phase and the residual ⁇ phase.
- the hardness increases, and the residual ⁇ phase is softer by about 200 HV than the ⁇ ′ phase at any rolling rate, and the difference in hardness between the ⁇ ′ phase and the residual ⁇ phase is large. Further, the hardness variation of the ⁇ ′ phase is particularly large.
- Table 1 exemplifies the hardness measurement results of the material as it is at 70 ° C. and 50% cold rolling (temper rolling) and the material that has been aged at 425 ° C.
- the amount of increase in hardness ⁇ HV expressed by the ratio (HV) ⁇ hardness before aging treatment (HV) was 57.
- the hardness of the residual ⁇ phase after aging treatment was 453 ⁇ 15 HV, and ⁇ HV was ⁇ 14.
- the increase in hardness and variability in the aging treatment is large in the ⁇ ′ phase, and the hardness increase in the aging phase is small in the residual ⁇ phase, so the difference in hardness between the ⁇ ′ phase and the residual ⁇ phase is further expanded by the aging treatment.
- the high age-hardening ability of ⁇ HV was 103, and the variation in hardness was similar to that before aging.
- C is an austenite-forming element and is extremely effective in suppressing the formation of ⁇ ferrite generated at high temperatures and strengthening the work-induced martensite phase. It is more effective to ensure a C content of 0.01% or more. If the C content is excessive, curing due to cold working becomes remarkable, which leads to deterioration of molding processability.
- the C content is limited to 0.10% or less.
- Si has the action of densifying the work-induced martensite phase, increasing ductility and toughness, and increasing the strength increasing effect by aging treatment after cold working.
- the Si content needs to be 0.75% or more, and more preferably more than 1.0.
- the Si content is limited to 3.0% or less.
- Mn functions as a deoxidizer, but is an important element in controlling the stability of the austenite phase.
- the content is set in consideration of the balance with other elements. If the Mn content is excessive, it may cause problems such as environmental protection in the steelmaking process, a decrease in productivity due to surface properties, and a deterioration in workability due to the formation of inclusions such as MnS. As a result of various studies, the Mn content is limited to 4.0% or less. The adjustment is preferably in the range of 0.1 to 4.0%, and may be controlled in the range of 0.1 to 1.5%.
- Ni is an essential element for obtaining an austenite phase at high temperatures and normal temperatures.
- the Ni content is low, a large amount of ⁇ ferrite phase may be generated at high temperature, and a martensite phase is likely to be generated in the cooling process to room temperature, so it is difficult to stably obtain the above structure after annealing. Become.
- the Ni content should be in the range of 4.0 to 8.0%. You may manage in the range of 5.0 to 7.5%.
- Cr is an essential element for forming a passive film that ensures the corrosion resistance of stainless steel. Considering the application of the steel of the present invention, a Cr content of 12.0% or more is necessary, and it is more preferably 13.0% or more. However, since Cr is also a ferrite forming element, if it is contained in a large amount, a ⁇ ferrite phase is likely to be generated at a high temperature. If a large amount of austenite forming elements (C, N, Ni, Mn, Cu, etc.) are added to counteract this action, the austenite phase at room temperature becomes excessively stable, and the induction of martensite phase in cold working is not possible. It tends to be enough. In that case, the desired high strength cannot be obtained after the aging treatment.
- the Cr content is limited to 18.0% or less. It can also be managed in the range of 14.5 to 17.0%.
- N is not only an austenite-forming element but also an extremely effective element for hardening the austenite phase and the martensite phase. It is more effective to secure an N content of 0.01% or more. A large amount of N causes blowholes during casting. N content is limited to 0.15% or less.
- Cu exhibits a remarkable hardening action by interaction with Si during the aging treatment.
- Cu content ensures 0.5% or more. Since excessive Cu content causes cracking in hot working, the Cu content is limited to 3.5% or less, and more preferably 3.0% or less.
- the remaining elements other than C, Si, Mn, Ni, Cr, N, and Cu are substantially Fe, for example, remaining Fe and unavoidable impurities.
- Other steel component elements may be contained within a range not impairing the effects of the present invention.
- C and N show the same curing action, and the total content of C and N needs to be 0.10% or more in order to fully exhibit the curing action.
- This Md (N) value is an index of austenite stability. According to the study by the inventors, in the steel in which the content of each component element is in the above range, if Md (N) is less than 30.0, sufficient high strength is obtained after cold rolling or aging treatment. Therefore, it may be necessary to perform strong processing of 70% or more at room temperature. Such strong processing causes a decrease in toughness. Therefore, in the present invention, the content of each component is balanced so that Md (N) is 30.0 or more, and the martensite phase is sufficiently induced without excessive cold working. Md (N) is more preferably adjusted in the range of 30 to 100, and may be controlled in the range of 35 to 85.
- the steel having the above defined component composition is converted into a cold-rolled steel sheet through a normal hot rolling process and a cold rolling process, and the steel sheet of the present invention can be obtained by annealing the steel sheet.
- This annealing is final annealing performed before the aging treatment, and may be referred to as “finish annealing” hereinafter.
- the steel adjusted to the above-described range exhibits an austenite single-phase structure or austenite + martensite multiphase structure having a cooled martensite phase of 30% by volume or less after the finish annealing.
- it is important that the finish annealing is performed under the condition that the crystal grain size d ⁇ 1/2 is 0.40 or more.
- the annealing temperature is preferably set in the range of 700 ° C. or higher and 1000 ° C. or lower, and more preferably set in the range of 750 ° C. or higher and 920 ° C. or lower.
- the annealing condition is adopted in which the crystal grain size d ⁇ 1/2 is 0.40 or more.
- the annealing conditions can be obtained in advance by preliminary experiments according to the production line.
- the crystal grain size d ⁇ 1/2 is more preferably 0.45 or more, and further preferably 0.50 or more.
- the martensite phase is induced by cold working with an equivalent strain of 0.50 or more, and the martensite amount is set to 50.0% by volume or more. It is more effective to perform cold working with an equivalent strain of 0.59 or more, and in the case of cold working by cold rolling (temper rolling), a cold rolling rate of 40% or more is more effective. Is. However, when excessive cold working is performed, it becomes a factor which reduces toughness. As a result of various studies, it is preferable to perform processing within a range of an equivalent strain of 1.39 or less. In the case of cold rolling (temper rolling), the rolling rate is preferably 70% or less, and may be controlled within a range of 50% or less.
- the annealed material of austenitic stainless steel with a refined crystal grain size has a martensite + residual austenite multiphase structure when cold-worked to produce a martensitic phase. Nevertheless, the hardness distribution in the material is made uniform.
- the hardness change ⁇ HV before and after the aging treatment is remarkably increased, and a highly elastic product with extremely high strength can be obtained.
- the strength level is such that the 0.2% proof stress is 2000 N / mm 2 or more and the ⁇ 0.01 / ⁇ 0.2 ratio is 0.6 or more.
- the ⁇ 0.01 / ⁇ 0.2 ratio can be adjusted to 0.75 or more, or further to 0.80 or more.
- the aging treatment conditions are preferably an aging temperature of 300 ° C. to 600 ° C. and a condition satisfying the following expression (2). 13000 ⁇ T (logt + 20) ⁇ 16500 (2) However, T is an aging temperature (K) expressed in absolute temperature, and t is an aging time (h).
- the structure of the ND surface was observed, and the average crystal grain size d of the austenite crystal grains was determined as an equivalent circle diameter by image processing.
- the average crystal grain size d and crystal grain size d ⁇ 1/2 are shown in Table 3.
- ⁇ ′ the amount of martensite
- the aging-treated material was subjected to a tensile test at a strain rate of 1.67 ⁇ 10 ⁇ 3 (s ⁇ 1 ) using a JIS No.
- FIG. 3 shows the relationship between Md (N) and the amount of martensite ( ⁇ ′) after cold working (temper rolling) in the case where the above experiment was performed using the steel of Table 2.
- An example of a graph arranged by the diameter d ⁇ 1/2 is illustrated.
- Cold-working a finish annealed material using steel whose composition is adjusted so that Md (N) is 30.0 or more and whose structure is adjusted so that the crystal grain size d ⁇ 1/2 is 0.40 or more. It can be seen that when used as a material for (temper rolling), the induction of martensite phase by cold working (temper rolling) occurs remarkably.
- FIG. 4 illustrates a graph in which the relationship between Md (N) and ⁇ HV in the case of performing the above experiment using the steel of Table 2 is arranged by the crystal grain size d ⁇ 1/2 of the finish annealing material.
- Cold-working a finish annealed material using steel whose composition is adjusted so that Md (N) is 30.0 or more and whose structure is adjusted so that the crystal grain size d ⁇ 1/2 is 0.40 or more. It can be seen that when used as a material for (temper rolling), the increase in hardness due to the aging treatment occurs remarkably.
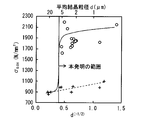
- FIG. 5 shows the relationship between the crystal grain size d ⁇ 1/2 of the finish annealed material and the elastic limit stress ⁇ 0.01 after aging treatment when the above experiment is performed using the steel of Table 2.
- Md (N) An example of a graph organized by ⁇ The plot is for Md (N) ⁇ 30.0, and the + plot is for Md (N) ⁇ 30.0.
- Cold-working a finish annealed material using steel whose composition is adjusted so that Md (N) is 30.0 or more and whose structure is adjusted so that the crystal grain size d ⁇ 1/2 is 0.40 or more. It can be seen that the elastic limit stress ⁇ 0.01 after the aging treatment is remarkably improved when used as a material for (temper rolling).
Abstract
質量%で、C:0.10%以下、Si:1.0%を超え3.0%以下、Mn:4.0%以下、Ni:4.0%以上8.0%以下、Cr:12.0%以上18.0%以下、N:0.15%以下、Cu:0.5%以上3.5%以下を含有し、残部が実質的にFeであり、CとNの合計含有量が0.10質量%以上であり、かつ下記(1)式で示されるオーステナイト安定度指数Md(N)が30.0以上となる成分組成を有し、オーステナイト平均結晶粒径をd(μm)とするとき、d-1/2(μm-1/2)が0.40以上である焼鈍材を冷間加工したのち、時効処理することにより高い引張強さと弾性限界応力を併せ持つ高強度ステンレス鋼材を提供する。 Md(N)=580-520C-2Si-16Mn-16Cr-23Ni-26Cu-300N …(1)
Description
本発明は、高い弾性限界応力が要求される各種ばね、フラッパーバルブ、ゼンマイ、メタルガスケット、バンドソー、ブレード板、CVTべルト材、ステンレスワイヤー等に適した、高い弾性限界応力と優れた靭性を有する高強度ステンレス鋼材の製造方法、およびその鋼材に使用するステンレス鋼板に関する。
2000~2400N/mm2級の引張強さを有する高強度金属材料として18Niマルエージング鋼が知られている。例えば、18Ni-9Co-5Mo-0.7Ti系マルエ-ジング鋼で2000N/mm2、18Ni-12.5Co-4.2Mo-16Ti系マルエ-ジング鋼で2400N/mm2級の引張強さが得られている。マルエージング鋼は比較的良好な靭性も有している。しかし、Ni、Co、Moといった高価な元素を多量に含有するため素材コストが非常に高いという欠点がある。
高強度ステンレス鋼種としては、析出硬化型や加工硬化型がある。
析出硬化型ステンレス鋼は、析出硬化能の高い元素を含有させ、時効処理により硬化させるもので、代表的鋼種としてCuを含有させたSUS630、Alを含有させたSUS631が挙げられる。SUS630は溶体化処理後マルテンサイト単相であり、これを時効処理して硬化させるが、引張強さは1400N/mm2程度である。SUS631は溶体化処理後に準安定オーステナイト相を有し、これを冷間加工などで一部マルテンサイト相に変化させてから時効処理して金属間化合物Ni3Alを析出させる手法により硬化を図るものである。積極的にマルテンサイト相を生成させることで1800N/mm2程度まで引張強さを上昇させることが可能であるが、2000N/mm2以上の強度レベルを得ることは困難である。
析出硬化型ステンレス鋼は、析出硬化能の高い元素を含有させ、時効処理により硬化させるもので、代表的鋼種としてCuを含有させたSUS630、Alを含有させたSUS631が挙げられる。SUS630は溶体化処理後マルテンサイト単相であり、これを時効処理して硬化させるが、引張強さは1400N/mm2程度である。SUS631は溶体化処理後に準安定オーステナイト相を有し、これを冷間加工などで一部マルテンサイト相に変化させてから時効処理して金属間化合物Ni3Alを析出させる手法により硬化を図るものである。積極的にマルテンサイト相を生成させることで1800N/mm2程度まで引張強さを上昇させることが可能であるが、2000N/mm2以上の強度レベルを得ることは困難である。
一方、加工硬化型ステンレス鋼は、溶体化処理によってオーステナイト相とし、その後の冷間圧延等の加工ひずみを導入することで加工誘起マルテンサイトを生成させて高強度を得るものである。これまでにも加工硬化型オーステナイト系ステンレス鋼の高強度化を図る技術が種々開発されている。例えば、特許文献1、2には、CuとSiを複合添加した準安定オーステナイト系ステンレス鋼に適度の冷間加工を施した後、時効処理する手法が開示されており、これによって引張強さ2000N/mm2級の高強度ステンレス鋼が得られている。特許文献3には、CとNの含有量を規定値以上とし、冷間圧延により加工誘起マルテンサイト相を生成させて時効前に80~95体積%のマルテンサイト+オーステナイトの組織を得る手法が開示されている。
昨今では、ばね材の用途を中心に2000N/mm2級の高強度ステンレス鋼材において弾性限界応力の更なる向上が望まれている。本明細書では弾性限界応力の指標として0.01%の永久ひずみが生じるときの応力であるσ0.01(N/mm2)を用いる。
加工硬化型のステンレス鋼は、溶体化処理にて30μm程度の結晶粒径に調整されたオーステナイト相を、冷間圧延等の加工ひずみによって高強度化するものである。しかし、一部のオーステナイト相は特定方向に結晶回転して集合組織を形成し、安定方位に至った結晶粒はそれ以上の変形を付与しても結晶回転を起こしにくくなる。そのため、オーステナイト相の一部には加工ひずみの導入が少ない結晶粒が残留することになる。加工によってマルテンサイトが誘起された後の、硬質なマルテンサイト相と軟質な残留オーステナイト相からなる複相組織においては、軟質なオーステナイト相の弾性限界応力が低いため、ばね材として十分に満足できるレベルの弾性限界応力を得ることは容易でない。このような複相組織において弾性限界応力を無理に高めようとするとマルテンサイトは更に硬質化し、靭性が低下してしまう。
本発明は、高い引張強さと弾性限界応力を併せ持つ高強度金属材料を準安定オーステナイト系ステンレス鋼を素材として製造し提供することを目的とするものである。
上記目的は、質量%で、C:0.10%以下、Si:0.75%以上3.0%以下、Mn:4.0%以下、Ni:4.0%以上8.0%以下、Cr:12.0%以上18.0%以下、N:0.15%以下、Cu:0.5%以上3.5%以下を含有し、残部が実質的にFeであり、CとNの合計含有量が0.10質量%以上であり、かつ下記(1)式で示されるオーステナイト安定度指数Md(N)が30.0以上となる成分組成を有し、オーステナイト平均結晶粒径をd(μm)とするとき、d-1/2(μm-1/2)が0.40以上であるステンレス鋼板であって、当該鋼板に相当ひずみ0.50以上の冷間加工を付与した後のマルテンサイト量が50.0体積%以上となる性質を有する、靱性に優れた高強度オーステナイト系ステンレス鋼板によって達成される。
Md(N)=580-520C-2Si-16Mn-16Cr-23Ni-26Cu-300N …(1)
Md(N)=580-520C-2Si-16Mn-16Cr-23Ni-26Cu-300N …(1)
(1)式の元素記号の箇所には質量%で表される当該元素の含有量の値が代入される。
オーステナイト平均結晶粒径dは、板厚方向に垂直な断面(すなわち板面を研磨した面、以下「ND面」という)に観察される個々のオーステナイト結晶粒の円相当径を平均したものである。
上記の本発明に係る鋼板は、加工を付与する前の鋼板、すなわち加工用鋼板を特定したものである。ここでいう加工は、冷間圧延、伸線加工、曲げ加工などの冷間加工である。その加工後には時効処理が施され、高弾性鋼材となる。時効処理は連続ラインのみならず、各種部品に加工した後、バッチ処理で行うことができる。
オーステナイト平均結晶粒径dは、板厚方向に垂直な断面(すなわち板面を研磨した面、以下「ND面」という)に観察される個々のオーステナイト結晶粒の円相当径を平均したものである。
上記の本発明に係る鋼板は、加工を付与する前の鋼板、すなわち加工用鋼板を特定したものである。ここでいう加工は、冷間圧延、伸線加工、曲げ加工などの冷間加工である。その加工後には時効処理が施され、高弾性鋼材となる。時効処理は連続ラインのみならず、各種部品に加工した後、バッチ処理で行うことができる。
相当ひずみ(equivalent strain)は、多軸応力状態で与えられたひずみが、単軸応力状態でどのくらいのひずみ量に相当するかを示すものである。主ひずみをε1、ε2、ε3とするとき、相当ひずみεeは一般に下記(3)式で表される。
εe=[(2/3)×(ε1 2+ε2 2+ε3 2)]1/2 …(3)
圧延加工の場合の相当ひずみは、下記(4)式によって表すことができる。
εe=(2/31/2)×ln(h0/h1) …(4)
ここで、h0は圧延前の板厚(mm)、h1は圧延後の板厚(mm)である。
εe=[(2/3)×(ε1 2+ε2 2+ε3 2)]1/2 …(3)
圧延加工の場合の相当ひずみは、下記(4)式によって表すことができる。
εe=(2/31/2)×ln(h0/h1) …(4)
ここで、h0は圧延前の板厚(mm)、h1は圧延後の板厚(mm)である。
「相当ひずみ0.50以上の冷間加工を付与した後のマルテンサイト量が50.0体積%以上となる」とは、材料中において相当ひずみ0.50以上の冷間加工を受けている部分の平均マルテンサイト量が50体積%以上となることをいう。上記「相当ひずみ0.50以上の冷間加工を付与した後のマルテンサイト量が50.0体積%以上となる性質」に代えて、「相当ひずみ0.59以上の冷間加工を付与した後のマルテンサイト量が50.0体積%以上となる性質」を有することを要件として規定することもできる。相当ひずみ0.59は、圧延率40%の冷間圧延を施した場合の相当ひずみに相当する。
マルテンサイト量(体積%)は磁気測定によって定めることができる。具体的には以下の手法に従う。
〔マルテンサイト量の測定〕
振動試料型磁力計(VSM)に被測定材料から採取した試験片をセットし、磁気モーメントM(A・m2)を求める。この実測Mの値と、試料の質量W(kg)から下記(5)式により試料の飽和磁化I(A・m2/kg)を求める。
I=M/W …(5)
一方、上記組成範囲のステンレス鋼におけるマルテンサイト相の理論的な飽和磁化の値として、成分組成の回帰式である下記(6)式により定まるIS(A・m2/kg)を採用する。
IS=214.5-3.12(Cr+0.5Ni)-12C-1.9Mn-6N-3P-7S-2.6Si-2.3Cu …(6)
ここで、(6)式の元素記号の箇所には質量%で表される当該元素の含有量の値が代入される。
上記飽和磁化IおよびISを下記(7)式に代入することにより、マルテンサイト量VM(体積)を定める。
マルテンサイト量VM(体積%)=(I/IS)×100 …(7)
〔マルテンサイト量の測定〕
振動試料型磁力計(VSM)に被測定材料から採取した試験片をセットし、磁気モーメントM(A・m2)を求める。この実測Mの値と、試料の質量W(kg)から下記(5)式により試料の飽和磁化I(A・m2/kg)を求める。
I=M/W …(5)
一方、上記組成範囲のステンレス鋼におけるマルテンサイト相の理論的な飽和磁化の値として、成分組成の回帰式である下記(6)式により定まるIS(A・m2/kg)を採用する。
IS=214.5-3.12(Cr+0.5Ni)-12C-1.9Mn-6N-3P-7S-2.6Si-2.3Cu …(6)
ここで、(6)式の元素記号の箇所には質量%で表される当該元素の含有量の値が代入される。
上記飽和磁化IおよびISを下記(7)式に代入することにより、マルテンサイト量VM(体積)を定める。
マルテンサイト量VM(体積%)=(I/IS)×100 …(7)
また本発明では、高弾性ステンレス鋼材の製造方法の一態様として、上記のステンレス鋼板に圧延率40%以上(例えば40~80%)の冷間圧延を施したのち、時効温度300℃~600℃、かつ下記(2)式を満足する条件で時効処理を施す製造方法を開示する。
13000<T(logt+20)<16500 …(2)
ただし、Tは絶対温度で表した時効温度(K)、tは時効時間(h)である。
13000<T(logt+20)<16500 …(2)
ただし、Tは絶対温度で表した時効温度(K)、tは時効時間(h)である。
上記本発明のオーステナイト系ステンレス鋼板の場合、上記時効条件に従ったとき、弾性限界応力σ0.01(N/mm2)と0.2%耐力σ0.2(N/mm2)の比が0.60以上となり、ばね材に好適な特性が得られる。弾性限界応力σ0.01は、0.01%の永久ひずみが生じるときの応力であり、引張試験により測定される応力-ひずみ曲線からオフセット法により求めることができる。
本発明によれば、高い引張強さと弾性限界応力を併せ持つ靭性に優れたステンレス鋼材が提供される。この鋼材は各種ばね材に好適である。
以下、オーステナイト平均結晶粒径をd(μm)とするとき、d-1/2(すなわちdの二乗平方根の逆数)の値を「結晶粒径d-1/2」と呼ぶ。本発明者らは結晶粒径d-1/2を0.40以上に細粒化すると、オーステナイト結晶粒は加工変形によって特定方向に回転して集合組織を形成するが、オーステナイト相へのひずみが均一増大することによってマルテンサイト変態量が増加し、集合組織が減少し、結晶粒細粒化による集合組織の分散効果により、マルテンサイト相と残留オーステナイト相の硬さが平均化することを見出した。その結果、弾性限界応力が向上し、弾性限界応力σ0.01(N/mm2)と0.2%耐力σ0.2(N/mm2)の比(以下、これを「σ0.01/σ0.2比」と言う)が0.60以上という高弾性材料を得ることができる。σ0.01/σ0.2比が0.75以上のものがより好適な対象となり、0.80以上に調整することもできる。
図1に、後述表1のA1鋼を用いて、結晶粒径d-1/2=0.18(d=30.0μm)の焼鈍材および結晶粒径d-1/2=0.62(d=2.6μm)の焼鈍材をそれぞれ圧延率50%、圧延温度70℃の条件で冷間圧延した材料について、電子線後方散乱回折法EBSD(Electron Backscatter Diffraction)によるND面のIPFマップを例示する。また、結晶粒径d-1/2=0.18(d=30μm)のものについてHV0.1(0.98N)で硬さ測定を行ったときの圧痕(コーン)を形成した表面の光学顕微鏡写真を例示する。まず、EBSDにより相の同定を行なった後に、マルテンサイト(α’)相および残留オーステナイト(γ)相のそれぞれのについて0.98Nの荷重でビッカース硬度(HV)を測定した。それぞれの試料につき1視野につき20点の測定を10視野ずつ行い、平均硬さを求めた。ただし、d-1/2=0.62(d=2.6μm)のものは、結晶粒が小さすぎて相別の硬さ測定が困難なために、同一面積の視野内でランダムに20点の測定を行った。
このような硬さ測定を種々の冷間圧延率(調質圧延率)のものについて行った。その結果を図2に示す。冷間圧延時の材料温度は約70℃である。結晶粒径d-1/2=0.18(d=30.0μm)のものを圧延した場合には、冷間圧延率(調質圧延率)が高くなるほど、α’相と残留γ相の硬さは上昇し、いずれの圧延率においても残留γ相はα’相に比べて200HV程度軟質であり、α’相と残留γ相の硬さの差が大きい。また、特にα’相の硬さのバラツキが大きい。一方、結晶粒径d-1/2=0.62(d=2.6μm)のものを圧延した場合は、α’+残留γの混合組織の硬さが、結晶粒径d-1/2=0.18(d=30.0μm)のものを圧延した場合のα’相より低く、残留γ相より高くなっており、混合組織の硬さのバラツキが小さくなり、より均質化していることがわかる。
さらに、時効処理を施した場合の硬さ測定を行なった。表1に70℃、50%冷間圧延(調質圧延)のままの材料と、それを425℃で時効処理した材料の硬さ測定結果を例示する。結晶粒径d-1/2=0.18(d=30.0μm)の焼鈍材に由来するものは、時効処理後のα’相の硬さは661±52HVであり、時効処理後の硬さ(HV)-時効処理前の硬さ(HV)で表される硬さ増加量ΔHVは57であった。また、時効処理後の残留γ相の硬さは453±15HVであり、ΔHVは-14であった。α’相は時効処理での硬さ上昇とバラツキが大きく、残留γ相は時効処理での硬さ上昇が小さいため、α’相と残留γ相の硬さの差は時効処理によって一層拡大した。一方、結晶粒径d-1/2=0.62(d=2.6μm)の焼鈍材に由来するものは、時効処理後は626±24HVであり、α’+残留γ相の混合組織でありながらもΔHVが103という高い時効硬化能を示し、硬さのバラツキも時効前と同程度であった。

以下、合金成分の含有量範囲について説明する。合金成分含有量に関する「%」は特に断らない限り「質量%」を意味する。
Cは、オーステナイト生成元素であり、高温で生成するδフェライトの生成抑制、加工誘起マルテンサイト相の強化に極めて有効である。0.01%以上のC含有量を確保することがより効果的である。C含有量が過大であると冷間加工による硬化が著しくなり、成形加工性の劣化を招く。C含有量は0.10%以下に制限される。
Cは、オーステナイト生成元素であり、高温で生成するδフェライトの生成抑制、加工誘起マルテンサイト相の強化に極めて有効である。0.01%以上のC含有量を確保することがより効果的である。C含有量が過大であると冷間加工による硬化が著しくなり、成形加工性の劣化を招く。C含有量は0.10%以下に制限される。
Siは、加工誘起マルテンサイト相を緻密にし、延性、靭性を高めるとともに、冷間加工後の時効処理による強度上昇効果を増大させる作用を有する。これらの作用を有効に得るためにSi含有量は0.75%以上とする必要があり、1.0を超える量とすることがより好ましい。しかし、Si含有量が多くなると高温域でのδフェライトの生成量が増大しやすくなり、熱間加工性を阻害する要因となる。Si含有量は3.0%以下に制限される。
Mnは、脱酸剤として機能するが、オーステナイト相の安定度をコントロールするうえでも重要な元素である。その含有量は他の元素とのバランスを考慮して設定される。Mn含有量が過剰になると、製鋼工程での環境保全、表面性状に起因する生産性の低下、MnSなどの介在物生成に起因する加工性の劣化などの問題を引き起こす要因となる。種々検討の結果、Mn含有量は4.0%以下に制限される。0.1~4.0%の範囲で調整することが好ましく、0.1~1.5%の範囲に管理してもよい。
Niは、高温および常温でオーステナイト相を得るために必須の元素であるが、本発明では特に、焼鈍後の状態でオーステナイト単相組織または冷却マルテンサイト相を30体積%以下含むオーステナイト相主体の組織が得られるようにする点を考慮しなければならない。Ni含有量が少ないと、高温で多量のδフェライト相が生成する場合があり、また常温までの冷却過程でマルテンサイト相が生成しやすくなるので、焼鈍後に上記組織を安定して得ることが難しくなる。逆にNi含有量が多いと、冷間加工でマルテンサイト相が誘起されにくくなる。種々検討の結果、Ni含有量は4.0~8.0%の範囲とする。5.0~7.5%の範囲に管理してもよい。
Crは、ステンレス鋼の耐食性を担保する不動態皮膜の形成に必須の元素である。本発明鋼材の適用用途を考慮すると12.0%以上のCr含有率が必要であり、13.0%以上とすることがより好ましい。しかし、Crはフェライト形成元素でもあるので、多量に含有させると高温でδフェライト相が生成しやすくなる。この作用を打ち消すためにオーステナイト形成元素(C、N、Ni、Mn、Cu等)を多量に添加すると、室温でのオーステナイト相が過度に安定化し、冷間加工でのマルテンサイト相の誘起が不十分となりやすい。その場合、時効処理後に所望の高強度が得られない。Cr含有量は18.0%以下に制限される。14.5~17.0%の範囲に管理することもできる。
Nは、オーステナイト生成元素であるとともに、オーステナイト相およびマルテンサイト相を硬化させるのに極めて有効な元素である。0.01%以上のN含有量を確保することがより効果的である。多量のN含有は鋳造時のブローホールの原因となる。N含有量は0.15%以下に制限される。
Cuは、時効処理の際Siとの相互作用により顕著な硬化作用を発揮する。Cu含有量は0.5%以上を確保する。過剰のCu含有は熱間加工での割れ発生の原因となるので、Cu含有量は3.5%以下に制限され、3.0%以下とすることがより好ましい。
C、Si、Mn、Ni、Cr、N、Cu以外の残部元素は実質的にFeであるが、例えば残部Feおよび不可避的不純物である。本発明の効果を阻害しない範囲でその他の鋼成分元素を含有させてもよい。
上記のCとNは、互いに同様な硬化作用を示し、その硬化作用を十分に発揮させるためにはCとNの合計含有量を0.10%以上とする必要がある。
本発明では、σ0.01/σ0.2比が0.6以上の高弾性を安定的に得る手段として、前述のC+N含有量の増加による強度上昇作用とともに、冷間加工によるマルテンサイト誘起変態を積極的に利用する。そして、時効処理前の段階において50体積%以上の全マルテンサイト量が確保されていることが極めて重要である。マルテンサイト誘起変態の生じやすさは、下記(1)式によるMd(N)値を用いて成分組成によってコントロールすることができる。具体的には下記(1)式のMd(N)値が30.0以上となる化学組成に調整する。
Md(N)=580-520C-2Si-16Mn-16Cr-23Ni-26Cu-300N …(1)
各元素記号の箇所には質量%で表された当該元素の含有量値が代入される。
Md(N)=580-520C-2Si-16Mn-16Cr-23Ni-26Cu-300N …(1)
各元素記号の箇所には質量%で表された当該元素の含有量値が代入される。
このMd(N)値はオーステナイト安定度の指標となるものである。発明者らの検討によれば、各成分元素の含有量が上述の範囲にある鋼において、Md(N)が30.0未満であると、冷間圧延あるいは時効処理後に十分な高強度を得るために室温で70%以上の強加工を施す必要が生じる場合がある。そのような強加工は靱性の低下を招く。従って、本発明ではMd(N)が30.0以上となるように各成分含有量をバランスさせ、過度な冷間加工を行うことなくマルテンサイト相を十分に誘起させる。Md(N)は30~100の範囲で調整することがより好ましく、35~85の範囲に管理してもよい。
上記規定の成分組成を有する鋼を、通常の熱間圧延工程および冷間圧延工程を経て冷延鋼板とし、これを焼鈍することによって本発明の鋼板を得ることができる。この焼鈍は、時効処理前に行う最終的な焼鈍であり、以下「仕上焼鈍」と言うことがある。上述の範囲に調整された鋼は、この仕上焼鈍後にオーステナイト単相組織または30体積%以下の冷却マルテンサイト相を有するオーステナイト+マルテンサイト複相組織を呈する。ただし、この仕上焼鈍は、結晶粒径d-1/2が0.40以上となる条件で行うことが重要である。そのためには、焼鈍温度を700℃以上1000℃以下の範囲内に設定することが好ましく、750℃以上920℃以下の範囲内に設定することがより好ましい。仕上焼鈍前の冷間圧延率を考慮して、結晶粒径d-1/2が0.40以上となる焼鈍条件を採用する。その焼鈍条件は、製造ラインに応じて予め予備実験により求めておくことができる。結晶粒径d-1/2を0.45以上とすることがより好ましく、0.50以上とすることが一層好ましい。
上記の仕上焼鈍後には相当ひずみ0.50以上の冷間加工を施すことによってマルテンサイト相を誘起し、マルテンサイト量を50.0体積%以上とする。相当ひずみ0.59以上の冷間加工を施すことがより効果的であり、冷間圧延(調質圧延)による冷間加工の場合は、40%以上の冷間圧延率とすることがより効果的である。ただし、過大な冷間加工を施すと靱性を低下させる要因となる。種々検討の結果、相当ひずみ1.39以下の範囲で加工することが好ましい。冷間圧延(調質圧延)による場合は圧延率70%以下とすることが好ましく、50%以下の範囲に管理してもよい。
冷間加工後には、時効処理を施す。上述のように結晶粒径を微細化したオーステナイト系ステンレス鋼の焼鈍材は、冷間加工を施してマルテンサイト相を誘起させた組織状態としたときに、マルテンサイト+残留オーステナイトの複相組織であるにもかかわらず、材料内の硬さ分布が均一化される。このような複相組織状態の冷間加工材に時効処理を施すことによって、時効処理前後の硬さ変化量ΔHVの顕著な増大が生じ、極めて強度の高い高弾性製品を得ることができる。板材の場合、その強度レベルは0.2%耐力が2000N/mm2以上、σ0.01/σ0.2比が0.6以上である。特にσ0.01/σ0.2比については0.75以上、あるいはさらに0.80以上に調整することもできる。
時効処理条件は、時効温度300℃~600℃、かつ下記(2)式を満足する条件とすることが好ましい。
13000<T(logt+20)<16500 …(2)
ただし、Tは絶対温度で表した時効温度(K)、tは時効時間(h)である。
13000<T(logt+20)<16500 …(2)
ただし、Tは絶対温度で表した時効温度(K)、tは時効時間(h)である。
表2に示す化学組成の鋼を真空溶解炉で溶製し、熱間圧延を施した後、通常の工程で冷間圧延鋼板を製造し、その後、仕上焼鈍を行った。この段階の材料を「仕上焼鈍材」と呼ぶ。次いで仕上焼鈍材に調質圧延を施して板厚0.2mmとした。この段階の材料を「調質圧延材」と呼ぶ。調質圧延材に時効処理を施した。時効処理条件は400℃×1hとした。この場合、前記(2)式中のT(logt+20)の値は13460となる。時効処理後の材料を「時効処理材」と呼ぶ。仕上焼鈍温度、調質圧延率、この調質圧延による相当ひずみは表3中に示してある。
仕上焼鈍材について、ND面の組織観察を行い、画像処理によりオーステナイト結晶粒の平均結晶粒径dを円相当径として求めた。平均結晶粒径dおよび結晶粒径d-1/2を表3に示す。
調質圧延材について、上述の方法でマルテンサイト(α’)量を測定した。また、板面のビッカース硬さを測定した。
時効処理材について、圧延方向に平行なJIS13B号試験片を用いて、ひずみ速度1.67×10-3(s-1)での引張試験を行い、弾性限界応力σ0.01、0.2%耐力σ0.2、引張強さσBを測定した。この引張試験値からσ0.01/σ0.2比を算出した。また、引張試験後の試験片から破断部の断面収縮率(絞り)を求めた。また、板面のビッカース硬さを測定し、時効前後の硬さの変化量ΔHVを算出した。
これらの測定結果を表3に示す。
調質圧延材について、上述の方法でマルテンサイト(α’)量を測定した。また、板面のビッカース硬さを測定した。
時効処理材について、圧延方向に平行なJIS13B号試験片を用いて、ひずみ速度1.67×10-3(s-1)での引張試験を行い、弾性限界応力σ0.01、0.2%耐力σ0.2、引張強さσBを測定した。この引張試験値からσ0.01/σ0.2比を算出した。また、引張試験後の試験片から破断部の断面収縮率(絞り)を求めた。また、板面のビッカース硬さを測定し、時効前後の硬さの変化量ΔHVを算出した。
これらの測定結果を表3に示す。


図3に、表2の鋼を用いて上記実験を行った場合の、Md(N)と冷間加工(調質圧延)後のマルテンサイト(α’)量の関係を仕上焼鈍材の結晶粒径d-1/2によって整理したグラフを例示する。Md(N)が30.0以上となるように成分調整された鋼を用い、かつ結晶粒径d-1/2が0.40以上となるように組織調整された仕上焼鈍材を冷間加工(調質圧延)用の素材として用いたときに、冷間加工(調質圧延)によるマルテンサイト相の誘起が顕著に生じることがわかる。
図4に、表2の鋼を用いて上記実験を行った場合の、Md(N)とΔHVの関係を仕上焼鈍材の結晶粒径d-1/2によって整理したグラフを例示する。Md(N)が30.0以上となるように成分調整された鋼を用い、かつ結晶粒径d-1/2が0.40以上となるように組織調整された仕上焼鈍材を冷間加工(調質圧延)用の素材として用いたときに、時効処理による硬さの増大が顕著に生じることがわかる。
図5に、表2の鋼を用いて上記実験を行った場合の、仕上焼鈍材の結晶粒径d-1/2と時効処理後の弾性限界応力σ0.01の関係をMd(N)によって整理したグラフを例示する。○プロットがMd(N)≧30.0のもの、+プロットがMd(N)<30.0のものである。Md(N)が30.0以上となるように成分調整された鋼を用い、かつ結晶粒径d-1/2が0.40以上となるように組織調整された仕上焼鈍材を冷間加工(調質圧延)用の素材として用いたときに、時効処理後の弾性限界応力σ0.01が顕著に向上することがわかる。
Claims (3)
- 質量%で、C:0.10%以下、Si:0.75%以上3.0%以下、Mn:4.0%以下、Ni:4.0%以上8.0%以下、Cr:12.0%以上18.0%以下、N:0.15%以下、Cu:0.5%以上3.5%以下を含有し、残部が実質的にFeであり、CとNの合計含有量が0.10質量%以上であり、かつ下記(1)式で示されるオーステナイト安定度指数Md(N)が30.0以上となる成分組成を有し、オーステナイト平均結晶粒径をd(μm)とするとき、d-1/2(μm-1/2)が0.40以上であるステンレス鋼板であって、当該鋼板に相当ひずみ0.50以上の冷間加工を付与した後のマルテンサイト量が50.0体積%以上となる性質を有する、靱性に優れた高強度オーステナイト系ステンレス鋼板。
Md(N)=580-520C-2Si-16Mn-16Cr-23Ni-26Cu-300N …(1) - 請求項1に記載のステンレス鋼板に圧延率40%以上の冷間圧延を施したのち、時効温度300℃~600℃、かつ下記(2)式を満足する条件で時効処理を施す、靭性に優れた高強度オーステナイト系ステンレス鋼材の製造方法。
13000<T(logt+20)<16500 …(2)
ただし、Tは絶対温度で表した時効温度(K)、tは時効時間(h)である。 - 請求項1に記載のステンレス鋼板であって、当該鋼板に圧延率40%以上の冷間圧延を施したのち、時効温度300℃~600℃、かつ下記(2)式を満足する条件で時効処理を施したとき、弾性限界応力σ0.01(N/mm2)と0.2%耐力σ0.2(N/mm2)の比が0.60以上となる性質を有する靱性に優れた高強度オーステナイト系ステンレス鋼板。
13000<T(logt+20)<16500 …(2)
ただし、Tは絶対温度で表した時効温度(K)、tは時効時間(h)である。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014513855A JPWO2014157146A1 (ja) | 2013-03-26 | 2014-03-25 | オーステナイト系ステンレス鋼板およびそれを用いた高強度鋼材の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-063486 | 2013-03-26 | ||
| JP2013063486 | 2013-03-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014157146A1 true WO2014157146A1 (ja) | 2014-10-02 |
Family
ID=51624117
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/058196 WO2014157146A1 (ja) | 2013-03-26 | 2014-03-25 | オーステナイト系ステンレス鋼板およびそれを用いた高強度鋼材の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2014157146A1 (ja) |
| WO (1) | WO2014157146A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108690939A (zh) * | 2017-04-10 | 2018-10-23 | 宝钢不锈钢有限公司 | 一种高成形含氮奥氏体不锈钢及其制造方法 |
| EP3882367A4 (en) * | 2018-12-18 | 2022-03-09 | Posco | STAINLESS STEEL WITH HIGH MECHANICAL RESISTANCE |
| WO2023113206A1 (ko) * | 2021-12-16 | 2023-06-22 | 주식회사 포스코 | 오스테나이트계 스테인리스 강 및 그 제조방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05279802A (ja) * | 1991-03-11 | 1993-10-26 | Nisshin Steel Co Ltd | ばね特性および加工部の疲労特性に優れたばね用ステンレス鋼およびその製造方法 |
| JPH07316662A (ja) * | 1994-05-25 | 1995-12-05 | Nisshin Steel Co Ltd | 高強度高靱性ステンレス鋼帯の製造方法 |
| JP2003193202A (ja) * | 2001-12-25 | 2003-07-09 | Nisshin Steel Co Ltd | 高弾性準安定オーステナイト系ステンレス鋼板およびその製造法 |
| JP2009299171A (ja) * | 2008-06-17 | 2009-12-24 | Nippon Steel & Sumikin Stainless Steel Corp | 微細粒組織を有するプレス成形用オーステナイト系ステンレス鋼板およびその製造方法 |
-
2014
- 2014-03-25 JP JP2014513855A patent/JPWO2014157146A1/ja active Pending
- 2014-03-25 WO PCT/JP2014/058196 patent/WO2014157146A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05279802A (ja) * | 1991-03-11 | 1993-10-26 | Nisshin Steel Co Ltd | ばね特性および加工部の疲労特性に優れたばね用ステンレス鋼およびその製造方法 |
| JPH07316662A (ja) * | 1994-05-25 | 1995-12-05 | Nisshin Steel Co Ltd | 高強度高靱性ステンレス鋼帯の製造方法 |
| JP2003193202A (ja) * | 2001-12-25 | 2003-07-09 | Nisshin Steel Co Ltd | 高弾性準安定オーステナイト系ステンレス鋼板およびその製造法 |
| JP2009299171A (ja) * | 2008-06-17 | 2009-12-24 | Nippon Steel & Sumikin Stainless Steel Corp | 微細粒組織を有するプレス成形用オーステナイト系ステンレス鋼板およびその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108690939A (zh) * | 2017-04-10 | 2018-10-23 | 宝钢不锈钢有限公司 | 一种高成形含氮奥氏体不锈钢及其制造方法 |
| EP3882367A4 (en) * | 2018-12-18 | 2022-03-09 | Posco | STAINLESS STEEL WITH HIGH MECHANICAL RESISTANCE |
| US11952649B2 (en) | 2018-12-18 | 2024-04-09 | Posco Co., Ltd | High-strength stainless steel |
| WO2023113206A1 (ko) * | 2021-12-16 | 2023-06-22 | 주식회사 포스코 | 오스테나이트계 스테인리스 강 및 그 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014157146A1 (ja) | 2017-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6005218B2 (ja) | オーステナイト系ステンレス鋼板およびそれを用いた高弾性限非磁性鋼材の製造方法 | |
| JP6302722B2 (ja) | ばね疲労特性に優れた高強度複相ステンレス鋼線材、及びその製造方法、ならびにばね疲労特性に優れた高強度複相ステンレス鋼線 | |
| WO2013146876A1 (ja) | 耐熱へたり性に優れた高強度ステンレス鋼線、高強度ばね及びその製造方法 | |
| WO2017043660A1 (ja) | 鋼板およびほうろう製品 | |
| EP3438313A1 (en) | Nb-containing ferritic stainless steel sheet and manufacturing method therefor | |
| JP6229180B1 (ja) | 準安定オーステナイト系ステンレス鋼帯または鋼板並びにその製造方法 | |
| CN110062814A (zh) | 具有优异的强度和延展性的低合金钢板 | |
| WO2002092867A1 (fr) | Bande d'acier ferritique excellente pour la fixation de forme par usinage | |
| JP5347600B2 (ja) | オーステナイト系ステンレス鋼およびオーステナイト系ステンレス鋼板の製造方法 | |
| CN110343970A (zh) | 一种具较低Mn含量的热轧高强塑积中锰钢及其制备方法 | |
| JP2006213975A (ja) | 磁気特性に優れた無方向性電磁鋼板とその製造方法および歪取焼鈍方法 | |
| WO2014157146A1 (ja) | オーステナイト系ステンレス鋼板およびそれを用いた高強度鋼材の製造方法 | |
| CN110088323B (zh) | 包含双相不锈钢的制品及其用途 | |
| JP6798907B2 (ja) | 低磁性オーステナイト系ステンレス鋼および冷延鋼板 | |
| WO2019097691A1 (ja) | オーステナイト系ステンレス鋼板およびその製造方法 | |
| CN112912530B (zh) | 屈服强度优异的奥氏体高锰钢材及其制备方法 | |
| JP6093063B1 (ja) | 加工性に優れた高強度ステンレス鋼材とその製造方法 | |
| JP5073966B2 (ja) | 時効硬化型フェライト系ステンレス鋼板およびそれを用いた時効処理鋼材 | |
| JP6308849B2 (ja) | 高弾性限非磁性オーステナイト系ステンレス鋼板およびその製造方法 | |
| JP5100144B2 (ja) | バネ用鋼板およびそれを用いたバネ材並びにそれらの製造法 | |
| JP4606113B2 (ja) | 比例限界応力の高いオーステナイト系ステンレス鋼材および製造法 | |
| JP3939568B2 (ja) | 加工性に優れた非磁性ステンレス鋼 | |
| JP4841308B2 (ja) | 高強度非磁性ステンレス鋼板及びその製造方法 | |
| WO2013084458A1 (ja) | 冷間圧延の素材用の熱延鋼板およびその製造方法 | |
| KR20200066925A (ko) | 고엔트로피 합금 및 그 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2014513855 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14774277 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 14774277 Country of ref document: EP Kind code of ref document: A1 |