US20180080098A1 - Multi-process hardening method - Google Patents
Multi-process hardening method Download PDFInfo
- Publication number
- US20180080098A1 US20180080098A1 US15/705,813 US201715705813A US2018080098A1 US 20180080098 A1 US20180080098 A1 US 20180080098A1 US 201715705813 A US201715705813 A US 201715705813A US 2018080098 A1 US2018080098 A1 US 2018080098A1
- Authority
- US
- United States
- Prior art keywords
- club head
- head assembly
- temperature
- hours
- alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0416—Heads having an impact surface provided by a face insert
- A63B53/042—Heads having an impact surface provided by a face insert the face insert consisting of a material different from that of the head
- A63B53/0425—Heads having an impact surface provided by a face insert the face insert consisting of a material different from that of the head the face insert comprising two or more different materials
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0408—Heads characterised by specific dimensions, e.g. thickness
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0416—Heads having an impact surface provided by a face insert
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/0466—Heads wood-type
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B53/00—Golf clubs
- A63B53/04—Heads
- A63B53/047—Heads iron-type
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/02—Hardening by precipitation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C37/00—Cast-iron alloys
- C22C37/10—Cast-iron alloys containing aluminium or silicon
-
- A63B2053/0408—
-
- A63B2053/0425—
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B2102/00—Application of clubs, bats, rackets or the like to the sporting activity ; particular sports involving the use of balls and clubs, bats, rackets, or the like
- A63B2102/32—Golf
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B2209/00—Characteristics of used materials
Definitions
- the present disclosure relates generally to a material hardening method, and more particularly, a material hardening method for a golf club head.
- golf club heads are manufactured to be high in hardness, yield and tensile strength to produce consistent performance after constant impact with a ball.
- Manufacturing high hardness, yield and tensile strengths of the golf club head can be achieved through different manufacturing processes as well as through different metal compositions.
- it can lower the ductility of the golf club head.
- a low ductility golf club head is very brittle and can crack and break more easily during impact with the ball compared to golf club heads that are more ductile. Therefore there is a need in the art for a manufacturing process or processes applied to a certain material to produce a high hardness, yield and tensile strength for a golf club head while maintaining ductility.
- FIG. 1 shows a perspective view of a golf club head with a faceplate.
- FIG. 2 shows a perspective view of the golf club head with the faceplate removed.
- FIG. 3 shows a top view of a club head assembly.
- FIG. 4 shows a flow diagram of different manufacturing processes.
- Couple should be broadly understood and refer to connecting two or more elements, mechanically or otherwise. Coupling (whether mechanical or otherwise) may be for any length of time, e.g., permanent or semi-permanent or only for an instant.
- two or more elements are “integral” if they are comprised of the same piece of material. As defined herein, two or more elements are “non-integral” if each is comprised of a different piece of material.
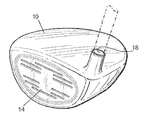
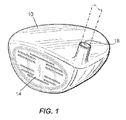
- FIG. 1-3 shows a golf club head 10 and a faceplate 14 .
- the golf club head 10 is formed from a cast material and the faceplate 14 is formed from a rolled material. Further, in the illustrated embodiment, the golf club head 10 is for a metal wood driver. In other embodiments, the golf club head 10 can be a fairway wood, a hybrid, or an iron club. The golf club head 10 may further comprise a hosel 18 .
- the golf club head 10 further includes a recess or opening 22 for receiving the faceplate 14 .
- the opening 22 includes a lip 26 extending around the perimeter of the opening 22 .
- the faceplate 14 is aligned with the opening and abuts the lip 26 .
- the faceplate 14 is secured to the golf club head 10 by welding, forming a club head assembly 30 .
- the welding is a pulse plasma welding process.
- the faceplate 14 includes a heel end 34 and a toe end 38 opposite the heel end 34 .
- the heel end 34 is positioned proximate the hosel 18 .
- the faceplate 14 further includes a crown edge 42 and a sole edge 46 opposite the crown edge 42 .
- the crown edge 42 is positioned adjacent an upper edge of the club head 10
- the sole edge 46 is positioned adjacent the lower edge of the golf club head 10 .
- the faceplate 14 has a bulge curvature in a direction extending between the heel end 34 and the toe end 38 .
- the faceplate may have a minimum wall thickness of 1.5 millimeters, 1.4 millimeters, 1.3 millimeters, 1.2 millimeters, 1.1 millimeters, 1.0 millimeters, 0.9 millimeters, 0.8 millimeters, 0.7 millimeters, 0.6 millimeters, 0.5 millimeters and 0.4 millimeters. In one embodiment, the faceplate may have a minimum wall thickness of 0.7 millimeters.
- the first process is a heat treat process 100 the club head assembly 30 just below the beta-transus temperature of an alpha-beta titanium ( ⁇ - ⁇ Ti) alloy solution.
- the beta-transus temperature is the lowest temperature at which a 100-percent ⁇ phase can exist.
- the second process is a quenching method process 200 that strengthens and hardens the club head assembly 30 .
- a third process is an ageing treatment 300 to increase the ductility by increasing the heat to just below the transition temperature of Ti 3 Al.
- the club head assembly 30 undergoes a heat reduction process 400 , back down to room temperature.
- the combined processes of the heat treatment process 100 , the quenching method process 200 , the ageing treatment process 300 and the heat reduction process 400 changes the structuaral properties of the club head assembly 30 wherein the end product is a high hardness, high yield and high tensile strength club head assembly 30 that is not brittle. Further, having a stronger club head assembly 30 allows for a manufacturer to design the faceplate 14 to be thinner, thus allowing discretionary weight to be placed elsewhere on the golf club head 10 .
- Redistributing discretionary weight at different locations on the club head assembly 30 may affect the center of gravity (CG) as well as moment of inertia (MOI).
- CG center of gravity
- MOI moment of inertia
- the club head assembly 30 can comprise a material that is an alpha-beta titanium ( ⁇ - ⁇ Ti) alloy.
- the faceplate 14 and the golf club head 10 can comprises the same ⁇ - ⁇ Ti alloy, or different ⁇ - ⁇ Ti alloy from one another.
- the ⁇ - ⁇ Ti alloy may contain neutral alloying elements such as tin and a stabilizers such as aluminum and oxygen.
- the ⁇ - ⁇ Ti alloy may contain ⁇ -stabilizers such as molybdenum, silicon and vanadium. All numbers described below regarding weight percent are a total weight percent (wt %).
- the total weight percent of ⁇ -stabilizer aluminum in ⁇ - ⁇ Ti alloy may be between 2 wt % to 10 wt %, 3 wt % to 9 wt %, 4 wt % to 8 wt %, or 5 wt % to 7 wt %.
- the total weight percent of ⁇ -stabilizer oxygen in ⁇ - ⁇ Ti alloy may be between 0.05 wt % to 0.35 wt %, or 0.10 wt % to 0.20 wt %.
- the total weight percent of ⁇ -stabilizer molybdenum in ⁇ - ⁇ Ti alloy may be between 0.2 wt % to 1.0 wt %, or 0.6 wt % to 0.8 wt %, or trace amounts.
- the total weight percent of ⁇ -stabilizer vanadium in ⁇ - ⁇ Ti alloy may be between 1.5 wt % to 7 wt %, or 3.5 wt % to 4.5 wt %.
- the total weight percent of ⁇ -stabilizer silicon in ⁇ - ⁇ Ti alloy may be between 0.01 to 0.10 wt %, or 0.03 wt % to 0.07 wt %.
- the ⁇ - ⁇ Ti alloy may be Ti-6Al-4V (or Ti 6-4), Ti-9S (or T-9S), Ti-662, Ti-8-1-1, Ti-65K, Ti-6246, or IMI 550.
- the combination of ⁇ , ⁇ stabilizers allows the ⁇ - ⁇ Ti alloys to be heat treated.
- the microstructure of the alpha stabilizers is more ductile which gives the club head assembly 30 , faceplate 14 , and club head assembly 30 more elasticity. More elasticity prevents cracks and permanent deformation during impacts with the ball. Further, high ductility extends the life of the club head assembly 30 .
- the beta microstructure works differently from the alpha microstructure.
- the microstructure of the beta stabilizers can be dissolved at certain temperatures and cooled to transform into different structures to increase in strength.
- the club head assembly 30 can be optimized to be high in hardness and strength while maintaining the ductility.
- the ⁇ - ⁇ Ti may be Ti 6-4 containing 6 wt % aluminum (Al), and 4 wt % vanadium (V), with the remaining alloy composition being titanium and possibly some trace elements.
- Ti 6-4 contains between 5.5 wt %-6.75 wt % Al, between 3.5 wt %-4.5 wt % V, a maximum of 0.08 wt % carbon (C), a maximum of 0.03 wt % silicon (Si), a maximum of 0.3 wt % iron (Fe), a maximum of 0.2 wt % oxygen (O), a maximum of 0.015 wt % tin (Sn), and trace amounts of molybedenum (Mo), with the remaining alloy composition being titanium.
- Ti 6-4 contains between 5.5 wt %-6.75 wt % Al, between 3.5 wt %-4.5 wt % V, 0.08 wt % or less carbon (C), 0.03 wt % or less silicon (Si), 0.3 wt % or less iron (Fe), 0.2 wt % or less oxygen (O), 0.015 wt % or less tin (Sn), and trace amounts of molybedenum (Mo), with the remaining alloy composition being titanium.
- Ti 6-4 is a grade 5 titanium.
- the solvus temperature for Ti 6-4 is between 540° C. and 560° C.
- Ti 6-4 has a density of 0.1597 lb/in 3 (4.37 g/cc). Ti-6-4 may also be designated as T-65K.
- the club head assembly 30 may be another ⁇ - ⁇ Ti alloy, such as Ti-9S (or T-9S), which contains 8 wt % Al, 1 wt % V, and 0.2 wt % Si, with the remaining alloy composition being titanium and possibly some trace elements.
- Ti-9S or T-9S
- Ti-9S which contains 8 wt % Al, 1 wt % V, and 0.2 wt % Si, with the remaining alloy composition being titanium and possibly some trace elements.
- Ti-9S (or T-9S) contains 6.5 wt %-8.5 wt % Al, between 1 wt %-2 wt % V, a maximum of 0.08 wt % C, a maximum of 0.2 wt % Si, a maximum of 0.3 wt % Fe, a maximum of 0.2 wt % O, a maximum of 0.05 wt % N, trace amounts of Mo, and trace amounts of Sn, with the remaining alloy composition being titanium.
- Ti-9S (or T-9S) contains 6.5 wt %-8.5 wt % Al, between 1 wt %-2 wt % V, less than 0.1 wt % C, a maximum of 0.2 wt % Si, a maximum of 0.4 wt % Fe, a maximum of 0.15 wt % O, less than 0.05 wt % N, trace amounts of Mo, and trace amounts of Sn, with the remaining alloy composition being titanium.
- Ti-9S (or T-9S) contains 6.5 wt %-8.5 wt % Al, between 1 wt %-2 wt % V, 0.1 wt % or less C, 0.2 wt % or less Si, 0.4 wt % or less Fe, 0.15 wt % or less O, less than 0.05 wt % N, trace amounts of Mo, and trace amounts of Sn, with the remaining alloy composition being titanium.
- the solvus temperature for Ti-9S (or T-9S) is between 560° C. and 590° C. In some embodiments, the Ti-9S (or T-9s) will have higher porosity and a lower yield than Ti 8-1-1.
- Ti-9S has a density of about 0.156 lb/in 3 to 0.157 lb/in 3 (4.32-4.35 g/cc). Ti-9S (or T-9S) has a density of 0.156 lb/in 3 (4.32 g/cc).
- the material may be another ⁇ - ⁇ Ti alloy, such as Ti-6-6-2, Ti-6246, or IMI 550.
- Titanium 662 may contain 6 wt % Al, 6 wt % V, and 2 wt % Sn, with the remaining alloy composition being titanium and possibly some trace elements.
- Ti-6-6-2 has a density of 0.164 lb/in3 (4.54 g/cc). The solvus temperature for Ti 6-6-2 is between 540° C. and 560° C.
- Titanium 6246 may contain 6 wt % Al, 2 wt % Sn, 4 wt % zirconium (Zr), and 6 wt % Mo, with the remaining alloy composition being titanium and possibly some trace elements.
- the solvus temperature for Ti 6246 is between 570° C. and 590° C.
- Ti-6246 has a density of 0.168 lb/in3 (4.65 g/cc).
- IMI 550 may contain 6 wt % Al, 2 wt % Sn, 4 wt % Mo, and 0.5 wt % Si, with the remaining alloy composition being titanium and possibly some trace elements.
- the solvus temperature for IMI 550 is between 490° C. and 510° C. IMI 550 has a density of 0.157 lb/in 3 (4.60 g/cc).
- the material may be another ⁇ - ⁇ Ti alloy, such as Ti-8-1-1, which may contain 8 wt % Al, 1.0 wt % Mo, and 1 wt % V, with the remaining alloy composition being titanium and possibly some trace elements.
- Ti-8-1-1 may contain 8 wt % Al, 1.0 wt % Mo, and 1 wt % V, with the remaining alloy composition being titanium and possibly some trace elements.
- Ti-8-1-1 may contain 7.5 wt %-8.5 wt % Al, 0.75 wt %-1.25 wt % Mo., 0.75 wt %-1.25 wt % V, a maximum of 0.08 wt % C, a maximum of 0.3 wt % Fe, a maximum of 0.12 wt % O, a maximum of 0.05 wt % N, a maximum of 0.015 wt % H, a maximum of 0.015 wt % Sn, and trace amounts of Si, with the remaining alloy composition being titanium.
- the solvus temperature for Ti-8-1-1 is between 560° C. and 590° C. In some embodiments, Ti-8-1-1 has a density of 0.1580 lb/in 3 (4.37 g/cc).
- the first process is the heat treat process 100 the club head assembly 30 just below the beta-transus ( ⁇ -transus) temperature (or solvus temperature).
- the club head assembly 30 can be heated within a vacuumed environment chamber pumped with inert gas.
- the inert gas can be selected from the group consisting of nitrogen, argon, helium, neon, krypton, and xenon, or a compound gas thereof.
- the club head assembly 30 can further be heated by induction heating with induction heating coils.
- in induction heating with induction heating coils an alternating magnetic field penetrates a material, creating an electrical current within the material. The electrical current excites the atoms within the material resulting in a generation of heat. Induction heating also allows for stronger grain structures and stress relieves weak spots and weld areas.
- a stronger and thinner faceplate 14 can produce more deflection during impact against the ball and further, the discretionary weight of the thinner faceplate 14 can be redistributed elsewhere on the club head assembly 30 .
- the temperature at which the club head assembly 30 is heated to is dependent on the ⁇ - ⁇ Ti alloy the club head assembly 30 comprises.
- the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for between 1 hour and 6 hours. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for between 1 hour and 2 hours. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for between 1 hour and 4 hours.
- the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for between 4 hours and 6 hours. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for between 1.5 hours and 5.5 hours. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for between 2 hours and 5 hours.
- the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for between 2.5 hours and 4.5 hours. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for between 3 hours and 4 hours.
- the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of an ⁇ - ⁇ Ti alloy for at least 1 hour. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for at least 1.5 hours. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for at least 2 hours. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for at least 2.5 hours.
- the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for at least 3 hours. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for at least 3.5 hours. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for at least 4 hours. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for at least 4.5 hours.
- the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for at least 5 hours. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for at least 5.5 hours. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature at or below the solvus temperature of the ⁇ - ⁇ Ti alloy for at least 6 hours.
- the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution between 400° C. and 630° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution between 425° C. and 550° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution between 450° C. and 525° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution between 550° C. and 625° C.
- the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at 400° C., 410° C., 420° C., 430° C., 440° C., 450° C., 460° C., 470° C., 480° C., 490° C., 500° C., 510° C., 520° C., 530° C., 540° C., 550° C., 560° C., 570° C., 580° C., 590° C., 600° C., 610° C., 620° C., or 630° C. for 30 minutes, 60 minutes, 90 minutes, 120 minutes, 150 minutes, 180 minutes, 210 minutes, 240 minutes, 270 minutes, 300 minutes, 330 minutes or 360 minutes.
- the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 400° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 420° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 440° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 460° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 475° C.
- the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 480° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 500° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 520° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 540° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 560° C.
- the club head assembly 30 is heat in an ⁇ - ⁇ Ti alloy heat treated at a temperature of at least 575° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 580° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 600° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 620° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 625° C. In one embodiment, the club head assembly 30 is heat treated in an ⁇ - ⁇ Ti alloy solution at a temperature of at least 630° C.
- the club head assembly 30 then undergoes the quenching method process 200 to reduce the heat of the club head assembly 30 in a controlled and rapid manner to room temperature.
- the quenching method process 200 is done by applying the heated club head assembly 30 quickly into a fluid that is at a select temperature.
- the quick reduction of heat during the quenching method process 200 allows for a majority of the remaining ⁇ stabilizers to transform into martensite grains, while still comprising a portion of retained ⁇ stabilizers as well as some reformed ⁇ .
- the martensite grains are in a meta-stable phase that is both strong and rigid, thus increasing the strength and hardness of the club head assembly 30 .
- the increase of the strength and the hardness of the club head assembly 30 allows for the faceplate 14 to be thinner, thus having more deflection during impact with a ball.
- the thinness of the faceplate 14 also further allows for discretionary weight to be placed elsewhere on the club head assembly 30 to optimize the CG placement and the MOI.
- the fluid used in the quenching method process 200 can be liquids or gases.
- the liquids comprise of straight oils, water, water soluble fluids, micro-dispersion oils, and synthetic or semi-synthetic fluids.
- the straight oils can comprise base minerals, petroleum oils, and polar lubricants such as fats, vegetable oils, and esters.
- the straight oils can further comprise of extreme pressure additives such as chlorine, sulfur, and phosphorus.
- the water soluble fluids are highly diluted oils that form an emulsion when mixed with water.
- Micro-dispersion oils comprise a dispersion of solid lubricant particles such as PTFE, graphite, and molybdenum disulfide or boron nitride in a mineral, or petroleum.
- Synthetic or semi-synthetic fluids are greases based on synthetic compounds like silicone, polyglycol, esters, diesters, chlorofluorocarbons (CFCs), and mixtures of synthetic fluids and water.
- the gases comprise inert gases such as nitrogen or all the noble gases (e.g., helium, neon, argon, krypton, xenon, and radon).
- the quenching method process 200 cools the club head assembly 30 to room temperature at an extremely quick rate, known as the quenching rate.
- the quenching rate may determine the amount of remaining ⁇ stabilizers transform into martensites.
- the quenching rate of the quenching method process 200 is 2000° C. per second.
- the quenching rate can be at least 550° C. per second, at least 750° C. per second, at least 1000° C. per second, at least 1500° C. per second, at least 1700° C. per second, at least 2000° C. per second, at least 2300° C. per second, at least 2500° C. per second, at least 2700° C. per second, at least 3000° C.
- the club head assembly 30 After the remaining ⁇ stabilizers have transformed into martensites with the quenching method process 200 , the club head assembly 30 then undergoes the ageing treatment process 300 .
- the ageing treatment process 300 increases the temperature of the club head assembly 30 to further manipulate the structural properties of the club head assembly 30 . Specifically, the ageing treatment process 300 further increases the strength of the club head assembly 30 and prevents the ductility of the club head assembly 30 from decreasing too low. Further, the ageing treatment process 300 can be applied to specific portions of the club head assembly 30 so that the increased structural properties are concentrated in those areas.
- the ageing treatment process 300 can be done by convention heating by an ageing oven or induction heating by induction heating coils.
- the temperature of the ageing oven for conventional heating can be increased at an ageing rate.
- the ageing rate applied to the club head assembly 30 can be 400° C. per half hour.
- the ageing rate applied can be at least 100° C. per half hour, at least 150° C. per half hour, at least 200° C. per half hour, at least 250° C. per half hour, at least 300° C. per half hour, at least 350° C. per half hour, at least 400° C. per half hour, at least 450° C. per half hour, at least 500° C. per half hour, at least 550° C. per half hour, at least 600° C. per half hour, at least 650° C. per half hour, at least 700° C.
- the induction heating for ageing the club head assembly is similar to the induction heating of the heat treatment process 100 as described above. Similar to the temperature of the ageing oven, the temperature of the induction heating coils can also be increased at an induction heating rate.
- the induction heating applied to the club head assembly 30 can be 400° C. per half hour.
- the induction heating rate applied can be at least 100° C. per half hour, at least 150° C. per half hour, at least 200° C. per half hour, at least 250° C. per half hour, at least 300° C. per half hour, at least 350° C. per half hour, at least 400° C. per half hour, at least 450° C. per half hour, at least 500° C.
- the club head assembly 30 is heated to just below the transition temperature of Ti 3 Al. Upon reaching just below the transition temperature of Ti 3 Al, precipitates of the Ti 3 Al moves into the solution matrix and settles along the grain boundaries of the ⁇ - ⁇ Ti alloy. The precipitates concentrating around the grain boundary increases the grain boundary thickness and thus increases the strength and hardness of the club head assembly 30 . Since the ageing treatment 300 increases the strength and the hardness of the club head assembly 30 , the faceplate 14 can be manufactured with less material, thus giving the faceplate 14 more deflection during impact with a ball. A thinner faceplate 14 further allows for discretionary weight of the golf club head to be redistributed to different locations on the golf club head for optimal CG placement and MOI. The precipitates concentrating around the grain boundary further acts as a stress reliever. Stress relieving the club head assembly 30 help maintain the ductility of the club head assembly 30 which can prevent cracks and permanent deformation.
- the club head assembly 30 goes through the heat reduction process 400 to cool down to room temperature at a relatively slow cooling rate.
- the relatively slow cooling rate may help further maintain the ductility of the club head assembly 30 from decreasing to a point where the club head assembly 30 becomes brittle.
- the relatively slow cooling rate further reduces the chances of the club head assembly 30 from experiencing oxidation.
- Subjecting the club head assembly 30 to the heat reduction process 400 to room temperature can be done by slowly reducing the temperature of the induction heating coils, or ageing oven from the ageing treatment process 300 process above.
- the club head assembly 30 can be further cooled down to room temperature slowly by immersing the club head assembly 30 to ceramic materials or by convection cooling.
- the club head assembly 30 being cooled down by induction heating can vastly extend the cooling time.
- the cooling time is completely controlled by the temperature of the induction heating coils being applied to the club head assembly 30 . Extending the cooling time of the club head assembly 30 may maintain the ductility of the golf club head. Maintaining the ductility while the club head assembly 30 undergoes strengthening and hardening processes prevents the golf club head from becoming too brittle.
- the temperature of the induction heating coils is slowly reduced.
- the temperature of the induction heating coils can slowly decrease in increments until the club head assembly 30 reaching room temperature.
- the temperature of the induction coils can decrease in increments of 100° C. every hour.
- the temperature of the induction coils can decrease in increments of at most 50° C. every hour, at most 75° C. every hour, at most 100° C. every hour, at most 125° C. every hour, at most 150° C. every hour, at most 175° C. every hour, at most 200° C. every hour, at most 225° C. every hour, at most 250° C. every hour, at most 275° C. every hour, at most 300° C. every hour, at most 325° C. every hour, at most 350° C. every hour, at most 375° C. every hour, or at most 400° C. every hour.
- the time span of the club head assembly 30 reaching room temperature by reducing the temperature of the induction coils can range from 1 hour to 8 hours.
- the club head assembly 30 can reach room temperature by way of induction heating from 1 hour to 2 hours, from 2 hours to 3 hours, from 3 hours to 4 hours, from 4 hours to 5 hours, from 5 hours to 6 hours, from 6 hours to 7 hours, from 7 hours to 8 hours, from 2 hours to 6 hours, from 4 hours to 8 hours, from 5 hours to 7 hours, or from 3 hours to 8 hours.
- Cooling the club head assembly 30 by immersing the club head assembly 30 into a ceramic material “bath” can help extend the cooling time of the golf club head.
- the bath comprises ceramic beads or chunks that can be heated or cooled by applying a voltage the ceramic materials.
- the temperature of the ceramic material bath can be reduced incrementally.
- the ceramic material bath may maintain the ductility of the club head assembly 30 by extending the cooling time of the club head assembly 30 .
- the temperature of the ceramic material bath can slowly decrease in increments until the club head assembly 30 reaching room temperature.
- the temperature of the ceramic material bath can decrease in increments of 100° C. every hour.
- the temperature of the ceramic material bath can decrease in increments of at most 50° C. every hour, at most 75° C. every hour, at most 100° C. every hour, at most 125° C. every hour, at most 150° C. every hour, at most 175° C. every hour, at most 200° C. every hour, at most 225° C. every hour, at most 250° C. every hour, at most 275° C. every hour, at most 300° C. every hour, at most 325° C. every hour, at most 350° C. every hour, at most 375° C. every hour, or at most 400° C. every hour.
- the time span of the club head assembly 30 reaching room temperature by reducing the temperature of the ceramic material bath can range from 1 hour to 8 hours.
- the club head assembly 30 can reach room temperature by the ceramic material bath from 1 hour to 2 hours, from 2 hours to 3 hours, from 3 hours to 4 hours, from 4 hours to 5 hours, from 5 hours to 6 hours, from 6 hours to 7 hours, from 7 hours to 8 hours, from 2 hours to 6 hours, from 4 hours to 8 hours, from 5 hours to 7 hours, or from 3 hours to 8 hours.
- Convection cooling allows for the entire club head assembly 30 to cool down to room temperature at a relatively slow cooling rate. Convection cooling is done by having a heated material to be cooled down to room temperature by the movement of the surrounding fluids.
- the surrounding fluid used for convection cooling of the club head assembly 30 can be in an inert gas vacuumed environment chamber or non-contained environment such as open air.
- the inert gas can be selected from the group consisting of nitrogen, argon, helium, neon, krypton, xenon, or a compound gas thereof.
- the open air or inert gas extends the cooling time of the club head assembly 30 which reduces the chance for oxidation to occur, and may help further maintain the ductility to prevent the club head assembly 30 from being brittle.
- the club head assembly 30 is subjected to the heat reduction process 400 by reducing the temperature of the induction heating coils slowly to extend the cooling time. In other embodiments, the club head assembly 30 is subjected to the heat reduction process 400 by a ceramic material both. In other embodiments, the club head assembly 30 is subjected to the heat reduction process 400 by convection cooling. In other embodiments, the club head assembly 30 is subjected to the heat reduction process 400 by any combination of the induction heating, ceramic material bath and convection cooling.
- a golf club head comprising Ti 6-4 underwent the combined processes of the heat treat process 100 , the quenching method process 200 , the ageing treatment process 300 , and the heat reduction process 400 .
- the combined processes further prevent the ductility of the golf club head from dropping too low.
- the golf club head was measured to have a yield strength of 160 ksi, a tensile strength of 170 ksi, a percent elongation, which measures ductility, of 10%, and a hardness level of C41 (based on the Rockwell Hardness C Scale).
- the combined processes Ti 6-4 Compared to the a golf club head comprising Ti 6-4 that had been annealed, the combined processes Ti 6-4 had a 25% higher yield strength, a 25.9% higher tensile strength, and a hardness level increase of 6. Further, compared to other golf club heads comprising Ti 6-4 that has undergone other processes of increasing strength, the combined processes prevented the ductility of the golf club head from decreasing to the point of being brittle.
- a club head assembly 30 comprising Ti 6-6-2 underwent the combined processes of the heat treat process 100 , the quenching method process 200 , the ageing treatment process 300 , and the heat reduction process 400 .
- the combined processes further help maintain the ductility of the golf club head from becoming too low.
- the club head assembly 30 was measured to have a yield strength of 161 ksi, a tensile strength of 175 ksi, a percent elongation of 8%, and a hardness level of C42.
- the combined processes Ti 6-6-2 had a 13.3% higher yield strength, a 15.1% higher tensile strength, and a hardness level increase of 4.
- the combined processes maintained the ductility of the golf club head from becoming relatively too low.
- golf equipment related to the apparatus, methods, and articles of manufacture described herein may be conforming or non-conforming to the rules of golf at any particular time. Accordingly, golf equipment related to the apparatus, methods, and articles of manufacture described herein may be advertised, offered for sale, and/or sold as conforming or non-conforming golf equipment.
- the apparatus, methods, and articles of manufacture described herein are not limited in this regard.
- the apparatus, methods, and articles of manufacture described herein may be applicable to other types of golf club such as a fairway wood-type golf club, a hybrid-type golf club, an iron-type golf club, a wedge-type golf club, or a putter-type golf club.
- the apparatus, methods, and articles of manufacture described herein may be applicable other type of sports equipment such as a hockey stick, a tennis racket, a fishing pole, a ski pole, etc.
- embodiments and limitations disclosed herein are not dedicated to the public under the doctrine of dedication if the embodiments and/or limitations: (1) are not expressly claimed in the claims; and (2) are or are potentially equivalents of express elements and/or limitations in the claims under the doctrine of equivalents.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Physical Education & Sports Medicine (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Golf Clubs (AREA)
Abstract
Description
- This claims the benefit of U.S. Provisional Application No. 62/395,466, filed Sep. 16, 2016, all the contents of which are incorporated herein by reference.
- The present disclosure relates generally to a material hardening method, and more particularly, a material hardening method for a golf club head.
- Typically golf club heads are manufactured to be high in hardness, yield and tensile strength to produce consistent performance after constant impact with a ball. Manufacturing high hardness, yield and tensile strengths of the golf club head can be achieved through different manufacturing processes as well as through different metal compositions. However, when increasing the hardness, yield and tensile strength of certain metal composition, it can lower the ductility of the golf club head. A low ductility golf club head is very brittle and can crack and break more easily during impact with the ball compared to golf club heads that are more ductile. Therefore there is a need in the art for a manufacturing process or processes applied to a certain material to produce a high hardness, yield and tensile strength for a golf club head while maintaining ductility.
-
FIG. 1 shows a perspective view of a golf club head with a faceplate. -
FIG. 2 shows a perspective view of the golf club head with the faceplate removed. -
FIG. 3 shows a top view of a club head assembly. -
FIG. 4 shows a flow diagram of different manufacturing processes. - Other aspects of the disclosure will become apparent by consideration of the detailed description and accompanying drawings.
- For simplicity and clarity of illustration, the drawing figures illustrate the general manner of construction, and descriptions and details of well-known features and techniques may be omitted to avoid unnecessarily obscuring the present disclosure. Additionally, elements in the drawing figures are not necessarily drawn to scale. For example, the dimensions of some of the elements in the figures may be exaggerated relative to other elements to help improve understanding of embodiments of the present disclosure. The same reference numerals in different figures denote the same elements.
- The terms “first,” “second,” “third,” “fourth,” and the like in the description and in the claims, if any, are used for distinguishing between similar elements and not necessarily for describing a particular sequential or chronological order. It is to be understood that the terms so used are interchangeable under appropriate circumstances such that the embodiments described herein are, for example, capable of operation in sequences other than those illustrated or otherwise described herein. Furthermore, the terms “include,” and “have,” and any variations thereof, are intended to cover a non-exclusive inclusion, such that a process, method, system, article, device, or apparatus that comprises a list of elements is not necessarily limited to those elements, but may include other elements not expressly listed or inherent to such process, method, system, article, device, or apparatus.
- The terms “left,” “right,” “front,” “back,” “top,” “bottom,” “over,” “under,” and the like in the description and in the claims, if any, are used for descriptive purposes and not necessarily for describing permanent relative positions. It is to be understood that the terms so used are interchangeable under appropriate circumstances such that the embodiments of the apparatus, methods, and/or articles of manufacture described herein are, for example, capable of operation in other orientations than those illustrated or otherwise described herein.
- The terms “couple,” “coupled,” “couples,” “coupling,” and the like should be broadly understood and refer to connecting two or more elements, mechanically or otherwise. Coupling (whether mechanical or otherwise) may be for any length of time, e.g., permanent or semi-permanent or only for an instant.
- The absence of the word “removably,” “removable,” and the like near the word “coupled,” and the like does not mean that the coupling, etc. in question is or is not removable.
- As defined herein, two or more elements are “integral” if they are comprised of the same piece of material. As defined herein, two or more elements are “non-integral” if each is comprised of a different piece of material.
- Before any embodiments of the disclosure are explained in detail, it is to be understood that the disclosure is not limited in its application to the details of construction and the arrangement of components set forth in the following description or illustrated in the following drawings. The disclosure is capable of other embodiments and of being practiced or of being carried out in various ways.
-
FIG. 1-3 shows agolf club head 10 and afaceplate 14. In one embodiment, thegolf club head 10 is formed from a cast material and thefaceplate 14 is formed from a rolled material. Further, in the illustrated embodiment, thegolf club head 10 is for a metal wood driver. In other embodiments, thegolf club head 10 can be a fairway wood, a hybrid, or an iron club. Thegolf club head 10 may further comprise ahosel 18. - As shown in
FIG. 2 , thegolf club head 10 further includes a recess or opening 22 for receiving thefaceplate 14. In the illustrated embodiment, theopening 22 includes alip 26 extending around the perimeter of theopening 22. Thefaceplate 14 is aligned with the opening and abuts thelip 26. Thefaceplate 14 is secured to thegolf club head 10 by welding, forming aclub head assembly 30. In one embodiment, the welding is a pulse plasma welding process. - The
faceplate 14 includes aheel end 34 and atoe end 38 opposite theheel end 34. Theheel end 34 is positioned proximate thehosel 18. Thefaceplate 14 further includes acrown edge 42 and asole edge 46 opposite thecrown edge 42. Thecrown edge 42 is positioned adjacent an upper edge of theclub head 10, while thesole edge 46 is positioned adjacent the lower edge of thegolf club head 10. As shown inFIG. 3 , thefaceplate 14 has a bulge curvature in a direction extending between theheel end 34 and thetoe end 38. In one embodiment, the faceplate may have a minimum wall thickness of 1.5 millimeters, 1.4 millimeters, 1.3 millimeters, 1.2 millimeters, 1.1 millimeters, 1.0 millimeters, 0.9 millimeters, 0.8 millimeters, 0.7 millimeters, 0.6 millimeters, 0.5 millimeters and 0.4 millimeters. In one embodiment, the faceplate may have a minimum wall thickness of 0.7 millimeters. - Described herein are combined processes, as illustrated in
FIG. 4 , which can be applied to optimize the properties of theclub head assembly 30 during manufacturing. However, when describing these combined processes below pertaining to theclub head assembly 30, the combined processes can be further applied to individual components of thefaceplate 14, and thegolf club head 10. The first process is aheat treat process 100 theclub head assembly 30 just below the beta-transus temperature of an alpha-beta titanium (α-β Ti) alloy solution. The beta-transus temperature is the lowest temperature at which a 100-percent β phase can exist. The second process is aquenching method process 200 that strengthens and hardens theclub head assembly 30. A third process is an ageingtreatment 300 to increase the ductility by increasing the heat to just below the transition temperature of Ti3Al. Following right after theageing treatment process 300, theclub head assembly 30 undergoes aheat reduction process 400, back down to room temperature. The combined processes of theheat treatment process 100, thequenching method process 200, theageing treatment process 300 and theheat reduction process 400 changes the structuaral properties of theclub head assembly 30 wherein the end product is a high hardness, high yield and high tensile strengthclub head assembly 30 that is not brittle. Further, having a strongerclub head assembly 30 allows for a manufacturer to design thefaceplate 14 to be thinner, thus allowing discretionary weight to be placed elsewhere on thegolf club head 10. Redistributing discretionary weight at different locations on theclub head assembly 30 may affect the center of gravity (CG) as well as moment of inertia (MOI). Athinner faceplate 14 can further produce more deflection during impact with a ball for higher trajectory and/or ideal spin. - In the current invention, the
club head assembly 30 can comprise a material that is an alpha-beta titanium (α-β Ti) alloy. Thefaceplate 14 and thegolf club head 10 can comprises the same α-β Ti alloy, or different α-β Ti alloy from one another. The α-β Ti alloy may contain neutral alloying elements such as tin and a stabilizers such as aluminum and oxygen. The α-β Ti alloy may contain β-stabilizers such as molybdenum, silicon and vanadium. All numbers described below regarding weight percent are a total weight percent (wt %). The total weight percent of α-stabilizer aluminum in α-β Ti alloy may be between 2 wt % to 10 wt %, 3 wt % to 9 wt %, 4 wt % to 8 wt %, or 5 wt % to 7 wt %. The total weight percent of α-stabilizer oxygen in α-β Ti alloy may be between 0.05 wt % to 0.35 wt %, or 0.10 wt % to 0.20 wt %. The total weight percent of β-stabilizer molybdenum in α-β Ti alloy may be between 0.2 wt % to 1.0 wt %, or 0.6 wt % to 0.8 wt %, or trace amounts. The total weight percent of β-stabilizer vanadium in α-β Ti alloy may be between 1.5 wt % to 7 wt %, or 3.5 wt % to 4.5 wt %. The total weight percent of β-stabilizer silicon in α-β Ti alloy may be between 0.01 to 0.10 wt %, or 0.03 wt % to 0.07 wt %. The α-β Ti alloy may be Ti-6Al-4V (or Ti 6-4), Ti-9S (or T-9S), Ti-662, Ti-8-1-1, Ti-65K, Ti-6246, or IMI 550. The combination of α, β stabilizers allows the α-β Ti alloys to be heat treated. Further, the microstructure of the alpha stabilizers is more ductile which gives theclub head assembly 30,faceplate 14, andclub head assembly 30 more elasticity. More elasticity prevents cracks and permanent deformation during impacts with the ball. Further, high ductility extends the life of theclub head assembly 30. The beta microstructure works differently from the alpha microstructure. The microstructure of the beta stabilizers can be dissolved at certain temperatures and cooled to transform into different structures to increase in strength. By manipulating the α-β Ti alloy with specific processes at certain temperatures during manufacturing, theclub head assembly 30 can be optimized to be high in hardness and strength while maintaining the ductility. - In one embodiment, the α-β Ti may be Ti 6-4 containing 6 wt % aluminum (Al), and 4 wt % vanadium (V), with the remaining alloy composition being titanium and possibly some trace elements. In some embodiments, Ti 6-4 contains between 5.5 wt %-6.75 wt % Al, between 3.5 wt %-4.5 wt % V, a maximum of 0.08 wt % carbon (C), a maximum of 0.03 wt % silicon (Si), a maximum of 0.3 wt % iron (Fe), a maximum of 0.2 wt % oxygen (O), a maximum of 0.015 wt % tin (Sn), and trace amounts of molybedenum (Mo), with the remaining alloy composition being titanium. In some embodiments, Ti 6-4 contains between 5.5 wt %-6.75 wt % Al, between 3.5 wt %-4.5 wt % V, 0.08 wt % or less carbon (C), 0.03 wt % or less silicon (Si), 0.3 wt % or less iron (Fe), 0.2 wt % or less oxygen (O), 0.015 wt % or less tin (Sn), and trace amounts of molybedenum (Mo), with the remaining alloy composition being titanium. Ti 6-4 is a grade 5 titanium. The solvus temperature for Ti 6-4 is between 540° C. and 560° C. In some embodiments, Ti 6-4 has a density of 0.1597 lb/in3 (4.37 g/cc). Ti-6-4 may also be designated as T-65K.
- In other embodiments, the
club head assembly 30 may be another α-β Ti alloy, such as Ti-9S (or T-9S), which contains 8 wt % Al, 1 wt % V, and 0.2 wt % Si, with the remaining alloy composition being titanium and possibly some trace elements. In some embodiments, Ti-9S (or T-9S) contains 6.5 wt %-8.5 wt % Al, between 1 wt %-2 wt % V, a maximum of 0.08 wt % C, a maximum of 0.2 wt % Si, a maximum of 0.3 wt % Fe, a maximum of 0.2 wt % O, a maximum of 0.05 wt % N, trace amounts of Mo, and trace amounts of Sn, with the remaining alloy composition being titanium. In some embodiments, Ti-9S (or T-9S) contains 6.5 wt %-8.5 wt % Al, between 1 wt %-2 wt % V, less than 0.1 wt % C, a maximum of 0.2 wt % Si, a maximum of 0.4 wt % Fe, a maximum of 0.15 wt % O, less than 0.05 wt % N, trace amounts of Mo, and trace amounts of Sn, with the remaining alloy composition being titanium. In some embodiments, Ti-9S (or T-9S) contains 6.5 wt %-8.5 wt % Al, between 1 wt %-2 wt % V, 0.1 wt % or less C, 0.2 wt % or less Si, 0.4 wt % or less Fe, 0.15 wt % or less O, less than 0.05 wt % N, trace amounts of Mo, and trace amounts of Sn, with the remaining alloy composition being titanium. The solvus temperature for Ti-9S (or T-9S) is between 560° C. and 590° C. In some embodiments, the Ti-9S (or T-9s) will have higher porosity and a lower yield than Ti 8-1-1. Ti-9S (or T-9S) has a density of about 0.156 lb/in3 to 0.157 lb/in3 (4.32-4.35 g/cc). Ti-9S (or T-9S) has a density of 0.156 lb/in3 (4.32 g/cc). - In other embodiments, the material may be another α-β Ti alloy, such as Ti-6-6-2, Ti-6246, or IMI 550. Titanium 662 may contain 6 wt % Al, 6 wt % V, and 2 wt % Sn, with the remaining alloy composition being titanium and possibly some trace elements. Ti-6-6-2 has a density of 0.164 lb/in3 (4.54 g/cc). The solvus temperature for Ti 6-6-2 is between 540° C. and 560° C. Titanium 6246 may contain 6 wt % Al, 2 wt % Sn, 4 wt % zirconium (Zr), and 6 wt % Mo, with the remaining alloy composition being titanium and possibly some trace elements. The solvus temperature for Ti 6246 is between 570° C. and 590° C. Ti-6246 has a density of 0.168 lb/in3 (4.65 g/cc). IMI 550 may contain 6 wt % Al, 2 wt % Sn, 4 wt % Mo, and 0.5 wt % Si, with the remaining alloy composition being titanium and possibly some trace elements. The solvus temperature for IMI 550 is between 490° C. and 510° C. IMI 550 has a density of 0.157 lb/in3 (4.60 g/cc).
- In other embodiments, the material may be another α-β Ti alloy, such as Ti-8-1-1, which may contain 8 wt % Al, 1.0 wt % Mo, and 1 wt % V, with the remaining alloy composition being titanium and possibly some trace elements. In some embodiments, Ti-8-1-1 may contain 7.5 wt %-8.5 wt % Al, 0.75 wt %-1.25 wt % Mo., 0.75 wt %-1.25 wt % V, a maximum of 0.08 wt % C, a maximum of 0.3 wt % Fe, a maximum of 0.12 wt % O, a maximum of 0.05 wt % N, a maximum of 0.015 wt % H, a maximum of 0.015 wt % Sn, and trace amounts of Si, with the remaining alloy composition being titanium. The solvus temperature for Ti-8-1-1 is between 560° C. and 590° C. In some embodiments, Ti-8-1-1 has a density of 0.1580 lb/in3 (4.37 g/cc).
- The first process is the
heat treat process 100 theclub head assembly 30 just below the beta-transus (β-transus) temperature (or solvus temperature). Theclub head assembly 30 can be heated within a vacuumed environment chamber pumped with inert gas. The inert gas can be selected from the group consisting of nitrogen, argon, helium, neon, krypton, and xenon, or a compound gas thereof. Theclub head assembly 30 can further be heated by induction heating with induction heating coils. In induction heating with induction heating coils, an alternating magnetic field penetrates a material, creating an electrical current within the material. The electrical current excites the atoms within the material resulting in a generation of heat. Induction heating also allows for stronger grain structures and stress relieves weak spots and weld areas. - Unlike heating the
club head assembly 30 above the β-transus temperature, wherein all the β stabilizers dissolve within the matrix of the solution, heating the α-β Ti alloy of theclub head assembly 30 just below the solvus temperature, only a portion of the β stabilizers dissolve. The remaining β stabilizers that are retained, upon cooling quickly, transform into martensite. Martensite is a meta-stable phase that is strong and hard which in turn and hardens and strengthens theclub head assembly 30. Hardening and strengthening thegolf club 10 in yield and tensile strength helps withstand the impact against the ball. Hardening and strengthening theclub head assembly 30 further allows for athinner faceplate 14. A stronger andthinner faceplate 14 can produce more deflection during impact against the ball and further, the discretionary weight of thethinner faceplate 14 can be redistributed elsewhere on theclub head assembly 30. The temperature at which theclub head assembly 30 is heated to is dependent on the α-β Ti alloy theclub head assembly 30 comprises. - In one embodiment, the
club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for between 1 hour and 6 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for between 1 hour and 2 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for between 1 hour and 4 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for between 4 hours and 6 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for between 1.5 hours and 5.5 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for between 2 hours and 5 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for between 2.5 hours and 4.5 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for between 3 hours and 4 hours. - In one embodiment, the
club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of an α-β Ti alloy for at least 1 hour. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for at least 1.5 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for at least 2 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for at least 2.5 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for at least 3 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for at least 3.5 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for at least 4 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for at least 4.5 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for at least 5 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for at least 5.5 hours. In one embodiment, theclub head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature at or below the solvus temperature of the α-β Ti alloy for at least 6 hours. - In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution between 400° C. and 630° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution between 425° C. and 550° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution between 450° C. and 525° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution between 550° C. and 625° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at 400° C., 410° C., 420° C., 430° C., 440° C., 450° C., 460° C., 470° C., 480° C., 490° C., 500° C., 510° C., 520° C., 530° C., 540° C., 550° C., 560° C., 570° C., 580° C., 590° C., 600° C., 610° C., 620° C., or 630° C. for 30 minutes, 60 minutes, 90 minutes, 120 minutes, 150 minutes, 180 minutes, 210 minutes, 240 minutes, 270 minutes, 300 minutes, 330 minutes or 360 minutes.
- In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 400° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 420° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 440° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 460° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 475° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 480° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 500° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 520° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 540° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 560° C. In one embodiment, the club head assembly 30 is heat in an α-β Ti alloy heat treated at a temperature of at least 575° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 580° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 600° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 620° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 625° C. In one embodiment, the club head assembly 30 is heat treated in an α-β Ti alloy solution at a temperature of at least 630° C.
- The
club head assembly 30 then undergoes thequenching method process 200 to reduce the heat of theclub head assembly 30 in a controlled and rapid manner to room temperature. Thequenching method process 200 is done by applying the heatedclub head assembly 30 quickly into a fluid that is at a select temperature. The quick reduction of heat during thequenching method process 200 allows for a majority of the remaining β stabilizers to transform into martensite grains, while still comprising a portion of retained β stabilizers as well as some reformed α. The martensite grains are in a meta-stable phase that is both strong and rigid, thus increasing the strength and hardness of theclub head assembly 30. The increase of the strength and the hardness of theclub head assembly 30 allows for thefaceplate 14 to be thinner, thus having more deflection during impact with a ball. The thinness of thefaceplate 14 also further allows for discretionary weight to be placed elsewhere on theclub head assembly 30 to optimize the CG placement and the MOI. - The fluid used in the
quenching method process 200 can be liquids or gases. The liquids comprise of straight oils, water, water soluble fluids, micro-dispersion oils, and synthetic or semi-synthetic fluids. The straight oils can comprise base minerals, petroleum oils, and polar lubricants such as fats, vegetable oils, and esters. The straight oils can further comprise of extreme pressure additives such as chlorine, sulfur, and phosphorus. The water soluble fluids are highly diluted oils that form an emulsion when mixed with water. Micro-dispersion oils comprise a dispersion of solid lubricant particles such as PTFE, graphite, and molybdenum disulfide or boron nitride in a mineral, or petroleum. Synthetic or semi-synthetic fluids are greases based on synthetic compounds like silicone, polyglycol, esters, diesters, chlorofluorocarbons (CFCs), and mixtures of synthetic fluids and water. The gases comprise inert gases such as nitrogen or all the noble gases (e.g., helium, neon, argon, krypton, xenon, and radon). - The
quenching method process 200 cools theclub head assembly 30 to room temperature at an extremely quick rate, known as the quenching rate. The quenching rate may determine the amount of remaining β stabilizers transform into martensites. In one embodiment, the quenching rate of thequenching method process 200 is 2000° C. per second. In other embodiments, the quenching rate can be at least 550° C. per second, at least 750° C. per second, at least 1000° C. per second, at least 1500° C. per second, at least 1700° C. per second, at least 2000° C. per second, at least 2300° C. per second, at least 2500° C. per second, at least 2700° C. per second, at least 3000° C. per second, at least 3300° C. per second, at least 3500° C. per second, at least 3700° C. per second, at least 4000° C. per second, at least 4300° C. per second, at least 4500° C. per second, at least 4700° C. per second, at least 5000° C. per second, at least 5300° C. per second, at leas 5500° C. per second, at least 5700° C. per second, at least 6000° C. per second, at least 6300° C. per second, at least 6500° C. per second, a least 6700° C. per second, at least 7000° C. per second, at least 7300° C. per second, at least 7500° C. per second, at least 7700° C. per second, or at least 8000° C. per second. - After the remaining β stabilizers have transformed into martensites with the
quenching method process 200, theclub head assembly 30 then undergoes the ageingtreatment process 300. The ageingtreatment process 300 increases the temperature of theclub head assembly 30 to further manipulate the structural properties of theclub head assembly 30. Specifically, the ageingtreatment process 300 further increases the strength of theclub head assembly 30 and prevents the ductility of theclub head assembly 30 from decreasing too low. Further, the ageingtreatment process 300 can be applied to specific portions of theclub head assembly 30 so that the increased structural properties are concentrated in those areas. The ageingtreatment process 300 can be done by convention heating by an ageing oven or induction heating by induction heating coils. - In conventional heating of an ageing oven, heat is transferred to the surface of a material by conduction, convection or radiation and into the interior of the material by thermal conduction. Conventional heating allows the molecular structure of the material to create a uniform structure, growing larger grain structures within the matrix of the material, elimination any weak spots, as well as stress relieving weld areas.
- The temperature of the ageing oven for conventional heating can be increased at an ageing rate. In one embodiment, the ageing rate applied to the
club head assembly 30 can be 400° C. per half hour. In other embodiments, the ageing rate applied can be at least 100° C. per half hour, at least 150° C. per half hour, at least 200° C. per half hour, at least 250° C. per half hour, at least 300° C. per half hour, at least 350° C. per half hour, at least 400° C. per half hour, at least 450° C. per half hour, at least 500° C. per half hour, at least 550° C. per half hour, at least 600° C. per half hour, at least 650° C. per half hour, at least 700° C. per half hour, at least 750° C. per half hour, at least 800° C. per half hour, at least 850° C. per half hour, at least 900° C. per half hour, at least 950° C. per half hour, or at least 1000° C. per half hour. - The induction heating for ageing the club head assembly is similar to the induction heating of the
heat treatment process 100 as described above. Similar to the temperature of the ageing oven, the temperature of the induction heating coils can also be increased at an induction heating rate. In one embodiment, the induction heating applied to theclub head assembly 30 can be 400° C. per half hour. In other embodiments, the induction heating rate applied can be at least 100° C. per half hour, at least 150° C. per half hour, at least 200° C. per half hour, at least 250° C. per half hour, at least 300° C. per half hour, at least 350° C. per half hour, at least 400° C. per half hour, at least 450° C. per half hour, at least 500° C. per half hour, at least 550° C. per half hour, at least 600° C. per half hour, at least 650° C. per half hour, at least 700° C. per half hour, at least 750° C. per half hour, at least 800° C. per half hour, at least 850° C. per half hour, at least 900° C. per half hour, at least 950° C. per half hour, or at least 1000° C. per half hour. - During the
ageing treatment process 300, theclub head assembly 30 is heated to just below the transition temperature of Ti3Al. Upon reaching just below the transition temperature of Ti3Al, precipitates of the Ti3Al moves into the solution matrix and settles along the grain boundaries of the α-β Ti alloy. The precipitates concentrating around the grain boundary increases the grain boundary thickness and thus increases the strength and hardness of theclub head assembly 30. Since the ageingtreatment 300 increases the strength and the hardness of theclub head assembly 30, thefaceplate 14 can be manufactured with less material, thus giving thefaceplate 14 more deflection during impact with a ball. Athinner faceplate 14 further allows for discretionary weight of the golf club head to be redistributed to different locations on the golf club head for optimal CG placement and MOI. The precipitates concentrating around the grain boundary further acts as a stress reliever. Stress relieving theclub head assembly 30 help maintain the ductility of theclub head assembly 30 which can prevent cracks and permanent deformation. - Once the
club head assembly 30 has undergone theageing process 300, theclub head assembly 30 goes through theheat reduction process 400 to cool down to room temperature at a relatively slow cooling rate. The relatively slow cooling rate may help further maintain the ductility of theclub head assembly 30 from decreasing to a point where theclub head assembly 30 becomes brittle. The relatively slow cooling rate further reduces the chances of theclub head assembly 30 from experiencing oxidation. Subjecting theclub head assembly 30 to theheat reduction process 400 to room temperature can be done by slowly reducing the temperature of the induction heating coils, or ageing oven from the ageingtreatment process 300 process above. Theclub head assembly 30 can be further cooled down to room temperature slowly by immersing theclub head assembly 30 to ceramic materials or by convection cooling. - The
club head assembly 30 being cooled down by induction heating can vastly extend the cooling time. The cooling time is completely controlled by the temperature of the induction heating coils being applied to theclub head assembly 30. Extending the cooling time of theclub head assembly 30 may maintain the ductility of the golf club head. Maintaining the ductility while theclub head assembly 30 undergoes strengthening and hardening processes prevents the golf club head from becoming too brittle. - As the temperature of the
club head assembly 30 has reached just below the Ti3Al solution temperature and precipitates concentrate along the grain boundaries, the temperature of the induction heating coils is slowly reduced. The temperature of the induction heating coils can slowly decrease in increments until theclub head assembly 30 reaching room temperature. In one embodiment, the temperature of the induction coils can decrease in increments of 100° C. every hour. In other embodiments, the temperature of the induction coils can decrease in increments of at most 50° C. every hour, at most 75° C. every hour, at most 100° C. every hour, at most 125° C. every hour, at most 150° C. every hour, at most 175° C. every hour, at most 200° C. every hour, at most 225° C. every hour, at most 250° C. every hour, at most 275° C. every hour, at most 300° C. every hour, at most 325° C. every hour, at most 350° C. every hour, at most 375° C. every hour, or at most 400° C. every hour. - The time span of the
club head assembly 30 reaching room temperature by reducing the temperature of the induction coils can range from 1 hour to 8 hours. In some embodiments, theclub head assembly 30 can reach room temperature by way of induction heating from 1 hour to 2 hours, from 2 hours to 3 hours, from 3 hours to 4 hours, from 4 hours to 5 hours, from 5 hours to 6 hours, from 6 hours to 7 hours, from 7 hours to 8 hours, from 2 hours to 6 hours, from 4 hours to 8 hours, from 5 hours to 7 hours, or from 3 hours to 8 hours. - Cooling the
club head assembly 30 by immersing theclub head assembly 30 into a ceramic material “bath” can help extend the cooling time of the golf club head. The bath comprises ceramic beads or chunks that can be heated or cooled by applying a voltage the ceramic materials. Much like the temperature of the induction heating coils, the temperature of the ceramic material bath can be reduced incrementally. Further, much like the induction heating coils, the ceramic material bath may maintain the ductility of theclub head assembly 30 by extending the cooling time of theclub head assembly 30. - The temperature of the ceramic material bath can slowly decrease in increments until the
club head assembly 30 reaching room temperature. In one embodiment, the temperature of the ceramic material bath can decrease in increments of 100° C. every hour. In other embodiments, the temperature of the ceramic material bath can decrease in increments of at most 50° C. every hour, at most 75° C. every hour, at most 100° C. every hour, at most 125° C. every hour, at most 150° C. every hour, at most 175° C. every hour, at most 200° C. every hour, at most 225° C. every hour, at most 250° C. every hour, at most 275° C. every hour, at most 300° C. every hour, at most 325° C. every hour, at most 350° C. every hour, at most 375° C. every hour, or at most 400° C. every hour. - The time span of the
club head assembly 30 reaching room temperature by reducing the temperature of the ceramic material bath can range from 1 hour to 8 hours. In some embodiments, theclub head assembly 30 can reach room temperature by the ceramic material bath from 1 hour to 2 hours, from 2 hours to 3 hours, from 3 hours to 4 hours, from 4 hours to 5 hours, from 5 hours to 6 hours, from 6 hours to 7 hours, from 7 hours to 8 hours, from 2 hours to 6 hours, from 4 hours to 8 hours, from 5 hours to 7 hours, or from 3 hours to 8 hours. - Convection cooling allows for the entire
club head assembly 30 to cool down to room temperature at a relatively slow cooling rate. Convection cooling is done by having a heated material to be cooled down to room temperature by the movement of the surrounding fluids. The surrounding fluid used for convection cooling of theclub head assembly 30 can be in an inert gas vacuumed environment chamber or non-contained environment such as open air. The inert gas can be selected from the group consisting of nitrogen, argon, helium, neon, krypton, xenon, or a compound gas thereof. The open air or inert gas extends the cooling time of theclub head assembly 30 which reduces the chance for oxidation to occur, and may help further maintain the ductility to prevent theclub head assembly 30 from being brittle. - In some embodiments, the
club head assembly 30 is subjected to theheat reduction process 400 by reducing the temperature of the induction heating coils slowly to extend the cooling time. In other embodiments, theclub head assembly 30 is subjected to theheat reduction process 400 by a ceramic material both. In other embodiments, theclub head assembly 30 is subjected to theheat reduction process 400 by convection cooling. In other embodiments, theclub head assembly 30 is subjected to theheat reduction process 400 by any combination of the induction heating, ceramic material bath and convection cooling. - In one example, a golf club head comprising Ti 6-4 underwent the combined processes of the
heat treat process 100, thequenching method process 200, the ageingtreatment process 300, and theheat reduction process 400. The combined processes further prevent the ductility of the golf club head from dropping too low. After the combined processes, the golf club head was measured to have a yield strength of 160 ksi, a tensile strength of 170 ksi, a percent elongation, which measures ductility, of 10%, and a hardness level of C41 (based on the Rockwell Hardness C Scale). Compared to the a golf club head comprising Ti 6-4 that had been annealed, the combined processes Ti 6-4 had a 25% higher yield strength, a 25.9% higher tensile strength, and a hardness level increase of 6. Further, compared to other golf club heads comprising Ti 6-4 that has undergone other processes of increasing strength, the combined processes prevented the ductility of the golf club head from decreasing to the point of being brittle. - In another example, a
club head assembly 30 comprising Ti 6-6-2 underwent the combined processes of theheat treat process 100, thequenching method process 200, the ageingtreatment process 300, and theheat reduction process 400. The combined processes further help maintain the ductility of the golf club head from becoming too low. After the combined processes, theclub head assembly 30 was measured to have a yield strength of 161 ksi, a tensile strength of 175 ksi, a percent elongation of 8%, and a hardness level of C42. Compared to a golf club head comprising Ti 6-6-2 that had been annealed, the combined processes Ti 6-6-2 had a 13.3% higher yield strength, a 15.1% higher tensile strength, and a hardness level increase of 4. Further, compared to other golf club heads comprising Ti 6-6-2 that had undergone different strength increasing processes, the combined processes maintained the ductility of the golf club head from becoming relatively too low. - Replacement of one or more claimed elements constitutes reconstruction and not repair. Additionally, benefits, other advantages, and solutions to problems have been described with regard to specific embodiments. The benefits, advantages, solutions to problems, and any element or elements that may cause any benefit, advantage, or solution to occur or become more pronounced, however, are not to be construed as critical, required, or essential features or elements of any or all of the claims.
- As the rules to golf may change from time to time (e.g., new regulations may be adopted or old rules may be eliminated or modified by golf standard organizations and/or governing bodies such as the United States Golf Association (USGA), the Royal and Ancient Golf Club of St. Andrews (R&A), etc.), golf equipment related to the apparatus, methods, and articles of manufacture described herein may be conforming or non-conforming to the rules of golf at any particular time. Accordingly, golf equipment related to the apparatus, methods, and articles of manufacture described herein may be advertised, offered for sale, and/or sold as conforming or non-conforming golf equipment. The apparatus, methods, and articles of manufacture described herein are not limited in this regard.
- While the above examples may be described in connection with a driver-type golf club, the apparatus, methods, and articles of manufacture described herein may be applicable to other types of golf club such as a fairway wood-type golf club, a hybrid-type golf club, an iron-type golf club, a wedge-type golf club, or a putter-type golf club. Alternatively, the apparatus, methods, and articles of manufacture described herein may be applicable other type of sports equipment such as a hockey stick, a tennis racket, a fishing pole, a ski pole, etc.
- Moreover, embodiments and limitations disclosed herein are not dedicated to the public under the doctrine of dedication if the embodiments and/or limitations: (1) are not expressly claimed in the claims; and (2) are or are potentially equivalents of express elements and/or limitations in the claims under the doctrine of equivalents.
- Various features and advantages of the disclosure are set forth in the following claims.
Claims (20)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/705,813 US20180080098A1 (en) | 2016-09-16 | 2017-09-15 | Multi-process hardening method |
| US17/473,814 US20220010419A1 (en) | 2016-09-16 | 2021-09-13 | Multi-process hardening method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662395466P | 2016-09-16 | 2016-09-16 | |
| US15/705,813 US20180080098A1 (en) | 2016-09-16 | 2017-09-15 | Multi-process hardening method |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/473,814 Continuation-In-Part US20220010419A1 (en) | 2016-09-16 | 2021-09-13 | Multi-process hardening method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20180080098A1 true US20180080098A1 (en) | 2018-03-22 |
Family
ID=61617881
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/705,813 Abandoned US20180080098A1 (en) | 2016-09-16 | 2017-09-15 | Multi-process hardening method |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20180080098A1 (en) |
| JP (1) | JP6795690B2 (en) |
| KR (1) | KR102425104B1 (en) |
| GB (1) | GB2568435B (en) |
| WO (1) | WO2018053263A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022246457A1 (en) * | 2021-05-19 | 2022-11-24 | Karsten Manufacturing Corporation | Beta enhanced titanium alloys and methods for manufacturing beta enhanced titanium alloys |
| US20220389542A1 (en) * | 2021-06-03 | 2022-12-08 | Fusheng Precision Co., Ltd. | Golf club head alloy and method for producing golf club head |
| CN115449665A (en) * | 2022-07-08 | 2022-12-09 | 重庆大学 | Titanium alloy and preparation method thereof |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2690073C1 (en) * | 2018-12-14 | 2019-05-30 | Федеральное государственное унитарное предприятие "Центральный научно-исследовательский институт конструкционных материалов "Прометей" имени И.В. Горынина Национального исследовательского центра "Курчатовский институт" (НИЦ "Курчатовский институт" - ЦНИИ КМ "Прометей") | Titanium-based cast alloy |
| CN112251631A (en) * | 2019-07-03 | 2021-01-22 | 大田精密工业股份有限公司 | Titanium alloy casting material and method for producing same |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2906654A (en) * | 1954-09-23 | 1959-09-29 | Abkowitz Stanley | Heat treated titanium-aluminumvanadium alloy |
| JP2555803B2 (en) * | 1991-06-14 | 1996-11-20 | ヤマハ株式会社 | Golf club head and manufacturing method thereof |
| JP2999387B2 (en) * | 1995-02-22 | 2000-01-17 | 日本鋼管株式会社 | Titanium alloy golf club head and method of manufacturing the same |
| TW339279B (en) * | 1997-08-04 | 1998-09-01 | Chorng-Chyi Su | Manufacturing method for golf toe |
| JP2002360749A (en) * | 2001-06-04 | 2002-12-17 | Sumitomo Rubber Ind Ltd | Golf club head |
| TW200819171A (en) * | 2006-10-25 | 2008-05-01 | Fu Sheng Ind Co Ltd | Golf club head and method of fabricating striking plate |
| EP2350326B1 (en) * | 2008-10-31 | 2013-05-01 | CRS Holdings, Inc. | Ultra-high strength stainless alloy strip, a method of making same, and a method of using same for making a golf club head |
| US9452488B2 (en) * | 2014-02-18 | 2016-09-27 | Karsten Manufacturing Corporation | Method of forming golf club head assembly |
-
2017
- 2017-09-15 US US15/705,813 patent/US20180080098A1/en not_active Abandoned
- 2017-09-15 JP JP2019514765A patent/JP6795690B2/en active Active
- 2017-09-15 GB GB1903744.9A patent/GB2568435B/en active Active
- 2017-09-15 WO PCT/US2017/051775 patent/WO2018053263A1/en not_active Ceased
- 2017-09-15 KR KR1020197010725A patent/KR102425104B1/en not_active Expired - Fee Related
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12104226B2 (en) | 2021-05-19 | 2024-10-01 | Karsten Manufacturing Corporation | Beta enhanced titanium alloys and methods of manufacturing beta enhanced titanium alloys |
| TWI818544B (en) * | 2021-05-19 | 2023-10-11 | 美商卡斯登製造公司 | Beta enhanced titanium alloys and methods for manufacturing beta enhanced titanium alloys |
| GB2621517A (en) * | 2021-05-19 | 2024-02-14 | Karsten Mfg Corp | Beta enhanced titanium alloys and methods of manufacturing beta enhanced titanium alloys |
| EP4340961A1 (en) | 2021-05-19 | 2024-03-27 | Karsten Manufacturing Corporation | Beta enhanced titanium alloys and methods of manufacturing beta enhanced titanium alloys |
| WO2022246457A1 (en) * | 2021-05-19 | 2022-11-24 | Karsten Manufacturing Corporation | Beta enhanced titanium alloys and methods for manufacturing beta enhanced titanium alloys |
| GB2621517B (en) * | 2021-05-19 | 2025-01-01 | Karsten Mfg Corp | Beta enhanced titanium alloys and methods of manufacturing beta enhanced titanium alloys |
| GB2632971A (en) * | 2021-05-19 | 2025-02-26 | Karsten Mfg Corp | Beta enhanced titanium alloys and methods for manufacturing beta enhanced titanium alloys |
| GB2633478A (en) * | 2021-05-19 | 2025-03-12 | Karsten Mfg Corp | Beta enhanced titanium alloys and methods of manufacturing beta enhanced titanium alloys |
| EP4340961A4 (en) * | 2021-05-19 | 2025-05-21 | Karsten Manufacturing Corporation | BETA-ENHANCED TITANIUM ALLOYS AND METHODS FOR MANUFACTURING BETA-ENHANCED TITANIUM ALLOYS |
| GB2633478B (en) * | 2021-05-19 | 2025-08-06 | Karsten Mfg Corp | Beta enhanced titanium alloys and methods for manufacturing beta enhanced titanium alloys |
| GB2632971B (en) * | 2021-05-19 | 2025-08-20 | Karsten Mfg Corp | Beta enhanced titanium alloys and methods for manufacturing beta enhanced titanium alloys |
| US20220389542A1 (en) * | 2021-06-03 | 2022-12-08 | Fusheng Precision Co., Ltd. | Golf club head alloy and method for producing golf club head |
| CN115449665A (en) * | 2022-07-08 | 2022-12-09 | 重庆大学 | Titanium alloy and preparation method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019528890A (en) | 2019-10-17 |
| KR20190050831A (en) | 2019-05-13 |
| WO2018053263A1 (en) | 2018-03-22 |
| KR102425104B1 (en) | 2022-07-27 |
| JP6795690B2 (en) | 2020-12-02 |
| GB201903744D0 (en) | 2019-05-01 |
| GB2568435B (en) | 2022-11-09 |
| GB2568435A (en) | 2019-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20180080098A1 (en) | Multi-process hardening method | |
| KR100910193B1 (en) | Ultra high strength hardened stainless steel and elongated strips made therefrom | |
| US10329632B2 (en) | Method of forming golf club head assembly | |
| US9926615B2 (en) | Method of forming golf club head assembly | |
| US10704130B2 (en) | Method of relieving stress from face plate welds of a golf club head | |
| JP2021166762A (en) | How to Form a Golf Club Head Assembly | |
| US11123615B2 (en) | Golf club heads with variable face geometry and material properties | |
| US20170182377A1 (en) | Golf club heads with stronger, more flexible, and lighter materials | |
| US11725253B2 (en) | Localized heat treatment | |
| US20130220491A1 (en) | Ultra-High Strength Stainless Alloy Strip, a Method of Making Same, and a Method of Using Same for Making a Golf Club Head | |
| US11154754B2 (en) | Method of forming golf club head assembly | |
| JP2018141183A (en) | Stainless steel sheet for processing highly repulsive golf club face and method for manufacturing the same | |
| US20220010419A1 (en) | Multi-process hardening method | |
| JP2010275606A (en) | Titanium alloy | |
| CN107641734B (en) | Titanium alloy for duplex golf club heads | |
| JP2541042B2 (en) | Heat treatment method for (α + β) type titanium alloy | |
| TW202605173A (en) | Golf club head and manufacturing method the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: KARSTEN MANUFACTURING CORPORATION, ARIZONA Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:SIMONE, MATTHEW W;REEL/FRAME:043927/0475 Effective date: 20170920 |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: DOCKETED NEW CASE - READY FOR EXAMINATION |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: NON FINAL ACTION MAILED |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: RESPONSE TO NON-FINAL OFFICE ACTION ENTERED AND FORWARDED TO EXAMINER |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: FINAL REJECTION MAILED |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: DOCKETED NEW CASE - READY FOR EXAMINATION |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: RESPONSE TO NON-FINAL OFFICE ACTION ENTERED AND FORWARDED TO EXAMINER |
|
| STPP | Information on status: patent application and granting procedure in general |
Free format text: FINAL REJECTION MAILED |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |