WO2013172235A1 - Multilayer film, drug solution container and process for production thereof - Google Patents
Multilayer film, drug solution container and process for production thereof Download PDFInfo
- Publication number
- WO2013172235A1 WO2013172235A1 PCT/JP2013/062958 JP2013062958W WO2013172235A1 WO 2013172235 A1 WO2013172235 A1 WO 2013172235A1 JP 2013062958 W JP2013062958 W JP 2013062958W WO 2013172235 A1 WO2013172235 A1 WO 2013172235A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- chemical solution
- random copolymer
- multilayer film
- chemical
- melting point
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/14—Copolymers of propene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/05—Containers specially adapted for medical or pharmaceutical purposes for collecting, storing or administering blood, plasma or medical fluids ; Infusion or perfusion containers
- A61J1/10—Bag-type containers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/14—Details; Accessories therefor
- A61J1/1462—Containers with provisions for hanging, e.g. integral adaptations of the container
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/14—Details; Accessories therefor
- A61J1/1475—Inlet or outlet ports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/24—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L25/00—Compositions of, homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Compositions of derivatives of such polymers
- C08L25/02—Homopolymers or copolymers of hydrocarbons
- C08L25/04—Homopolymers or copolymers of styrene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2207/00—Properties characterising the ingredient of the composition
- C08L2207/04—Thermoplastic elastomer
Definitions
- the present invention relates to a multilayer film suitable for use in a container for containing a chemical solution such as an infusion, a chemical solution container using the multilayer film, and a method for producing the same.
- a container for a pharmaceutical solution formed by heat-sealing a sheet containing a plurality of polypropylene resins is known.
- Patent Document 1 heat seals a sheet containing 60% by weight of syndiotactic polypropylene, 15% by weight of an isotactic / ethylene / propylene random copolymer, and 25% by weight of an ethylene / propylene copolymer rubber.
- a container for a pharmaceutical solution formed by the above is disclosed.
- the manufacturing process of the chemical container includes a process of forming a bag by heat-sealing the overlapping plastic films and a process of punching the bag from the film.
- heat sealing and punching of bags are performed in separate processes, but from the viewpoint of improving production efficiency and simplifying the equipment, punching heat sealing methods that perform these processes simultaneously are widely used throughout the world. ing.
- a die having a flat surface is used as the lower die for heat sealing. Since the surface of the lower mold (flat surface) contacts the entire bag during heat sealing, the heat during sealing is also transmitted to the part filled with the chemical (container chamber) and the inner surfaces of the storage chamber stick to each other, making it as light as possible Pseudo-seal that is heat-sealed is likely to occur. Since the pseudo-seal prevents the chemical solution from being filled in the storage chamber, it is preferably not generated or suppressed to a low peel strength even if it is generated.
- the object of the present invention is to achieve both prevention of pseudo-seal generation or reduction of peel strength and improvement of bag production efficiency, and excellent strength (drop resistance, pressure resistance) when formed into a bag shape. ), A chemical solution container using the multilayer film, and a method for producing the same.
- the multilayer film of the present invention comprises a laminated structure of at least three layers of an innermost layer, an outermost layer and an intermediate layer therebetween, and the innermost layer comprises at least two types of polypropylene having different melting points.
- the two types of polypropylene resins have a relatively low melting point and are metallocene-based.
- a random copolymer (A) obtained by polymerization in the presence of a catalyst; and a random copolymer (B) having a relatively higher melting point than the random copolymer (A).
- the random copolymer (A) is a resin having a melting point of 110 ° C. to 135 ° C.
- the random copolymer (B) is a resin having a melting point of 140 ° C. to 160 ° C. It is preferable.
- the ratio of the random copolymer (A) to 100 parts by weight of the composite polypropylene resin is preferably 35 to 85 parts by weight.
- thermoplastic elastomer (E) preferably contains an elastomer (C) having a tensile strength of 20 MPa or more and a glass transition temperature of ⁇ 35 ° C. or less.
- the elastomer (C) is preferably a styrene elastomer.
- the chemical liquid container of the present invention is a bag body in which the peripheral edges of a pair of the multilayer films of the present invention overlapped so that the innermost layers face each other are heat-sealed, and a storage chamber for storing the chemical liquid is defined inside, And a spout for pouring out the chemical from the bag body.
- the chemical solution container filled with the liquid is sterilized at 121 ° C. for 15 minutes, and a 6.4 kg iron plate is dropped into the sterilized chemical solution container, and the chemical solution container is broken. It is preferable that the falling plate strength expressed as the maximum drop height at which no bag or liquid leakage occurs is 40 cm or more.
- the bag main body is formed by adhering the inner surfaces of the storage chambers to each other, has a pseudo-seal with a peel strength of less than 2N, and the chemical solution container supplies liquid to the storage chamber. It is preferable that the filled chemical solution container is sterilized at 121 ° C. for 15 minutes, and the internal pressure of the sterilized chemical solution container is increased to 200 kPa, and then has a strength capable of withstanding constant pressurization for 15 minutes.
- the chemical solution container of the present invention preferably further includes a chemical solution filled in the storage chamber.
- the method for producing a chemical container of the present invention comprises a step of superposing a pair of multilayer films of the present invention so that the innermost layers face each other, a pair of multilayer films, a lower mold having a flat surface, and a surface
- the innermost layer is composed of a mixture of 40 to 80% by weight of the composite polypropylene resin and 60 to 20% by weight of the thermoplastic elastomer (E), and the composite polypropylene resin has a relatively low content.
- the random copolymer (A) on the melting point side is balanced with the random copolymer (B) on the relatively high melting point side, and the melting point is adjusted so as not to generate a pseudo seal. Therefore, even when the bag body is formed by sandwiching between a lower mold having a flat surface and an upper mold having a concave portion formed on the surface as in the manufacturing method of the present invention, a pseudo seal is generated. Even if it does not occur or occurs, the peel strength can be lowered. In addition, heat sealing can be performed at a low temperature in a short time, and production efficiency can be improved. And according to the chemical
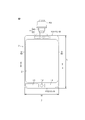
- FIG. 1 is a schematic configuration diagram of a chemical solution bag according to an embodiment of the present invention.
- 2 (a) and 2 (b) are cross-sectional views taken along section line II-II in FIG. 1.
- FIG. 2 (a) shows a state before filling with a chemical solution
- FIG. 2 (b) shows a state after filling with the chemical solution.
- FIGS. 3 (a) and 3 (b) are views showing a part of the method for manufacturing the chemical solution bag, wherein FIG. 3 (a) is a plan view and FIG. 3 (b) is viewed from a cutting plane line IIIb-IIIb.
- FIG. 4 (a) and 4 (b) are diagrams showing steps subsequent to FIGS. 3 (a) and 3 (b), in which FIG. 4 (a) is a plan view and FIG. 4 (b) is a section line IVb-IVb. It is sectional drawing seen from.
- FIG. 1 is a schematic configuration diagram of a chemical solution bag according to an embodiment of the present invention.
- 2 (a) and 2 (b) are cross-sectional views taken along section line II-II in FIG. 1.
- FIG. 2 (a) shows a state before filling with a chemical solution, and FIG. Each is shown.
- the chemical solution bag 1 as a chemical solution container is a single-chamber bag having one room (accommodating chamber 2) for accommodating a chemical solution (for example, medical solution such as infusion and blood).
- the chemical solution bag 1 includes a bag main body 3 in which a storage chamber 2 is partitioned, and a pouring member 4 as a spout for pouring out the chemical solution from the bag main body 3.
- the bag body 3 is formed into a flat rectangular (rectangular) bag shape by heat-sealing the periphery of two overlapping (a pair of) multilayer films 5. ing.
- a hollow portion partitioned by the heat seal 6 is the storage chamber 2.
- the bag body 3 may have a pseudo seal 7 formed by adhering the inner surfaces of the storage chamber 2 to each other in a state before being filled with the chemical solution.
- the pseudo seal 7 is different from the heat seal 6 in which the multilayer film 5 is selectively melted and bonded so that the films are not peeled off.
- the pseudo seal 7 is a portion in which the films are adhered to each other by heat transmitted to one or both of the multilayer films 5 in the manufacturing process of the chemical solution bag 1 and appear to be lightly heat sealed. is there. Therefore, the peel strength of the pseudo seal 7 is very low compared to the heat seal 6.
- the peel strength of the pseudo seal 7 is less than 2N, preferably 0N (no pseudo seal 7) to 1N. If the peel strength of the pseudo seal 7 is within this range, the pseudo seal 7 can be peeled only by the pressure of the chemical solution 8 when the chemical solution 8 is filled in the storage chamber 2 as shown in FIG. Therefore, the work of peeling the pseudo seal 7 before filling with the chemical solution 8 can be omitted, so that the production efficiency of the chemical solution bag 1 can be improved.
- the length L of the bag body 3 is, for example, 150 to 350 mm
- the width W is, for example, 100 to 250 mm.
- the capacity of the chemical solution bag 1 (the storage chamber 2) is, for example, 100 to 1000 mL.
- the multilayer film 5 that forms the bag body 3 has a three-layer laminated structure of an innermost layer 51, an outermost layer 53, and an intermediate layer 52 therebetween, as shown in FIGS.
- the thicknesses of the layers 51 to 53 are preferably, for example, that the innermost layer 51 is 20 ⁇ m to 50 ⁇ m, the intermediate layer 52 is 105 ⁇ m to 170 ⁇ m, and the outermost layer 53 is 15 ⁇ m to 30 ⁇ m.
- the total thickness of the multilayer film 5 is preferably 150 ⁇ m to 250 ⁇ m, for example.
- the innermost layer 51, the intermediate layer 52, and the outermost layer 53 are the first layer (the innermost layer 51) and the second layer (the intermediate layer 52), respectively. And the third layer (outermost layer 53).
- the innermost layer 51 is made of a mixture of a composite polypropylene resin and a thermoplastic elastomer (E).
- the weight ratio of the mixture is 40 to 80% by weight, preferably 50 to 70% by weight, for the composite polypropylene resin.
- the thermoplastic elastomer (E) is 60 to 20% by weight, preferably 50 to 30% by weight.
- the composite polypropylene resin includes at least two types of polypropylene resins having different melting points. That is, the composite polypropylene resin has a random copolymer (A) having a relatively low melting point (polypropylene random copolymer (A)) and a random having a relatively higher melting point than the random copolymer (A). It contains at least two types of copolymer (B) (polypropylene random copolymer (B)), and may further contain other types of polypropylene resins as necessary.
- A random copolymer having a relatively low melting point
- B polypropylene random copolymer (B)
- the propylene resin is, for example, a homopolymer such as isotactic homopolypropylene or syndiotactic homopolypropylene, or a copolymer containing a comonomer. There may be.
- Examples of the comonomer other than propylene in the copolymer include ⁇ -olefins such as ethylene, 1-butene, 1-pentene, 1-hexene, 4-methyl-1-pentene, 1-octene and 1-decene.
- ethylene is used.
- the form of the copolymer may be either a random copolymer or a block copolymer.
- the random copolymer (A) is a resin having a melting point of 110 ° C. to 135 ° C.
- the random copolymer (B) is 140 ° C. to 160 ° C.
- a resin having a melting point of The random copolymer (A) can be obtained by copolymerizing a propylene monomer and a comonomer other than propylene (preferably ethylene) under a predetermined condition in the presence of a metallocene catalyst.
- the random copolymer (A) is contained in an amount of 35 to 85 parts by weight, preferably 45 to 70 parts by weight, based on 100 parts by weight of the composite polypropylene resin.
- the random copolymer (B) is contained in an amount of 65 to 15 parts by weight, preferably 55 to 30 parts by weight, with respect to 100 parts by weight of the composite polypropylene resin.
- the thermoplastic elastomer (E) contained in the innermost layer 51 may be various thermoplastic elastomers such as a styrene elastomer, an olefin elastomer, a urethane elastomer, and an ester elastomer. These can be used alone or in combination of two or more.
- the innermost layer 51 preferably contains a styrene elastomer, and more preferably contains a mixture of a styrene elastomer and an olefin elastomer.
- the weight ratio of the mixture is, for example, 20 to 50% by weight for the styrene elastomer and 0 to 30% by weight for the olefin elastomer.
- the thermoplastic elastomer (E) preferably has a tensile strength of 20 MPa or more and a glass transition temperature of ⁇ 35 ° C. or less as a whole.
- the resin constituting the intermediate layer 52 and the outermost layer 53 is not particularly limited, and a known resin can be applied.
- polyolefin resins such as polyethylene, polypropylene, poly (4-methylpentene), polytetrafluoroethylene, polycyclic olefin resins such as ethylene-tetracyclododecene, polyester resins such as polyethylene terephthalate (PET), ethylene -Vinyl acetate copolymer (EVA), ethylene-vinyl alcohol copolymer (EVOH), vinyl polymer resins such as polyvinyl acetate, polyvinyl alcohol, polyvinyl chloride, nylon-6, nylon-12, nylon-6 General purpose resins such as polyamide resins such as No.6 and No.6. These may be used alone or in combination of two or more.
- the annular heat seal 6 that divides the storage chamber 2 includes a pair of vertical seals 9 that seal the opposing long sides of the storage chamber 2, and a pair of horizontal seals 10 that seal the opposing short sides of the storage chamber 2.
- the pair of vertical seals 9 both have the same constant width and extend vertically in parallel with a straight line.
- the pair of horizontal seals 10 includes a head side seal 101 that seals the short side on the side where the dispensing member 4 is disposed, and a bottom side seal that seals the short side on the opposite side (bottom side) of the storage chamber 2 to the head side. 102.
- the head-side seal 101 extends laterally with a wider seal width than the vertical seal 9, and the extraction member 4 is fixed at the center in the length direction.
- the bottom-side seal 102 has a wider seal width than the vertical seal 9 and extends in parallel to the head-side seal 101, and a suspension hole 12 is formed at the center in the length direction.
- the bottom-side seal 102 is provided with one non-sealing portion 13 that is not heat-sealed on both sides in the lateral direction across the suspension hole 12.
- the dispensing member 4 includes a base member 41 that is fixed to the bag body 3 and a nozzle 42.
- the base member 41 is a boat-type port having a rhombus shape as viewed from the dispensing direction, and is made of, for example, plastic such as polypropylene or polyethylene.
- the base member 41 is fixed to the bag body 3 in close contact with the multilayer film 5 by being heat sealed while being sandwiched between the two multilayer films 5 when the bag body 3 is manufactured.
- the nozzle 42 is made of the same material as the base member 41, and is formed integrally with the base member 41, for example. As shown by a broken line in FIG. 1, for example, a pull-top type cap 43 is attached to the nozzle 42 by heat welding or the like.
- ⁇ Method for manufacturing chemical solution bag> 3 and 4 are diagrams for explaining a part of the manufacturing method of the chemical solution bag 1 in the order of steps. 3 and 4, each multilayer film 5 is represented by a single layer structure for the sake of clarity.
- the two multilayer films 5 are overlapped so that the innermost layers 51 face each other (see FIG. 2A). .
- the lower mold 14 has a flat surface 14A, and can support the entire surface of the multilayer film 5 on the outermost layer 53 (third layer) side during heat sealing.
- the upper mold 15 is selectively formed on the surface 15A thereof with a linear seal surface extending in the longitudinal direction with the same constant width as that of the vertical seal 9, and a portion other than the seal surface of the surface 15A is A recess 16 is formed for securing the storage chamber 2 of the bag body 3 during heat sealing.
- the upper and lower molds 15 and 14 are formed from both sides in the thickness direction so that the two laminated multilayer films 5 are brought into contact with the surface 14A of the lower mold 14 so that the seal surface 15A of the upper mold 15 contacts the surface 14A.
- the lower mold 14 and the upper mold 15 are both heated while being sandwiched.
- the temperature of the lower mold 14 is preferably 100 ° C. to 150 ° C.
- the temperature of the upper mold 15 is preferably 130 ° C. to 170 ° C.
- the welding pressure is preferably 1.0 MPa to 5.0 MPa
- the welding time is preferably 0.5 seconds to 2.0 seconds.
- the surface 14A of the lower mold 14 is in contact with the whole chemical solution bag 1, heat at the time of sealing is also transmitted to the storage chamber 2 so that the inner surfaces of the storage chamber stick to each other and the pseudo seal 7 is generated. is there.
- the innermost layer 51 is made of the resin having the composition described above, the peel strength of the pseudo seal 7 can be less than 2N.
- the unnecessary multi-layer film 5 is cut to punch out the individual drug solution bags 1 at a time. Thereafter, the dispensing member 4 is attached to each chemical solution bag 1 by heat sealing. Thereby, the chemical
- the innermost layer 51 is composed of a mixture of 40 to 80% by weight of the composite polypropylene resin and 60 to 20% by weight of the thermoplastic elastomer (E).
- the random copolymer (A) on the low melting point side and the random copolymer (B) on the relatively high melting point side are balanced, and the melting point is adjusted so as not to generate a pseudo seal. Therefore, as shown in FIGS. 4A and 4B, the bag body 3 is sandwiched between a lower mold 14 having a flat surface 14A and an upper mold 15 having a concave portion 16 having a predetermined shape formed on the surface 15A.
- the peel strength can be less than 2N.
- the heat sealing process shown in FIGS. 4A and 4B can be performed at a low temperature and in a short time, and the production efficiency can be improved.
- strength drop resistance, pressure
- the chemical solution bag 1 (see FIG. 2 (b)) filled with the chemical solution 8 in the storage chamber 2 is sterilized at 121 ° C. for 15 minutes.
- the falling plate strength expressed as the maximum drop height at which the chemical bag 1 does not break or leak can be made 40 cm or more.
- the prepared sample can be sterilized at 121 ° C. for 15 minutes, and after the internal pressure after sterilization is increased to 200 kPa, the strength to withstand a constant pressure for 15 minutes can be imparted.
- the chemical solution bag 1 may be sterilized after filling the container 2 with the chemical solution.
- the sterilization process to be applied include known heat sterilization processes such as high-pressure steam sterilization and hot water shower sterilization.
- the processing temperature of these heat sterilization treatments may be set to about 105 ° C. to 110 ° C. or 118 ° C. to 121 ° C. in accordance with the type of chemical solution, usage, use environment, and the like. Since the medical solution bag 1 is formed using the multilayer film 5 of the present invention, the heat resistance against high temperature sterilization is excellent. Therefore, even when the chemical solution bag 1 is subjected to high temperature sterilization at 118 ° C. to 121 ° C., moderate flexibility and good transparency can be maintained.
- the bag body 3 does not necessarily have to be a superposition of two multilayer films 5, and the single multilayer film 5 is formed into a bag shape or a tube shape by a known method such as an inflation method. It may be overlapped so as to form a pair.
- the bag main body 3 can be produced by heat-sealing the periphery of the bag-shaped or tube-shaped multilayer film 5.
- the multilayer film 5 may have a four-layer structure, a five-layer structure, or more.
- a five-layer structure in which adhesive layers are inserted between the innermost layer 51 and the intermediate layer 52 and between the intermediate layer 52 and the outermost layer 53 may be employed.
- the present invention is not limited to a medical solution bag that contains a medical solution, but includes various infusion bags that contain foods such as nutrients (for example, intravenous nutrition, oral nutrition, tube feeding, etc.) It can be suitably used as a liquid bag.
- middle layer 52 and the outermost layer 53 was produced. Then, these resin materials were subjected to water-cooled coextrusion and inflation molding to produce a three-layer film having a layer structure shown in Tables 1 to 5 below.
- (3) Manufacture of chemical solution bag According to the manufacturing process shown in FIG. 3 and FIG. 4, the chemical solution bag 1 made of the three-layer film obtained in (2) was prepared.
- the welding conditions of the heat seal 6 of the bag body 3 were as follows: upper mold temperature 155 ° C., lower mold temperature 130 ° C. to 160 ° C. (see Table 1 below), welding pressure 0.5 MPa, welding time 1 second. .
- Tables 3 and 4 show examples 6 to 10 including both random copolymer A2 having a melting point of 118 ° C. and random copolymer B2 having a melting point of 137 ° C., and any of random copolymers A2 and B2.
- Table 4 similarly to Table 1, it is found that Comparative Example 3 not including random copolymer B2 has high peel strength of the pseudo seal, and Comparative Example 4 not including random copolymer A2 has poor pressure resistance. It was.
- Table 5 shows Examples 3, 11, and 12 in which the ratio of the composite polypropylene (PP) resin is in the range of 40 to 80% by weight, and Comparative Examples in which the ratio is out of the range of 40 to 80% by weight. Comparison of evaluation results with 5-6 is shown. According to Table 5, it was found that in Comparative Example 5 in which the ratio of the composite PP resin exceeds 80% by weight, the pressure resistance is inferior, and in Comparative Example 6 in which the ratio is less than 40% by weight, the peel strength of the pseudo seal is high. .
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Pharmacology & Pharmacy (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Hematology (AREA)
- Food Science & Technology (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
- Packages (AREA)
Abstract
This multilayer film has a laminate structure comprising at least three layers, namely, an innermost layer, an outermost layer and an intermediate layer therebetween, wherein the innermost layer comprises a mixture which comprises 40 to 80wt% of a composite polypropylene-based resin that contains at least two polypropylene-based resins having melting points different from each other and 60 to 20wt% of a thermoplastic elastomer (E). The two polypropylene-based resins comprise (A) a random copolymer that has a relatively low melting point and that is obtained by polymerization in the presence of a metallocene catalyst and (B) a random copolymer that has a melting point higher than that of the random copolymer (A).
Description
本発明は、輸液等の薬液を収容するための容器の使用に適した多層フィルム、当該多層フィルムを用いた薬液容器およびその製造方法に関する。
The present invention relates to a multilayer film suitable for use in a container for containing a chemical solution such as an infusion, a chemical solution container using the multilayer film, and a method for producing the same.
従来、複数のポリプロピレン系樹脂を含むシートをヒートシールすることによって形成された医薬液用容器が知られている。
Conventionally, a container for a pharmaceutical solution formed by heat-sealing a sheet containing a plurality of polypropylene resins is known.
たとえば、特許文献1は、シンジオタクチックポリプロピレン60重量%と、アイソタクチック・エチレン・プロピレンランダム共重合体15重量%と、エチレン・プロピレン共重合ゴム25重量%とを含むシートをヒートシールすることによって形成された医薬液用容器を開示している。
For example, Patent Document 1 heat seals a sheet containing 60% by weight of syndiotactic polypropylene, 15% by weight of an isotactic / ethylene / propylene random copolymer, and 25% by weight of an ethylene / propylene copolymer rubber. A container for a pharmaceutical solution formed by the above is disclosed.
薬液容器の製造工程は、重なり合ったプラスチックフィルム同士をヒートシールすることによってバッグを形成する工程と、フィルムからバッグを打ち抜く工程とを含む。一般的にはヒートシールとバッグの打抜きが別々の工程で行われるが、生産効率の向上および装置の簡略化という観点から、これらの工程を同時に行う打抜ヒートシール方式が世界中に広く浸透している。
The manufacturing process of the chemical container includes a process of forming a bag by heat-sealing the overlapping plastic films and a process of punching the bag from the film. Generally, heat sealing and punching of bags are performed in separate processes, but from the viewpoint of improving production efficiency and simplifying the equipment, punching heat sealing methods that perform these processes simultaneously are widely used throughout the world. ing.
打抜ヒートシール方式を採用する場合、ヒートシール用の下金型として、表面が平坦な金型が用いられる。下金型の表面(平坦面)はヒートシール時にバッグ全体に接するため、薬液が充填される部分(収容室)にもシール時の熱が伝わって収容室の内面同士が互いに貼り付き、あたかも軽くヒートシールされたような擬似シールが発生し易い。擬似シールは、収容室に薬液を充填する際の妨げになるため、発生させないか、あるいは発生させても低い剥離強度に抑えることが好ましい。
When adopting the punching heat sealing method, a die having a flat surface is used as the lower die for heat sealing. Since the surface of the lower mold (flat surface) contacts the entire bag during heat sealing, the heat during sealing is also transmitted to the part filled with the chemical (container chamber) and the inner surfaces of the storage chamber stick to each other, making it as light as possible Pseudo-seal that is heat-sealed is likely to occur. Since the pseudo-seal prevents the chemical solution from being filled in the storage chamber, it is preferably not generated or suppressed to a low peel strength even if it is generated.
しかしながら、打抜ヒートシール方式において、擬似シールの発生を防止することは非常に困難である。なぜなら、打抜ヒートシール方式で容器を作製するには、比較的融点が低い樹脂でフィルムを構成し、ヒートシールを低温・短時間で実行する必要があるが、低融点の樹脂を用いると、擬似シールの発生頻度が高くなるためである。
However, it is very difficult to prevent the occurrence of a pseudo seal in the punching heat seal method. Because, in order to produce a container by the punching heat seal method, it is necessary to form a film with a resin having a relatively low melting point, and to perform heat sealing at a low temperature and in a short time, but using a low melting point resin, This is because the frequency of occurrence of pseudo seals increases.
また、一般的に用いられるポリプロピレンは比較的硬い樹脂であるため、従来のポリプロピレン製の薬液容器に優れた強度を付与することは困難であるという問題もある。
In addition, since generally used polypropylene is a relatively hard resin, there is a problem that it is difficult to impart excellent strength to a conventional polypropylene liquid chemical container.
そこで、本発明の目的は、擬似シールの発生の防止もしくは剥離強度の低減と、バッグの生産効率の向上とを両立でき、さらに、バッグ形状にしたときに優れた強度(耐落下性、耐圧性)を発現することができる多層フィルム、当該多層フィルムを用いた薬液容器およびその製造方法を提供することである。
Therefore, the object of the present invention is to achieve both prevention of pseudo-seal generation or reduction of peel strength and improvement of bag production efficiency, and excellent strength (drop resistance, pressure resistance) when formed into a bag shape. ), A chemical solution container using the multilayer film, and a method for producing the same.
上記目的を達成するための本発明の多層フィルムは、最内層、最外層およびこれらの間の中間層の少なくとも3層の積層構造からなり、前記最内層は、互いに融点の異なる少なくとも2種類のポリプロピレン系樹脂を含む複合ポリプロピレン系樹脂40~80重量%と、熱可塑性エラストマー(E)60~20重量%との混合物からなり、前記2種類のポリプロピレン系樹脂は、相対的に融点が低く、メタロセン系触媒の存在下での重合によって得られるランダム共重合体(A)と、ランダム共重合体(A)よりも相対的に融点が高いランダム共重合体(B)とを含む。
In order to achieve the above object, the multilayer film of the present invention comprises a laminated structure of at least three layers of an innermost layer, an outermost layer and an intermediate layer therebetween, and the innermost layer comprises at least two types of polypropylene having different melting points. Composed of a mixture of 40 to 80% by weight of a composite polypropylene resin containing a thermoplastic resin and 60 to 20% by weight of a thermoplastic elastomer (E). The two types of polypropylene resins have a relatively low melting point and are metallocene-based. A random copolymer (A) obtained by polymerization in the presence of a catalyst; and a random copolymer (B) having a relatively higher melting point than the random copolymer (A).
本発明の多層フィルムでは、前記ランダム共重合体(A)が110℃~135℃の融点を有する樹脂であり、前記ランダム共重合体(B)が140℃~160℃の融点を有する樹脂であることが好ましい。
In the multilayer film of the present invention, the random copolymer (A) is a resin having a melting point of 110 ° C. to 135 ° C., and the random copolymer (B) is a resin having a melting point of 140 ° C. to 160 ° C. It is preferable.
本発明の多層フィルムでは、前記複合ポリプロピレン系樹脂100重量部に対する前記ランダム共重合体(A)の割合は、35~85重量部であることが好ましい。
In the multilayer film of the present invention, the ratio of the random copolymer (A) to 100 parts by weight of the composite polypropylene resin is preferably 35 to 85 parts by weight.
本発明の多層フィルムでは、前記熱可塑性エラストマー(E)は、20MPa以上の引張強度および-35℃以下のガラス転移温度を有するエラストマー(C)を含むことが好ましい。
In the multilayer film of the present invention, the thermoplastic elastomer (E) preferably contains an elastomer (C) having a tensile strength of 20 MPa or more and a glass transition temperature of −35 ° C. or less.
本発明の多層フィルムでは、前記エラストマー(C)は、スチレン系エラストマーであることが好ましい。
In the multilayer film of the present invention, the elastomer (C) is preferably a styrene elastomer.
本発明の薬液容器は、前記最内層同士が向かい合うように重なり合った一対の本発明の多層フィルムの周縁がヒートシールされ、内部に薬液を収容するための収容室が区画されたバッグ本体と、前記バッグ本体から薬液を注出するための注出口とを含む。
The chemical liquid container of the present invention is a bag body in which the peripheral edges of a pair of the multilayer films of the present invention overlapped so that the innermost layers face each other are heat-sealed, and a storage chamber for storing the chemical liquid is defined inside, And a spout for pouring out the chemical from the bag body.
本発明の薬液容器では、前記収容室に液を充填した状態の前記薬液容器を121℃で15分間滅菌し、滅菌後の薬液容器に6.4kgの鉄板を落下させて、その薬液容器に破袋や液漏れが発生しない最大落下高さとして表される落板強度が40cm以上であることが好ましい。
In the chemical solution container of the present invention, the chemical solution container filled with the liquid is sterilized at 121 ° C. for 15 minutes, and a 6.4 kg iron plate is dropped into the sterilized chemical solution container, and the chemical solution container is broken. It is preferable that the falling plate strength expressed as the maximum drop height at which no bag or liquid leakage occurs is 40 cm or more.
本発明の薬液容器では、前記バッグ本体は、前記収容室の内面同士が互いに貼り付いて形成され、剥離強度が2N未満の擬似シールを有し、かつ前記薬液容器は、前記収容室に液を充填した状態の前記薬液容器を121℃で15分間滅菌し、滅菌後の薬液容器の内圧を200kPaに上昇させた後に、15分間の一定加圧に耐える強度を有していることが好ましい。
In the chemical container of the present invention, the bag main body is formed by adhering the inner surfaces of the storage chambers to each other, has a pseudo-seal with a peel strength of less than 2N, and the chemical solution container supplies liquid to the storage chamber. It is preferable that the filled chemical solution container is sterilized at 121 ° C. for 15 minutes, and the internal pressure of the sterilized chemical solution container is increased to 200 kPa, and then has a strength capable of withstanding constant pressurization for 15 minutes.
本発明の薬液容器では、前記収容室に充填された薬液をさらに含むことが好ましい。
The chemical solution container of the present invention preferably further includes a chemical solution filled in the storage chamber.
本発明の薬液容器の製造方法は、前記最内層同士が向かい合うように、一対の本発明の多層フィルムを重ね合わせる工程と、前記1対の多層フィルムを、表面が平らな下金型と、表面に所定の形状の凹部が形成された上金型とで挟み込んで前記1対の多層フィルムの周縁にヒートシールを形成することによって、内部に薬液を収容するための収容室が区画されたバッグ本体を形成し、同時に、前記1対の多層フィルムの他の部分から前記バッグ本体を打ち抜く工程とを含む。
The method for producing a chemical container of the present invention comprises a step of superposing a pair of multilayer films of the present invention so that the innermost layers face each other, a pair of multilayer films, a lower mold having a flat surface, and a surface A bag body in which a storage chamber for storing a chemical solution is defined by sandwiching between a pair of multilayer films and forming a heat seal on the periphery of the pair of multilayer films. And simultaneously punching the bag body from the other part of the pair of multilayer films.
本発明の多層フィルムによれば、最内層が、複合ポリプロピレン系樹脂40~80重量%と熱可塑性エラストマー(E)60~20重量%との混合物からなり、複合ポリプロピレン系樹脂が、相対的に低融点側のランダム共重合体(A)と相対的に高融点側のランダム共重合体(B)とをバランスさせ、擬似シールが発生しない融点に調節されている。そのため、本発明の製造方法のように、表面が平らな下金型と、表面に所定の形状の凹部が形成された上金型とで挟み込んでバッグ本体を形成した場合でも、擬似シールを発生させないか、もしくは発生してもその剥離強度を低くすることができる。しかも、ヒートシールを低温・短時間で実行することができ、生産効率を向上させることもできる。そして、本発明の多層フィルムを用いた薬液容器によれば、優れた強度(耐落下性、耐圧性)を発現することができる。
According to the multilayer film of the present invention, the innermost layer is composed of a mixture of 40 to 80% by weight of the composite polypropylene resin and 60 to 20% by weight of the thermoplastic elastomer (E), and the composite polypropylene resin has a relatively low content. The random copolymer (A) on the melting point side is balanced with the random copolymer (B) on the relatively high melting point side, and the melting point is adjusted so as not to generate a pseudo seal. Therefore, even when the bag body is formed by sandwiching between a lower mold having a flat surface and an upper mold having a concave portion formed on the surface as in the manufacturing method of the present invention, a pseudo seal is generated. Even if it does not occur or occurs, the peel strength can be lowered. In addition, heat sealing can be performed at a low temperature in a short time, and production efficiency can be improved. And according to the chemical | medical solution container using the multilayer film of this invention, the outstanding intensity | strength (drop resistance, pressure resistance) can be expressed.
以下では、本発明の実施の形態を、添付図面を参照して詳細に説明する。
<薬液バッグの全体構成>
図1は、本発明の一実施形態に係る薬液バッグの概略構成図である。図2(a)(b)は、図1の切断面線II-IIから見た断面図であって、図2(a)は薬液充填前、図2(b)は薬液充填後の状態をそれぞれ示している。 Hereinafter, embodiments of the present invention will be described in detail with reference to the accompanying drawings.
<Overall configuration of chemical bag>
FIG. 1 is a schematic configuration diagram of a chemical solution bag according to an embodiment of the present invention. 2 (a) and 2 (b) are cross-sectional views taken along section line II-II in FIG. 1. FIG. 2 (a) shows a state before filling with a chemical solution, and FIG. Each is shown.
<薬液バッグの全体構成>
図1は、本発明の一実施形態に係る薬液バッグの概略構成図である。図2(a)(b)は、図1の切断面線II-IIから見た断面図であって、図2(a)は薬液充填前、図2(b)は薬液充填後の状態をそれぞれ示している。 Hereinafter, embodiments of the present invention will be described in detail with reference to the accompanying drawings.
<Overall configuration of chemical bag>
FIG. 1 is a schematic configuration diagram of a chemical solution bag according to an embodiment of the present invention. 2 (a) and 2 (b) are cross-sectional views taken along section line II-II in FIG. 1. FIG. 2 (a) shows a state before filling with a chemical solution, and FIG. Each is shown.
薬液容器としての薬液バッグ1は、薬液(たとえば、輸液、血液等の医療用薬液)を収容する部屋(収容室2)を1つ持つ単室バッグである。薬液バッグ1は、内部に収容室2が区画されたバッグ本体3と、バッグ本体3から薬液を注出するための注出口としての注出部材4とを備えている。
The chemical solution bag 1 as a chemical solution container is a single-chamber bag having one room (accommodating chamber 2) for accommodating a chemical solution (for example, medical solution such as infusion and blood). The chemical solution bag 1 includes a bag main body 3 in which a storage chamber 2 is partitioned, and a pouring member 4 as a spout for pouring out the chemical solution from the bag main body 3.
バッグ本体3は、図2(a)(b)に示すように、重なり合った2枚(一対)の多層フィルム5の周縁がヒートシールされることにより、扁平な矩形(長方形)袋状に形成されている。ヒートシール6で区画された中空の部分が収容室2である。
As shown in FIGS. 2A and 2B, the bag body 3 is formed into a flat rectangular (rectangular) bag shape by heat-sealing the periphery of two overlapping (a pair of) multilayer films 5. ing. A hollow portion partitioned by the heat seal 6 is the storage chamber 2.
バッグ本体3は、図2(a)に示すように、薬液を充填する前の状態において、収容室2の内面同士が互いに貼り付いて形成された擬似シール7を有することがある。擬似シール7は、多層フィルム5を選択的に溶かしてフィルム同士が剥がれないように接着させるヒートシール6とは異なる。具体的には、擬似シール7は、薬液バッグ1の製造工程において、一方もしくは両方の多層フィルム5の全体に伝わった熱によってフィルム同士が互いに貼り付き、あたかも軽くヒートシールされたように見える部分である。したがって擬似シール7の剥離強度は、ヒートシール6に比べて非常に低い。本実施形態では、擬似シール7の剥離強度は、2N未満、好ましくは、0N(擬似シール7なし)~1Nである。擬似シール7の剥離強度がこの範囲であれば、図2(b)に示すように、収容室2に薬液8を充填する際、薬液8の圧力のみで擬似シール7を剥離させることができる。そのため、薬液8を充填する前に擬似シール7を剥離する作業を省くことができるので、薬液バッグ1の生産効率を向上させることができる。
As shown in FIG. 2A, the bag body 3 may have a pseudo seal 7 formed by adhering the inner surfaces of the storage chamber 2 to each other in a state before being filled with the chemical solution. The pseudo seal 7 is different from the heat seal 6 in which the multilayer film 5 is selectively melted and bonded so that the films are not peeled off. Specifically, the pseudo seal 7 is a portion in which the films are adhered to each other by heat transmitted to one or both of the multilayer films 5 in the manufacturing process of the chemical solution bag 1 and appear to be lightly heat sealed. is there. Therefore, the peel strength of the pseudo seal 7 is very low compared to the heat seal 6. In this embodiment, the peel strength of the pseudo seal 7 is less than 2N, preferably 0N (no pseudo seal 7) to 1N. If the peel strength of the pseudo seal 7 is within this range, the pseudo seal 7 can be peeled only by the pressure of the chemical solution 8 when the chemical solution 8 is filled in the storage chamber 2 as shown in FIG. Therefore, the work of peeling the pseudo seal 7 before filling with the chemical solution 8 can be omitted, so that the production efficiency of the chemical solution bag 1 can be improved.
また、バッグ本体3の長さLは、たとえば、150~350mmであり、幅Wは、たとえば、100~250mmである。また、薬液バッグ1(収容室2)の容量は、たとえば、100~1000mLである。
Further, the length L of the bag body 3 is, for example, 150 to 350 mm, and the width W is, for example, 100 to 250 mm. The capacity of the chemical solution bag 1 (the storage chamber 2) is, for example, 100 to 1000 mL.
バッグ本体3を形成する多層フィルム5は、図2(a)(b)に示すように、最内層51、最外層53およびこれらの間の中間層52の3層の積層構造からなる。各層51~53の厚さは、たとえば、最内層51が20μm~50μmであり、中間層52が105μm~170μmであり、最外層53が15μm~30μmであることが好ましい。多層フィルム5全体の厚さは、たとえば、150μm~250μmであることが好ましい。なお、多層フィルム5は、単体で見たときには表裏の区別がないので、最内層51、中間層52および最外層53をそれぞれ、第1層(最内層51)、第2層(中間層52)および第3層(最外層53)と定義してもよい。
The multilayer film 5 that forms the bag body 3 has a three-layer laminated structure of an innermost layer 51, an outermost layer 53, and an intermediate layer 52 therebetween, as shown in FIGS. The thicknesses of the layers 51 to 53 are preferably, for example, that the innermost layer 51 is 20 μm to 50 μm, the intermediate layer 52 is 105 μm to 170 μm, and the outermost layer 53 is 15 μm to 30 μm. The total thickness of the multilayer film 5 is preferably 150 μm to 250 μm, for example. In addition, since the multilayer film 5 has no distinction between the front and back when viewed alone, the innermost layer 51, the intermediate layer 52, and the outermost layer 53 are the first layer (the innermost layer 51) and the second layer (the intermediate layer 52), respectively. And the third layer (outermost layer 53).
最内層51は、複合ポリプロピレン系樹脂と、熱可塑性エラストマー(E)との混合物からなる。混合物の重量比率は、複合ポリプロピレン系樹脂が40~80重量%であり、好ましくは、50~70重量%である。また、熱可塑性エラストマー(E)が60~20重量%であり、好ましくは、50~30重量%である。
The innermost layer 51 is made of a mixture of a composite polypropylene resin and a thermoplastic elastomer (E). The weight ratio of the mixture is 40 to 80% by weight, preferably 50 to 70% by weight, for the composite polypropylene resin. The thermoplastic elastomer (E) is 60 to 20% by weight, preferably 50 to 30% by weight.
複合ポリプロピレン系樹脂は、互いに融点の異なる少なくとも2種類のポリプロピレン系樹脂を含む。すなわち、複合ポリプロピレン系樹脂は、相対的に融点が低いランダム共重合体(A)(ポリプロピレン系ランダム共重合体(A))と、ランダム共重合体(A)よりも相対的に融点が高いランダム共重合体(B)(ポリプロピレン系ランダム共重合体(B))との2種類を少なくとも含み、必要により、他の種類のポリプロピレン系樹脂をさらに含んでいてもよい。
The composite polypropylene resin includes at least two types of polypropylene resins having different melting points. That is, the composite polypropylene resin has a random copolymer (A) having a relatively low melting point (polypropylene random copolymer (A)) and a random having a relatively higher melting point than the random copolymer (A). It contains at least two types of copolymer (B) (polypropylene random copolymer (B)), and may further contain other types of polypropylene resins as necessary.
複合ポリプロピレン系樹脂に含まれるプロピレン系樹脂全てに共通して、当該プロピレン系樹脂は、たとえば、アイソタクチックホモポリプロピレン、シンジオタクチックホモポリプロピレン等の単独重合体、コモノマーを含む共重合体のいずれであってもよい。
In common with all the propylene resins contained in the composite polypropylene resin, the propylene resin is, for example, a homopolymer such as isotactic homopolypropylene or syndiotactic homopolypropylene, or a copolymer containing a comonomer. There may be.
共重合体におけるプロピレン以外のコモノマーとしては、たとえば、エチレン、1-ブテン、1-ペンテン、1-ヘキセン、4-メチル-1-ペンテン、1-オクテン、1-デセン等のα-オレフィン類が挙げられ、好ましくは、エチレンが挙げられる。さらに共重合体の形態としては、ランダム共重合体、ブロック共重合体のいずれであってもよい。
Examples of the comonomer other than propylene in the copolymer include α-olefins such as ethylene, 1-butene, 1-pentene, 1-hexene, 4-methyl-1-pentene, 1-octene and 1-decene. Preferably, ethylene is used. Further, the form of the copolymer may be either a random copolymer or a block copolymer.
本発明では、これらのうち、複合ポリプロピレン系樹脂に含まれるプロピレン系樹脂としてランダム共重合体を用いることが好ましい。特に前記互いに融点の異なる少なくとも2種類のポリプロピレン系樹脂については、ランダム共重合体(A)が110℃~135℃の融点を有する樹脂であり、ランダム共重合体(B)が140℃~160℃の融点を有する樹脂であることが好ましい。ランダム共重合体(A)は、プロピレンモノマーと、プロピレン以外のコモノマー(好ましくは、エチレン)とを、メタロセン系触媒の存在下、所定の条件で共重合させることによって得ることができる。
In the present invention, among these, it is preferable to use a random copolymer as the propylene resin contained in the composite polypropylene resin. In particular, for at least two types of polypropylene resins having different melting points, the random copolymer (A) is a resin having a melting point of 110 ° C. to 135 ° C., and the random copolymer (B) is 140 ° C. to 160 ° C. A resin having a melting point of The random copolymer (A) can be obtained by copolymerizing a propylene monomer and a comonomer other than propylene (preferably ethylene) under a predetermined condition in the presence of a metallocene catalyst.
ランダム共重合体(A)は、複合ポリプロピレン系樹脂100重量部に対して、35~85重量部、好ましくは、45~70重量部含まれていることが好ましい。一方、ランダム共重合体(B)は、複合ポリプロピレン系樹脂100重量部に対して、65~15重量部、好ましくは、55~30重量部含まれていることが好ましい。
The random copolymer (A) is contained in an amount of 35 to 85 parts by weight, preferably 45 to 70 parts by weight, based on 100 parts by weight of the composite polypropylene resin. On the other hand, the random copolymer (B) is contained in an amount of 65 to 15 parts by weight, preferably 55 to 30 parts by weight, with respect to 100 parts by weight of the composite polypropylene resin.
最内層51に含まれる熱可塑性エラストマー(E)は、たとえば、スチレン系エラストマー、オレフィン系エラストマー、ウレタン系エラストマー、エステル系エラストマー等の各種熱可塑性エラストマーであってもよい。これらは、単独使用または2種以上併用することができる。本発明では、これらのうち、最内層51は、スチレン系エラストマーを含んでいることが好ましく、スチレン系エラストマーとオレフィン系エラストマーとの混合物を含んでいることがさらに好ましい。混合物の重量比率は、たとえば、スチレン系エラストマーが20~50重量%であり、オレフィン系エラストマーが0~30重量%である。また、熱可塑性エラストマー(E)は、全体として20MPa以上の引張強度および-35℃以下のガラス転移温度を有していることが好ましい。
The thermoplastic elastomer (E) contained in the innermost layer 51 may be various thermoplastic elastomers such as a styrene elastomer, an olefin elastomer, a urethane elastomer, and an ester elastomer. These can be used alone or in combination of two or more. In the present invention, among these, the innermost layer 51 preferably contains a styrene elastomer, and more preferably contains a mixture of a styrene elastomer and an olefin elastomer. The weight ratio of the mixture is, for example, 20 to 50% by weight for the styrene elastomer and 0 to 30% by weight for the olefin elastomer. The thermoplastic elastomer (E) preferably has a tensile strength of 20 MPa or more and a glass transition temperature of −35 ° C. or less as a whole.
中間層52および最外層53の構成する樹脂は、特に制限されず、公知の樹脂を適用することができる。たとえば、ポリエチレン、ポリプロピレン、ポリ(4-メチルペンテン)、ポリテトラフルオロエチレン等のポリオレフィン系樹脂、エチレン-テトラシクロドデセン等のポリ環状オレフィン系樹脂、ポリエチレンテレフタレート(PET)等のポリエステル系樹脂、エチレン-酢酸ビニル共重合体(EVA)、エチレン-ビニルアルコール共重合体(EVOH)、ポリ酢酸ビニル、ポリビニルアルコール、ポリ塩化ビニル等のビニル系重合体樹脂、ナイロン-6、ナイロン-12、ナイロン-6,6等のポリアミド系樹脂等の汎用樹脂が挙げられる。これらは単独使用もしくは2種以上併用してもよい。
The resin constituting the intermediate layer 52 and the outermost layer 53 is not particularly limited, and a known resin can be applied. For example, polyolefin resins such as polyethylene, polypropylene, poly (4-methylpentene), polytetrafluoroethylene, polycyclic olefin resins such as ethylene-tetracyclododecene, polyester resins such as polyethylene terephthalate (PET), ethylene -Vinyl acetate copolymer (EVA), ethylene-vinyl alcohol copolymer (EVOH), vinyl polymer resins such as polyvinyl acetate, polyvinyl alcohol, polyvinyl chloride, nylon-6, nylon-12, nylon-6 General purpose resins such as polyamide resins such as No.6 and No.6. These may be used alone or in combination of two or more.
収容室2を区画する環状のヒートシール6は、収容室2の相対向する長辺をシールする一対の縦シール9と、収容室2の相対向する短辺をシールする一対の横シール10とを一体的に含む。一対の縦シール9は、その両方が同じ一定幅を持って一直線に平行に縦に延びている。一対の横シール10は、注出部材4が配置される側の短辺をシールするヘッド側シール101と、収容室2のヘッド側の反対側(ボトム側)の短辺をシールするボトム側シール102とを含む。
The annular heat seal 6 that divides the storage chamber 2 includes a pair of vertical seals 9 that seal the opposing long sides of the storage chamber 2, and a pair of horizontal seals 10 that seal the opposing short sides of the storage chamber 2. Are integrally included. The pair of vertical seals 9 both have the same constant width and extend vertically in parallel with a straight line. The pair of horizontal seals 10 includes a head side seal 101 that seals the short side on the side where the dispensing member 4 is disposed, and a bottom side seal that seals the short side on the opposite side (bottom side) of the storage chamber 2 to the head side. 102.
ヘッド側シール101は、縦シール9よりも幅広なシール幅で横に延びていて、その長さ方向中央に注出部材4が固定されている。
The head-side seal 101 extends laterally with a wider seal width than the vertical seal 9, and the extraction member 4 is fixed at the center in the length direction.
ボトム側シール102は、縦シール9よりも幅広なシール幅でヘッド側シール101に平行に横に延びていて、その長さ方向中央に吊下げ孔12が形成されている。ボトム側シール102には、吊下げ孔12を挟んで横方向両側に、ヒートシールが施されていない非シール部13が1つずつ設けられている。
The bottom-side seal 102 has a wider seal width than the vertical seal 9 and extends in parallel to the head-side seal 101, and a suspension hole 12 is formed at the center in the length direction. The bottom-side seal 102 is provided with one non-sealing portion 13 that is not heat-sealed on both sides in the lateral direction across the suspension hole 12.
注出部材4は、バッグ本体3に固定されるベース部材41と、ノズル42とを含む。ベース部材41は、注出方向から見た形状がひし形の舟型式ポートであって、たとえば、ポリプロピレン、ポリエチレン等のプラスチックからなる。ベース部材41は、バッグ本体3の作製時に、2枚の多層フィルム5の間に挟まれた状態でヒートシールされることによって、多層フィルム5に密着してバッグ本体3に固定される。ノズル42は、ベース部材41と同様の材料からなり、たとえば、ベース部材41と一体的に形成されている。そして、このノズル42には、図1に破線で示すように、たとえばプルトップ型のキャップ43が熱溶着等によって取り付けられている。
<薬液バッグの製造方法>
図3および図4は、前記薬液バッグ1の製造方法の一部の工程順に説明するための図である。なお、図3および図4では、明瞭化のために、各多層フィルム5を単層構造で表している。 The dispensingmember 4 includes a base member 41 that is fixed to the bag body 3 and a nozzle 42. The base member 41 is a boat-type port having a rhombus shape as viewed from the dispensing direction, and is made of, for example, plastic such as polypropylene or polyethylene. The base member 41 is fixed to the bag body 3 in close contact with the multilayer film 5 by being heat sealed while being sandwiched between the two multilayer films 5 when the bag body 3 is manufactured. The nozzle 42 is made of the same material as the base member 41, and is formed integrally with the base member 41, for example. As shown by a broken line in FIG. 1, for example, a pull-top type cap 43 is attached to the nozzle 42 by heat welding or the like.
<Method for manufacturing chemical solution bag>
3 and 4 are diagrams for explaining a part of the manufacturing method of thechemical solution bag 1 in the order of steps. 3 and 4, each multilayer film 5 is represented by a single layer structure for the sake of clarity.
<薬液バッグの製造方法>
図3および図4は、前記薬液バッグ1の製造方法の一部の工程順に説明するための図である。なお、図3および図4では、明瞭化のために、各多層フィルム5を単層構造で表している。 The dispensing
<Method for manufacturing chemical solution bag>
3 and 4 are diagrams for explaining a part of the manufacturing method of the
薬液バッグ1を製造するには、たとえば、図3(a)(b)に示すように、最内層51同士が向かい合うように(図2(a)参照)、2枚の多層フィルム5を重ね合わせる。
In order to manufacture the medical solution bag 1, for example, as shown in FIGS. 3A and 3B, the two multilayer films 5 are overlapped so that the innermost layers 51 face each other (see FIG. 2A). .
次に、図4(a)(b)に示すように、ヒートシール6を施すための下金型14および上金型15を準備する。
Next, as shown in FIGS. 4A and 4B, a lower mold 14 and an upper mold 15 for applying the heat seal 6 are prepared.
下金型14は、その表面14Aが平らであり、ヒートシールの際に、多層フィルム5の最外層53(第3層)側の表面全体を支持できるようになっている。一方、上金型15は、その表面15Aに、縦シール9と同じ一定幅で長手方向に延びる直線状のシール面が選択的に形成されており、表面15Aのシール面以外の部分には、ヒートシールの際にバッグ本体3の収容室2を確保するための凹部16が形成されている。
The lower mold 14 has a flat surface 14A, and can support the entire surface of the multilayer film 5 on the outermost layer 53 (third layer) side during heat sealing. On the other hand, the upper mold 15 is selectively formed on the surface 15A thereof with a linear seal surface extending in the longitudinal direction with the same constant width as that of the vertical seal 9, and a portion other than the seal surface of the surface 15A is A recess 16 is formed for securing the storage chamber 2 of the bag body 3 during heat sealing.
そして、重ね合わせた2枚の多層フィルム5を、上金型15のシール面15Aが下金型14の表面14Aに当接するように、厚さ方向両側から上金型15および下金型14で挟み込み、挟み込んだ状態で下金型14および上金型15の両方を加熱する。たとえば、下金型14の温度が100℃~150℃であり、上金型15の温度が130℃~170℃であることが好ましい。また、溶着圧力は、1.0MPa~5.0MPaであり、溶着時間は、0.5秒~2.0秒であることが好ましい。これにより、多層フィルム5に、複数分の薬液バッグ1のヒートシール6を同時に施す。この際、下金型14の表面14Aが薬液バッグ1の全体に接するため、収容室2にもシール時の熱が伝わって収容室の内面同士が互いに貼り付き、擬似シール7が発生することがある。しかし、本発明では、最内層51が前述した組成の樹脂からなるので、擬似シール7の剥離強度を2N未満にすることができる。また、本発明では、このヒートシール工程と同時に、不要な多層フィルム5をカットすることによって、個々の薬液バッグ1を一括して打ち抜く。その後、各薬液バッグ1に注出部材4をヒートシールにより取り付ける。これにより、図1の薬液バッグ1が得られる。
<本実施形態による作用効果>
以上のように、多層フィルム5によれば、最内層51が複合ポリプロピレン系樹脂40~80重量%と熱可塑性エラストマー(E)60~20重量%との混合物からなり、複合ポリプロピレン系樹脂が、相対的に低融点側のランダム共重合体(A)と相対的に高融点側のランダム共重合体(B)とをバランスさせ、擬似シールが発生しない融点に調節されている。そのため、図4(a)(b)に示すように、表面14Aが平らな下金型14と、表面15Aに所定の形状の凹部16が形成された上金型15とで挟み込んでバッグ本体3を形成した場合でも、擬似シール7を発生させないか、もしくは発生してもその剥離強度を2N未満にすることができる。しかも、図4(a)(b)に示すヒートシール工程を低温・短時間で実行することができ、生産効率を向上させることもできる。そして、多層フィルム5を用いた薬液バッグ1によれば、優れた強度(耐落下性、耐圧性)を発現することができる。 Then, the upper and lower molds 15 and 14 are formed from both sides in the thickness direction so that the two laminated multilayer films 5 are brought into contact with the surface 14A of the lower mold 14 so that the seal surface 15A of the upper mold 15 contacts the surface 14A. The lower mold 14 and the upper mold 15 are both heated while being sandwiched. For example, the temperature of the lower mold 14 is preferably 100 ° C. to 150 ° C., and the temperature of the upper mold 15 is preferably 130 ° C. to 170 ° C. The welding pressure is preferably 1.0 MPa to 5.0 MPa, and the welding time is preferably 0.5 seconds to 2.0 seconds. Thereby, the heat seal 6 of the chemical solution bags 1 for a plurality of parts is simultaneously applied to the multilayer film 5. At this time, since the surface 14A of the lower mold 14 is in contact with the whole chemical solution bag 1, heat at the time of sealing is also transmitted to the storage chamber 2 so that the inner surfaces of the storage chamber stick to each other and the pseudo seal 7 is generated. is there. However, in the present invention, since the innermost layer 51 is made of the resin having the composition described above, the peel strength of the pseudo seal 7 can be less than 2N. In the present invention, simultaneously with this heat sealing step, the unnecessary multi-layer film 5 is cut to punch out the individual drug solution bags 1 at a time. Thereafter, the dispensing member 4 is attached to each chemical solution bag 1 by heat sealing. Thereby, the chemical | medical solution bag 1 of FIG. 1 is obtained.
<Operational effects of this embodiment>
As described above, according to themultilayer film 5, the innermost layer 51 is composed of a mixture of 40 to 80% by weight of the composite polypropylene resin and 60 to 20% by weight of the thermoplastic elastomer (E). In particular, the random copolymer (A) on the low melting point side and the random copolymer (B) on the relatively high melting point side are balanced, and the melting point is adjusted so as not to generate a pseudo seal. Therefore, as shown in FIGS. 4A and 4B, the bag body 3 is sandwiched between a lower mold 14 having a flat surface 14A and an upper mold 15 having a concave portion 16 having a predetermined shape formed on the surface 15A. Even when formed, the pseudo seal 7 is not generated, or even if it is generated, the peel strength can be less than 2N. In addition, the heat sealing process shown in FIGS. 4A and 4B can be performed at a low temperature and in a short time, and the production efficiency can be improved. And according to the chemical | medical solution bag 1 using the multilayer film 5, the outstanding intensity | strength (drop resistance, pressure | voltage resistance) can be expressed.
<本実施形態による作用効果>
以上のように、多層フィルム5によれば、最内層51が複合ポリプロピレン系樹脂40~80重量%と熱可塑性エラストマー(E)60~20重量%との混合物からなり、複合ポリプロピレン系樹脂が、相対的に低融点側のランダム共重合体(A)と相対的に高融点側のランダム共重合体(B)とをバランスさせ、擬似シールが発生しない融点に調節されている。そのため、図4(a)(b)に示すように、表面14Aが平らな下金型14と、表面15Aに所定の形状の凹部16が形成された上金型15とで挟み込んでバッグ本体3を形成した場合でも、擬似シール7を発生させないか、もしくは発生してもその剥離強度を2N未満にすることができる。しかも、図4(a)(b)に示すヒートシール工程を低温・短時間で実行することができ、生産効率を向上させることもできる。そして、多層フィルム5を用いた薬液バッグ1によれば、優れた強度(耐落下性、耐圧性)を発現することができる。 Then, the upper and
<Operational effects of this embodiment>
As described above, according to the
具体的には、耐落下性に関して、収容室2に薬液8を充填した状態の薬液バッグ1(図2(b)参照)を121℃で15分間滅菌し、滅菌後の薬液バッグ1に6.4kgの鉄板を落下させて、その薬液バッグ1に破袋や液漏れが発生しない最大落下高さとして表される落板強度を40cm以上にすることができる。
Specifically, regarding the drop resistance, the chemical solution bag 1 (see FIG. 2 (b)) filled with the chemical solution 8 in the storage chamber 2 is sterilized at 121 ° C. for 15 minutes. By dropping a 4 kg iron plate, the falling plate strength expressed as the maximum drop height at which the chemical bag 1 does not break or leak can be made 40 cm or more.
また、耐圧性に関して、作製したサンプルを121℃で15分間滅菌し、滅菌後の内圧を200kPaに上昇させた後に、15分間の一定加圧に耐える強度を付与することができる。
Moreover, regarding the pressure resistance, the prepared sample can be sterilized at 121 ° C. for 15 minutes, and after the internal pressure after sterilization is increased to 200 kPa, the strength to withstand a constant pressure for 15 minutes can be imparted.
また、薬液バッグ1は、収容室2薬液を充填した後に滅菌処理されてもよい。適用される滅菌処理としては、たとえば、高圧蒸気滅菌、熱水シャワー滅菌等の公知の加熱滅菌処理が挙げられる。また、これら加熱滅菌処理の処理温度は、105℃~110℃程度もしくは、薬液の種類、用法、使用環境等に合わせて118℃~121℃に設定されてもよい。薬液バッグ1は、本発明の多層フィルム5を用いて形成されているので、高温滅菌処理に対する耐熱性が優れている。したがって、薬液バッグ1が118℃~121℃で高温滅菌処理されても、適度な柔軟性や良好な透明性を維持することができる。
Moreover, the chemical solution bag 1 may be sterilized after filling the container 2 with the chemical solution. Examples of the sterilization process to be applied include known heat sterilization processes such as high-pressure steam sterilization and hot water shower sterilization. The processing temperature of these heat sterilization treatments may be set to about 105 ° C. to 110 ° C. or 118 ° C. to 121 ° C. in accordance with the type of chemical solution, usage, use environment, and the like. Since the medical solution bag 1 is formed using the multilayer film 5 of the present invention, the heat resistance against high temperature sterilization is excellent. Therefore, even when the chemical solution bag 1 is subjected to high temperature sterilization at 118 ° C. to 121 ° C., moderate flexibility and good transparency can be maintained.
以上、本発明の一実施形態について説明したが、本発明はさらに他の形態で実施することもできる。
Although one embodiment of the present invention has been described above, the present invention can also be implemented in other forms.
たとえば、バッグ本体3は、必ずしも2枚の多層フィルム5の重ね合わせである必要はなく、1枚の多層フィルム5が、インフレーション法等の公知の方法によって袋状またはチューブ状に形成されることにより対をなすように重なり合ったものでもよい。その場合、袋状またはチューブ状の多層フィルム5の周縁をヒートシールすることによってバッグ本体3を作製することができる。
For example, the bag body 3 does not necessarily have to be a superposition of two multilayer films 5, and the single multilayer film 5 is formed into a bag shape or a tube shape by a known method such as an inflation method. It may be overlapped so as to form a pair. In that case, the bag main body 3 can be produced by heat-sealing the periphery of the bag-shaped or tube-shaped multilayer film 5.
また、前述の実施形態では、多層フィルム5の層構造一例として、3層構造のみを示したが、多層フィルム5は、4層構造、5層構造、それ以上であってもよい。たとえば、最内層51と中間層52との間、および中間層52と最外層53との間のそれぞれに接着層が挿入された5層構造であってもよい。
In the above-described embodiment, only a three-layer structure is shown as an example of a layer structure of the multilayer film 5, but the multilayer film 5 may have a four-layer structure, a five-layer structure, or more. For example, a five-layer structure in which adhesive layers are inserted between the innermost layer 51 and the intermediate layer 52 and between the intermediate layer 52 and the outermost layer 53 may be employed.
また、本発明は、医療用薬液を収容する薬液バッグに限らず、栄養剤等の食品(たとえば、経静脈栄養剤、経口栄養剤、経管栄養剤等)を収容する輸液バッグ等、種々の液剤用バッグとして好適に用いることができる。
In addition, the present invention is not limited to a medical solution bag that contains a medical solution, but includes various infusion bags that contain foods such as nutrients (for example, intravenous nutrition, oral nutrition, tube feeding, etc.) It can be suitably used as a liquid bag.
本発明の実施形態は、本発明の技術的内容を明らかにするために用いられた具体例に過ぎず、本発明はこれらの具体例に限定して解釈されるべきではなく、本発明の精神および範囲は添付の請求の範囲によってのみ限定される。
The embodiments of the present invention are merely specific examples used to clarify the technical contents of the present invention, and the present invention should not be construed as being limited to these specific examples. The scope is limited only by the appended claims.
本出願は、2012年5月15日に日本国特許庁に提出された特願2012-111852号に対応しており、この出願の全開示はここに引用により組み込まれるものとする。
This application corresponds to Japanese Patent Application No. 2012-111852 filed with the Japan Patent Office on May 15, 2012, the entire disclosure of which is incorporated herein by reference.
次に、本発明を実施例および比較例に基づいて説明するが、本発明は下記の実施例によって限定されるものではない。
(1)使用材料
下記実施例および比較例において下記の樹脂材料を用いた。
<ランダム共重合体A>
・ランダムA1(128℃)
メタロセン系エチレン・プロピレンランダム共重合体
(融点128℃ MFR:7.0 日本ポリプロ社製)
・ランダムA2(118℃)
メタロセン系エチレン・プロピレンランダム共重合体
(融点118℃ MFR:3.8 プライムポリマー社製)
<ランダム共重合体B>
・ランダムB1(147℃)
エチレン・プロピレンランダム共重合体
(融点147℃ MFR:1.8 李長栄社製)
・ランダムB2(137℃)
エチレン・プロピレンランダム共重合体
(融点137℃ MFR:1.5 バゼル社製)
<熱可塑性エラストマーE>
・スチレン系E
(引張強度23MPa MFR:6.0 ガラス転移温度-41℃ クレイトン社製)
・オレフィン系E
(引張強度45MPa MFR:1.0 ガラス転移温度-50℃ 三井化学社製)
<PPコンパウンド-1>
・PT100(MFR:1.6 融点:164℃ 李長栄社製)
<PPコンパウンド-2>
・PT100/ST612/A-1085S=20:50:30(配合割合)
(ST612(MFR:1.8 融点:148℃ 李長栄社製))
(A-1085S(MFR:1.2 ガラス転移温度:-40℃ 三井化学社製)
(2)多層フィルムの製造
各実施例および各比較例に関して、(1)に示した樹脂材料を、下記表1~表5に示す配合割合(重量部)に基づいて溶融混合することにより最内層51、中間層52および最外層53それぞれを構成する樹脂材料を作製した。そして、これらの樹脂材料を、水冷共押出しインフレーション成形することにより、下記表1~表5に示す層構成の3層フィルムを作製した。
(3)薬液バッグの製造
図3および図4に示した製造工程に準じて、(2)で得られた3層フィルム製の薬液バッグ1を作製した。なお、バッグ本体3のヒートシール6の溶着条件は、上金型温度155℃一定、下金型温度130℃~160℃(下記表1参照)、溶着圧力0.5MPa、溶着時間1秒とした。
(4)薬液バッグの評価試験(ア)落板強度
収容室2に薬液8を充填した状態の薬液バッグ1を121℃で15分間滅菌した。滅菌後の薬液バッグ1を氷水中に投入して0℃近辺まで冷却したあと、その薬液バッグ1を落板強度試験機にセットした。次に、6.4kgの鉄板を高さ10cmから薬液バッグ1へ落下させ、破袋やピンホールによる液漏れが発生しているかどうかを確認した。破袋や液漏れがない場合、破袋や液漏れが発生するまで、鉄板の落下高さを10cmずつ上昇させて同じ試験を行った。そして、破袋や液漏れが発生しない最大落下高さを測定結果とした。結果を下記表1~表5に示す。
(イ)擬似シール強度
薬液を充填する前の薬液バッグ1の中央部から、幅15mm×長さ150mmの短冊状フィルムを上下2枚一緒に切り取った。次に、切り取った短冊サンプルをチャック間距離50mm、引張スピード200mm/minで剥離試験を行い、測定した100mmの区間で最大の剥離強度を測定した。そして、n数(サンプル数)15個の平均値を本試験の擬似シール強度とした。結果を下記表1~表5に示す。
(ウ)耐圧試験
1辺14cmの正方形で4辺を所定の温度でヒートシールし、中に薬液を充填した状態で121℃、15分間滅菌したサンプルを、室温で耐圧試験機に設けた17mmの隙間にセットした。セット後サンプル内にエアを注入して内圧を200kPaに上昇させ、15分間にサンプルが破裂するかどうかを確認した。なお、15分以内に破裂した場合は破裂したときの経過時間を測定結果とした。結果を下記表1~表5に示す。
(エ)評価結果
まず、表1および表2は、融点128℃のランダム共重合体A1および融点147℃のランダム共重合体B1の両方を含む実施例1~5と、ランダム共重合体A1,B1のいずれか一方を含まない比較例1~2との評価結果の比較を示している。表2によると、ランダム共重合体B1を含まない比較例1では擬似シールの剥離強度が高く、ランダム共重合体A1を含まない比較例2では耐圧性が劣ることが分かった。 Next, although this invention is demonstrated based on an Example and a comparative example, this invention is not limited by the following Example.
(1) Materials used The following resin materials were used in the following Examples and Comparative Examples.
<Random copolymer A>
・ Random A1 (128 ℃)
Metallocene ethylene / propylene random copolymer (melting point: 128 ° C. MFR: 7.0, manufactured by Nippon Polypro)
・ Random A2 (118 ℃)
Metallocene ethylene / propylene random copolymer (melting point 118 ° C. MFR: 3.8 manufactured by Prime Polymer Co., Ltd.)
<Random copolymer B>
・ Random B1 (147 ℃)
Ethylene / propylene random copolymer (melting point: 147 ° C. MFR: 1.8, manufactured by Lee Chang-ei)
・ Random B2 (137 ℃)
Ethylene / propylene random copolymer (Melting point: 137 ° C. MFR: 1.5, manufactured by Basel)
<Thermoplastic elastomer E>
・ Styrene E
(Tensile strength: 23 MPa MFR: 6.0 Glass transition temperature-41 ° C., manufactured by Clayton)
・ Olefinic E
(Tensile strength 45MPa MFR: 1.0 Glass transition temperature -50 ℃ Made by Mitsui Chemicals)
<PP compound-1>
-PT100 (MFR: 1.6 Melting point: 164 ° C, manufactured by Lee Choeisha)
<PP compound-2>
PT100 / ST612 / A-1085S = 20: 50: 30 (mixing ratio)
(ST612 (MFR: 1.8 melting point: 148 ° C, manufactured by Lee Chang-Ei))
(A-1085S (MFR: 1.2 Glass transition temperature: −40 ° C., Mitsui Chemicals)
(2) Production of multilayer film For each example and each comparative example, the resin material shown in (1) was melt-mixed on the basis of the blending ratio (parts by weight) shown in Tables 1 to 5 below to form the innermost layer. 51, the resin material which comprises each of the intermediate |middle layer 52 and the outermost layer 53 was produced. Then, these resin materials were subjected to water-cooled coextrusion and inflation molding to produce a three-layer film having a layer structure shown in Tables 1 to 5 below.
(3) Manufacture of chemical solution bag According to the manufacturing process shown in FIG. 3 and FIG. 4, thechemical solution bag 1 made of the three-layer film obtained in (2) was prepared. The welding conditions of the heat seal 6 of the bag body 3 were as follows: upper mold temperature 155 ° C., lower mold temperature 130 ° C. to 160 ° C. (see Table 1 below), welding pressure 0.5 MPa, welding time 1 second. .
(4) Evaluation test of chemical solution bag (a) Drop plate strength Thechemical solution bag 1 with the chemical solution 8 filled in the storage chamber 2 was sterilized at 121 ° C. for 15 minutes. The sterilized chemical solution bag 1 was put into ice water and cooled to around 0 ° C., and then the chemical solution bag 1 was set on a falling plate strength tester. Next, a 6.4 kg iron plate was dropped from a height of 10 cm to the chemical solution bag 1 to confirm whether liquid leakage due to broken bags or pinholes occurred. When there was no bag breakage or liquid leakage, the same test was performed by increasing the drop height of the iron plate by 10 cm until breakage or liquid leakage occurred. The maximum drop height at which bag breakage or liquid leakage does not occur was taken as the measurement result. The results are shown in Tables 1 to 5 below.
(A) Pseudo seal strength From the center part of the chemical |medical solution bag 1 before filling a chemical | medical solution, the strip-like film of width 15mm x length 150mm was cut out upper and lower two pieces together. Next, a peel test was performed on the cut strip samples at a chuck distance of 50 mm and a tensile speed of 200 mm / min, and the maximum peel strength was measured in the measured 100 mm section. And the average value of n number (sample number) of 15 pieces was made into the pseudo seal strength of this test. The results are shown in Tables 1 to 5 below.
(C) Pressureresistance test A 14 cm square with four sides heat sealed at a predetermined temperature, and a sample sterilized at 121 ° C. for 15 minutes in a state filled with a chemical solution in a pressure tester at room temperature of 17 mm Set in the gap. After setting, air was injected into the sample to increase the internal pressure to 200 kPa, and it was confirmed whether the sample burst in 15 minutes. In addition, when it burst within 15 minutes, the elapsed time when it burst was used as the measurement result. The results are shown in Tables 1 to 5 below.
(D) Evaluation Results First, Tables 1 and 2 show examples 1 to 5 including both random copolymer A1 having a melting point of 128 ° C. and random copolymer B1 having a melting point of 147 ° C., and random copolymer A1, A comparison of evaluation results with Comparative Examples 1 and 2 not including any one of B1 is shown. According to Table 2, it was found that the comparative example 1 not including the random copolymer B1 had high peel strength of the pseudo seal, and the comparative example 2 not including the random copolymer A1 was inferior in pressure resistance.
(1)使用材料
下記実施例および比較例において下記の樹脂材料を用いた。
<ランダム共重合体A>
・ランダムA1(128℃)
メタロセン系エチレン・プロピレンランダム共重合体
(融点128℃ MFR:7.0 日本ポリプロ社製)
・ランダムA2(118℃)
メタロセン系エチレン・プロピレンランダム共重合体
(融点118℃ MFR:3.8 プライムポリマー社製)
<ランダム共重合体B>
・ランダムB1(147℃)
エチレン・プロピレンランダム共重合体
(融点147℃ MFR:1.8 李長栄社製)
・ランダムB2(137℃)
エチレン・プロピレンランダム共重合体
(融点137℃ MFR:1.5 バゼル社製)
<熱可塑性エラストマーE>
・スチレン系E
(引張強度23MPa MFR:6.0 ガラス転移温度-41℃ クレイトン社製)
・オレフィン系E
(引張強度45MPa MFR:1.0 ガラス転移温度-50℃ 三井化学社製)
<PPコンパウンド-1>
・PT100(MFR:1.6 融点:164℃ 李長栄社製)
<PPコンパウンド-2>
・PT100/ST612/A-1085S=20:50:30(配合割合)
(ST612(MFR:1.8 融点:148℃ 李長栄社製))
(A-1085S(MFR:1.2 ガラス転移温度:-40℃ 三井化学社製)
(2)多層フィルムの製造
各実施例および各比較例に関して、(1)に示した樹脂材料を、下記表1~表5に示す配合割合(重量部)に基づいて溶融混合することにより最内層51、中間層52および最外層53それぞれを構成する樹脂材料を作製した。そして、これらの樹脂材料を、水冷共押出しインフレーション成形することにより、下記表1~表5に示す層構成の3層フィルムを作製した。
(3)薬液バッグの製造
図3および図4に示した製造工程に準じて、(2)で得られた3層フィルム製の薬液バッグ1を作製した。なお、バッグ本体3のヒートシール6の溶着条件は、上金型温度155℃一定、下金型温度130℃~160℃(下記表1参照)、溶着圧力0.5MPa、溶着時間1秒とした。
(4)薬液バッグの評価試験(ア)落板強度
収容室2に薬液8を充填した状態の薬液バッグ1を121℃で15分間滅菌した。滅菌後の薬液バッグ1を氷水中に投入して0℃近辺まで冷却したあと、その薬液バッグ1を落板強度試験機にセットした。次に、6.4kgの鉄板を高さ10cmから薬液バッグ1へ落下させ、破袋やピンホールによる液漏れが発生しているかどうかを確認した。破袋や液漏れがない場合、破袋や液漏れが発生するまで、鉄板の落下高さを10cmずつ上昇させて同じ試験を行った。そして、破袋や液漏れが発生しない最大落下高さを測定結果とした。結果を下記表1~表5に示す。
(イ)擬似シール強度
薬液を充填する前の薬液バッグ1の中央部から、幅15mm×長さ150mmの短冊状フィルムを上下2枚一緒に切り取った。次に、切り取った短冊サンプルをチャック間距離50mm、引張スピード200mm/minで剥離試験を行い、測定した100mmの区間で最大の剥離強度を測定した。そして、n数(サンプル数)15個の平均値を本試験の擬似シール強度とした。結果を下記表1~表5に示す。
(ウ)耐圧試験
1辺14cmの正方形で4辺を所定の温度でヒートシールし、中に薬液を充填した状態で121℃、15分間滅菌したサンプルを、室温で耐圧試験機に設けた17mmの隙間にセットした。セット後サンプル内にエアを注入して内圧を200kPaに上昇させ、15分間にサンプルが破裂するかどうかを確認した。なお、15分以内に破裂した場合は破裂したときの経過時間を測定結果とした。結果を下記表1~表5に示す。
(エ)評価結果
まず、表1および表2は、融点128℃のランダム共重合体A1および融点147℃のランダム共重合体B1の両方を含む実施例1~5と、ランダム共重合体A1,B1のいずれか一方を含まない比較例1~2との評価結果の比較を示している。表2によると、ランダム共重合体B1を含まない比較例1では擬似シールの剥離強度が高く、ランダム共重合体A1を含まない比較例2では耐圧性が劣ることが分かった。 Next, although this invention is demonstrated based on an Example and a comparative example, this invention is not limited by the following Example.
(1) Materials used The following resin materials were used in the following Examples and Comparative Examples.
<Random copolymer A>
・ Random A1 (128 ℃)
Metallocene ethylene / propylene random copolymer (melting point: 128 ° C. MFR: 7.0, manufactured by Nippon Polypro)
・ Random A2 (118 ℃)
Metallocene ethylene / propylene random copolymer (melting point 118 ° C. MFR: 3.8 manufactured by Prime Polymer Co., Ltd.)
<Random copolymer B>
・ Random B1 (147 ℃)
Ethylene / propylene random copolymer (melting point: 147 ° C. MFR: 1.8, manufactured by Lee Chang-ei)
・ Random B2 (137 ℃)
Ethylene / propylene random copolymer (Melting point: 137 ° C. MFR: 1.5, manufactured by Basel)
<Thermoplastic elastomer E>
・ Styrene E
(Tensile strength: 23 MPa MFR: 6.0 Glass transition temperature-41 ° C., manufactured by Clayton)
・ Olefinic E
(Tensile strength 45MPa MFR: 1.0 Glass transition temperature -50 ℃ Made by Mitsui Chemicals)
<PP compound-1>
-PT100 (MFR: 1.6 Melting point: 164 ° C, manufactured by Lee Choeisha)
<PP compound-2>
PT100 / ST612 / A-1085S = 20: 50: 30 (mixing ratio)
(ST612 (MFR: 1.8 melting point: 148 ° C, manufactured by Lee Chang-Ei))
(A-1085S (MFR: 1.2 Glass transition temperature: −40 ° C., Mitsui Chemicals)
(2) Production of multilayer film For each example and each comparative example, the resin material shown in (1) was melt-mixed on the basis of the blending ratio (parts by weight) shown in Tables 1 to 5 below to form the innermost layer. 51, the resin material which comprises each of the intermediate |
(3) Manufacture of chemical solution bag According to the manufacturing process shown in FIG. 3 and FIG. 4, the
(4) Evaluation test of chemical solution bag (a) Drop plate strength The
(A) Pseudo seal strength From the center part of the chemical |
(C) Pressure
(D) Evaluation Results First, Tables 1 and 2 show examples 1 to 5 including both random copolymer A1 having a melting point of 128 ° C. and random copolymer B1 having a melting point of 147 ° C., and random copolymer A1, A comparison of evaluation results with Comparative Examples 1 and 2 not including any one of B1 is shown. According to Table 2, it was found that the comparative example 1 not including the random copolymer B1 had high peel strength of the pseudo seal, and the comparative example 2 not including the random copolymer A1 was inferior in pressure resistance.
次に、表3および表4は、融点118℃のランダム共重合体A2および融点137℃のランダム共重合体B2の両方を含む実施例6~10と、ランダム共重合体A2,B2のいずれか一方を含まない比較例3~4との評価結果の比較を示している。表4によると、表1と同様に、ランダム共重合体B2を含まない比較例3では擬似シールの剥離強度が高く、ランダム共重合体A2を含まない比較例4では耐圧性が劣ることが分かった。
Next, Tables 3 and 4 show examples 6 to 10 including both random copolymer A2 having a melting point of 118 ° C. and random copolymer B2 having a melting point of 137 ° C., and any of random copolymers A2 and B2. A comparison of evaluation results with Comparative Examples 3 to 4 not including one is shown. According to Table 4, similarly to Table 1, it is found that Comparative Example 3 not including random copolymer B2 has high peel strength of the pseudo seal, and Comparative Example 4 not including random copolymer A2 has poor pressure resistance. It was.
次に、表5は、複合ポリプロピレン(PP)系樹脂の比率が40~80重量%の範囲にある実施例3,11,12と、当該比率が40~80重量%の範囲外である比較例5~6との評価結果の比較を示している。表5によると、複合PP系樹脂の比率が80重量%を超える比較例5では耐圧性が劣り、当該比率が40重量%未満である比較例6では擬似シールの剥離強度が高いことが分かった。
Next, Table 5 shows Examples 3, 11, and 12 in which the ratio of the composite polypropylene (PP) resin is in the range of 40 to 80% by weight, and Comparative Examples in which the ratio is out of the range of 40 to 80% by weight. Comparison of evaluation results with 5-6 is shown. According to Table 5, it was found that in Comparative Example 5 in which the ratio of the composite PP resin exceeds 80% by weight, the pressure resistance is inferior, and in Comparative Example 6 in which the ratio is less than 40% by weight, the peel strength of the pseudo seal is high. .





1 薬液バッグ
2 収容室
3 バッグ本体
4 注出部材
5 多層フィルム
51 最内層
52 中間層
53 最外層
6 ヒートシール
7 擬似シール
8 薬液
14 下金型
14A 表面
15 上金型
15A 表面
16 凹部 DESCRIPTION OFSYMBOLS 1 Chemical solution bag 2 Storage chamber 3 Bag main body 4 Outlet member 5 Multilayer film 51 Innermost layer 52 Intermediate layer 53 Outermost layer 6 Heat seal 7 Pseudo seal 8 Chemical solution 14 Lower mold 14A Surface 15 Upper mold 15A Surface 16 Concave
2 収容室
3 バッグ本体
4 注出部材
5 多層フィルム
51 最内層
52 中間層
53 最外層
6 ヒートシール
7 擬似シール
8 薬液
14 下金型
14A 表面
15 上金型
15A 表面
16 凹部 DESCRIPTION OF
Claims (10)
- 最内層、最外層およびこれらの間の中間層の少なくとも3層の積層構造からなり、
前記最内層は、互いに融点の異なる少なくとも2種類のポリプロピレン系樹脂を含む複合ポリプロピレン系樹脂40~80重量%と、熱可塑性エラストマー(E)60~20重量%との混合物からなり、
前記2種類のポリプロピレン系樹脂は、相対的に融点が低くメタロセン系触媒の存在下での重合によって得られるランダム共重合体(A)と、ランダム共重合体(A)よりも相対的に融点が高いランダム共重合体(B)とを含む、多層フィルム。 Consists of a laminated structure of at least three layers of an innermost layer, an outermost layer and an intermediate layer between them,
The innermost layer is composed of a mixture of 40 to 80% by weight of a composite polypropylene resin containing at least two types of polypropylene resins having different melting points, and 60 to 20% by weight of a thermoplastic elastomer (E).
The two types of polypropylene resins have a relatively low melting point and a relatively low melting point compared to the random copolymer (A) obtained by polymerization in the presence of a metallocene catalyst and the random copolymer (A). A multilayer film comprising a high random copolymer (B). - 前記ランダム共重合体(A)が110℃~135℃の融点を有する樹脂であり、前記ランダム共重合体(B)が、140℃~160℃の融点を有する樹脂である、請求項1に記載の多層フィルム。 The random copolymer (A) is a resin having a melting point of 110 ° C to 135 ° C, and the random copolymer (B) is a resin having a melting point of 140 ° C to 160 ° C. Multilayer film.
- 前記複合ポリプロピレン系樹脂100重量部に対する前記ランダム共重合体(A)の割合は、35~85重量部である、請求項1または2に記載の多層フィルム。 The multilayer film according to claim 1 or 2, wherein a ratio of the random copolymer (A) to 100 parts by weight of the composite polypropylene resin is 35 to 85 parts by weight.
- 前記熱可塑性エラストマー(E)は、20MPa以上の引張強度および-35℃以下のガラス転移温度を有するエラストマー(C)を含む、請求項1~3のいずれかに記載の多層フィルム。 The multilayer film according to any one of claims 1 to 3, wherein the thermoplastic elastomer (E) includes an elastomer (C) having a tensile strength of 20 MPa or more and a glass transition temperature of -35 ° C or less.
- 前記エラストマー(C)は、スチレン系エラストマーである、請求項4に記載の多層フィルム。 The multilayer film according to claim 4, wherein the elastomer (C) is a styrene-based elastomer.
- 前記最内層同士が向かい合うように重なり合った一対の請求項1~5のいずれかに記載の多層フィルムの周縁がヒートシールされ、内部に薬液を収容するための収容室が区画されたバッグ本体と、
前記バッグ本体から薬液を注出するための注出口とを含む、薬液容器。 A bag body in which a peripheral edge of the multilayer film according to any one of claims 1 to 5 which is overlapped so that the innermost layers face each other is heat-sealed, and a storage chamber for storing a chemical solution is defined therein,
A chemical solution container including a spout for pouring out the chemical solution from the bag body. - 前記収容室に液を充填した状態の前記薬液容器を121℃で15分間滅菌し、滅菌後の薬液容器に6.4kgの鉄板を落下させて、その薬液容器に破袋や液漏れが発生しない最大落下高さとして表される落板強度が40cm以上である、請求項6に記載の薬液容器。 Sterilize the chemical container filled with the liquid in the storage chamber at 121 ° C. for 15 minutes, drop a 6.4 kg iron plate into the sterilized chemical container, and the chemical container will not break or leak The chemical | medical solution container of Claim 6 whose falling plate strength represented as maximum fall height is 40 cm or more.
- 前記バッグ本体は、前記収容室の内面同士が互いに貼り付いて形成され、剥離強度が2N未満の擬似シールを有し、かつ
前記薬液容器は、前記収容室に液を充填した状態の前記薬液容器を121℃で15分間滅菌し、滅菌後の薬液容器の内圧を200kPaに上昇させた後に、15分間の一定加圧に耐える強度を有している、請求項6または7に記載の薬液容器。 The bag body is formed by adhering inner surfaces of the storage chambers to each other, has a pseudo seal with a peel strength of less than 2N, and the chemical solution container is filled with liquid in the storage chamber Is sterilized at 121 ° C. for 15 minutes, and after increasing the internal pressure of the sterilized chemical solution container to 200 kPa, the chemical solution container according to claim 6 or 7 has a strength capable of withstanding constant pressurization for 15 minutes. - 前記収容室に充填された薬液をさらに含む、請求項6~8のいずれかに記載の薬液容器。 The chemical solution container according to any one of claims 6 to 8, further comprising a chemical solution filled in the storage chamber.
- 前記最内層同士が向かい合うように、一対の請求項1~5のいずれかに記載の多層フィルムを重ね合わせる工程と、
前記1対の多層フィルムを、表面が平らな下金型と、表面に所定の形状の凹部が形成された上金型とで挟み込んで前記1対の多層フィルムの周縁にヒートシールを形成することによって、内部に薬液を収容するための収容室が区画されたバッグ本体を形成し、同時に、前記1対の多層フィルムの他の部分から前記バッグ本体を打ち抜く工程とを含む、薬液容器の製造方法。 A step of superposing the pair of multilayer films according to any one of claims 1 to 5 so that the innermost layers face each other;
The pair of multilayer films is sandwiched between a lower mold having a flat surface and an upper mold having a concave portion of a predetermined shape formed on the surface to form a heat seal on the periphery of the pair of multilayer films. Forming a bag main body in which a storage chamber for storing a chemical liquid is partitioned, and simultaneously punching the bag main body from the other part of the pair of multilayer films. .
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IN9629DEN2014 IN2014DN09629A (en) | 2012-05-15 | 2013-05-08 | |
| CN201380025176.6A CN104520103B (en) | 2012-05-15 | 2013-05-08 | Multilayer film, medical liquid container and its manufacture method |
| JP2014515582A JP6106891B2 (en) | 2012-05-15 | 2013-05-08 | Multilayer film, chemical container, and method for producing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012111852 | 2012-05-15 | ||
| JP2012-111852 | 2012-05-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013172235A1 true WO2013172235A1 (en) | 2013-11-21 |
Family
ID=49583642
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/062958 WO2013172235A1 (en) | 2012-05-15 | 2013-05-08 | Multilayer film, drug solution container and process for production thereof |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6106891B2 (en) |
| CN (1) | CN104520103B (en) |
| IN (1) | IN2014DN09629A (en) |
| WO (1) | WO2013172235A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107427409A (en) * | 2015-03-25 | 2017-12-01 | 泰尔茂株式会社 | Medical bag |
| JP2017222844A (en) * | 2016-06-10 | 2017-12-21 | 日本ポリプロ株式会社 | Resin composition for heat seal and film using the same |
| JPWO2017131109A1 (en) * | 2016-01-27 | 2018-11-22 | 大塚テクノ株式会社 | Multi-chamber container |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113968413B (en) * | 2021-10-27 | 2023-03-10 | 雷诺丽特恒迅包装科技(北京)有限公司 | Milk storage bag and preparation method thereof |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001026083A (en) * | 1999-07-15 | 2001-01-30 | Gunze Ltd | Film for package having excellent heat sealing strength in low temperature atmosphere and packaging body |
| JP2002088203A (en) * | 2000-07-12 | 2002-03-27 | Japan Polychem Corp | Propylene-based resin composition, resin film using the same, and laminated resin film using the same |
| JP2002088205A (en) * | 2000-07-12 | 2002-03-27 | Japan Polychem Corp | Propylene-based resin composition, resin film using the same, and laminated resin film using the same |
| JP2006150892A (en) * | 2004-12-01 | 2006-06-15 | Japan Polypropylene Corp | Layered product for heat sterilization packaging |
| WO2008102733A1 (en) * | 2007-02-23 | 2008-08-28 | Otsuka Pharmaceutical Factory, Inc. | Multilayer film and container |
| JP2010005935A (en) * | 2008-06-27 | 2010-01-14 | Toray Advanced Film Co Ltd | Composite film |
| WO2011152387A1 (en) * | 2010-05-31 | 2011-12-08 | 三井化学株式会社 | Multilayer film and bag formed from multilayer film |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07178150A (en) * | 1993-12-21 | 1995-07-18 | Kawasumi Lab Inc | Container for drug solution |
| US7678097B1 (en) * | 1999-11-12 | 2010-03-16 | Baxter International Inc. | Containers and methods for manufacturing same |
| JP4270960B2 (en) * | 2003-04-18 | 2009-06-03 | 大日本印刷株式会社 | Pouch with spout for liquid food |
| JP4460372B2 (en) * | 2004-07-09 | 2010-05-12 | 株式会社大塚製薬工場 | Multi-chamber infusion bag |
| CN101119844A (en) * | 2005-02-15 | 2008-02-06 | 日本纸张包装株式会社 | Multilayer polyolefin film for use in paper container for liquids, material for use in paper container for liquids comprising the same, and paper container for liquids using the same |
| JP4730189B2 (en) * | 2006-04-26 | 2011-07-20 | 大日本印刷株式会社 | Packaging materials and packaging containers for nutrients using the same |
| JP5144285B2 (en) * | 2007-06-04 | 2013-02-13 | 古河電気工業株式会社 | Pressure welding heat pipe |
| JP2009154332A (en) * | 2007-12-25 | 2009-07-16 | Japan Polyethylene Corp | Laminate |
| JP5462694B2 (en) * | 2010-04-26 | 2014-04-02 | シーアイ化成株式会社 | Laminated film and packaging container using the laminated film |
-
2013
- 2013-05-08 WO PCT/JP2013/062958 patent/WO2013172235A1/en active Application Filing
- 2013-05-08 JP JP2014515582A patent/JP6106891B2/en active Active
- 2013-05-08 IN IN9629DEN2014 patent/IN2014DN09629A/en unknown
- 2013-05-08 CN CN201380025176.6A patent/CN104520103B/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001026083A (en) * | 1999-07-15 | 2001-01-30 | Gunze Ltd | Film for package having excellent heat sealing strength in low temperature atmosphere and packaging body |
| JP2002088203A (en) * | 2000-07-12 | 2002-03-27 | Japan Polychem Corp | Propylene-based resin composition, resin film using the same, and laminated resin film using the same |
| JP2002088205A (en) * | 2000-07-12 | 2002-03-27 | Japan Polychem Corp | Propylene-based resin composition, resin film using the same, and laminated resin film using the same |
| JP2006150892A (en) * | 2004-12-01 | 2006-06-15 | Japan Polypropylene Corp | Layered product for heat sterilization packaging |
| WO2008102733A1 (en) * | 2007-02-23 | 2008-08-28 | Otsuka Pharmaceutical Factory, Inc. | Multilayer film and container |
| JP2010005935A (en) * | 2008-06-27 | 2010-01-14 | Toray Advanced Film Co Ltd | Composite film |
| WO2011152387A1 (en) * | 2010-05-31 | 2011-12-08 | 三井化学株式会社 | Multilayer film and bag formed from multilayer film |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107427409A (en) * | 2015-03-25 | 2017-12-01 | 泰尔茂株式会社 | Medical bag |
| US20180008514A1 (en) * | 2015-03-25 | 2018-01-11 | Terumo Kabushiki Kaisha | Medical bag |
| US10806669B2 (en) * | 2015-03-25 | 2020-10-20 | Terumo Kabushiki Kaisha | Medical bag |
| JP2020179242A (en) * | 2015-03-25 | 2020-11-05 | テルモ株式会社 | Medical bag |
| CN107427409B (en) * | 2015-03-25 | 2021-07-06 | 泰尔茂株式会社 | Medical bag |
| JP7021303B2 (en) | 2015-03-25 | 2022-02-16 | テルモ株式会社 | How to make a medical bag |
| JPWO2017131109A1 (en) * | 2016-01-27 | 2018-11-22 | 大塚テクノ株式会社 | Multi-chamber container |
| JP7270179B2 (en) | 2016-01-27 | 2023-05-10 | 大塚テクノ株式会社 | Multi-chamber container |
| JP2017222844A (en) * | 2016-06-10 | 2017-12-21 | 日本ポリプロ株式会社 | Resin composition for heat seal and film using the same |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104520103B (en) | 2017-11-21 |
| CN104520103A (en) | 2015-04-15 |
| IN2014DN09629A (en) | 2015-07-31 |
| JPWO2013172235A1 (en) | 2016-01-12 |
| JP6106891B2 (en) | 2017-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101039270B1 (en) | Multilayer Film For Medical Solution Container And A Container Comprising The Same | |
| TWI432323B (en) | Multilayer film and container | |
| US8163361B2 (en) | Pliable plastic film and container using the same | |
| KR101917878B1 (en) | Multilayered liquid container | |
| JP5317513B2 (en) | Multilayer film, chemical solution bag and method for producing the same, and method for sterilizing chemical solution bag | |
| KR100362305B1 (en) | Multilayer film and container | |
| JP2004106514A (en) | Multilayer film and multiple-chamber container using it | |
| JP7240435B2 (en) | Laminates and containers | |
| JP6106891B2 (en) | Multilayer film, chemical container, and method for producing the same | |
| JP4460372B2 (en) | Multi-chamber infusion bag | |
| JP5314972B2 (en) | Multilayer film and drug container using multilayer film | |
| JP2012085742A (en) | Laminated body for transfusion bag, and transfusion bag | |
| JP2014057723A (en) | Container with port and method for manufacturing the same | |
| JP4613037B2 (en) | Polypropylene resin multi-chamber bag | |
| JP4902149B2 (en) | container | |
| CN113677605B (en) | Multilayer film for container and container comprising same | |
| JP4644480B2 (en) | Polyolefin resin multi-chamber bag | |
| JP7002105B2 (en) | Film bag and film bag manufacturing method | |
| KR100513359B1 (en) | Flexible Film For Medical Packaging | |
| JP7270179B2 (en) | Multi-chamber container | |
| JP2023066723A (en) | Laminate and plastic container | |
| CN116897108A (en) | Multi-layer body for container, medical container, and medical container containing medicine | |
| JP2023066722A (en) | Laminate and plastic container | |
| JP2023148790A (en) | Laminate and plastic container | |
| JP2024509304A (en) | Flexible multilayer film with high low temperature impact strength for medical packaging |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13790118 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014515582 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13790118 Country of ref document: EP Kind code of ref document: A1 |