WO2011081085A1 - Abnormality diagnosis device for rolling bearing, wind power generator, and abnormality diagnosis system - Google Patents
Abnormality diagnosis device for rolling bearing, wind power generator, and abnormality diagnosis system Download PDFInfo
- Publication number
- WO2011081085A1 WO2011081085A1 PCT/JP2010/073300 JP2010073300W WO2011081085A1 WO 2011081085 A1 WO2011081085 A1 WO 2011081085A1 JP 2010073300 W JP2010073300 W JP 2010073300W WO 2011081085 A1 WO2011081085 A1 WO 2011081085A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- vibration
- rolling bearing
- envelope
- abnormality
- waveform
- Prior art date
Links
Images











Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01H—MEASUREMENT OF MECHANICAL VIBRATIONS OR ULTRASONIC, SONIC OR INFRASONIC WAVES
- G01H1/00—Measuring characteristics of vibrations in solids by using direct conduction to the detector
- G01H1/003—Measuring characteristics of vibrations in solids by using direct conduction to the detector of rotating machines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F03—MACHINES OR ENGINES FOR LIQUIDS; WIND, SPRING, OR WEIGHT MOTORS; PRODUCING MECHANICAL POWER OR A REACTIVE PROPULSIVE THRUST, NOT OTHERWISE PROVIDED FOR
- F03D—WIND MOTORS
- F03D17/00—Monitoring or testing of wind motors, e.g. diagnostics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F03—MACHINES OR ENGINES FOR LIQUIDS; WIND, SPRING, OR WEIGHT MOTORS; PRODUCING MECHANICAL POWER OR A REACTIVE PROPULSIVE THRUST, NOT OTHERWISE PROVIDED FOR
- F03D—WIND MOTORS
- F03D80/00—Details, components or accessories not provided for in groups F03D1/00 - F03D17/00
- F03D80/70—Bearing or lubricating arrangements
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M13/00—Testing of machine parts
- G01M13/04—Bearings
- G01M13/045—Acoustic or vibration analysis
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05B—INDEXING SCHEME RELATING TO WIND, SPRING, WEIGHT, INERTIA OR LIKE MOTORS, TO MACHINES OR ENGINES FOR LIQUIDS COVERED BY SUBCLASSES F03B, F03D AND F03G
- F05B2270/00—Control
- F05B2270/30—Control parameters, e.g. input parameters
- F05B2270/334—Vibration measurements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/70—Wind energy
- Y02E10/72—Wind turbines with rotation axis in wind direction
Definitions
- the present invention relates to a rolling bearing abnormality diagnosis device, a wind power generation device, and an abnormality diagnosis system, and more particularly to a rolling bearing abnormality diagnosis technology provided in a main shaft, a speed increaser, a generator, and the like of the wind power generation device.
- a wind turbine generator power is generated by rotating a main shaft connected to a blade that receives wind power, rotating the main shaft with a speed increaser, and then rotating a rotor of the power generator.
- Each of the main shaft and the rotating shafts of the speed increaser and the generator is rotatably supported by a rolling bearing, and an abnormality diagnosis device for diagnosing such an abnormality of the bearing is known.
- Patent Document 1 discloses an abnormality diagnosis device for diagnosing abnormality of a rotating component such as a bearing device.
- This abnormality diagnosing device is an abnormality diagnosing device for diagnosing an abnormality in a double row tapered roller bearing incorporated in a rolling bearing device for a railway vehicle that rotates relative to a bearing box, and rotates the double row tapered roller bearing.
- a drive motor for driving and a vibration sensor attached to the bearing housing are provided.
- An abnormality of the double-row tapered roller bearing is diagnosed based on a detection signal from the vibration sensor during inertial rotation within a predetermined rotational speed region of the double-row tapered roller bearing when the drive motor is not energized.
- this abnormality diagnosing device it is possible to diagnose the abnormality of the rotating component without disassembling the device in which the rotating component is incorporated, and to prevent erroneous diagnosis due to the influence of electrical disturbance noise generated from the rotation driving means. Thus, it is said that a highly reliable abnormality diagnosis can be performed (see Patent Document 1).
- the abnormality determination of the rotating part is performed based on the result of frequency analysis of the vibration waveform measured using the vibration sensor attached to the bearing housing. It is. More specifically, in rolling bearings, the period of occurrence of abnormal vibration due to damage to the bearing changes depending on the location of the damage, so the frequency of the vibration waveform measured using the vibration sensor is analyzed and the peak frequency is calculated. By analyzing, the presence / absence of an abnormality of the bearing and the abnormal part are specified.
- the present invention has been made to solve such problems, and an object thereof is to provide a rolling bearing abnormality diagnosis device, a wind power generation device, and an abnormality diagnosis system that realize more accurate abnormality diagnosis. It is.
- the abnormality diagnosis device for a rolling bearing includes a vibration sensor for measuring a vibration waveform of the rolling bearing and a processing unit for diagnosing the abnormality of the rolling bearing.
- the processing unit includes first and second calculation units, an envelope processing unit, and a diagnosis unit.
- the first calculation unit calculates an effective value of the vibration waveform measured using the vibration sensor.
- the envelope processing unit generates an envelope waveform of the vibration waveform by performing envelope processing on the vibration waveform measured using the vibration sensor.
- the second calculation unit calculates an effective value of the AC component of the envelope waveform generated by the envelope processing unit.
- the diagnosis unit diagnoses an abnormality of the rolling bearing based on the effective value of the vibration waveform calculated by the first calculation unit and the effective value of the AC component of the envelope waveform calculated by the second calculation unit.
- the rolling bearing abnormality diagnosis device further includes a rotation sensor for detecting a rotation speed of a shaft supported by the rolling bearing or the rolling bearing.
- the processing unit further includes a modified vibration degree calculating unit and a modified modulation degree calculating unit.
- the corrected vibration degree calculation unit calculates a corrected vibration degree obtained by normalizing the effective value of the vibration waveform calculated by the first calculation unit with the rotation speed.
- the correction modulation degree calculation unit calculates a correction modulation degree obtained by normalizing the effective value of the AC component of the envelope waveform calculated by the second calculation unit with the rotation speed.
- the diagnosis unit diagnoses an abnormality of the rolling bearing based on the corrected vibration degree and the corrected modulation degree.
- the diagnosis unit diagnoses an abnormality of the rolling bearing based on a change in temporal change of the corrected vibration degree and the corrected modulation degree.
- the processing unit further includes a frequency analysis unit.
- the frequency analysis unit performs frequency analysis on at least one of the vibration waveform and the envelope waveform.
- the diagnosis unit further estimates an abnormal portion of the rolling bearing based on the analysis result of the frequency analysis unit.
- the vibration sensor includes an acceleration sensor.
- the abnormality diagnosis device for a rolling bearing further includes a displacement sensor for detecting a relative displacement between the inner and outer rings of the rolling bearing. And a diagnostic part diagnoses abnormality of a rolling bearing further using the detection value of a displacement sensor.
- the rolling bearing abnormality diagnosis device further includes an AE sensor for detecting an acoustic emission wave generated from the rolling bearing. And a diagnostic part diagnoses abnormality of a rolling bearing further using the detection value of an AE sensor.
- the rolling bearing abnormality diagnosis device further includes a temperature sensor for measuring the temperature of the rolling bearing. And a diagnostic part diagnoses abnormality of a rolling bearing further using the measured value of a temperature sensor.
- the abnormality diagnosis device for a rolling bearing further includes a sensor for measuring the amount of impurities contained in the lubricant of the rolling bearing. And a diagnostic part diagnoses abnormality of a rolling bearing further using the measured value of a sensor.
- the rolling bearing abnormality diagnosis device further includes a rotation sensor for detecting a rotation speed of a shaft supported by the rolling bearing or the rolling bearing.
- the envelope processing unit includes an absolute value detection unit and an envelope detection unit.
- the absolute value detection unit outputs the absolute value of the vibration waveform.
- the envelope detector generates an envelope waveform by subjecting the output signal of the absolute value detector to an attenuation process with a predetermined time constant.
- the time constant is set based on the rotation speed.
- the time constant is set to be equal to or less than a half cycle of rotation of the rolling element in the rolling bearing.
- the time constant is set to 0.5 times or more of the half cycle of rotation of the rolling element.
- the time constant is set to be equal to or shorter than the rolling cycle of the rolling element relative to the stationary ring of the rolling bearing.
- a wind power generator is provided with a blade, a main shaft, a speed increaser, a generator, a plurality of rolling bearings, and an abnormality diagnosis device.
- the blade receives wind power.
- the main shaft is connected to the blade.
- the gearbox increases the speed of the main shaft.
- the generator is connected to the output shaft of the gear box.
- the plurality of rolling bearings are provided on the main shaft, the speed increaser, and the generator.
- the abnormality diagnosis device diagnoses at least one abnormality of the plurality of rolling bearings.
- the abnormality diagnosis device includes a vibration sensor for measuring a vibration waveform of a rolling bearing to be diagnosed and a processing unit for diagnosing an abnormality of the rolling bearing to be diagnosed.
- the processing unit includes first and second calculation units, an envelope processing unit, and a diagnosis unit.
- the first calculation unit calculates an effective value of the vibration waveform measured using the vibration sensor.
- the envelope processing unit generates an envelope waveform of the vibration waveform by performing envelope processing on the vibration waveform measured using the vibration sensor.
- the second calculation unit calculates an effective value of the AC component of the envelope waveform generated by the envelope processing unit.
- the diagnosis unit diagnoses an abnormality of the rolling bearing based on the effective value of the vibration waveform calculated by the first calculation unit and the effective value of the AC component of the envelope waveform calculated by the second calculation unit.
- the abnormality diagnosis system includes a wind power generator, an abnormality diagnosis device, and a communication device.
- the abnormality diagnosis device is disposed at a position different from that of the wind turbine generator.
- the communication device performs communication between the wind turbine generator and the abnormality diagnosis device.
- the wind turbine generator includes a blade, a main shaft, a speed increaser, a generator, a plurality of rolling bearings, a vibration sensor, and a data processing unit.
- the blade receives wind power.
- the main shaft is connected to the blade.
- the gearbox increases the speed of the main shaft.
- the generator is connected to the output shaft of the gear box.
- the plurality of rolling bearings are provided on the main shaft, the speed increaser, and the generator.
- the vibration sensor measures at least one vibration waveform of the plurality of rolling bearings.
- the data processing unit performs primary processing on the vibration waveform measured using the vibration sensor.
- the data processing unit includes first and second calculation units and an envelope processing unit.
- the first calculation unit calculates an effective value of the vibration waveform measured using the vibration sensor.
- the envelope processing unit generates an envelope waveform of the vibration waveform by performing envelope processing on the vibration waveform measured using the vibration sensor.
- the second calculation unit calculates an effective value of the AC component of the envelope waveform generated by the envelope processing unit.
- the abnormality diagnosis device diagnoses an abnormality of the rolling bearing to be diagnosed based on the effective value of the vibration waveform and the effective value of the AC component of the envelope waveform received from the data processing unit of the wind turbine generator by the communication device.
- the abnormality diagnosis device and the communication device are provided separately from the system for remotely monitoring the power generation amount of the wind turbine generator.
- the communication device includes wireless communication in a part of the communication path. More preferably, the abnormality diagnosis device is connected to the Internet.
- the communication device includes a wireless communication unit and a communication server.
- the wireless communication unit is provided in the wind power generator.
- the communication server is connected to the Internet and configured to be capable of wireless communication with the wireless communication unit.
- the effective value of the vibration waveform measured using the vibration sensor and the effective value of the alternating current component of the envelope waveform generated by performing envelope processing on the vibration waveform measured using the vibration sensor. Based on this, the abnormality of the rolling bearing is diagnosed, so that a more accurate abnormality diagnosis can be realized as compared with the conventional frequency analysis technique. Further, unnecessary maintenance can be eliminated, and the cost required for maintenance can be reduced.
- FIG. 1 It is the figure which showed roughly the structure of the wind power generator to which the abnormality diagnosis apparatus of the rolling bearing by Embodiment 1 of this invention was applied. It is a functional block diagram which shows the structure of the data processor shown in FIG. 1 functionally. It is the figure which showed the vibration waveform of the bearing when abnormality has not generate
- FIG. 6 is a functional block diagram functionally showing the configuration of a data processing device in a second embodiment.
- FIG. 10 is a functional block diagram functionally showing the configuration of a data processing device in a third embodiment.
- FIG. 10 is a functional block diagram functionally showing the configuration of a data processing device in a fourth embodiment. It is the figure which showed schematically the whole structure of the abnormality diagnosis system by Embodiment 5. It is a functional block diagram which shows the structure of the data processor contained in the wind power generator shown in FIG. 12 functionally.
- FIG. 20 is a functional block diagram of an envelope processing unit in a sixth embodiment. It is the figure which showed the change of the envelope waveform when changing the time constant of an envelope process. It is the figure which showed the relationship between the value which divided the modulation degree by the vibration degree, and the time constant of an envelope process. It is the figure which showed the relationship between the ratio of the modulation ratio of abnormal goods (peeling) with respect to the modulation ratio of normal goods, and the time constant of an envelope process.
- FIG. 1 is a diagram schematically showing the configuration of a wind turbine generator to which a rolling bearing abnormality diagnosis device according to Embodiment 1 of the present invention is applied.
- a wind turbine generator 10 includes a main shaft 20, a blade 30, a speed increaser 40, a generator 50, a main shaft bearing (hereinafter simply referred to as “bearing”) 60, and vibration.
- a sensor 70 and a data processing device 80 are provided.
- the step-up gear 40, the generator 50, the bearing 60, the vibration sensor 70, and the data processing device 80 are stored in the nacelle 90, and the nacelle 90 is supported by the tower 100.
- the main shaft 20 enters the nacelle 90 and is connected to the input shaft of the speed increaser 40 and is rotatably supported by the bearing 60.
- the main shaft 20 transmits the rotational torque generated by the blade 30 receiving the wind force to the input shaft of the speed increaser 40.
- the blade 30 is provided at the tip of the main shaft 20 and converts wind force into rotational torque and transmits it to the main shaft 20.
- the bearing 60 is fixed in the nacelle 90 and supports the main shaft 20 in a freely rotatable manner.
- the bearing 60 is configured by a rolling bearing, and is configured by, for example, a self-aligning roller bearing, a tapered roller bearing, a cylindrical roller bearing, or a ball bearing. These bearings may be single row or double row.
- the vibration sensor 70 is fixed to the bearing 60.
- the vibration sensor 70 detects the vibration of the bearing 60 and outputs the detected value to the data processing device 80.
- the vibration sensor 70 is constituted by, for example, an acceleration sensor using a piezoelectric element.
- the speed increaser 40 is provided between the main shaft 20 and the generator 50, and increases the rotational speed of the main shaft 20 to output to the generator 50.
- the speed increaser 40 is configured by a gear speed increasing mechanism including a planetary gear, an intermediate shaft, a high speed shaft, and the like.
- a plurality of bearings that rotatably support a plurality of shafts are also provided in the speed increaser 40.
- the generator 50 is connected to the output shaft of the speed increaser 40, and generates power by the rotational torque received from the speed increaser 40.
- the generator 50 is constituted by, for example, an induction generator.
- a bearing that rotatably supports the rotor is also provided in the generator 50.
- the data processing device 80 is provided in the nacelle 90 and receives the detected value of the vibration of the bearing 60 from the vibration sensor 70. Then, the data processing device 80 diagnoses the abnormality of the bearing 60 using the vibration waveform of the bearing 60 by a method described later according to a preset program.
- FIG. 2 is a functional block diagram functionally showing the configuration of the data processing device 80 shown in FIG.
- data processing device 80 includes high-pass filters (hereinafter referred to as “HPF (High Pass Filter)”) 110, 150, effective value calculation units 120, 160, envelope processing unit 140, A storage unit 180 and a diagnosis unit 190 are included.
- HPF High Pass Filter
- the HPF 110 receives the detection value of the vibration of the bearing 60 from the vibration sensor 70. Then, the HPF 110 passes a signal component higher than a predetermined frequency for the received detection signal, and blocks the low frequency component. The HPF 110 is provided to remove a direct current component included in the vibration waveform of the bearing 60. If the output from the vibration sensor 70 does not include a direct current component, the HPF 110 may be omitted.
- the effective value calculation unit 120 receives the vibration waveform of the bearing 60 from which the DC component is removed from the HPF 110. Then, the effective value calculation unit 120 calculates an effective value of the vibration waveform of the bearing 60 (also referred to as “RMS (Root Mean Square) value”), and stores the calculated effective value of the vibration waveform in the storage unit 180. Output to.
- RMS Root Mean Square
- the envelope processing unit 140 receives the detection value of the vibration of the bearing 60 from the vibration sensor 70.
- Envelope processing unit 140 generates an envelope waveform of the vibration waveform of bearing 60 by performing envelope processing on the received detection signal.
- Various known methods can be applied to the envelope processing calculated in the envelope processing unit 140.
- the vibration waveform of the bearing 60 measured using the vibration sensor 70 is rectified to an absolute value, By passing through a low pass filter (LPF (Low Pass Filter)), an envelope waveform of the vibration waveform of the bearing 60 is generated.
- LPF Low Pass Filter
- the HPF 150 receives the envelope waveform of the vibration waveform of the bearing 60 from the envelope processing unit 140. Then, the HPF 150 passes a signal component higher than a predetermined frequency for the received envelope waveform, and blocks the low frequency component. The HPF 150 is provided to remove a direct current component included in the envelope waveform and extract an alternating current component of the envelope waveform.
- the effective value calculation unit 160 receives from the HPF 150 the envelope waveform from which the DC component has been removed, that is, the AC component of the envelope waveform. Then, the effective value calculation unit 160 calculates the effective value (RMS value) of the AC component of the received envelope waveform, and outputs the calculated effective value of the AC component of the envelope waveform to the storage unit 180.
- RMS value effective value
- the storage unit 180 synchronizes and stores the effective value of the vibration waveform of the bearing 60 calculated by the effective value calculation unit 120 and the effective value of the alternating current component of the envelope waveform calculated by the effective value calculation unit 160 every moment.
- the storage unit 180 is configured by, for example, a readable / writable nonvolatile memory.
- the diagnosis unit 190 reads the effective value of the vibration waveform of the bearing 60 and the effective value of the alternating current component of the envelope waveform, which are stored every moment in the storage unit 180, from the storage unit 180, and based on the two read effective values. An abnormality of the bearing 60 is diagnosed. Specifically, the diagnosis unit 190 diagnoses the abnormality of the bearing 60 based on the temporal change of the effective value of the vibration waveform of the bearing 60 and the effective value of the AC component of the envelope waveform.
- the effective value of the vibration waveform of the bearing 60 calculated by the effective value calculation unit 120 is the effective value of the raw vibration waveform that has not been subjected to the envelope processing, for example, separation occurs in a part of the raceway ring.
- the increase in the value is small for impulse-like vibration whose amplitude increases only when the rolling element passes through the peeled part, it is sustained when the contact surface between the race and the rolling element is rough or poorly lubricated. For large vibrations, the value increases.
- the effective value of the alternating current component of the envelope waveform calculated by the effective value calculation unit 160 is small and increases in some cases with respect to the continuous vibration that occurs when the raceway surface is rough or poorly lubricated. Although not, the increase in value increases for impulse vibration. Therefore, in the first embodiment, by using the effective value of the vibration waveform of the bearing 60 and the effective value of the AC component of the envelope waveform, it is possible to detect an abnormality that cannot be detected only by one of the effective values, and a more accurate abnormality Diagnosis is possible.
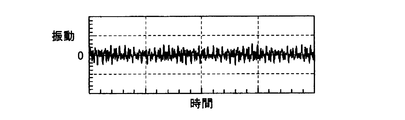
- FIG. 3 to 6 are diagrams showing vibration waveforms of the bearing 60 measured using the vibration sensor 70.
- FIG. 3 to 6 show vibration waveforms when the rotation speed of the main shaft 20 (FIG. 1) is constant.
- FIG. 3 is a view showing a vibration waveform of the bearing 60 when no abnormality occurs in the bearing 60.
- the horizontal axis indicates time
- the vertical axis indicates the degree of vibration indicating the magnitude of vibration.
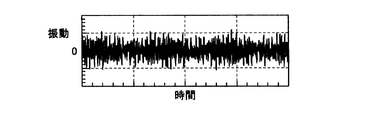
- FIG. 4 is a diagram showing a vibration waveform of the bearing 60 that is seen when the surface roughness or poor lubrication of the bearing ring of the bearing 60 occurs.
- the vibration increases and a state in which the vibration is increased continuously occurs. There are no noticeable peaks in the vibration waveform. Therefore, for such a vibration waveform, the effective value of the vibration waveform (output of the effective value calculation unit 120 (FIG. 2)) and the effective value of the AC component of the envelope waveform (effective value) when no abnormality occurs in the bearing 60.
- the effective value of the raw vibration waveform not subjected to the envelope processing increases, and the effective value of the AC component of the envelope waveform does not increase so much.
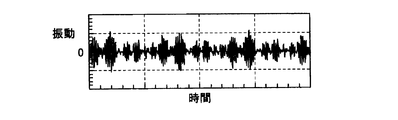
- FIG. 5 is a diagram showing a vibration waveform of the bearing 60 in an initial stage when separation occurs on the bearing ring of the bearing 60.
- the initial stage of the separation abnormality is a state in which separation occurs in a part of the race, and a large vibration is generated when the rolling element passes through the separation portion. Vibration occurs periodically according to the rotation of the shaft. When the rolling element passes through other than the peeled portion, the increase in vibration is small. Therefore, when such a vibration waveform is compared with the effective value of the vibration waveform when no abnormality has occurred in the bearing 60 and the effective value of the alternating current component of the envelope waveform, the effective value of the alternating current component of the envelope waveform increases. The effective value of the raw vibration waveform does not increase that much.
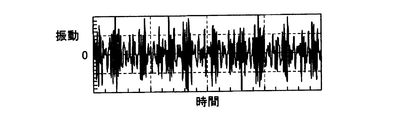
- FIG. 6 is a diagram showing a vibration waveform of the bearing 60 seen in the final stage of the separation abnormality.
- the final stage of the separation abnormality is a state in which the separation is transferred to the entire area of the raceway, and the vibration increases as a whole compared with the initial stage of the abnormality, and the pulse-like vibration is observed.
- the trend weakens. Therefore, when compared with the effective value of the vibration waveform and the effective value of the alternating current component of the envelope waveform at the initial stage of the separation abnormality, the effective value of the raw vibration waveform increases, and the alternating current component of the envelope waveform increases. The effective value decreases.
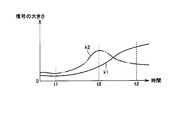
- FIG. 7 shows the effective value of the vibration waveform of the bearing 60 and the effective value of the AC component of the envelope waveform when the separation occurs in a part of the bearing ring of the bearing 60 and then the separation is transferred to the entire area of the bearing ring. It is the figure which showed the time change. Note that FIG. 7 and FIG. 8 described below show temporal changes of each effective value when the rotation speed of the main shaft 20 is constant.
- a curve k1 shows a temporal change in the effective value of the vibration waveform not subjected to the envelope processing
- a curve k2 shows a temporal change in the effective value of the AC component of the envelope waveform.
- the effective value (k2) of the alternating current component of the envelope waveform greatly increases, while the effective vibration waveform without the envelope processing is effective.
- the value (k1) does not increase that much (near time t2).
- FIG. 8 is a diagram showing temporal changes in the effective value of the vibration waveform of the bearing 60 and the effective value of the alternating current component of the envelope waveform when surface roughness or poor lubrication of the bearing ring of the bearing 60 occurs.
- a curve k ⁇ b> 1 shows a temporal change in the effective value of the vibration waveform not subjected to the envelope processing
- a curve k ⁇ b> 2 shows a temporal change in the effective value of the AC component of the envelope waveform. Showing change.
- both the effective value (k1) of the vibration waveform and the effective value (k2) of the AC component of the envelope waveform are small.
- the vibration waveform at time t11 is as shown in the above-described FIG.
- the abnormality diagnosis of the bearing 60 is further performed based on the transition of the temporal change between the effective value (k1) of the raw vibration waveform not subjected to the envelope processing and the effective value (k2) of the AC component of the envelope waveform. It can be done accurately.
- the envelope processing is performed on the effective value of the vibration waveform of the bearing 60 measured using the vibration sensor 70 and the vibration waveform measured using the vibration sensor 70. Since the abnormality of the bearing 60 is diagnosed based on the effective value of the alternating current component of the envelope waveform generated by the above, a more accurate abnormality diagnosis can be realized as compared with the conventional frequency analysis technique. Further, unnecessary maintenance can be eliminated, and the cost required for maintenance can be reduced.
- the overall configuration of the wind turbine generator according to Embodiment 2 is the same as that of Embodiment 1 shown in FIG.
- FIG. 9 is a functional block diagram functionally showing the configuration of the data processing device 80A in the second embodiment.
- data processing device 80A has a modified vibration degree calculation unit 130, a modified modulation degree calculation unit 170, and a speed function generation in the configuration of data processing device 80 in the first embodiment shown in FIG. Part 200.
- the speed function generation unit 200 receives a detection value of the rotation speed of the spindle 20 by a rotation sensor 210 (not shown in FIG. 1).
- the rotation sensor 210 may output a detection value of the rotational position of the main shaft 20 and the speed function generation unit 200 may calculate the rotational speed of the main shaft 20.
- the speed function generation unit 200 calculates the effective value of the speed function A (N) for normalizing the effective value of the vibration waveform of the bearing 60 calculated by the effective value calculation unit 120 with the rotational speed N of the main shaft 20.
- a speed function B (N) for normalizing the effective value of the AC component of the envelope waveform calculated by the unit 160 with the rotational speed N of the main shaft 20 is generated.
- the speed functions A (N) and B (N) are expressed by the following equations.
- a (N) a ⁇ N ⁇ 0.5 (1)
- B (N) b ⁇ N ⁇ 0.5 (2)
- a and b are constants determined in advance by experiments or the like, and may be different values or the same values.
- the corrected vibration degree calculation unit 130 receives the effective value of the vibration waveform of the bearing 60 from the effective value calculation unit 120 and the speed function A (N) from the speed function generation unit 200. Then, the corrected vibration degree calculation unit 130 uses the speed function A (N) to normalize the effective value of the vibration waveform calculated by the effective value calculation unit 120 with the rotation speed of the spindle 20 (hereinafter referred to as “correction vibration”). Called "degree”). Specifically, using the effective value Vr of the vibration waveform calculated by the effective value calculator 120 and the speed function A (N), the corrected vibration degree Vr * is calculated by the following equation.
- Vra represents an average value of Vr at time 0 to T.
- the corrected vibration degree calculation unit 130 outputs the corrected vibration degree Vr * calculated by Expression (3) to the storage unit 180.
- the modified modulation degree calculation unit 170 receives the effective value of the AC component of the envelope waveform from the effective value calculation unit 160 and receives the speed function B (N) from the speed function generation unit 200. Then, the modified modulation degree calculation unit 170 uses the speed function B (N) to normalize the effective value of the alternating current component of the envelope waveform calculated by the effective value calculation unit 160 with the rotational speed of the main shaft 20 (hereinafter referred to as “the actual value”). (Referred to as “modified modulation degree”). Specifically, using the effective value Ve of the alternating current component of the envelope waveform and the speed function B (N) calculated by the effective value calculation unit 160, the modified modulation degree Ve * is calculated by the following equation.
- Vea represents the average value of Ve from time 0 to T.
- the modified modulation degree calculation unit 170 outputs the modified modulation degree Ve * calculated by Expression (4) to the storage unit 180.
- the corrected vibration degree Vr * and the corrected modulation degree Ve * stored in the storage unit 180 are read by the diagnosis unit 190 from time to time, and temporal changes in the read corrected vibration degree Vr * and corrected modulation degree Ve * are read. Based on the transition, the diagnosis unit 190 diagnoses the abnormality of the bearing 60.
- the rotation sensor 210 may be attached to the main shaft 20, or a bearing with a rotation sensor in which the rotation sensor 210 is incorporated in the bearing 60 may be used for the bearing 60.
- the correction value Vr * obtained by normalizing the effective value of the vibration waveform of the bearing 60 by the rotation speed and the effective value of the AC component of the envelope waveform are normalized by the rotation speed. Since the abnormality is diagnosed based on the corrected modulation degree Ve *, a more accurate abnormality diagnosis can be realized by removing the disturbance due to the fluctuation of the rotational speed.
- the overall configuration of the wind turbine generator in Embodiment 3 is the same as that of the wind turbine generator 10 shown in FIG.
- FIG. 10 is a functional block diagram functionally showing the configuration of the data processing device 80B in the third embodiment.
- data processing device 80B further includes frequency analysis units 220 and 230 in the configuration of data processing device 80A shown in FIG.
- the frequency analysis unit 220 receives the vibration waveform of the bearing 60 from which the DC component has been removed from the HPF 110. Then, the frequency analysis unit 220 performs frequency analysis on the received vibration waveform of the bearing 60 and outputs the frequency analysis result to the storage unit 180. As an example, the frequency analysis unit 220 performs a fast Fourier transform (FFT) process on the vibration waveform of the bearing 60 received from the HPF 110, and outputs a peak frequency exceeding a preset threshold value to the storage unit 180.
- FFT fast Fourier transform
- the frequency analysis unit 230 receives the AC component of the envelope waveform from which the DC component has been removed from the HPF 150. Then, the frequency analysis unit 230 performs frequency analysis on the AC component of the received envelope waveform and outputs the frequency analysis result to the storage unit 180. As an example, the frequency analysis unit 230 performs an FFT process on the AC component of the envelope waveform received from the HPF 110 and outputs a peak frequency exceeding a preset threshold value to the storage unit 180.
- the diagnosis unit 190 reads out the frequency analysis results from the frequency analysis units 220 and 230 together with the corrected vibration degree Vr * and the corrected modulation degree Ve * from the storage unit 180, and temporally calculates the corrected vibration degree Vr * and the corrected modulation degree Ve *. By using the frequency analysis result together with the transition of the change, a more reliable abnormality diagnosis is performed.
- the frequency analysis results obtained by the frequency analysis units 220 and 230 can be used to estimate a site where an abnormality has occurred when an abnormality is detected by an abnormality diagnosis based on the corrected vibration degree Vr * and the corrected modulation degree Ve *. . That is, when damage occurs inside the bearing, a vibration peak occurs at a specific frequency that is theoretically determined from the geometric structure and rotation speed inside the bearing, depending on the damaged part (inner ring, outer ring, rolling element). To do. Therefore, by using the frequency analysis results obtained by the frequency analysis units 220 and 230 together with the abnormality diagnosis based on the corrected vibration degree Vr * and the corrected modulation degree Ve * described above, it is possible to more accurately diagnose the abnormality occurrence site. .
- the frequency analysis units 220 and 230 are added in the second embodiment. However, the frequency analysis units 220 and 230 are added to the data processing apparatus 80 in the first embodiment shown in FIG. It may be.
- abnormality diagnosis by frequency analysis since abnormality diagnosis by frequency analysis is used in combination, the reliability of abnormality diagnosis can be further improved and the abnormality occurrence site can be diagnosed more accurately.
- FIG. 11 is a functional block diagram functionally showing the configuration of the data processing device 80C in the fourth embodiment.
- data processing device 80C includes a diagnosis unit 190A instead of diagnosis unit 190 in the configuration of data processing device 80B shown in FIG.
- the wind power generator according to Embodiment 4 further includes at least one of a displacement sensor 240, an AE (Acoustic Emission) sensor 250, a temperature sensor 260, and a magnetic iron powder sensor 270 in addition to the vibration sensor 70 and the rotation sensor 210.
- Diagnosis unit 190A receives a detection value from at least one of displacement sensor 240, AE sensor 250, temperature sensor 260, and magnetic iron powder sensor 270 provided therein.
- the diagnosis unit 190 ⁇ / b> A reads out the corrected vibration degree Vr *, the modified modulation degree Ve *, and the frequency analysis results by the frequency analysis units 220 and 230 from the storage unit 180.
- the diagnosis unit 190A includes the displacement sensor 240, the AE sensor 250, the temperature sensor 260, and the magnetic iron powder sensor 270 together with the corrected vibration degree Vr *, the corrected modulation degree Ve *, and the frequency analysis results by the frequency analysis units 220 and 230.
- Abnormality diagnosis of the bearing 60 is performed by using the detection value received from at least one together.
- the displacement sensor 240 is attached to the bearing 60, detects the relative displacement of the inner ring with respect to the outer ring of the bearing 60, and outputs it to the diagnosis unit 190A.
- the diagnosis unit 190A determines that an abnormality has occurred in the bearing 60. Since the displacement sensor 240 detects the relative displacement between the outer ring and the inner ring, it is necessary to maintain the accuracy of the non-measurement surface with high quality.
- the AE sensor 250 is attached to the bearing 60, detects an acoustic emission wave (AE signal) generated from the bearing 60, and outputs it to the diagnosis unit 190A.
- the AE sensor 250 is excellent in detecting internal cracks in the members constituting the bearing 60. By using the AE sensor 250 in combination, a peeling abnormality caused by an internal crack that is difficult to detect by the vibration sensor 70 is caused. It becomes possible to detect early. Then, the diagnosis unit 190A determines that the number of times that the amplitude of the AE signal detected by the AE sensor 250 exceeds the set value exceeds the threshold value, or the detected AE signal or a signal obtained by envelope processing of the AE signal is the threshold value. If it exceeds, it is determined that an abnormality has occurred in the bearing 60.
- the temperature sensor 260 is attached to the bearing 60, detects the temperature of the bearing 60, and outputs it to the diagnosis unit 190A.
- a bearing generates heat due to poor lubrication or insufficient clearance inside the bearing, and becomes non-rotatable when it becomes seized after discoloration or softening of a rolling surface. Therefore, by detecting the temperature of the bearing 60 with the temperature sensor 260, an abnormality such as a lubrication failure can be detected at an early stage.
- the diagnosis unit 190A further refers to the detection value of the temperature sensor 260 to diagnose abnormality such as a lubrication failure. To do.
- the diagnosis unit 190A may determine that an abnormality has occurred in the bearing 60 only when the detected value from the temperature sensor 260 exceeds a preset value.
- the temperature sensor 260 is constituted by, for example, a thermistor, a platinum resistor, a thermocouple, or the like.
- Magnetic iron powder sensor 270 detects the amount of iron powder contained in the lubricant of bearing 60 and outputs the detected value to diagnosis unit 190A.
- the magnetic iron powder sensor 270 includes, for example, an electrode with a built-in magnet and a rod-like electrode, and is provided in the lubricant circulation path of the bearing 60.
- the magnetic iron powder sensor 270 captures the iron powder contained in the lubricant with a magnet, and outputs a signal when the electrical resistance between the electrodes falls below a set value due to the adhesion of the iron powder. That is, when the bearing is worn, iron powder generated by the wear is mixed with the lubricant.
- the wear of the bearing 60 is detected by detecting the amount of iron powder contained in the lubricant of the bearing 60 by the magnetic iron powder sensor 270. be able to.
- the diagnosis unit 190A determines that an abnormality has occurred in the bearing 60.
- an optical sensor that detects dirt on the lubricant by light transmittance may be used instead of the magnetic iron powder sensor 270.
- an optical sensor irradiates grease with light from a light emitting element, and detects the amount of bearing wear powder in the grease based on a change in the intensity of light reaching the light receiving element.
- the light transmittance is defined by the ratio between the output value of the light receiving element in a state where no foreign matter is mixed in the grease and the output value of the light receiving element when iron oxide is mixed, and the diagnosis unit 190A determines the transmittance. Exceeds the set value, it is determined that an abnormality has occurred in the bearing 60.
- the displacement sensor 240, the AE sensor 250, the temperature sensor 260, and the magnetic iron powder sensor 270 are shown. However, it is not always necessary to provide all of them. By providing at least one sensor, abnormality diagnosis can be performed. Reliability can be increased.
- the reliability of abnormality diagnosis can be further improved.
- the displacement sensor 240 it is possible to diagnose the wear inside the bearing, and by using the AE sensor 250 in combination, it is possible to diagnose an abnormal peeling caused by an internal crack at an early stage.
- the temperature sensor 260 it is possible to diagnose an abnormality such as poor lubrication at an early stage, and by using the magnetic iron powder sensor 270 and an optical sensor that detects contamination of the lubricant by light transmittance, etc. in combination. Abnormal wear of the bearing 60 can be diagnosed.
- the calculation of the corrected vibration degree Vr * and the corrected modulation degree Ve * and the frequency analysis processing are executed in a data processing device provided in the nacelle 90.
- Each data of the calculated modified vibration degree Vr *, modified modulation degree Ve * and frequency analysis result (peak frequency) is transmitted from the nacelle 90 to the outside by radio.
- the data wirelessly transmitted from the nacelle 90 is received by a communication server connected to the Internet, and transmitted to the diagnosis server via the Internet, so that an abnormality diagnosis of the bearing 60 is performed.
- FIG. 12 is a diagram schematically showing the overall configuration of the abnormality diagnosis system according to the fifth embodiment.
- the abnormality diagnosis system includes wind turbine generator 10, communication server 310, Internet 320, and bearing state diagnosis server 330.
- the configuration of the wind power generator 10 is as described in FIG. As will be described later, in the data processing device of the wind turbine generator 10 according to the fifth embodiment, a wireless communication unit is provided instead of the diagnosis unit. Then, the wind turbine generator 10 uses the detection value of the vibration sensor 70 (FIG. 1) to calculate the above-described corrected vibration degree Vr * and corrected modulation degree Ve * and the frequency analysis result (when frequency analysis is used together), The calculation result is output to communication server 310 by radio.
- the communication server 310 is connected to the Internet 320. Then, the communication server 310 receives data transmitted from the wind turbine generator 10 by radio, and outputs the received data to the bearing state diagnosis server 330 via the Internet 320.
- the bearing state diagnosis server 330 is connected to the Internet 320. Then, the bearing state diagnosis server 330 receives data from the communication server 310 via the Internet 320, and calculates the corrected vibration degree Vr * and the corrected modulation degree Ve * calculated by the wind turbine generator 10 and the frequency analysis result (frequency analysis is performed). Based on (when used in combination), an abnormality diagnosis of the bearing 60 (FIG. 1) provided in the wind turbine generator 10 is performed.
- FIG. 13 is a functional block diagram functionally showing the configuration of the data processing device 80D included in the wind turbine generator 10 shown in FIG.
- data processing device 80D includes a wireless communication unit 280 in place of diagnostic unit 190 in the configuration of data processing device 80B shown in FIG. 10.
- the wireless communication unit 280 reads out the corrected vibration degree Vr * and the corrected modulation degree Ve * and the frequency analysis results by the frequency analysis units 220 and 230 from the storage unit 180, and wirelessly transmits the read data to the communication server 310 (FIG. 12). Send to.
- the other configuration of the data processing device 80D is the same as that of the data processing device 80B shown in FIG.
- the nacelle 90 and the communication server 310 may be connected by wire.
- wired information can be transmitted more, so that processing is performed on the main board in the nacelle 90. Can be aggregated.
- the above-described abnormality diagnosis system is configured independently of the existing power generation monitoring system. By comprising in this way, the introduction cost of an abnormality diagnosis system can be suppressed, without adding a change to the existing system.
- the bearing abnormality diagnosis server 330 provided in the remote place performs the bearing abnormality diagnosis provided in the wind turbine generator 10, thereby reducing the maintenance load and cost. Can do.
- the signal output from the nacelle 90 is made wireless by providing the wireless communication unit 280 and the communication server 310. Wiring work in the tower 100 that supports the nacelle 90 can be minimized.
- the envelope processing in the envelope processing unit 140 is optimized in each of the above embodiments in order to perform abnormality diagnosis with higher detection sensitivity.
- FIG. 14 is a functional block diagram of the envelope processing unit in the sixth embodiment.
- envelope processing unit 140 ⁇ / b> A includes an absolute value detection unit 410 and an envelope detection unit 420.
- the absolute value detection unit 410 receives the detection value of the vibration of the bearing 60 from the vibration sensor 70 and outputs the absolute value of the received detection signal.
- the envelope detector 420 generates an envelope waveform of the vibration waveform of the bearing 60 by subjecting the output signal of the absolute value detector 410 to attenuation processing with a predetermined time constant. Specifically, the envelope detector 420 generates an envelope waveform using the following equation.
- n is a numerical number obtained by discretizing a continuous signal with respect to time
- E [n] is an n-th signal after envelope processing
- Max (a, b) is a function that returns the larger one of a and b
- is the nth discretization signal output from the absolute value detection unit 410
- is the n-1th discretization signal
- ⁇ t is the discretization period
- ⁇ is the time constant.
- This equation (5) attenuates the output from the peak value with a time constant ⁇ when a signal is input, and attenuates the output from a new peak value when a signal exceeding the output is input. is there. According to this equation (5), an envelope waveform can be generated by a simple process, and a large peak signal that occurs instantaneously due to a peeling abnormality or the like can be reliably left.
- the envelope detector 420 sets the time constant ⁇ based on the rotational speed N of the main shaft 20 or the bearing 60. If the value of the time constant ⁇ for determining the envelope waveform is too large, the characteristics of the input signal (vibration waveform) are discarded, which is not preferable. On the other hand, if the time constant ⁇ is too small, a signal equivalent to the input signal (vibration waveform) is output and does not become an envelope waveform. Therefore, the time constant ⁇ needs to be set to an appropriate value.
- FIG. 15 is a diagram showing changes in the envelope waveform when the time constant ⁇ of the envelope processing is changed.
- this waveform is a signal of only the AC component excluding the DC component.
- an envelope waveform is shown when the time constant ⁇ is ⁇ 1, ⁇ 2, ⁇ 3 ( ⁇ 1 ⁇ 2 ⁇ 3) for the same input signal (vibration waveform).
- the horizontal axis indicates time. It can be seen from FIG. 15 that the decay rate of the envelope waveform decreases when the time constant ⁇ is increased.
- FIG. 16 shows the value obtained by dividing the effective value of the AC component of the envelope waveform (hereinafter also referred to as “modulation degree”) by the effective value of the vibration waveform (hereinafter also referred to as “vibration degree”) and the time constant of the envelope processing. It is the figure which showed the relationship.
- the vertical axis represents the modulation factor / vibration factor (hereinafter also referred to as “modulation ratio”).
- the abscissa indicates a dimensionless time constant ( ⁇ / ⁇ 0) obtained by dividing the time constant ⁇ by the rolling cycle passage ⁇ 0 of the bearing 60 with respect to the stationary wheel (for example, the outer ring).
- ⁇ 0 corresponds to, for example, a pulse-like vibration period in the vibration waveform shown in FIG.
- a curve k11 shows a modulation ratio of a normal product in which no abnormality has occurred in the bearing 60
- a curve k12 shows a modulation ratio of an abnormal product in which separation has occurred on the stationary ring of the bearing 60. It is.
- the generation period of the pulse-like vibration when separation occurs in the stationary wheel is the passage period of the rolling element with respect to the stationary wheel, that is, the time constant ⁇ 0 on the horizontal axis.
- the modulation ratio increases and the vibration degree does not increase so much as described with reference to FIG. In order to increase the detection sensitivity of peeling, it is sufficient that the ratio of the modulation ratio of the abnormal product to the modulation ratio of the normal product is large.
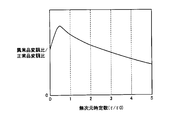
- FIG. 17 is a diagram showing the relationship between the ratio of the modulation ratio of the abnormal product (peeling) to the modulation ratio of the normal product and the time constant of the envelope processing.
- the horizontal axis represents a dimensionless time constant.
- the ratio of the abnormal product modulation ratio to the normal product modulation ratio increases as the dimensionless time constant increases from 0, and decreases monotonously when the dimensionless time constant exceeds 0.5.
- the vibration waveform of a normal product is a waveform in which the same vibration continues in a short cycle, so that the modulation degree does not change so much even if the time constant of the envelope processing is changed. Therefore, for a normal product, the modulation ratio does not change much even if the time constant is changed (see curve k11 in FIG. 16).
- the modulation ratio increases as the dimensionless time constant increases from 0, and decreases monotonously when the dimensionless time constant exceeds 0.5.
- the effective value (degree of modulation) of the alternating current component of the envelope waveform increases from zero.
- the dimensionless time constant exceeds 0.5, the attenuation of the envelope waveform becomes dull and the effective value (modulation degree) of the AC component of the envelope waveform decreases.
- the dimensionless time constant is 1 or more, the information of the input signal (vibration waveform) is greatly impaired. That is, since the envelope waveform has a low frequency, the waveform quality can be maintained even if the discretization period is increased. Since the envelope waveform can reduce the storage capacity, it is suitable for storing data. However, if the time constant is too large, it is impossible to estimate the characteristics of the original vibration waveform from the envelope waveform. Therefore, the dimensionless time constant is preferably set to a value between 0.5 and 1. That is, the time constant ⁇ is preferably set to be not less than 0.5 times the passage cycle ⁇ 0 of the rolling element with respect to the stationary wheel of the bearing 60 and not more than the passage cycle ⁇ 0.
- the envelope detector 420 sets the time constant ⁇ based on the rotational speed N of the main shaft 20 or the bearing 60. That is, the passage period ⁇ 0 can be calculated based on the rotational speed N of the main shaft 20 or the bearing 60 and the specifications of the bearing 60. Therefore, the envelope detector 420 calculates the passage period ⁇ 0 based on the rotational speed N and the specifications of the bearing 60, and is within a range of 0.5 times or more and 1 or less of the calculated passage period ⁇ 0 (for example, 0 of ⁇ 0). ..5 times) Set the time constant ⁇ .
- the rotation speed N can be detected by the rotation sensor 210 shown in FIG.
- the time constant ⁇ is set with reference to the passage period ⁇ 0 of the rolling element with respect to the stationary wheel.
- the time constant ⁇ may be set based on the half cycle of the rolling element's rotation. That is, the envelope detection unit 420 calculates the rotation half-cycle of the rolling element based on the rotational speed N and the specifications of the bearing 60, and is within a range of 0.5 times to 1 (for example, rotation half-cycle)
- the time constant ⁇ may be set.
- the reason why the rolling element is rotated on the half cycle is that the rolling element contacts the raceway twice every time the rolling element rotates once.
- the time constant ⁇ in the envelope processing is set based on the rotational speed N of the main shaft 20 or the bearing 60, even if the rotational speed N changes, the detection sensitivity. High abnormality diagnosis can be realized.
- vibration sensor 70 is attached to bearing 60 and performs an abnormality diagnosis of bearing 60.
- a vibration sensor is installed in a bearing provided in the speed increaser 40 or the generator 50, and a bearing provided in the speed increaser 40 or the generator 50 by the same method as in each of the above embodiments. Can be diagnosed.
- the data processing devices 80, 80A to 80C correspond to an embodiment of the “processing unit” in the present invention
- the effective value calculation units 120, 160 are respectively the “first calculation unit” in the present invention.
- This corresponds to an example of the “second arithmetic unit”.
- the data processing device 80D corresponds to an example of the “data processing unit” in the present invention
- the bearing state diagnosis server 330 corresponds to an example of the “bearing abnormality diagnosis device” in the present invention.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Sustainable Energy (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Physics & Mathematics (AREA)
- Sustainable Development (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Acoustics & Sound (AREA)
- Testing Of Devices, Machine Parts, Or Other Structures Thereof (AREA)
- Wind Motors (AREA)
Abstract
Description
好ましくは、転がり軸受の異常診断装置は、転がり軸受の内外輪間の相対変位を検出するための変位センサをさらに備える。そして、診断部は、変位センサの検出値をさらに用いて転がり軸受の異常を診断する。 Preferably, the vibration sensor includes an acceleration sensor.
Preferably, the abnormality diagnosis device for a rolling bearing further includes a displacement sensor for detecting a relative displacement between the inner and outer rings of the rolling bearing. And a diagnostic part diagnoses abnormality of a rolling bearing further using the detection value of a displacement sensor.
また、好ましくは、時定数は、転がり軸受の静止輪に対する転動体の通過周期以下に設定される。 More preferably, the time constant is set to 0.5 times or more of the half cycle of rotation of the rolling element.
Preferably, the time constant is set to be equal to or shorter than the rolling cycle of the rolling element relative to the stationary ring of the rolling bearing.
また、この発明によれば、風力発電装置は、ブレードと、主軸と、増速機と、発電機と、複数の転がり軸受と、異常診断装置とを備える。ブレードは、風力を受ける。主軸は、ブレードに接続される。増速機は、主軸の回転を増速する。発電機は、増速機の出力軸に接続される。複数の転がり軸受は、主軸、増速機および発電機に設けられる。異常診断装置は、複数の転がり軸受の少なくとも一つの異常を診断する。異常診断装置は、診断対象の転がり軸受の振動波形を測定するための振動センサと、診断対象の転がり軸受の異常を診断するための処理部とを含む。処理部は、第1および第2の演算部と、エンベロープ処理部と、診断部とを含む。第1の演算部は、振動センサを用いて測定された振動波形の実効値を算出する。エンベロープ処理部は、振動センサを用いて測定された振動波形にエンベロープ処理を行なうことによって振動波形のエンベロープ波形を生成する。第2の演算部は、エンベロープ処理部によって生成されたエンベロープ波形の交流成分の実効値を算出する。診断部は、第1の演算部によって算出された振動波形の実効値および第2の演算部によって算出されたエンベロープ波形の交流成分の実効値に基づいて転がり軸受の異常を診断する。 More preferably, the time constant is set to 0.5 times or more of the passing period of the rolling elements.
Moreover, according to this invention, a wind power generator is provided with a blade, a main shaft, a speed increaser, a generator, a plurality of rolling bearings, and an abnormality diagnosis device. The blade receives wind power. The main shaft is connected to the blade. The gearbox increases the speed of the main shaft. The generator is connected to the output shaft of the gear box. The plurality of rolling bearings are provided on the main shaft, the speed increaser, and the generator. The abnormality diagnosis device diagnoses at least one abnormality of the plurality of rolling bearings. The abnormality diagnosis device includes a vibration sensor for measuring a vibration waveform of a rolling bearing to be diagnosed and a processing unit for diagnosing an abnormality of the rolling bearing to be diagnosed. The processing unit includes first and second calculation units, an envelope processing unit, and a diagnosis unit. The first calculation unit calculates an effective value of the vibration waveform measured using the vibration sensor. The envelope processing unit generates an envelope waveform of the vibration waveform by performing envelope processing on the vibration waveform measured using the vibration sensor. The second calculation unit calculates an effective value of the AC component of the envelope waveform generated by the envelope processing unit. The diagnosis unit diagnoses an abnormality of the rolling bearing based on the effective value of the vibration waveform calculated by the first calculation unit and the effective value of the AC component of the envelope waveform calculated by the second calculation unit.
さらに好ましくは、異常診断装置は、インターネットに接続される。通信装置は、無線通信部と、通信サーバとを含む。無線通信部は、風力発電装置内に設けられる。通信サーバは、インターネットに接続され、無線通信部と無線通信可能に構成される。 Preferably, the communication device includes wireless communication in a part of the communication path.
More preferably, the abnormality diagnosis device is connected to the Internet. The communication device includes a wireless communication unit and a communication server. The wireless communication unit is provided in the wind power generator. The communication server is connected to the Internet and configured to be capable of wireless communication with the wireless communication unit.
図1は、この発明の実施の形態1による転がり軸受の異常診断装置が適用された風力発電装置の構成を概略的に示した図である。図1を参照して、風力発電装置10は、主軸20と、ブレード30と、増速機40と、発電機50と、主軸用軸受(以下、単に「軸受」と称する。)60と、振動センサ70と、データ処理装置80とを備える。増速機40、発電機50、軸受60、振動センサ70およびデータ処理装置80は、ナセル90に格納され、ナセル90は、タワー100によって支持される。 [Embodiment 1]
FIG. 1 is a diagram schematically showing the configuration of a wind turbine generator to which a rolling bearing abnormality diagnosis device according to
主軸20(図1)の回転速度が変化すると、軸受60の振動の大きさが変化する。一般的には、主軸20の回転速度の増加に伴ない軸受60の振動は増加する。そこで、この実施の形態2では、軸受60の振動波形の実効値およびエンベロープ波形の交流成分の実効値の各々を主軸20の回転速度で正規化し、その正規化された各実効値を用いて軸受60の異常診断が実行される。 [Embodiment 2]
When the rotational speed of the main shaft 20 (FIG. 1) changes, the magnitude of vibration of the bearing 60 changes. Generally, the vibration of the
B(N)=b×N-0.5 …(2)
ここで、a,bは、実験等によって予め定められる定数であり、異なる値であってもよいし、同じ値であってもよい。 A (N) = a × N −0.5 (1)
B (N) = b × N −0.5 (2)
Here, a and b are constants determined in advance by experiments or the like, and may be different values or the same values.

そして、修正振動度算出部130は、式(3)により算出された修正振動度Vr*を記憶部180へ出力する。 Here, Vra represents an average value of Vr at
Then, the corrected vibration

この実施の形態3では、さらに正確な異常診断を行なうために、上記の実施の形態1または2に加えて周波数分析による異常診断が併用される。 [Embodiment 3]
In the third embodiment, in order to perform a more accurate abnormality diagnosis, an abnormality diagnosis by frequency analysis is used in combination with the first or second embodiment described above.
実施の形態4では、軸受60の異常診断の信頼性をさらに高めるために、種々のセンサの検出値が併用される。 [Embodiment 4]
In the fourth embodiment, detection values of various sensors are used in combination in order to further improve the reliability of abnormality diagnosis of the
ナセル90(図1)は、高所に設置されるので、上述した異常診断装置は、その装置自体のメンテナンス性を考慮すると、本来的にはナセル90から離れた場所に設置するのが望ましい。しかしながら、振動センサ70を用いて測定される軸受60の振動波形そのものを遠隔地へ転送することは、転送速度の高い送信手段が必要であり、コスト増を招く。また、上述のようにナセル90が高所に設置されていることを考慮すると、ナセル90から外部への通信手段には、無線通信を用いることが望ましい。 [Embodiment 5]
Since the nacelle 90 (FIG. 1) is installed at a high place, it is desirable that the above-described abnormality diagnosis apparatus is originally installed in a place away from the
この実施の形態6では、より検出感度の高い異常診断を行なうために、上記の各実施の形態において、エンベロープ処理部140におけるエンベロープ処理の最適化が図られる。 [Embodiment 6]
In the sixth embodiment, the envelope processing in the
Claims (15)
- 転がり軸受(60)の振動波形を測定するための振動センサ(70)と、
前記転がり軸受の異常を診断するための処理部(80,80A~80C)とを備え、
前記処理部は、
前記振動センサを用いて測定された前記振動波形の実効値を算出する第1の演算部(120)と、
前記振動センサを用いて測定された前記振動波形にエンベロープ処理を行なうことによって前記振動波形のエンベロープ波形を生成するエンベロープ処理部(140,140A)と、
前記エンベロープ処理部によって生成された前記エンベロープ波形の交流成分の実効値を算出する第2の演算部(160)と、
前記第1の演算部によって算出された前記振動波形の実効値および前記第2の演算部によって算出された前記エンベロープ波形の交流成分の実効値に基づいて前記転がり軸受の異常を診断する診断部(190,190A)とを含む、転がり軸受の異常診断装置。 A vibration sensor (70) for measuring a vibration waveform of the rolling bearing (60);
A processing unit (80, 80A to 80C) for diagnosing abnormality of the rolling bearing,
The processor is
A first calculation unit (120) for calculating an effective value of the vibration waveform measured using the vibration sensor;
An envelope processing unit (140, 140A) for generating an envelope waveform of the vibration waveform by performing an envelope process on the vibration waveform measured using the vibration sensor;
A second calculation unit (160) for calculating an effective value of an alternating current component of the envelope waveform generated by the envelope processing unit;
A diagnosis unit that diagnoses an abnormality of the rolling bearing based on the effective value of the vibration waveform calculated by the first calculation unit and the effective value of the AC component of the envelope waveform calculated by the second calculation unit ( 190, 190A), and a rolling bearing abnormality diagnosis device. - 前記転がり軸受によって支持される軸または前記転がり軸受の回転速度を検出するための回転センサ(210)をさらに備え、
前記処理部は、
前記第1の演算部によって算出された前記振動波形の実効値を前記回転速度で正規化した修正振動度を算出する修正振動度算出部(130)と、
前記第2の演算部によって算出された前記エンベロープ波形の交流成分の実効値を前記回転速度で正規化した修正変調度を算出する修正変調度算出部(170)とをさらに含み、
前記診断部は、前記修正振動度および前記修正変調度に基づいて前記転がり軸受の異常を診断する、請求項1に記載の転がり軸受の異常診断装置。 A rotation sensor (210) for detecting a rotation speed of the shaft supported by the rolling bearing or the rolling bearing;
The processor is
A modified vibration level calculation unit (130) that calculates a corrected vibration level obtained by normalizing the effective value of the vibration waveform calculated by the first calculation unit with the rotation speed;
A modified modulation degree calculation unit (170) for calculating a modified modulation degree obtained by normalizing the effective value of the alternating current component of the envelope waveform calculated by the second calculation unit with the rotation speed;
The abnormality diagnosis device for a rolling bearing according to claim 1, wherein the diagnosis unit diagnoses an abnormality of the rolling bearing based on the corrected vibration degree and the corrected modulation degree. - 前記診断部は、前記修正振動度および前記修正変調度の時間的変化の推移に基づいて前記転がり軸受の異常を診断する、請求項2に記載の転がり軸受の異常診断装置。 3. The abnormality diagnosis device for a rolling bearing according to claim 2, wherein the diagnosis unit diagnoses an abnormality of the rolling bearing based on a temporal change of the corrected vibration degree and the corrected modulation degree.
- 前記処理部は、前記振動波形および前記エンベロープ波形の少なくとも一方を周波数分析する周波数分析部(220,230)をさらに含み、
前記診断部は、前記周波数分析部の分析結果に基づいて前記転がり軸受の異常部位をさらに推定する、請求項1に記載の転がり軸受の異常診断装置。 The processing unit further includes a frequency analysis unit (220, 230) for performing frequency analysis on at least one of the vibration waveform and the envelope waveform,
The abnormality diagnosis device for a rolling bearing according to claim 1, wherein the diagnosis unit further estimates an abnormal part of the rolling bearing based on an analysis result of the frequency analysis unit. - 前記振動センサは、加速度センサを含む、請求項1に記載の転がり軸受の異常診断装置。 The rolling bearing abnormality diagnosis device according to claim 1, wherein the vibration sensor includes an acceleration sensor.
- 前記転がり軸受の内外輪間の相対変位を検出するための変位センサ(240)をさらに備え、
前記診断部は、前記変位センサの検出値をさらに用いて前記転がり軸受の異常を診断する、請求項1に記載の転がり軸受の異常診断装置。 A displacement sensor (240) for detecting a relative displacement between the inner and outer rings of the rolling bearing;
The abnormality diagnosis device for a rolling bearing according to claim 1, wherein the diagnosis unit further diagnoses an abnormality of the rolling bearing by further using a detection value of the displacement sensor. - 前記転がり軸受の温度を測定するための温度センサ(260)をさらに備え、
前記診断部は、前記温度センサの測定値をさらに用いて前記転がり軸受の異常を診断する、請求項1に記載の転がり軸受の異常診断装置。 A temperature sensor (260) for measuring the temperature of the rolling bearing;
The abnormality diagnosis device for a rolling bearing according to claim 1, wherein the diagnosis unit further diagnoses an abnormality of the rolling bearing by further using a measured value of the temperature sensor. - 前記転がり軸受の潤滑剤に含まれる不純物の量を測定するためのセンサ(270)をさらに備え、
前記診断部は、前記センサの測定値をさらに用いて前記転がり軸受の異常を診断する、請求項1に記載の転がり軸受の異常診断装置。 A sensor (270) for measuring the amount of impurities contained in the lubricant of the rolling bearing;
The abnormality diagnosis device for a rolling bearing according to claim 1, wherein the diagnosis unit further diagnoses an abnormality of the rolling bearing by further using a measured value of the sensor. - 前記転がり軸受によって支持される軸または前記転がり軸受の回転速度を検出するための回転センサ(210)をさらに備え、
前記エンベロープ処理部(140A)は、
前記振動波形の絶対値を出力する絶対値検波部(410)と、
前記絶対値検波部の出力信号に所定の時定数の減衰処理を施すことによって前記エンベロープ波形を生成する包絡線検波部(420)とを含み、
前記時定数は、前記回転速度に基づいて設定される、請求項1に記載の転がり軸受の異常診断装置。 A rotation sensor (210) for detecting a rotation speed of the shaft supported by the rolling bearing or the rolling bearing;
The envelope processing unit (140A)
An absolute value detector (410) for outputting an absolute value of the vibration waveform;
An envelope detector (420) that generates the envelope waveform by applying attenuation processing of a predetermined time constant to the output signal of the absolute value detector,
The rolling bearing abnormality diagnosis device according to claim 1, wherein the time constant is set based on the rotation speed. - 前記時定数は、前記転がり軸受における転動体の自転の半周期以下に設定される、請求項9に記載の転がり軸受の異常診断装置。 The rolling bearing abnormality diagnosis device according to claim 9, wherein the time constant is set to be equal to or less than a half cycle of rotation of a rolling element in the rolling bearing.
- 前記時定数は、前記半周期の0.5倍以上に設定される、請求項10に記載の転がり軸受の異常診断装置。 The rolling bearing abnormality diagnosis device according to claim 10, wherein the time constant is set to 0.5 times or more of the half cycle.
- 前記時定数は、前記転がり軸受の静止輪に対する転動体の通過周期以下に設定される、請求項9に記載の転がり軸受の異常診断装置。 The rolling bearing abnormality diagnosis device according to claim 9, wherein the time constant is set to be equal to or less than a passing cycle of a rolling element with respect to a stationary ring of the rolling bearing.
- 前記時定数は、前記通過周期の0.5倍以上に設定される、請求項12に記載の転がり軸受の異常診断装置。 The rolling bearing abnormality diagnosis device according to claim 12, wherein the time constant is set to 0.5 times or more of the passage period.
- 風力を受けるブレード(30)と、
前記ブレードに接続される主軸(20)と、
前記主軸または前記主軸の回転を増速するための増速機に接続される発電機(50)と、
前記主軸、前記増速機および前記発電機に設けられる複数の転がり軸受(60)と、
前記複数の転がり軸受の少なくとも一つの異常を診断する異常診断装置とを備え、
前記異常診断装置は、
診断対象の転がり軸受の振動波形を測定するための振動センサ(70)と、
前記診断対象の転がり軸受の異常を診断するための処理部(80,80A~80C)とを含み、
前記処理部は、
前記振動センサを用いて測定された前記振動波形の実効値を算出する第1の演算部(120)と、
前記振動センサを用いて測定された前記振動波形にエンベロープ処理を行なうことによって前記振動波形のエンベロープ波形を生成するエンベロープ処理部(140,140A)と、
前記エンベロープ処理部によって生成された前記エンベロープ波形の交流成分の実効値を算出する第2の演算部(160)と、
前記第1の演算部によって算出された前記振動波形の実効値および前記第2の演算部によって算出された前記エンベロープ波形の交流成分の実効値に基づいて前記転がり軸受の異常を診断する診断部(190)とを含む、風力発電装置。 A blade (30) that receives wind power;
A main shaft (20) connected to the blade;
A generator (50) connected to the main shaft or to a gearbox for speeding up rotation of the main shaft;
A plurality of rolling bearings (60) provided on the main shaft, the speed increaser and the generator;
An abnormality diagnosing device for diagnosing at least one abnormality of the plurality of rolling bearings,
The abnormality diagnosis device includes:
A vibration sensor (70) for measuring a vibration waveform of a rolling bearing to be diagnosed;
A processing unit (80, 80A to 80C) for diagnosing abnormality of the rolling bearing to be diagnosed,
The processor is
A first calculation unit (120) for calculating an effective value of the vibration waveform measured using the vibration sensor;
An envelope processing unit (140, 140A) for generating an envelope waveform of the vibration waveform by performing an envelope process on the vibration waveform measured using the vibration sensor;
A second calculation unit (160) for calculating an effective value of an alternating current component of the envelope waveform generated by the envelope processing unit;
A diagnosis unit that diagnoses an abnormality of the rolling bearing based on the effective value of the vibration waveform calculated by the first calculation unit and the effective value of the AC component of the envelope waveform calculated by the second calculation unit ( 190). - 風力発電装置(10)と、
前記風力発電装置とは異なる位置に配設される異常診断装置(330)と、
前記風力発電装置と前記異常診断装置との間で通信を行なうための通信装置(310)とを備え、
前記風力発電装置は、
風力を受けるブレード(30)と、
前記ブレードに接続される主軸(20)と、
前記主軸または前記主軸の回転を増速するための増速機に接続される発電機(50)と、
前記主軸、前記増速機および前記発電機に設けられる複数の転がり軸受(60)と、
前記複数の転がり軸受の少なくとも一つの振動波形を測定するための振動センサ(70)と、
前記振動センサを用いて測定された振動波形に対して一次処理を行なうデータ処理部(80D)とを含み、
前記データ処理部は、
前記振動センサを用いて測定された前記振動波形の実効値を算出する第1の演算部(120)と、
前記振動センサを用いて測定された前記振動波形にエンベロープ処理を行なうことによって前記振動波形のエンベロープ波形を生成するエンベロープ処理部(140,140A)と、
前記エンベロープ処理部によって生成された前記エンベロープ波形の交流成分の実効値を算出する第2の演算部(160)とを含み、
前記異常診断装置は、前記通信装置によって前記風力発電装置の前記データ処理部から受ける前記振動波形の実効値および前記エンベロープ波形の交流成分の実効値に基づいて、診断対象の転がり軸受の異常を診断する、異常診断システム。 A wind power generator (10);
An abnormality diagnosis device (330) disposed at a position different from the wind power generation device;
A communication device (310) for performing communication between the wind power generator and the abnormality diagnosis device;
The wind power generator is
A blade (30) that receives wind power;
A main shaft (20) connected to the blade;
A generator (50) connected to the main shaft or to a gearbox for speeding up rotation of the main shaft;
A plurality of rolling bearings (60) provided on the main shaft, the speed increaser and the generator;
A vibration sensor (70) for measuring at least one vibration waveform of the plurality of rolling bearings;
A data processing unit (80D) that performs primary processing on the vibration waveform measured using the vibration sensor,
The data processing unit
A first calculation unit (120) for calculating an effective value of the vibration waveform measured using the vibration sensor;
An envelope processing unit (140, 140A) for generating an envelope waveform of the vibration waveform by performing an envelope process on the vibration waveform measured using the vibration sensor;
A second calculation unit (160) that calculates an effective value of an alternating current component of the envelope waveform generated by the envelope processing unit,
The abnormality diagnosis device diagnoses an abnormality of a rolling bearing to be diagnosed based on an effective value of the vibration waveform and an effective value of an alternating current component of the envelope waveform received from the data processing unit of the wind turbine generator by the communication device. An abnormality diagnosis system.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10840941.8A EP2522977B1 (en) | 2010-01-04 | 2010-12-24 | Abnormality diagnosis device for rolling bearing, wind power generator, and abnormality diagnosis system |
| US13/520,418 US9423290B2 (en) | 2010-01-04 | 2010-12-24 | Abnormality diagnostic device for rolling bearing, wind turbine generation apparatus and abnormality diagnostic system |
| CN201080060597.9A CN102713554B (en) | 2010-01-04 | 2010-12-24 | The apparatus for diagnosis of abnormality of rolling bearing, wind power generation plant and abnormity diagnostic system |
| DK10840941.8T DK2522977T3 (en) | 2010-01-04 | 2010-12-24 | Abnormality diagnostic apparatus for a roller bearing, wind power generator and system for diagnosing anomalies |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-000070 | 2010-01-04 | ||
| JP2010000070 | 2010-01-04 | ||
| JP2010-281373 | 2010-12-17 | ||
| JP2010281373A JP5725833B2 (en) | 2010-01-04 | 2010-12-17 | Rolling bearing abnormality diagnosis device, wind power generation device and abnormality diagnosis system |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011081085A1 true WO2011081085A1 (en) | 2011-07-07 |
Family
ID=44226491
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/073300 WO2011081085A1 (en) | 2010-01-04 | 2010-12-24 | Abnormality diagnosis device for rolling bearing, wind power generator, and abnormality diagnosis system |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9423290B2 (en) |
| EP (1) | EP2522977B1 (en) |
| JP (1) | JP5725833B2 (en) |
| CN (1) | CN102713554B (en) |
| DK (1) | DK2522977T3 (en) |
| WO (1) | WO2011081085A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2626683A1 (en) * | 2012-02-07 | 2013-08-14 | Siemens Aktiengesellschaft | Wind turbine, comprising a number of bearings |
| WO2014024979A1 (en) * | 2012-08-08 | 2014-02-13 | 東海旅客鉄道株式会社 | Device for detecting damage to support structure for armature shaft |
| WO2017150049A1 (en) * | 2016-02-29 | 2017-09-08 | 三菱重工業株式会社 | Method for diagnosing performance degradation of machine element, and system for same |
| EP2562412A3 (en) * | 2011-08-25 | 2018-01-03 | General Electric Company | System and method for adjusting a bending moment of a shaft in a wind turbine |
| JP2019177995A (en) * | 2018-03-30 | 2019-10-17 | 三菱電機ビルテクノサービス株式会社 | Abrasion powder detection device of hoisting machine for elevator |
| US11539317B2 (en) | 2021-04-05 | 2022-12-27 | General Electric Renovables Espana, S.L. | System and method for detecting degradation in wind turbine generator bearings |
Families Citing this family (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5562274B2 (en) * | 2010-03-12 | 2014-07-30 | Ntn株式会社 | Wear detection device, wind power generation apparatus including the same, and wear detection method |
| CN102900600B (en) * | 2011-07-29 | 2015-09-09 | 西门子公司 | wind-driven generator state monitoring method |
| US10677685B2 (en) | 2013-04-05 | 2020-06-09 | Aktiebolaget Skf | Method, computer program product and system |
| US20160047716A1 (en) * | 2013-04-05 | 2016-02-18 | Aktiebolaget Skf | Method, computer program product & system |
| JP6133112B2 (en) * | 2013-04-11 | 2017-05-24 | Ntn株式会社 | Rolling bearing diagnostic device and rolling bearing diagnostic method |
| JP6407592B2 (en) * | 2013-07-22 | 2018-10-17 | Ntn株式会社 | Wind turbine generator abnormality diagnosis device and abnormality diagnosis method |
| WO2015032410A1 (en) * | 2013-09-05 | 2015-03-12 | Vestas Wind Systems A/S | Safety system for a wind turbine |
| JP6413642B2 (en) * | 2013-11-05 | 2018-10-31 | 日本精工株式会社 | Bearing state detection device and bearing state detection method |
| JP2015151889A (en) * | 2014-02-12 | 2015-08-24 | Ntn株式会社 | State detection device for wind power generator device |
| CN106471247B (en) * | 2014-06-24 | 2019-06-28 | Ntn株式会社 | Condition monitoring system and the wind generator system for using the system |
| JP6374234B2 (en) * | 2014-06-24 | 2018-08-15 | Ntn株式会社 | Condition monitoring system and wind power generation system including the same |
| JP2016024007A (en) * | 2014-07-18 | 2016-02-08 | Ntn株式会社 | Machine component diagnosis system and server of the same |
| JP2016024008A (en) * | 2014-07-18 | 2016-02-08 | Ntn株式会社 | Machine component diagnosis system and sever of the same |
| CN106574606A (en) * | 2014-07-29 | 2017-04-19 | Ntn株式会社 | State monitoring system and wind power generation system provided with same |
| JP6190343B2 (en) * | 2014-09-12 | 2017-08-30 | 株式会社神戸製鋼所 | Rotating machine abnormality diagnosis device, rotating machine abnormality diagnosis method, and rotating machine |
| CN105502115A (en) * | 2014-09-26 | 2016-04-20 | 刘一 | Maintenance quality online assessment method, device and system based on elevator |
| JP6183346B2 (en) * | 2014-12-10 | 2017-08-23 | 日本精工株式会社 | Abnormality diagnosis device, bearing, rotating device, industrial machine and vehicle |
| WO2016133100A1 (en) | 2015-02-19 | 2016-08-25 | 日本精工株式会社 | Abnormality diagnosis system |
| JP6294262B2 (en) * | 2015-05-19 | 2018-03-14 | ファナック株式会社 | Abnormality detection device having abnormality detection function of machine tool and abnormality detection method |
| EP3320319A1 (en) * | 2015-07-07 | 2018-05-16 | Brit Hacke | Device for condition monitoring |
| DE102015010491A1 (en) * | 2015-08-17 | 2017-02-23 | Senvion Gmbh | Method for operating a wind turbine, wind turbine and computer program product |
| CN105337259B (en) * | 2015-11-24 | 2018-09-07 | 珠海格力电器股份有限公司 | Motor locked-rotor protection method and device |
| JP5954604B1 (en) * | 2015-12-14 | 2016-07-20 | 富士ゼロックス株式会社 | Diagnostic device, diagnostic system and program |
| JP6588814B2 (en) * | 2015-12-17 | 2019-10-09 | 株式会社東芝 | Abnormality diagnosis apparatus and method |
| JP6573838B2 (en) * | 2016-02-10 | 2019-09-11 | 株式会社神戸製鋼所 | Anomaly detection system for rotating machines |
| CN108700492B (en) * | 2016-02-23 | 2020-08-11 | Ntn株式会社 | Abnormality diagnosis device and abnormality diagnosis method |
| JP6639266B2 (en) * | 2016-02-23 | 2020-02-05 | Ntn株式会社 | Abnormality diagnosis device and abnormality diagnosis method |
| JP6639265B2 (en) * | 2016-02-23 | 2020-02-05 | Ntn株式会社 | Abnormality diagnosis device and abnormality diagnosis method |
| JP6639288B2 (en) * | 2016-03-17 | 2020-02-05 | Ntn株式会社 | Condition monitoring system and wind power generator |
| JP6824076B2 (en) * | 2016-03-23 | 2021-02-03 | Ntn株式会社 | Condition monitoring system and wind power generator |
| WO2017159784A1 (en) * | 2016-03-17 | 2017-09-21 | Ntn株式会社 | Condition monitoring system and wind power generation device |
| US11460005B2 (en) | 2016-03-17 | 2022-10-04 | Ntn Corporation | Condition monitoring system and wind turbine generation apparatus |
| JP6820771B2 (en) * | 2016-03-17 | 2021-01-27 | Ntn株式会社 | Condition monitoring system and wind power generator |
| JP2017173082A (en) * | 2016-03-23 | 2017-09-28 | Ntn株式会社 | Railway abnormality diagnosis system and data collector |
| JP2017173076A (en) | 2016-03-23 | 2017-09-28 | Ntn株式会社 | State monitoring system and wind generator system with the same |
| WO2017170270A1 (en) * | 2016-03-30 | 2017-10-05 | Ntn株式会社 | State monitoring system of gear device and state monitoring method |
| CN107448362B (en) * | 2016-05-31 | 2018-11-20 | 北京金风科创风电设备有限公司 | State monitoring method and device for slewing bearing and wind generating set |
| EP3478960B1 (en) | 2016-06-30 | 2022-08-03 | Vestas Wind Systems A/S | Diagnostic system, wind turbine system, method for use in a wind turbine and computer program product |
| JP2018124117A (en) * | 2017-01-31 | 2018-08-09 | Ntn株式会社 | State monitoring system and wind force power generator |
| CN106872168A (en) * | 2017-03-09 | 2017-06-20 | 武汉科技大学 | A kind of method for diagnosing faults for rolling bearing |
| US10816437B2 (en) * | 2017-03-22 | 2020-10-27 | General Electric Company | Contactless rotor state/speed measurement of x-ray tube |
| CN110462352A (en) * | 2017-03-24 | 2019-11-15 | 日本精工株式会社 | Vibration analyzer and mechanical part diagnostic system |
| US10655607B2 (en) * | 2017-06-02 | 2020-05-19 | General Electric Company | Systems and methods for detecting damage in wind turbine bearings |
| JP6944285B2 (en) * | 2017-06-29 | 2021-10-06 | 川崎重工業株式会社 | Abnormal cause identification system for devices with rotating members |
| CN107807174B (en) * | 2017-08-29 | 2020-06-02 | 浙江理工大学 | Rotating spindle crack detection device based on elastic wave detection |
| WO2019044955A1 (en) * | 2017-08-31 | 2019-03-07 | Ntn株式会社 | Noise removal method of state monitoring device, and state monitoring device |
| CN107884712B (en) * | 2017-10-26 | 2021-05-18 | 北京新能源汽车股份有限公司 | Method and device for determining fluctuation curve of motor input current |
| EP3511562B1 (en) * | 2018-01-11 | 2022-09-28 | Siemens Gamesa Renewable Energy A/S | Monitoring a blade bearing |
| CN108507788A (en) * | 2018-01-22 | 2018-09-07 | 内蒙古久和能源装备有限公司 | A kind of rolling bearing fault degree judgment method |
| JP6947656B2 (en) * | 2018-01-25 | 2021-10-13 | トヨタ自動車株式会社 | Internal combustion engine control device |
| JP7060078B2 (en) * | 2018-02-28 | 2022-04-26 | 日産自動車株式会社 | Abnormal type judgment device and abnormality type judgment method |
| JP6496061B1 (en) * | 2018-03-30 | 2019-04-03 | オークマ株式会社 | Method and apparatus for diagnosing abnormality of rolling bearing |
| DE102018206435A1 (en) * | 2018-04-25 | 2019-10-31 | Aktiebolaget Skf | Device for determining a rotational speed and a vibration of a wheel head of a vehicle |
| CN108894932B (en) * | 2018-05-28 | 2020-07-10 | 国电联合动力技术有限公司 | Intelligent diagnosis system and method for bearing fault of generator of wind turbine generator |
| JP7357294B2 (en) * | 2018-06-19 | 2023-10-06 | パナソニックIpマネジメント株式会社 | Diagnostic system, diagnostic method, program |
| CN109752185B (en) * | 2019-01-24 | 2020-11-06 | 长安大学 | Method for measuring left-right skew swinging state of rolling bearing roller |
| US11313740B2 (en) | 2019-02-08 | 2022-04-26 | Fairfield Manufacturing Company, Inc. | Gearbox temperature measurement device |
| WO2020195691A1 (en) * | 2019-03-28 | 2020-10-01 | Ntn株式会社 | State monitoring system |
| US20210033450A1 (en) * | 2019-07-29 | 2021-02-04 | Computational Systems, Inc. | Vibration Waveform DC Disturbance Removal |
| US11460006B2 (en) | 2019-07-31 | 2022-10-04 | General Electric Company | Systems and methods for detecting damage in rotary machines |
| WO2021049008A1 (en) * | 2019-09-13 | 2021-03-18 | 三菱電機エンジニアリング株式会社 | Vibration detection device, vibration detection method, and abnormality determination system |
| US11708815B2 (en) | 2021-02-08 | 2023-07-25 | General Electronic Company | System and method for controlling a wind turbine |
| US11774324B2 (en) | 2021-03-12 | 2023-10-03 | General Electric Renovables Espana, S.L. | System and method for detecting actual slip in a coupling of a rotary shaft |
| US11913429B2 (en) | 2021-04-29 | 2024-02-27 | General Electric Renovables Espana, S.L. | System and method for slip detection and surface health monitoring in a slip coupling of a rotary shaft |
| CN117470968A (en) * | 2023-11-10 | 2024-01-30 | 武汉路通市政工程质量检测中心有限公司 | Method and system for monitoring fracture of prestressed reinforcement in prestressed concrete structure |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58127142A (en) * | 1982-01-26 | 1983-07-28 | Nippon Seiko Kk | Detector for bearing defect |
| JPS59212512A (en) * | 1983-05-17 | 1984-12-01 | Sumitomo Metal Ind Ltd | Watching for plain bearing |
| JPH0489534A (en) * | 1990-07-31 | 1992-03-23 | Nkk Corp | Diagnosing method of variable-speed rotary machine |
| JP2004044635A (en) * | 2002-07-09 | 2004-02-12 | Nsk Ltd | Bearing apparatus with sensor and its manufacturing method |
| JP2005147848A (en) * | 2003-11-14 | 2005-06-09 | Mitsubishi Heavy Ind Ltd | Abnormality portent method and abnormality portent system |
| JP2006105956A (en) | 2004-09-13 | 2006-04-20 | Nsk Ltd | Abnormality diagnostic apparatus |
| JP2006234785A (en) * | 2005-01-26 | 2006-09-07 | Nsk Ltd | Abnormality diagnosis device and abnormality diagnosis method for mechanical equipment |
| JP2007101244A (en) * | 2005-09-30 | 2007-04-19 | Omron Corp | Inspection device |
| JP2009243428A (en) * | 2008-03-31 | 2009-10-22 | Mitsubishi Heavy Ind Ltd | Monitoring device, method and program of wind mill |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS599842B2 (en) * | 1974-07-12 | 1984-03-05 | 日本精工株式会社 | Damage detection device for rotating bodies |
| JPH01152335A (en) * | 1987-12-09 | 1989-06-14 | Fuji Electric Co Ltd | Abnormality diagnostic apparatus for roller bearing |
| JPH02205727A (en) * | 1989-02-03 | 1990-08-15 | Nippon Seiko Kk | Apparatus for detecting abnormality of bearing |
| JP3002093B2 (en) | 1994-06-22 | 2000-01-24 | 矢崎総業株式会社 | Electric junction box and manufacturing method |
| US6983207B2 (en) * | 2000-06-16 | 2006-01-03 | Ntn Corporation | Machine component monitoring, diagnosing and selling system |
| JP3944744B2 (en) * | 2003-07-29 | 2007-07-18 | 日本精工株式会社 | Abnormality diagnosis device and rolling bearing device having the same |
| JP4117500B2 (en) * | 2003-07-29 | 2008-07-16 | 日本精工株式会社 | Abnormality diagnosis device, rolling bearing device having the same, and abnormality diagnosis method |
| US7860663B2 (en) * | 2004-09-13 | 2010-12-28 | Nsk Ltd. | Abnormality diagnosing apparatus and abnormality diagnosing method |
| JP2006077938A (en) | 2004-09-13 | 2006-03-23 | Nsk Ltd | Abnormality diagnosing device |
| JP4808148B2 (en) * | 2006-12-15 | 2011-11-02 | 東光電気株式会社 | Blade lightning strike monitoring device and lightning strike monitoring system |
| WO2011060424A1 (en) * | 2009-11-16 | 2011-05-19 | Nrg Systems, Inc. | Data acquisition system for condition-based maintenance |
-
2010
- 2010-12-17 JP JP2010281373A patent/JP5725833B2/en active Active
- 2010-12-24 EP EP10840941.8A patent/EP2522977B1/en active Active
- 2010-12-24 US US13/520,418 patent/US9423290B2/en active Active
- 2010-12-24 CN CN201080060597.9A patent/CN102713554B/en active Active
- 2010-12-24 WO PCT/JP2010/073300 patent/WO2011081085A1/en active Application Filing
- 2010-12-24 DK DK10840941.8T patent/DK2522977T3/en active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58127142A (en) * | 1982-01-26 | 1983-07-28 | Nippon Seiko Kk | Detector for bearing defect |
| JPS59212512A (en) * | 1983-05-17 | 1984-12-01 | Sumitomo Metal Ind Ltd | Watching for plain bearing |
| JPH0489534A (en) * | 1990-07-31 | 1992-03-23 | Nkk Corp | Diagnosing method of variable-speed rotary machine |
| JP2004044635A (en) * | 2002-07-09 | 2004-02-12 | Nsk Ltd | Bearing apparatus with sensor and its manufacturing method |
| JP2005147848A (en) * | 2003-11-14 | 2005-06-09 | Mitsubishi Heavy Ind Ltd | Abnormality portent method and abnormality portent system |
| JP2006105956A (en) | 2004-09-13 | 2006-04-20 | Nsk Ltd | Abnormality diagnostic apparatus |
| JP2006234785A (en) * | 2005-01-26 | 2006-09-07 | Nsk Ltd | Abnormality diagnosis device and abnormality diagnosis method for mechanical equipment |
| JP2007101244A (en) * | 2005-09-30 | 2007-04-19 | Omron Corp | Inspection device |
| JP2009243428A (en) * | 2008-03-31 | 2009-10-22 | Mitsubishi Heavy Ind Ltd | Monitoring device, method and program of wind mill |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2562412A3 (en) * | 2011-08-25 | 2018-01-03 | General Electric Company | System and method for adjusting a bending moment of a shaft in a wind turbine |
| EP2626683A1 (en) * | 2012-02-07 | 2013-08-14 | Siemens Aktiengesellschaft | Wind turbine, comprising a number of bearings |
| WO2014024979A1 (en) * | 2012-08-08 | 2014-02-13 | 東海旅客鉄道株式会社 | Device for detecting damage to support structure for armature shaft |
| JP2014036498A (en) * | 2012-08-08 | 2014-02-24 | Central Japan Railway Co | Breakage detection device for armature shaft support structure |
| US9389202B2 (en) | 2012-08-08 | 2016-07-12 | Central Japan Railway Company | Damage detecting device for supporting structure for armature shaft |
| WO2017150049A1 (en) * | 2016-02-29 | 2017-09-08 | 三菱重工業株式会社 | Method for diagnosing performance degradation of machine element, and system for same |
| JPWO2017150049A1 (en) * | 2016-02-29 | 2018-12-20 | 三菱重工業株式会社 | Performance degradation / diagnosis method and system for machine elements |
| JP2019177995A (en) * | 2018-03-30 | 2019-10-17 | 三菱電機ビルテクノサービス株式会社 | Abrasion powder detection device of hoisting machine for elevator |
| JP7006457B2 (en) | 2018-03-30 | 2022-01-24 | 三菱電機ビルテクノサービス株式会社 | Elevator hoisting machine wear debris detector |
| US11539317B2 (en) | 2021-04-05 | 2022-12-27 | General Electric Renovables Espana, S.L. | System and method for detecting degradation in wind turbine generator bearings |
Also Published As
| Publication number | Publication date |
|---|---|
| US20130006540A1 (en) | 2013-01-03 |
| US9423290B2 (en) | 2016-08-23 |
| JP5725833B2 (en) | 2015-05-27 |
| EP2522977B1 (en) | 2020-06-17 |
| CN102713554B (en) | 2015-11-25 |
| CN102713554A (en) | 2012-10-03 |
| DK2522977T3 (en) | 2020-09-14 |
| JP2011154020A (en) | 2011-08-11 |
| EP2522977A1 (en) | 2012-11-14 |
| EP2522977A4 (en) | 2015-04-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5725833B2 (en) | Rolling bearing abnormality diagnosis device, wind power generation device and abnormality diagnosis system | |
| JP6196093B2 (en) | Vibration analysis method for bearing device, vibration analysis device for bearing device, and state monitoring device for rolling bearing | |
| JP4581693B2 (en) | Abnormality diagnosis device | |
| WO2015015987A1 (en) | Bearing-device vibration analysis method, bearing-device vibration analysis device, and rolling-bearing status-monitoring device | |
| Siegel et al. | A comparative study on vibration‐based condition monitoring algorithms for wind turbine drive trains | |
| WO2006030786A1 (en) | Abnormality diagnosis device and abnormality diagnosis method | |
| JP7027782B2 (en) | Rolling bearing abnormality diagnostic device | |
| WO2016042983A1 (en) | Rolling bearing abnormality diagnosis device, wind power generator, and rolling bearing abnormality diagnosis method | |
| EP2730898B1 (en) | Bearing, housing including a set of bearings, associated method and computer program | |
| WO2017018112A1 (en) | Abnormality diagnosing device and sensor detachment detecting method | |
| JP3997528B2 (en) | Rolling bearing diagnostic method and diagnostic device | |
| JP4373350B2 (en) | Shaft vibration monitoring system | |
| JP2006077938A (en) | Abnormality diagnosing device | |
| JP2007108189A (en) | Method and device for diagnosing abnormality in rotor | |
| WO2017145687A1 (en) | Abnormality diagnosing device and abnormality diagnosing method | |
| JP2005233789A (en) | Abnormality diagnosis method of rotary machine, abnormality diagnosis apparatus, and abnormality diagnosis system | |
| JP2017032520A (en) | State monitoring device and state monitoring method | |
| JP6192413B2 (en) | Vibration analysis method for bearing device, vibration analysis device for bearing device, and state monitoring device for rolling bearing | |
| JP6192414B2 (en) | Rolling bearing condition monitoring device | |
| JP2017181267A (en) | Ball bearing diagnostic device | |
| JP6639266B2 (en) | Abnormality diagnosis device and abnormality diagnosis method | |
| JP2017181500A (en) | State monitoring system and wind power generator | |
| JP7169084B2 (en) | Condition monitoring device and condition monitoring system | |
| JP2015175828A (en) | State monitoring device for rolling device and wind power generation facility including the same | |
| JP6639265B2 (en) | Abnormality diagnosis device and abnormality diagnosis method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080060597.9 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10840941 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13520418 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010840941 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 6271/CHENP/2012 Country of ref document: IN |