WO2013161089A1 - Cr-CONTAINING STEEL PIPE FOR LINEPIPE EXCELLENT IN INTERGRANULAR STRESS CORROSION CRACKING RESISTANCE OF WELDED HEAT AFFECTED ZONE - Google Patents
Cr-CONTAINING STEEL PIPE FOR LINEPIPE EXCELLENT IN INTERGRANULAR STRESS CORROSION CRACKING RESISTANCE OF WELDED HEAT AFFECTED ZONE Download PDFInfo
- Publication number
- WO2013161089A1 WO2013161089A1 PCT/JP2012/061699 JP2012061699W WO2013161089A1 WO 2013161089 A1 WO2013161089 A1 WO 2013161089A1 JP 2012061699 W JP2012061699 W JP 2012061699W WO 2013161089 A1 WO2013161089 A1 WO 2013161089A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel pipe
- stress corrosion
- corrosion cracking
- less
- affected zone
- Prior art date
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/50—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for welded joints
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
特許文献3には、X65~X80級の高強度と、靭性、耐食性、耐硫化物応力腐食割れ性に優れ、かつ溶接熱影響部の耐粒界応力腐食割れ性に優れたラインパイプ用Cr含有鋼管が記載されている。特許文献3に記載されたラインパイプ用Cr含有鋼管は、mass%で、C:0.001~0.015%、Si:0.05~0.50%、Mn:0.10~2.0%、Al:0.001~0.10%、Cr:15.0~18.0%、Ni:2.0~6.0%、Mo:1.5~3.5%、V:0.001~0.20%、N:0.015%以下を、Cr+Mo+0.4W+0.3Si−43.5C−0.4Mn−Ni−0.3Cu−9N:11.5~13.3を満足するように含む組成とする。これにより、溶接時に1300℃以上のフェライト単相温度域に加熱され、冷却された溶接熱影響部が、全長に対する比率で、旧フェライト粒界の50%以上がマルテンサイト相および/またはオーステナイト相で占有された組織となり、Cr炭化物の欠乏層の形成が抑制されて、溶接熱影響部の耐粒界応力腐食割れ性が顕著に向上した鋼管となる。溶接後熱処理を行う必要がなくなり、溶接鋼管構造物の施工期間を大幅に短縮できるという効果を奏するとしている。 In response to such a request, for example, Patent Document 1 discloses an intergranular stress corrosion crack (intergranular stress cracking) that occurs in a weld heat affected zone without performing post-weld heat treatment suitable for a line pipe. There is described a martensitic stainless steel pipe that can prevent corrosion cracking (abbreviated as IGSCC) and is excellent in intergranular stress corrosion cracking resistance of a weld heat-affected zone. The martensitic stainless steel pipe described in Patent Document 1 is mass%, C: less than 0.0100%, N: less than 0.0100%, Cr: 10-14%, Ni: 3-8%, Si: 0.05 to 1.0%, Mn: 0.1 to 2.0%, P: 0.03% or less, S: 0.010% or less, Al: 0.001 to 0.10%, and One or more selected from Cu: 4% or less, Co: 4% or less, Mo: 4% or less, W: 4% or less, and Ti: 0.15% or less, Nb: 0.10 % Or less, V: 0.10% or less, Zr: 0.10% or less, Hf: 0.20% or less, Ta: 0.20% or less. It has a composition containing so as to satisfy less than 0.0050%. In the technique described in Patent Document 1, Csol, which is an effective content of dissolved carbon (Csol) that effectively acts on the formation of Cr carbide, is less than 0.0050%. Preventing formation of Cr carbide in prior austenite grain boundaries, preventing formation of Cr-depleted layers (Cr depleted zones) that are the cause of intergranular stress corrosion cracking in the weld heat affected zone, It is said that intergranular stress corrosion cracking that occurs in the weld heat affected zone can be suppressed without performing post-weld heat treatment.
Patent Document 3 contains Cr for line pipes with high strength of X65 to X80, excellent toughness, corrosion resistance, and sulfide stress corrosion cracking resistance, and excellent resistance to intergranular stress corrosion cracking in the weld heat affected zone. Steel pipes are described. The Cr-containing steel pipe for line pipe described in Patent Document 3 is mass%, C: 0.001 to 0.015%, Si: 0.05 to 0.50%, Mn: 0.10 to 2.0. %, Al: 0.001 to 0.10%, Cr: 15.0 to 18.0%, Ni: 2.0 to 6.0%, Mo: 1.5 to 3.5%, V: 0.00. 001 to 0.20%, N: 0.015% or less so that Cr + Mo + 0.4W + 0.3Si-43.5C-0.4Mn-Ni-0.3Cu-9N: 11.5 to 13.3 It is set as the composition containing. As a result, the welding heat-affected zone heated to 1300 ° C. or more in the ferrite single-phase temperature range at the time of welding and cooled is a ratio to the total length, and 50% or more of the old ferrite grain boundaries are martensite phase and / or austenite phase. It becomes an occupied structure, the formation of a Cr carbide-deficient layer is suppressed, and a steel pipe with markedly improved intergranular stress corrosion cracking resistance of the weld heat affected zone is obtained. There is no need to perform heat treatment after welding, and the construction period of the welded steel pipe structure can be greatly shortened.
また、特許文献2に記載された技術によって製造された鋼管は、耐粒界応力腐食割れ性に関して全く考慮されておらず、Cr含有量を高めたにもかかわらず、耐粒界応力腐食割れ性という観点からは、Cr含有量の低い特許文献1に記載された鋼管よりも、むしろ低下して、溶接熱影響部に発生する粒界応力腐食割れを完全には抑制できていないという問題があった。
また、特許文献3に記載された技術によって製造された鋼管は、合金添加量が比較的多く、材料コストが高くなるという課題があった。 However, under severe corrosive environment, there is still a problem that the intergranular stress corrosion cracking generated in the weld heat-affected zone cannot be completely suppressed even by the technique described in Patent Document 1, and heat treatment after welding is performed. In the present situation, the intergranular stress corrosion cracking generated in the weld heat affected zone is prevented. In addition, although the technique described in Patent Document 1 was previously developed by the present inventors, the structure of the steel pipe of Patent Document 1 is a martensitic stainless steel pipe that does not include a ferrite phase in the structure. .
Moreover, the steel pipe manufactured by the technique described in Patent Document 2 is not considered at all with respect to intergranular stress corrosion cracking resistance, and despite the increase in Cr content, intergranular stress corrosion cracking resistance. From this point of view, there is a problem that the intergranular stress corrosion cracking generated in the weld heat-affected zone is not completely suppressed, rather than the steel pipe described in Patent Document 1 having a low Cr content. It was.
Moreover, the steel pipe manufactured by the technique described in Patent Document 3 has a problem that the alloy addition amount is relatively large and the material cost is increased.
その結果、このようなフェライト−マルテンサイト系ステンレス鋼においては、粒界応力腐食割れは、溶接時の加熱サイクル(heating cycle)中に粗大なフェライト粒が形成され、その後の冷却サイクル(cooling cycle)中にその粗大なフェライト粒の粒界にCr炭化物が析出し、それにともなってその粒界にCr欠乏層が形成されることに起因することを見出した。そして、本発明者らは、この種の鋼においては、粗大なフェライト粒の粒界にCr炭化物が析出する前に、少なくとも粒界からフェライト(ferrite)(α)→オーステナイト(austenite)(γ)変態を生じさせ、ほとんどの粒界をオーステナイトで占有することができれば、粒界へのCr炭化物の析出を阻止でき、Cr欠乏層の形成を抑制して、粒界応力腐食割れの発生を防止できることに想到した。 In order to achieve the above-mentioned object, the inventors of the present invention have provided a ferrite-martensitic stainless steel pipe with intergranular stress corrosion cracking of a weld heat-affected zone in a high-temperature corrosive environment containing carbon dioxide and chlorine ions. We intensively studied various factors affecting sex.
As a result, in such a ferrite-martensitic stainless steel, intergranular stress corrosion cracking is caused by the formation of coarse ferrite grains during the heating cycle during welding, followed by a cooling cycle. It has been found that Cr carbide precipitates at the grain boundaries of the coarse ferrite grains and a Cr-depleted layer is formed at the grain boundaries. And in this type of steel, the present inventors have found that at least the ferrite (α) → austenite (γ) from the grain boundary before Cr carbide precipitates at the grain boundary of coarse ferrite grains. If transformation can be caused and most grain boundaries can be occupied by austenite, precipitation of Cr carbides at the grain boundaries can be prevented, formation of Cr-deficient layers can be suppressed, and the occurrence of intergranular stress corrosion cracking can be prevented. I came up with it.
P1=Cr+Mo+0.4W+0.3Si−43.5C−0.4Mn−Ni−0.3Cu−9N ‥‥(1)
で定義されるP1が11.5以上13.3以下を満足するように、かつ、次(2)式
P2=(0.5Cr+5.0)−P1 ‥‥(2)
で定義されるP2が0以上を満足するように組成範囲を適正化する必要があることを見出した。 As a result of further research, before Cr carbide precipitates at the grain boundaries, the α to γ transformation is caused from the grain boundaries, and in order to prevent the occurrence of intergranular stress corrosion cracking, the composition range is as follows ( 1) P 1 = Cr + Mo + 0.4W + 0.3Si-43.5C-0.4Mn-Ni-0.3Cu-9N ‥‥ (1)
P 1 defined by the following formula satisfies 11.5 or more and 13.3 or less, and the following formula (2): P 2 = (0.5Cr + 5.0) −P 1 (2)
In it found that it is necessary to P 2, which is defined to optimize the composition range so as to satisfy 0 or more.
というのは、上記したP1が13.3以下と、フェライト形成元素の割合が低い組成となる場合には、パイプラインの敷設時のような円周溶接(girth welding)に際して、加熱時に、融点(melting point)近傍の1200℃を超えるような高温に晒される領域で粗大なフェライト相単相の組織が形成されるが、冷却時に、α→γ変態を生じ、粒界あるいは粒内からγ相が生じる。このような場合には、γ相がα相に比べ炭化物の溶解度積(solubility product)が大きいため、粒界に炭化物(Cr炭化物)は析出しにくく、したがってCr欠乏層の形成も生じにくく、粒界応力腐食割れを防止可能となる。なお、γ相の大半、あるいは全ては、その後の冷却で、マルテンサイト相に変態することはいうまでもない。 According to the studies of the present inventors, it is P 1 is 13.3 or less, and, by a composition such as P 2 becomes 0 or more, difficult to precipitate carbides (Cr carbides) is the grain boundary, thus It has been newly found that formation of a Cr-deficient layer is difficult to occur and it is possible to prevent intergranular stress corrosion cracking.
Because, and P 1 is 13.3 or less as described above, when the proportion of ferrite forming elements is low composition, upon circumferential weld, such as during laying of the pipeline (girth welding), at the time of heating, melting point A coarse ferrite phase single phase structure is formed in a region exposed to a high temperature exceeding 1200 ° C. in the vicinity of (melting point), but during cooling, α → γ transformation occurs, and the γ phase occurs from the grain boundary or within the grain. Occurs. In such a case, since the solubility product of the carbide is larger in the γ phase than in the α phase, the carbide (Cr carbide) is less likely to precipitate at the grain boundary, and therefore the formation of a Cr-deficient layer is less likely to occur. It is possible to prevent field stress corrosion cracking. Needless to say, most or all of the γ phase is transformed into a martensite phase by subsequent cooling.
そして更なる検討により、Cr、さらにはNiを低減しても、P1が13.3以下となるように、かつ、P2が0以上となるように組成を調整することができれば、上記した組織変化を確保でき、溶接熱影響部の粒界応力腐食割れを防止することが可能であるという知見を得た。 On the other hand, when the composition of the ferrite-forming element is high such that P 1 exceeds 13.3, the formed coarse ferrite phase single phase structure undergoes α → γ transformation during subsequent cooling. Since it does not occur and reaches room temperature as it is, Cr carbide precipitates at the grain boundary, a Cr-deficient layer is formed, and intergranular stress corrosion cracking is likely to occur.
If the composition can be adjusted so that P 1 becomes 13.3 or less and P 2 becomes 0 or more even if Cr and further Ni are reduced by further study, the above-mentioned is described. We obtained the knowledge that it was possible to ensure the structural change and prevent the intergranular stress corrosion cracking of the weld heat affected zone.
(1)mass%で、C:0.001~0.015%、Si:0.05~0.50%、Mn:0.10~2.0%、P:0.020%以下、S:0.010%以下、Al:0.001~0.10%、Cr:13%以上15%未満、Ni:2.0~5.0%、Mo:1.5~3.5%、V:0.001~0.20%、N:0.015%以下を、次(1)式、
P1=Cr+Mo+0.4W+0.3Si−43.5C−0.4Mn−Ni−0.3Cu−9N‥‥(1)
(ここで、Cr、Mo、W、Si、C、Mn、Ni、Cu、N:各元素の含有量(mass%))
で定義されるP1が11.5以上13.3以下、かつ次(2)式、
P2=(0.5Cr+5.0)−P1‥‥(2)
(ここで、Cr:Crの含有量(質量%))
で定義されるP2が0以上を満足するように含み、残部Feおよび不可避的不純物からなる組成を有し、溶接時に1300℃以上のフェライト単相温度域に加熱され、冷却された溶接熱影響部が、旧フェライト粒界の全長に対する比率で、旧フェライト粒界の50%以上がマルテンサイト相で占有された組織となることを特徴とする溶接熱影響部の耐粒界応力腐食割れ性に優れたラインパイプ用Cr含有鋼管。 The present invention has been completed based on such findings and further studies. That is, the gist of the present invention is as follows.
(1) In mass%, C: 0.001 to 0.015%, Si: 0.05 to 0.50%, Mn: 0.10 to 2.0%, P: 0.020% or less, S: 0.010% or less, Al: 0.001 to 0.10%, Cr: 13% or more and less than 15%, Ni: 2.0 to 5.0%, Mo: 1.5 to 3.5%, V: 0.001 to 0.20%, N: 0.015% or less, the following formula (1),
P 1 = Cr + Mo + 0.4W + 0.3Si-43.5C-0.4Mn-Ni-0.3Cu-9N (1)
(Here, Cr, Mo, W, Si, C, Mn, Ni, Cu, N: content of each element (mass%))
P 1 defined by 11.5 or more and 13.3 or less, and the following equation (2):
P 2 = (0.5Cr + 5.0) −P 1 (2)
(Here, Cr: Cr content (mass%))
In comprising as P 2 defined satisfies 0 or more, having a composition the balance being Fe and unavoidable impurities, it is heated in the ferrite single phase temperature range of not lower than 1300 ° C. during welding, the cooled weld heat affected In the intergranular stress corrosion cracking resistance of the weld heat-affected zone characterized in that the ratio of the former ferrite grain boundary to the total length of the old ferrite grain boundary is a structure in which 50% or more of the old ferrite grain boundary is occupied by the martensite phase. Excellent Cr-containing steel pipe for line pipe.
(3)(1)または(2)において、前記組成に加えてさらに、mass%で、Ti:0.01~0.20%、Nb:0.01~0.20%、Zr:0.01~0.20%のうちから選ばれた1種または2種以上を含有する組成とすることを特徴とするラインパイプ用Cr含有鋼管。 (2) In (1), in addition to the above-mentioned composition, it is further one of mass%, selected from Cu: 0.01 to 3.5%, W: 0.01 to 3.5%, or 2 A Cr-containing steel pipe for line pipes, characterized by comprising a seed-containing composition.
(3) In (1) or (2), in addition to the above composition, further, in mass%, Ti: 0.01 to 0.20%, Nb: 0.01 to 0.20%, Zr: 0.01 A Cr-containing steel pipe for line pipes, characterized in that the composition contains one or more selected from 0.20%.
C:0.001~0.015%
Cは、強度増加に寄与する元素であり、本発明では0.001%以上の含有を必要とする。
一方、0.015%を超えて多量に含有すると、溶接熱影響部の靭性を劣化させる。多量に含有すると、とくに溶接熱影響部の粒界応力腐食割れを防止することが困難となる。このため、Cは0.001~0.015%の範囲に限定した。なお、好ましくは0.002~0.010%である。 First, the reasons for limiting the composition of the steel pipe of the present invention will be described. Hereinafter, unless otherwise specified, mass% is simply expressed as%.
C: 0.001 to 0.015%
C is an element that contributes to an increase in strength. In the present invention, it is necessary to contain 0.001% or more.
On the other hand, if the content exceeds 0.015%, the toughness of the weld heat affected zone is deteriorated. If it is contained in a large amount, it becomes difficult to prevent intergranular stress corrosion cracking in the weld heat affected zone. For this reason, C is limited to the range of 0.001 to 0.015%. Preferably, the content is 0.002 to 0.010%.
Siは、脱酸剤(deoxidizing agent)として作用するとともに、固溶して強度を増加させる元素であり、本発明では0.05%以上の含有を必要とする。しかし、0.50%を超える多量の含有は、母材、溶接熱影響部の靭性を低下させる。このため、Siは0.05~0.50%の範囲に限定した。なお、好ましくは0.10~0.40%である。 Si: 0.05 to 0.50%
Si is an element that acts as a deoxidizing agent and increases the strength by solid solution. In the present invention, it is necessary to contain 0.05% or more. However, a large content exceeding 0.50% lowers the toughness of the base metal and the weld heat affected zone. For this reason, Si was limited to the range of 0.05 to 0.50%. Note that the content is preferably 0.10 to 0.40%.
Mnは、固溶して鋼の強度増加に寄与するとともに、オーステナイト生成元素で有り、フェライト生成を抑制して、母材、溶接熱影響部の靭性を向上させる。このような効果は0.10%以上の含有を必要とするが、2.0%を超えて含有しても効果が飽和し、含有量に見合う効果が期待できなくなる。このため、Mnは0.10~2.0%の範囲に限定した。なお、好ましくは0.20~1.5%である。 Mn: 0.10 to 2.0%
Mn is a solid solution that contributes to increasing the strength of the steel and is an austenite-generating element that suppresses the formation of ferrite and improves the toughness of the base material and the weld heat affected zone. Such an effect requires the content of 0.10% or more, but even if the content exceeds 2.0%, the effect is saturated and an effect commensurate with the content cannot be expected. For this reason, Mn was limited to the range of 0.10 to 2.0%. The content is preferably 0.20 to 1.5%.
Pは、耐炭酸ガス腐食性(CO2 corrosion resistance)、耐硫化物応力腐食割れ性等の耐食性を劣化させる元素であり、本発明では可及的に低減することが望ましいが、極端な低減は製造コストの上昇を招く。工業的に比較的安価に実施可能でかつ耐食性を劣化させない範囲として、Pは0.020%以下に限定した。なお、好ましくは0.015%以下である。 P: 0.020% or less P is an element that deteriorates corrosion resistance such as carbon dioxide corrosion resistance (CO 2 corrosion resistance) and sulfide stress corrosion cracking resistance, and can be reduced as much as possible in the present invention. Although desirable, extreme reduction results in increased manufacturing costs. P is limited to 0.020% or less as a range that can be industrially implemented at a relatively low cost and does not deteriorate the corrosion resistance. In addition, Preferably it is 0.015% or less.
Sは、パイプ製造過程において熱間加工性を著しく劣化させる元素であり、可及的に少ないことが望ましいが、0.010%以下に低減すれば通常工程でのパイプ製造が可能となることから、Sは0.010%以下に限定した。なお、好ましくは0.004%以下である。
Al:0.001~0.10%
Alは、強力な脱酸作用を有する元素であり、このような効果を得るためには、0.001%以上の含有を必要とするが、0.10%を超える含有は、靭性に悪影響を及ぼす。このため、Alは0.10%以下に限定した。なお、好ましくは0.05%以下である。 S: 0.010% or less S is an element that significantly deteriorates the hot workability in the pipe manufacturing process, and is preferably as small as possible, but if it is reduced to 0.010% or less, the pipe in the normal process Since production is possible, S is limited to 0.010% or less. In addition, Preferably it is 0.004% or less.
Al: 0.001 to 0.10%
Al is an element having a strong deoxidizing action, and in order to obtain such an effect, it is necessary to contain 0.001% or more. However, if it exceeds 0.10%, the toughness is adversely affected. Effect. For this reason, Al was limited to 0.10% or less. In addition, Preferably it is 0.05% or less.
Crは、保護被膜(protective surface film)を形成して、耐炭酸ガス腐食性、耐硫化物応力腐食割れ性等の耐食性を向上させる元素である。本発明では苛酷な腐食環境下における耐食性を向上させる目的で、13%以上の含有を必要とする。一方、15%以上の過剰な含有はP1値を所定の範囲に調整するために、Niなどの他の合金元素を多量に含有させる必要があり、材料コストの高騰を招く。このため、Crは13%以上15%未満の範囲に限定した。より好ましくは、14%超え15%未満である。 Cr: 13% or more and less than 15% Cr is an element that forms a protective surface film and improves corrosion resistance such as carbon dioxide corrosion resistance and sulfide stress corrosion cracking resistance. In the present invention, the content of 13% or more is required for the purpose of improving the corrosion resistance in a severe corrosive environment. On the other hand, when the content is excessively 15% or more, in order to adjust the P 1 value to a predetermined range, it is necessary to contain a large amount of other alloy elements such as Ni, resulting in an increase in material cost. For this reason, Cr was limited to the range of 13% or more and less than 15%. More preferably, it is more than 14% and less than 15%.
Niは、保護被膜を強固にする作用を有し、耐炭酸ガス腐食性、耐硫化物応力腐食割れ性等の耐食性を高めるとともに、強度の増加にも寄与する元素である。このような効果を得るためには、2.0%以上の含有を必要とするが、5.0%を超える含有は、熱間加工性が低下する傾向を示すとともに、材料コストの高騰を招く。このため、Niは2.0~5.0%の範囲に限定した。なお、好ましくは2.5~5.0%である。 Ni: 2.0-5.0%
Ni is an element that has a function of strengthening the protective coating, enhances corrosion resistance such as carbon dioxide corrosion resistance and sulfide stress corrosion cracking resistance, and contributes to an increase in strength. In order to obtain such an effect, the content of 2.0% or more is required. However, if the content exceeds 5.0%, the hot workability tends to decrease and the material cost increases. . For this reason, Ni was limited to the range of 2.0 to 5.0%. Preferably, the content is 2.5 to 5.0%.
Moは、Cl−(塩素イオン)による孔食(pitting corrosion)に対する抵抗性を増加させる作用を有し、耐食性向上に有効に作用する元素である。このような効果を得るためには、1.5%以上含有する必要がある。一方、3.5%を超えて含有すると、熱間加工性が低下するとともに、製造コストを高騰させる。このため、Moは1.5~3.5%の範囲に限定した。なお、好ましくは1.8~3.0%である。 Mo: 1.5-3.5%
Mo is an element that has an effect of increasing resistance to pitting corrosion caused by Cl − (chlorine ions) and effectively acts to improve corrosion resistance. In order to acquire such an effect, it is necessary to contain 1.5% or more. On the other hand, if the content exceeds 3.5%, the hot workability is lowered and the production cost is increased. For this reason, Mo was limited to the range of 1.5 to 3.5%. Note that the content is preferably 1.8 to 3.0%.
Vは、強度の増加に寄与するとともに、耐応力腐食割れ性を向上させる作用を有する元素である。このような効果は0.001%以上の含有で顕著となるが、0.20%を超える含有は、靭性を低下させる。このため、Vは0.001~0.20%の範囲に限定した。なお、好ましくは0.010~0.10%である。 V: 0.001 to 0.20%
V is an element that contributes to an increase in strength and has an effect of improving stress corrosion cracking resistance. Such an effect becomes remarkable when the content is 0.001% or more, but the content exceeding 0.20% lowers the toughness. For this reason, V is limited to a range of 0.001 to 0.20%. Note that the content is preferably 0.010 to 0.10%.
Nは、耐孔食性(pitting corrosion resistance)を向上させる作用を有するが、溶接性を著しく低下させる作用を有する元素であり、本発明では可及的に低減することが望ましいが、極端な低減は製造コストの上昇を招く。工業的に比較的安価に実施可能でかつ溶接性を劣化させない範囲として、0.015%を上限とした。 N: 0.015% or less N is an element that has an effect of improving pitting corrosion resistance but significantly reduces weldability. In the present invention, N can be reduced as much as possible. Although desirable, extreme reduction results in increased manufacturing costs. The upper limit was set to 0.015% as a range that can be industrially implemented at a relatively low cost and does not deteriorate the weldability.
Cu、Wはいずれも、耐炭酸ガス腐食性を向上させる元素であり、必要に応じて選択して含有できる。
Cuは、さらに、強度増加にも寄与する元素である。このような効果を得るためには、0.01%以上含有することが望ましいが、3.5%を超えて含有しても、効果が飽和し、含有量に見合う効果が期待できなくなり経済的に不利となる。このため、含有する場合、Cuは0.01~3.5%の範囲に限定することが好ましい。なお、より好ましくは0.30~2.0%である。 One or two selected from Cu: 0.01 to 3.5%, W: 0.01 to 3.5% Cu and W are both elements that improve the corrosion resistance of carbon dioxide gas. , And can be selected and contained as necessary.
Cu is an element that further contributes to an increase in strength. In order to obtain such an effect, it is desirable to contain 0.01% or more, but even if it exceeds 3.5%, the effect is saturated, and an effect commensurate with the content cannot be expected, and it is economical. Disadvantageous. For this reason, when it contains, it is preferable to limit Cu to 0.01 to 3.5% of range. More preferably, it is 0.30 to 2.0%.
Ti、Nb、Zrはいずれも、Crに比べ炭化物形成傾向が強い元素であり、冷却時に粒界にCr炭化物が析出することを抑制する作用を有し、必要に応じて選択して1種または2種以上を含有できる。このような効果を得るためには、Ti:0.01%以上、Nb:0.01%以上、Zr:0.01%以上、をそれぞれ含有することが望ましいが、Ti:0.20%、Nb:0.20%、Zr:0.20%、をそれぞれ超えて含有すると、溶接性、靭性が低下する。このため、含有する場合には、それぞれ、Ti:0.01~0.20%、Nb:0.01~0.20%、Zr:0.01~0.20%の範囲に限定することが好ましい。なお、より好ましくはTi:0.020~0.10%、Nb:0.020~0.10%、Zr:0.020~0.10%である。 One or more selected from Ti: 0.01-0.20%, Nb: 0.01-0.20%, Zr: 0.01-0.20% Ti, Nb, Zr are Both are elements that have a strong tendency to form carbides compared to Cr, have the effect of suppressing the precipitation of Cr carbides at grain boundaries during cooling, and can be selected as needed to contain one or more. . In order to obtain such an effect, it is desirable to contain Ti: 0.01% or more, Nb: 0.01% or more, Zr: 0.01% or more, respectively, Ti: 0.20%, If Nb: 0.20% and Zr: 0.20% are contained in excess, weldability and toughness are deteriorated. For this reason, when it contains, it is respectively limited to the range of Ti: 0.01-0.20%, Nb: 0.01-0.20%, Zr: 0.01-0.20%. preferable. More preferably, Ti is 0.020 to 0.10%, Nb is 0.020 to 0.10%, and Zr is 0.020 to 0.10%.
Ca、REMはいずれも、介在物の形態制御を介して、熱間加工性、連続鋳造時の製造安定性を向上させる元素であり、必要に応じて選択して含有できる。このような効果を得るためには、それぞれCa:0.0005%以上、REM:0.0005%以上含有することが望ましいが、それぞれ、Ca:0.0100%、REM:0.0100%を超える含有は、介在物量の増加を招き、鋼の清浄度を低下させる。このため、含有する場合には、Ca:0.0005~0.0100%、REM:0.0005~0.0100%の範囲にそれぞれ限定することが好ましい。なお、より好ましくはCa:0.0010~0.0050%、REM:0.0010~0.0050%である。 One or two types selected from Ca: 0.0005 to 0.0100%, REM: 0.0005 to 0.0100% Ca and REM are both hot through the control of the form of inclusions. It is an element that improves processability and production stability during continuous casting, and can be selected and contained as necessary. In order to obtain such an effect, it is desirable to contain Ca: 0.0005% or more and REM: 0.0005% or more, respectively, but Ca: 0.0100% and REM: more than 0.0100%, respectively. Inclusion increases the amount of inclusions and lowers the cleanliness of the steel. For this reason, when it contains, it is preferable to limit to Ca: 0.0005-0.0100% and REM: 0.0005-0.0100%, respectively. More preferably, Ca: 0.0010 to 0.0050%, REM: 0.0010 to 0.0050%.
P1=Cr+Mo+0.4W+0.3Si−43.5C−0.4Mn−Ni−0.3Cu−9N‥‥(1)
(ここで、Cr、Mo、W、Si、C、Mn、Ni、Cu、N:各元素の含有量(mass%))
で定義されるP1が11.5以上13.3以下、かつ次(2)式
P2=(0.5Cr+5.0)−P1‥‥(2)
(ここで、Cr:Crの含有量(質量%))
で定義されるP2が0以上を満足するように、各成分の含有量を調整する。 In the present invention, within the range of the components described above, the following formula (1) P 1 = Cr + Mo + 0.4W + 0.3Si-43.5C-0.4Mn-Ni-0.3Cu-9N (1)
(Here, Cr, Mo, W, Si, C, Mn, Ni, Cu, N: content of each element (mass%))
P 1 defined by the following formula is 11.5 or more and 13.3 or less, and the following formula (2): P 2 = (0.5Cr + 5.0) −P 1 (2)
(Here, Cr: Cr content (mass%))
In such P 2 defined satisfies 0 or more, to adjust the content of each component.
本発明鋼管は、上記した組成を有し、さらにマルテンサイト相をベース相(base phase)として、体積率で10~35%のフェライト相と、体積率で30%以下のオーステナイト相からなる組織を有する。なお、マルテンサイト相には、焼戻マルテンサイト相(tempered martensite phase)も含まれるものとする。マルテンサイト相は、所望の強度を確保するために、体積率で40%以上含有することが好ましい。また、フェライト相は、軟質で加工性(workability)を向上させる組織であり、加工性を向上させるという観点からは、体積率で10%以上含有することが好ましい。一方、35%を超えて含有すると、所望の高強度(X65)が確保できなくなる。また、オーステナイト相は、靭性を向上させる組織である。靭性を確保する観点から15%以上が、好ましい。しかし、オーステナイト相が、30%を超えて多くなると強度確保が難しくなる。 The balance other than the components described above consists of Fe and inevitable impurities. As an inevitable impurity, O: 0.010% or less is acceptable.
The steel pipe of the present invention has a structure having the above-described composition, further comprising a martensite phase as a base phase, a ferrite phase having a volume ratio of 10 to 35%, and an austenite phase having a volume ratio of 30% or less. Have. Note that the martensite phase includes a tempered martensite phase (tempered martensite phase). The martensite phase is preferably contained in a volume ratio of 40% or more in order to secure a desired strength. Further, the ferrite phase is a soft structure that improves workability, and is preferably contained in a volume ratio of 10% or more from the viewpoint of improving workability. On the other hand, if it exceeds 35%, the desired high strength (X65) cannot be secured. The austenite phase is a structure that improves toughness. From the viewpoint of securing toughness, 15% or more is preferable. However, when the austenite phase exceeds 30%, it is difficult to ensure the strength.
なお、上記した組成と、上記した組織を有する本発明鋼管では、溶接部が形成された場合に、溶接時に1300℃以上のフェライト単相温度域に加熱され、冷却された溶接熱影響部が、旧フェライト粒界(prior−ferrite grain boundaries)の全長に対する比率で、旧フェライト粒界の50%以上がマルテンサイト相で占有された組織となる。これにより、粗大な旧フェライト粒の粒界にCr炭化物の析出を回避でき、粒界応力腐食割れの発生が抑制され、溶接熱影響部の耐粒界応力腐食割れ性が改善される。 Note that the austenite phase does not completely transform into a martensite phase during the quenching process, and a part of the austenite phase remains, and a part of the martensite phase and the ferrite phase during the tempering process reversely transforms and stabilizes. After cooling, it may remain as an austenite phase.
In the steel pipe of the present invention having the above-described composition and the above-described structure, when the welded portion is formed, the weld heat-affected zone that is heated and cooled to a ferrite single-phase temperature range of 1300 ° C. or higher at the time of welding, The ratio of the former ferrite grain boundaries to the total length of the prior ferrite grain boundaries is a structure in which 50% or more of the old ferrite grain boundaries are occupied by the martensite phase. Thereby, precipitation of Cr carbide can be avoided at the grain boundaries of coarse old ferrite grains, the occurrence of intergranular stress corrosion cracking is suppressed, and the intergranular stress corrosion cracking resistance of the weld heat affected zone is improved.
まず、上記した組成を有する溶鋼(molten steel)を、転炉(converter)、電気炉(electric furnace)、真空溶解炉(vacuum melting furnace)等の常用の溶製方法で溶製し、連続鋳造法(continuous casting method)、造塊−分塊圧延方法(slabing mill method for rolling an ingot)等の常用の方法でビレット(billet)等の鋼素材とすることが好ましい。ついで、これら鋼素材を加熱し、通常のマンネスマン−プラグミル方式(Mannesmann−plug mill method)、あるいはマンネスマン−マンドレルミル方式(Mannesmann−mandrel mill method)の製造工程を用いて熱間圧延(hot rolling)し、造管して所望の寸法の継目無鋼管とする。造管後の継目無鋼管は、空冷(air−cooling rate)以上、好ましくは800~500℃での平均で0.5℃/s以上の冷却速度で室温まで冷却する加速冷却(accelerated cooling)を施すことが好ましい。これにより、本発明の組成範囲内の組成を有する鋼管であれば、上記したようなマルテンサイト相をベースとする組織とすることができる。冷却速度が0.5℃/s未満では、上記したようなマルテンサイト相をベースとする組織とすることができなくなる。ここで、マルテンサイト相をベースとする組織とは、マルテンサイト相が、最も体積率が大きい組織であるか、あるいは、最も体積率の大きい別の組織の体積率とほぼ同等の体積率を有していることを意味する。 Next, a preferred method for producing the steel pipe of the present invention will be described using a seamless steel pipe as an example.
First, molten steel having the above composition is melted by a conventional melting method such as a converter, an electric furnace, a vacuum melting furnace, and the like, and a continuous casting method. It is preferable to use a steel material such as a billet by a conventional method such as (continuous casting method) or a slabbing-mill method for rolling an ingot. Subsequently, these steel materials are heated and hot-rolled using a normal Mannesmann-plug mill method or Mannesmann-mandrel mill method manufacturing process. The pipe is made into a seamless steel pipe having a desired size. The seamless steel pipe after pipe forming is subjected to accelerated cooling (air-cooling rate) or higher, preferably cooled to room temperature at an average cooling rate of 0.5 ° C./s or higher at 800 to 500 ° C. It is preferable to apply. Thereby, if it is a steel pipe which has a composition within the composition range of this invention, it can be set as the structure | tissue based on a martensite phase as mentioned above. When the cooling rate is less than 0.5 ° C./s, it becomes impossible to obtain a structure based on the martensite phase as described above. Here, the structure based on the martensite phase is a structure in which the martensite phase has the largest volume ratio or has a volume ratio substantially equal to the volume ratio of another structure having the largest volume ratio. Means that
ここまでは、継目無鋼管を例として、説明したが、本発明はこれに限定されるものではない。上記した組成を有する鋼管素材(鋼板)をもちいて、通常の工程で、電縫鋼管、UOE鋼管を製造し、ラインパイプ用鋼管とすることもできる。なお、電縫鋼管、UOE鋼管についても、上記した焼入れ−焼戻処理を施し、上記した組織を有する鋼管とすることが好ましい。 As the tempering treatment, after the quenching treatment, heating to a temperature of 500 ° C. or more and 700 ° C. or less, preferably 500 ° C. or more and 680 ° C. or less, holding for a predetermined time, and air cooling is preferable. Thereby, desired high strength, desired high toughness, and desired excellent corrosion resistance can be combined.
So far, the seamless steel pipe has been described as an example, but the present invention is not limited to this. By using a steel pipe material (steel plate) having the above-described composition, an electric-welded steel pipe and a UOE steel pipe can be manufactured by a normal process to obtain a steel pipe for a line pipe. In addition, it is preferable to perform the above-mentioned quenching-tempering process also about an electric resistance steel pipe and a UOE steel pipe, and to make it the steel pipe which has the above-mentioned structure.
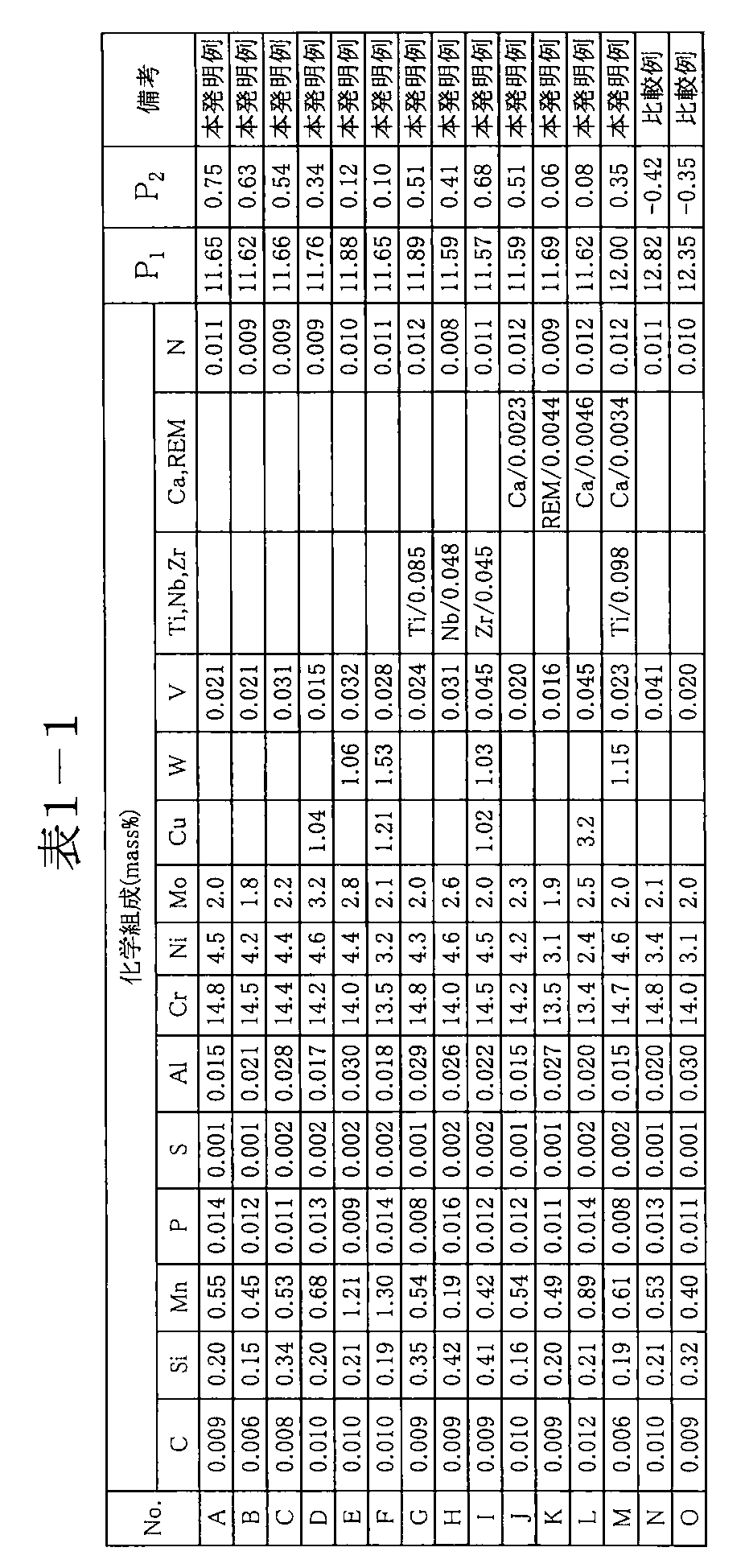
得られた継目無鋼管について、造管後の冷却のままで、内外表面の割れ発生の有無を目視で調査し、熱間加工性を評価した。なお、管長手方向端面に、長さ5mm以上の割れが認められる場合には「割れ有り:×」とし、それ以外を「割れ無し:○」とした。 Molten steel having the composition shown in Table 1 was melted and degassed in a vacuum melting furnace, cast into a 100 kgf steel ingot, and made into a steel pipe material of a predetermined size by hot forging. These steel pipe materials are heated and then piped by hot working using a model seamless mill (small seamless mill for experiments) to produce a seamless steel pipe (outer diameter 72 mmφ x wall thickness 5.5 mm). ).
About the obtained seamless steel pipe, the presence or absence of the crack generation | occurrence | production of the inner and outer surface was examined visually with the cooling after pipe forming, and hot workability was evaluated. In addition, when the crack of length 5mm or more was recognized in the pipe | tube longitudinal direction end surface, it was set as "with a crack: x" and other than it was set as "without a crack: (circle)".
焼入れ処理および焼戻処理を施された試験材(鋼管)から、試験片を採取し、組織観察(microstructure observation)、引張試験(tensile test)、衝撃試験(impact test)、腐食試験(corrosion test)、硫化物応力腐食割れ試験、U曲げ応力腐食割れ試験を実施した。試験方法は次のとおりとした。
(1)組織観察
得られた試験材(鋼管)から、組織観察用試験片を採取した。組織観察用試験片を研磨、腐食後、光学顕微鏡(optical microscope)(倍率(magnification ratio):1000倍)を用いて観察し、撮像して、組織を同定し、画像解析装置(image analyzer)を利用して、母材(base metal)における各相の組織分率を求めた。なお、γ量は、X線回折法(X−ray diffraction method)用いて測定した。
(2)引張試験
得られた試験材(鋼管)から、管軸方向が引張方向となるように、API弧状引張試験片(Arc−shaped pieces for a tensile test specified in the API standards)を採取し、引張試験を実施して、引張特性(降伏強さYS、引張強さTS)を求め、母材強度を評価した。
(3)衝撃試験
得られた試験材(鋼管)から、JIS Z 2242の規定に準拠して、Vノッチ試験片(5.0mm厚)を採取し、シャルピー衝撃試験(Charpy impact test)を実施し、−40℃における吸収エネルギーvE−40(J/cm2)を求め、母材靭性を評価した。
(4)腐食試験
得られた試験材(鋼管)から、機械加工により、厚さ3mm×幅25mm×長さ50mmの腐食試験片を採取して、腐食試験を実施し、耐食性(耐炭酸ガス腐食性、耐孔食性)を評価した。腐食試験は、3.0MPaの炭酸ガスを飽和させた150℃の200g/liter NaCl水溶液をオートクレーブ(autoclave)中に保持し、該水溶液中に腐食試験片を浸漬し、30日間保持した。腐食試験終了後、試験片の重量を測定し、腐食試験前後の重量変化(重量減)から腐食速度を算出し、耐CO2腐食性を評価した。また、腐食試験後に、腐食試験片を10倍のルーペ(laupe)を利用して、試験片表面の孔食発生の有無を観察した。孔食が発生している場合には×、発生していない場合には○として評価した。
(5)硫化物応力腐食割れ(SSC)試験
得られた試験材(鋼管)から、4点曲げ試験片(four−point bending test)(大きさ:厚さ4mm×幅15mm×長さ115mm)を採取し、EFC(European Federation of Corrosion)No.17に準拠した4点曲げ試験を実施し、耐硫化物応力腐食割れ性(耐SSC性)を評価した。使用した試験液は、50g/literNaCl+NaHCO3液(pH:4.5)とし、1vol%H2S+99vol%CO2混合液を流しながら試験を行い、破断の有無を調査した。なお、付加応力は母材のYS(降伏強さ)とし、試験期間は720hour(以降、hと略す)とした。破断したものを×、破断しなかったものを○として評価した。
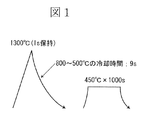
(6)U曲げ応力腐食割れ試験
得られた試験材(鋼管)から、大きさ:厚さ4mm×幅15mm×長さ115mmの試験片素材を採取し、素材中央部に、図1に示す条件の溶接熱サイクルを付与した。なお、図1に示す条件の溶接熱サイクル付与後の試験片から組織観察用試験片を採取し、研磨し、腐食して溶接熱サイクル付与後の組織を観察した。旧α粒界からの変態生成物(マルテンサイト相および/またはオーステナイト相)の有無を調査し、旧α粒界が変態生成物(マルテンサイト相および/またはオーステナイト相)に占有された旧α粒界の長さを測定し、旧α粒界全長に対する占有率を算出した。 Next, a test material (steel pipe) was collected from the obtained seamless steel pipe, and the test material (steel pipe) was quenched and tempered under the conditions shown in Table 2.
A test piece is taken from a test material (steel pipe) that has been subjected to quenching treatment and tempering treatment, and the structure is observed (microstructure observation), tensile test (impact test), impact test (corrosion test), and corrosion test (corrosion test). A sulfide stress corrosion cracking test and a U bending stress corrosion cracking test were conducted. The test method was as follows.
(1) Structure observation A test piece for structure observation was collected from the obtained test material (steel pipe). After polishing and corroding the specimen for tissue observation, it was observed using an optical microscope (magnification ratio: 1000 times), imaged, the tissue was identified, and an image analyzer was used. Utilizing this, the structure fraction of each phase in the base metal was determined. In addition, the amount of γ was measured using an X-ray diffraction method (X-ray diffraction method).
(2) Tensile test From the obtained test material (steel pipe), an API arc-shaped tensile test piece in ten API standards is taken so that the pipe axis direction is the tensile direction. Tensile tests were conducted to determine tensile properties (yield strength YS, tensile strength TS) and to evaluate the base material strength.
(3) Impact test A V-notch test piece (5.0 mm thick) was sampled from the obtained test material (steel pipe) in accordance with JIS Z 2242, and a Charpy impact test was conducted. The absorption energy vE- 40 (J / cm < 2 >) at -40 degreeC was calculated | required, and the base material toughness was evaluated.
(4) Corrosion test From the obtained test material (steel pipe), a corrosion test piece with a thickness of 3 mm x width 25 mm x length 50 mm was sampled by machining, and the corrosion test was carried out. And pitting corrosion resistance). In the corrosion test, a 200 g / liter NaCl aqueous solution at 150 ° C. saturated with 3.0 MPa of carbon dioxide gas was held in an autoclave, and a corrosion test piece was immersed in the aqueous solution and held for 30 days. After completion of the corrosion test, the weight of the test piece was measured, the corrosion rate was calculated from the weight change (weight loss) before and after the corrosion test, and the CO 2 corrosion resistance was evaluated. Moreover, after the corrosion test, the presence or absence of pitting corrosion on the surface of the test piece was observed using a 10-fold loupe. When pitting corrosion occurred, it was evaluated as x, and when it did not occur, it was evaluated as o.
(5) Sulfide stress corrosion cracking (SSC) test From the obtained test material (steel pipe), a four-point bending test piece (size: thickness 4 mm x width 15 mm x length 115 mm) EFC (European Federation of Corrosion) No. A four-point bending test based on No. 17 was conducted to evaluate sulfide stress corrosion cracking resistance (SSC resistance). The test solution used was 50 g / liter NaCl + NaHCO 3 solution (pH: 4.5), and the test was conducted while flowing a 1 vol% H 2 S + 99 vol% CO 2 mixed solution to investigate the presence or absence of breakage. The applied stress was YS (yield strength) of the base material, and the test period was 720 hour (hereinafter abbreviated as h). The broken piece was evaluated as x, and the broken piece was evaluated as o.
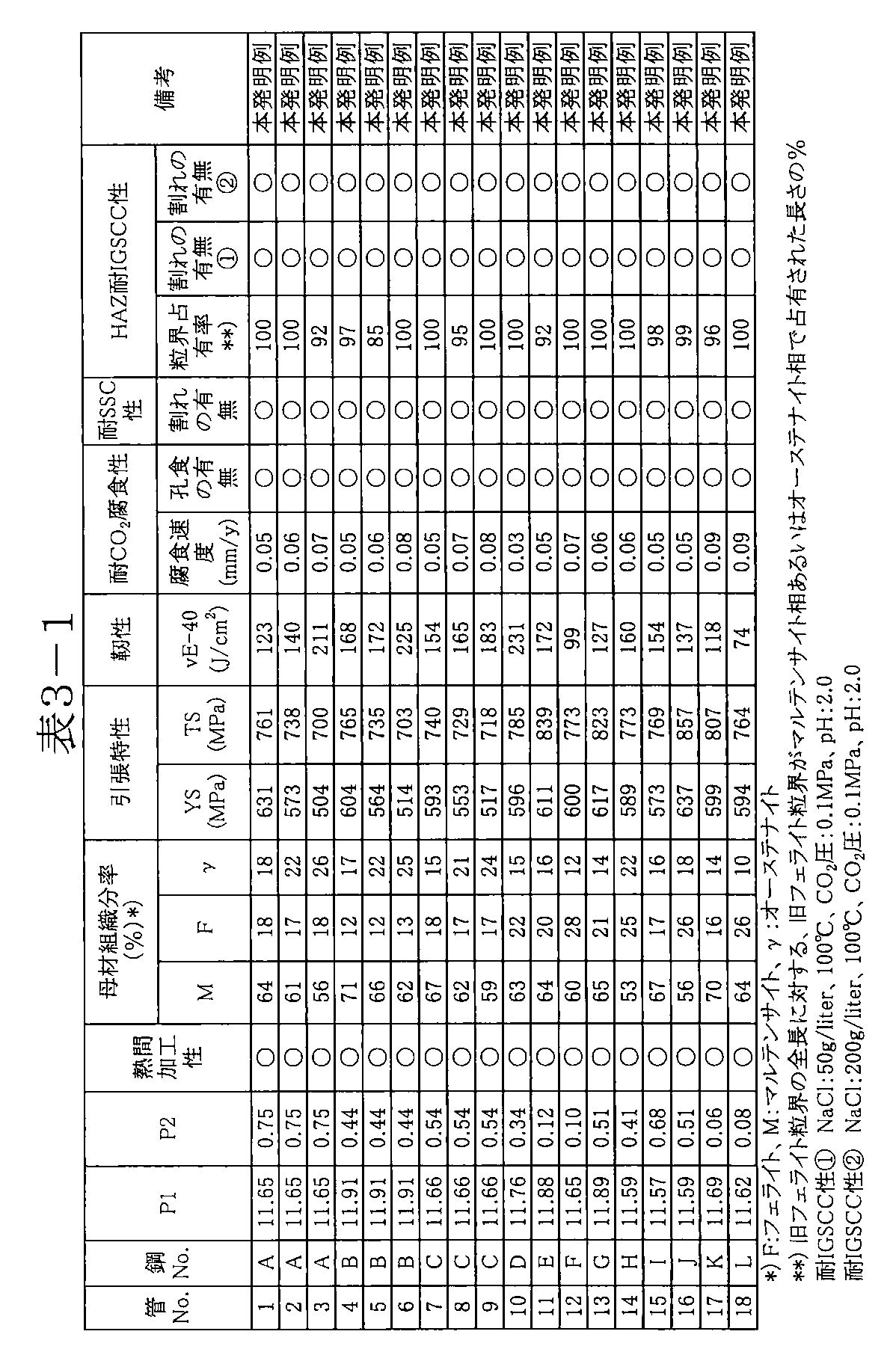
(6) U bending stress corrosion cracking test From the obtained test material (steel pipe), a specimen material of size: thickness 4 mm x width 15 mm x length 115 mm was sampled, and the conditions shown in FIG. The welding heat cycle was applied. In addition, the test piece for structure | tissue observation was extract | collected from the test piece after the welding heat cycle provision of the conditions shown in FIG. 1, and it grind | polished and corroded and observed the structure | tissue after welding heat cycle provision. Investigate the presence of transformation products (martensite phase and / or austenite phase) from the former α grain boundary, and the former α grains in which the old α grain boundary is occupied by the transformation product (martensite phase and / or austenite phase) The length of the boundary was measured, and the occupation ratio with respect to the total length of the old α grain boundary was calculated.
▲1▼液温:100℃、CO2圧:0.1MPa、pH:2.0の50g/literNaCl液。
▲2▼液温:150℃、CO2圧:0.1MPa、pH:2.0の200g/liter NaCl液。
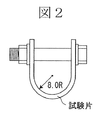
なお、試験期間は168hとした。 Further, a test piece having a thickness of 2 mm, a width of 15 mm, and a length of 75 mm was cut out from the center portion of the obtained test piece material having been subjected to welding heat cycle, and U-bending stress corrosion cracking was performed using the jig shown in FIG. The test was conducted. The U bending stress corrosion cracking test was a test in which a test piece was bent into a U shape with an inner radius of 8.0 mm and immersed in a corrosive solution using the jig shown in FIG. The following two types of corrosive liquids were used.
(1) 50 g / liter NaCl solution having a liquid temperature of 100 ° C., a CO 2 pressure of 0.1 MPa, and a pH of 2.0.
(2) Liquid temperature: 150 ° C., CO 2 pressure: 0.1 MPa, pH: 2.0 200 g / liter NaCl solution.
The test period was 168h.
得られた結果を表3に示す。 After the test, the cross section of the test piece was observed with a 100 × optical microscope, the presence or absence of cracking was investigated, and the intergranular stress corrosion cracking resistance (welding heat affected zone IGSCC resistance) of the weld heat affected zone was evaluated. The case where there was a crack was rated as x, and the case where there was no crack was marked as ○.
The obtained results are shown in Table 3.
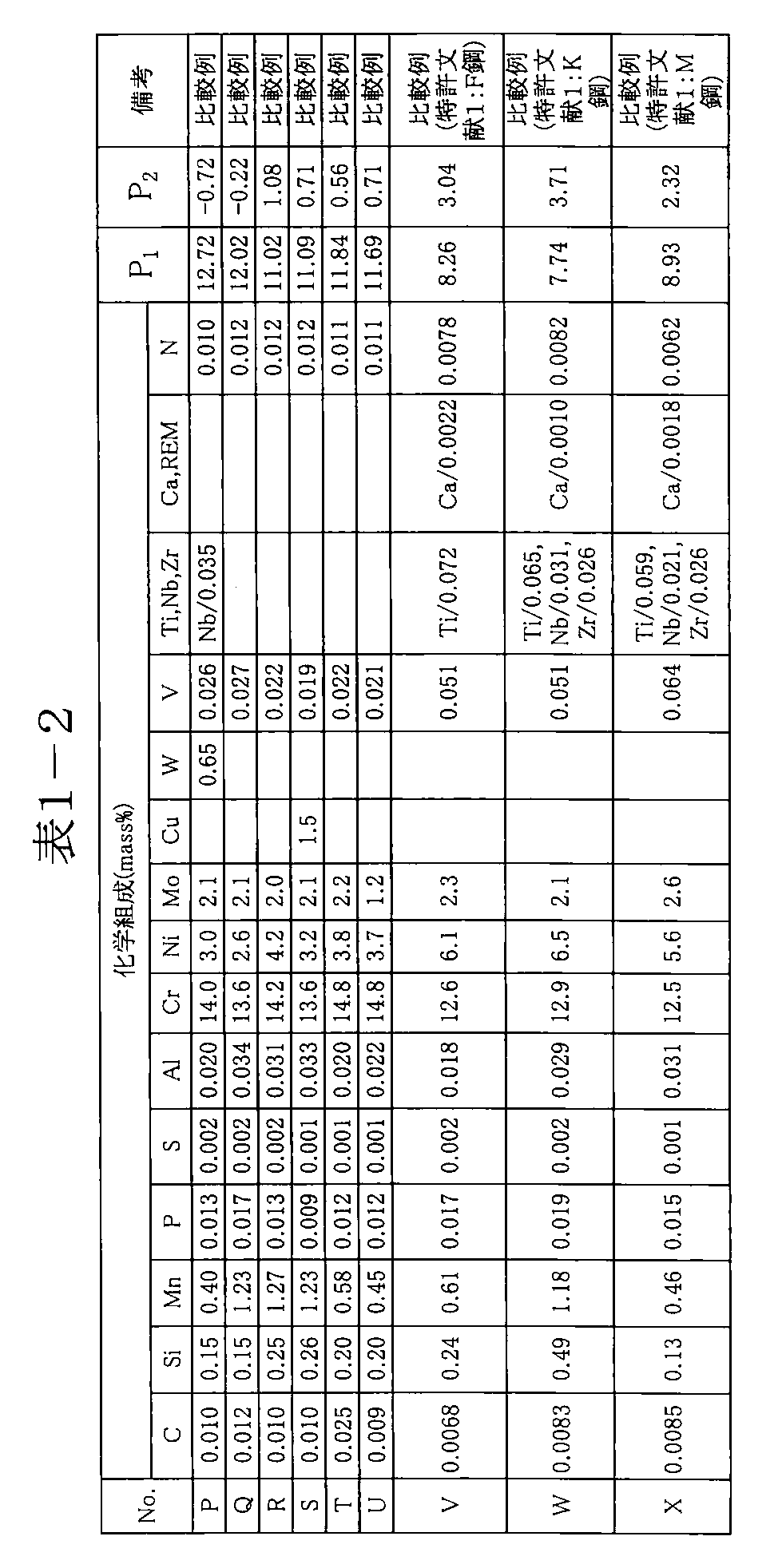
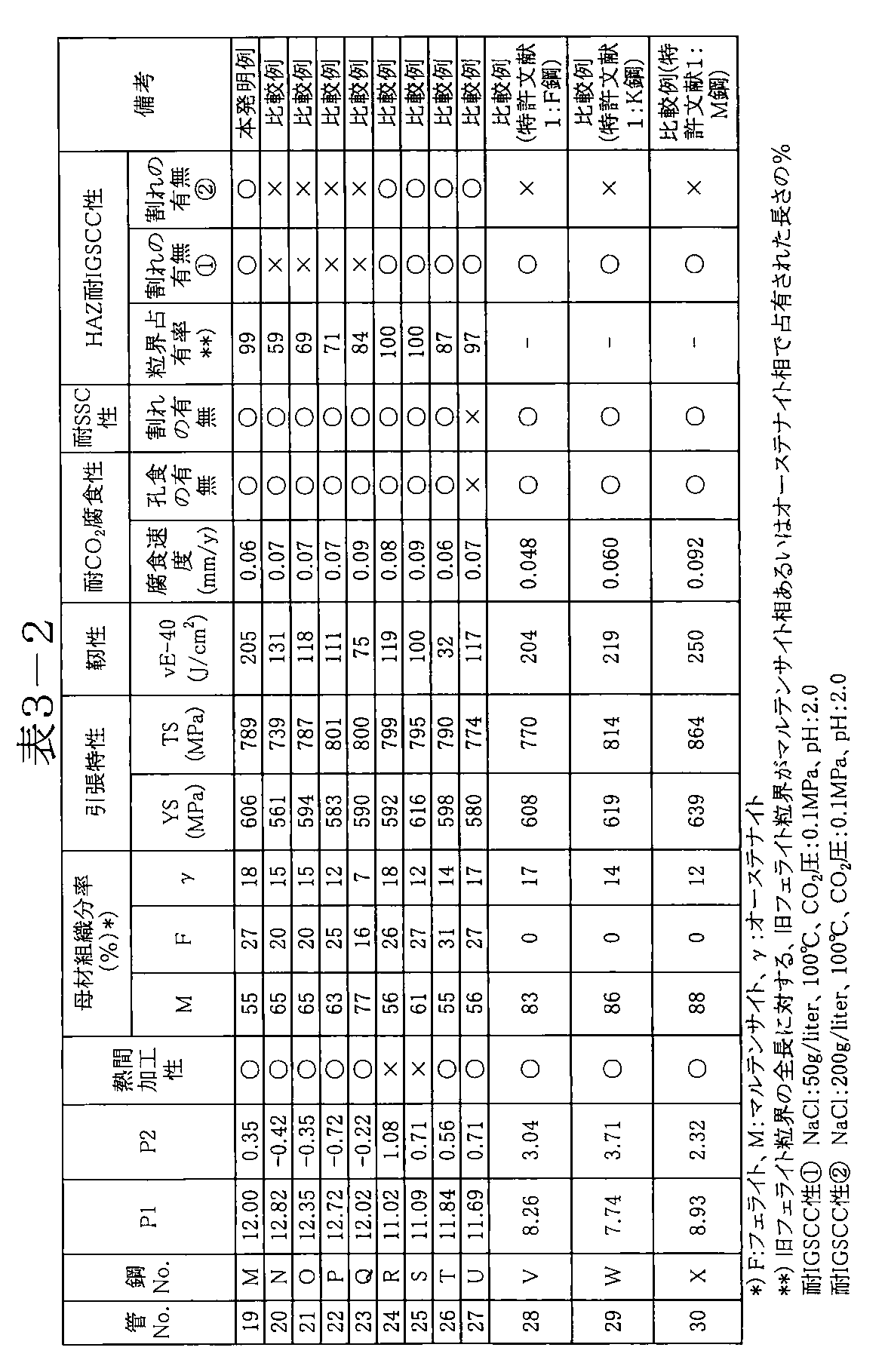
本発明の範囲を外れる比較例(管No.20~30)は、熱間加工性が低下しているか、靭性が低下しているか、耐食性が低下しているか、耐硫化物応力割れ性が低下しているか、あるいは溶接熱影響部の耐IGSCC性が低下している。
具体的には、管No.20~23は、P2が本発明の範囲から外れているので、溶接熱影響部の耐粒界応力腐食割れ性が、低下している。
管No.24および25は、P1が本発明の範囲から外れているので、熱間加工性が低下している。
管No.26は、Cの範囲が、本発明の上限値を超えているので、靭性が低下している。
管No.28~30は、それぞれ特許文献1の実施例のF鋼、K鋼、M鋼に相当するが、Crの範囲が、本発明の下限値未満で、Niの範囲が、本発明の上限値を超え、さらに、P1が、本発明の下限値未満なので、フェライト相の組織分率は、0%であり、溶接熱影響部の耐粒界応力腐食割れ性は、より厳しい腐食液▲2▼の場合に、溶接熱影響部の耐粒界応力腐食割れ性が、低下している。 Each of the inventive examples (tube Nos. 1 to 19) is excellent in hot workability, high strength of YS: 450 or more, high toughness of vE- 40 : 50 J / cm 2 or more, and corrosion rate; High corrosion resistance of 10 mm / y or less, no occurrence of sulfide stress corrosion cracking, no occurrence of intergranular stress corrosion cracking in the welding heat affected zone heated to 1300 ° C. or higher, The steel pipe has excellent intergranular stress corrosion cracking resistance.
Comparative examples (tube Nos. 20 to 30) outside the scope of the present invention have reduced hot workability, reduced toughness, reduced corrosion resistance, or reduced resistance to sulfide stress cracking. Or the IGSCC resistance of the weld heat affected zone is reduced.
Specifically, tube No. In Nos. 20 to 23, P2 is out of the range of the present invention, so the intergranular stress corrosion cracking resistance of the weld heat affected zone is lowered.
Tube No. In Nos. 24 and 25, P1 is out of the scope of the present invention, so the hot workability is reduced.
Tube No. In No. 26, since the range of C exceeds the upper limit of the present invention, the toughness is lowered.
Tube No. 28 to 30 correspond to F steel, K steel, and M steel in the examples of Patent Document 1, respectively, but the Cr range is less than the lower limit of the present invention, and the Ni range is the upper limit of the present invention. In addition, since P1 is less than the lower limit of the present invention, the ferrite phase has a structure fraction of 0%, and the intergranular stress corrosion cracking resistance of the weld heat-affected zone has a more severe corrosion solution (2). In this case, the intergranular stress corrosion cracking resistance of the weld heat affected zone is lowered.

Claims (4)
- mass%で、
C:0.001~0.015%、 Si:0.05~0.50%、
Mn:0.10~2.0%、 P:0.020%以下、
S:0.010%以下、 Al:0.001~0.10%、
Cr:13%以上15%未満、 Ni:2.0~5.0%、
Mo:1.5~3.5%、 V:0.001~0.20%、
N:0.015%以下
を、下記(1)式で定義されるP1が11.5~13.3、下記(2)式で定義されるP2が0以上を満足するように含み、残部Feおよび不可避的不純物からなる組成を有し、溶接時に1300℃以上のフェライト単相温度域に加熱され、冷却された溶接熱影響部が、旧フェライト粒界の全長に対する比率で、旧フェライト粒界の50%以上がマルテンサイト相で占有された組織となるラインパイプ用Cr含有鋼管。
記
P1=Cr+Mo+0.4W+0.3Si−43.5C−0.4Mn−Ni−0.3Cu−9N‥‥(1)
P2=(0.5Cr+5.0)−P1‥‥(2)
ここで、Cr、Mo、W、Si、C、Mn、Ni、Cu、N:各元素の含有量(mass%) mass%,
C: 0.001 to 0.015%, Si: 0.05 to 0.50%,
Mn: 0.10 to 2.0%, P: 0.020% or less,
S: 0.010% or less, Al: 0.001 to 0.10%,
Cr: 13% or more and less than 15%, Ni: 2.0 to 5.0%,
Mo: 1.5 to 3.5%, V: 0.001 to 0.20%,
N: include 0.015% or less, as described below (1) P 1 is 11.5-defined by the equation 13.3, P 2 is defined by the following equation (2) satisfies 0 or more, The composition comprising the remaining Fe and inevitable impurities, heated to a ferrite single-phase temperature range of 1300 ° C. or higher during welding, and the cooled weld heat-affected zone is the ratio of the old ferrite grains to the total length of the old ferrite grain boundaries. Cr-containing steel pipe for line pipes in which 50% or more of the boundary is a structure occupied by the martensite phase.
P 1 = Cr + Mo + 0.4W + 0.3Si-43.5C-0.4Mn-Ni-0.3Cu-9N (1)
P 2 = (0.5Cr + 5.0) −P 1 (2)
Here, Cr, Mo, W, Si, C, Mn, Ni, Cu, N: Content of each element (mass%) - 前記組成に加えてさらに、mass%で、Cu:0.01~3.5%、W:0.01~3.5%のうちから選ばれた1種または2種を含有する組成とする請求項1に記載のラインパイプ用Cr含有鋼管。 In addition to the above composition, the composition further comprises one or two selected by mass% from Cu: 0.01 to 3.5% and W: 0.01 to 3.5%. Item 2. A Cr-containing steel pipe for line pipes according to Item 1.
- 前記組成に加えてさらに、mass%で、Ti:0.01~0.20%、Nb:0.01~0.20%、Zr:0.01~0.20%のうちから選ばれた1種または2種以上を含有する組成とする請求項1または2に記載のラインパイプ用Cr含有鋼管。 In addition to the above-mentioned composition, the mass is 1% selected from Ti: 0.01 to 0.20%, Nb: 0.01 to 0.20%, and Zr: 0.01 to 0.20%. The Cr-containing steel pipe for line pipes according to claim 1 or 2, wherein the composition contains seeds or two or more kinds.
- 前記組成に加えてさらに、mass%で、Ca:0.0005~0.0100%、REM:0.0005~0.0100%のうちから選ばれた1種または2種を含有する組成とする請求項1ないし3のいずれかに記載のラインパイプ用Cr含有鋼管。 In addition to the above composition, the composition further comprises one or two kinds selected from Ca: 0.0005 to 0.0100% and REM: 0.0005 to 0.0100% in mass%. Item 4. A Cr-containing steel pipe for a line pipe according to any one of Items 1 to 3.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12875045.2A EP2843068B1 (en) | 2012-04-26 | 2012-04-26 | A METHOD OF MAKING A Cr-CONTAINING STEEL PIPE FOR LINEPIPE EXCELLENT IN INTERGRANULAR STRESS CORROSION CRACKING RESISTANCE OF WELDED HEAT AFFECTED ZONE |
| BR112014025818-0A BR112014025818B1 (en) | 2012-04-26 | 2012-04-26 | STEEL TUBE CONTAINING CR FOR PIPING. |
| PCT/JP2012/061699 WO2013161089A1 (en) | 2012-04-26 | 2012-04-26 | Cr-CONTAINING STEEL PIPE FOR LINEPIPE EXCELLENT IN INTERGRANULAR STRESS CORROSION CRACKING RESISTANCE OF WELDED HEAT AFFECTED ZONE |
| CN201280072699.1A CN104254625A (en) | 2012-04-26 | 2012-04-26 | Cr-containing steel pipe for linepipe excellent in intergranular stress corrosion cracking resistance of welded heat affected zone |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/061699 WO2013161089A1 (en) | 2012-04-26 | 2012-04-26 | Cr-CONTAINING STEEL PIPE FOR LINEPIPE EXCELLENT IN INTERGRANULAR STRESS CORROSION CRACKING RESISTANCE OF WELDED HEAT AFFECTED ZONE |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013161089A1 true WO2013161089A1 (en) | 2013-10-31 |
Family
ID=49482454
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/061699 WO2013161089A1 (en) | 2012-04-26 | 2012-04-26 | Cr-CONTAINING STEEL PIPE FOR LINEPIPE EXCELLENT IN INTERGRANULAR STRESS CORROSION CRACKING RESISTANCE OF WELDED HEAT AFFECTED ZONE |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2843068B1 (en) |
| CN (1) | CN104254625A (en) |
| BR (1) | BR112014025818B1 (en) |
| WO (1) | WO2013161089A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015127523A1 (en) * | 2014-02-28 | 2015-09-03 | Vallourec Tubos Do Brasil S.A. | Martensitic-ferritic stainless steel, manufactured product and processes using the same |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106319361A (en) * | 2015-06-16 | 2017-01-11 | 鞍钢股份有限公司 | Acidic corrosion-resistant X65 seamless steel pipeline and manufacturing method thereof |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000226614A (en) * | 1999-02-04 | 2000-08-15 | Nkk Corp | Production of high toughness martensitic stainless steel excellent in stress corrosion cracking resistance |
| JP2001158945A (en) * | 1999-12-03 | 2001-06-12 | Nkk Corp | High chromium welded steel pipe excellent in weld zone toughness and corrosion resistance |
| JP2002161312A (en) * | 2000-11-21 | 2002-06-04 | Nkk Corp | Production method for highly tough, high chromium content steel |
| WO2005073419A1 (en) | 2004-01-30 | 2005-08-11 | Jfe Steel Corporation | Martensitic stainless steel tube |
| JP2005336599A (en) | 2003-10-31 | 2005-12-08 | Jfe Steel Kk | High strength stainless steel pipe for line pipe excellent in corrosion resistance and method for production thereof |
| WO2011132765A1 (en) | 2010-04-19 | 2011-10-27 | Jfeスチール株式会社 | Cr-CONTAINING STEEL PIPE FOR LINE PIPE AND HAVING EXCELLENT INTERGRANULAR STRESS CORROSION CRACKING RESISTANCE AT WELDING-HEAT-AFFECTED PORTION |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11302795A (en) * | 1998-04-17 | 1999-11-02 | Nippon Steel Corp | Stainless steel for building construction |
| JP4250851B2 (en) * | 2000-03-30 | 2009-04-08 | 住友金属工業株式会社 | Martensitic stainless steel and manufacturing method |
| CN100497705C (en) * | 2003-10-31 | 2009-06-10 | 杰富意钢铁株式会社 | High strength stainless steel pipe for line pipe excellent in corrosion resistance and method for production thereof |
| US7862666B2 (en) * | 2003-10-31 | 2011-01-04 | Jfe Steel Corporation | Highly anticorrosive high strength stainless steel pipe for linepipe and method for manufacturing same |
| CN100473736C (en) * | 2004-01-30 | 2009-04-01 | 杰富意钢铁株式会社 | Martensitic stainless steel tube |
-
2012
- 2012-04-26 CN CN201280072699.1A patent/CN104254625A/en active Pending
- 2012-04-26 EP EP12875045.2A patent/EP2843068B1/en active Active
- 2012-04-26 WO PCT/JP2012/061699 patent/WO2013161089A1/en active Application Filing
- 2012-04-26 BR BR112014025818-0A patent/BR112014025818B1/en not_active IP Right Cessation
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000226614A (en) * | 1999-02-04 | 2000-08-15 | Nkk Corp | Production of high toughness martensitic stainless steel excellent in stress corrosion cracking resistance |
| JP2001158945A (en) * | 1999-12-03 | 2001-06-12 | Nkk Corp | High chromium welded steel pipe excellent in weld zone toughness and corrosion resistance |
| JP2002161312A (en) * | 2000-11-21 | 2002-06-04 | Nkk Corp | Production method for highly tough, high chromium content steel |
| JP2005336599A (en) | 2003-10-31 | 2005-12-08 | Jfe Steel Kk | High strength stainless steel pipe for line pipe excellent in corrosion resistance and method for production thereof |
| WO2005073419A1 (en) | 2004-01-30 | 2005-08-11 | Jfe Steel Corporation | Martensitic stainless steel tube |
| JP2005336601A (en) | 2004-01-30 | 2005-12-08 | Jfe Steel Kk | Martensitic stainless steel tube |
| WO2011132765A1 (en) | 2010-04-19 | 2011-10-27 | Jfeスチール株式会社 | Cr-CONTAINING STEEL PIPE FOR LINE PIPE AND HAVING EXCELLENT INTERGRANULAR STRESS CORROSION CRACKING RESISTANCE AT WELDING-HEAT-AFFECTED PORTION |
| JP2011241477A (en) | 2010-04-19 | 2011-12-01 | Jfe Steel Corp | Cr-CONTAINING STEEL PIPE FOR LINE PIPE EXCELLENT IN INTERGRANULAR STRESS CORROSION CRACKING RESISTANCE AT WELDING-HEAT-AFFECTED PORTION |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015127523A1 (en) * | 2014-02-28 | 2015-09-03 | Vallourec Tubos Do Brasil S.A. | Martensitic-ferritic stainless steel, manufactured product and processes using the same |
| JP2017510715A (en) * | 2014-02-28 | 2017-04-13 | バローレック・トゥーボス・ド・ブラジル・エス・ア | Martensite-ferritic stainless steel and products and manufacturing processes using martensite-ferritic stainless steel |
| CN106661683A (en) * | 2014-02-28 | 2017-05-10 | 搲陆瑞客巴西钢管股份公司 | Martensitic-ferritic stainless steel, manufactured product and processes using the same |
| RU2696513C2 (en) * | 2014-02-28 | 2019-08-02 | Валлорек Солусойнш Тубуларес Ду Бразил С.А. | Martensitic-ferritic stainless steel, manufactured product and methods of their application |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112014025818B1 (en) | 2019-06-11 |
| EP2843068A1 (en) | 2015-03-04 |
| EP2843068B1 (en) | 2020-12-16 |
| CN104254625A (en) | 2014-12-31 |
| EP2843068A4 (en) | 2015-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5765036B2 (en) | Cr-containing steel pipe for line pipes with excellent intergranular stress corrosion cracking resistance in weld heat affected zone | |
| EP3561131B1 (en) | High strength seamless stainless steel pipe for oil well and production method therefor | |
| EP2947167B1 (en) | Stainless steel seamless tube for use in oil well and manufacturing process therefor | |
| JP4978073B2 (en) | High toughness ultra-high strength stainless steel pipe for oil wells with excellent corrosion resistance and method for producing the same | |
| WO2017138050A1 (en) | High strength stainless steel seamless pipe for oil well and manufacturing method therefor | |
| JP4462005B2 (en) | High strength stainless steel pipe for line pipe with excellent corrosion resistance and method for producing the same | |
| JP6156609B1 (en) | High strength stainless steel seamless steel pipe for oil well and method for producing the same | |
| US20150152531A1 (en) | High strength stainless steel seamless pipe with excellent corrosion resistance for oil well and method of manufacturing the same | |
| WO2005042793A1 (en) | High strength stainless steel pipe for line pipe excellent in corrosion resistance and method for production thereof | |
| JP6237873B2 (en) | High strength stainless steel seamless steel pipe for oil well | |
| JP7315097B2 (en) | High-strength stainless seamless steel pipe for oil wells and its manufacturing method | |
| JP4400423B2 (en) | Martensitic stainless steel pipe | |
| JP4250851B2 (en) | Martensitic stainless steel and manufacturing method | |
| JP5640777B2 (en) | Cr-containing steel pipe for line pipes with excellent intergranular stress corrosion cracking resistance in weld heat affected zone | |
| JP5971415B2 (en) | Manufacturing method of martensitic stainless hot-rolled steel strip for welded steel pipe for line pipe | |
| JP4529269B2 (en) | High Cr martensitic stainless steel pipe for line pipe excellent in corrosion resistance and weldability and method for producing the same | |
| JP2007321181A (en) | Method for forming martenstic stainless steel material welded part | |
| WO2013161089A1 (en) | Cr-CONTAINING STEEL PIPE FOR LINEPIPE EXCELLENT IN INTERGRANULAR STRESS CORROSION CRACKING RESISTANCE OF WELDED HEAT AFFECTED ZONE | |
| JP3966136B2 (en) | Stainless steel pipe for line pipe with excellent corrosion resistance | |
| JP6672620B2 (en) | Stainless steel for oil well and stainless steel tube for oil well | |
| JP3666388B2 (en) | Martensitic stainless steel seamless pipe | |
| JP4997695B2 (en) | Martensitic stainless steel seamless steel pipe circumferential welded joint for line pipe with excellent intergranular stress corrosion cracking resistance and martensitic stainless steel seamless pipe for line pipe | |
| WO2022224640A1 (en) | Stainless steel pipe and manufacturing method thereof | |
| JP5447880B2 (en) | Manufacturing method for stainless steel pipes for oil wells with excellent pipe expandability | |
| JP2010029941A (en) | Method for manufacturing circumferential weld joint of martensitic stainless steel tube |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12875045 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012875045 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112014025818 Country of ref document: BR |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |
|
| ENP | Entry into the national phase |
Ref document number: 112014025818 Country of ref document: BR Kind code of ref document: A2 Effective date: 20141016 |