WO2014112274A1 - 複合材の製造方法 - Google Patents
複合材の製造方法 Download PDFInfo
- Publication number
- WO2014112274A1 WO2014112274A1 PCT/JP2013/083893 JP2013083893W WO2014112274A1 WO 2014112274 A1 WO2014112274 A1 WO 2014112274A1 JP 2013083893 W JP2013083893 W JP 2013083893W WO 2014112274 A1 WO2014112274 A1 WO 2014112274A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- molded
- cured
- temperature
- control range
- curing
- Prior art date
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/919—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges
- B29C66/9192—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams
- B29C66/91921—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams in explicit relation to another temperature, e.g. to the softening temperature or softening point, to the thermal degradation temperature or to the ambient temperature
- B29C66/91941—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams in explicit relation to another temperature, e.g. to the softening temperature or softening point, to the thermal degradation temperature or to the ambient temperature in explicit relation to Tg, i.e. the glass transition temperature, of the material of one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/10—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies
- B29C43/12—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies using bags surrounding the moulding material or using membranes contacting the moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/022—Particular heating or welding methods not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/13—Single flanged joints; Fin-type joints; Single hem joints; Edge joints; Interpenetrating fingered joints; Other specific particular designs of joint cross-sections not provided for in groups B29C66/11 - B29C66/12
- B29C66/131—Single flanged joints, i.e. one of the parts to be joined being rigid and flanged in the joint area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/474—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially non-flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/52—Joining tubular articles, bars or profiled elements
- B29C66/524—Joining profiled elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7311—Thermal properties
- B29C66/73117—Tg, i.e. glass transition temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/737—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined
- B29C66/7375—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined uncured, partially cured or fully cured
- B29C66/73753—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined uncured, partially cured or fully cured the to-be-joined area of at least one of the parts to be joined being partially cured, i.e. partially cross-linked, partially vulcanized
- B29C66/73754—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined uncured, partially cured or fully cured the to-be-joined area of at least one of the parts to be joined being partially cured, i.e. partially cross-linked, partially vulcanized the to-be-joined areas of both parts to be joined being partially cured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8145—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/81455—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps being a fluid inflatable bag or bladder, a diaphragm or a vacuum bag for applying isostatic pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/919—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges
- B29C66/9192—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams
- B29C66/91921—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams in explicit relation to another temperature, e.g. to the softening temperature or softening point, to the thermal degradation temperature or to the ambient temperature
- B29C66/91941—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams in explicit relation to another temperature, e.g. to the softening temperature or softening point, to the thermal degradation temperature or to the ambient temperature in explicit relation to Tg, i.e. the glass transition temperature, of the material of one of the parts to be joined
- B29C66/91943—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams in explicit relation to another temperature, e.g. to the softening temperature or softening point, to the thermal degradation temperature or to the ambient temperature in explicit relation to Tg, i.e. the glass transition temperature, of the material of one of the parts to be joined higher than said glass transition temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/001—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/843—Machines for making separate joints at the same time in different planes; Machines for making separate joints at the same time mounted in parallel or in series
- B29C66/8432—Machines for making separate joints at the same time mounted in parallel or in series
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0872—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/001—Profiled members, e.g. beams, sections
- B29L2031/003—Profiled members, e.g. beams, sections having a profiled transverse cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/08—Blades for rotors, stators, fans, turbines or the like, e.g. screw propellers
- B29L2031/082—Blades, e.g. for helicopters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3076—Aircrafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3076—Aircrafts
- B29L2031/3082—Fuselages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3076—Aircrafts
- B29L2031/3085—Wings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/40—Weight reduction
Abstract
複合材の製造方法であって、前記複合材が少なくとも二以上の被成形品素材(12、13)から構成され、前記複合材を構成するための被成形品素材(12、13)のうち少なくとも一を一次硬化させて準備し、前記一次硬化させた被成形品素材(13)を、接着剤を介して、又は介さずに、前記複合材を構成するための他の被成形品素材(12)に組み付けて組付体(16)を準備し、前記一次硬化させた少なくとも一の被成形品素材(13)のガラス転移点以上に前記組付体(16)を加熱して、前記少なくとも一の被成形品素材(13)をゴム状態とし、該被成形品素材(13)と相接する接着剤又は前記被成形品素材と相接する前記他の被成形品素材(12、13)を硬化過程で前記ゴム状態の被成形品素材と共存させ、前記一次硬化させた少なくとも一の被成形品素材(13)を二次硬化させ、前記少なくとも一の被成形品素材(13)と、前記他の被成形品素材(12)とを一体化させることとした。
Description
本発明は、航空機用のスティフナ・パネル等の複合材の製造方法に関する。
従来、航空機の翼構造や胴体構造等に、採用されるものとして、スティフナ・パネルが知られている。
このようなスティフナ・パネルの複合材の製造方法として、いわゆる一体成形法がある。
この一体成形法については、本出願人らの出願に係る特許第2647530号公報(特許文献1)に係るものが知られている。この成形法では、複合材の被成形品素材を、複合材一体成形用形状保持具で保持し、全体を一体で硬化させている。
この一体成形法は、被成形品素材の全体を一体で硬化するため、得られる複合材の強度において優れている。しかし、スティフナ素材が液状化した際のスティフナ形状の維持に必要な治具が複雑化しがちであり、工程上の負担が大きくなりがちであった。
この一体成形法については、本出願人らの出願に係る特許第2647530号公報(特許文献1)に係るものが知られている。この成形法では、複合材の被成形品素材を、複合材一体成形用形状保持具で保持し、全体を一体で硬化させている。
この一体成形法は、被成形品素材の全体を一体で硬化するため、得られる複合材の強度において優れている。しかし、スティフナ素材が液状化した際のスティフナ形状の維持に必要な治具が複雑化しがちであり、工程上の負担が大きくなりがちであった。
一方、スティフナ・パネルの複合材の製造方法として、いわゆるコボンド法がある。
このコボンド法では、予め硬化成形したパネル又はスティフナのいずれか一方と、硬化成形していないもう一方とを接着剤を介して設置し、オートクレーブで硬化させることとしている。
このコボンド法は、パネル又はスティフナのいずれか一方を事前に硬化しているために、製造にあたって、各被成形品素材の取扱性は良い。しかしながら、得られる複合材の強度が、スティフナとパネルとの接着剤による接着強度に依拠することとなるため、接着品質を高める工夫が必要である。
このコボンド法では、予め硬化成形したパネル又はスティフナのいずれか一方と、硬化成形していないもう一方とを接着剤を介して設置し、オートクレーブで硬化させることとしている。
このコボンド法は、パネル又はスティフナのいずれか一方を事前に硬化しているために、製造にあたって、各被成形品素材の取扱性は良い。しかしながら、得られる複合材の強度が、スティフナとパネルとの接着剤による接着強度に依拠することとなるため、接着品質を高める工夫が必要である。
本発明は、前記事情に鑑みてなされたもので、航空機用のスティフナ・パネル等の複合材を優れた強度で得ることができ、製造工程上での各被成形品素材の取扱性も良好な複合材の製造方法を提供することを目的とする。
本発明はかかる目的を達成するもので、複合材の製造方法であって、前記複合材が少なくとも二以上の被成形品素材から構成され、前記複合材を構成するための被成形品素材のうち少なくとも一を一次硬化させて準備し、前記一次硬化させた被成形品素材を、接着剤を介して、又は介さずに、前記複合材を構成するための他の被成形品素材に組み付けて組付体を準備し、前記一次硬化させた少なくとも一の被成形品素材のガラス転移点以上に前記組付体を加熱して、前記少なくとも一の被成形品素材をゴム状態とし、該被成形品素材と相接する接着剤又は前記被成形品素材と相接する前記他の被成形品素材を硬化過程で前記ゴム状態の被成形品素材と共存させ、前記一次硬化させた少なくとも一の被成形品素材を二次硬化させ、前記少なくとも一の被成形品素材と、前記他の被成形品素材とを一体化させることを含む。
ここで、「他の被成形品素材」については、接着剤を介しない場合は、接着剤と同様の反応硬化過程を経て、「少なくとも一の被成形品素材」と一体化する必要がある。しかし、接着剤を介する場合には、必ずしもその必要はなく、この場合、「他の被成形品素材」は、硬化状態によらず採用することができる。例えば、硬化完了後のものを採用することができる。また、材質も金属であっても良い。
ここで、「他の被成形品素材」については、接着剤を介しない場合は、接着剤と同様の反応硬化過程を経て、「少なくとも一の被成形品素材」と一体化する必要がある。しかし、接着剤を介する場合には、必ずしもその必要はなく、この場合、「他の被成形品素材」は、硬化状態によらず採用することができる。例えば、硬化完了後のものを採用することができる。また、材質も金属であっても良い。
本発明に係る複合材の製造方法は、他の実施の形態で、前記一次硬化させた被成形品素材のガラス転移点Tgと、該被成形品素材と相接する接着剤又は前記被成形品素材と相接する前記他の被成形品素材の反応温度Trとを以下の(i)~(x)のいずれかの条件を満足するように設定するようにしたことを特徴とする。
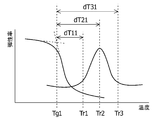
(i)dT31=Tr3-Tg1≧30℃であり、かつTr2-Tg1>0℃である制御範囲。
(ii)前記(i)であって、かつdT21=Tr2-Tg1≧25℃である制御範囲。
(iii)前記(ii)であって、かつdT11=Tr1-Tg1≧20℃である制御範囲。
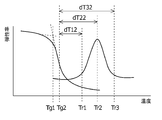
(iv)dT32=Tr3-Tg2≧10℃であり、かつTr2-Tg1>0℃である制御範囲。
(v)前記(iv)であって、かつdT22=Tr2-Tg2≧5℃である制御範囲。
(vi)前記(v)であって、かつdT12=Tr1-Tg2≧0℃である制御範囲。
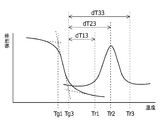
(vii)dT33=Tr3-Tg3≧0℃であり、かつTr2-Tg1>0℃である制御範囲。
(viii)dT23=Tr2-Tg3≧0℃である制御範囲。
(ix)dT13=Tr1-Tg3≧0℃である制御範囲。
(x)dT13=Tr1-Tg3≧10℃である制御範囲。
ただし、Tg1、Tg2、Tg3、Tr1、Tr2、Tr3は、以下の通りの温度である。
Tg1: 一次硬化させた被成形品素材の貯蔵弾性率の低下開始ポイントの温度
Tg2: 一次硬化させた被成形品素材のガラス状態からゴム状態の相転移の中間付近の温度(tanδ(=損失弾性率/貯蔵弾性率)がピークを示す温度)
Tg3: 一次硬化させた被成形品素材の貯蔵弾性率の低下終了ポイントの温度
Tr1: 一次硬化させた 被成形品素材と相接する接着剤又は一次硬化させた被成形品素材と相接する他の被成形品素材の反応開始ポイントの温度
Tr2: 一次硬化させた被成形品素材と相接する接着剤又は一次硬化させた被成形品素材と相接する他の被成形品素材の反応温度
Tr3: 一次硬化させた被成形品素材と相接する接着剤又は一次硬化させた被成形品素材と相接する他の被成形品素材の反応終了ポイントの温度
(i)dT31=Tr3-Tg1≧30℃であり、かつTr2-Tg1>0℃である制御範囲。
(ii)前記(i)であって、かつdT21=Tr2-Tg1≧25℃である制御範囲。
(iii)前記(ii)であって、かつdT11=Tr1-Tg1≧20℃である制御範囲。
(iv)dT32=Tr3-Tg2≧10℃であり、かつTr2-Tg1>0℃である制御範囲。
(v)前記(iv)であって、かつdT22=Tr2-Tg2≧5℃である制御範囲。
(vi)前記(v)であって、かつdT12=Tr1-Tg2≧0℃である制御範囲。
(vii)dT33=Tr3-Tg3≧0℃であり、かつTr2-Tg1>0℃である制御範囲。
(viii)dT23=Tr2-Tg3≧0℃である制御範囲。
(ix)dT13=Tr1-Tg3≧0℃である制御範囲。
(x)dT13=Tr1-Tg3≧10℃である制御範囲。
ただし、Tg1、Tg2、Tg3、Tr1、Tr2、Tr3は、以下の通りの温度である。
Tg1: 一次硬化させた被成形品素材の貯蔵弾性率の低下開始ポイントの温度
Tg2: 一次硬化させた被成形品素材のガラス状態からゴム状態の相転移の中間付近の温度(tanδ(=損失弾性率/貯蔵弾性率)がピークを示す温度)
Tg3: 一次硬化させた被成形品素材の貯蔵弾性率の低下終了ポイントの温度
Tr1: 一次硬化させた 被成形品素材と相接する接着剤又は一次硬化させた被成形品素材と相接する他の被成形品素材の反応開始ポイントの温度
Tr2: 一次硬化させた被成形品素材と相接する接着剤又は一次硬化させた被成形品素材と相接する他の被成形品素材の反応温度
Tr3: 一次硬化させた被成形品素材と相接する接着剤又は一次硬化させた被成形品素材と相接する他の被成形品素材の反応終了ポイントの温度
本発明に係る複合材の製造方法は、さらに他の実施の形態で、前記複合材がスティフナ素材と、パネル素材とから成る複合材とすることができる。複合材は、航空機の翼材や胴体材とすることができる。そして、この形態で、スティフナ素材を一次硬化させることができる。
本発明に係る複合材の製造方法は、他の実施の形態で、前記スティフナ素材を、連鎖硬化型樹脂を用いた繊維強化樹脂で構成することができる。
本発明に係る複合材の製造方法は、他の実施の形態で、前記スティフナ素材を、連鎖硬化型樹脂を用いた繊維強化樹脂で構成することができる。
本発明によれば、航空機用のスティフナ・パネル等の複合材を優れた強度で得ることができ、製造工程上での各被成形品素材の取扱性も良好な複合材の製造方法が提供される。
以下に、本発明に係る複合材の製造方法を、添付図面に示した実施の形態を参照しながら説明する。
本発明に係る複合材の製造方法は、好適な実施の形態において、少なくとも以下の工程を実施する。
(1)一次硬化させたスティフナ素材を準備する。ここで、この一次硬化させたスティフナ素材は、「少なくとも一の一次硬化させた被成形品素材」に対応するものである。
(2)パネル素材を準備する。このパネル素材は、「前記複合材を構成するための他の被成形品素材」に対応する。なお、パネル素材は、スティフナ素材の準備と同時、又はスティフナ素材の準備の前後のいずれのタイミングでも準備することができる。
(3)一次硬化させたスティフナ素材に、 パネル素材を、接着剤を介して組み付け、組付体とする。
(4)組付体を、一次硬化させたスティフナ素材のガラス転移点以上に加熱して、スティフナ素材をゴム状態とし、スティフナ素材と相接する接着剤の硬化過程で前記ゴム状態の素材と共存させ、スティフナ素材を二次硬化させ、スティフナ素材とパネル素材とを一体化する。
本発明に係る複合材の製造方法は、好適な実施の形態において、少なくとも以下の工程を実施する。
(1)一次硬化させたスティフナ素材を準備する。ここで、この一次硬化させたスティフナ素材は、「少なくとも一の一次硬化させた被成形品素材」に対応するものである。
(2)パネル素材を準備する。このパネル素材は、「前記複合材を構成するための他の被成形品素材」に対応する。なお、パネル素材は、スティフナ素材の準備と同時、又はスティフナ素材の準備の前後のいずれのタイミングでも準備することができる。
(3)一次硬化させたスティフナ素材に、 パネル素材を、接着剤を介して組み付け、組付体とする。
(4)組付体を、一次硬化させたスティフナ素材のガラス転移点以上に加熱して、スティフナ素材をゴム状態とし、スティフナ素材と相接する接着剤の硬化過程で前記ゴム状態の素材と共存させ、スティフナ素材を二次硬化させ、スティフナ素材とパネル素材とを一体化する。
なお、スティフナ素材は、幾つかの呼び方があり、桁、リブ、フレーム、ストリンガ、シル、スパー、ロンジロン、骨格、骨組、縦通材等と称されることもある。
また、パネル素材も、スキン、外板、外皮、表皮、バルクヘッド(圧力隔壁)用パネル等のように称されることもある。
また、パネル素材も、スキン、外板、外皮、表皮、バルクヘッド(圧力隔壁)用パネル等のように称されることもある。
まず、スティフナ素材を準備するステップについて、その一実施の形態を図1~図6について説明する。
図1に示すように、成形治具(成形型)1に中子型2と繊維基材(プリフォーム)3を配置する。
本発明では、成形治具1を用い、RTM成形方法によって、スティフナ素材を成形する。ただし、RTM成形方法に限定されるものではない。例えば、オートクレーブ成形法を用いることもできる。
図1に示すように、成形治具(成形型)1に中子型2と繊維基材(プリフォーム)3を配置する。
本発明では、成形治具1を用い、RTM成形方法によって、スティフナ素材を成形する。ただし、RTM成形方法に限定されるものではない。例えば、オートクレーブ成形法を用いることもできる。
RTM成形方法を実施するためのRTM成形装置は、図示のように成形治具1の内部に、製品を成型するためのキャビティ4が形成される。RTM成形装置は、成形治具1の上蓋5、下蓋6の外側に、この成形治具1を挟み込み、外側から圧力をかける図示しない一対のプレスを備えているが、成形治具1を閉じて固定できる他の機構でもよい。プレスであれば型締め力を調整しやすいため、好ましい。
成形治具1の一方の端部には、キャビティ4内に樹脂材を注入するための図1で示されていない樹脂注入配管、真空配管を備える。樹脂注入配管は、樹脂材を注入するための機構と接続する。例えば、インジェクタと接続する。樹脂材を注入するための機構には成形治具1内を加圧する機能が付帯していることが好ましい。真空配管は、真空ラインを介して、真空ポンプ等と接続する。なお、真空ラインには、樹脂材が真空ポンプに吸い込まれるのを防ぐため、真空トラップ等を設けることができる。
上蓋5と枠型7、下蓋6と枠型7の間には、合わせ面を封止するための封止材8が配置されている。
成形治具1及び中子型2は、一般的に型材として利用される材料を使用でき、例えば、アルミニウム、アルミニウム合金、鉄、ステンレス鋼やインバー等の合金鋼等の金属製でもよく、繊維強化樹脂やガラス製でもよい。また、これらは、このような非断熱性材料ではなく、断熱性材料で構成することもできる。断熱性材料としては、特に限定されないが、熱伝導率が好ましくは0.3W/(m・K)以下、さらに好ましくは0.2W/(m・K)、最も好ましくは0.1W/(m・K)以下の材料が好ましい。また、材料としては、容積比熱が小さいものが好ましく、例えばアルミニウム以下の材料が好ましい。また、材料としては、熱容量が小さいものが好ましく、例えばアルミニウム以下の材料が好ましい。例えば、表面が耐熱性の高分子フィルムで、内部が発泡体のものを用いることができる。
キャビティ4に配置する繊維基材3としては、ガラス繊維、炭素繊維、アラミド繊維等の繊維強化樹脂用の繊維を広く使用することができる。繊維基材3には、必要により、治具や、ナット等の部品を付けてもよい。
繊維基材3と下蓋6との間には、ピールプライ等の離型材9を配置している。この離型材9は、必要に応じて配置する。なお、繊維基材3と上蓋5との間にも、離型材を配置することができる。
さらに、必要に応じて、中子型2と繊維基材3との間にも、ピールプライ等の離型材(図示省略)を配置してもよい。または、中子型2の表面を離型処理してもよい。または、中子型2を離型材料で構成してもよい。
必要により、繊維基材3を所定の位置に固定するための構造を、繊維基材3に接する中子型2及び成形治具1に設けてもよい。例えば、図1では、上蓋5、下蓋6、枠型7、又は中子型2に設けてもよい。成形治具1内に、中子型2とともに繊維基材3を配置したら、上蓋5と下蓋6を閉じる。なお、型を閉じた後、必要に応じて、プレス等により成形治具1を挟み込み、外側から圧力をかける。
さらに、必要に応じて、中子型2と繊維基材3との間にも、ピールプライ等の離型材(図示省略)を配置してもよい。または、中子型2の表面を離型処理してもよい。または、中子型2を離型材料で構成してもよい。
必要により、繊維基材3を所定の位置に固定するための構造を、繊維基材3に接する中子型2及び成形治具1に設けてもよい。例えば、図1では、上蓋5、下蓋6、枠型7、又は中子型2に設けてもよい。成形治具1内に、中子型2とともに繊維基材3を配置したら、上蓋5と下蓋6を閉じる。なお、型を閉じた後、必要に応じて、プレス等により成形治具1を挟み込み、外側から圧力をかける。
次に、図2に示すように、必要に応じて、真空配管10及び真空ラインを通じて、真空ポンプ等によりキャビティ4内を減圧する。特にキャビティ4内を真空状態になるまで減圧することが好ましい。
また、必要に応じて、成形治具1を熱板プレス等によって加温してもよい。加温する場合は、含浸温度や乾燥温度等の所定の温度まで加温する。
また、必要に応じて、成形治具1を熱板プレス等によって加温してもよい。加温する場合は、含浸温度や乾燥温度等の所定の温度まで加温する。
次いで、図3に示すように、樹脂注入配管11を介してインジェクタ等から樹脂材をキャビティ4内に注入する。樹脂材は、注入前に、予備加熱しておいてもよい。樹脂材は、中子型2の端部と下蓋6との間の樹脂流路や、上蓋5、下蓋6、枠型7と繊維基材3との間の樹脂流路、中子型2と繊維基材3との間の樹脂流路を通じて成形治具1内を流れて、キャビティ4内を速やかに満たす。なお、必要により、上蓋5、下蓋6、枠型7、中子型2の各部に、樹脂材が流れる樹脂流路を設けてもよい。
必要に応じて、真空配管10を閉じ、樹脂材を注入するための機構、例えば、インジェクタ等により加圧してもよい。インジェクタ等によって加圧することで、樹脂材の含浸を促進することができる。
また、樹脂材でキャビティ4内を満たした後、必要に応じて、真空配管10を閉じ、樹脂注入配管11からの圧力により、キャビティ4内の圧力を加圧してもよい(図4)。加圧力としては3気圧以上が好ましく、5気圧以上がさらに好ましく、10気圧以上が最も好ましい。また、キャビティ4内の圧力の上限は、特に限定されないが、100気圧以下が好ましい。樹脂材が繊維基材3に含浸した後、必要に応じて、プレス等を用いて、さらに成形治具1を締め込んでもよい。
そして、注入した樹脂材を硬化させる(図5)。用いる樹脂材に合せて、熱、 紫外線(UV)、又はこれら両方を付与することで行う。熱の付与は、例えば熱板プレス等や成形治具に組み込まれたヒーター等が備える加熱機能により行うことができる。また、UVの照射は、UVランプ(図示省略)等により行うことができる。
そして、本発明における硬化は、一次硬化(半硬化)に留まるように行う。本明細書において、「一次硬化(半硬化)」とは、樹脂材が固体化しているが、架橋反応が全ては完了していない状態の硬化であって、ハンドリング可能な状態にまで硬化している状態である。硬化に熱を用いる場合の温度は、その樹脂材の組成や用いる触媒によって異なる。また、成形治具1及び中子型2に非断熱性材料を用いることで、硬化における樹脂材の温度制御を容易に行うことができる。
なお、一次硬化(半硬化)に留まるように制御することについては、後にさらに詳述する。
なお、一次硬化(半硬化)に留まるように制御することについては、後にさらに詳述する。
なおまた、用いる樹脂材としては、連鎖硬化型の樹脂組成物を用いることが好ましい。「連鎖硬化型の樹脂組成物」とは、熱やUV等のエネルギー線の照射により硬化を開始し、硬化の際、硬化反応熱が発生して、この硬化反応熱により硬化反応が連鎖的に進行して硬化反応熱が連続的に発生し、組成物中のエネルギー線遮蔽性物質の有無に関わらず、エネルギー線の照射無しで硬化反応の自己発生熱により硬化反応が連鎖的に進行する特性を有する樹脂である(特開平11-193322号公報、特許第3950241号公報、特許第3944217号公報)。
このような連鎖硬化型の樹脂組成物として、例えば、光重合性オリゴマーや光重合性モノマー等の光重合性樹脂成分に、光重合開始剤と、光と熱の双方で重合を開始させる光・熱重合開始剤を成分とする2元系以上からなる重合開始剤成分を配合した樹脂組成物を用いることができる。光重合性樹脂成分としては、カチオン系樹脂が好ましく、エポキシ樹脂がより好ましく、脂環式エポキシ樹脂、グリシジルエーテル型エポキシ樹脂、エポキシ化ポリオレフィン樹脂がさらに好ましい。光重合開始剤としては、ジアゾニウム塩、ヨードニウム塩、ピリジニウム塩、ホスホニウム塩、スルホニウム塩、鉄-アレン化合物及びスルホン酸エステルが好ましい。光・熱重合開始剤としては、アリール系スルホニウム塩が好ましい。光重合性樹脂成分100重量部に対し、重合開始剤成分0.5~6.0重量部を含むことが好ましい。光・熱重合開始剤/光重合開始剤の重量比は1~4であることが好ましい。
また、連鎖硬化型の樹脂組成物として、例えば、光重合性樹脂成分に、光重合開始剤成分と、光重合性樹脂成分を常温硬化または加熱硬化させるのに用いる硬化剤成分とを配合した樹脂組成物も用いることができる(特開2001-89639号公報、特許第4108094号公報、特許第4241721号公報)。この樹脂組成物では、光重合性樹脂成分として、分子構造に環状エーテル構造を有するエポキシ樹脂が好ましい。光重合開始剤成分としては、鉄-アレン系化合物やスルホニウム塩が好ましい。硬化剤成分としては酸無水物が好ましい。光重合性樹脂成分1molに対し、硬化剤成分を0.1~1.4molの比率で配合することが好ましい。また、樹脂組成物中の光重合開始剤成分以外の他成分の総重量100重量部に対し、光重合開始剤成分を0.1~6.0重量部の比率で配合することが好ましい。
さらに、連鎖硬化型の樹脂組成物として、例えば、分子内に2個のシクロヘキセンオキシドを有する脂環式エポキシ化合物と、変性ビスフェノールA型エポキシ樹脂とを含有し、脂環式エポキシ化合物の含有量が、前記2成分の合計を100質量%とした際の25~90質量%である樹脂組成物や、分子内に2個のシクロヘキセンオキシドを有する脂環式エポキシ化合物と、変性ビスフェノールA型エポキシ樹脂と、液状ビスフェノール型エポキシ樹脂とを含有し、脂環式エポキシ化合物の含有量が、前記3成分の合計を100質量%とした際の25~90質量%である樹脂組成物を用いることができる。例えば、特開2011-079989号公報で示される樹脂組成物を用いることができる。
このような連鎖硬化型の樹脂組成物を用いることで、熱やUV等のエネルギーを与えることにより、連鎖硬化反応を起こし、成形治具1内の樹脂材を硬化することができる。中子型2が樹脂材全体に均等に硬化のためのエネルギーを与えるのが困難な形状であっても、連鎖硬化反応は、自己発生熱により硬化反応が連鎖的に進行するため、短時間で樹脂材全体の硬化を完了することができる。硬化時間は、成形対象の大きさや板厚、樹脂の種類等によって変わるものの、例えば、縦横の長さが1mで厚さが2mm程度の一般的なCFRPの場合であれば、連鎖硬化開始から硬化完了まで1~10分程度である。硬化は、樹脂材をハンドリング可能な状態、すなわち、前記した一次硬化にまで硬化すればよい。
なお、樹脂材としては、連鎖硬化型の樹脂組成物の他、硬化型樹脂を用いることもできる。硬化型樹脂としては、例えば、エポキシ樹脂、フェノール樹脂、ビスマレイミド樹脂、ポリイミド樹脂、不飽和ポリエステル樹脂、ベンゾオキサジン樹脂等を用いることができる。
一次硬化後、必要により、成形治具1を水等によって冷却する(図6)。
成形治具1を冷却することで、成形治具1の取り扱いや、その中から中子型2及び繊維強化樹脂の取り出しが、安全かつ容易に行えるとともに、一次硬化状態の制御も容易となる。
樹脂材が硬化したら、成形治具1から、スティフナ素材を取り出す。
成形治具1を冷却することで、成形治具1の取り扱いや、その中から中子型2及び繊維強化樹脂の取り出しが、安全かつ容易に行えるとともに、一次硬化状態の制御も容易となる。
樹脂材が硬化したら、成形治具1から、スティフナ素材を取り出す。
パネル素材は、例えば、厚さ0.1~0.4mmのプリプレグを2~200枚積層して準備することができる。ただし、これに限定されるものではない。プリプレグは、例えば炭素繊維にマトリックス樹脂を含浸させたものとして準備することができる。マトリックス樹脂としては、前記した樹脂や航空機構造向けプリプレグ用の樹脂を採用することができる。また、熱可塑性樹脂、例えば、PPS、PEEK、PEKK、PEK、PI、PEI、PA等を用いることもできる。
また、パネル素材は、炭素繊維基材を2~200積層したものに硬化前のマトリックス樹脂を含浸させたものとして準備することとしてもよい。炭素繊維基材には例えば炭素繊維織物等が用いられる。また、事前に数層分を積層し、纏められたプリフォームやノンクリンプファブリックを用いても良い。プリフォームやノンクリンプファブリックの積層枚数は事前に積層されている分を考慮して決定される。本工程は、前述したスティフナ素材と同様の工程を経てRTM成形によって準備することもできる。また、樹脂の含浸工程はスティフナ素材を組み付けた後に行うこともできる。
いずれの場合でも、接着剤を介さずにスティフナ素材に組み付けることもできる。
また、パネル素材は、炭素繊維基材を2~200積層したものに硬化前のマトリックス樹脂を含浸させたものとして準備することとしてもよい。炭素繊維基材には例えば炭素繊維織物等が用いられる。また、事前に数層分を積層し、纏められたプリフォームやノンクリンプファブリックを用いても良い。プリフォームやノンクリンプファブリックの積層枚数は事前に積層されている分を考慮して決定される。本工程は、前述したスティフナ素材と同様の工程を経てRTM成形によって準備することもできる。また、樹脂の含浸工程はスティフナ素材を組み付けた後に行うこともできる。
いずれの場合でも、接着剤を介さずにスティフナ素材に組み付けることもできる。
一次硬化させたスティフナ素材に、パネル素材を組み付けるステップの一実施の形態を、図7について説明する。
このステップでは、パネル素材を構成するプリプレグ12を治具上に載置する。そして、接着剤を介して、スティフナ素材13を、中子型2を保持した状態で組み付ける。バッギングフィルム14で被成形素材を覆い、内部を真空状態とする。なお、図中15は、封止材である。
このステップでは、パネル素材を構成するプリプレグ12を治具上に載置する。そして、接着剤を介して、スティフナ素材13を、中子型2を保持した状態で組み付ける。バッギングフィルム14で被成形素材を覆い、内部を真空状態とする。なお、図中15は、封止材である。
このようにして得られる組付体16を、図8に示すようにオートクレーブ(加圧加熱缶)17内に導入する。スティフナ素材13のガラス転移点以上に組付体16を加熱して、スティフナ素材13をゴム状態とし、スティフナ素材13と相接する接着剤の硬化過程で前記ゴム状態のスティフナ素材13と共存させ、スティフナ素材13を二次硬化させ、スティフナ素材13とパネル素材12とを一体化する。
以上により、図9に示すように一体化したスティフナ・パネル18が得られる。
なお、パネル素材と、スティフナ素材との関係を逆とし、パネル素材を一次硬化させて準備して本発明に係る複合材の製造方法とすることもできる。
なお、パネル素材と、スティフナ素材との関係を逆とし、パネル素材を一次硬化させて準備して本発明に係る複合材の製造方法とすることもできる。
ここで、以上のように、一体化する際の温度条件の関係を、さらに説明する。
<被成形品素材の弾性率の温度依存性>
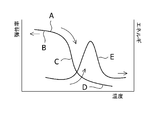
図10の曲線Aに示すように、前述したスティフナ素材のような一次硬化(半硬化)させたものの粘弾性測定にての弾性率の温度依存性を測定すると、(室温から)温度上昇に伴い貯蔵弾性率が緩やかに低下して行く(ガラス状態、B部分)。そして、ある温度を越えると温度上昇に伴い急激に貯蔵弾性率が低下する(ガラス状態からゴム状態への状態変化、C部分。この状態転移点をガラス転移点と称し、この転移点の温度をガラス転移温度:Tgと称する。)。
図10の曲線Aに示すように、前述したスティフナ素材のような一次硬化(半硬化)させたものの粘弾性測定にての弾性率の温度依存性を測定すると、(室温から)温度上昇に伴い貯蔵弾性率が緩やかに低下して行く(ガラス状態、B部分)。そして、ある温度を越えると温度上昇に伴い急激に貯蔵弾性率が低下する(ガラス状態からゴム状態への状態変化、C部分。この状態転移点をガラス転移点と称し、この転移点の温度をガラス転移温度:Tgと称する。)。
さらに、ある温度を越えると、ゴム状態のまま、温度上昇に伴い貯蔵弾性率が緩やかに低下して行く(ゴム状態、D部分)。ガラス状態における貯蔵弾性率とゴム状態における貯蔵弾性率を比較すると、一般的にはゴム状での貯蔵弾性率は、ガラス状態での貯蔵弾性率の半分以下~1ケタ以上低下する。
なお、硬化するとTgは高温側にシフトする。
また、曲線Eは、接着剤の側のエネルギー曲線をモデル的に示したものである。
なお、硬化するとTgは高温側にシフトする。
また、曲線Eは、接着剤の側のエネルギー曲線をモデル的に示したものである。
<一次硬化(半硬化状態)>
一般論として、硬化性樹脂における一次硬化[半硬化(状態)]とは、一般的に硬化が未了・不良の状態(硬化反応が完了していない状態)を意味する。
硬化が完了していない状態のものは全て半硬化状態ということができる。しかしながらが、同一の樹脂であっても硬化の程度(どの程度まで硬化が進んでいるか)により、様々な特性面(物理的特性、機械的特性、化学的特性)において全く異なる特性を発現し得る。
一般論として、硬化性樹脂における一次硬化[半硬化(状態)]とは、一般的に硬化が未了・不良の状態(硬化反応が完了していない状態)を意味する。
硬化が完了していない状態のものは全て半硬化状態ということができる。しかしながらが、同一の樹脂であっても硬化の程度(どの程度まで硬化が進んでいるか)により、様々な特性面(物理的特性、機械的特性、化学的特性)において全く異なる特性を発現し得る。
<本発明でいう一次硬化(低Tg制御型硬化)状態とは>
本発明で複合材の被成形品素材を一体化する場合において、一体化に用いる被成形品素材の硬化状態をTgの観点から制御し、本来、当該被成形品素材が硬化完了状態で有するTgよりも低いTgを有する状態であると同時に、一体化時の昇温過程においてマトリクス樹脂が液状となって流動することがない状態であって、かつ後述(<一次硬化(低Tg制御型硬化)状態の被成形品素材のTgと接着剤反応温度との相関・Tg制御ポイント>)する温度範囲に制御されたTgを有する硬化状態(低Tg制御型硬化状態)に制御された被成形品素材を一体化に用いることを特徴とする。
本発明で複合材の被成形品素材を一体化する場合において、一体化に用いる被成形品素材の硬化状態をTgの観点から制御し、本来、当該被成形品素材が硬化完了状態で有するTgよりも低いTgを有する状態であると同時に、一体化時の昇温過程においてマトリクス樹脂が液状となって流動することがない状態であって、かつ後述(<一次硬化(低Tg制御型硬化)状態の被成形品素材のTgと接着剤反応温度との相関・Tg制御ポイント>)する温度範囲に制御されたTgを有する硬化状態(低Tg制御型硬化状態)に制御された被成形品素材を一体化に用いることを特徴とする。
これは、広い意味で半硬化状態であるが、半硬化状態=一次硬化(低Tg制御型硬化)状態では決してなく、半硬化状態というだけでは、本発明は達成されない。
<一次硬化(低Tg制御型硬化)状態の被成形品素材のTgと、接着剤(接合部接触面相手材)の反応温度との相関・Tg制御ポイント>
一次硬化(低Tg制御型硬化)状態の被成形品素材を得る上で重要となるのは、かかる被成形品素材のTgをどこに(どの温度に)制御するかがポイントとなる。このTgは、用いる接着剤等の接合部接触面相手材(接着剤又は他の被成形品素材)の反応温度との相関によって決定付けられる。すなわち、用いる被成形品素材の材種や接着剤種により、それぞれ、一次硬化完了時のTgや接着剤の反応温度が異なり様々である。しかし、一次硬化(低Tg制御型硬化)状態の被成形品素材のTgとしては、後述する接着剤の反応温度(Tr)との相関を示す限りにおいて、用いる被成形品素材の材種や接着剤種に依らず有効である。後述する例は、接着剤の例にて説明されている。しかし、Trは一次硬化(低Tg制御型硬化)状態の被成形品素材の接合部接触面相手材の反応温度を意味するものである。例えば、接合部接触面相手材が接着剤ではなく、プリプレグ材やRTM用マトリクス樹脂であった場合等はそれぞれの反応温度と読み替えることができる。
一次硬化(低Tg制御型硬化)状態の被成形品素材を得る上で重要となるのは、かかる被成形品素材のTgをどこに(どの温度に)制御するかがポイントとなる。このTgは、用いる接着剤等の接合部接触面相手材(接着剤又は他の被成形品素材)の反応温度との相関によって決定付けられる。すなわち、用いる被成形品素材の材種や接着剤種により、それぞれ、一次硬化完了時のTgや接着剤の反応温度が異なり様々である。しかし、一次硬化(低Tg制御型硬化)状態の被成形品素材のTgとしては、後述する接着剤の反応温度(Tr)との相関を示す限りにおいて、用いる被成形品素材の材種や接着剤種に依らず有効である。後述する例は、接着剤の例にて説明されている。しかし、Trは一次硬化(低Tg制御型硬化)状態の被成形品素材の接合部接触面相手材の反応温度を意味するものである。例えば、接合部接触面相手材が接着剤ではなく、プリプレグ材やRTM用マトリクス樹脂であった場合等はそれぞれの反応温度と読み替えることができる。
まず、一次硬化(低Tg制御型硬化)状態の被成形品素材のTgについては、以下の(1)~(3)のいずれかであるように定義する。
(1)貯蔵弾性率の低下開始ポイントTg1(ガラス状態側on set値)
これは、一次硬化状態の被成形品素材の粘弾性を測定することによって特定する。測定の一形態としては、供試体(平板)の上下をチャックで固定し、所定の昇温速度で熱を付与する。下部 チャックに捩じりを付与し、上部チャックで捩じりをセンシングする。上下の差異を元にして弾性率の変化を算出する。
図11に示すように、貯蔵弾性率の低下開始ポイントは、加温初期のなだらかなB部分の線形外挿と、急激に弾性率が落ちるC部分の線形外挿の交点とする。剛性設計では、弾性率の変化が性能に影響するため、変化前の値を指標としており、この決め方で良い。
(1)貯蔵弾性率の低下開始ポイントTg1(ガラス状態側on set値)
これは、一次硬化状態の被成形品素材の粘弾性を測定することによって特定する。測定の一形態としては、供試体(平板)の上下をチャックで固定し、所定の昇温速度で熱を付与する。下部 チャックに捩じりを付与し、上部チャックで捩じりをセンシングする。上下の差異を元にして弾性率の変化を算出する。
図11に示すように、貯蔵弾性率の低下開始ポイントは、加温初期のなだらかなB部分の線形外挿と、急激に弾性率が落ちるC部分の線形外挿の交点とする。剛性設計では、弾性率の変化が性能に影響するため、変化前の値を指標としており、この決め方で良い。
(2)ガラス状態からゴム状態の相転移の中間付近Tg2(tanδ(=損失弾性率/貯蔵弾性率)がピークを示す温度)
これも図11に示す。
これも一次硬化状態の被成形品素材の粘弾性を測定することによって特定する。
(3)貯蔵弾性率の低下終了ポイントTg3(ゴム状態側on set値、又は貯蔵弾性率の低下ピーク値)。
これも一次硬化状態の被成形品素材の粘弾性を測定することによって特定する。
図11に示すように、これは、急激に弾性率が落ちるC部分の線形外挿と、なだらかになったD部分の線形外挿との交点である。
これも図11に示す。
これも一次硬化状態の被成形品素材の粘弾性を測定することによって特定する。
(3)貯蔵弾性率の低下終了ポイントTg3(ゴム状態側on set値、又は貯蔵弾性率の低下ピーク値)。
これも一次硬化状態の被成形品素材の粘弾性を測定することによって特定する。
図11に示すように、これは、急激に弾性率が落ちるC部分の線形外挿と、なだらかになったD部分の線形外挿との交点である。
本発明におけるTgとTrとの相関の制御においては、Tg1とTrとの相関を制御することで発現可能である。より好ましくはTg2とTrとの相関を制御することであり、最も好ましくはTg3とTrとの相関を制御することである。
一方、用いる接着剤のTrについては、以下の(1)~(3)のいずれかであるように定義する。
(1)反応開始ポイントの温度Tr1[反応開始側on set値(DSC測定)]
図12に示すように、なだらかな部分Aと、急峻部分Bの外挿の交点である。
図12において、縦軸は、DSC測定(示差走査熱量測定)により測定した熱量(エネルギー)である。
(2)反応温度Tr2[反応ピーク温度(DSC測定)]
図12において、ピーク温度である。
(3)反応終了ポイントの温度Tr3[反応終了側on set値(DSC測定)]
図12に示すように、急峻なC部分と、なだらかなD部分との外挿の交点である。
(1)反応開始ポイントの温度Tr1[反応開始側on set値(DSC測定)]
図12に示すように、なだらかな部分Aと、急峻部分Bの外挿の交点である。
図12において、縦軸は、DSC測定(示差走査熱量測定)により測定した熱量(エネルギー)である。
(2)反応温度Tr2[反応ピーク温度(DSC測定)]
図12において、ピーク温度である。
(3)反応終了ポイントの温度Tr3[反応終了側on set値(DSC測定)]
図12に示すように、急峻なC部分と、なだらかなD部分との外挿の交点である。
本発明におけるTgとTrとの相関の制御においては、TgとTr3との相関を制御することで発現可能である。より好ましくはTgとTr2との相関を制御することであり、最も好ましくはTgとTr1との相関を制御することである。
次に、以上の定義を踏まえ、TgとTrの相関関係の制御値(制御範囲)について以下に示す。なお、一次硬化(低Tg制御型硬化)状態の被成形品素材の硬化状態については、一体化時の昇温過程において被成形品素材のマトリクス樹脂が液状となって流動することがない硬化状態であることが前提となる。
Tg1とTrの相関関係の制御値(制御範囲)についての制御範囲は、以下の通りである。
(i)dT31=Tr3-Tg1≧30℃であり、かつTr2-Tg1>0℃である制御範囲。なお、「dT」の記号は、温度間の差を示すために用いている。以下の記述でも同様である。
(ii)より好ましくは、前記(i)であって、かつdT21=Tr2-Tg1≧25℃である制御範囲。
(iii)さらに好ましくは、前記(ii)であって、かつdT11=Tr1-Tg1≧20℃である制御範囲。
前記した(i)~(iii)のTrとTgの温度差は大きい程好ましい。
(i)dT31=Tr3-Tg1≧30℃であり、かつTr2-Tg1>0℃である制御範囲。なお、「dT」の記号は、温度間の差を示すために用いている。以下の記述でも同様である。
(ii)より好ましくは、前記(i)であって、かつdT21=Tr2-Tg1≧25℃である制御範囲。
(iii)さらに好ましくは、前記(ii)であって、かつdT11=Tr1-Tg1≧20℃である制御範囲。
前記した(i)~(iii)のTrとTgの温度差は大きい程好ましい。
Tg制御においてTg1よりも好ましいTg2を指標としたTg2とTrの相関関係の制御値(制御範囲)について以下示す。
(iv)dT32=Tr3-Tg2≧10℃であり、かつTr2-Tg1>0℃である制御範囲。
(v)より好ましくは、前記(iv)であって、かつdT22=Tr2-Tg2≧5℃である制御範囲。
(vi)さらに好ましくは、前記(v)であって、かつdT12=Tr1-Tg2≧0℃である制御範囲。
前記した(iv)~(vi)のTrとTgの温度差は大きい程好ましい。
(iv)dT32=Tr3-Tg2≧10℃であり、かつTr2-Tg1>0℃である制御範囲。
(v)より好ましくは、前記(iv)であって、かつdT22=Tr2-Tg2≧5℃である制御範囲。
(vi)さらに好ましくは、前記(v)であって、かつdT12=Tr1-Tg2≧0℃である制御範囲。
前記した(iv)~(vi)のTrとTgの温度差は大きい程好ましい。
Tg制御においてTg2よりもさらに好ましいTg3を指標とした Tg3とTrの相関関係の制御値(制御範囲)について以下示す。
(vii)dT33=Tr3-Tg3 ≧ 0℃であり、かつTr2-Tg1>0℃である制御範囲。
(viii)より好ましくは、dT23=Tr2-Tg3≧0℃である制御範囲。
(ix)さらに好ましくは、dT13=Tr1-Tg3≧0℃である制御範囲。
(x)最も好ましくは、dT13=Tr1-Tg3≧10℃である制御範囲。
前記した(vii)~(x)のTrとTgの温度差は大きい程好ましい。
(vii)dT33=Tr3-Tg3 ≧ 0℃であり、かつTr2-Tg1>0℃である制御範囲。
(viii)より好ましくは、dT23=Tr2-Tg3≧0℃である制御範囲。
(ix)さらに好ましくは、dT13=Tr1-Tg3≧0℃である制御範囲。
(x)最も好ましくは、dT13=Tr1-Tg3≧10℃である制御範囲。
前記した(vii)~(x)のTrとTgの温度差は大きい程好ましい。
本発明によれば、以上のように温度に関する制御範囲を設定することにより、一次硬化させた少なくとも一の被成形品素材(例えば、スティフナ素材)のガラス転移点以上に組付体を加熱して、少なくとも一の被成形品素材をゴム状態とし、該被成形品素材と相接する接着剤又は被成形品素材と相接する他の被成形品素材を硬化過程でゴム状態の被成形品素材と共存させ、一次硬化させた少なくとも一の被成形品素材を二次硬化させ、少なくとも一の被成形品素材と、他の被成形品素材とを一体化させることができる。
<一次硬化(低Tg制御型硬化)状態の成形条件の確立方法>
一次硬化(低Tg制御型硬化)状態の成形条件の確立方法の例を示す。
ただし、これに限定されるものではなく、重要なのは前述の硬化状態が得られることである。
一次硬化(低Tg制御型硬化)状態の成形条件の確立方法の例を示す。
ただし、これに限定されるものではなく、重要なのは前述の硬化状態が得られることである。
DSC測定により、接着剤の反応温度のTr(Tr1、Tr2、Tr3)を測定する。
一次硬化(低Tg制御型硬化)状態としたい被成形品素材に用いる材料のDSC測定を実施し、硬化(反応)開始温度Tp1を測定する。
ここで、Tp1は硬化(反応)開始ポイント[反応開始側on set値(DSC測定)]であって、図16に示すように、なだらかな部分Aと、急峻部分Bの外挿の交点と定義する。
一次硬化(低Tg制御型硬化)状態としたい被成形品素材の成形において、成形温度と保持時間を硬化開始温度Tp1で30分保持にて成形し、この被成形品素材のTg(仮Tg)を粘弾性にて測定する。
このTg(仮Tg)と接着剤について測定された前記Tr(Tr1、Tr2、Tr3)を比較し、TgとTrについて規定した前記制御値[制御範囲(i)~(x)]に入っているかを吟味する。上記Tg(仮Tg)が前記制御値[制御範囲(i)~(x)]内にない場合や、前記制御値[制御範囲(i)~(x)]で目標とする範囲に入っていない場合であって、高すぎる場合は、再度、成形条件を硬化開始温度-10℃するか、保持時間を半分の15分保持にするか(又はその両方)の条件にて複合材を成形し、再度、Tg(仮Tg)を計測する。上記Tg計測中に液状化する場合(及び上記Tg(仮Tg)が低すぎる場合)は、再度、成形条件を、硬化開始温度を+10℃するか、保持時間を倍の1時間保持するか(又はその両方)の条件にて複合材を成形し、再度、Tg(仮Tg)を計測する。
一次硬化(低Tg制御型硬化)状態としたい被成形品素材に用いる材料のDSC測定を実施し、硬化(反応)開始温度Tp1を測定する。
ここで、Tp1は硬化(反応)開始ポイント[反応開始側on set値(DSC測定)]であって、図16に示すように、なだらかな部分Aと、急峻部分Bの外挿の交点と定義する。
一次硬化(低Tg制御型硬化)状態としたい被成形品素材の成形において、成形温度と保持時間を硬化開始温度Tp1で30分保持にて成形し、この被成形品素材のTg(仮Tg)を粘弾性にて測定する。
このTg(仮Tg)と接着剤について測定された前記Tr(Tr1、Tr2、Tr3)を比較し、TgとTrについて規定した前記制御値[制御範囲(i)~(x)]に入っているかを吟味する。上記Tg(仮Tg)が前記制御値[制御範囲(i)~(x)]内にない場合や、前記制御値[制御範囲(i)~(x)]で目標とする範囲に入っていない場合であって、高すぎる場合は、再度、成形条件を硬化開始温度-10℃するか、保持時間を半分の15分保持にするか(又はその両方)の条件にて複合材を成形し、再度、Tg(仮Tg)を計測する。上記Tg計測中に液状化する場合(及び上記Tg(仮Tg)が低すぎる場合)は、再度、成形条件を、硬化開始温度を+10℃するか、保持時間を倍の1時間保持するか(又はその両方)の条件にて複合材を成形し、再度、Tg(仮Tg)を計測する。
別の方法としては、製造元等で推奨されている成形条件における成形温度-20℃の成形温度にて被成形品素材を成形した後、同様にTg(仮Tg)を粘弾性にて測定し、その結果をもとに上述と同様にさらに成形温度を+10℃又は-10℃した成形温度にて被成形品素材を成形した後、同様に、再度Tg(仮Tg)を粘弾性にて測定する。
その他の方法として、目標とするTgを成形時の保持温度の目安として使用する方法等もある。
何れの方法を用いても通常、数回の試験にて一次硬化(低Tg制御型硬化)状態の成形条件の確立が可能である。
その他の方法として、目標とするTgを成形時の保持温度の目安として使用する方法等もある。
何れの方法を用いても通常、数回の試験にて一次硬化(低Tg制御型硬化)状態の成形条件の確立が可能である。
<その他>
接合のための成形プロセスにおいて、昇温条件としてTg1以上Tr3以下の温度範囲にステップ(温度保持)を設けることも有用である。ステップを設ける温度範囲(Tg及びTr)としては、Tg側の温度範囲は、好ましくはTg2以上であり、さらに好ましくはTg3以上である。一方、Tr側の温度範囲は、好ましくはTr2以下であり、さらに好ましくはTr1以下である。
接合のための成形プロセスにおいて、昇温条件としてTg1以上Tr3以下の温度範囲にステップ(温度保持)を設けることも有用である。ステップを設ける温度範囲(Tg及びTr)としては、Tg側の温度範囲は、好ましくはTg2以上であり、さらに好ましくはTg3以上である。一方、Tr側の温度範囲は、好ましくはTr2以下であり、さらに好ましくはTr1以下である。
以上、本発明をその実施の形態について述べたが、本発明は既述の実施の形態に限定されるものでなく、本発明の技術的思想に基づいて各種の変更及び変形が可能である。
1 成形治具
2 中子型
3 繊維基材
4 キャビティ
5 上蓋
6 下蓋
7 枠型
8 封止材
9 離型材
10 真空配管
11 樹脂注入配管
12 プリプレグ
13 スティフナ素材
14 バッギングフィルム
15 封止材
16 組付体
17 オートクレーブ
18 スティフナ・パネル
2 中子型
3 繊維基材
4 キャビティ
5 上蓋
6 下蓋
7 枠型
8 封止材
9 離型材
10 真空配管
11 樹脂注入配管
12 プリプレグ
13 スティフナ素材
14 バッギングフィルム
15 封止材
16 組付体
17 オートクレーブ
18 スティフナ・パネル
Claims (4)
- 複合材の製造方法であって、前記複合材が少なくとも二以上の被成形品素材から構成され、
前記複合材を構成するための被成形品素材のうち少なくとも一を一次硬化させて準備し、
前記一次硬化させた被成形品素材を、接着剤を介して、又は介さずに、前記複合材を構成するための他の被成形品素材に組み付けて組付体を準備し、
前記一次硬化させた少なくとも一の被成形品素材のガラス転移点以上に前記組付体を加熱して、前記少なくとも一の被成形品素材をゴム状態とし、該被成形品素材と相接する接着剤又は前記被成形品素材と相接する前記他の被成形品素材を硬化過程で前記ゴム状態の被成形品素材と共存させ、前記一次硬化させた少なくとも一の被成形品素材を二次硬化させ、前記少なくとも一の被成形品素材と、前記他の被成形品素材とを一体化させること
を含む複合材の製造方法。 - 前記一次硬化させた被成形品素材のガラス転移点Tgと、該被成形品素材と相接する接着剤又は前記被成形品素材と相接する前記他の被成形品素材の反応温度Trとを以下の(i)~(x)のいずれかの条件を満足するように設定するようにしたことを特徴とする請求項1に記載の複合材の製造方法。
(i)dT31=Tr3-Tg1≧30℃であり、かつTr2-Tg1>0℃である制御範囲。
(ii)前記(i)であって、かつdT21=Tr2-Tg1≧25℃である制御範囲。
(iii)前記(ii)であって、かつdT11=Tr1-Tg1≧20℃である制御範囲。
(iv)dT32=Tr3-Tg2≧10℃であり、かつTr2-Tg1>0℃である制御範囲。
(v)前記(iv)であって、かつdT22=Tr2-Tg2≧5℃である制御範囲。
(vi)前記(v)であって、かつdT12=Tr1-Tg2≧0℃である制御範囲。
(vii)dT33=Tr3-Tg3≧0℃であり、かつTr2-Tg1>0℃である制御範囲。
(viii)dT23=Tr2-Tg3≧0℃である制御範囲。
(ix)dT13=Tr1-Tg3≧0℃である制御範囲。
(x)dT13=Tr1-Tg3≧10℃である制御範囲。
(ただし、Tg1、Tg2、Tg3、Tr1、Tr2、Tr3は、以下の通りの温度である。
Tg1: 一次硬化させた被成形品素材の貯蔵弾性率の低下開始ポイントの温度
Tg2: 一次硬化させた被成形品素材のガラス状態からゴム状態の相転移の中間付近の温度
Tg3: 一次硬化させた被成形品素材の貯蔵弾性率の低下終了ポイントの温度
Tr1: 一次硬化させた被成形品素材と相接する接着剤又は一次硬化させた被成形品素材と相接する他の被成形品素材の反応開始ポイントの温度
Tr2: 一次硬化させた被成形品素材と相接する接着剤又は一次硬化させた被成形品素材と相接する他の被成形品素材の反応温度
Tr3: 一次硬化させた被成形品素材と相接する接着剤又は一次硬化させた被成形品素材と相接する他の被成形品素材の反応終了ポイントの温度) - 前記複合材がスティフナ素材と、パネル素材とから成る複合材であって、スティフナ素材を一次硬化させることを特徴とする請求項1に記載の複合材の製造方法。
- 前記スティフナ素材を、連鎖硬化型樹脂を用いた繊維強化樹脂で構成する請求項1に記載の複合材の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/761,613 US10086563B2 (en) | 2013-01-18 | 2013-12-18 | Method of producing composite material |
| EP13872030.5A EP2946902B1 (en) | 2013-01-18 | 2013-12-18 | Method for producing composite material |
| CN201380074711.7A CN105073370B (zh) | 2013-01-18 | 2013-12-18 | 复合材料的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013007628A JP6271130B2 (ja) | 2013-01-18 | 2013-01-18 | 複合材の製造方法 |
| JP2013-007628 | 2013-01-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014112274A1 true WO2014112274A1 (ja) | 2014-07-24 |
Family
ID=51209376
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/083893 WO2014112274A1 (ja) | 2013-01-18 | 2013-12-18 | 複合材の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10086563B2 (ja) |
| EP (1) | EP2946902B1 (ja) |
| JP (1) | JP6271130B2 (ja) |
| CN (1) | CN105073370B (ja) |
| WO (1) | WO2014112274A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106696307A (zh) * | 2017-01-16 | 2017-05-24 | 江苏恒神股份有限公司 | 复合材料工字梁的制造模具 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3088152B1 (en) * | 2015-04-30 | 2020-04-15 | Airbus Operations, S.L. | Method for manufacturing composite parts and form |
| JP6563284B2 (ja) | 2015-09-11 | 2019-08-21 | 三菱重工業株式会社 | 繊維強化プラスチック成型品の製造装置及びその製造方法 |
| US10436758B2 (en) * | 2017-06-16 | 2019-10-08 | Xerox Corporation | Method and apparatus for determining an ultraviolet (UV) cure level |
| CN109356321B (zh) * | 2018-06-22 | 2021-11-23 | 当阳市益红金属制品有限公司 | 防腐檩条及其制备工艺 |
| CN110757830B (zh) * | 2018-07-26 | 2022-07-26 | 中国商用飞机有限责任公司 | 一种帽型长桁的热隔膜成型方法 |
| US11613383B2 (en) * | 2019-10-07 | 2023-03-28 | Rohr, Inc. | Tool for fabricating an aircraft control surface |
| CN112777000A (zh) * | 2021-03-10 | 2021-05-11 | 西安爱生技术集团公司 | 用于无人机中翼胶接的加热固化合拢模及中翼装配方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2647530B2 (ja) | 1990-03-20 | 1997-08-27 | 三菱重工業株式会社 | 複合材一体成形用形状保持装置 |
| JPH10128860A (ja) * | 1996-10-30 | 1998-05-19 | Honda Motor Co Ltd | 繊維強化プラスチック成形品の製造方法 |
| JPH11193322A (ja) | 1997-10-17 | 1999-07-21 | Mitsubishi Heavy Ind Ltd | エネルギー線遮蔽物含有樹脂のエネルギー線硬化を可能にする新規樹脂硬化方法とその組成物、成形物、及び成形方法 |
| JP2001048096A (ja) * | 1999-08-06 | 2001-02-20 | Fuji Heavy Ind Ltd | 複合材翼の製造方法 |
| JP2001089639A (ja) | 1999-09-24 | 2001-04-03 | Mitsubishi Heavy Ind Ltd | エネルギー線硬化樹脂組成物 |
| JP2001253393A (ja) * | 2000-03-10 | 2001-09-18 | Fuji Heavy Ind Ltd | 複合材パネルおよびその製造方法 |
| JP3944217B2 (ja) | 1997-10-17 | 2007-07-11 | 三菱重工業株式会社 | 重合開始剤、及びこれを用いた樹脂硬化物の製造方法 |
| JP4108094B2 (ja) | 2005-12-05 | 2008-06-25 | 三菱重工業株式会社 | エネルギー線硬化樹脂組成物 |
| JP4241721B2 (ja) | 2005-12-05 | 2009-03-18 | 三菱重工業株式会社 | エネルギー線硬化樹脂組成物 |
| WO2011040602A1 (ja) * | 2009-10-02 | 2011-04-07 | 三菱レイヨン株式会社 | 繊維強化複合材料の製造方法並びに該繊維強化複合材料を用いた耐熱型材および耐熱構造材 |
| JP2011079989A (ja) | 2009-10-08 | 2011-04-21 | Mitsubishi Rayon Co Ltd | 連鎖硬化性樹脂組成物および繊維強化複合材料 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100506908C (zh) | 2004-03-02 | 2009-07-01 | 东丽株式会社 | 纤维增强复合材料用环氧树脂组合物、预浸料坯和纤维增强复合材料 |
| ES2711959T3 (es) | 2006-07-28 | 2019-05-08 | Airbus Operations Sl | Procedimiento para la fabricación de piezas de materiales compuestos con dos ciclos de curado |
| FR2909676B1 (fr) * | 2006-12-11 | 2009-03-20 | Astrium Sas Soc Par Actions Si | Procede pour ameliorer l'adherence de fibres de carbone vis-a-vis d'une matrice organique |
| FR2909919B1 (fr) | 2006-12-13 | 2012-12-07 | Eads Ccr | Procede de fabrication d'une piece complexe en materiau composite a fibres longues et a matrice thermodurcissable |
| US20080277531A1 (en) | 2007-05-11 | 2008-11-13 | The Boeing Company | Hybrid Composite Panel Systems and Methods |
| US8834668B2 (en) * | 2008-11-19 | 2014-09-16 | The Boeing Company | Staged cocuring of composite structures |
| ES2613239T3 (es) | 2010-01-12 | 2017-05-23 | Vestas Wind Systems A/S | Método de unión de piezas de material compuesto que tienen una matriz termoestable |
-
2013
- 2013-01-18 JP JP2013007628A patent/JP6271130B2/ja active Active
- 2013-12-18 US US14/761,613 patent/US10086563B2/en active Active
- 2013-12-18 WO PCT/JP2013/083893 patent/WO2014112274A1/ja active Application Filing
- 2013-12-18 EP EP13872030.5A patent/EP2946902B1/en active Active
- 2013-12-18 CN CN201380074711.7A patent/CN105073370B/zh active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2647530B2 (ja) | 1990-03-20 | 1997-08-27 | 三菱重工業株式会社 | 複合材一体成形用形状保持装置 |
| JPH10128860A (ja) * | 1996-10-30 | 1998-05-19 | Honda Motor Co Ltd | 繊維強化プラスチック成形品の製造方法 |
| JPH11193322A (ja) | 1997-10-17 | 1999-07-21 | Mitsubishi Heavy Ind Ltd | エネルギー線遮蔽物含有樹脂のエネルギー線硬化を可能にする新規樹脂硬化方法とその組成物、成形物、及び成形方法 |
| JP3944217B2 (ja) | 1997-10-17 | 2007-07-11 | 三菱重工業株式会社 | 重合開始剤、及びこれを用いた樹脂硬化物の製造方法 |
| JP3950241B2 (ja) | 1997-10-17 | 2007-07-25 | 三菱重工業株式会社 | 樹脂組成物、樹脂硬化物、及び構造物の補修方法、補強方法、補修用材料、補強用材料 |
| JP2001048096A (ja) * | 1999-08-06 | 2001-02-20 | Fuji Heavy Ind Ltd | 複合材翼の製造方法 |
| JP2001089639A (ja) | 1999-09-24 | 2001-04-03 | Mitsubishi Heavy Ind Ltd | エネルギー線硬化樹脂組成物 |
| JP2001253393A (ja) * | 2000-03-10 | 2001-09-18 | Fuji Heavy Ind Ltd | 複合材パネルおよびその製造方法 |
| JP4108094B2 (ja) | 2005-12-05 | 2008-06-25 | 三菱重工業株式会社 | エネルギー線硬化樹脂組成物 |
| JP4241721B2 (ja) | 2005-12-05 | 2009-03-18 | 三菱重工業株式会社 | エネルギー線硬化樹脂組成物 |
| WO2011040602A1 (ja) * | 2009-10-02 | 2011-04-07 | 三菱レイヨン株式会社 | 繊維強化複合材料の製造方法並びに該繊維強化複合材料を用いた耐熱型材および耐熱構造材 |
| JP2011079989A (ja) | 2009-10-08 | 2011-04-21 | Mitsubishi Rayon Co Ltd | 連鎖硬化性樹脂組成物および繊維強化複合材料 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2946902A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106696307A (zh) * | 2017-01-16 | 2017-05-24 | 江苏恒神股份有限公司 | 复合材料工字梁的制造模具 |
| CN106696307B (zh) * | 2017-01-16 | 2022-09-13 | 江苏恒神股份有限公司 | 复合材料工字梁的制造模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2946902A4 (en) | 2016-11-02 |
| CN105073370A (zh) | 2015-11-18 |
| CN105073370B (zh) | 2018-10-12 |
| JP2014136418A (ja) | 2014-07-28 |
| US10086563B2 (en) | 2018-10-02 |
| JP6271130B2 (ja) | 2018-01-31 |
| EP2946902B1 (en) | 2022-01-26 |
| EP2946902A1 (en) | 2015-11-25 |
| US20150367559A1 (en) | 2015-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2014112274A1 (ja) | 複合材の製造方法 | |
| US20140147676A1 (en) | Composite material including fiber reinforced resin and lightweight core and production method and device therefor | |
| Kruckenberg et al. | Resin transfer moulding for aerospace structures | |
| US8545744B2 (en) | Fibre-reinforced composite moulding and manufacture thereof | |
| US20140138872A1 (en) | Method and device configured to produce at least two products including fiber reinforced resin | |
| CA2659371C (en) | Process for the manufacture of parts made of composite materials with two curing cycles | |
| US7922957B2 (en) | Method for forming composite components and tool for use therein | |
| US10391684B1 (en) | Cauls and methods of using cauls to produce composite articles | |
| EP2589484B1 (en) | Method for producing molded body | |
| JP2007118598A (ja) | プリフォームの製造方法および製造装置 | |
| JP2008279753A (ja) | 繊維強化プラスチックの製造方法 | |
| CA2883051C (en) | An apparatus and method for stiffeners | |
| US10576692B2 (en) | Pre-polymerized thermosetting composite part and methods for making such a part | |
| CA2813893C (en) | Contour caul with expansion region | |
| JP2003071856A (ja) | Rtm方法 | |
| EP3647012A1 (en) | Composite material production method and composite material | |
| JP7005283B2 (ja) | 構造体の製造方法、スキン材の準備方法及びスキン材の加熱条件設定方法 | |
| EP4289604A1 (en) | Composite manufacturing method and tool | |
| Hirano et al. | An investigation on spring-in behavior of Va-RTM composite wing structure | |
| JPH04268342A (ja) | 炭素繊維強化複合材料の作製方法 | |
| WO2023215731A1 (en) | Composite sandwich structure and method of making the same | |
| Schlimbach et al. | Quickstep: beyond out of autoclave curing | |
| KR20190087549A (ko) | 톱니형 에지를 갖는 섬유-보강된 예비성형품 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201380074711.7 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13872030 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14761613 Country of ref document: US Ref document number: 2013872030 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |