WO1999003675A1 - Method for bonding a polymeric material to a metallic substrate - Google Patents
Method for bonding a polymeric material to a metallic substrate Download PDFInfo
- Publication number
- WO1999003675A1 WO1999003675A1 PCT/US1998/014508 US9814508W WO9903675A1 WO 1999003675 A1 WO1999003675 A1 WO 1999003675A1 US 9814508 W US9814508 W US 9814508W WO 9903675 A1 WO9903675 A1 WO 9903675A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- composite
- bonding
- metallic
- epoxy
- metallic substrate
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/16—Drying; Softening; Cleaning
- B32B38/162—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/16—Drying; Softening; Cleaning
- B32B38/164—Drying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/20—Sliding surface consisting mainly of plastics
- F16C33/201—Composition of the plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B2038/0052—Other operations not otherwise provided for
- B32B2038/0076—Curing, vulcanising, cross-linking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/746—Slipping, anti-blocking, low friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/02—Temperature
- B32B2309/025—Temperature vs time profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/08—Dimensions, e.g. volume
- B32B2309/10—Dimensions, e.g. volume linear, e.g. length, distance, width
- B32B2309/105—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
Definitions
- the present invention relates generally to a process for bonding a polymer composite to a metallic substrate and, more particularly, to the bonding of a high temperature polymer composite material to a metallic substrate with the polymer composite performing as a wear surface and the metallic substrate providing for support and mechanical mounting.
- the present invention is directed generally to a method for bonding together opposing surfaces of a molded composite self-lubricating material comprising of a polymer thermoplastic or thermoset resin and a metallic substrate with a high temperature epoxy paste adhesive, which comprises: (a) preparing the surfaces to be bonded; (b) mixing the epoxy adhesive and applying it uniformly to both of said surfaces a thickness in the range of from 0.25 mm to 0.50 mm (0.01" to 0.02"); (c) placing a woven fabric such as glass, carbon or Nomex® brand aramid fibrids over the metallic surface to be bonded whereby the fabric forms a wrinkle-free smooth, flat layer thereover; (d) pressing the composite surface and the metallic surface together with the fabric therebetween and applying pressure evenly to thereby form a uniform bond seam at the interface of the two surfaces without disturbing the fabric; and (e) curing the composite-metallic bond interface at a temperature of about 150°C (302°F) for at least about 1 hour.
- Fig. 3 is a flowchart depicting the bonding process of a preferred embodiment of the present invention.
- Fig. 4a is a perspective view of a thrust bearing wear pad formed from the method of bonding a composite friction material to a metallic substrate in accordance with the present invention.
- Fig. 4b is a cross-sectional view along lines 5b-5b of Fig. 5a.
- Fig. 4c is a perspective view of a seal ring formed in accordance with the present invention.
- Fig. 4d is a perspective view of a slider pad formed in accordance with the present invention.
- the present invention is directed to a process for producing a high temperature polymer composite used as a wearing surface when bonded to a metallic substrate.
- the product may include a filled or an unfilled polymer.
- fillers which may be used include powders which are made of carbon, glass, Nomex® brand aramid fibrids or a combination thereof and fibers which are cut, chopped and/or continuous.
- Polymer resin systems which may be used include polyimides, epoxies and/or materials such as Peek and Vespel® brand polyimide thermoset resins.
- a polymer composite as such is bonded to a metallic substrate which is used for support and/or mounting purposes.
- the bond is of sufficient strength to eliminate the need for mechanical anchoring of the composite.
- the bond will permit high temperature operation even with the polymer composite having a coefficient of thermal expansion that is up to 4 times greater than the metallic substrate in the plane of the bonded surface.
- the use of this adhesive bond provides a one piece integral assembly having (1) a high temperature polymer composite as a wear or bearing surface and (2) a metallic substrate as the supporting or backing material that may be used to mechanically mount the assembly.
- a polymer composite 10 as bonded to a metallic substrate 20 in accordance with the present invention is shown.
- Surface 30 of polymer composite 10 is a self-lubricated wear surface.
- a bond interface 40 is formed between the polymer composite 10 and the metallic substrate 20. Bond interface 40 is formed, as described in greater detail below, through the use of an epoxy adhesive 50 and a scrim 60.
- high temperature polymer powder/fiber filled composites are effective even in environments with high temperatures. These materials also have a coefficient of thermal expansion that can be as high as 4 times that of the metallic substrate that it is being bonded to.
- the final adhesive bond film thickness 40 when controlled to a minimum thickness of 0.25 mm (0.01 inches) acts as a buffer between the two materials. This is needed to insure that the bond is not ruptured from the thermal stresses that are generated from the large difference in the coefficient of thermal expansion between the two materials.
- Adhesive bonding eliminates the need for mechanically fastening the polymer composite to the metallic substrate.
- the bonded interface is a uniform and smooth surface which eliminates large stress concentrations. Loads are evenly distributed over the entire bonded surface area. As compared to a mechanical method of attachment, the bonded interface with its even distribution of loads will result in lower stresses per unit of loading.
- the base polymer used according to one embodiment of the present invention is a polyimide resin which may include either powder filled graphite or fiber filled graphite. Fillers such as carbon, glass and Nomex® brand aramid fibrids may be used. Such fillers and carbon fibers are added to achieve different properties.
- Preferred polymer composites are Vespel® polyimide thermoset resins, and polyimide fiber-reinforced resin composites available under the tradenames PolybonTM L, PolybonTM S and PolybonTM M, from DuPont Tribon Composites, Inc.
- the matrix of Table 1 includes other material combinations that are also useable for applications requiring bonding to metals. Table 1 Polyimide Resin S stems
- Material Grade PolybonTM M T-0454 is Material Grade PolybonTM M T-0454. This material is composed of a polyimide resin (PMR- 15) which is filled with both graphite and carbon fiber.
- the Polybon TM M brand solid polyimide filled resin composite is first compounded into a molding powder through a process that blends and mixes the materials together into the resin solution.
- the compounded mixture is b-staged which is a process of drying the material in which a solvent solution suspends the solid resin for handling and processing.
- the dry b-staged material is then mixed and blended into a dry molding powder for further processing.
- a solid polymer composite part is produced using a polymer resin which may be a polyimide and/or epoxy and filled or combined with either or both a powder or fiber.
- the fillers used in combination with the polymer resin may be of powdered graphite, powdered PTFE, and/or fiber which is either chopped or woven and is made from materials such as carbon, glass, or Nomex® brand aramid fibrids.
- the adhesive is a two part epoxy paste as specified in Pratt & Whitney specification PWA - 457.
- the type of epoxy depends on application requirements such as strength, loading and temperature considerations.
- the adhesive should demonstrate high temperature capabilities so as to maintain the strength required while at the elevated temperature for a particular application.
- the adhesive epoxy paste must also exhibit a gel time or pot life that is sufficient to assemble a part. An extended pot life also permits multiple part assemblies per epoxy batch mix.
- the bond between the polymer composite and the metallic substrate is achieved using an aluminum filled two-part epoxy paste.
- the epoxy paste when cured must produce a minimum shear strength of 140 kg/cm 2 (2000 psi) at temperatures of -60°C (-76°F) to 120°C (248°F).
- the adhesive At temperatures from 120°C to 175°C (248°F to 347°F) the adhesive will maintain a bond with a minimum shear strength of 115 kg/cm 2 (1636 psi). At temperatures from 175°C to 230°C (347°F to 446°F), the shear strength will maintain a minimum value of 40 kg/cm 2 (569 psi).
- the fabric scrim consists of fibers such as glass, carbon, Nomex® brand aramid fibrids, or a combination thereof.
- the preferred scrim cloth has a thickness of 0.0089 to 0.041 cm (0.0035 to 0.016 inches). The thickness needed is determined by the final operating temperature of the application and the epoxy used.
- a scrim can be constructed in various styles of weave such as plain, satin or a twill.
- a preferred scrim has the following characteristics:
- Warp (yarns/in) 59 minimum
- a scrim is used for several reasons. First, the use of a scrim controls the adhesive film thickness so there is a consistent repeatable high strength bond. The scrim is also useful to the performance of this bond for applications having elevated temperatures. Polymers have a thermal expansion that is much higher than a metallic material and the scrim acts as a buffer to relieve the thermal stresses produced when the assembly passes through large swings in temperature. The final film thickness is important to permit the bonded liner and metal to expand at different rates without rupturing the bond.
- carbon steels such as SAE 1020 HR steel are used in the present invention, although other metals such as stainless steels, inconel, aluminum, bronze or titanium alloys may also be utilized.
- the manufacturing process is a three-step process of molding, bonding and machining, each of which will now be described in greater detail below.
- the first step in the production process is the molding of the polymer composite material.
- Polybon TM M is a high temperature polyimide filled solid which, in its premolded state, is a powder.
- the powder material is processed using a compression molding process wherein the powder is placed into a mold cavity and an upper mold tool is installed into the mold cavity to form a tooling assembly.
- the tooling assembly is placed in a press where pressure and temperature are applied. During this process the powder gels or liquifies and is forced to flow and fill the mold cavity. While under pressure and temperature the polymer solution starts to react and chemically cross link thereby forming the polymer solid.
- FIG. 3 depicts a general flowchart utilizing the aforementioned method of the present invention. The test results shown in Table 2 were achieved with the instant invention, using PolybonTM M polyimide resin bonded with a glass fabric scrim.
- machining is required to remove any excess adhesive and to also fabricate to final size.
- the bond permits the machinist to machine the assembly as if it were a single solid.
- the exposed bonded surfaces can be machined using a variety of cutting tools. The surfaces can be turned, milled or ground. The bond seam will not interfere with the machining process and will not limit the machinist.
- adhesive bonding eliminates the need to form or use a mechanical-type fastening system. This eliminates the stress concentrations associated with the mechanical methods. With mechanical methods, stress risers are generated around any hole, slot or discontinuity in the material.
- Second, bonding to a metal material permits a wider range of mounting or attachment methods available to combine a part to its assembly. Metal is a higher strength material that can be attached using threaded fasteners, keyways or clamps.
- the use of a bonded method of attachment opens the range of thicknesses available for the composite material. This permits the use of a much thinner liner facing.
- the addition of the polymer material supplies an excellent bearing and/or wearing surface preventing metal-to-metal contact under both dry and lubricated running conditions.
- the polymer materials used are self-lubricating, thus eliminating the need for external lubrication.
- the present invention provides a method of adhesively bonding a polymer composite to a metallic substrate which successfully results in a component suitable for use in the application environment.
- the present invention also provides for a bonded interface between a metallic substrate and a polymer composite having a uniform and smooth surface which eliminates areas of large stress concentration, thereby achieving an arrangement in which loads are evenly distributed over the entire bonded surface area. As such, the present invention achieves lower stress per unit of load.
- the bond serves as a source of attachment of a self lubricating bearing wear surface for dry running applications.
- Dust Ring Seals In the rubber industry, there are many types of rubber compounds and blends used in the molding and/or extruding of rubber products. These rubber compounds are blended in mixers known as banburys. These machines come in size ranges from a small lab batch machine producing a 4.5 kg (10 pounds) batch up to industrial units producing in excess of 225 kg (500 pounds) batches.
- a standard mixer has two horizontal rotating blades. These blades rotate in an opposite direction with respect to one another at a synchronized speed producing an action of pulling the material down into the blades (from an end view of the rotor blades, the left rotor turns clockwise, and the right rotor turns counterclockwise).
- the rotors With the rotors being in a confined casing, the rotors or blades bring the rubber compound back up and cycle the material back through the blades.
- the power needed to drive and mix this extremely viscous material requires large diameter rotors capable of transferring the power and handling the high loads.
- the action of working the rubber through the rotors generates temperatures that can exceed 177°C (350°F). This heat is a function of the viscoelastic shearing of the material.
- a seal is required on each end of both rotors for a total of four per unit.
- Current designs use a bronze face seal that is lubricated using a one time through drip oil system. This oil is collected in a drip basin and must be disposed of using proper facilities due to its classification as a hazardous material.
- a liner wear face made of PolybonTM M filled polyimide resin can therefore be used as a direct replacement and improvement for these systems.
- the PolybonTM M brand filled polyimide resin requires no lubrication which completely eliminates the need for oil and thereby avoids issues involved with expensive disposal.
- thrust bearings include an assembly of individual bearing pads aligned in an equally spaced radial pattern.
- the standard liner material is babbit, a very soft metal that requires oil lubrication at all times. This material is also very sensitive to temperatures at or above 175°C (347°F), and will often smear and wipe off requiring repair.
- PolybonTM M brand filled polyimide resin wear pad surface 220 and a composite metallic bond interface 230 are shown.
- the use of a PolybonTM M brand resin liner gives the bearing a much higher temperature capability. Running temperatures can exceed 260°C (500°F) without harm to the bearing material. As such, the use of this material acts as a safeguard in the event of a loss of lubricant to the bearing. While a typical babbit liner would be lost in a matter of minutes, the PolybonTM M brand filled polyimide resin liners, which are designed to run dry, will survive and run for many hours.
- the polyimide powder fiber filled material is the source of lubrication when the material is in contact with and in relative motion with respect to another surface.
- shear forces are generated and transferred into the bonded interface.
- the adhesive bond must provide the integrity to transfer the loading from the polymer composite into the metallic substrate.
- the adhesive bond is of sufficient strength that it will provide at a minimum lap shear strength of 140 kg/cm 2 (2000 psi) pounds per square inch which is maintainable at elevated temperatures up to 260°C (500°F).
- a bearing or seal produced using a high temperature polyimide polymer composite as a wear surface can operate dry requiring no external source of lubrication.
- the polymer composite is the source of lubrication for dry running. Dry running conditions are usually found at elevated temperatures that exceed the temperature limit of common lubricants. Other needs for dry running concern a reduction in the amount of contaminated oil produced that requires proper disposal as a classified hazardous waste.
- the polymer composite materials are also used with external lubrication and in these applications serve as a secondary source of lubrication in the event the external lubrication is severed.
- Seal ring 300 has polymer wear surface 310, a metal backing 320 and a split line 330. Seal ring 300 may be supplied as a split or solid ring.
- Slider pad 400 has a polymer wear surface 410, and a metal backing 420.
- Seal ring 400 is movable in North (N) -South (S) -East (E) and West (W) directions as depicted in Figure 4d.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
A method and process of bonding a high temperature polymer powder and/or fiber filled composite (10) to a metallic substrate (20). The process develops a bond that will not rupture at elevated temperatures due to the large difference in the coefficient of thermal expansion between the polymer composite and the metallic substrate. As the assembly is subjected to changes in temperature, the bond produced will act as a buffer between the two materials and permits bonding of materials that have a difference of up to 4X in thermal expansion. A composite-metallic bond interface is achieved by applying an epoxy (50) to a bonding surface on the polymer composite and a bonding surface on the metallic substrate, placing a fabric cloth (60) over the epoxy applied to the bonding surface on the metallic substrate, placing the bonding surface of the polymer composite in contact with the cloth to form a composite-metallic bond interface, pressing the polymer composite and metallic substrate together to apply an even pressure to the composite-metallic bond interface and curing the composite-metallic bond interface.
Description
TITLE
METHOD FOR BONDING A POLYMERIC MATERIAL TO A METALLIC SUBSTRATE
BACKGROUND OF THE INVENTION
The present invention relates generally to a process for bonding a polymer composite to a metallic substrate and, more particularly, to the bonding of a high temperature polymer composite material to a metallic substrate with the polymer composite performing as a wear surface and the metallic substrate providing for support and mechanical mounting.
There are many industrial applications which require the bonding of a polymer composite to a metallic substrate. In the past, three methods of attachment were attempted: chemical bonding, adhesive bonding and mechanical attachment. Chemical and adhesive methods have failed, however, when the resultant components were placed in the application environment. In addition, mechanical attachment methods introduce design limitations, which severely restrict their use with components having size restraints.
Recent attempts to solve these failures and design limitations have relied on mechanical attachment to bond polymer composites to a metal substrate. One such attempt is shown in U.S. Patent No. 5,422,150. Mechanical techniques, however, require the addition of a machined feature in either the polymer composite or metallic substrate. As such, such a method introduces areas of stress concentration or stress risers. Stresses introduced from both mechanical and thermal effects of these earlier methods are amplified in the areas of stress concentration or stress risers, thereby reducing the overall load bearing capability of the assembly. In particular, loads introduced into such an assembly are distributed over small concentrated areas, thereby producing high localized stress effects. In addition, previous attempts to bond polymer composites to metallic substrates have been particularly ineffective for high temperature applications.
SUMMARY OF THE INVENTION The present invention is directed generally to a method for bonding together opposing surfaces of a molded composite self-lubricating material comprising of a polymer thermoplastic or thermoset resin and a metallic substrate with a high temperature epoxy paste adhesive, which comprises: (a) preparing the surfaces to be bonded; (b) mixing the epoxy adhesive and applying it uniformly to both of said surfaces a thickness in the range of from 0.25 mm to 0.50 mm (0.01" to 0.02"); (c) placing a woven fabric such as glass, carbon or Nomex® brand
aramid fibrids over the metallic surface to be bonded whereby the fabric forms a wrinkle-free smooth, flat layer thereover; (d) pressing the composite surface and the metallic surface together with the fabric therebetween and applying pressure evenly to thereby form a uniform bond seam at the interface of the two surfaces without disturbing the fabric; and (e) curing the composite-metallic bond interface at a temperature of about 150°C (302°F) for at least about 1 hour. BRIEF DESCRIPTION OF THE DRAWINGS Fig. 1 is a side view of a polymer composite as bonded to a metallic substrate in accordance with the present invention. Fig. 2 is an exploded view of the bond formed in Fig. 1.
Fig. 3 is a flowchart depicting the bonding process of a preferred embodiment of the present invention.
Fig. 4a is a perspective view of a thrust bearing wear pad formed from the method of bonding a composite friction material to a metallic substrate in accordance with the present invention.
Fig. 4b is a cross-sectional view along lines 5b-5b of Fig. 5a. Fig. 4c is a perspective view of a seal ring formed in accordance with the present invention.
Fig. 4d is a perspective view of a slider pad formed in accordance with the present invention.
DETAILED DESCRIPTION OF THE INVENTION The present invention is directed to a process for producing a high temperature polymer composite used as a wearing surface when bonded to a metallic substrate. The product may include a filled or an unfilled polymer. In particular, fillers which may be used include powders which are made of carbon, glass, Nomex® brand aramid fibrids or a combination thereof and fibers which are cut, chopped and/or continuous. Polymer resin systems which may be used include polyimides, epoxies and/or materials such as Peek and Vespel® brand polyimide thermoset resins. A polymer composite as such is bonded to a metallic substrate which is used for support and/or mounting purposes. The bond is of sufficient strength to eliminate the need for mechanical anchoring of the composite. The bond will permit high temperature operation even with the polymer composite having a coefficient of thermal expansion that is up to 4 times greater than the metallic substrate in the plane of the bonded surface. The use of this adhesive bond provides a one piece integral assembly having (1) a high temperature polymer composite as a wear or bearing surface and (2) a metallic substrate as the supporting or backing material that may be used to mechanically mount the assembly. With reference to Figures 1 and 2, a
polymer composite 10 as bonded to a metallic substrate 20 in accordance with the present invention is shown. Surface 30 of polymer composite 10 is a self-lubricated wear surface. A bond interface 40 is formed between the polymer composite 10 and the metallic substrate 20. Bond interface 40 is formed, as described in greater detail below, through the use of an epoxy adhesive 50 and a scrim 60.
The use of high temperature polymer powder/fiber filled composites are effective even in environments with high temperatures. These materials also have a coefficient of thermal expansion that can be as high as 4 times that of the metallic substrate that it is being bonded to. The final adhesive bond film thickness 40 when controlled to a minimum thickness of 0.25 mm (0.01 inches) acts as a buffer between the two materials. This is needed to insure that the bond is not ruptured from the thermal stresses that are generated from the large difference in the coefficient of thermal expansion between the two materials. Adhesive bonding eliminates the need for mechanically fastening the polymer composite to the metallic substrate. The bonded interface is a uniform and smooth surface which eliminates large stress concentrations. Loads are evenly distributed over the entire bonded surface area. As compared to a mechanical method of attachment, the bonded interface with its even distribution of loads will result in lower stresses per unit of loading.
Type of Polymer
The base polymer used according to one embodiment of the present invention is a polyimide resin which may include either powder filled graphite or fiber filled graphite. Fillers such as carbon, glass and Nomex® brand aramid fibrids may be used. Such fillers and carbon fibers are added to achieve different properties. Preferred polymer composites are Vespel® polyimide thermoset resins, and polyimide fiber-reinforced resin composites available under the tradenames Polybon™ L, Polybon™ S and Polybon™ M, from DuPont Tribon Composites, Inc. The matrix of Table 1 includes other material combinations that are also useable for applications requiring bonding to metals.
Table 1 Polyimide Resin S stems
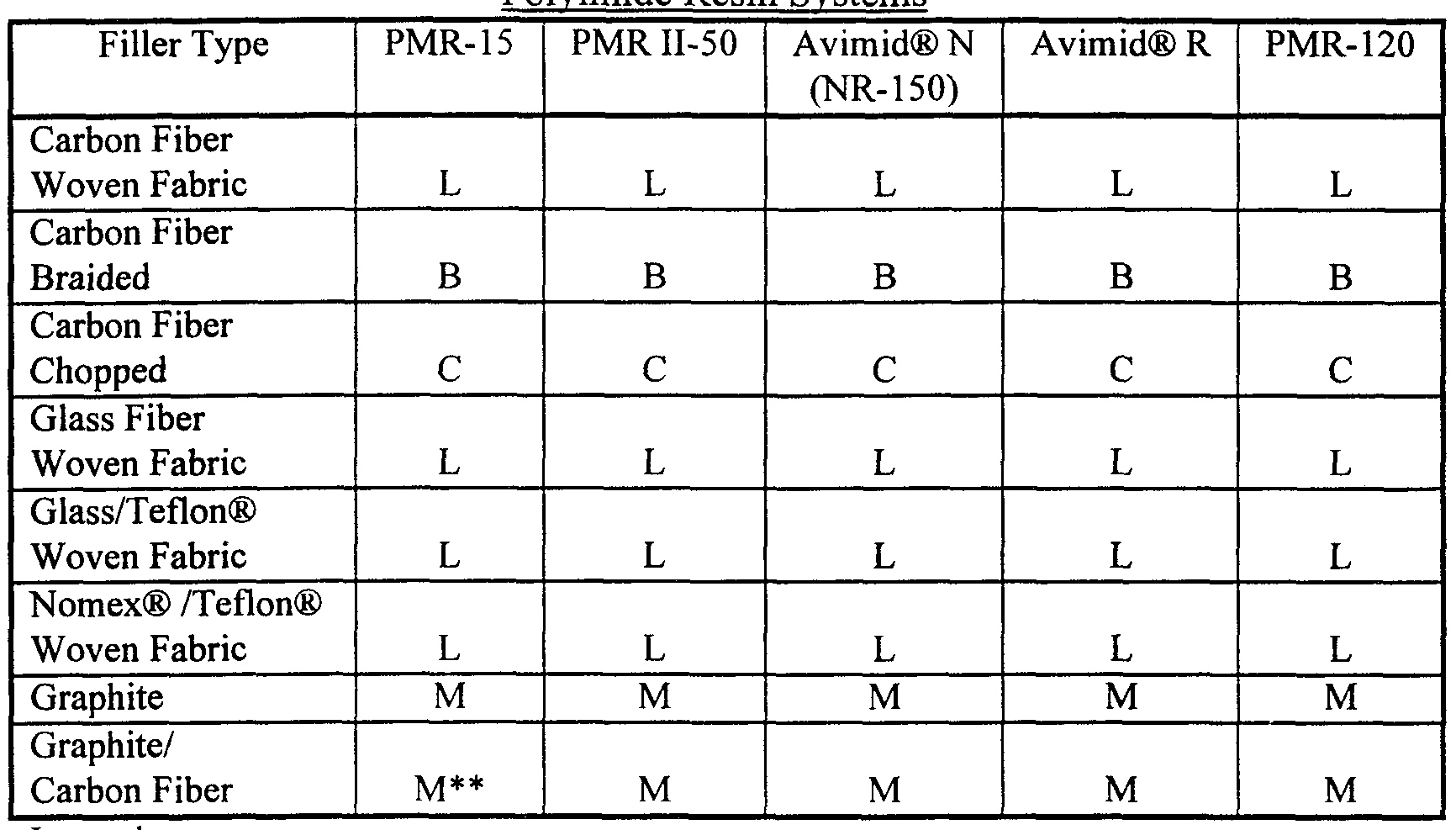
Legend:
L: Woven Fiber Reinforced Polymer Composite.
B: Braided Fiber Reinforced Polymer Composite.
C: Chopped Fiber Reinforced Polymer Composite.
M: Powder/Fiber Reinforced Polymer Composite.
♦♦Material type used for initial development work on bonding process.
An example of a composite particularly suitable for use according to the invention is Material Grade Polybon™ M T-0454. This material is composed of a polyimide resin (PMR- 15) which is filled with both graphite and carbon fiber.
In one embodiment, the Polybon™M brand solid polyimide filled resin composite is first compounded into a molding powder through a process that blends and mixes the materials together into the resin solution. The compounded mixture is b-staged which is a process of drying the material in which a solvent solution suspends the solid resin for handling and processing. The dry b-staged material is then mixed and blended into a dry molding powder for further processing.
A solid polymer composite part is produced using a polymer resin which may be a polyimide and/or epoxy and filled or combined with either or both a powder or fiber. The fillers used in combination with the polymer resin may be of powdered graphite, powdered PTFE, and/or fiber which is either chopped or woven and is made from materials such as carbon, glass, or Nomex® brand aramid fibrids.
Type of Adhesive
Preferably, the adhesive is a two part epoxy paste as specified in Pratt & Whitney specification PWA - 457. The type of epoxy depends on application requirements such as strength, loading and temperature considerations. The adhesive should demonstrate high temperature capabilities so as to maintain the strength required while at the elevated temperature for a particular application. The adhesive epoxy paste must also exhibit a gel time or pot life that is sufficient to assemble a part. An extended pot life also permits multiple part assemblies per epoxy batch mix. Preferably, the bond between the polymer composite and the metallic substrate is achieved using an aluminum filled two-part epoxy paste. The epoxy paste when cured must produce a minimum shear strength of 140 kg/cm2 (2000 psi) at temperatures of -60°C (-76°F) to 120°C (248°F). At temperatures from 120°C to 175°C (248°F to 347°F) the adhesive will maintain a bond with a minimum shear strength of 115 kg/cm2 (1636 psi). At temperatures from 175°C to 230°C (347°F to 446°F), the shear strength will maintain a minimum value of 40 kg/cm2 (569 psi).
Fabric Scrim The fabric scrim consists of fibers such as glass, carbon, Nomex® brand aramid fibrids, or a combination thereof. The preferred scrim cloth has a thickness of 0.0089 to 0.041 cm (0.0035 to 0.016 inches). The thickness needed is determined by the final operating temperature of the application and the epoxy used. A scrim can be constructed in various styles of weave such as plain, satin or a twill. A preferred scrim has the following characteristics:
Warp (yarns/in) 59 minimum
Fill (yarns/in) 57 minimum
Yarn Construction 450 1/2 ECD
Plain weave
A scrim is used for several reasons. First, the use of a scrim controls the adhesive film thickness so there is a consistent repeatable high strength bond. The scrim is also useful to the performance of this bond for applications having elevated temperatures. Polymers have a thermal expansion that is much higher than a metallic material and the scrim acts as a buffer to relieve the thermal stresses produced when the assembly passes through large swings in temperature. The final film thickness is important to permit the bonded liner and metal to expand at different rates without rupturing the bond.
Metal Backing
Preferably, carbon steels such as SAE 1020 HR steel are used in the present invention, although other metals such as stainless steels, inconel, aluminum, bronze or titanium alloys may also be utilized.
Manufacturing Process
The manufacturing process is a three-step process of molding, bonding and machining, each of which will now be described in greater detail below.
Molding
The first step in the production process is the molding of the polymer composite material. For example, Polybon™ M is a high temperature polyimide filled solid which, in its premolded state, is a powder. The powder material is processed using a compression molding process wherein the powder is placed into a mold cavity and an upper mold tool is installed into the mold cavity to form a tooling assembly. The tooling assembly is placed in a press where pressure and temperature are applied. During this process the powder gels or liquifies and is forced to flow and fill the mold cavity. While under pressure and temperature the polymer solution starts to react and chemically cross link thereby forming the polymer solid.
Bonding The bonding process is as follows:
Grit blast metal surface.
Clean both the metal surface and the molded polymer surface using reagent grade alcohol. Oven Dry parts at 100°C (212°F) for minimum of 15 min. - Select and cut fabric scrim to mate with metal surface.
Mix epoxy using the ratio designated for the specific epoxy. Apply epoxy to both surfaces, 100% coverage, and uniform 0.01" minimum thickness.
Lay fabric on metal surface, remove all wrinkles. Fabric must be smooth and flat.
Place composite onto metal, being careful not to disturb or wrinkle the cloth.
Slowly and evenly apply pressure, wiping excess adhesive off as it is squeezed out. Keep applying pressure until a uniform bond seam is achieved with the desired thickness. Adjustable clamping-type fixtures are used to apply such pressure.
Place the entire assembly, (clamping fixture and part) in oven, cure at 150°C (200-300°F) for a minimum of 1 hour. Preferably, this process achieves a uniform bond seam having a thickness in the range of 0.25 mm to 0.50 mm. Figure 3 depicts a general flowchart utilizing the aforementioned method of the present invention. The test results shown in Table 2 were achieved with the instant invention, using Polybon™ M polyimide resin bonded with a glass fabric scrim.
Table 2

It should be noted that in the 20 & 60 cycle test results, the specimens were placed in a reversed position in the test fixture which produced a metal-to-metal contact during testing. No evidence of a loss of bond was detected. High values are as a result of metal galling and the friction generated from. Each sample specimen indicated a complete bond.
Machining
After assembly, in general, machining is required to remove any excess adhesive and to also fabricate to final size. The bond permits the machinist to machine the assembly as if it were a single solid. The exposed bonded surfaces can be machined using a variety of cutting tools. The surfaces can be turned, milled or ground. The bond seam will not interfere with the machining process and will not limit the machinist.
Advantages of an Adhesive Bond
As found in most assemblies, the form, fit and function become a very important issue of a design. There are many factors involved, such as temperature, loading, chemical compatibility, physical size limitations, material characteristics, fastening methods and friction and wear characteristics that determine the size and/or configuration needed for a component of an assembly designed for a specific application.
Among the numerous advantages associated with the use of an adhesive bond are the following. First, adhesive bonding eliminates the need to form or use a mechanical-type fastening system. This eliminates the stress concentrations associated with the mechanical methods. With mechanical methods, stress risers are generated around any hole, slot or discontinuity in the material. Second, bonding to a metal material permits a wider range of mounting or attachment methods available to combine a part to its assembly. Metal is a higher strength material that can be attached using threaded fasteners, keyways or clamps. In addition, the use of a bonded method of attachment opens the range of thicknesses available for the composite material. This permits the use of a much thinner liner facing.
The advantages of using a thin polymer liner are seen in applications that involve the liner in contact with a surface in relative motion, such as a bearing or seal face. As with all surfaces sliding against each other, friction between these surfaces generates heat. Without a means of removing this heat, the surface temperature will continue to increase beyond the materials' capabilities. The heat is best dissipated thorough the materials in contact with the
surfaces. While metallic materials in general display a high thermal conductivity, polymer materials act more as an insulating material. Thus, by bonding the polymer material to a metallic substrate, the metal substrate acts as a heat sink and helps in removing heat. The rate of heat transfer is a function of the polymer thickness: the thinner the polymer liner, the higher the rate of heat transfer through the polymer. This increase in the assemblies' ability to dissipate heat helps lower the surface temperature between the two materials.
The addition of the polymer material supplies an excellent bearing and/or wearing surface preventing metal-to-metal contact under both dry and lubricated running conditions. As such, the polymer materials used are self-lubricating, thus eliminating the need for external lubrication.
Accordingly, the present invention provides a method of adhesively bonding a polymer composite to a metallic substrate which successfully results in a component suitable for use in the application environment. The present invention also provides for a bonded interface between a metallic substrate and a polymer composite having a uniform and smooth surface which eliminates areas of large stress concentration, thereby achieving an arrangement in which loads are evenly distributed over the entire bonded surface area. As such, the present invention achieves lower stress per unit of load. In addition, the bond serves as a source of attachment of a self lubricating bearing wear surface for dry running applications.
Potential Applications
Dust Ring Seals In the rubber industry, there are many types of rubber compounds and blends used in the molding and/or extruding of rubber products. These rubber compounds are blended in mixers known as banburys. These machines come in size ranges from a small lab batch machine producing a 4.5 kg (10 pounds) batch up to industrial units producing in excess of 225 kg (500 pounds) batches. A standard mixer has two horizontal rotating blades. These blades rotate in an opposite direction with respect to one another at a synchronized speed producing an action of pulling the material down into the blades (from an end view of the rotor blades, the left rotor turns clockwise, and the right rotor turns counterclockwise). With the rotors being in a confined casing, the rotors or blades bring the rubber compound back up and cycle the material back through the blades. The power needed to drive and mix this extremely viscous material requires large diameter rotors capable of transferring the power and handling the high loads. The action of working the rubber through the rotors generates
temperatures that can exceed 177°C (350°F). This heat is a function of the viscoelastic shearing of the material.
A seal is required on each end of both rotors for a total of four per unit. Current designs use a bronze face seal that is lubricated using a one time through drip oil system. This oil is collected in a drip basin and must be disposed of using proper facilities due to its classification as a hazardous material. A liner wear face made of Polybon™ M filled polyimide resin can therefore be used as a direct replacement and improvement for these systems. The Polybon™ M brand filled polyimide resin requires no lubrication which completely eliminates the need for oil and thereby avoids issues involved with expensive disposal.
In the past, it was not practical to offer Polybon™ M brand resin as a replacement material. The material could not be mounted as a standalone solid. The mounting would require drilling and tapping the material, and then bolting it in place. The stresses produced around the bolted areas combined with the stress risers in this area would in all practicality exceed the materials' limits leading to mechanical failure. The dissipation of the heat generated was another problem encountered with previous mechanical techniques. Having a thick cross section, heat flow from the wear surface was reduced causing the temperature at the bearing surface to exceed the materials' limits producing oxidative breakdown of the polymer. However, with the instant invention, each of these concerns are effectively eliminated.
Thrust Bearing Wear Pads
Large power-generating devices utilizing thrust as a principle for translating energy to power will require in some form a means to translate and or harness this thrust power for the specific application. In general, rotating devices require some form of bearing to contain or utilize the power in the axial direction of the rotating device. This type of power translating requires a large thrust surface or thrust bearing. Typical thrust bearings include an assembly of individual bearing pads aligned in an equally spaced radial pattern. For large thrust bearings, the standard liner material is babbit, a very soft metal that requires oil lubrication at all times. This material is also very sensitive to temperatures at or above 175°C (347°F), and will often smear and wipe off requiring repair. With reference to Figures 4a and 4b, a thrust bearing pad 200 having a steel backing 210, a
Polybon™ M brand filled polyimide resin wear pad surface 220 and a composite metallic bond interface 230 are shown.
The use of a Polybon™ M brand resin liner gives the bearing a much higher temperature capability. Running temperatures can exceed 260°C (500°F) without harm to the bearing material. As such, the use of this material acts as a safeguard in the event of a loss of lubricant to the bearing. While a typical babbit liner would be lost in a matter of minutes, the Polybon™ M brand filled polyimide resin liners, which are designed to run dry, will survive and run for many hours.
The polyimide powder fiber filled material is the source of lubrication when the material is in contact with and in relative motion with respect to another surface. When the polymer composite material is performing as a wear or seal surface, shear forces are generated and transferred into the bonded interface. The adhesive bond must provide the integrity to transfer the loading from the polymer composite into the metallic substrate. The adhesive bond is of sufficient strength that it will provide at a minimum lap shear strength of 140 kg/cm2 (2000 psi) pounds per square inch which is maintainable at elevated temperatures up to 260°C (500°F).
A bearing or seal produced using a high temperature polyimide polymer composite as a wear surface can operate dry requiring no external source of lubrication. The polymer composite is the source of lubrication for dry running. Dry running conditions are usually found at elevated temperatures that exceed the temperature limit of common lubricants. Other needs for dry running concern a reduction in the amount of contaminated oil produced that requires proper disposal as a classified hazardous waste. The polymer composite materials are also used with external lubrication and in these applications serve as a secondary source of lubrication in the event the external lubrication is severed.
With reference to Figure 4c and 4d, respective perspective views of a seal ring 300 and a slider pad 400 having a bond prepared in accordance with the present invention are shown. Seal ring 300 has polymer wear surface 310, a metal backing 320 and a split line 330. Seal ring 300 may be supplied as a split or solid ring. Slider pad 400 has a polymer wear surface 410, and a metal backing 420.
Seal ring 400 is movable in North (N) -South (S) -East (E) and West (W) directions as depicted in Figure 4d.
While specific embodiments in the present invention have been shown and described, it should be apparent that many modifications can be made thereto without departing from the spirit and scope of the invention. Accordingly, the present invention is not limited by the foregoing description, but it is only defined by the scope of the claims appended hereto.
Claims
1. A method for bonding together opposing surfaces of a molded polymeric friction material comprising a polymer thermoset resin and a metallic substrate with a high temperature epoxy paste adhesive which comprises:
(a) preparing the surfaces to be bonded;
(b) mixing the epoxy adhesive and applying it uniformly to both of said surfaces at a minimum of 0.25mm;
(c) placing a woven fabric over the metallic surface to be bonded whereby the fabric forms a wrinkle-free smooth, flat layer thereover;
(d) pressing the composite surface and the metallic surface together with the fabric therebetween and applying pressure evenly to thereby form a uniform bond seam at the composite-metallic bond interface of the two surfaces without disturbing the fabric; and (e) curing the composite-metallic bond interface at a temperature of about 150┬░C (302┬░F) for at least about 1 hour.
2. The method of claim 1 in which the surfaces to be bonded are prepared by: (a) gritblasting the metal surface;
(b) applying isopropyl alcohol to the metal and the composite surface to clean them; and
(c) drying the surfaces at an elevated temperature in the range of at least about 100┬░C (212┬░F) for at least about 15 minutes.
3. The method of claim 2 in which the epoxy adhesive is a two-part epoxy paste which when cured produces a shear strength of at least 140 kg/cm2 (2000 psi) at a temperature in the range of from about minus -60┬░C to 120┬░C (-76┬░F to 248┬░F).
4. The method of claim 3 in which the woven fabric is a scrim having a thickness in the range of from 0.0035 in. (0.089 mm) to 0.016 in. (0.406 mm), a minimum warp of 59 yarns/in, and a minimum fill of 57 yarns/in.
5. The method of claim 1 wherein said woven fabric is a fabric weave selected from the group consisting of plain, satin and twill.
6. A low-friction sealing member comprising:
(a) a resin defining a seal ring having a high strength, high modules carbon filament mat with a forward sealing face for sealing against an opposing surface and a rearward bonding face; (b) a metal ring having a forward face for mating against said rearward bonding face;
(c) a cured two-part high temperature epoxy paste adhesive which bonds said rearward bonding face to said forward face; and
(d) a woven fabric sandwiched within said cured adhesive between said rearward bonding face and said forward face.
7. The low-friction sealing member of claim 6 wherein said woven fabric is selected from the group consisting of glass, carbon and aramid fibrids.
8. The low-friction sealing member of claim 6 wherein said cured two-part high temperature epoxy paste adhesive exhibits a minimum shear strength of 140 kg/cm2 (2,000 psi) at a temperature in the range of from minus -60┬░C up to 120┬░C (-76┬░F to 248┬░F) and whose shear strength will not decline below 40 kg/cm2 (569 psi) at temperatures up to 230┬░C (446┬░F).
9. A method of bonding a polymer composite to a metallic substrate, comprising the steps of:
(a) applying an epoxy to a bonding surface on said polymer composite and a bonding surface on said metallic substrate; (b) placing a cloth over the epoxy applied to the bonding surface on said metallic substrate;
(c) placing the bonding surface of the polymer composite in contact with said cloth to form a composite-metallic bond interface;
(d) pressing the polymer composite and metallic substrate together to apply an even pressure to the composite-metallic bond interface; and
(e) curing the composite-metallic bond interface.
10. The method of claim 9 wherein the step of applying an epoxy comprises applying the epoxy at a thickness in the range of 0.25 mm to 0.50 mm (0.01" to 0.02 inches).
11. The method of claim 9 wherein the step of placing a cloth over the epoxy applied to the bonding surface on the metallic substrate comprises forming a wrinkle-free, smooth and flat cloth layer over said bonding surface on the metallic substrate.
12. The method of claim 9 wherein the step of curing the composite-metallic bond interface comprises curing the interface at about 150┬░C (302┬░F) for one or more hours.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US89177997A | 1997-07-14 | 1997-07-14 | |
| US08/891,779 | 1997-07-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO1999003675A1 true WO1999003675A1 (en) | 1999-01-28 |
Family
ID=25398810
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US1998/014508 WO1999003675A1 (en) | 1997-07-14 | 1998-07-14 | Method for bonding a polymeric material to a metallic substrate |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO1999003675A1 (en) |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL1022247C2 (en) * | 2002-12-23 | 2004-06-24 | Stichting Fmlc | Method for manufacturing a composite / metal laminate, semi-finished product for use in this method and composite / metal laminate thus produced. |
| US9554477B1 (en) | 2015-12-18 | 2017-01-24 | International Business Machines Corporation | Tamper-respondent assemblies with enclosure-to-board protection |
| US9555606B1 (en) | 2015-12-09 | 2017-01-31 | International Business Machines Corporation | Applying pressure to adhesive using CTE mismatch between components |
| US9560737B2 (en) | 2015-03-04 | 2017-01-31 | International Business Machines Corporation | Electronic package with heat transfer element(s) |
| US9578764B1 (en) | 2015-09-25 | 2017-02-21 | International Business Machines Corporation | Enclosure with inner tamper-respondent sensor(s) and physical security element(s) |
| US9591776B1 (en) | 2015-09-25 | 2017-03-07 | International Business Machines Corporation | Enclosure with inner tamper-respondent sensor(s) |
| US9858776B1 (en) | 2016-06-28 | 2018-01-02 | International Business Machines Corporation | Tamper-respondent assembly with nonlinearity monitoring |
| US9881880B2 (en) | 2016-05-13 | 2018-01-30 | International Business Machines Corporation | Tamper-proof electronic packages with stressed glass component substrate(s) |
| US9894749B2 (en) | 2015-09-25 | 2018-02-13 | International Business Machines Corporation | Tamper-respondent assemblies with bond protection |
| US9904811B2 (en) | 2016-04-27 | 2018-02-27 | International Business Machines Corporation | Tamper-proof electronic packages with two-phase dielectric fluid |
| US9911012B2 (en) | 2015-09-25 | 2018-03-06 | International Business Machines Corporation | Overlapping, discrete tamper-respondent sensors |
| US9913389B2 (en) | 2015-12-01 | 2018-03-06 | International Business Corporation Corporation | Tamper-respondent assembly with vent structure |
| US9913370B2 (en) | 2016-05-13 | 2018-03-06 | International Business Machines Corporation | Tamper-proof electronic packages formed with stressed glass |
| US9916744B2 (en) | 2016-02-25 | 2018-03-13 | International Business Machines Corporation | Multi-layer stack with embedded tamper-detect protection |
| US9924591B2 (en) | 2015-09-25 | 2018-03-20 | International Business Machines Corporation | Tamper-respondent assemblies |
| US9978231B2 (en) | 2015-10-21 | 2018-05-22 | International Business Machines Corporation | Tamper-respondent assembly with protective wrap(s) over tamper-respondent sensor(s) |
| US9999124B2 (en) | 2016-11-02 | 2018-06-12 | International Business Machines Corporation | Tamper-respondent assemblies with trace regions of increased susceptibility to breaking |
| US10098235B2 (en) | 2015-09-25 | 2018-10-09 | International Business Machines Corporation | Tamper-respondent assemblies with region(s) of increased susceptibility to damage |
| US10136519B2 (en) | 2015-10-19 | 2018-11-20 | International Business Machines Corporation | Circuit layouts of tamper-respondent sensors |
| US10172239B2 (en) | 2015-09-25 | 2019-01-01 | International Business Machines Corporation | Tamper-respondent sensors with formed flexible layer(s) |
| US10168185B2 (en) | 2015-09-25 | 2019-01-01 | International Business Machines Corporation | Circuit boards and electronic packages with embedded tamper-respondent sensor |
| US10271424B2 (en) | 2016-09-26 | 2019-04-23 | International Business Machines Corporation | Tamper-respondent assemblies with in situ vent structure(s) |
| US10299372B2 (en) | 2016-09-26 | 2019-05-21 | International Business Machines Corporation | Vented tamper-respondent assemblies |
| US10306753B1 (en) | 2018-02-22 | 2019-05-28 | International Business Machines Corporation | Enclosure-to-board interface with tamper-detect circuit(s) |
| US10321589B2 (en) | 2016-09-19 | 2019-06-11 | International Business Machines Corporation | Tamper-respondent assembly with sensor connection adapter |
| US10327329B2 (en) | 2017-02-13 | 2019-06-18 | International Business Machines Corporation | Tamper-respondent assembly with flexible tamper-detect sensor(s) overlying in-situ-formed tamper-detect sensor |
| US10327343B2 (en) | 2015-12-09 | 2019-06-18 | International Business Machines Corporation | Applying pressure to adhesive using CTE mismatch between components |
| US10426037B2 (en) | 2015-07-15 | 2019-09-24 | International Business Machines Corporation | Circuitized structure with 3-dimensional configuration |
| US11122682B2 (en) | 2018-04-04 | 2021-09-14 | International Business Machines Corporation | Tamper-respondent sensors with liquid crystal polymer layers |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1236102A (en) * | 1968-02-22 | 1971-06-23 | Railko Ltd | An improved bearing material |
| CH531037A (en) * | 1971-05-14 | 1972-11-30 | Inventa Ag | Cementing polyurethanes to metals - by lining with epoxide resin laminate and joining with epoxide adhesive |
| US4073998A (en) * | 1977-01-24 | 1978-02-14 | Bay Mills Limited | Scrim/foil laminate |
| GB1532552A (en) * | 1975-01-30 | 1978-11-15 | Mitsubishi Gas Chemical Co | Process for producing sheets or boards |
| EP0056713A2 (en) * | 1981-01-21 | 1982-07-28 | Scott Bader Company Limited | Composites and methods for providing metal clad articles |
-
1998
- 1998-07-14 WO PCT/US1998/014508 patent/WO1999003675A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1236102A (en) * | 1968-02-22 | 1971-06-23 | Railko Ltd | An improved bearing material |
| CH531037A (en) * | 1971-05-14 | 1972-11-30 | Inventa Ag | Cementing polyurethanes to metals - by lining with epoxide resin laminate and joining with epoxide adhesive |
| GB1532552A (en) * | 1975-01-30 | 1978-11-15 | Mitsubishi Gas Chemical Co | Process for producing sheets or boards |
| US4073998A (en) * | 1977-01-24 | 1978-02-14 | Bay Mills Limited | Scrim/foil laminate |
| EP0056713A2 (en) * | 1981-01-21 | 1982-07-28 | Scott Bader Company Limited | Composites and methods for providing metal clad articles |
Cited By (66)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004056566A1 (en) * | 2002-12-23 | 2004-07-08 | Stichting Fmlc | Method for manufacturing a composite/metal laminate, half-product for use in this method, and thus manufactured composite/metal laminate |
| NL1022247C2 (en) * | 2002-12-23 | 2004-06-24 | Stichting Fmlc | Method for manufacturing a composite / metal laminate, semi-finished product for use in this method and composite / metal laminate thus produced. |
| US10237964B2 (en) | 2015-03-04 | 2019-03-19 | International Business Machines Corporation | Manufacturing electronic package with heat transfer element(s) |
| US9560737B2 (en) | 2015-03-04 | 2017-01-31 | International Business Machines Corporation | Electronic package with heat transfer element(s) |
| US10524362B2 (en) | 2015-07-15 | 2019-12-31 | International Business Machines Corporation | Circuitized structure with 3-dimensional configuration |
| US10426037B2 (en) | 2015-07-15 | 2019-09-24 | International Business Machines Corporation | Circuitized structure with 3-dimensional configuration |
| US9913362B2 (en) | 2015-09-25 | 2018-03-06 | International Business Machines Corporation | Tamper-respondent assemblies with bond protection |
| US9936573B2 (en) | 2015-09-25 | 2018-04-03 | International Business Machines Corporation | Tamper-respondent assemblies |
| US9717154B2 (en) | 2015-09-25 | 2017-07-25 | International Business Machines Corporation | Enclosure with inner tamper-respondent sensor(s) |
| US9591776B1 (en) | 2015-09-25 | 2017-03-07 | International Business Machines Corporation | Enclosure with inner tamper-respondent sensor(s) |
| US9578764B1 (en) | 2015-09-25 | 2017-02-21 | International Business Machines Corporation | Enclosure with inner tamper-respondent sensor(s) and physical security element(s) |
| US10395067B2 (en) | 2015-09-25 | 2019-08-27 | International Business Machines Corporation | Method of fabricating a tamper-respondent sensor assembly |
| US9894749B2 (en) | 2015-09-25 | 2018-02-13 | International Business Machines Corporation | Tamper-respondent assemblies with bond protection |
| US10378924B2 (en) | 2015-09-25 | 2019-08-13 | International Business Machines Corporation | Circuit boards and electronic packages with embedded tamper-respondent sensor |
| US9911012B2 (en) | 2015-09-25 | 2018-03-06 | International Business Machines Corporation | Overlapping, discrete tamper-respondent sensors |
| US9913416B2 (en) | 2015-09-25 | 2018-03-06 | International Business Machines Corporation | Enclosure with inner tamper-respondent sensor(s) and physical security element(s) |
| US10178818B2 (en) | 2015-09-25 | 2019-01-08 | International Business Machines Corporation | Enclosure with inner tamper-respondent sensor(s) and physical security element(s) |
| US10378925B2 (en) | 2015-09-25 | 2019-08-13 | International Business Machines Corporation | Circuit boards and electronic packages with embedded tamper-respondent sensor |
| US10175064B2 (en) | 2015-09-25 | 2019-01-08 | International Business Machines Corporation | Circuit boards and electronic packages with embedded tamper-respondent sensor |
| US10334722B2 (en) | 2015-09-25 | 2019-06-25 | International Business Machines Corporation | Tamper-respondent assemblies |
| US9924591B2 (en) | 2015-09-25 | 2018-03-20 | International Business Machines Corporation | Tamper-respondent assemblies |
| US10624202B2 (en) | 2015-09-25 | 2020-04-14 | International Business Machines Corporation | Tamper-respondent assemblies with bond protection |
| US10685146B2 (en) | 2015-09-25 | 2020-06-16 | International Business Machines Corporation | Overlapping, discrete tamper-respondent sensors |
| US10331915B2 (en) | 2015-09-25 | 2019-06-25 | International Business Machines Corporation | Overlapping, discrete tamper-respondent sensors |
| US10098235B2 (en) | 2015-09-25 | 2018-10-09 | International Business Machines Corporation | Tamper-respondent assemblies with region(s) of increased susceptibility to damage |
| US10257939B2 (en) | 2015-09-25 | 2019-04-09 | International Business Machines Corporation | Method of fabricating tamper-respondent sensor |
| US10168185B2 (en) | 2015-09-25 | 2019-01-01 | International Business Machines Corporation | Circuit boards and electronic packages with embedded tamper-respondent sensor |
| US10172239B2 (en) | 2015-09-25 | 2019-01-01 | International Business Machines Corporation | Tamper-respondent sensors with formed flexible layer(s) |
| US10271434B2 (en) | 2015-09-25 | 2019-04-23 | International Business Machines Corporation | Method of fabricating a tamper-respondent assembly with region(s) of increased susceptibility to damage |
| US10264665B2 (en) | 2015-09-25 | 2019-04-16 | International Business Machines Corporation | Tamper-respondent assemblies with bond protection |
| US10143090B2 (en) | 2015-10-19 | 2018-11-27 | International Business Machines Corporation | Circuit layouts of tamper-respondent sensors |
| US10136519B2 (en) | 2015-10-19 | 2018-11-20 | International Business Machines Corporation | Circuit layouts of tamper-respondent sensors |
| US9978231B2 (en) | 2015-10-21 | 2018-05-22 | International Business Machines Corporation | Tamper-respondent assembly with protective wrap(s) over tamper-respondent sensor(s) |
| US10251288B2 (en) | 2015-12-01 | 2019-04-02 | International Business Machines Corporation | Tamper-respondent assembly with vent structure |
| US9913389B2 (en) | 2015-12-01 | 2018-03-06 | International Business Corporation Corporation | Tamper-respondent assembly with vent structure |
| US10327343B2 (en) | 2015-12-09 | 2019-06-18 | International Business Machines Corporation | Applying pressure to adhesive using CTE mismatch between components |
| US9555606B1 (en) | 2015-12-09 | 2017-01-31 | International Business Machines Corporation | Applying pressure to adhesive using CTE mismatch between components |
| US10172232B2 (en) | 2015-12-18 | 2019-01-01 | International Business Machines Corporation | Tamper-respondent assemblies with enclosure-to-board protection |
| US9554477B1 (en) | 2015-12-18 | 2017-01-24 | International Business Machines Corporation | Tamper-respondent assemblies with enclosure-to-board protection |
| US9661747B1 (en) | 2015-12-18 | 2017-05-23 | International Business Machines Corporation | Tamper-respondent assemblies with enclosure-to-board protection |
| US9877383B2 (en) | 2015-12-18 | 2018-01-23 | International Business Machines Corporation | Tamper-respondent assemblies with enclosure-to-board protection |
| US10115275B2 (en) | 2016-02-25 | 2018-10-30 | International Business Machines Corporation | Multi-layer stack with embedded tamper-detect protection |
| US10217336B2 (en) | 2016-02-25 | 2019-02-26 | International Business Machines Corporation | Multi-layer stack with embedded tamper-detect protection |
| US10169968B1 (en) | 2016-02-25 | 2019-01-01 | International Business Machines Corporation | Multi-layer stack with embedded tamper-detect protection |
| US10169967B1 (en) | 2016-02-25 | 2019-01-01 | International Business Machines Corporation | Multi-layer stack with embedded tamper-detect protection |
| US9916744B2 (en) | 2016-02-25 | 2018-03-13 | International Business Machines Corporation | Multi-layer stack with embedded tamper-detect protection |
| US10169624B2 (en) | 2016-04-27 | 2019-01-01 | International Business Machines Corporation | Tamper-proof electronic packages with two-phase dielectric fluid |
| US9904811B2 (en) | 2016-04-27 | 2018-02-27 | International Business Machines Corporation | Tamper-proof electronic packages with two-phase dielectric fluid |
| US10535619B2 (en) | 2016-05-13 | 2020-01-14 | International Business Machines Corporation | Tamper-proof electronic packages with stressed glass component substrate(s) |
| US10177102B2 (en) | 2016-05-13 | 2019-01-08 | International Business Machines Corporation | Tamper-proof electronic packages with stressed glass component substrate(s) |
| US10535618B2 (en) | 2016-05-13 | 2020-01-14 | International Business Machines Corporation | Tamper-proof electronic packages with stressed glass component substrate(s) |
| US10257924B2 (en) | 2016-05-13 | 2019-04-09 | International Business Machines Corporation | Tamper-proof electronic packages formed with stressed glass |
| US9881880B2 (en) | 2016-05-13 | 2018-01-30 | International Business Machines Corporation | Tamper-proof electronic packages with stressed glass component substrate(s) |
| US9913370B2 (en) | 2016-05-13 | 2018-03-06 | International Business Machines Corporation | Tamper-proof electronic packages formed with stressed glass |
| US9858776B1 (en) | 2016-06-28 | 2018-01-02 | International Business Machines Corporation | Tamper-respondent assembly with nonlinearity monitoring |
| US10242543B2 (en) | 2016-06-28 | 2019-03-26 | International Business Machines Corporation | Tamper-respondent assembly with nonlinearity monitoring |
| US10321589B2 (en) | 2016-09-19 | 2019-06-11 | International Business Machines Corporation | Tamper-respondent assembly with sensor connection adapter |
| US10299372B2 (en) | 2016-09-26 | 2019-05-21 | International Business Machines Corporation | Vented tamper-respondent assemblies |
| US10271424B2 (en) | 2016-09-26 | 2019-04-23 | International Business Machines Corporation | Tamper-respondent assemblies with in situ vent structure(s) |
| US10667389B2 (en) | 2016-09-26 | 2020-05-26 | International Business Machines Corporation | Vented tamper-respondent assemblies |
| US9999124B2 (en) | 2016-11-02 | 2018-06-12 | International Business Machines Corporation | Tamper-respondent assemblies with trace regions of increased susceptibility to breaking |
| US10327329B2 (en) | 2017-02-13 | 2019-06-18 | International Business Machines Corporation | Tamper-respondent assembly with flexible tamper-detect sensor(s) overlying in-situ-formed tamper-detect sensor |
| US10306753B1 (en) | 2018-02-22 | 2019-05-28 | International Business Machines Corporation | Enclosure-to-board interface with tamper-detect circuit(s) |
| US10531561B2 (en) | 2018-02-22 | 2020-01-07 | International Business Machines Corporation | Enclosure-to-board interface with tamper-detect circuit(s) |
| US11083082B2 (en) | 2018-02-22 | 2021-08-03 | International Business Machines Corporation | Enclosure-to-board interface with tamper-detect circuit(s) |
| US11122682B2 (en) | 2018-04-04 | 2021-09-14 | International Business Machines Corporation | Tamper-respondent sensors with liquid crystal polymer layers |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO1999003675A1 (en) | Method for bonding a polymeric material to a metallic substrate | |
| CN1105834C (en) | Self-lubricated bearing | |
| El-Sayed et al. | Friction and wear properties of polymeric composite materials for bearing applications | |
| US5304032A (en) | Abradable non-metallic seal for rotating turbine engines | |
| US5388959A (en) | Seal including a non-metallic abradable material | |
| EP0254307B1 (en) | Thermoplastic-rubber polymer alloys and method for producing the same | |
| CA2242238C (en) | Composite journal and thrust bearing system | |
| AU725564B2 (en) | Partial arc bearing assembly and method of making the same | |
| US4666318A (en) | Self-lubricating bearings | |
| US10851838B2 (en) | Liner-as-seal bearings | |
| EP0070735A1 (en) | Tube clamp | |
| EP1062433A1 (en) | Plain bearing | |
| EP2905487B1 (en) | Multilayer sliding member and method for manufacturing multilayer sliding members | |
| JP3807573B2 (en) | Disc brake pad | |
| Tewari et al. | Polymer tribology | |
| EP3330581A1 (en) | Sliding member and production method for sliding member | |
| US6238093B1 (en) | Partial arc bearing assembly and method of making the same | |
| Harris et al. | Effect of laminate thickness and specimen configuration on the fracture of laminated composites | |
| JP4138475B2 (en) | SLIP MEMBER, MANUFACTURING METHOD OF THE SLIP MEMBER, AND SLIP SEISMIC ISOLATION DEVICE USING THE SLIP | |
| Suresha et al. | Friction and slide wear characteristics of glass-epoxy and glass-epoxy filled with SiCp composites | |
| King | Wear properties of dry bearing liners at ambient and elevated temperatures | |
| Rubenstein et al. | Wear assessment of epoxy composites used for machine slideways | |
| JPH1113801A (en) | Frictional material | |
| SU1383018A1 (en) | Method of adhesive jointing of concentrically-positioned parts | |
| AU748072B2 (en) | Bearing slab and method of making the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): CA CN JP SG |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LU MC NL PT SE |
|
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| 122 | Ep: pct application non-entry in european phase | ||
| NENP | Non-entry into the national phase |
Ref country code: CA |