WO2012090843A1 - 不純物分離方法、不純物分離装置及び連続鋳造方法 - Google Patents
不純物分離方法、不純物分離装置及び連続鋳造方法 Download PDFInfo
- Publication number
- WO2012090843A1 WO2012090843A1 PCT/JP2011/079746 JP2011079746W WO2012090843A1 WO 2012090843 A1 WO2012090843 A1 WO 2012090843A1 JP 2011079746 W JP2011079746 W JP 2011079746W WO 2012090843 A1 WO2012090843 A1 WO 2012090843A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- molten metal
- impurity separation
- impurity
- separation device
- impurities
- Prior art date
Links
Images
















Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B9/00—General processes of refining or remelting of metals; Apparatus for electroslag or arc remelting of metals
- C22B9/02—Refining by liquating, filtering, centrifuging, distilling, or supersonic wave action including acoustic waves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/116—Refining the metal
- B22D11/119—Refining the metal by filtering
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B21/00—Obtaining aluminium
- C22B21/06—Obtaining aluminium refining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- Embodiments of the present invention relate to an impurity separation method, an impurity separation apparatus, and a continuous casting method.
- a continuous casting method in which a rod-shaped aluminum alloy is continuously cast by pouring a molten aluminum alloy into a mold is known.
- a molten aluminum alloy melted in a melting furnace is temporarily stored in a container called a tundish, and then poured into a mold provided near the bottom of the tundish.
- aluminum alloy molten metal is added to aluminum ingots with added alloys such as silicon (Si), iron (Fe), copper (Cu), magnesium (Mg), and calcium (Ca). Made. In some cases, scrap is mixed into the molten metal in order to reduce the cost of the aluminum alloy. However, when an element that cannot be removed from the additive metal is mixed into the molten metal, various compounds such as phosphorus compounds may be formed as impurities in the molten alloy.
- Typical techniques for removing impurities in the molten metal include flux treatment, growth sedimentation, gas bubbling filter (GBF) method, and ceramic foam filter (CFF: ceramic foam filter).
- the method is well known.
- the flux treatment is performed in a melting furnace and a holding furnace.
- removal of impurities using GBF is continuously performed outside the melting furnace and the holding furnace.
- the flux treatment performed in the furnace is a method of improving the wettability of the molten metal with inclusions by floating the halogen-based flux in the molten metal together with chlorine gas or inert gas, and separating the inclusions together with the gas.
- the GBF performed continuously outside the furnace is a filter that removes impurities by blowing a processing gas into the molten metal to generate bubbles and attaching the impurities to the bubbles.
- CFF is a filter using a porous ceramic with a three-dimensional network structure. If CFF is provided in the flow path of the molten metal, impurities coarser than the eyes of the filter can be physically filtered out.
- the growth sedimentation method is mainly used for removing titanium (Ti) which hinders electrical conductivity in the production of electric wires.
- the growth sedimentation method is a method in which boron (B) is added to a melting furnace, and the temperature of the molten metal is heated to 800 ° C. or more to precipitate titanium as titanium boride (TiB 2 ) at the furnace low. is there.
- JP-A-4-276031 Japanese Patent Laid-Open No. 7-207366 JP 2002-80920 A
- the present invention has been made in view of the above problems, and an impurity separation method and an impurity separation apparatus capable of obtaining a high-quality aluminum alloy by removing impurities in the molten aluminum alloy by a simple method. And it aims at providing the continuous casting method.
- the present invention has the following features.
- Impurities in which a flow path having a cross-sectional area smaller than the cross-sectional area of the flow path of the molten metal on the upstream side and the downstream side and larger than the cross-sectional area of the impurity to be separated is formed in the molten aluminum alloy
- Install separation equipment An impurity separation method for removing impurities from the molten metal by using a wall surface of the impurity separating device by passing the molten metal through a flow path formed in the impurity separating device.
- the shape of the flow path of the molten metal formed in the impurity separation device is a shape in which the flow direction of the molten metal changes, and the impurities are applied to the wall surface of the flow path that changes the flow direction of the molten metal.
- the impurity separation method according to claim 1 wherein the impurities are removed by capturing the impurities on a wall surface of the flow path formed in the impurity separation apparatus along the traveling direction of the molten metal while causing the collision.
- a step surface is provided in a flow path of the molten metal formed in the impurity separation device.
- the impurity separation method according to item 1 above wherein the second impurity separation device is installed at the position of the temperature of the molten metal having a particle size that can be captured by the wall surface of the second impurity separation device.
- the length and the vertical width of the flow path formed in the impurity separation device based on the specific gravity of the impurity with respect to the molten metal and the descending amount per unit moving distance of the impurity according to the flow rate of the molten metal 4.
- the impurity separation method according to item 3 wherein the impurity is lowered and trapped to capture the impurity.
- the impurity separation method according to item 1 above wherein the particle size of the impurities is adjusted to an optimum size by controlling the temperature of the molten metal.
- the impurity separation device is provided in an installation layer for installing a ceramic foam filter that filters impurities coarser than filter eyes from the molten metal.
- the impurity separation device When installed in the flow path of the molten aluminum alloy, it has a cross-sectional area smaller than the cross-sectional area of the flow path of the molten metal on the upstream side and the downstream side and larger than the cross-sectional area of the impurities to be separated.
- Removing the A step of continuously casting an aluminum cast alloy from the molten metal from which the impurities have been removed by a continuous casting apparatus; A continuous casting method.
- a high-quality aluminum alloy can be obtained by removing impurities in the molten aluminum alloy by a simple method.
- the impurities can be removed by efficiently colliding the impurities with the wall surface while maintaining the effect of capturing the impurities by the wall surface where the flow rate of the molten metal becomes zero.
- the impurities can be removed by efficiently colliding the impurities with the wall surface while maintaining the effect of capturing the impurities by the wall surface where the flow rate of the molten metal becomes zero.
- the impurities can be removed by efficiently colliding the impurities with the wall surface while maintaining the effect of capturing the impurities by the wall surface where the flow rate of the molten metal becomes zero.
- the impurities can be removed by efficiently colliding the impurities with the wall surface while maintaining the effect of capturing the impurities by the wall surface where the flow rate of the molten metal becomes zero.
- impurities can be captured by the wall surface where the flow rate of the molten metal becomes zero.
- the impurities can be removed by causing the impurities to collide with the wall surface.
- the wall surface of the impurity separation device sandwiched between the molten metal flows directed to a plurality of flow paths is made to function as an impurity collision surface, and the impurity is removed by colliding the impurity with the wall surface. can do.
- the impurity separation method of the invention [9] calcium phosphide, which is the majority of the phosphorus compound, can be efficiently captured.
- impurities can be removed more effectively.
- impurities can be effectively removed by designing the shape of the impurity separation device more appropriately.
- impurities can be removed more satisfactorily.
- impurities separation method of the invention [13] it is possible to remove impurities satisfactorily even when the flow rate of the molten metal in the tub is not sufficiently slow.
- the impurity separation apparatus of the invention [14] a high-quality aluminum alloy can be obtained by removing impurities in the molten aluminum alloy by a simple method.
- a high-quality aluminum alloy can be obtained by removing impurities in the molten aluminum alloy by a simple method.
- the front view which shows the 1st structural example of the impurity separation apparatus shown in FIG. The cross-sectional view in the state which has arrange
- positioned the impurity separation apparatus shown in FIG. The front view which shows the 4th structural example of the impurity separation apparatus shown in FIG. Sectional drawing of the BB position in the state which has arrange
- FIG. 3 is a diagram for explaining the principle of trapping impurities by the impurity separation device shown in FIG. 1.
- the expanded sectional view which shows the structural example of the CFF installation layer and impurity separation apparatus which are shown in FIG.
- the top view of the impurity separation apparatus shown in FIG. The figure explaining the principle by which an impurity is supplemented in the flow path of the molten metal L formed in the impurity separation apparatus 6 shown in FIG.
- FIG. 1 is an overall configuration diagram of a continuous casting facility including an impurity separation apparatus and a continuous casting apparatus used in the impurity separation method according to the first embodiment of the present invention.
- a continuous casting apparatus 2 is connected to the downstream side of the melting furnace 1 via a rod 3. Further, between the melting furnace 1 and the continuous casting apparatus 2, GBF 4 and CFF 5 are provided from the upstream side as main components. Furthermore, a single or a plurality of impurity separation devices 6 are arranged at an arbitrary position between the melting furnace 1 and the continuous casting device 2.
- FIG. 1 shows an example in which a first impurity separation device 6 is disposed between GBF 4 and CFF 5, and a second impurity separation device 6 is disposed in the continuous casting device 2.
- the melting furnace 1 is provided with a heater (burner) 1A.
- the melting furnace 1 is an apparatus in which an aluminum alloy is melted by being heated to a temperature equal to or higher than the melting point by a heater 1A, and then melted as a molten aluminum L of the aluminum alloy at a predetermined temperature.
- metals corresponding to various purposes are added to the molten aluminum alloy.
- Al-Si eutectic aluminum-silicon
- calcium is added for the purpose of reducing the eutectic silicon and improving the shrinkage characteristics
- magnesium is added for the purpose of improving the mechanical properties. Is done.
- the aluminum alloy ingot to be melted usually contains phosphorus. For this reason, when an alkali metal and alkaline earth metal such as Ca and Mg are added to the aluminum alloy, a phosphorus compound is generated as an impurity in the molten metal.
- Typical phosphorus compounds that exist stably in the molten metal include calcium phosphide (Ca 3 P 2 ) and magnesium phosphide (Mg 3 P 2 ).
- various phosphorus compounds are produced
- lithium (Li) is contained in the molten metal
- trilithiolin (Li 3 P) is contained
- sodium (Na) is contained
- sodium phosphide (Na 3 P) is contained
- potassium (K) is contained.
- potassium phosphide (K 3 P) may be produced
- antimony (Sb) is contained
- antimony phosphide (PSb) may be produced.
- the more reactive elements and phosphorus are combined into a phosphorus compound according to free energy.
- AlP aluminum phosphide
- Aluminum phosphide is dispersed in the aluminum alloy, and there is a risk of changing the shrinkage characteristics during solidification. For this reason, it is important to add calcium from the viewpoint of maintaining the quality of the aluminum casting alloy even if the addition of calcium is a factor for the formation of the phosphorus compound.
- the continuous casting apparatus 2 includes a tundish 2A, a mold 2B, and a cooler 2C.
- the tundish 2A is a container for storing molten aluminum alloy that flows into the mold 2B, and the mold 2B is fixed to an outlet provided near the bottom of the tundish 2A.
- the mold 2B has a shape corresponding to the shape of the aluminum cast alloy, and FIG. 1 shows an example of a mold having a cylindrical shape in the horizontal direction.
- the cooler 2C is a device that cools the aluminum alloy discharged from the mold 2B itself and the outlet of the mold 2B with cooling water. In the continuous casting apparatus 2, cooling water is sprayed from the cooler 2C onto the aluminum alloy discharged from the outlet of the mold 2B. The aluminum alloy ingot cooled and solidified by the mold 2B and the cooling water becomes the continuous casting rod S.
- the continuous casting apparatus 2 that generates the continuous casting rod S in the horizontal direction is particularly called a horizontal continuous casting apparatus, but other continuous casting apparatuses may be installed.
- Typical continuous casting apparatuses include a vertical continuous casting apparatus and a roll type continuous casting apparatus.
- the vertical continuous casting apparatus is a continuous casting apparatus that generates continuous cast bars in the vertical direction.
- the roll-type continuous casting apparatus is a continuous casting apparatus that solidifies the molten metal while controlling the amount of discharged hot water on the roll and continuously obtains a wire or a plate-shaped ingot.
- the GBF 4 is a filter that removes impurities in the molten metal L by blowing a processing gas into the molten aluminum alloy L to generate bubbles and causing impurities to adhere to the bubbles.
- CFF5 is a filter using a porous ceramic having a three-dimensional network structure.
- the CFF 5 can be removed by filtering impurities that are interposed in the molten aluminum alloy L that has passed through the impurity separation device 6 and that are coarser than the filter eyes.
- the impurity separation device 6 is a device that removes impurities such as phosphorus compounds intervening in the molten aluminum L of the aluminum alloy that has passed through one or both of the GBF 4 and the CFF 5.
- the impurity separation device 6 is disposed in the flow path of the molten metal L formed by eaves, for example.
- the impurity separation device 6 forms a flow path for the molten metal L therein.
- the cross-sectional area of the flow channel formed in the impurity separation device 6 is smaller than the cross-sectional area of the flow channel such as the basket 3 in which the impurity separation device 6 is disposed, and larger than the cross-sectional area of the impurity to be separated.
- the cross-sectional area of the flow path formed in the impurity separation device 6 is upstream of the impurity separation device 6 (the inflow side of the molten metal L into the impurity separation device 6) and downstream (the molten metal from the impurity separation device 6). Smaller than the cross-sectional area of the flow path on the L outflow side).
- thermometer 7 such as a thermocouple for measuring the temperature of the molten metal L is installed in the vicinity or the inflow side of the impurity separation device 6 as necessary.
- Each thermometer 7 is connected to a temperature control device 8.
- the temperature control device 8 controls the heater 1A of the melting furnace 1 based on the temperature of the molten metal L at each installation position measured by each thermometer 7 so that the temperature of the molten metal L becomes a target appropriate temperature. It has a function to control.
- FIG. 2 is a front view showing a first structural example of the impurity separation device 6 shown in FIG. 1
- FIG. 3 is a cross-sectional view of the impurity separation device 6 shown in FIG. It is.
- the impurity separation device 6 has openings on the upper and lower surfaces of a columnar heat-resistant member 10 that matches the shape and size of the flow path formed by the eaves 3, for example. It has a structure in which a single or a plurality of through slits 11 penetrating between the openings are provided.
- the heat-resistant member 10 is installed inside the tub 3 so that the upper surface or the lower surface is the front surface, the front surface is disposed upstream of the molten metal L, and the front surface is substantially perpendicular to the traveling direction of the molten metal L. Since the lower surface of the columnar heat-resistant member 10 is on the downstream side of the bowl 3, the length direction of the through slit 11 is substantially the traveling direction of the molten metal L.
- the through slit 11 is provided at a position lower than the liquid level 12 of the molten metal L when the heat-resistant member 10 is installed in the tub 3. Accordingly, the through slit 11 becomes a flow path in the traveling direction of the molten metal L, and the area of the cross section perpendicular to the through direction of the through slit 11 is smaller than the cross sectional area of the rod 3.
- the through slit 11 forms a flow path of the molten metal L having a smaller cross-sectional area than the cross-sectional area of the flow path formed by the flange 3.
- the cross-sectional shape of the through slit 11 may be a shape other than a rectangular shape.
- the cross-sectional shape of the through slit 11 may be a circle, an ellipse, a polygon, a semicircle, a horseshoe shape, a U shape, or the like.
- the through slit 11 may be a through hole having various shapes such as a circular shape, an elliptical shape, a polygonal shape, a semicircular shape, a horseshoe shape, or a U shape.
- any material can be used for the heat-resistant member 10 as long as it is a material that can withstand the temperature of the molten aluminum L of the aluminum alloy and can ignore the reactivity with the molten metal L.
- the material used for the heat-resistant member 10 include calcium silicate, wollastonite, crystalline silica, carbon fiber, silicon nitride, alumina, and a heat-resistant material containing these as a main component.
- the impurity separation device 6 can be installed in an arbitrary number at an arbitrary position in the basket 3.
- FIG. 3 shows an example in which three impurity separation devices 6 are separated from each other and installed in the basket 3.
- a thermometer 7 is provided between the impurity separation device 6 on the upstream side of the basket 3 and the two impurity separation devices 6 arranged in contact with each other on the downstream side.
- each impurity separation device 6 may be different from each other.
- FIG. 3 shows an example in which the impurity separation device 6 having the through slits 11 having different cross-sectional areas is provided. A plurality of through slits 11 having different cross-sectional areas are connected with their central axis directions being coincident. In addition, the cross-sectional area of the connected through slit 11 decreases as the position increases from the upstream side to the downstream side of the flange 3.
- a escape through slit 13 is provided at a position higher than the melt liquid level 12 of the impurity separation device 6 for allowing the melt L to escape downstream of the impurity separation device 6 when the liquid level 12 of the melt L rises.
- the escape through slit 13 is determined to have a size that allows the molten metal L to sufficiently escape to the downstream side of the impurity separation device 6 even when the liquid level 12 of the molten metal L rises.
- FIG. 4 is a front view showing a second structural example of the impurity separation device 6 shown in FIG. 1, and FIG. 5 shows the position of the AA position in a state where the impurity separation devices 6 shown in FIG. It is sectional drawing.
- the impurity separation device 6 may be provided with a single or a plurality of stepped through-holes 14 having a cross-sectional area smaller than the cross-sectional area of the flow path formed by the eaves 3. Good.
- the stepped through-hole 14 is provided in the heat-resistant member 10 so that the hole having a large diameter is the upstream side of the flow of the molten metal L and the stepped surface 14A faces the upstream side.
- two impurity separation devices 6 each having four stepped through-holes 14 are installed in the cage 3 apart from each other, and a thermometer 7 is provided between the impurity separation devices 6.
- a thermometer 7 is provided between the impurity separation devices 6.
- FIG. 6 is a front view showing a third structural example of the impurity separation device 6 shown in FIG. 1, and FIG. 7 is a cross-sectional view of the impurity separation device 6 shown in FIG. It is.
- the impurity separation device 6 may be provided with a single or a plurality of stepped through slits 15 having a cross-sectional area smaller than the cross-sectional area of the flow path formed by the eaves 3.
- the stepped through slit 15 is provided in the heat-resistant member 10 so that the slit having a large cross-sectional area is the upstream side of the flow of the molten metal L and the step surface 15A faces the upstream side.
- the shape of the stepped through slit 15 is a shape in which a plurality of slits having different cross-sectional areas are connected so that the central axis directions thereof coincide with each other, and as the stepped through slit 15 moves from the upstream side to the downstream side, Its cross-sectional area is small.
- thermometer 7 shows an example in which two impurity separation devices 6 each having two stepped through slits 15 are installed in the cage 3 apart from each other, and a thermometer 7 is provided between the impurity separation devices 6. Is shown.
- FIG. 8 is a front view showing a fourth structural example of the impurity separation device 6 shown in FIG. 1, and FIG. 9 shows the position of the BB in a state where the impurity separation devices 6 shown in FIG. It is sectional drawing.
- the impurity separation device 6 may be configured by providing a single or a plurality of through holes 16 penetrating in the thickness direction of the plate-like heat-resistant member 10. Since the shape of the heat-resistant member 10 is matched to the cross-sectional area of the flow path formed by the flange 3, the cross-sectional area of the through hole 16 is smaller than the cross-sectional area of the flow path formed by the flange 3. 8 and 9 show an example in which two impurity separation devices 6 each having four round through-holes 16 are installed in the basket 3 apart from each other, and a thermometer 7 is provided between the impurity separation devices 6. Show.
- the cross-sectional shape of the through hole 16 may be a shape other than a round shape.
- FIG. 10 is a front view showing a fifth structural example of the impurity separation apparatus 6 shown in FIG. 1, and FIG. 11 is a cross-sectional view of the impurity separation apparatus 6 shown in FIG. It is.
- the impurity separation device 6 is provided with a single or a plurality of inclined slits 17 in the columnar heat-resistant member 10 whose outer shape is matched to the shape and size of the flow path formed by the eaves 3. May be configured.
- the inclined slit 17 is a slit that penetrates the heat-resistant member 10, and is a slit that is inclined with respect to the traveling direction of the molten metal L when the heat-resistant member 10 is installed inside the cage 3. Therefore, the flow path of the molten metal L which inclines with respect to the advancing direction of the molten metal L in the upstream and downstream sides of the impurity separating apparatus 6 is formed in the impurity separating apparatus 6.
- 10 and 11 show an example of the inclined slit 17 inclined in the vertical direction, the inclined slit 17 inclined in the horizontal direction may be provided in the heat resistant member 10.
- a plurality of impurity separation devices 6 may be arranged in the traveling direction of the molten metal L.
- FIG. 11 shows an example in which four impurity separation devices 6 are installed inside the basket 3 and the three impurity separation devices 6 are in contact with or sufficiently close to each other.
- the inclination directions of the inclined slits 17 provided in the plurality of impurity separation devices 6 brought into contact or sufficiently close to each other can be alternated.
- a zigzag-shaped flow path of the molten metal L can be formed in the plurality of impurity separation devices 6.
- thermometer 7 can be provided between the impurity separation devices 6.
- FIGS. 2 to 11 show an example in which the impurity separation device 6 is installed in the bowl 3, but as shown in FIG. 1, the impurity separation apparatus 6 is installed in the tundish 2A or the like and the flow path of the molten metal L other than the bowl 3. It may be provided inside.
- the outer shape of the impurity separation device 6 is a shape suitable for the shape of the flow path of the molten metal L.
- impurities such as phosphorus compounds in the molten metal L can be removed. It can be assumed that impurities are removed by at least two principles.
- the first principle is that impurities are trapped on the wall surface of the impurity separation device 6 along the traveling direction of the molten metal L where the flow velocity of the molten metal L becomes zero.
- the second principle is that the impurities collide with the wall surface of the impurity separation device 6 that crosses the traveling direction of the molten metal L on the upstream side (inflow side) to separate the impurities.
- the impurity separation device 6 having a first wall surface that forms a flow path and a second wall surface that crosses the flow path of the molten metal L on the upstream side when installed in the flow path of the molten metal L If installed in the flow path, impurities in the molten metal L can be removed without adding a processing gas or substance. The impurities in the molten metal L can be removed using the wall surface of the impurity separating device 6 only by passing the molten metal L through the flow path formed in the impurity separating device 6.
- FIG. 12 is a diagram for explaining the principle of trapping impurities by the impurity separation device 6 shown in FIG.
- FIG. 12 is an enlarged cross-sectional view in which the shape of the impurity separation device 6 is generalized, and the horizontal direction indicates the general traveling direction of the molten metal L.
- FIG. 12 an arrow indicated by a dotted line in FIG. 12 indicates an approximate streamline of the molten metal L.
- the flow rate of the molten metal L which is a fluid, becomes zero. Therefore, the flow velocity distribution V of the molten metal L inside the through slits and the through holes forming the flow path of the molten metal L becomes zero on the wall surface WH of the impurity separation device 6 as shown in FIG. Maximum.
- the impurities in the molten metal L approach the wall surface WH and the flow velocity V of the molten metal L reaches the position of zero, the impurities are captured by the wall surface WH of the impurity separation device 6.
- the wall surface WH along the traveling direction of the molten metal L such as the inner surface of the through slit and the inner surface of the through hole, has a function of trapping impurities. Therefore, if the impurities are flowing near the wall surface WH of the impurity separation device 6, they can be captured by the wall surface WH of the impurity separation device 6.
- the impurity settles or floats. If the specific gravity with respect to the molten metal L is greater than 1, the gravity will be greater than the buoyancy, so that it falls in the molten metal L. Therefore, even when the impurity does not flow in the vicinity of the wall surface WH of the impurity separation device 6, the impurity descends the length X of the wall surface WH along the traveling direction of the molten metal L such as the inner surface of the through slit or the inner surface of the through hole. If the length is sufficiently long, the impurities can be captured on the lower surface of the through slit or the through hole due to the difference in density between the impurity and the molten metal L.
- the density of the molten aluminum alloy is about 2.37 g / cm 3 at 700 ° C., which is smaller than the density of the phosphorus compound produced by the addition of calcium and magnesium.
- the density of calcium phosphide is 2.51 g / cm 3 . Therefore, if the impurity is a phosphorus compound such as calcium phosphide, the phosphorus compound can be precipitated by gravity inside the through slit or the through hole, as shown by the dashed line arrow in FIG. Then, by precipitating the phosphorus compound, the phosphorus compound can be captured at the lower surface of the through slit or the through hole where the flow velocity V of the molten metal L is zero.
- the specific gravity with respect to the molten metal L is an impurity smaller than 1, the buoyancy will be greater than the gravity, and the molten metal L will rise. Therefore, the impurities can be raised in the through slits and the through holes due to the difference in density between the impurities and the molten metal L. For this reason, impurities can be captured on the upper surface of the through slit or the through hole.
- the direction of the streamline of the molten metal L changes along the wall surface WV.
- the flow of the molten metal changes along the wall surface WV immediately before the front surface and the step surface of the impurity separation device 6 which is a surface perpendicular to the traveling direction of the molten metal L.
- impurities such as calcium phosphide in the molten metal that moves with the molten metal L go straight by inertia. For this reason, only the impurities selectively collide with the wall surface WV of the impurity separation device 6 and the impurities whose speed is drastically reduced along with the momentum adhere to the wall surface WV according to the rebound coefficient, or are integrated or rebound. Of these, the rebounded impurities settle or float according to the specific gravity with respect to the molten metal L. Then, the settled or floated impurities are trapped on the bottom surface of the bowl 3 where the flow rate of the molten metal becomes zero or on the wall surface WH of the impurity separation device 6.
- the contribution of the first principle and the second principle can be adjusted by making the shape and arrangement of the through holes and the slits of the impurity separation device 6 appropriate.
- the length X of the wall surface WH along the traveling direction of the molten metal L is made sufficiently long and the vertical width of the flow path of the molten metal L formed in the impurity separation device 6 (the flow path It is important to make the height (Y) sufficiently small.
- the appropriate length X of the wall surface WH and the height Y of the flow path can be calculated dynamically using known physical properties such as the specific gravity of impurities with respect to the molten metal L and control parameters such as the flow velocity V of the molten metal.
- a length X1 required for the calcium phosphide in the molten metal L flowing at a predetermined flow velocity V to descend by a predetermined distance Y1 can be calculated. Since the phosphorus compound has a different density for each type, the amount of the phosphorus compound descending according to the difference between the buoyancy and gravity acting on the phosphorus compound and the flow velocity V of the molten metal L also varies from type to type. Therefore, the length X of the through slit or the through hole can be determined to be a value greater than or equal to the necessary length for each type of phosphorus compound obtained by calculation. Further, the width Y in the vertical direction of the through slit or the through hole can be determined to a value equal to or less than the necessary width for each type of phosphorus compound obtained by calculation.
- the resistance force by the molten metal L also acts on the impurities. Therefore, there is a possibility that the amount of rise or fall of the impurity changes to a level that cannot be ignored depending on the shape and particle size of the impurity. Further, depending on various physical quantities such as the flow velocity distribution V and temperature distribution of the molten metal L and the value of the control parameter, there is a possibility that the locus of impurities changes to a level that cannot be ignored.
- the shape of the impurity separation device 6 can be designed more appropriately.
- the resistance force due to the molten metal L can be estimated using parameters such as the particle diameter of the impurity and the viscosity of the molten metal L, and the amount of decrease or increase of the impurity can be calculated in consideration of the resistance force.
- the length X and height Y of the through slit and the through hole can be determined more appropriately.
- the viscosity of molten aluminum L of the aluminum alloy is 0.003 mm [P] at 700 ° C.
- the viscosity of the molten metal L slightly changes depending on the amount of added metal such as calcium. For this reason, you may add to the calculation of a viscosity by using the kind and addition amount of an addition metal as a parameter.
- the flow velocity V of the molten metal L in the impurity separation device 6 can be set to a desired flow velocity.
- the flow velocity V of the molten metal L in the impurity separation device 6 depends on the flow velocity of the molten metal L on the inflow side of the impurity separation device 6 and the casting speed in addition to the cross-sectional area of the flow path of the molten metal L formed in the impurity separation device 6. .
- the flow rate of the molten metal L in the bowl 3 can be calculated using the casting speed and the cross-sectional area of the bowl 3.
- the flow rate of the molten metal L is assumed to be constant and the molten metal L in the rod 3 Can be calculated as 39 mm / s. Therefore, if the impurity separation device 6 is designed so that the cross-sectional area of the flow path of the molten metal L formed in the impurity separation device 6 is about 1 ⁇ 2 of the cross-sectional area of the bowl 3, the molten metal L in the impurity separation device 6 is designed. Can be estimated to be about 78 mm / s, which is about twice the flow rate in the cage 3.
- the flow rate of the molten metal L in the bowl 3 is considered to be in the range of 20 to 80 mm / s. Therefore, the flow velocity V of the molten metal L in the impurity separation device 6 is considered to be in the range of approximately 5 to 200 mm / s (preferably 20 to 200 mm / s).
- the casting speed may be controlled in order to adjust the flow velocity V of the molten metal L in the basket 3 and the impurity separation device 6 to a speed suitable for trapping impurities.
- the casting speed can be controlled by adjusting the cooling rate of the aluminum alloy, for example, by adjusting the amount of cooling water supplied to the cooler 2C in the continuous casting apparatus 2.
- the cross-sectional area of the place where the impurity separation device 6 is installed in the basket 3 is adjusted. good. This is because the flow velocity V of the molten metal L can be lowered to a suitable flow velocity by increasing the cross-sectional area.
- the length of the impurity separation device 6 itself is not necessarily required. It is not necessary to match the length X of
- the length of the impurity separation device 6 in the traveling direction of the molten metal L is designed to be small, by arranging a plurality of impurity separation devices 6 in series in the flow direction of the molten metal as shown in FIG. A flow path with an appropriate distance according to the flow velocity V of L can be formed in the impurity separation device 6.
- the wall surface that functions as the collision plate is considered to be a wall surface that can sufficiently change the direction of the streamline of the molten metal L. Therefore, it is effective to increase the area of the wall surface WV of the impurity separation device 6 perpendicular to the traveling direction of the molten metal L.
- the wall surface WV perpendicular to the traveling direction of the molten metal L causes a pressure loss with respect to the flow of the molten metal L. Therefore, the shape and the arrangement of the openings of the impurity separation device 6 should be a shape and an arrangement capable of causing more impurities to collide efficiently while minimizing an increase in pressure loss that the molten metal L receives. Is desirable.
- the flow direction of the molten metal L is changed and the impurities are effectively applied to the front surface and the step surface of the impurity separation device 6. It can be made to collide.
- the impurity separation device 6 is designed so as to obtain the flow path height Y and the distance X necessary for trapping impurities according to the first principle, by providing a step surface, the impurity separation according to the first principle can be achieved. Impurity collision efficiency can be improved while maintaining the trapping effect.
- the area of the wall surface where the flow velocity is zero and the region where the flow velocity is low can be increased. For this reason, impurities can be effectively trapped using the increased region where the flow rate of the molten metal L is low. Further, the impurities that have risen or lowered by colliding with the step surface are captured by the inner surface of the flow path formed in the impurity separation device 6. For this reason, accumulation of impurities on the bottom surface of the ridge 3 can be suppressed. As a result, an increase in complicated work such as cleaning of the basket 3 can be suppressed.
- the wall surface WV of the impurity separation device 6 between the adjacent through slits or through holes is the molten metal L toward the plurality of flow paths. It becomes an obstacle between the flow. Therefore, the wall surface WV of the impurity separation device 6 between adjacent through slits or through holes can also function as an impurity collision surface.
- the removal of impurities according to the first principle of attaching impurities to the wall surface WH where the flow velocity V of the molten metal L is zero and the second principle of causing impurities to collide with the wall surface WW are used together as in the examples shown in FIGS. be able to.
- the shape of the impurity separation device 6 can be determined so that one of the principles is dominant according to the flow rate and flow rate of the molten metal L. For example, if the shape of the impurity separation device 6 is determined as in the examples shown in FIGS. 8 and 9, the second principle can be made dominant.
- the shape of the impurity separation device 6 is not limited to the example shown in FIGS. 2 to 11 and can be various shapes based on the first principle and the second principle.
- an impurity separation device constituted by a honeycomb-shaped heat-resistant member, an impurity separation device constituted by filling a large number of pipe-shaped heat-resistant members, and a plurality of flat plate-like heat-resistant members at predetermined intervals in the height direction.
- An impurity separation device constructed by arranging the above is effective. In this case, if the length of the heat-resistant member in the flow direction of the molten metal L is reduced, the length of the flow path can be reduced, so that an increase in the pressure loss of the molten metal L can be minimized.
- an impurity separation device constituted by a multi-stage heat-resistant member provided with a number of steps in the traveling direction of the molten metal L, an impurity separation device constituted by a heat-resistant member having an S-shaped flow path, FIG.
- An impurity separation device or the like in which a large number of plate-like heat-resistant members 10 provided with through-holes 16 as flow paths as shown in FIG. is there.
- the surface roughness of the impurity separation device provided with a tapered hole in which the cross-sectional area of the flow path gradually decreases from the upstream side toward the downstream side and the wall surface WH forming the flow path is intentionally roughened, or irregularities are formed.
- An impurity separation device provided on the wall surface WH may be used.
- impurities can be effectively supplemented by both the first and second principles.
- the shape of the flow path of the molten metal L formed in the impurity separation device 6 can be a shape in which the flow direction of the molten metal L changes.
- the impurities collide with the wall surface of the flow path that changes the flow direction of the molten metal L in the impurity separation device 6, and the impurities are captured on the wall surface along the traveling direction of the molten metal L of the flow channel formed in the impurity separation device 6. By doing so, impurities can be removed.
- the shape of the flow path of the molten metal L formed in the impurity separation device 6 can be a shape in which the streamline of the flow of the molten metal L changes in a non-linear manner.
- the impurities collide with the wall surface of the flow path crossing the tangent of the stream line of the molten metal L in the impurity separator 6 and the impurities are trapped on the wall surface along the stream line of the molten metal L in the impurity separator apparatus 6. Thus, impurities can be removed.
- the method is not limited to the arrangement method in which the plurality of impurity separation devices 6 are arranged in series in the traveling direction of the molten metal L, and the plurality of impurity separation devices 6 may be arranged in the parallel direction in the bowl 3. Good. If the impurity separation device 6 is unitized, the impurity separation device 6 having an appropriate structure according to casting conditions can be provided in the molten metal.
- An impurity separation device 6 having a front shape of width 80 mm ⁇ height 110 mm corresponding to the cross-sectional shape of the bowl 3 and having a length of 50 mm in the flow direction of the molten metal L is arranged in the bowl 3 and has a diameter of ⁇ 82 mm.
- the two cast aluminum rods with a length of 1.2m were continuously cast at a casting speed of 270mm / min. As a result, it was confirmed that the phosphorus compound in the melt L of the aluminum alloy can be removed by the impurity separation device 6.
- the impurity separation device 6 was provided with a slit having a rectangular cross-sectional shape. If the height of the slit was less than 3 mm, clogging with a phosphorus compound occurred during casting. It was confirmed that it could not be obtained sufficiently. Therefore, it is considered that the phosphorus compound can be effectively removed by setting the height of the slit to about 3 mm to 20 mm, more preferably 5 mm to 10 mm. On the other hand, the removal effect of phosphorus compounds was confirmed in various sizes of slit lengths of about 10 mm to 100 mm. The width of the slit was set to 70 mm from the width of the ridge 3 to the maximum in the ridge 3.
- the effect of removing impurities such as phosphorus compounds can be confirmed with any analyzer. Therefore, the metal in the remaining hot metal portion adhering to the impurity separation device 6 was analyzed by an electron beam microanalyzer (EPMA: Electron Probe Micro Analyzer) and ICP (Inductively Coupled Plasma) emission spectroscopic analysis. As a result of analysis by EPMA, phosphorus compounds aggregated in the impurity separation device 6 were confirmed. Further, as a result of quantitative analysis of the phosphorus compound aggregated by ICP emission spectroscopic analysis, it was confirmed that phosphorus was concentrated 300 to 600 times.
- EPMA Electron Probe Micro Analyzer
- ICP Inductively Coupled Plasma
- the material of the molten metal was an aluminum alloy having a calcium concentration of 100 ppm and a phosphorus concentration of 20 ppm with respect to a composition of silicon 10.0-12.5 mass%, copper 2.0-5.0 mass%, and magnesium 0.2-1.0 mass%.
- alloys having various compositions can be used as the molten metal.
- the impurity trapping rate in the impurity separator 6 depends not only on the structure of the impurity separator 6 but also on the type and size of the impurities. This analysis result can be reasoned by various mechanisms, but can be reasoned as follows.
- the specific gravity with respect to the molten metal for each type of impurities has an influence on the trapping rate of impurities. If the impurity has a large density difference from the molten metal, the settling distance or rising distance of the impurity when the molten metal moves by a unit distance becomes large. For this reason, it can be estimated that impurities having a large density difference from the molten metal can be effectively captured by the first principle.
- calcium phosphide is stably present as a powder in the molten metal.
- the density of calcium phosphide is 2.51 g / cm 3, which is sufficiently higher than the density of molten aluminum alloy 2.37 g / cm 3 . Therefore, it is considered that calcium phosphide can be effectively captured on the wall surface along the traveling direction of the molten metal by the first principle.
- the melting point of aluminum phosphide is 2000 ° C.
- aluminum phosphide if aluminum phosphide is also produced, it can be stably present as a powder in the molten metal.
- the density of aluminum phosphide is 2.42 g / cm 3 , and the difference is small compared to the density of molten aluminum alloy of 2.37 g / cm 3 . Therefore, it is estimated that the capture rate of aluminum phosphide according to the first principle is smaller than the capture rate of calcium phosphide.
- the impurities are removed by colliding with the wall surface according to the second principle, it is considered that the dependency of the impurity trapping rate on the impurity density is small. Therefore, according to the second principle, it is considered that not only impurities having a large density difference from the molten metal but also impurities having a small density difference from the molten metal can be removed.
- the weight according to the size of the impurity has an influence on the trapping rate of the impurity. If both the density and weight of the impurities are large, the frictional force when the impurities settle and adhere to the wall surface increases. For this reason, even if the impurities adhering to the wall surface are affected by the flow of the molten metal, the impurities can be retained on the wall surface. Even if the density of the impurities is smaller than the density of the molten metal, the buoyancy increases if the size of the impurities is large, so that the impurities can be retained on the upper wall surface.
- impurities having a large size can be effectively captured mainly by the first principle.
- impurities when the impurities are removed by colliding with the wall surface according to the second principle, it is considered that the dependency of the impurity trapping rate on the size of the impurities is small. Therefore, according to the second principle, it is considered that impurities having various sizes can be removed as long as the inertial force is sufficiently large.
- FIG. 13 is a diagram showing the relationship between the particle size of calcium phosphide and the temperature of the molten aluminum alloy.
- the horizontal axis indicates the temperature of the molten aluminum alloy
- the vertical axis indicates the particle size of calcium phosphide.
- the absolute value of the particle size may change depending on casting conditions such as casting speed and composition, the tendency is that the particle size of calcium phosphide increases as the temperature of the molten metal decreases as shown in FIG. Can be confirmed.
- the relationship between the particle size and the temperature of the molten metal can be measured.
- other phosphorus compounds and impurities other than phosphorus compounds are considered to show the same tendency as calcium phosphide. For example, about aluminum phosphide, when it becomes 740 degrees C or less, it will aggregate and coarsen.
- the temperature of the molten metal may be controlled based on a curve as shown in FIG. 13 so that impurities having a desired particle size are generated in the vicinity of the impurity separation device 6.
- the temperature of the molten metal varies depending on various casting conditions such as the characteristics of the aluminum casting alloy, the casting speed, the size of the casting rod, the length of the rod 3 and the like.
- the molten furnace 1 in consideration of the temperature drop of the molten metal between the melting furnace 1 and the continuous casting apparatus 2, the molten furnace 1 generates a molten metal having a temperature higher than that of the molten metal in the continuous casting apparatus 2.
- the temperature of the molten metal in the vicinity of the impurity separation device 6 can be adjusted also by appropriately determining the position where the impurity separation device 6 is installed. Regardless of the temperature control of the molten metal in the melting furnace 1, if the temperature of the molten metal in the vicinity of the impurity separation device 6 is adjusted depending on the installation position of the impurity separation device 6, the characteristics of the aluminum casting alloy can be maintained at the intended characteristics. it can.
- the temperature of the molten metal becomes lower as the distance from the continuous casting apparatus 2 is shorter.
- the temperature of the molten metal at each position in the rod 3 can be roughly estimated by calculation from the distance from the continuous casting apparatus 2 and the temperature of the molten metal in the continuous casting apparatus 2. Therefore, the impurity separation device 6 may be installed at a position where the temperature of the molten metal becomes a temperature at which the particle size of the impurity to be trapped grows to a size suitable for trapping.
- the amount of the temperature drop of the molten metal between the melting furnace 1 and the continuous casting apparatus 2 varies depending on various conditions such as the length of the rod 3 and the structure installed in the flow path of the molten metal, but the unit distance
- the amount of decrease in the temperature of the molten metal is considered to be about 5 to 20 ° C / m at most.
- the amount of decrease in the temperature of the molten metal per unit distance is considered to be 5 to 10 ° C / m.
- the impurity separation device 6 is installed at a position where the particle size of the calcium phosphide is suitable for capturing, the phosphorus compound can be captured efficiently.
- the particle size of calcium phosphide is about 6 ⁇ m at a position where the molten metal temperature is 700 ° C.
- the particle size of calcium phosphide is about 15 ⁇ m at the position where the molten metal temperature is 670 ° C. It can be estimated that the particle size of calcium phosphide grows to about 20 ⁇ m at a position of 660 ° C., respectively.
- the particle size of the calcium phosphide is 1 ⁇ m when the molten metal temperature is 800 ° C. in calculation.
- the effect of removing calcium phosphide can be expected regardless of the position of the impurity separation device 6.
- the impurity separation device 6 is arranged at a position where the temperature of the molten metal with a particle size of calcium phosphide of 6 ⁇ m or more is 700 ° C. or less.
- the impurity separation device 6 may be installed at a position where the temperature of the molten metal is approximately 690 ° C. or less.
- the impurity separation device 6 having a structure mainly using the first principle is desirably installed at a position where the molten metal temperature at which the particle size of calcium phosphide increases to 10 ⁇ m or more is 690 ° C. or less. Therefore, it is preferable to install the impurity separation device 6 having a structure mainly using the first principle at a downstream position where the distance from the continuous casting device 2 is short.
- the impurity separation device 6 having a structure mainly using the second principle is installed at a position where the temperature of the molten metal having a particle size of calcium phosphide of 6 ⁇ m or more is 700 ° C. or less.
- a first impurity separation device 6 having a first structure is disposed between GBF 4 and CFF 5, and a second structure having a second structure in tundish 2 ⁇ / b> A of continuous casting device 2.
- Two impurity separation devices 6 can be arranged.
- a molten metal having a temperature of about 730 ° C. was generated in the melting furnace 1 so that the temperature of the molten metal in the continuous casting apparatus 2 was about 670 ° C.
- the temperature of the molten metal in a several different position with the thermometer was sampled by the 1-second space
- the temperature of the molten metal from GBF4 to tundish 2A became 700 ° C. or less.
- the temperature of the molten metal in the tundish 2A was 670 to 690 ° C.
- the first impurity separation device 6 installed between the GBF 4 and the CFF 5 is the impurity separation device 6 having a structure mainly using the second principle, while the second impurity installed in the tundish 2A.
- the separation device 6 is an impurity separation device 6 having a structure mainly using the first principle, it can be expected that calcium phosphide is effectively removed.
- the first impurity separation device 6 on the upstream side where the temperature of the molten metal is high calcium phosphide having a small particle size collides with the wall surface and is removed by the second principle, while the second impurity on the downstream side where the temperature of the molten metal is low.
- the separator 6 can capture a large calcium phosphide having a particle size of 10 ⁇ m or more on the wall surface having a zero flow rate according to the first principle.
- CFF5 can be used for a long time.
- thermometer 7 is provided at the installation position of each impurity separation device 6 and the temperature of the molten metal is measured, it can be confirmed whether or not the installation position of the impurity separation device 6 is appropriate. it can. Furthermore, the installation position of the impurity separation device 6 can be adjusted as necessary. In addition, if the temperature of the molten metal in the melting furnace 1 is controlled so that the temperature of the molten metal becomes a more appropriate temperature, or if the material and amount of the heat insulating material covering the rod 3 are adjusted, calcium phosphide can be more effectively obtained.
- the impurity particle size can be removed by the impurity separation device 6 while controlling the particle size of the impurities.
- the optimum particle size of calcium phosphide is about 5 ⁇ m to 20 ⁇ m on average. Can be adjusted.
- the impurity separating device 6 can separate calcium phosphide from the molten aluminum alloy using the inertial force of calcium phosphide.
- the temperature measurement data is acquired from the thermometer 7 provided in the vicinity of the impurity separation device 6 by the temperature control device 8, and the melting furnace 1 is adjusted so that the temperature in the vicinity of the impurity separation device 6 is appropriate based on the temperature measurement data.
- the heater 1A can be feedback controlled. Further, the feedforward control can be performed by predicting the future temperature in the vicinity of the impurity separation device 6 from the temperature measurement data of the thermometer 7. By performing such automatic control of the temperature of the molten metal, finer temperature adjustment is possible.
- the first impurity separation is performed based on the amount of decrease in the temperature of the molten metal per unit distance so that the temperature difference of the molten metal between the first impurity separating apparatus 6 and the second impurity separating apparatus 6 is optimized.
- the distance between the device 6 and the second impurity separation device 6 may be determined.
- step 1 the aluminum alloy is heated in the melting furnace 1, and a molten aluminum alloy at about 730 ° C. to 780 ° C. is melted so that the temperature of the molten metal in the continuous casting apparatus 2 is about 670 ° C.
- metals such as calcium and magnesium are added to the molten aluminum alloy.
- phosphorus compounds such as calcium phosphide, are produced
- the molten aluminum L of the aluminum alloy flows through the bowl 3 and is guided to the GBF 4.
- Phosphorus compounds are dispersed as fine particles in a high-temperature melt of 700 ° C or higher.
- step 2 impurities in the molten metal L having the property of adhering to the bubbles of the processing gas are removed by the GBF 4.
- the molten aluminum L of the aluminum alloy flows through the tub 3 and is guided to the first impurity separation device 6.
- the particle size of the calcium phosphide grows to approximately 6 ⁇ m or more.
- step 3 calcium phosphide grown to 6 ⁇ m or more collides with the wall surface or step surface of the first impurity separation device 6 and is separated. Then, the molten aluminum L of the aluminum alloy flows through the bowl 3 and is guided to the CFF 5.
- step 4 impurities that pass through the first impurity separation device 6 and have a particle size larger than the eyes of the CFF 5 are removed from the molten metal L by the CFF 5.
- the molten aluminum L of the aluminum alloy flows through the tub 3 and is guided to the second impurity separation device 6 in the tundish 2A.
- the particle size of the calcium phosphide grows to approximately 10 ⁇ m or more.
- step 5 the calcium phosphide grown to 10 ⁇ m or more settles in the flow path formed in the second impurity separation device 6. Thereby, calcium phosphide is captured on the wall surface in the second impurity separation device 6 where the flow rate of the molten metal L becomes zero. Further, calcium phosphide collides with the wall surface or step surface of the second impurity separation device 6 and is separated.
- the concentration in the molten metal L is a sufficient concentration, most of the phosphorus compound is calcium phosphide. Therefore, the concentration of the phosphorus compound in the molten metal L that has passed through the first and second impurity separation devices 6 is sufficiently reduced. Then, the molten metal from which the phosphorus compound is satisfactorily removed in the tundish 2A is guided to the mold 2B of the continuous casting apparatus 2.
- step 6 an aluminum cast alloy is manufactured by the mold 2B.
- a molten aluminum alloy whose temperature has dropped to about 670 ° C. is poured into the mold 2B of the continuous casting apparatus 2.
- template 2B is cooled with the cooling water of the cooler 2C.
- the ingot of the solidified aluminum alloy is discharged from the outlet of the mold 2B as the continuous casting rod S.
- the aluminum cast alloy bar is cast by cooling a molten metal at about 670 ° C., and the phosphorus compound is removed by the first and second impurity separation devices 6. Therefore, the quality of the aluminum cast alloy rod is good.
- the temperature of the molten metal L in the vicinity of the first and second impurity separation devices 6 does not reach an appropriate temperature, the temperature of the molten metal L is appropriately controlled by feedback control of the heater 1A of the melting furnace 1 by the temperature control device 8. Temperature can be approached.
- the continuous casting method as described above is a method of continuous casting through a process of removing impurities such as phosphorus compounds present in the molten aluminum alloy.
- the impurity separation device 6 is a device for removing impurities such as phosphorus compounds generated in the continuous casting process of aluminum alloy.
- impurities such as phosphorus compounds can be easily removed in the molten metal path such as the bowl 3. For this reason, the quality of the aluminum cast alloy bar can be improved. Further, since the phosphorus compound can be removed from the molten metal, the temperature of the molten metal in the continuous casting apparatus 2 can be lowered to about 670 ° C. For this reason, the characteristics of the aluminum cast alloy rod can be made closer to ideal characteristics.
- the size of the flow path of the molten metal formed in the impurity separation device 6 is larger than the size of the impurities. For this reason, the impurity separation device 6 is not clogged like a ceramic filter. Therefore, if the impurity separation device 6 is used in place of the ceramic filter, the frequency of maintenance such as exchange of instruments and cleaning can be reduced. Alternatively, if the impurity separation device 6 is provided on the upstream side of the ceramic filter, the progress of clogging of the ceramic filter can be suppressed, and the ceramic filter can be used for a long time.
- the impurity separation device 6 does not require the use of a substance with a large environmental load such as chlorine. For this reason, according to the impurity separation device 6, it is possible to realize impurity removal with no environmental load.
- FIG. 14 is an overall configuration diagram of a continuous casting facility including an impurity separation apparatus and a continuous casting apparatus used in the impurity separation method according to the second embodiment of the present invention.
- the impurity separation method in the second embodiment shown in FIG. 14 is the impurity in the first embodiment shown in FIG. 1 in that the impurity separation device 6 is installed in the portion of the ridge 3 that is wide for installing the CFF 5. Different from the separation method. Other configurations and operations are substantially the same as the impurity separation method in the first embodiment shown in FIG. 1, and therefore the same components are denoted by the same reference numerals and description thereof is omitted.
- a CFF installation layer 3 ⁇ / b> A for installing CFF 5 is provided in the bowl 3 that forms the flow path of the molten metal L.
- the CFF installation layer 3 ⁇ / b> A has a bottom that is lower than the portion of the other bowl 3, and has a vertical wall surface that crosses the traveling direction of the molten metal L flowing into the CFF installation layer 3 ⁇ / b> A. Therefore, in the CFF installation layer 3A, after the traveling direction of the molten metal L becomes a downward direction, a flow path that becomes an upward direction again is formed. Moreover, the width
- CFF5 is provided in the flow path in the CFF installation layer 3A in which the traveling direction of the molten metal L is downward. Since the area of the arranged CFF 5 is larger than the cross-sectional area of the bowl 3, the cross-sectional area of the flow path of the molten metal L when passing through the CFF 5 is increased. For this reason, the flow rate of the molten metal L can be lowered. Therefore, the molten metal L flows downward into the CFF 5 in a state where the flow velocity is sufficiently slow (for example, 5 to 20 mm / s). Thus, impurities that are coarser than the filter eyes can be filtered out from the molten metal L under the condition of the flow rate of the molten metal L that is favorable in the CFF 5.
- the impurity separation device 6 can be installed in the CFF installation layer 3A where the flow rate of the molten metal L is sufficiently slow.
- the flow rate of the molten metal L in the cage 3 other than the CFF installation layer 3A cannot be sufficiently slow due to various conditions such as the casting speed and the capacity of the cage 3, the flow rate is reduced to separate impurities from the molten metal L. It can flow into the device 6.
- a thermometer 7 can be installed in the vicinity of the impurity separation device 6 in the CFF installation layer 3A.
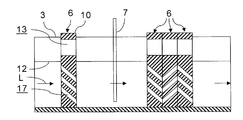
- FIG. 15 is an enlarged cross-sectional view showing a structural example of the CFF installation layer 3A and the impurity separation device 6 shown in FIG. 14, and FIG. 16 is a top view of the impurity separation device 6 shown in FIG.
- FIG. 15 shows an example in which two plate-like impurity separation devices 6 are stacked and the impurity separation device 6 is installed so that the thickness direction is the vertical direction.
- the flow path of the molten metal L is wide, and the impurity separation device 6 can be easily installed.
- the structure of the impurity separator 6 can be the same as that of the impurity separator 6 shown in FIGS. As shown in FIGS. 15 and 16, it is effective to provide the impurity separation device 6 with a plurality of inclined slits 17 that are inclined with respect to the traveling direction of the molten metal L. Further, by arranging the plurality of impurity separation devices 6 so that the inclination directions of the inclined slits 17 are alternate, a zigzag-shaped molten metal L flow path can be formed in the plurality of impurity separation devices 6. Thereby, the effect of supplementing impurities can be further improved.
- each impurity separation device 6 is provided with two or more positioning holes, and a positioning pin 18 is inserted into each positioning hole so that the horizontal direction between the impurity separation devices 6 can be reduced. Deviation can be prevented.
- the inclined slits 17 can be connected to each other at a more accurate position by the positioning pin 18.
- FIG. 17 is a diagram for explaining the principle that impurities are supplemented in the flow path of the molten metal L formed in the impurity separation device 6 shown in FIG.
- the flow path of the molten metal L bends between adjacent impurity separation devices 6.
- the flow path is inclined before and after bending. Therefore, impurities can be supplemented by sinking or raising impurities on the wall inclined along the traveling direction of the molten metal L. Further, the impurities are supplemented by the collision of impurities with the wall surface of the bent portion, which is a surface crossing the traveling direction of the molten metal L in the impurity separation device 6. Accordingly, the effect of removing impurities can be improved by increasing the number of impurity separation devices 6, that is, the number of bent portions of the flow path of the molten metal L.
- the inclination angle from the horizontal direction of the inclined wall surface in the impurity separation device 6, that is, 1 ⁇ 2 of the angle between the adjacent inclined slits 17, is ⁇
- the smaller the inclination angle ⁇ the greater the fluid resistance of the melt L.
- the larger the inclination angle ⁇ the smaller the amount of impurities that settle or rise on the wall surface of the impurity separation device 6. Therefore, it is desirable to set the bending angle 2 ⁇ between the inclined slits 17 to an appropriate angle.
- the inclination angle ⁇ of the wall surface from the horizontal direction is preferably 10 degrees or more and 45 degrees or less.
- the first wall surface of the impurity separation device 6 that forms the flow path of the molten metal L having a cross-sectional area larger than the cross-sectional area of the impurity removes impurities using both the first and second principles. can do. Impurities can be captured by sinking or rising to the first wall surface using the difference in density from the molten metal L, and also by impinging on the first wall surface using inertial force. .
- the impurities can collide to be supplemented by the second principle.
- the same effect as the impurity separation method in the first embodiment can be obtained.
- the impurities can be satisfactorily improved by installing the impurity separation device 6 on the CFF installation layer 3A where the flow rate of the molten metal L is sufficiently slow. Can be removed.
- the phosphorus compound in the molten aluminum alloy is the main impurity, but other impurities are removed from the molten metal by the impurity separation device 6 as long as the above-described effects are obtained.
- impurities include carbides such as aluminum carbide (Al 4 C 3 ), borides such as titanium boride (TiB 2 ), oxides such as antimony compounds, calcium compounds, and aluminum oxide (Al 2 O 3 ). It can be removed from other metal melts such as iron and iron.
- titanium boride is added to refine the structure of the 6000 series aluminum alloy and improve the strength. It is known that the particle size of titanium boride in an aluminum alloy increases during the aluminum recycling process. Therefore, the titanium boride having a large particle size can be removed from the molten metal by the impurity separation device 6.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Continuous Casting (AREA)
- Manufacture And Refinement Of Metals (AREA)
Abstract
不純物分離方法は、アルミニウム合金の溶湯内に、上流側及び下流側における前記溶湯の流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい断面積を有する流路を形成した不純物分離装置を設置し、前記溶湯に前記不純物分離装置内に形成される流路を通過させることによって前記不純物分離装置の壁面を利用して前記溶湯から前記不純物を除去する。また、不純物分離装置は、第1の壁面及び第2の壁面を有する。第1の壁面は、アルミニウム合金の溶湯の流路内に設置した場合に上流側及び下流側における前記溶湯の流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい断面積を有する流路を形成する。第2の壁面は、前記溶湯の流路内に設置した場合に上流側における前記溶湯の流路を横切る面となる。
Description
本発明の実施形態は、不純物分離方法、不純物分離装置及び連続鋳造方法に関する。
従来、熔融させたアルミニウム合金を鋳型に流し込むことによって連続的に棒状のアルミニウム合金を鋳造する連続鋳造法が知られている。アルミニウム合金の連続鋳造法では、溶解炉において熔融されたアルミニウム合金の溶湯がタンディッシュと呼ばれる容器に一次的に蓄えられた後、タンディッシュの底部付近に設けられた鋳型に流し込まれる。
アルミニウム合金の溶湯は、機械的性質及び引け特性改善のためアルミニウム地金にkケイ素(Si)、鉄(Fe)、銅(Cu)、マグネシウム(Mg)、カルシウム(Ca)等の添加合金が加えられて作製される。アルミニウム合金を安価にする要請のために、溶湯にはスクラップが混入される場合もある。しかしながら添加金属から除去できない元素が溶湯に混入すると、合金溶湯中において不純物としてリン化合物等の種々の化合物が形成される場合がある。
このような溶湯中の不純物は鋳造合金の品質向上の観点から取り除くことが望ましい。そこで、アルミニウム合金の溶湯に介在する不純物を除去するための様々な技術が考案されている。
溶湯中の不純物を除去するための代表的な技術としては、フラックス処理、成長沈降法、ガスバブリングフィルタ(GBF: gas bubbling filter)を用いる方法及びセラミック発泡体フィルタ(CFF: ceramic foam filter)を用いる方法などが良く知られている。フラックス処理は、溶解炉及び保持炉内で行われる。一方、GBFを用いた不純物の除去は、溶解炉及び保持炉の外部において連続的に行われる。
炉内で行われるフラックス処理は、ハロゲン系のフラックスを塩素ガス或いは不活性ガスとともに溶湯中に入れることにより、介在物に対する溶湯の濡れ性を改善し、介在物をガスとともに浮上分離させる方法である。炉外で連続的に行われるGBFは、処理ガスを溶湯中に吹き込んで気泡を発生させ、気泡に不純物を付着させることによって不純物を除去するフィルタである。
また、CFFは3次元網目構造の多孔質セラミックを用いたフィルタである。CFFを溶湯の流路内に設ければ、フィルタの目よりも粗い不純物を物理的に濾し取ることができる。
成長沈降法は、主として電線製造において導電率を阻害するチタン(Ti)の除去に用いられる。具体的には、成長沈降法は、溶解炉中にホウ素(B)を添加し、溶湯温度を800℃以上に加熱することによってチタンをホウ化チタニウム(TiB2)として炉低に沈降させる方法である。
従来の不純物を除去するための技術には、それぞれ問題がある。
例えば、フィルタによる介在物のろ過において介在物の粒子の大きさが小さければ、フィルタの目を小さくすることが必要である。その結果、フィルタの目詰まりが頻発し、目詰まりが発生する都度、鋳造運転を停止してフィルタを交換することが必要となる。このため、生産性が低下する。
また、酸化物及び酸素を溶湯中に添加し、複合酸化物を生成させることによって介在物を分離する場合には、溶湯の酸化反応によりメタルロスが発生する。このため、材料の歩留まりが悪化する。
更に、フラックス処理の場合、溶湯中に吹き込まれる塩素ガスは環境への対策が必要になるという問題がある。また、塩素ガスに限らず、添加物を溶湯に添加する方法を不純物の除去に用いる場合には、不純物除去装置の構造が複雑になるという問題がある。
本発明は、上記の課題に鑑みてなされたものであり、簡易な方法でアルミニウム合金の溶湯中における不純物を除去することによって、良質なアルミニウム合金を得ることが可能な不純物分離方法、不純物分離装置及び連続鋳造方法を提供することを目的とする。
上記の目的を達成するため、本発明は、以下の特徴を備えている。
[1]アルミニウム合金の溶湯内に、上流側及び下流側における前記溶湯の流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい断面積を有する流路を形成した不純物分離装置を設置し、
前記溶湯に前記不純物分離装置内に形成される流路を通過させることによって前記不純物分離装置の壁面を利用して前記溶湯から前記不純物を除去する不純物分離方法。
[2]前記不純物分離装置に形成される前記溶湯の流路の形状を、前記溶湯の流れの方向が変化する形状とし、前記溶湯の流れの方向を変化させる前記流路の壁面に前記不純物を衝突させるとともに前記不純物分離装置に形成される前記流路の前記溶湯の進行方向に沿う壁面に前記不純物を捕捉することによって前記不純物を除去する前項1記載の不純物分離方法。
[3]前記不純物分離装置に形成される前記溶湯の流路に段差面を設ける前項1記載の不純物分離方法。
[4]前記不純物分離装置に、上流側及び下流側における前記溶湯の進行方向に対して傾斜する前記溶湯の流路を形成する前項1記載の不純物分離方法。
[5]前記不純物分離装置に、ジグザグ状の前記溶湯の流路を形成する前項1記載の不純物分離方法。
[6]前記不純物分離装置に形成される前記流路の前記溶湯の進行方向に沿う壁面に前記不純物を捕捉することによって前記不純物を除去する前項1記載の不純物分離方法。
[7]上流側における前記溶湯の進行方向を横切る前記不純物分離装置の壁面に前記不純物を衝突させることによって前記不純物を分離する前項1記載の不純物分離方法。
[8]前記溶湯の複数の流路を前記不純物分離装置に設け、前記複数の流路に向かう前記溶湯の流れに挟まれた前記不純物分離装置の壁面に前記不純物を衝突させることによって前記不純物を分離する前項1記載の不純物分離方法。
[9]リン化カルシウムの粒径が除去可能な粒径となる溶湯の温度の位置に前記不純物分離装置を設置し、前記不純物として前記リン化カルシウムを除去する前項1記載の不純物分離方法。
[10]第1の不純物分離装置に前記不純物を衝突させて分離する一方、第2の不純物分離装置に形成される前記流路の前記溶湯の進行方向に沿う壁面により前記不純物を捕捉し、前記不純物の粒径が、前記第1の不純物分離装置に衝突させることが可能な粒径となる溶湯の温度の位置に前記第1の不純物分離装置を設置する一方、前記不純物の粒径が、前記第2の不純物分離装置の壁面により捕捉することが可能な粒径となる溶湯の温度の位置に第2の不純物分離装置を設置する前項1記載の不純物分離方法。
[11]前記溶湯に対する前記不純物の比重及び前記溶湯の流速に応じた前記不純物の単位移動距離当たりの下降量に基づいて前記不純物分離装置に形成される前記流路の長さ及び鉛直方向の幅を決定し、前記不純物を下降させて前記不純物を捕捉する前項3記載の不純物分離方法。
[12]前記溶湯の温度制御を行うことによって前記不純物の粒径を最適なサイズに調整する前項1記載の不純物分離方法。
[13]前記不純物分離装置を、前記溶湯からフィルタの目よりも粗い不純物を濾しとるセラミック発泡体フィルタを設置するための設置層に設ける前項1記載の不純物分離方法。
[14]アルミニウム合金の溶湯の流路内に設置した場合に上流側及び下流側における前記溶湯の流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい断面積を有する流路を形成する第1の壁面と、
前記溶湯の流路内に設置した場合に上流側における前記溶湯の流路を横切る面となる第2の壁面と、
を有する不純物分離装置。
[15]溶解炉によりアルミニウム合金を熔融させて前記アルミニウム合金の溶湯を生成する工程と、
上流側及び下流側における前記溶湯の流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい断面積を有する流路を形成した不純物分離装置を用いて前記溶湯から前記不純物を除去する工程と、
連続鋳造装置により前記不純物が除去された溶湯からアルミニウム鋳造合金を連続鋳造する工程と、
を有する連続鋳造方法。
[1]アルミニウム合金の溶湯内に、上流側及び下流側における前記溶湯の流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい断面積を有する流路を形成した不純物分離装置を設置し、
前記溶湯に前記不純物分離装置内に形成される流路を通過させることによって前記不純物分離装置の壁面を利用して前記溶湯から前記不純物を除去する不純物分離方法。
[2]前記不純物分離装置に形成される前記溶湯の流路の形状を、前記溶湯の流れの方向が変化する形状とし、前記溶湯の流れの方向を変化させる前記流路の壁面に前記不純物を衝突させるとともに前記不純物分離装置に形成される前記流路の前記溶湯の進行方向に沿う壁面に前記不純物を捕捉することによって前記不純物を除去する前項1記載の不純物分離方法。
[3]前記不純物分離装置に形成される前記溶湯の流路に段差面を設ける前項1記載の不純物分離方法。
[4]前記不純物分離装置に、上流側及び下流側における前記溶湯の進行方向に対して傾斜する前記溶湯の流路を形成する前項1記載の不純物分離方法。
[5]前記不純物分離装置に、ジグザグ状の前記溶湯の流路を形成する前項1記載の不純物分離方法。
[6]前記不純物分離装置に形成される前記流路の前記溶湯の進行方向に沿う壁面に前記不純物を捕捉することによって前記不純物を除去する前項1記載の不純物分離方法。
[7]上流側における前記溶湯の進行方向を横切る前記不純物分離装置の壁面に前記不純物を衝突させることによって前記不純物を分離する前項1記載の不純物分離方法。
[8]前記溶湯の複数の流路を前記不純物分離装置に設け、前記複数の流路に向かう前記溶湯の流れに挟まれた前記不純物分離装置の壁面に前記不純物を衝突させることによって前記不純物を分離する前項1記載の不純物分離方法。
[9]リン化カルシウムの粒径が除去可能な粒径となる溶湯の温度の位置に前記不純物分離装置を設置し、前記不純物として前記リン化カルシウムを除去する前項1記載の不純物分離方法。
[10]第1の不純物分離装置に前記不純物を衝突させて分離する一方、第2の不純物分離装置に形成される前記流路の前記溶湯の進行方向に沿う壁面により前記不純物を捕捉し、前記不純物の粒径が、前記第1の不純物分離装置に衝突させることが可能な粒径となる溶湯の温度の位置に前記第1の不純物分離装置を設置する一方、前記不純物の粒径が、前記第2の不純物分離装置の壁面により捕捉することが可能な粒径となる溶湯の温度の位置に第2の不純物分離装置を設置する前項1記載の不純物分離方法。
[11]前記溶湯に対する前記不純物の比重及び前記溶湯の流速に応じた前記不純物の単位移動距離当たりの下降量に基づいて前記不純物分離装置に形成される前記流路の長さ及び鉛直方向の幅を決定し、前記不純物を下降させて前記不純物を捕捉する前項3記載の不純物分離方法。
[12]前記溶湯の温度制御を行うことによって前記不純物の粒径を最適なサイズに調整する前項1記載の不純物分離方法。
[13]前記不純物分離装置を、前記溶湯からフィルタの目よりも粗い不純物を濾しとるセラミック発泡体フィルタを設置するための設置層に設ける前項1記載の不純物分離方法。
[14]アルミニウム合金の溶湯の流路内に設置した場合に上流側及び下流側における前記溶湯の流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい断面積を有する流路を形成する第1の壁面と、
前記溶湯の流路内に設置した場合に上流側における前記溶湯の流路を横切る面となる第2の壁面と、
を有する不純物分離装置。
[15]溶解炉によりアルミニウム合金を熔融させて前記アルミニウム合金の溶湯を生成する工程と、
上流側及び下流側における前記溶湯の流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい断面積を有する流路を形成した不純物分離装置を用いて前記溶湯から前記不純物を除去する工程と、
連続鋳造装置により前記不純物が除去された溶湯からアルミニウム鋳造合金を連続鋳造する工程と、
を有する連続鋳造方法。
発明[1]の不純物分離方法によれば、簡易な方法でアルミニウム合金の溶湯中における不純物を除去することによって、良質なアルミニウム合金を得ることができる。
発明[2]の不純物分離方法によれば、溶湯の流速がゼロとなる壁面によって不純物を捕捉する効果を維持しつつ、壁面に不純物を効率良く衝突させることによって不純物を除去することができる。
発明[3]の不純物分離方法によれば、溶湯の流速がゼロとなる壁面によって不純物を捕捉する効果を維持しつつ、壁面に不純物を効率良く衝突させることによって不純物を除去することができる。
発明[4]の不純物分離方法によれば、溶湯の流速がゼロとなる壁面によって不純物を捕捉する効果を維持しつつ、壁面に不純物を効率良く衝突させることによって不純物を除去することができる。
発明[5]の不純物分離方法によれば、溶湯の流速がゼロとなる壁面によって不純物を捕捉する効果を維持しつつ、壁面に不純物を効率良く衝突させることによって不純物を除去することができる。
発明[6]の不純物分離方法によれば、溶湯の流速がゼロとなる壁面によって不純物を捕捉することができる。
発明[7]の不純物分離方法によれば、壁面に不純物を衝突させることによって不純物を除去することができる。
発明[8]の不純物分離方法によれば、複数の流路に向かう溶湯の流れに挟まれた不純物分離装置の壁面を不純物の衝突面として機能させ、壁面に不純物を衝突させることによって不純物を除去することができる。
発明[9]の不純物分離方法によれば、リン化合物の大部分であるリン化カルシウムを効率的に捕捉することができる。
発明[10]の不純物分離方法によれば、より効果的に不純物を除去することができる。
発明[11]の不純物分離方法によれば、より適切に不純物分離装置の形状を設計することによって効果的に不純物を除去することができる。
発明[12]の不純物分離方法によれば、不純物を一層良好に除去することができる。
発明[13]の不純物分離方法によれば、樋内における溶湯の流速が十分に遅くならない場合であっても良好に不純物を除去することが可能となる。
発明[14]の不純物分離装置によれば、簡易な方法でアルミニウム合金の溶湯中における不純物を除去することによって、良質なアルミニウム合金を得ることができる。
発明[15]の連続鋳造方法によれば、簡易な方法でアルミニウム合金の溶湯中における不純物を除去することによって、良質なアルミニウム合金を得ることができる。
発明[2]の不純物分離方法によれば、溶湯の流速がゼロとなる壁面によって不純物を捕捉する効果を維持しつつ、壁面に不純物を効率良く衝突させることによって不純物を除去することができる。
発明[3]の不純物分離方法によれば、溶湯の流速がゼロとなる壁面によって不純物を捕捉する効果を維持しつつ、壁面に不純物を効率良く衝突させることによって不純物を除去することができる。
発明[4]の不純物分離方法によれば、溶湯の流速がゼロとなる壁面によって不純物を捕捉する効果を維持しつつ、壁面に不純物を効率良く衝突させることによって不純物を除去することができる。
発明[5]の不純物分離方法によれば、溶湯の流速がゼロとなる壁面によって不純物を捕捉する効果を維持しつつ、壁面に不純物を効率良く衝突させることによって不純物を除去することができる。
発明[6]の不純物分離方法によれば、溶湯の流速がゼロとなる壁面によって不純物を捕捉することができる。
発明[7]の不純物分離方法によれば、壁面に不純物を衝突させることによって不純物を除去することができる。
発明[8]の不純物分離方法によれば、複数の流路に向かう溶湯の流れに挟まれた不純物分離装置の壁面を不純物の衝突面として機能させ、壁面に不純物を衝突させることによって不純物を除去することができる。
発明[9]の不純物分離方法によれば、リン化合物の大部分であるリン化カルシウムを効率的に捕捉することができる。
発明[10]の不純物分離方法によれば、より効果的に不純物を除去することができる。
発明[11]の不純物分離方法によれば、より適切に不純物分離装置の形状を設計することによって効果的に不純物を除去することができる。
発明[12]の不純物分離方法によれば、不純物を一層良好に除去することができる。
発明[13]の不純物分離方法によれば、樋内における溶湯の流速が十分に遅くならない場合であっても良好に不純物を除去することが可能となる。
発明[14]の不純物分離装置によれば、簡易な方法でアルミニウム合金の溶湯中における不純物を除去することによって、良質なアルミニウム合金を得ることができる。
発明[15]の連続鋳造方法によれば、簡易な方法でアルミニウム合金の溶湯中における不純物を除去することによって、良質なアルミニウム合金を得ることができる。
本発明の実施形態に係る不純物分離方法、不純物分離装置及び連続鋳造方法について添付図面を参照して説明する。
(第1の実施形態)
図1は本発明の第1の実施形態に係る不純物分離方法に用いられる不純物分離装置及び連続鋳造装置を含む連続鋳造設備の全体構成図である。
図1は本発明の第1の実施形態に係る不純物分離方法に用いられる不純物分離装置及び連続鋳造装置を含む連続鋳造設備の全体構成図である。
図1に示すように溶解炉1の下流側に連続鋳造装置2が樋3を介して接続される。また、溶解炉1と連続鋳造装置2との間には、主要な構成要素として上流側からGBF4及びCFF5が設けられる。更に、溶解炉1と連続鋳造装置2との間の任意の位置に単一又は複数の不純物分離装置6が配置される。図1は、GBF4とCFF5との間に第1の不純物分離装置6が配置され、連続鋳造装置2内に第2の不純物分離装置6が配置された例を示す。
溶解炉1には加熱器(バーナ)1Aが設けられる。溶解炉1は、加熱器1Aによりアルミニウム合金を融点以上の温度に加熱することによって熔融させた後、アルミニウム合金の溶湯Lとして所定の温度で樋3に流出させる装置である。溶解炉1において、アルミニウム合金の溶湯には様々な目的に応じた金属が添加される。例えば、共晶アルミニウム-ケイ素(Al-Si)系のアルミニウム合金であれば、共晶ケイ素の微細化及び引け特性の改善を目的としてカルシウムが、機械的性質の改善を目的としてマグネシウムが、それぞれ添加される。
熔融対象となるアルミニウム合金のインゴットには、通常リンが含まれている。このため、Ca及びMgのようなアルカリ金属及びアルカリ土類金属がアルミニウム合金に添加されると、溶湯中においてリン化合物が不純物として生成される。溶湯中において安定的に存在する代表的なリン化合物としては、リン化カルシウム(Ca3P2)やリン化マグネシウム(Mg3P2)が挙げられる。
また、溶湯の組成に応じて種々のリン化合物が生成される。例えば、溶湯にリチウム(Li)が含まれていればトリリチオリン(Li3P)が、ナトリウム(Na)が含まれていればリン化ナトリウム(Na3P)が、カリウム(K)が含まれていればリン化カリウム(K3P)が、アンチモン(Sb)が含まれていればリン化アンチモン(PSb)が、それぞれ生成される可能性がある。リンとの化合性を有する異なる複数の元素が溶湯中に含まれる場合には、自由エネルギーに従って、より反応性の高い元素とリンとが化合してリン化合物となる。
尚、リンを含むアルミニウム合金にカルシウムが添加されない場合には、リン化アルミニウム(AlP)が生成される。リン化アルミニウムは、アルミニウム合金中に分散し、凝固時には引け特性を変化させる恐れがある。このため、カルシウムの添加がリン化合物の生成要因であるとしても、アルミニウム鋳造合金の品質維持の観点からはカルシウムを添加することが重要である。
連続鋳造装置2は、タンディッシュ2A、鋳型2B及び冷却器2Cを備えている。タンディッシュ2Aは、鋳型2Bに流し込むアルミニウム合金の溶湯を貯湯する容器であり、タンディッシュ2Aの底部付近に設けられた出口に鋳型2Bが固定される。鋳型2Bは、アルミニウム鋳造合金の形状に応じた形状を有しており、図1は水平方向に筒型の形状を有する鋳型の例を示している。冷却器2Cは鋳型2B自体及び鋳型2Bの出口から排出されるアルミニウム合金を冷却水によって冷却する装置である。連続鋳造装置2では、鋳型2Bの出口から排出されるアルミニウム合金に冷却器2Cから冷却水が噴霧される。そして、鋳型2B及び冷却水により冷却されて凝固したアルミニウム合金の鋳塊が連続鋳造棒Sとなる。
図1に示すように水平方向に連続鋳造棒Sを生成する連続鋳造装置2は、特に水平連続鋳造装置と呼ばれるが、他の連続鋳造装置を設置してもよい。代表的な連続鋳造装置としては、垂直連続鋳造装置やロール式連続鋳造装置等を挙げることができる。垂直連続鋳造装置は、垂直方向に連続鋳造棒を生成する連続鋳造装置である。また、ロール式連続鋳造装置は、ロール上で出湯量を制御しながら溶湯を凝固させ、線や板状鋳塊を連続的に得る連続鋳造装置である。
GBF4は、処理ガスをアルミニウム合金の溶湯L中に吹き込んで気泡を発生させ、気泡に不純物を付着させることによって溶湯L中の不純物を除去するフィルタである。
CFF5は、3次元網目構造の多孔質セラミックを用いたフィルタである。CFF5では、不純物分離装置6を通過したアルミニウム合金の溶湯L中に介在し、かつフィルタの目よりも粗い不純物を濾しとることによって除去することができる。
不純物分離装置6は、GBF4及びCFF5の一方又は双方を通過したアルミニウム合金の溶湯L中に介在するリン化合物等の不純物を除去する装置である。不純物分離装置6は例えば樋によって形成される溶湯Lの流路内に配設される。不純物分離装置6は、その内部に溶湯Lの流路を形成している。不純物分離装置6内に形成される流路の断面積は、不純物分離装置6を配設する樋3等の流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい。不純物分離装置6内に形成される流路の断面積は、不純物分離装置6よりも上流側(不純物分離装置6内への溶湯Lの流入側)及び下流側(不純物分離装置6内からの溶湯Lの流出側)における流路の断面積よりも小さい。
また、不純物分離装置6の近傍又は流入側には、必要に応じて溶湯Lの温度を計測するための熱電対等の温度計7が設置される。各温度計7は、温度制御装置8と接続される。温度制御装置8は、各温度計7によりそれぞれ計測された各設置位置における溶湯Lの温度に基づいて、溶湯Lの温度が目標となる適切な温度になるように溶解炉1の加熱器1Aを制御する機能を有している。
次に不純物分離装置6の構造例について説明する。
図2は、図1に示す不純物分離装置6の第1の構造例を示す正面図であり、図3は図2に示す不純物分離装置6を樋3の複数個所に配置した状態における横断面図である。
図2及び図3に示すように、不純物分離装置6は、例えば樋3によって形成される流路の形状及びサイズに合わせた柱状の耐熱性部材10の上面及び下面に開口部を有し、各開口部間を貫通する単一又は複数の貫通スリット11を設けた構造を有する。耐熱性部材10は、上面または下面を正面としてその正面が溶湯Lの上流側に配置され、かつ正面が溶湯Lの進行方向に概ね垂直となるように樋3の内側に設置される。柱状の耐熱性部材10の下面は、樋3の下流側となるので、貫通スリット11の長さ方向は、概ね溶湯Lの進行方向となる。
また、貫通スリット11は、耐熱性部材10を樋3内に設置した場合に溶湯Lの液面12よりも低くなる位置に設けられる。従って、貫通スリット11は溶湯Lの進行方向への流路となり、貫通スリット11の貫通方向に垂直な断面の面積は樋3の断面積よりも小さくなる。貫通スリット11は、樋3によって形成される流路の断面積よりも小さい断面積を有する溶湯Lの流路を形成する。
図2及び図3は、耐熱性部材10に断面形状が矩形である貫通スリット11を3つ設けた場合の例を示しているが、貫通スリット11の断面形状は矩形以外の形状であってもよい。例えば、貫通スリット11の断面形状として、円形、楕円形、多角形、半円形、馬蹄形或いはU字形などを挙げることができる。貫通スリット11を断面形状が円形、楕円形、多角形、半円形、馬蹄形或いはU字形など様々な形状の貫通孔としてもよい。
耐熱性部材10は、アルミニウム合金の溶湯Lの温度に耐え得る材料であり、かつ溶湯Lとの反応性を無視できる材料であれば任意の材料を用いることができる。耐熱性部材10に用いられる材料の例としては、ケイ酸カルシウム、ワラスナイト、結晶性シリカ、炭素繊維、チッ化ケイ素、アルミナ及びこれらを主成分とする耐熱材料などが挙げられる。
不純物分離装置6は、樋3内の任意の位置に任意の数だけ設置することができる。図3は、3つの不純物分離装置6を1つだけ離して樋3内に設置した例を示している。また、図3の例では、樋3の上流側における不純物分離装置6と下流側の互いに接触配置された2つの不純物分離装置6との間に温度計7が設けられている。
各不純物分離装置6の形状は互いに異なる形状としてもよい。図3の例は、互いに断面積が異なる貫通スリット11を有する不純物分離装置6を配設した例を示している。断面積が異なる複数の貫通スリット11が、その中心軸方向を一致させて連結される。また、連結された貫通スリット11は、樋3の上流側から下流側の位置になるにつれてその断面積が小さくなっている。
また、不純物分離装置6の溶湯液面12より高くなる位置に、溶湯Lの液面12が上昇した場合に溶湯Lを不純物分離装置6の下流側に逃がすための逃げ用貫通スリット13が設けられる。この逃げ用貫通スリット13は、溶湯Lの液面12が上昇しても十分に溶湯Lを不純物分離装置6の下流側に逃がすことができるようなサイズに決定される。
図4は、図1に示す不純物分離装置6の第2の構造例を示す正面図であり、図5は図4に示す不純物分離装置6を樋3の複数個所に配置した状態におけるA-A位置の断面図である。
図4及び図5に示すように、不純物分離装置6には、樋3によって形成される流路の断面積よりも小さい断面積を有する単一又は複数の段付き貫通丸孔14を設けてもよい。但し、直径が大きい孔が溶湯Lの流れの上流側とされ、段差面14Aが上流側を向くように段付き貫通丸孔14が耐熱性部材10に設けられる。
図4及び図5は、それぞれ4つの段付き貫通丸孔14を設けた2つの不純物分離装置6を互いに離して樋3内に設置し、かつ不純物分離装置6の間に温度計7を設けた例を示している。
図6は、図1に示す不純物分離装置6の第3の構造例を示す正面図であり、図7は図6に示す不純物分離装置6を樋3の複数個所に配置した状態における横断面図である。
図6及び図7に示すように、不純物分離装置6には、樋3によって形成される流路の断面積よりも小さい断面積の単一又は複数の段付き貫通スリット15を設けてもよい。但し、断面積が大きいスリットが溶湯Lの流れの上流側とされ、段差面15Aが上流側を向くように段付き貫通スリット15が耐熱性部材10に設けられる。段付き貫通スリット15の形状は、断面積が異なる複数のスリットを、その中心軸方向が一致するように連結させた形状であって、段付き貫通スリット15の上流側から下流側にいくにしたがってその断面積が小さくなっている。
図6及び図7は、それぞれ2つの段付き貫通スリット15を設けた2つの不純物分離装置6を互いに離して樋3内に設置し、かつ不純物分離装置6の間に温度計7を設けた例を示している。
図8は、図1に示す不純物分離装置6の第4の構造例を示す正面図であり、図9は図8に示す不純物分離装置6を樋3の複数個所に配置した状態におけるB-B位置の断面図である。
図8及び図9に示すように、不純物分離装置6は、板状の耐熱性部材10の厚さ方向に貫通する単一又は複数の貫通孔16を設けて構成してもよい。耐熱性部材10の形状は、樋3によって形成される流路の断面積に合わせられるため、貫通孔16の断面積は、樋3によって形成される流路の断面積よりも小さくなる。図8及び図9は、それぞれ4つの丸い貫通孔16を設けた2つの不純物分離装置6を互いに離して樋3内に設置し、かつ不純物分離装置6の間に温度計7を設けた例を示している。貫通孔16の断面形状は、丸型以外の形状であってもよい。
図10は、図1に示す不純物分離装置6の第5の構造例を示す正面図であり、図11は図10に示す不純物分離装置6を樋3の複数個所に配置した状態における横断面図である。
図10及び図11に示すように、不純物分離装置6は、外形を樋3によって形成される流路の形状及びサイズに合わせた柱状の耐熱性部材10に単一又は複数の傾斜スリット17を設けて構成してもよい。傾斜スリット17は、耐熱性部材10を貫通するスリットであり、耐熱性部材10を樋3の内側に設置した場合に溶湯Lの進行方向に対して傾斜するスリットである。従って、不純物分離装置6内には、不純物分離装置6の上流側及び下流側における溶湯Lの進行方向に対して傾斜する溶湯Lの流路が形成される。図10及び図11は鉛直方向に傾斜する傾斜スリット17の例を示しているが、水平方向に傾斜する傾斜スリット17を耐熱性部材10に設けてもよい。
また、図11に示すように複数の不純物分離装置6を溶湯Lの進行方向に配置してもよい。図11は、4つの不純物分離装置6を樋3の内側に設置し、かつ3つの不純物分離装置6を接触又は十分に接近させた例を示している。この場合、接触又は十分に接近させる複数の不純物分離装置6にそれぞれ設けられる各傾斜スリット17の傾斜方向を交互にすることができる。複数の傾斜スリット17を、傾斜方向が交互となるように連結することによって、複数の不純物分離装置6内にジグザグ状の溶湯Lの流路を形成することができる。
また、不純物分離装置6の他の構造例と同様に、不純物分離装置6の間に温度計7を設けることができる。
図2から図11には不純物分離装置6を樋3内に設置した例を示したが、図1に示すように不純物分離装置6をタンディッシュ2A内等の樋3以外の溶湯Lの流路内に設けてもよい。その場合、不純物分離装置6の外形の形状は溶湯Lの流路の形状に適した形状とされる。
図2から図11に示すような構造を有する不純物分離装置6を溶湯Lの流路内に設置すると、溶湯L内におけるリン化合物等の不純物を除去することができる。不純物は、少なくとも2つの原理によって除去されると推定することができる。第1の原理は、溶湯Lの流速がゼロとなる溶湯Lの進行方向に沿う不純物分離装置6の壁面で不純物が捕捉されるという原理である。また、第2の原理は、上流側(流入側)における溶湯Lの進行方向を横切る不純物分離装置6の壁面に不純物を衝突させて分離するという原理である。
従って、アルミニウム合金の溶湯Lの流路内に設置した場合に上流側及び下流側における溶湯Lの流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい断面積を有する流路を形成する第1の壁面と、溶湯Lの流路内に設置した場合に上流側における溶湯Lの流路を横切る面となる第2の壁面とを有する不純物分離装置6を溶湯Lの流路内に設置すれば、処理ガスや物質を添加しなくても、溶湯L中の不純物を除去することができる。溶湯Lを不純物分離装置6内に形成された流路を通過させるのみで、不純物分離装置6の壁面を利用して溶湯L中の不純物を除去することができる。
図12は、図1に示す不純物分離装置6による不純物の捕捉原理を説明する図である。
図12は、不純物分離装置6の形状を一般化した拡大断面図であり、水平方向は溶湯Lの大局的な進行方向を示す。また、図12中の点線で示す矢印は、溶湯Lのおおよその流線を示す。
初めに不純物分離装置6により溶湯L内の不純物が除去される第1の原理について説明する。
不純物分離装置6の壁面では、流体である溶湯Lの流速はゼロとなる。従って、溶湯Lの流路を形成する貫通スリットや貫通孔の内部における溶湯Lの流速分布Vは、図12に示すように不純物分離装置6の壁面WHにおいてゼロとなり、壁面WH間の中心付近で最大となる。
このため、溶湯L内の不純物が壁面WHに近づいて溶湯Lの流速Vがゼロの位置に到達すると、不純物は不純物分離装置6の壁面WHによって捕捉される。不純物分離装置6の壁面のうち貫通スリット内面や貫通孔内面等の溶湯Lの進行方向に沿う壁面WHは、不純物を捕捉する機能を有している。従って、不純物が不純物分離装置6の壁面WH付近を流れていれば、不純物分離装置6の壁面WHによって捕捉することができる。
また、不純物の密度と溶湯Lの密度が異なるため、不純物は沈降又は浮上する。溶湯Lに対する比重が1より大きい不純物であれば、浮力よりも重力の方が大きくなるため溶湯L内で下降する。従って、不純物が不純物分離装置6の壁面WH付近を流れていない場合であっても、貫通スリット内面や貫通孔内面等の溶湯Lの進行方向に沿う壁面WHの長さXを不純物が下降するように十分に長くすれば、不純物と溶湯Lとの密度の差によって貫通スリットや貫通孔の下面において不純物を捕捉することができる。
アルミニウム合金の溶湯の密度は700℃において約2.37 g/cm3であり、カルシウムやマグネシウムの添加によって生成されるリン化合物の密度よりも小さい。例えば、リン化カルシウムの密度は、2.51 g/cm3である。従って、不純物がリン化カルシウム等のリン化合物であれば、図12の一点鎖線の矢印で示すように、リン化合物を貫通スリットや貫通孔の内部において重力によって沈降させることができる。そして、リン化合物を沈降させることによって、溶湯Lの流速Vがゼロである貫通スリットや貫通孔の下面においてリン化合物を捕捉することができる。
一方、溶湯Lに対する比重が1より小さい不純物であれば、浮力が重力よりも大きくなるため溶湯L内で上昇する。従って、不純物と溶湯Lとの密度の差によって貫通スリットや貫通孔の内部において不純物を上昇させることができる。このため、貫通スリットや貫通孔の上面において不純物を捕捉することができる。
次に不純物分離装置6により溶湯内の不純物が除去される第2の原理について説明する。
溶湯Lの進行方向を横切る不純物分離装置6の壁面WVの近傍では、溶湯Lの流線の向きが壁面WVに沿って変化する。例えば、図12に示すように、溶湯Lの進行方向に垂直な面となる不純物分離装置6の正面及び段差面の直前では、溶湯の流れが壁面WVに沿って変化する。
これに対して、溶湯Lとともに移動する溶湯中のリン化カルシウム等の不純物は、慣性力によって直進する。このため、不純物のみが選択的に不純物分離装置6の壁面WVに衝突し、衝突によって運動量とともに速度が激減した不純物は跳ね返り係数に応じて壁面WVに付着して一体化するか或いは跳ね返る。このうち跳ね返った不純物は溶湯Lに対する比重に応じて沈降又は浮上する。そして、沈降又は浮上した不純物は、溶湯の流速がゼロとなる樋3の底面や不純物分離装置6の壁面WHに捕捉される。
従って、不純物分離装置6が有する貫通孔や貫通スリットの形状及び配置を適切にすることによって、第1の原理及び第2の原理の寄与度を調節することができる。
第1の原理を用いる場合、溶湯Lの進行方向に沿う壁面WHの長さXを十分に長くすること及び不純物分離装置6に形成される溶湯Lの流路の鉛直方向の幅(流路の高さ)Yを十分に小さくすることが重要となる。壁面WHの適切な長さX及び流路の高さYは、溶湯Lに対する不純物の比重等の既知の物性値及び溶湯の流速V等の制御パラメータを用いて力学的に計算することができる。
例えば、図12に示すように所定の流速Vで流れる溶湯L中におけるリン化カルシウムが所定の距離Y1だけ下降するために必要な長さX1を計算することができる。リン化合物は、種類ごとに密度が異なるため、リン化合物に作用する浮力と重力の差及び溶湯Lの流速Vに応じたリン化合物の下降量も種類ごとに異なる量となる。従って、貫通スリットや貫通孔の長さXを、計算によって得られるリン化合物の種類ごとの必要な長さ以上の値に決定することができる。また、貫通スリットや貫通孔の鉛直方向の幅Yを、計算によって得られるリン化合物の種類ごとの必要な幅以下の値に決定することができる。
不純物が上昇又は下降する際には、溶湯Lによる抵抗力も不純物に作用すると考えられる。従って、不純物の形状や粒径に依存して不純物の上昇量又は下降量が無視できない程度に変化する可能性がある。更に、溶湯Lの流速分布Vや温度分布等の様々な物理量や制御パラメータの値に依存して不純物の軌跡が無視できない程度に変化する可能性がある。
従って、より多くの物理量や制御パラメータの値を用いて不純物の軌跡をシミュレーションすれば、より適切に不純物分離装置6の形状を設計することができる。例えば、不純物の粒径や溶湯Lの粘度等のパラメータを用いて溶湯Lによる抵抗力を推定し、抵抗力を考慮して不純物の下降量又は上昇量を計算することができる。この場合、より適切に貫通スリットや貫通孔の長さX及び高さYを決定することができる。
尚、アルミニウム合金の溶湯Lの粘度は、700℃において0.003 [P]である。但し、溶湯Lの粘度は、カルシウム等の添加金属の量にも依存して若干変化する。このため、添加金属の種類や添加量をパラメータとして粘度の計算に加えてもよい。
また、貫通スリットや貫通孔の断面積及び数を調節することによって、不純物分離装置6内における溶湯Lの流速Vを望ましい流速にすることができる。不純物分離装置6内における溶湯Lの流速Vは、不純物分離装置6に形成される溶湯Lの流路の断面積の他、不純物分離装置6の流入側における溶湯Lの流速及び鋳造速度に依存する。樋3内における溶湯Lの流速は、鋳造速度及び樋3の断面積を用いて計算することができる。
例えば、直径φ31mmの円柱状のアルミニウム合金棒を鋳造速度900mm/minで15本連続鋳造する場合において樋3の断面積が43cm2であれば、溶湯Lの流量が一定であるとして樋3における溶湯Lの流速は39mm/sと算出することができる。従って、不純物分離装置6に形成される溶湯Lの流路の断面積が樋3の断面積の1/2程度になるように不純物分離装置6を設計すれば、不純物分離装置6内における溶湯Lの流速Vが、樋3内の流速の約2倍の78mm/s程度になると見積もることができる。
尚、鋳造棒の直径及び鋳造速度の取り得る範囲を考慮すると、樋3内における溶湯Lの流速は、20~80mm/sの範囲になると考えられる。従って、不純物分離装置6内における溶湯Lの流速Vは、おおよそ5~200mm/s(好ましくは20~200mm/s)の範囲になると考えられる。
また、樋3内及び不純物分離装置6内における溶湯Lの流速Vを不純物の捕捉に適した速度に調節するために鋳造速度を制御してもよい。鋳造速度は、アルミニウム合金の冷却速度を調整することによって、例えば連続鋳造装置2において冷却器2Cに供給される冷却水の量を調節することによって制御することができる。また、樋3内及び不純物分離装置6内における溶湯Lの流速Vを不純物の捕捉に適した速度に調節するために、樋3における不純物分離装置6を設置する箇所の断面積を調整しても良い。断面積を大きくすることで、溶湯Lの流速Vを適した流速まで下げることができるからである。
第1の原理を用いる場合、上述したように溶湯Lの進行方向に沿う壁面WHの長さXを十分に長くすることが重要であるが、必ずしも不純物分離装置6自体の長さを必要な壁面の長さXに合わせる必要はない。例えば、溶湯Lの進行方向における不純物分離装置6の長さを小さく設計した場合、図3に示すように複数の不純物分離装置6を溶湯Lの流れ方向に直列に配置することによって、簡易に溶湯Lの流速Vに応じた適切な距離の流路を不純物分離装置6内に形成することができる。
一方、第2の原理を用いる場合、不純物分離装置6において衝突板として機能し得る壁面の面積を大きくすることが重要となる。衝突板として機能する壁面は、溶湯Lの流線の向きを十分に変化させることが可能な壁面であると考えられる。従って、溶湯Lの進行方向に垂直な不純物分離装置6の壁面WVの面積を大きくすることが効果的である。
但し、溶湯Lの進行方向に垂直な壁面WVは、溶湯Lの流れに対する圧力損失の要因となる。従って、不純物分離装置6が有する形状及び開口の配置は、溶湯Lが受ける圧力損失の増加を最小限に抑えつつ、より多くの不純物を効率的に衝突させることが可能な形状及び配置とすることが望ましい。
そこで、図12に示すように不純物分離装置6内における溶湯Lの流路に段差を設ければ、溶湯Lの流れの方向を変えて不純物を不純物分離装置6の正面及び段差面に効果的に衝突させることができる。第1の原理により不純物を捕捉するために必要な流路の高さY及び距離Xが得られるように不純物分離装置6を設計した場合、段差面を設けることによって、第1の原理による不純物の捕捉効果を維持しつつ、不純物の衝突効率も向上させることができる。
また、段差面を設けることによって、流速がゼロとなる壁面の面積及び低流速となる領域も増加させることができる。このため、増加した、溶湯Lの流速が低流速となる領域を利用して不純物を効果的に捕捉することができる。更に、段差面に衝突して上昇又は下降した不純物は、不純物分離装置6に形成された流路の内面に捕捉される。このため、樋3の底面における不純物の堆積を抑制することができる。この結果、樋3の清掃等の煩雑な作業の増加を抑制することができる。
このような効果は、溶湯Lの流路に段差面を設ける場合に限らず、図11に示すような折れ曲がる壁面を溶湯Lの流路に設ける場合においても同様に得ることができる。不純物分離装置6内の上下方向における傾きが変化する部分に不純物を効果的に衝突させて堆積させることができる。このため、樋3の底面における不純物の堆積を抑制し、不純物分離装置6の交換によって容易に不純物を除去することができる。
また、複数の貫通スリット又は貫通孔を不純物分離装置6の異なる位置に設ければ、隣接する貫通スリット又は貫通孔の間における不純物分離装置6の壁面WVは、複数の流路に向かう溶湯Lの流れに挟まれた障害物となる。従って、隣接する貫通スリット又は貫通孔の間における不純物分離装置6の壁面WVも不純物の衝突面として機能させることができる。
溶湯Lの流速Vがゼロの壁面WHに不純物を付着させる第1の原理及び不純物を壁面WVに衝突させる第2の原理による不純物の除去は、図2から図11に示す例のように併用することができる。但し、溶湯Lの流量及び流速に合わせて一方の原理が支配的となるように不純物分離装置6の形状を決定することもできる。例えば、図8及び図9に示す例のように不純物分離装置6の形状を決定すれば、第2の原理を支配的にすることができる。
従って、不純物分離装置6の形状は、図2から図11に示す例に限らず、第1の原理及び第2の原理に基づいて様々な形状にすることができる。
例えば、第1の原理により不純物の捕捉を行うためには、多数の狭い流路を不純物分離装置6に設けることが有効である。このため、ハニカム形状の耐熱性部材で構成した不純物分離装置、パイプ形状の耐熱性部材を多数充填することによって構成した不純物分離装置、複数の平板状の耐熱性部材を高さ方向に所定の間隔で配置して構成される不純物分離装置などが有効である。この場合、耐熱性部材の溶湯Lの流れ方向における長さを小さくすれば、流路の長さを小さくできるので、溶湯Lの圧力損失の増加を最小限に抑えることができる。
一方、第2の原理により不純物を壁面WVに衝突させるためには、不純物分離装置6の流路内又は上流側に溶湯Lの流れが局所的に変化する部位を多数設けることが有効である。このため、溶湯Lの進行方向に多数の段差を設けた多段型の耐熱性部材で構成した不純物分離装置、S字状の流路を形成した耐熱性部材で構成した不純物分離装置、図8及び図9に示すような貫通孔16を流路として設けた板状の耐熱性部材10を溶湯Lの進行方向に流路の中心が同軸上とならないように多数設置した不純物分離装置などが有効である。
この他、流路の断面積が上流側から下流側に向かって次第に減少するテーパ孔を設けた不純物分離装置や流路を形成する壁面WHの表面粗さを意図的に粗くしたり、凹凸を壁面WHに設けた不純物分離装置を用いてもよい。
また、図11に示すような不純物分離装置6の構造例を採用すれば、第1及び第2の原理の双方によって効果的に不純物を補足することができる。不純物分離装置6に形成される溶湯Lの流路の形状を、溶湯Lの流れの方向が変化する形状とすることができる。そして、不純物分離装置6内において溶湯Lの流れの方向を変化させる流路の壁面に不純物を衝突させるとともに不純物分離装置6に形成される流路の溶湯Lの進行方向に沿う壁面に不純物を捕捉することによって不純物を除去することができる。また、不純物分離装置6に形成される溶湯Lの流路の形状を、溶湯Lの流れの流線が非直線状に変化する形状とすることができる。そして、不純物分離装置6内において溶湯Lの流れの流線の接線を横切る流路の壁面に不純物を衝突させるとともに不純物分離装置6内において溶湯Lの流れの流線に沿う壁面に不純物を捕捉することによって不純物を除去することができる。
また、図11に示すような不純物分離装置6の構造例を採用すれば、第1及び第2の原理の双方によって効果的に不純物を補足することができる。不純物分離装置6に形成される溶湯Lの流路の形状を、溶湯Lの流れの方向が変化する形状とすることができる。そして、不純物分離装置6内において溶湯Lの流れの方向を変化させる流路の壁面に不純物を衝突させるとともに不純物分離装置6に形成される流路の溶湯Lの進行方向に沿う壁面に不純物を捕捉することによって不純物を除去することができる。また、不純物分離装置6に形成される溶湯Lの流路の形状を、溶湯Lの流れの流線が非直線状に変化する形状とすることができる。そして、不純物分離装置6内において溶湯Lの流れの流線の接線を横切る流路の壁面に不純物を衝突させるとともに不純物分離装置6内において溶湯Lの流れの流線に沿う壁面に不純物を捕捉することによって不純物を除去することができる。
また、図3に示すように複数の不純物分離装置6を溶湯Lの進行方向に直列に並べる配置方法に限らず、樋3内において並列方向に複数の不純物分離装置6を配置するようにしてもよい。不純物分離装置6をユニット化すれば、鋳造条件に応じた適切な構造の不純物分離装置6を溶湯中に設けることができる。
実際に樋3の断面形状に合わせて幅80mm×高さ110mmの正面形状を有し、溶湯Lの流れ方向における長さが50mmである不純物分離装置6を樋3内に配置し、直径がφ82mmで長さが1.2mの2本のアルミニウム鋳造合金棒を270mm/分の鋳造速度で連続鋳造した。この結果、アルミニウム合金の溶湯L中におけるリン化合物を不純物分離装置6により除去できることが確認された。
このとき不純物分離装置6に断面形状が矩形であるスリットを設けたが、スリットの高さを3mm未満とすると鋳造中にリン化合物による目詰まりが生じる一方、20mmを超えるとリン化合物の補足効率が十分に得られないことが確認できた。従って、スリットの高さを3mm~20mm程度、より好適には5mm~10mmとすることによりリン化合物を効果的に除去できると考えられる。一方、スリットの長さは10mm~100mm程度と様々なサイズにおいてリン化合物の除去効果が確認された。スリットの幅は樋3の幅から樋3内において最大になるように70mmとした。
リン化合物等の不純物の除去効果は、任意の分析装置によって確認することができる。そこで、電子線マイクロアナライザ(EPMA: Electron Probe Micro Analyzer)及びICP(Inductively Coupled Plasma)発光分光分析によって不純物分離装置6に付着した残湯部の金属を分析した。EPMAによる分析の結果、不純物分離装置6に凝集したリン化合物が確認された。また、ICP発光分光分析により凝集したリン化合物の定量分析を行った結果、300~600倍にリンが濃縮していることが確認された。
リン化合物の除去効果を調べた結果、不純物分離装置6には、流路の構造に応じて異なる粒径のリン化カルシウムが付着していることが確認された。具体的には、貫通スリット付近には、主に第1の原理によって捕捉されたと考えられる粒径が10μm前後のリン化カルシウムが付着していることが確認された。一方、不純物分離装置6の衝突面付近には、主に第2の原理によって捕捉されたと考えられる10μmより小さい粒径のリン化カルシウムも付着していることが確認された。尚、溶湯の材質は、ケイ素10.0~12.5質量%、銅2.0~5.0質量%、マグネシウム0.2~1.0質量%の組成に対してカルシウムの濃度が100ppmでリンの濃度が20ppmのアルミニウム合金とした。但し、この材質に限らず各種組成の合金を溶湯として用いることができる。
従って、不純物分離装置6における不純物の捕捉率は、不純物分離装置6の構造のみならず、不純物の種類及びサイズにも依存していると考えることができる。この分析結果は、様々なメカニズムにより理由付けすることができるが、以下のように理由付けを行うことができる。
まず不純物の種類について考えると、不純物の種類ごとに溶湯に対する比重が異なる点が不純物の捕捉率に影響を及ぼしていると考えることができる。溶湯との密度差が大きい不純物であれば、溶湯が単位距離だけ移動したときの不純物の沈降距離又は上昇距離が大きくなる。このため、第1の原理によって主に溶湯との密度差が大きい不純物を効果的に捕捉できると推測することができる。
例えば、リン化カルシウムの融点は1600℃であるため、リン化カルシウムは溶湯内において粉体として安定的に存在する。また、リン化カルシウムの密度は2.51 g/cm3であり、アルミニウム合金の溶湯の密度2.37 g/cm3に対して十分に大きい。従って、第1の原理によってリン化カルシウムを溶湯の進行方向に沿う壁面に効果的に捕捉できると考えられる。
一方、リン化アルミニウムの融点は2000℃であるため、リン化アルミニウムも生成されれば溶湯内において粉体として安定的に存在し得る。しかしながら、リン化アルミニウムの密度は2.42 g/cm3であり、アルミニウム合金の溶湯の密度2.37 g/cm3に対して差が小さい。従って、第1の原理によるリン化アルミニウムの捕捉率は、リン化カルシウムの捕捉率よりも小さくなると推測される。
これに対して、第2の原理により不純物を壁面に衝突させて除去する場合には、不純物の密度に対する不純物の捕捉率の依存性は小さいと考えられる。従って、第2の原理によれば、溶湯との密度差が大きい不純物はもちろん、溶湯との密度差が小さい不純物であっても除去できると考えられる。
次に、不純物のサイズについて考えると、不純物のサイズに応じた重量が不純物の捕捉率に影響を及ぼしていると考えることができる。不純物の密度及び重量が共に大きければ、不純物が沈降して壁面に付着した際の摩擦力が大きくなる。このため、壁面に付着した不純物が溶湯の流れによる作用を受けても不純物を壁面に留めることができる。また、不純物の密度が溶湯の密度より小さい場合であっても、不純物のサイズが大きければ浮力が大きくなるため不純物を上壁面に留めることができる。
従って、第1の原理によって主にサイズが大きい不純物を効果的に捕捉できると推測することができる。これに対して、第2の原理により不純物を壁面に衝突させて除去する場合には、不純物のサイズに対する不純物の捕捉率の依存性は小さいと考えられる。従って、第2の原理によれば、慣性力が十分得られるサイズであれば、様々なサイズの不純物を除去できると考えられる。
不純物分離装置6に付着したリン化合物の分析結果としても裏付けられるように、第1の原理によれば、溶湯に対する比重が大きく、かつサイズが大きい不純物を効果的に捕捉できる一方、第2の原理によれば、慣性力が十分得られれば多種多様な密度及びサイズの不純物を除去できると考えられる。
一方、リン化カルシウムの粒径が溶湯の温度が低下するにつれて大きくなることが実験データとして得られた。従って、不純物のサイズは、主として溶湯の温度を調整することで、制御できると考えられる。
図13は、リン化カルシウムの粒径とアルミニウム合金の溶湯の温度との関係を示す図である。
図13において、横軸はアルミニウム合金の溶湯の温度を示し、縦軸はリン化カルシウムの粒径を示す。溶湯の温度ごとのリン化カルシウムの粒径を測定してプロットし、指数関数で近似すると、図13に示す曲線が得られる。リン化カルシウムの粒径は、分析装置によって測定することができる。尚、図13におけるリン化カルシウムの粒径は、EPMAによりスキャンしたアルミニウム合金の組成像写真から水平等分径法により算出したものである。
鋳造速度や組成等の鋳造条件によって粒径の絶対値が変化する可能性はあるが、傾向としては、図13に示すように溶湯の温度が低下するにつれてリン化カルシウムの粒径が大きくなることが確認できる。同様に他のリン化合物及びリン化合物以外の不純物についても粒径と溶湯の温度との関係を測定することができる。但し、他のリン化合物及びリン化合物以外の不純物についてもリン化カルシウムと同様な傾向を示すと考えられる。例えば、リン化アルミニウムについては、740℃以下となると凝集して粗大化する。
従って、不純物分離装置6の近傍において溶湯の温度を制御して不純物のサイズを大きくすれば、第1の原理による不純物の捕捉効果を向上させることができる。具体的には、図13に示すような曲線に基づいて、不純物分離装置6の近傍において所望の粒径の不純物が生成されるように、溶湯の温度を制御すればよい。図13に示す曲線の式は、リン化カルシウムの粒径をd、溶湯の温度をTとすると、d=9×109exp(-0.0302T)である。このため、不純物分離装置6において第1の原理により捕捉可能な粒径のリン化カルシウムを生成するために好適な溶湯の温度を計算することができる。
溶湯の温度は、アルミニウム鋳造合金の特性、鋳造速度、鋳造棒のサイズ、樋3の長さ等の様々な鋳造条件によって変化する。水平連続鋳造を行う場合には、アルミニウム鋳造合金の特性を得るために、連続鋳造装置2における溶湯の温度を液相線温度+50~100℃(630~680℃)程度に制御することが望ましい場合が多い。この場合、溶解炉1と連続鋳造装置2との間における溶湯の温度低下を考慮して、溶解炉1では、連続鋳造装置2における溶湯の温度よりも高温の溶湯が生成される。
従って、不純物分離装置6を設置する位置を適切に決定することによっても不純物分離装置6付近における溶湯の温度を調節することができる。溶解炉1における溶湯の温度制御に依らず、不純物分離装置6の設置位置によって、不純物分離装置6付近における溶湯の温度を調節すれば、アルミニウム鋳造合金の特性を目的とする特性に維持することができる。
上述したように溶湯の温度は、連続鋳造装置2からの距離が短い程、低くなる。樋3内の各位置における溶湯の温度は、連続鋳造装置2からの距離及び連続鋳造装置2における溶湯の温度から計算によって概ね推定することができる。従って、溶湯の温度が、捕捉対象となる不純物の粒径が捕捉に適したサイズに成長する温度となる位置に不純物分離装置6を設置すればよい。
溶解炉1と連続鋳造装置2との間における溶湯の温度低下量は、樋3の長さや溶湯の流路内に設置された構造物等の様々な条件に依存して変化するが、単位距離当たりの溶湯の温度の低下量は、せいぜい5~20℃/m程度であると考えられる。標準的な連続鋳造設備であれば、単位距離当たりの溶湯の温度の低下量は、5~10℃/mであると考えられる。
溶解炉1において温度が約730℃の溶湯が生成される場合、リン化カルシウム及びリン化マグネシウムは、溶解炉1付近の溶湯内において微細な粒子として分散していると考えられる。そして、溶湯中のリン化合物は、溶解炉1から連続鋳造装置2に近づくにつれて低下する温度に応じた粒径に成長し、徐々にリン化合物の粗大化が進行すると考えられる。
また、EPMAによる分析によれば、溶湯に添加されるカルシウムの濃度が50~500ppm程度であれば、リン化合物の大部分がリン化カルシウムであることが確認されている。これは、カルシウムのリンとの反応性がマグネシウムのリンとの反応性よりも大きく、溶湯中のリンがリン化マグネシウムよりもリン化カルシウムの生成のために先に消費されるためであると考えられる。
従って、不純物分離装置6を、リン化カルシウムの粒径が捕捉に適したサイズになる位置に設置すれば、リン化合物を効率的に捕捉することができる。図13によれば、溶湯の温度が700℃の位置においてリン化カルシウムの粒径が6μm程度に、溶湯の温度が670℃の位置においてリン化カルシウムの粒径が15μm程度に、溶湯の温度が660℃の位置においてリン化カルシウムの粒径が20μm程度に、それぞれ成長すると推測することができる。
第2の原理によりリン化カルシウムを不純物分離装置6の壁面に衝突させて除去する場合には、上述したように粒径が比較的小さなリン化カルシウムであっても除去できると考えられる。但し、第2の原理により不純物を除去する場合であっても、不純物に十分な慣性力が必要となる。このため、不純物分離装置6近傍においてリン化カルシウムの粒径が少なくとも1μm以上であることが望ましい。リン化カルシウムの粒径が1μmとなるのは、計算上、溶湯の温度が800℃のときである。
従って、第2の原理によりリン化カルシウムを除去する場合には、不純物分離装置6をどの位置に設置してもリン化カルシウムの除去効果が期待できる。但し、リン化カルシウムの粒径が6μm以上となる溶湯の温度が700℃以下となる位置に不純物分離装置6を配置すれば、リン化カルシウムを効果的に捕捉できると考えられる。
一方、第1の原理によりリン化カルシウムを不純物分離装置6内の溶湯の流速がゼロの壁面に付着させて除去する場合には、上述したようにリン化カルシウムの粒径が10μm以上となる位置に不純物分離装置6を設置することが望ましい。従って、不純物分離装置6を溶湯の温度が概ね690℃以下となる位置に設置すればよい。
このように、第1の原理を用いる場合と第2の原理を用いる場合では、不純物分離装置6の好適な設置条件が異なる。第1の原理を主に用いる構造の不純物分離装置6は、リン化カルシウムの粒径が10μm以上まで大きくなる溶湯の温度が690℃以下の位置に設置することが望ましい。従って、第1の原理を主に用いる構造の不純物分離装置6は、連続鋳造装置2からの距離が短い下流側の位置に設置することが好適である。一方、第2の原理を主に用いる構造の不純物分離装置6は、リン化カルシウムの粒径が6μm以上となる溶湯の温度が700℃以下の位置に設置することが望ましい。
そこで、異なる位置に異なる構造の不純物分離装置6を配置することによって効果的にリン化カルシウムを除去することができる。例えば、図1に示すように、GBF4とCFF5との間に第1の構造を有する第1の不純物分離装置6を配置し、連続鋳造装置2のタンディッシュ2A内に第2の構造を有する第2の不純物分離装置6を配置することができる。
実際に図1に示すような連続鋳造設備において連続鋳造装置2における溶湯の温度が670℃程度となるように溶解炉1で温度が約730℃の溶湯を生成した。そして、温度計により異なる複数の位置における溶湯の温度を1秒間隔でサンプリングした。その結果、GBF4からタンディッシュ2Aまでの溶湯の温度は700℃以下となった。また、タンディッシュ2A内における溶湯の温度は、670~690℃となった。
従って、GBF4とCFF5との間に設置される第1の不純物分離装置6を第2の原理を主に用いる構造の不純物分離装置6とする一方、タンディッシュ2A内に設置される第2の不純物分離装置6を第1の原理を主に用いる構造の不純物分離装置6とすれば、リン化カルシウムを効果的に除去することが期待できる。溶湯の温度が高い上流側の第1の不純物分離装置6では第2の原理により粒径が小さいリン化カルシウムを壁面に衝突させて除去する一方、溶湯の温度が低い下流側の第2の不純物分離装置6では第1の原理により粒径が10μm以上の大きいリン化カルシウムを流速がゼロの壁面に捕捉することができる。
尚、CFF5の上流側に第1の不純物分離装置6を配置することによって、CFF5におけるリン化カルシウム等の不純物による目詰まりを低減させることができる。このため、CFF5の長時間の使用を可能とすることができる。
また、図1に示すように各不純物分離装置6の設置位置に温度計7を設けて溶湯の温度を計測すれば、不純物分離装置6の設置位置が適切であるか否かを確認することができる。更に、必要に応じて不純物分離装置6の設置位置を調整することができる。加えて、溶湯の温度がより適切な温度となるように溶解炉1における溶湯の温度を制御したり、樋3を覆う保温材の材質や量を調節すれば、より効果的にリン化カルシウムを始めとする不純物の粒径を制御して不純物分離装置6により除去することができる。
具体的には、不純物分離装置6の設置位置における溶湯の温度が660℃~720℃となるように溶湯の温度制御を行うことによってリン化カルシウムの粒径を平均5μm~20μm程度の最適なサイズに調整することができる。そして、不純物分離装置6によりリン化カルシウムの慣性力を利用してアルミニウム合金の溶湯からリン化カルシウムを分離することができる。
そこで、温度制御装置8により不純物分離装置6の近傍に設けられる温度計7から温度計測データを取得し、温度計測データに基づいて不純物分離装置6の近傍における温度が適切となるように溶解炉1の加熱器1Aをフィードバック制御することができる。また、温度計7の温度計測データから不純物分離装置6の近傍における将来の温度を予測してフィードフォワード制御を行うこともできる。このような溶湯の温度の自動制御を行えば、より細かい温度の調節が可能である。
また、第1の不純物分離装置6と第2の不純物分離装置6との間における溶湯の温度差が最適となるように、単位距離当たりの溶湯の温度の低下量に基づいて第1の不純物分離装置6と第2の不純物分離装置6との間における距離を決定してもよい。
次に不純物分離装置6を用いたアルミニウム合金の連続鋳造方法の流れについて図1を参照して説明する。
まず工程1において、溶解炉1でアルミニウム合金が加熱され、連続鋳造装置2における溶湯の温度が670℃程度となるように約730℃~780℃のアルミニウム合金の溶湯が溶製される。このとき、アルミニウム合金の溶湯には、カルシウムやマグネシウム等の金属が添加される。このため、アルミニウム合金に含まれるリンと添加金属との反応により、リン化カルシウム等のリン化合物が不純物として生成される。
そして、アルミニウム合金の溶湯Lは、樋3内を流れてGBF4に導かれる。また、リン化合物は、700℃以上の高温の溶湯中において微細な粒子として分散する
次に、工程2において、GBF4により処理ガスの気泡に付着する性質を有する溶湯L中の不純物が除去される。そして、アルミニウム合金の溶湯Lは、樋3内を流れて第1の不純物分離装置6に導かれる。このとき溶湯Lの温度が700℃以下に低下するため、リン化カルシウムの粒径は概ね6μm以上に成長する。
次に、工程3において、6μm以上に成長したリン化カルシウムは、第1の不純物分離装置6の壁面や段差面に衝突して分離される。そして、アルミニウム合金の溶湯Lは、樋3内を流れてCFF5に導かれる。
次に、工程4において、第1の不純物分離装置6を通過し、かつCFF5の目よりも粒径が大きい不純物がCFF5により溶湯L中から除去される。そして、アルミニウム合金の溶湯Lは、樋3内を流れてタンディッシュ2A内の第2の不純物分離装置6に導かれる。このとき溶湯Lの温度が690℃以下に低下するため、リン化カルシウムの粒径は概ね10μm以上に成長する。
次に、工程5において、10μm以上に成長したリン化カルシウムは、第2の不純物分離装置6内に形成された流路内において沈降する。これにより、溶湯Lの流速がゼロとなる第2の不純物分離装置6内の壁面においてリン化カルシウムが捕捉される。また、リン化カルシウムは、第2の不純物分離装置6の壁面や段差面に衝突して分離される。
溶湯L内におけるカルシウムの濃度が十分な濃度であれば、リン化合物の大半はリン化カルシウムである。従って、第1及び第2の不純物分離装置6を通過した溶湯L内におけるリン化合物の濃度は十分に低減される。そして、タンディッシュ2A内において良好にリン化合物が除去された溶湯は、連続鋳造装置2の鋳型2Bに導かれる。
次に、工程6において、鋳型2Bによりアルミニウム鋳造合金が製造される。連続鋳造装置2の鋳型2Bに670℃程度まで温度が低下したアルミニウム合金の溶湯が流し込まれる。そして、鋳型2B及び鋳型2Bの出口から排出されるアルミニウム合金が冷却器2Cの冷却水によって冷却される。これにより、凝固したアルミニウム合金の鋳塊が連続鋳造棒Sとして鋳型2Bの出口から排出される。
このアルミニウム鋳造合金棒は、670℃程度の溶湯を冷却することによって鋳造され、かつリン化合物は第1及び第2の不純物分離装置6によって除去されている。従って、アルミニウム鋳造合金棒の品質は、良好な品質となる。
尚、第1及び第2の不純物分離装置6近傍における溶湯Lの温度が適切な温度とならない場合には、温度制御装置8による溶解炉1の加熱器1Aのフィードバック制御によって溶湯Lの温度を適切な温度に近づけることができる。
以上のような連続鋳造方法は、アルミニウム合金の溶湯に介在するリン化合物等の不純物を除去する工程を経て連続鋳造する方法である。また、不純物分離装置6は、アルミニウム合金の連続鋳造工程において発生するリン化合物等の不純物を除去する装置である。
不純物分離装置6を用いれば、樋3等の溶湯の経路において簡便にリン化合物等の不純物を除去することができる。このため、アルミニウム鋳造合金棒の品質を向上させることができる。また、リン化合物を溶湯から除去できるため、連続鋳造装置2における溶湯の温度を670℃程度まで下げることができる。このため、アルミニウム鋳造合金棒の特性を、理想的な特性に一層近づけることができる。
また、不純物分離装置6に形成される溶湯の流路のサイズは、不純物のサイズよりも大きい。このため、不純物分離装置6では、セラミックフィルタのように目詰まりすることがない。従って、セラミックフィルタに代えて不純物分離装置6を用いれば、器具の交換や清掃等のメンテナンスの頻度を低減させることができる。或いは、セラミックフィルタの上流側に不純物分離装置6を設ければ、セラミックフィルタの目詰まりの進行を抑制し、セラミックフィルタの長時間の使用を可能とすることができる。
更に、不純物分離装置6では、塩素等の環境負荷の大きい物質を使用する必要がない。このため、不純物分離装置6によれば、環境負荷のない不純物除去を実現することができる。
(第2の実施形態)
図14は本発明の第2の実施形態に係る不純物分離方法に用いられる不純物分離装置及び連続鋳造装置を含む連続鋳造設備の全体構成図である。
図14は本発明の第2の実施形態に係る不純物分離方法に用いられる不純物分離装置及び連続鋳造装置を含む連続鋳造設備の全体構成図である。
図14に示す第2の実施形態における不純物分離方法は、CFF5の設置用に幅が広くなった樋3の部分に不純物分離装置6を設置する点が図1に示す第1の実施形態における不純物分離方法と相違する。他の構成および作用については図1に示す第1の実施形態における不純物分離方法と実質的に同様であるため同一の構成要素については同符号を付して説明を省略する。
図14に示すように、溶湯Lの流路を形成する樋3には、より正確にはCFF5の設置用のCFF設置層3Aが設けられる。CFF設置層3Aは、底が他の樋3の部分よりも低くなっており、CFF設置層3Aに流れ込む溶湯Lの進行方向を横切る鉛直方向の壁面を有する。従って、CFF設置層3A内には、溶湯Lの進行方向が下方向になった後、再び上方向となる流路が形成される。また、溶湯Lの進行方向が下方向となる部分の幅は、CFF5の設置用に他の樋3の部分の幅よりも広くなっている。
そして、CFF5は、溶湯Lの進行方向が下方向となるCFF設置層3A内の流路に設けられる。配置したCFF5の面積が樋3の断面積に対して大きいので、CFF5の通過時における溶湯Lの流路の断面積が大きくなる。このため、溶湯Lの流速を下げることができる。従って、溶湯Lは、流速が十分に遅くなった状態(例えば5~20mm/s)でCFF5に下向きに流入する。これにより、CFF5において良好な溶湯Lの流速条件下において、フィルタの目よりも粗い不純物を溶湯Lから濾しとることができる。
一方、不純物分離装置6を、溶湯Lの流速が十分に遅くなるCFF設置層3A内に設置することができる。この結果、鋳造速度や樋3の容量等の諸条件によりCFF設置層3A以外の樋3内における溶湯Lの流速を十分に遅くできない場合であっても、流速を低下させて溶湯Lを不純物分離装置6内に流入させることができる。更に、CFF設置層3A内における不純物分離装置6の近傍に、温度計7を設置することができる。
図15は、図14に示すCFF設置層3A及び不純物分離装置6の構造例を示す拡大断面図であり、図16は、図15に示す不純物分離装置6の上面図である。
図15に示すように、例えばCFF5の上流側に単一又は複数の不純物分離装置6を設置することができる。図15は、2枚の板状の不純物分離装置6を重ね、厚さ方向が鉛直方向となるように不純物分離装置6を設置した例を示している。尚、CFF設置層3A内の溶湯Lの流速が十分に遅くなる他の部分に不純物分離装置6を設置するようにしてもよい。但し、CFF5の上流側であれば、溶湯Lの流路の幅が広く、かつ不純物分離装置6の設置も容易である。
不純物分離装置6の構造は、図10及び図11に示す不純物分離装置6と同様な構造とすることができる。図15及び図16に示すように、溶湯Lの進行方向に対して傾斜する複数の傾斜スリット17を不純物分離装置6に設けることが効果的である。また、複数の不純物分離装置6を、傾斜スリット17の傾斜方向が互い違いになるように配置することによって、ジグザグ状の溶湯Lの流路を複数の不純物分離装置6内に形成することができる。これにより、一層不純物の補足効果を向上させることができる。
この場合、図16に示すように各不純物分離装置6に2箇所以上の位置決め用の孔を設け、各位置決め用の孔にそれぞれ位置決めピン18を挿入することによって不純物分離装置6間における水平方向のずれを防止することができる。位置決めピン18によって傾斜スリット17同士を、より正確な位置で連結することができる。
図17は、図15に示す不純物分離装置6内に形成される溶湯Lの流路において不純物が補足される原理を説明する図である。
図17に示すように、隣接する不純物分離装置6間では、溶湯Lの流路が屈曲する。また、屈曲する前後では、流路が傾斜している。従って、溶湯Lの進行方向に沿って傾斜する壁面に不純物を沈降又は上昇させて補足することができる。また、不純物分離装置6内において溶湯Lの進行方向を横切る面となる屈曲部の壁面には、不純物が衝突することによって補足される。従って、不純物分離装置6の数、すなわち溶湯Lの流路の屈曲部の数を増やすことによって不純物の除去効果を向上させることができる。
不純物分離装置6内において傾斜する壁面の水平方向からの傾斜角度、つまり隣接する傾斜スリット17間の角度の1/2をθとすると、傾斜角度θが小さい程、溶湯Lの流体抵抗が大きくなる。逆に、傾斜角度θが大きい程、不純物分離装置6の壁面に沈降又は上昇する不純物の量が減少する。従って、傾斜スリット17間の屈曲角2θを適切な角度に設定することが望ましい。経験的には、壁面の水平方向からの傾斜角度θを、10度以上45度以下とすることが好適であると考えられる。
上述のように不純物の断面積よりも大きい断面積を有する溶湯Lの流路を形成する不純物分離装置6の第1の壁面によって、第1及び第2の原理の双方を利用して不純物を除去することができる。溶湯Lとの密度の相違を利用して不純物を第1の壁面に沈降又は上昇させて補足し、かつ慣性力を利用して第1の壁面に衝突させることによっても不純物を補足することができる。
加えて、不純物分離装置6の上流側における溶湯Lの流路を横切る面となる水平方向の第2の壁面においても、不純物を衝突させて第2の原理により補足することができる。
このため以上のような第2の実施形態における不純物分離方法によれば、第1の実施形態における不純物分離方法と同様の効果を得ることができる。加えて、樋3内における溶湯Lの流速が十分に遅くならない場合であっても、不純物分離装置6を溶湯Lの流速が十分に遅くなるCFF設置層3Aに設置することによって、不純物を良好に除去することができる。
(他の実施形態)
以上、特定の実施形態について記載したが、記載された実施形態は一例に過ぎず、発明の範囲を限定するものではない。ここに記載された新規な方法及び装置は、様々な他の様式で具現化することができる。また、ここに記載された方法及び装置の様式において、発明の要旨から逸脱しない範囲で、種々の省略、置換及び変更を行うことができる。添付された請求の範囲及びその均等物は、発明の範囲及び要旨に包含されているものとして、そのような種々の様式及び変形例を含んでいる。
以上、特定の実施形態について記載したが、記載された実施形態は一例に過ぎず、発明の範囲を限定するものではない。ここに記載された新規な方法及び装置は、様々な他の様式で具現化することができる。また、ここに記載された方法及び装置の様式において、発明の要旨から逸脱しない範囲で、種々の省略、置換及び変更を行うことができる。添付された請求の範囲及びその均等物は、発明の範囲及び要旨に包含されているものとして、そのような種々の様式及び変形例を含んでいる。
例えば、上述した実施形態では、アルミニウム合金の溶湯中におけるリン化合物が主たる不純物である場合を想定したが、前述した効果が得られる範囲であれば他の不純物を不純物分離装置6によって溶湯から除去することもできる。具体例としては、アルミニウムカーバイド(Al4C3)等の炭化物、ホウ化チタニウム(TiB2)等のホウ化物、アンチモン化合物、カルシウム化合物、酸化アルミニウム(Al2O3)等の酸化物をアルミニウム合金の溶湯や鉄等の他の金属の溶湯から除去することができる。
特に、6000系のアルミニウム合金の組織を微細化して強度を向上させるためにホウ化チタニウムが添加される。アルミニウム合金中におけるホウ化チタニウムの粒径は、アルミニウムのリサイクルの過程で大きくなることが知られている。そこで、粒径が大きくなったホウ化チタニウムを不純物分離装置6によって溶湯中から除去することができる。
Claims (15)
- アルミニウム合金の溶湯内に、上流側及び下流側における前記溶湯の流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい断面積を有する流路を形成した不純物分離装置を設置し、
前記溶湯に前記不純物分離装置内に形成される流路を通過させることによって前記不純物分離装置の壁面を利用して前記溶湯から前記不純物を除去する不純物分離方法。 - 前記不純物分離装置に形成される前記溶湯の流路の形状を、前記溶湯の流れの方向が変化する形状とし、前記溶湯の流れの方向を変化させる前記流路の壁面に前記不純物を衝突させるとともに前記不純物分離装置に形成される前記流路の前記溶湯の進行方向に沿う壁面に前記不純物を捕捉することによって前記不純物を除去する請求項1記載の不純物分離方法。
- 前記不純物分離装置に形成される前記溶湯の流路に段差面を設ける請求項1記載の不純物分離方法。
- 前記不純物分離装置に、上流側及び下流側における前記溶湯の進行方向に対して傾斜する前記溶湯の流路を形成する請求項1記載の不純物分離方法。
- 前記不純物分離装置に、ジグザグ状の前記溶湯の流路を形成する請求項1記載の不純物分離方法。
- 前記不純物分離装置に形成される前記流路の前記溶湯の進行方向に沿う壁面に前記不純物を捕捉することによって前記不純物を除去する請求項1記載の不純物分離方法。
- 上流側における前記溶湯の進行方向を横切る前記不純物分離装置の壁面に前記不純物を衝突させることによって前記不純物を分離する請求項1記載の不純物分離方法。
- 前記溶湯の複数の流路を前記不純物分離装置に設け、前記複数の流路に向かう前記溶湯の流れに挟まれた前記不純物分離装置の壁面に前記不純物を衝突させることによって前記不純物を分離する請求項1記載の不純物分離方法。
- リン化カルシウムの粒径が除去可能な粒径となる溶湯の温度の位置に前記不純物分離装置を設置し、前記不純物として前記リン化カルシウムを除去する請求項1記載の不純物分離方法。
- 第1の不純物分離装置に前記不純物を衝突させて分離する一方、第2の不純物分離装置に形成される前記流路の前記溶湯の進行方向に沿う壁面により前記不純物を捕捉し、前記不純物の粒径が、前記第1の不純物分離装置に衝突させることが可能な粒径となる溶湯の温度の位置に前記第1の不純物分離装置を設置する一方、前記不純物の粒径が、前記第2の不純物分離装置の壁面により捕捉することが可能な粒径となる溶湯の温度の位置に第2の不純物分離装置を設置する請求項1記載の不純物分離方法。
- 前記溶湯に対する前記不純物の比重及び前記溶湯の流速に応じた前記不純物の単位移動距離当たりの下降量に基づいて前記不純物分離装置に形成される前記流路の長さ及び鉛直方向の幅を決定し、前記不純物を下降させて前記不純物を捕捉する請求項6記載の不純物分離方法。
- 前記溶湯の温度制御を行うことによって前記不純物の粒径を最適なサイズに調整する請求項1記載の不純物分離方法。
- 前記不純物分離装置を、前記溶湯からフィルタの目よりも粗い不純物を濾しとるセラミック発泡体フィルタを設置するための設置層に設ける請求項1記載の不純物分離方法。
- アルミニウム合金の溶湯の流路内に設置した場合に上流側及び下流側における前記溶湯の流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい断面積を有する流路を形成する第1の壁面と、
前記溶湯の流路内に設置した場合に上流側における前記溶湯の流路を横切る面となる第2の壁面と、
を有する不純物分離装置。 - 溶解炉によりアルミニウム合金を熔融させて前記アルミニウム合金の溶湯を生成する工程と、
上流側及び下流側における前記溶湯の流路の断面積よりも小さく、かつ分離対象となる不純物の断面積よりも大きい断面積を有する流路を形成した不純物分離装置を用いて前記溶湯から前記不純物を除去する工程と、
連続鋳造装置により前記不純物が除去された溶湯からアルミニウム鋳造合金を連続鋳造する工程と、
を有する連続鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012550895A JP5792196B2 (ja) | 2010-12-27 | 2011-12-21 | 不純物分離方法及び連続鋳造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010289083 | 2010-12-27 | ||
| JP2010-289083 | 2010-12-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012090843A1 true WO2012090843A1 (ja) | 2012-07-05 |
Family
ID=46382949
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/079746 WO2012090843A1 (ja) | 2010-12-27 | 2011-12-21 | 不純物分離方法、不純物分離装置及び連続鋳造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5792196B2 (ja) |
| WO (1) | WO2012090843A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018231533A1 (en) * | 2017-06-12 | 2018-12-20 | Southwire Company, Llc | Impurity removal devices, systems and methods |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03281740A (ja) * | 1990-03-30 | 1991-12-12 | Ngk Insulators Ltd | 金属溶湯用濾材 |
| JPH0550193A (ja) * | 1991-08-21 | 1993-03-02 | Nippon Steel Corp | タンデイツシユ内における溶融金属の清浄化方法 |
| JPH05337637A (ja) * | 1992-06-10 | 1993-12-21 | Sumitomo Metal Ind Ltd | 非金属介在物除去フィルター |
| JPH07207355A (ja) * | 1994-01-17 | 1995-08-08 | Kobe Steel Ltd | AlまたはAl合金溶湯の濾過法 |
| JPH08141708A (ja) * | 1994-11-22 | 1996-06-04 | Sumitomo Heavy Ind Ltd | 鋼の鋳造用タンディッシュ |
| JPH09235629A (ja) * | 1996-02-29 | 1997-09-09 | Kobe Steel Ltd | Al溶湯用フィルタ |
-
2011
- 2011-12-21 JP JP2012550895A patent/JP5792196B2/ja active Active
- 2011-12-21 WO PCT/JP2011/079746 patent/WO2012090843A1/ja active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03281740A (ja) * | 1990-03-30 | 1991-12-12 | Ngk Insulators Ltd | 金属溶湯用濾材 |
| JPH0550193A (ja) * | 1991-08-21 | 1993-03-02 | Nippon Steel Corp | タンデイツシユ内における溶融金属の清浄化方法 |
| JPH05337637A (ja) * | 1992-06-10 | 1993-12-21 | Sumitomo Metal Ind Ltd | 非金属介在物除去フィルター |
| JPH07207355A (ja) * | 1994-01-17 | 1995-08-08 | Kobe Steel Ltd | AlまたはAl合金溶湯の濾過法 |
| JPH08141708A (ja) * | 1994-11-22 | 1996-06-04 | Sumitomo Heavy Ind Ltd | 鋼の鋳造用タンディッシュ |
| JPH09235629A (ja) * | 1996-02-29 | 1997-09-09 | Kobe Steel Ltd | Al溶湯用フィルタ |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018231533A1 (en) * | 2017-06-12 | 2018-12-20 | Southwire Company, Llc | Impurity removal devices, systems and methods |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2012090843A1 (ja) | 2014-06-05 |
| JP5792196B2 (ja) | 2015-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5039696B2 (ja) | 溶融物質を精錬するための方法及び装置 | |
| JP2004523359A (ja) | 精製及び鋳造装置及び方法 | |
| JP2010538952A5 (ja) | ||
| JP2009161855A (ja) | 電子ビーム溶解炉を用いた金属の溶解方法および溶解装置 | |
| US20200261970A1 (en) | Device and method for continuously removing impurities from molten metal | |
| JP5792196B2 (ja) | 不純物分離方法及び連続鋳造方法 | |
| JP5830979B2 (ja) | ガラス母材の焼結装置および焼結方法 | |
| JP5074762B2 (ja) | 金属精製方法及び装置、精製金属、鋳造品、金属製品及び電解コンデンサ | |
| Sun et al. | Purification of primary aluminum liquid through supergravity-induced filtration | |
| JP2011143449A (ja) | 連続鋳造用タンディッシュにおける介在物除去方法 | |
| CN112272593B (zh) | 薄板坯铸造中的铸模内流动控制装置及铸模内流动控制方法 | |
| JP2017512895A (ja) | 融解されたフェロクロムの造粒 | |
| JP2008100248A (ja) | 連続鋳造用タンディッシュ及び連続鋳造方法 | |
| JP5117241B2 (ja) | 介在物除去装置及び介在物除去方法 | |
| JP5450205B2 (ja) | 注湯ノズル | |
| JP4725077B2 (ja) | 濾過機能回復方法 | |
| JP4220848B2 (ja) | 加熱機能を備えた鋼の連続鋳造用タンディッシュ | |
| RU203368U1 (ru) | Устройство для рафинирования жидких металлов и сплавов | |
| JP7068628B2 (ja) | 鋳造方法 | |
| RU2338622C2 (ru) | Способ и устройство дискового донного слива системы волкова | |
| WO2007093135A1 (en) | Reactor primarily intended for titanium production | |
| JP2008178884A (ja) | 鋼の連続鋳造方法 | |
| RU2393939C1 (ru) | Способ непрерывной разливки прямоугольных стальных слитков и устройство для его осуществления | |
| JP2009143795A (ja) | 連続鋳造装置、連続鋳造方法及び鋳塊 | |
| WO2004001078A1 (en) | Method and device for purifying a steam of molten metal |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11853625 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2012550895 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11853625 Country of ref document: EP Kind code of ref document: A1 |