US4167995A - Apparatus for changing the distance between rows of cigarettes or the like - Google Patents
Apparatus for changing the distance between rows of cigarettes or the like Download PDFInfo
- Publication number
- US4167995A US4167995A US05/795,562 US79556277A US4167995A US 4167995 A US4167995 A US 4167995A US 79556277 A US79556277 A US 79556277A US 4167995 A US4167995 A US 4167995A
- Authority
- US
- United States
- Prior art keywords
- rows
- cigarettes
- articles
- receiving means
- conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/478—Transport means for filter- or cigarette-rods in view of their assembling
Definitions
- the present invention relates to apparatus for manipulating cigarettes, cigars, cigarillos, filter rod sections or other rod-shaped articles which constitute or form part of smokers' products. More particularly, the invention relates to improvements in apparatus for changing the spacing between rows of elongated articles which move sideways. Apparatus of the just outlined character are normally employed in machines for the manufacture of filter-tipped smokers' products wherein tobacco-containing rod-shaped articles of pairs of such articles must be positioned at a predetermined distance from each other to provide room for insertion of filter rod sections therebetween.
- the customary way of changing the distance between a pair of coaxial rod-shaped articles which move sideways is to cause the inner or the outer end faces of the articles to move along suitably inclined cams which compel the articles to move apart or nearer to each other.
- the articles are held by suction in and extend from flutes or analogous receiving means so that the exposed portions of their end faces can be engaged by convergent or divergent cams.
- Such mode of changing the spacing between pairs of articles is acceptable as long as the articles are not transported at a relatively high speed.
- the cams are to change the spacing between pairs of cigarettes which issue from a high-speed cigarette making machine, the cam-engaging portions of the end faces of cigarettes are likely to be defaced and/or damaged.
- An object of the invention is to provide an apparatus which can reliably and reproducibly change the spacing between rows of parallel articles while the articles move sideways, wherein such changes in spacing can be effected by resorting to a relatively small number of simple and sturdy parts, and which can be installed in existing filter cigarette making or other machines as a superior substitute for conventional apparatus.
- Another object of the invention is to provide an apparatus which can manipulate cigarettes or analogous smokers' products without any deformation and/or defacing and which can be rapidly converted for manipulation of shorter or longer articles and/or to change the extent to which the articles of neighboring rows are moved nearer to or further away from each other.
- An additional object of the invention is to provide the apparatus with a novel and improved system of conveyors which are of simple construction, which occupy little room in a filter cigarette maker or the like, and which can complete the change in spacing between neighboring rows of articles during travel of articles along relatively short paths.
- the invention is embodied in an apparatus for changing the spacing between rows of substantially parallel elongated articles, such as cigarettes, cigarillos, cigars or filter rod sections.
- the apparatus comprises a first conveyor (e.g., a rotary drum) having means (such as flutes) for advancing several rows of articles along a first path to a first transfer station, and a second conveyor having a plurality of conveying or transporting devices each of which defines a discrete second path for a different one of the rows.
- the second paths extend from the first transfer station to a second transfer station and each transporting device has a plurality of flutes or analogous receiving means for the articles.
- the transporting devices are rotatable about parallel or substantially parallel axes and the receiving means of each device are substantially coplanar and extend substantially radially of the respective axis whereby the distance between the rows of articles in the second paths varies during movement of the articles from the first to the second transfer station.
- the apparatus further comprises a third conveyor having flutes or analogous means for receiving the rows at the second transfer station and for transporting the rows along a third path.
- the third conveyor may constitute a rotary drum which is coaxial with the first conveyor but is rotated in the opposite direction.
- Each conveyor is preferably driven continuously rather than stepwise.
- the transporting devices preferably constitute or comprise annuli having different diameters. If the apparatus is to change the spacing between two rows of articles, the annuli include a larger-diameter annulus and a smaller-diameter annulus which is eccentric to and is disposed within the confines of the larger-diameter annulus. If the first and third paths are substantially circular paths, the planes of the receiving means of the transporting devices are preferably tangential to the circular paths, i.e., such planes are parallel to the common axis of the first and third conveyors. All receiving means are preferably (but need not be) located in a common plane.
- FIG. 1 is a schematic perspective view of an apparatus which embodies the invention and is designed to change the distance between two rows of cigarettes as well as to assemble the cigarettes with filter rod sections.
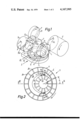
- FIG. 2 is a plan view of the distance-changing second conveyor in the apparatus of FIG. 1;
- FIG. 3 is an enlarged sectional view as seen in the direction of arrows from the line III--III of FIG. 2.
- FIG. 1 shows an apparatus which comprises an endless first conveyor 1 here shown as a rotary drum having peripheral flutes 1a which are equally spaced from each other and each of which receives two closely adjacent plain cigarettes 27, 39 (shown in FIG. 3).
- the flutes 1a of the conveyor 1 receive pairs of cigarettes from a row forming conveyor 2 of the type normally employed in cigarette making machines to convert a single file of discrete coaxial plain cigarettes into one or more rows wherein the cigarettes are parallel to each other and move sideways.
- the endless circular path for the two rows of cigarettes on the conveyors 1 and 2 is indicated by the phantom lines Z 1 and Z 2 .
- the row in the path Z 1 consists of equally spaced parallel cigarettes 27, and the row in the path Z 2 consists of equally spaced parallel cigarettes 39.
- the flutes 1a of the conveyor 1 communicate with suction ports 1b which are connected to a suction generating device during travel from the transfer station between the conveyors 1, 2 to a transfer station T 1 where the flutes 1a deliver cigarettes 27 and 39 to an intermediate or distance-changing conveyor 3.
- the latter changes (increases) the spacing between the two rows of cigarettes so that the width of the space or gap between such rows is sufficient to allow for insertion of a filter rod section of double unit length between each pair of coaxial cigarettes 27 and 39.
- the extent to which the distance between the two rows is increased can be seen in FIG. 3.
- a further endless conveyor 7 receives the cigarettes 27 and 39 of the two spaced-apart rows from the conveyor 3 and transports such rows along an arcuate path which is denoted by the phantom lines Z 11 and Z 22 .
- the transfer station between the conveyors 3 and 7 is shown at T 2 .
- the conveyor 7 is the assembly conveyor of a filter cigarette making machine and cooperates with a rotary drum-shaped conveyor 8 serving to deliver a single row of filter rod sections of double unit length.
- the path along which the filter rod sections of the single row advance toward and beyond the transfer station between the conveyors 7 and 8 is denoted by the phantom line F.
- Each filter rod section is caused to enter the gap between two coaxial plain cigarettes 27, 39 so that the pairs of cigarettes and the respective filter rod sections form a series of groups of three coaxial rod-shaped articles each. Such groups are thereupon transferred onto a further rotary drum-shaped conveyor 9 whereon the filter rod sections are connected to the respective pairs of cigarettes 27, 39 by uniting bands to form filter cigarettes of double unit length.
- the manner in which filter cigarettes of double unit length are converted into filter cigarettes of unit length and the filter cigarettes of unit length are caused to form a single row, tested for integrity of their wrappers and/or ends and transported to a packing machine or into storage forms no part of the invention.
- the arrows indicate the directions of rotation of the conveyors 1, 2, 7, 8 and 9.
- the conveyors 1 and 7 are coaxial but are driven to rotate in the opposite directions.
- the common horizontal shaft 49 for the conveyors 1 and 7 is surrounded by gears 1A and 7A which transmit torque to the respective conveyors.
- the manner in which the conveyor 2 forms rows of cigarettes is disclosed, for example, in commonly owned German Offenlegungsschrift No. 1,912,652.
- the manner in which the conveyor 8 delivers filter rod sections to an assembly conveyor is disclosed, for example, in commonly owned German Offenlegungsschrift No. 2,250,267.
- the conveyor 3 comprises two annular transporting or conveying devices 4 and 6 which are respectively provided with radially extending horizontal receiving means 26 and 38 (preferably flutes) for cigarettes 27 and 39.
- the smaller-diameter transporting device 6 is eccentric to and is located within the confines of the larger-diameter transporting device 4 (see particularly FIGS. 2 and 3).
- the axes 19, 21 (FIG. 3) of the devices 4 and 6 are parallel to each other and are normal to the common axis of the conveyors 1, 7.
- the flutes 26, 38 are disposed in a common plane which is parallel to the axis of the shaft 49, i.e., such plane is substantially tangential to the peripheries of the drum-shaped conveyors 1 and 7.
- the transporting device 4 defines a first semicircular path along which the cigarettes 27 are moved from the station T 1 to the station T 2 , and the device 6 defines a discrete second semicircular path along which the cigarettes 39 are moved between such stations.
- FIG. 3 shows the stationary parts of the conveyor 3 with hatching consisting of widely spaced-apart oblique lines.
- the hatching representing moving parts consists of closely adjacent oblique lines.
- the conveyor 3 comprises a stationary frame member or bracket 11 which is rigid with a support 12 for a ring-shaped carrier 14.
- the support 12 is formed with a suction channel 13 which is in communication with the intake of a fan or another suitable suction generating device, not shown.
- the carrier 14 has an annular suction chamber 16 which communicates with the channel 13.
- the stationary parts of the conveyor 3 further include a sleeve-like carrier 17 which is eccentric to the carrier 14 and has a ring-shaped suction chamber 18 in communication with the channel 13 of the support 12.
- the larger-diameter annular transporting device 4 is mounted on the inner race of a four-point antifriction ball bearing 22 whose outer race is affixed to the carrier 14.
- the transporting device 4 includes a ring 24 which is formed with the flutes 26 and a turntable 28 having a ring gear 29 driven by a toothed belt 31.
- Each flute 26 has one or more ports 32 in communication with ports 33 and 34 in the median portion of the device 4.
- the ports 34 communicate with the suction chamber 16 by way of an arcuate groove 36 in the carrier 14 during travel of the respective flutes 26 between the transfer stations T 1 and T 2 .
- the smaller-diameter transporting device 6 has an upper end face which is formed with the flutes 38 and is affixed to a shaft 41 (the axis of this shaft coincides with the aforementioned axis 21) which is rotatable in antifriction ball bearings 42, 43 mounted in the carrier 17.
- the shaft 41 is rigid with a gear 44 which is driven by a toothed belt 46.
- Each flute 38 communicates with one or more ports 47 which communicate with the suction chamber 18 by way of an arcuate groove 48 in the carrier 17 during travel of the respective flute 38 between the transfer stations T 1 and T 2 .
- the carrier 17 for the transporting device 6 is shiftable sideways with respect to the support 12 in parallelism with the common axis of the conveyors 1 and 7.
- the support 12 is formed with two rows of tapped holes 51 (see FIG. 2) for screws 52 or analogous fasteners extending through elongated slots 53 of the carrier 17.
- the screws 52 are loosened and the carrier 17 is adjusted to the extent permitted by the length of the slots 53 before the screws 51 are reapplied to prevent further shifting of the carrier 17 relative to the support 12.
- the screws 52 are removed and introduced into a different pair of holes 51. It is also within the purview of the invention to install the device 6 in the support 12 against any sidewise movement and to provide means for adjustably securing the carrier 14 to the support 12.
- FIG. 2 shows that the ring 24 of the larger-diameter transporting device 4 has 18 equally spaced flutes 26, i.e., the angle alpha between the centers of two neighboring flutes equals 360°/18.
- the transporting device 6 has 14 equally spaced flutes 38 so that the angle beta between the centers of two neighboring flutes 38 equals 360°/14.
- the transmission which includes the toothed belts 31 and 46 drives the transporting devices 4 and 6 at different speeds. The ratio of such speeds equals 18:14 or beta to alpha.
- the smaller-diameter transporting device 6 is driven at a higher speed.
- the conveyor 2 receives pairs of coaxial plain cigarettes 27, 39 of unit length from the cigarette making machine and delivers the thus formed rows of cigarettes along the path denoted by the lines Z 1 and Z 2 to the transfer station between the conveyors 1, 2 where the cigarettes are delivered into the flutes 1a to be advanced toward the transfer station T 1 .
- One end face of each cigarette 27 abuts against or is closely adjacent to the corresponding end face of the aligned cigarette 39.
- Successive cigarettes 27 enter successive flutes 26 of the larger-diameter transporting device 4 and successive cigarettes 39 enter successive flutes 38 of the smaller-diamter transporting device 6 within the confines of the device 4.
- the cigarettes 27, 39 which were in exact axial alignment with each other become staggered (as considered in the circumferential direction of the devices 4, 6) during transport toward the station T 2 , i.e., a cigarette 27 which was in register with a first cigarette 39 at the station T 1 registers with a different cigarette 39 at the station T 2 .
- the flutes 7a of the conveyor 7 are also formed with suction ports so that they accept successive pairs of aligned cigarettes 27, 39 at the station T 2 , and advance the cigarettes toward the transfer station for the filter rod sections which are fed by the conveyor 8.
- the thus obtained groups of three coaxial rod-shaped articles each are transferred onto the conveyor 9 for further processing, i.e., for conversion into filter cigarettes of double unit length.
- the improved apparatus occupies little room and that it consists of a small number of relatively simple parts. Furthermore, the spacing between the rows of cigarettes or analogous articles can be changed within any desired practical range, and the distance between the neighboring rows of articles can be changed without any damage to the articles and/or without affecting their appearance. Still further, the distance between neighboring rows of cigarettes can be changed at the speed which is required to process the entire output (e.g., 4000 cigarettes per minute) of a modern cigarette maker or the like. Delicate manipulation of articles during transfer onto and from the transporting devices 4 and 6 is insured because the articles are held against any movement relative to the flutes 26 and 38 during transport from the station T 1 to the station T 2 .
- the improved apparatus can be readily modified for simultaneous transport of three or more rows of rod-shaped articles as well as that the conveyor 3 can be designed and operated to reduce the spacing between neighboring rows of articles.
- the conveyor 7 could furnish two rows of cigarettes or other rod-shaped articles to the station T 2 and the distance between such rows would be reduced during transport of articles from the station T 2 to the station T 1 .
- the conveyor 1 need not deliver rows of articles in such a way that the end faces of articles forming one of the rows abut against the adjacent end faces of articles forming the neighboring row.
- the angular distance which is covered by articles during travel along the paths defined by the devices 4 and 6 may be less or more than 180 degrees.
- the conveyor 1 must include a larger-diameter section which delivers cigarettes to the flutes which are located at a greater distance from the axis of the shaft 49 and a smaller-diameter section which delivers cigarettes to the other group of flutes.
- the illustrated construction is simpler and takes up less room in a filter cigarette making machine or the like.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19762622713 DE2622713A1 (de) | 1976-05-21 | 1976-05-21 | Vorrichtung zum aendern des axialen abstandes zweier benachbarter reihen stabfoermiger artikel der tabakverarbeitenden industrie |
| DE2622713 | 1976-05-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US4167995A true US4167995A (en) | 1979-09-18 |
Family
ID=5978614
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US05/795,562 Expired - Lifetime US4167995A (en) | 1976-05-21 | 1977-05-10 | Apparatus for changing the distance between rows of cigarettes or the like |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4167995A (de) |
| DE (1) | DE2622713A1 (de) |
| FR (1) | FR2351612A1 (de) |
| GB (1) | GB1578061A (de) |
| IT (1) | IT1086185B (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4531629A (en) * | 1982-03-29 | 1985-07-30 | G.D Societa' Per Azioni | Axial translation device for partly finished cigarettes |
| US4562916A (en) * | 1983-08-29 | 1986-01-07 | Hauni-Werke Korber & Co. Kg | Method and apparatus for transferring cigarettes from two makers into a filter tipping machine |
| US4746006A (en) * | 1985-05-17 | 1988-05-24 | Molins Machine Co, Inc. | Filter cigarette manufacture |
| US5325956A (en) * | 1993-02-24 | 1994-07-05 | Philip Morris Incorporated | Method and apparatus for orienting elongated components with distinct ends |
| US20040108186A1 (en) * | 2002-12-05 | 2004-06-10 | Hauni Maschinenbau Ag | Multifunctional conveyor drum |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2809619C2 (de) * | 1978-03-06 | 1986-05-28 | Maschinenfabrik Alfred Schmermund Gmbh & Co, 5820 Gevelsberg | Vorrichtung zum Bilden von Doppelfilterzigarettengruppen |
| IT1171437B (it) * | 1981-08-07 | 1987-06-10 | Gd Spa | Dispositivo distanziatore per coppie di spezzoni di sigaretta in una macchina metifiltro |
| GB2163032B (en) * | 1984-08-17 | 1988-02-17 | Lely Nv C Van Der | A spreader |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE107034C (de) * | ||||
| CA589257A (en) * | 1959-12-22 | E. Yeo Ernest | Lamp bulb loader | |
| US3098552A (en) * | 1959-08-05 | 1963-07-23 | American Can Co | Can divider |
| US3286815A (en) * | 1964-12-16 | 1966-11-22 | Illumitronic Systems Corp | Spacing device |
| US3290767A (en) * | 1965-06-30 | 1966-12-13 | D Horlogerie Le Coultre Et Cie | Assembly apparatus |
| US3363632A (en) * | 1964-04-16 | 1968-01-16 | American Mach & Foundry | Filter-tipped cigarette making machine |
| US3370514A (en) * | 1964-05-29 | 1968-02-27 | Brown & Williamson Tobacco | Manufacture of cigarette filters |
| US3834285A (en) * | 1971-07-26 | 1974-09-10 | Hauni Werke Koerber & Co Kg | Method and machine for the production of composite filter mouthpiece |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1096272B (de) * | 1958-06-28 | 1960-12-29 | Hauni Werke Koerber & Co Kg | Verfahren zum Herstellen von Filtermundstueckzigaretten |
| DE1156008B (de) * | 1958-11-25 | 1963-10-17 | Hauni Werke Koerber & Co Kg | Zwischenfoerderer zum queraxial erfolgenden UEbertragen unter gleichzeitigem axialen Bewegen von Filtern oder anderen stabfoermigen Gegenstaenden |
| FR1444760A (fr) * | 1964-04-16 | 1966-07-08 | Amf Sasib | Machine destinée à la fabrication de cigarettes à bout filtrant |
| DE1532156C3 (de) * | 1965-01-07 | 1985-03-21 | Molins Machine Co. Ltd., London | Vorrichtung zum Wenden von Zigaretten |
| IT949430B (it) * | 1972-02-24 | 1973-06-11 | Amf Sasib | Dispositivo per la formazione di coppie di sigarette assialmente allineate aventi interposto un filtro di lunghezza doppia |
-
1976
- 1976-05-21 DE DE19762622713 patent/DE2622713A1/de not_active Withdrawn
-
1977
- 1977-05-06 IT IT23266/77A patent/IT1086185B/it active
- 1977-05-10 US US05/795,562 patent/US4167995A/en not_active Expired - Lifetime
- 1977-05-18 GB GB20842/77A patent/GB1578061A/en not_active Expired
- 1977-05-18 FR FR7715389A patent/FR2351612A1/fr active Granted
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE107034C (de) * | ||||
| CA589257A (en) * | 1959-12-22 | E. Yeo Ernest | Lamp bulb loader | |
| US3098552A (en) * | 1959-08-05 | 1963-07-23 | American Can Co | Can divider |
| US3363632A (en) * | 1964-04-16 | 1968-01-16 | American Mach & Foundry | Filter-tipped cigarette making machine |
| US3370514A (en) * | 1964-05-29 | 1968-02-27 | Brown & Williamson Tobacco | Manufacture of cigarette filters |
| US3286815A (en) * | 1964-12-16 | 1966-11-22 | Illumitronic Systems Corp | Spacing device |
| US3290767A (en) * | 1965-06-30 | 1966-12-13 | D Horlogerie Le Coultre Et Cie | Assembly apparatus |
| US3834285A (en) * | 1971-07-26 | 1974-09-10 | Hauni Werke Koerber & Co Kg | Method and machine for the production of composite filter mouthpiece |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4531629A (en) * | 1982-03-29 | 1985-07-30 | G.D Societa' Per Azioni | Axial translation device for partly finished cigarettes |
| US4562916A (en) * | 1983-08-29 | 1986-01-07 | Hauni-Werke Korber & Co. Kg | Method and apparatus for transferring cigarettes from two makers into a filter tipping machine |
| US4746006A (en) * | 1985-05-17 | 1988-05-24 | Molins Machine Co, Inc. | Filter cigarette manufacture |
| US5325956A (en) * | 1993-02-24 | 1994-07-05 | Philip Morris Incorporated | Method and apparatus for orienting elongated components with distinct ends |
| US20040108186A1 (en) * | 2002-12-05 | 2004-06-10 | Hauni Maschinenbau Ag | Multifunctional conveyor drum |
| US7255219B2 (en) * | 2002-12-05 | 2007-08-14 | Hauni Maschinenbau Ag | Multifunctional conveyor drum |
Also Published As
| Publication number | Publication date |
|---|---|
| GB1578061A (en) | 1980-10-29 |
| IT1086185B (it) | 1985-05-28 |
| FR2351612A1 (fr) | 1977-12-16 |
| DE2622713A1 (de) | 1977-12-01 |
| FR2351612B1 (de) | 1984-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4051947A (en) | Transfer apparatus for cigarettes or the like | |
| US4044659A (en) | Apparatus for making composite filter plugs | |
| US3527234A (en) | Apparatus for convoluting uniting bands around rod-shaped articles | |
| US3521513A (en) | Transfer apparatus for rod-shaped articles | |
| US3957152A (en) | Apparatus for changing the spacing of cigarettes or the like | |
| US3164243A (en) | Method and apparatus for making filter plugs for filter tip cigarettes | |
| US4200179A (en) | Apparatus for changing the distance between pairs of coaxial cigarettes or the like | |
| US4167995A (en) | Apparatus for changing the distance between rows of cigarettes or the like | |
| US4693359A (en) | Device for transferring bar-shaped articles | |
| JPH0353214B2 (de) | ||
| US3625103A (en) | Cigarette turn around | |
| US4827948A (en) | Apparatus for changing the direction of transport of rod-shaped articles of the tobacco processing industry | |
| US5267577A (en) | Device for transferring cigarette portions from a dual-rod production machine to a filter assembly machine | |
| US4244250A (en) | Apparatus for transporting tools in machines for the processing of rod-shaped articles | |
| CA1183056A (en) | Turnaround device for rod-like articles, in particular cigarettes | |
| US4090602A (en) | Tip turning apparatus for cigarettes or the like | |
| US5615761A (en) | Unit for transferring cigarette portions from a dual rod cigarette manufacturing machine to a filter asssembly machine | |
| US3010561A (en) | Filter mouthpiece cigarette making machines | |
| US3973671A (en) | Apparatus for changing the orientation of filter cigarettes or the like | |
| US4676360A (en) | Method of spacing and turning over two coaxial cigarette lengths on filter assembling machine | |
| US3104752A (en) | Apparatus for making | |
| US3712162A (en) | Filter plug offset | |
| US4925004A (en) | Apparatus for changing the direction of transport of rod-shaped articles | |
| US4913170A (en) | Axial cigarette displacing device | |
| US3485337A (en) | High speed cigarette turnaround and conveyor drum |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: KORBER AG Free format text: CHANGE OF NAME;ASSIGNORS:HAUNI-WERKE KORBER & CO. KG (MERGED INTO);KORBER GESELLSCHAFT MIT BESCHRANKTER HAFTUNG (CHANGED TO);REEL/FRAME:004889/0874;SIGNING DATES FROM 19870617 TO 19870713 |
|
| AS | Assignment |
Owner name: HAUNI MASCHINENBAU AKTIENGESELLSCHAFT, GERMANY Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:KORBER AG;REEL/FRAME:007570/0659 Effective date: 19950622 |