US20030196733A1 - Cooking utensil made from aluminum alloy strips produced by continuous thin gauge twin roll casting - Google Patents
Cooking utensil made from aluminum alloy strips produced by continuous thin gauge twin roll casting Download PDFInfo
- Publication number
- US20030196733A1 US20030196733A1 US10/457,517 US45751703A US2003196733A1 US 20030196733 A1 US20030196733 A1 US 20030196733A1 US 45751703 A US45751703 A US 45751703A US 2003196733 A1 US2003196733 A1 US 2003196733A1
- Authority
- US
- United States
- Prior art keywords
- strip
- casting
- mpa
- less
- strip according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 238000005266 casting Methods 0.000 title claims abstract description 41
- 229910000838 Al alloy Inorganic materials 0.000 title claims abstract description 16
- 238000010411 cooking Methods 0.000 title claims description 9
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 62
- 239000000956 alloy Substances 0.000 claims abstract description 62
- 229910052749 magnesium Inorganic materials 0.000 claims abstract description 15
- 229910052802 copper Inorganic materials 0.000 claims abstract description 10
- 229910052742 iron Inorganic materials 0.000 claims abstract description 10
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 9
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 5
- 238000000034 method Methods 0.000 claims abstract description 5
- 229910052725 zinc Inorganic materials 0.000 claims abstract description 3
- 238000004519 manufacturing process Methods 0.000 claims description 15
- 229920001343 polytetrafluoroethylene Polymers 0.000 claims description 13
- 229910052751 metal Inorganic materials 0.000 claims description 11
- 239000002184 metal Substances 0.000 claims description 11
- 239000011248 coating agent Substances 0.000 claims description 10
- 238000000576 coating method Methods 0.000 claims description 10
- 238000005097 cold rolling Methods 0.000 claims description 9
- 238000005482 strain hardening Methods 0.000 claims description 7
- 239000002245 particle Substances 0.000 claims description 5
- 230000000181 anti-adherent effect Effects 0.000 claims description 4
- 238000011282 treatment Methods 0.000 claims description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 claims 2
- 229910018131 Al-Mn Inorganic materials 0.000 claims 1
- 229910018461 Al—Mn Inorganic materials 0.000 claims 1
- 239000011257 shell material Substances 0.000 claims 1
- 238000009749 continuous casting Methods 0.000 abstract description 15
- 239000000203 mixture Substances 0.000 abstract description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 20
- 239000011777 magnesium Substances 0.000 description 14
- 239000011572 manganese Substances 0.000 description 13
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 12
- 238000000137 annealing Methods 0.000 description 9
- 239000010949 copper Substances 0.000 description 9
- 229910052710 silicon Inorganic materials 0.000 description 9
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 8
- 239000010703 silicon Substances 0.000 description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 5
- 229910000914 Mn alloy Inorganic materials 0.000 description 4
- 239000011651 chromium Substances 0.000 description 4
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 4
- 238000007711 solidification Methods 0.000 description 4
- 230000008023 solidification Effects 0.000 description 4
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 3
- 239000004411 aluminium Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 230000004907 flux Effects 0.000 description 3
- 238000005098 hot rolling Methods 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 229910052726 zirconium Inorganic materials 0.000 description 3
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 2
- 238000005275 alloying Methods 0.000 description 2
- -1 alloys 1050 Chemical compound 0.000 description 2
- 238000005219 brazing Methods 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 229910001338 liquidmetal Inorganic materials 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 229910000789 Aluminium-silicon alloy Inorganic materials 0.000 description 1
- 229910000967 As alloy Inorganic materials 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 210000003298 dental enamel Anatomy 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000010252 digital analysis Methods 0.000 description 1
- 210000005069 ears Anatomy 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- ZZUFCTLCJUWOSV-UHFFFAOYSA-N furosemide Chemical compound C1=C(Cl)C(S(=O)(=O)N)=CC(C(O)=O)=C1NCC1=CC=CO1 ZZUFCTLCJUWOSV-UHFFFAOYSA-N 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 230000009972 noncorrosive effect Effects 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000004621 scanning probe microscopy Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0622—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars formed by two casting wheels
Definitions
- the invention concerns a method for making aluminium alloy strips with low magnesium and copper content, especially AlFeSi and AlMn alloys, by continuous thin gauge twin-roll casting ( ⁇ 5 mm). It also relates to strips of said alloys cast by thin gauge twin-roll casting, and optionally cold rolled, having high mechanical resistance, good formability and good anisotropy.
- These alloy strips are usually produced by vertical semi-continuous casting of plates, hot rolling, cold rolling and soft annealing. After enamelling, involving annealing at a temperature in the region of 550° C., or after PFTE coating submitted to polymerization at around 450° C., the sheets of 4006 and 4007 alloys have a yield strength R 0.2 of between 55 and 80 MPa.
- the strips obtained offer a good compromise between mechanical resistance and formability, but these properties only become of real interest in fairly high content alloys for example AlFeMn alloys with Fe>1.4% and Mn>0.6%, or AlFeNi alloys with Fe>1.2% and Ni>1.1%.
- U.S. Pat. No. 5,380,379 by Alcoa concerns the manufacture by continuous twin-roll casting of fairly high content alloy foil with 1.35 to 1.6% iron, 0.3 to 0.6% manganese, 0.1 to 0.4% copper, and less than 0.2% silicon.
- the silicon content is limited by the onset of intermetallic phases of AlFeSi or AlMnSi type while the presence of copper is necessary to impart sufficient mechanical resistance to the product.
- patent application WO 96/27031 by Alcan concerns alloys with lower alloying content containing 0.40 to 0.70% iron, 0.10 to 0.30% manganese, 0.10 to 0.25% copper and less than 0.10% silicon, obtained by continuous casting of strips having a thickness of less than 25 mm, whose properties are close to those of alloy 3003.
- the alloy at temper “O” accordinging to norm NF EN 515) shows a grain size of less than 70 microns and properties very close to those of alloy 3003 produced using a usual processing range.
- This kind of composition may prove to be restrictive for some applications in which lesser content alloys are used such as 1050 or copper-free alloys.
- Patent EP 0039211 by Alcan describes a continuous casting manufacturing process to a thickness of between 3 and 25 mm of AlMn alloy strips containing 1.3 to 2.3% manganese, and possibly less than 0.5% iron, magnesium or copper, less than 2% zinc and less than 0.3% silicon.
- the processing range described is fairly complex since it comprises homogenisation to precipitate at least one half of the manganese in intermetallic form, cold rolling with a reduction of at least 30% and one or more intermediate annealing operations.
- the strips obtained show mechanical characteristics which lead to a product A ⁇ R 0.2 , A being elongation in % and R 0.2 being the yield strength at 0.2% in MPa, whose value is no more than 2100.
- Patent EP 0304284 by Alcan describes an alloy with high thermal stability containing from 1.5 to 2.5% manganese, 0.4 to 1.2% chromium, 0.4 to 0.8% zirconium and up to 2% magnesium, and its production by continuous casting of strips having a thickness of less than 4 mm.
- the very unusual chromium and zirconium contents especially when combined with an addition of magnesium, lead to high mechanical resistance but to the detriment of elongation which remains less than 10%, making these alloys unfit, even in the absence of magnesium, for the production of cooking utensils for example.
- the purpose of the invention is to obtain aluminium alloy strips with low Mg and Cu content which, at the as-cast state or at the cold rolled state, offer mechanical resistance which is distinctly greater than that of similar strips having the same composition obtained by conventional casting or thick-gauge continuous casting, and which also have at least equivalent formability and anisotropy.
- a further purpose is to obtain aluminium alloy strips which recrystallize at a much higher temperature than the recrystalization temperature of the same alloys obtained by conventional casting, in particular to obtain alloys which do not recrystallize at the usual enamelling or PTFE polymerisation temperature for cooking utensils.
- the subject of the invention is a method for producing aluminium alloy strips containing (by weight) at least one of elements Fe (from 0.15 to 1.5%) or Mn (from 0.35 to 1.9%) with Fe+Mn ⁇ 2.5%, and optionally containing Si ( ⁇ 0.8%), Mg ( ⁇ 0.2% preferably ⁇ 0.05%), Cu ( ⁇ 0.2% preferably ⁇ 0.1%), Cr ( ⁇ 0.2% preferably ⁇ 0.02%) or Zn ( ⁇ 0.2% preferably ⁇ 0.1%), the other elements being ⁇ 0.1% each and 0.3% in all, by continuous casting between cooled shrinked cylinders, to a thickness of between 1 and 5 mm, optionally followed by cold rolling, the force applied to the casting rolls expressed in t per metre of strip width being less than 300+2000/e, e being the thickness of the strip expressed in mm.
- Casting is preferably made with an arc of contact of less than 60 mm with slowed down heat exchange such that the temperature of the cylinder bands remains at a temperature above 80° C., preferably above 130
- a further subject of the invention is aluminium alloy strips having the above composition and a gauge of between 1 and 5 mm, obtained by continuous twin-roll casting which, at as-cast state, have a product R 0.2 ⁇ A of >2500 (preferably >3000), R 0.2 being the yield strength at 0.2% of the strip expressed in MPa and A the elongation expressed as %.
- the strips have a yield strength R 0.2 of more than 80 MPa, their elongation A is greater than 20% and their earing ratio is less than 7, preferably less than 5.
- Another subject of the invention is an AlMn alloy strip that comes under the preceding composition (Mn>0.35%) such that the sum of the Fe+Mn contents lies between 1.4 and 2.5% (preferably between 1.5 and 2%) twin-roll cast to a thickness of ⁇ 5 mm and optionally cold rolled, which after enamelling or PTFE coating has a yield strength of >80 MPa preferably >100 MPa.
- the invention is based on the finding that a particular adjustment of the parameters for continuous thin gauge twin-roll casting can, for alloys without heat treatment and without the addition of magnesium or copper, achieve a set of fully surprising mechanical characteristics at the cast or cold rolled state, in particular a much higher yield strength than that of strips having the same composition cast in conventional manner or by continuous thick gauge casting or by continuous thin gauge casting under different conditions.
- the invention applies to aluminium alloys without heat treatment and virtually free of magnesium and copper. They are mainly alloys with very low additional element content, such as 1050 but still containing at least 0.15% iron, AlFeSi alloys possibly containing up to 1.5% iron and 0.8% silicon, such as alloys 1050, 1100, 1200, 1235, 8006 (this latter also containing manganese), 8011 or 8079, and finally manganese alloys containing between 0.35 and 1.9% Mn, such as alloy 3003.
- the strips of the invention have an original microstructure.
- the average particle size of intermetallic iron, silicon or manganese phases is in the region of 0.4 ⁇ m, and at least 90% of these particles are less than 1 ⁇ m in size.
- This microstructure can be seen under electron scanning microscopy on a polished metal section.
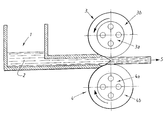
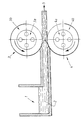
- FIG. 1 gives a longitudinal cross-section diagram of a continuous twin-roll casting machine.
- This machine comprises a liquid metal feed ( 1 ), an injector ( 2 ) which injects the liquid metal into the space between twin cooled rolls ( 3 and 4 ).
- Each roll ( 3 ) and ( 4 ) comprises a cylinder body ( 3 a ) and ( 4 a ) with a cooling water circuit leading to its surface.
- the cylinder body is shrinked with a tubular shell ( 3 b ) and ( 4 b ) which ensures mechanical and heat contact with the metal and may be replaced when worn.
- Metal solidification is made between the rolls and a solid metal strip ( 5 ) emerges.
- arc of contact is meant the distance d separating the injector outlet ( 2 ) and the plane of the roll axes ( 3 ) and ( 4 ).
- the alloy is cast in a strip having a thickness of between 1 and 5 mm.
- the main condition to be heeded is to cast with relatively low separating force unlike the teaching of the prior art. This force expressed in tonnes per metre of cast strip width must remain below 300+2000/e, e being the cast thickness measured in mm. Therefore for a cast thickness of 2.5 mm, the force must remain lower than 1100 t per metre of width.
- the mechanical resistance of the alloy strips of the invention, at the as-cast state, is distinctly greater than that of strips in the same alloy and of the same thickness obtained by conventional plate casting with hot and cold rolling, and even of strips made by continuous casting under different casting conditions.
- the yield strength, for all the alloys of the invention, is always higher than 80 MPa and most often more than 100 MPa, in particular for the manganese alloys.
- the mechanical characteristics are measured in the length direction in accordance with standard EN 10002.
- the earing ratio is measured in accordance with standard NF-EN 1669 with a stamping ratio of between 1.8 and 1.95, preferably 1.92, and is expressed (as %) by the ratio 2 ⁇ (mean height of 4 ears ⁇ mean height of 4 troughs)/(mean height of 4 ears+mean height of 4 troughs), the anisotropy of the this type of alloy generally being of 4 ear type at 45°.
- the strips of the invention After one or more cold rolling passes, the strips of the invention have a yield strength R 0.2 that is significantly much higher than that of strips produced by conventional casting and subjected to the same work hardening.
- the yield strength after work hardening is usually expressed by a work hardening law according to the formula
- the initial thickness being the as-cast thickness for continuous strip casting, and the strip thickness at the last recrystallization annealing for strips produced by conventional casting from plates and hot rolled.
- the k coefficient is always greater than 150, whereas it is less for strips produced by conventional casting, and n is lower than 0.20 (and most often than 0.15) whereas it is greater than 0.20 for strips produced by conventional casting.
- This set of properties is particularly advantageous for the production of drawn cooking utensils for which it is necessary to use magnesium-free alloys. With this thin-gauge casting it is possible to use as-cast strips, which offer an advantageous cost price, and the heat treatments involved for enamelling and coating with anti-adhesive products such as polytetrafluorethylene (PTFE) do not lead to a loss in mechanical characteristics.
- PTFE polytetrafluorethylene
- These properties are also of interest for the production of fins for heat exchangers, in particular for radiators or motor vehicle air conditioning systems intended to be assembled with tubing by brazing with a non-corrosive flux.
- the presence of magnesium is unacceptable and furnace brazing does not lead to any reduction in mechanical characteristics.
- varnished or lacquered products which need to undergo heat treatment for the coating.
- alloys with lesser alloying content 1200, 8006 and 8011 made with continuous casting according to the invention still show a yield strength that is comparable with that of alloys 4006 and 4007 specially designed for their resistance to high temperatures.
- alloy 3003 according to the invention shows a much higher yield strength than that of alloys 4006 and 4007 made by conventional casting whereas these alloys are specially designed for enamelling.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Food Science & Technology (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Continuous Casting (AREA)
Abstract
Description
- The invention concerns a method for making aluminium alloy strips with low magnesium and copper content, especially AlFeSi and AlMn alloys, by continuous thin gauge twin-roll casting (<5 mm). It also relates to strips of said alloys cast by thin gauge twin-roll casting, and optionally cold rolled, having high mechanical resistance, good formability and good anisotropy.
- To obtain high mechanical resistance with aluminium alloys not requiring subsequent structural hardening, recourse is generally made to the addition of magnesium, as for the alloys of the 5000 series as per the Aluminium Association nomenclature. Aside from the fact that the casting of these alloys, in particular their continuous casting, is fairly demanding, there are applications for which the presence of magnesium in substantial quantities is unacceptable. This is the case for example with sheets intended for enamelled cooking utensils, in which magnesium has an adverse affect on the adherence of the enamel layer, or for strips intended for manufacturing heat exchanger blades brazed with a fluoride flux, since the magnesium diffuses on the surface and reacts with the flux. On this account, for these applications use is made of the AlFeSi alloys in the 1000 series, AlMn alloys in the 3000 series or AlSiFe alloys in the 4000 series whose mechanical resistance is distinctly lower. The article by M. DELEUZE and D. MARCHIVE on the new wrought alloys “Les nouveaux alliages de corroyage 4006 et 4007 ” Revue de l'Aluminium, June 1980, pp. 289-292, clearly demonstrates the demands of the cooking utensil market placed upon aluminium alloy strip manufacturers.
- These alloy strips are usually produced by vertical semi-continuous casting of plates, hot rolling, cold rolling and soft annealing. After enamelling, involving annealing at a temperature in the region of 550° C., or after PFTE coating submitted to polymerization at around 450° C., the sheets of 4006 and 4007 alloys have a yield strength R 0.2 of between 55 and 80 MPa.
- It is also possible to make strips by continuous casting, in particular by twin-roll casting between two cooled steel cylinders. Continuous casting, inasmuch as the solidification conditions differ from the usual process, may lead to microstructures that are also quite different. U.S. Pat. No. 3,989,548 for example by Alcan, published in 1976 describes (example 9) aluminium alloys containing at least one of the elements Fe, Mn, Ni or Si cast in strips by continuous twin-roll casting to a thickness of 7 mm. The structure of the cast strip contains rod-like fragile intermetallic compounds with a diameter of between 0.1 and 1.5 μm, which cold rolling with a reduction of at least 60% breaks down into fine particles less than 3 μm in size. The strips obtained offer a good compromise between mechanical resistance and formability, but these properties only become of real interest in fairly high content alloys for example AlFeMn alloys with Fe>1.4% and Mn>0.6%, or AlFeNi alloys with Fe>1.2% and Ni>1.1%.
- Patent FR 2429844 (=GB 2024870) by Norsk Hydro describes a continuous casting method for producing alloy strips of AlMn, AlMg, AlMgSi or AlMgMn offering both good mechanical resistance and good ductility, to which less than 0.5% of anti-recrystallizing agents are added (Zr, Nb, Ta, Hf, Ni, Cr, Ti, V or W).
- U.S. Pat. No. 5,380,379 by Alcoa concerns the manufacture by continuous twin-roll casting of fairly high content alloy foil with 1.35 to 1.6% iron, 0.3 to 0.6% manganese, 0.1 to 0.4% copper, and less than 0.2% silicon. The silicon content is limited by the onset of intermetallic phases of AlFeSi or AlMnSi type while the presence of copper is necessary to impart sufficient mechanical resistance to the product.
- Conversely, patent application WO 96/27031 by Alcan concerns alloys with lower alloying content containing 0.40 to 0.70% iron, 0.10 to 0.30% manganese, 0.10 to 0.25% copper and less than 0.10% silicon, obtained by continuous casting of strips having a thickness of less than 25 mm, whose properties are close to those of alloy 3003. After cold rolling and annealing at between 350 and 400° C., the alloy at temper “O” (according to norm NF EN 515) shows a grain size of less than 70 microns and properties very close to those of alloy 3003 produced using a usual processing range. This kind of composition may prove to be restrictive for some applications in which lesser content alloys are used such as 1050 or copper-free alloys.
- Patent EP 0039211 by Alcan describes a continuous casting manufacturing process to a thickness of between 3 and 25 mm of AlMn alloy strips containing 1.3 to 2.3% manganese, and possibly less than 0.5% iron, magnesium or copper, less than 2% zinc and less than 0.3% silicon. The processing range described is fairly complex since it comprises homogenisation to precipitate at least one half of the manganese in intermetallic form, cold rolling with a reduction of at least 30% and one or more intermediate annealing operations. The strips obtained show mechanical characteristics which lead to a product A×R 0.2, A being elongation in % and R0.2 being the yield strength at 0.2% in MPa, whose value is no more than 2100.
- Patent EP 0304284 by Alcan describes an alloy with high thermal stability containing from 1.5 to 2.5% manganese, 0.4 to 1.2% chromium, 0.4 to 0.8% zirconium and up to 2% magnesium, and its production by continuous casting of strips having a thickness of less than 4 mm. The very unusual chromium and zirconium contents, especially when combined with an addition of magnesium, lead to high mechanical resistance but to the detriment of elongation which remains less than 10%, making these alloys unfit, even in the absence of magnesium, for the production of cooking utensils for example.
- The continuous casting of aluminium alloy strips between cooled cylinders has been known for many years. For a moderate investment cost it can be used to produce a fairly wide range of alloy strips which do not require subsequent hot rolling. In recent years, considerable progress has been made by manufacturers of casting machines to reduce the thickness of the cast strip, which can in some cases be reduced to approximately 1 mm, thereby reducing the amount of cold rolling needed and can even do away with the latter for final gauges of >1 mm provided that the quality of the cast strip is sufficient for intended applications. This progress has been the subject of several papers at technical meetings for example
- M. CORTES “Pechiney Jumbo 3 CM®. The new demands of thin strip casting” Light Metals TMS 1995, p. 1161.
- B. TARAGLIO, C. ROMANOWSKI “Thin gauge/High Speed roll casting technology for Foil Production” Light Metals TMS 1995, pp. 1165-1182. This article mentions a certain number of alloys which may be cast on the described machine, for example alloys 1050, 1060, 1100, 1145, 1188, 1190, 1193, 1199, 1200, 1230, 1235, 1345, 3003, 8010, 8011, 8111 and 8014. The article also indicates that the force of the roll-mill used for continuous twin-roll casting is 3000 t, which stresses the need to use high forces for thin gauge casting.
- The purpose of the invention is to obtain aluminium alloy strips with low Mg and Cu content which, at the as-cast state or at the cold rolled state, offer mechanical resistance which is distinctly greater than that of similar strips having the same composition obtained by conventional casting or thick-gauge continuous casting, and which also have at least equivalent formability and anisotropy. A further purpose is to obtain aluminium alloy strips which recrystallize at a much higher temperature than the recrystalization temperature of the same alloys obtained by conventional casting, in particular to obtain alloys which do not recrystallize at the usual enamelling or PTFE polymerisation temperature for cooking utensils.
- The subject of the invention is a method for producing aluminium alloy strips containing (by weight) at least one of elements Fe (from 0.15 to 1.5%) or Mn (from 0.35 to 1.9%) with Fe+Mn<2.5%, and optionally containing Si (<0.8%), Mg (<0.2% preferably <0.05%), Cu (<0.2% preferably <0.1%), Cr (<0.2% preferably <0.02%) or Zn (<0.2% preferably <0.1%), the other elements being <0.1% each and 0.3% in all, by continuous casting between cooled shrinked cylinders, to a thickness of between 1 and 5 mm, optionally followed by cold rolling, the force applied to the casting rolls expressed in t per metre of strip width being less than 300+2000/e, e being the thickness of the strip expressed in mm. Casting is preferably made with an arc of contact of less than 60 mm with slowed down heat exchange such that the temperature of the cylinder bands remains at a temperature above 80° C., preferably above 130° C.
- A further subject of the invention is aluminium alloy strips having the above composition and a gauge of between 1 and 5 mm, obtained by continuous twin-roll casting which, at as-cast state, have a product R 0.2×A of >2500 (preferably >3000), R0.2 being the yield strength at 0.2% of the strip expressed in MPa and A the elongation expressed as %. The strips have a yield strength R0.2 of more than 80 MPa, their elongation A is greater than 20% and their earing ratio is less than 7, preferably less than 5.
- Finally another subject of the invention is an AlMn alloy strip that comes under the preceding composition (Mn>0.35%) such that the sum of the Fe+Mn contents lies between 1.4 and 2.5% (preferably between 1.5 and 2%) twin-roll cast to a thickness of <5 mm and optionally cold rolled, which after enamelling or PTFE coating has a yield strength of >80 MPa preferably >100 MPa.
- The invention is based on the finding that a particular adjustment of the parameters for continuous thin gauge twin-roll casting can, for alloys without heat treatment and without the addition of magnesium or copper, achieve a set of fully surprising mechanical characteristics at the cast or cold rolled state, in particular a much higher yield strength than that of strips having the same composition cast in conventional manner or by continuous thick gauge casting or by continuous thin gauge casting under different conditions.
- The invention applies to aluminium alloys without heat treatment and virtually free of magnesium and copper. They are mainly alloys with very low additional element content, such as 1050 but still containing at least 0.15% iron, AlFeSi alloys possibly containing up to 1.5% iron and 0.8% silicon, such as alloys 1050, 1100, 1200, 1235, 8006 (this latter also containing manganese), 8011 or 8079, and finally manganese alloys containing between 0.35 and 1.9% Mn, such as alloy 3003.
- For alloys containing silicon, the possibility of reaching a silicon content as high as 0.8% is an advantage compared with conventional casting and enables the recycling of some alloys, such as those used for brazed exchangers coated with an AlSi alloy. However, beyond 0.8%, the formation is observed of AlMnSI or AlFeSi primary phases which may hinder casting, in particular due to the risk of solidification in the injector. There is even a risk of the onset of primary phases for manganese alloys when Mn exceeds 1.9% or when the sum Mn+Fe exceeds 2.5%.
- The strips of the invention have an original microstructure. The average particle size of intermetallic iron, silicon or manganese phases is in the region of 0.4 μm, and at least 90% of these particles are less than 1 μm in size. This microstructure can be seen under electron scanning microscopy on a polished metal section. To determine particle size, digital analysis of micrographs is used to determine their surface area A, from which the size parameter d can be calculated using the formula d=24{square root}A/π.
- The method for producing aluminium alloy strips according to the invention will be described with reference to FIG. 1 which gives a longitudinal cross-section diagram of a continuous twin-roll casting machine. This machine comprises a liquid metal feed ( 1), an injector (2) which injects the liquid metal into the space between twin cooled rolls (3 and 4). Each roll (3) and (4) comprises a cylinder body (3 a) and (4 a) with a cooling water circuit leading to its surface. The cylinder body is shrinked with a tubular shell (3 b) and (4 b) which ensures mechanical and heat contact with the metal and may be replaced when worn. Metal solidification is made between the rolls and a solid metal strip (5) emerges. By arc of contact is meant the distance d separating the injector outlet (2) and the plane of the roll axes (3) and (4).
- The alloy is cast in a strip having a thickness of between 1 and 5 mm. The main condition to be heeded is to cast with relatively low separating force unlike the teaching of the prior art. This force expressed in tonnes per metre of cast strip width must remain below 300+2000/e, e being the cast thickness measured in mm. Therefore for a cast thickness of 2.5 mm, the force must remain lower than 1100 t per metre of width.
- Other arrangements have a favourable influence on the mechanical characteristics of the cast strip. For example, contrary to expectation, it is preferable that the heat exchange between the metal undergoing solidification and the cylinder shells should not be too good. This leads to a high cylinder shell temperature, typically more than 80° C., preferably more than 130° C., and can be achieved with shells in metal having poor thermal conductivity (for example a molybdenum steel) and relatively thick (for example between 50 and 100 mm). Another favourable arrangement, which partly relates to the preceding arrangement, is to operate with a rather low arc of contact, less than 60 mm, preferably less than 56 mm. This reduces the heat exchange between the metal and the cylinder shells and can be achieved by moving the injector close to the rolls and/or using relatively small rolls.
- These casting conditions impart upon the strip the above-described microstructure and achieve non-recrystallization of the alloy until it reaches a temperature in the region of 380 to 400° C., which enables high mechanical resistance for example to be maintained after enamelling or PTFE coating treatment for cooking Utensils produced from this strip.
- The mechanical resistance of the alloy strips of the invention, at the as-cast state, is distinctly greater than that of strips in the same alloy and of the same thickness obtained by conventional plate casting with hot and cold rolling, and even of strips made by continuous casting under different casting conditions. The yield strength, for all the alloys of the invention, is always higher than 80 MPa and most often more than 100 MPa, in particular for the manganese alloys. Good formability is also achieved with elongation that is always greater than 20% (and 30% for Mn-free alloys such as 1050 or 1200) and above all there is particularly favourable compromise between yield strength and elongation measured by the product R 0.2×A (R0.2 expressed in MPa and A in %), this product being at all times more than 2500, and most frequently more than 3000. Good anisotropic properties are also obtained with an earing ratio that is always less than 7, and most often less than 5.
- The mechanical characteristics are measured in the length direction in accordance with standard EN 10002. The earing ratio is measured in accordance with standard NF-EN 1669 with a stamping ratio of between 1.8 and 1.95, preferably 1.92, and is expressed (as %) by the
ratio 2×(mean height of 4 ears−mean height of 4 troughs)/(mean height of 4 ears+mean height of 4 troughs), the anisotropy of the this type of alloy generally being of 4 ear type at 45°. - For manganese alloys with Mn+Fe>1.4%, after annealing up to 550° C. (for example enamelling and PTFE annealing) a yield strength of >80 MPA is obtained most often >100 MPa.
- After one or more cold rolling passes, the strips of the invention have a yield strength R 0.2 that is significantly much higher than that of strips produced by conventional casting and subjected to the same work hardening. The yield strength after work hardening is usually expressed by a work hardening law according to the formula
- R 0.2 =kε n where ε=(2/{square root}3)ln (initial thickness/final thickness)
- the initial thickness being the as-cast thickness for continuous strip casting, and the strip thickness at the last recrystallization annealing for strips produced by conventional casting from plates and hot rolled. For cold rolled strips of the invention with a reduction coefficient of no more than 60%, that is to say for ε values lying between 0 and 1, the k coefficient is always greater than 150, whereas it is less for strips produced by conventional casting, and n is lower than 0.20 (and most often than 0.15) whereas it is greater than 0.20 for strips produced by conventional casting.
- This set of properties is particularly advantageous for the production of drawn cooking utensils for which it is necessary to use magnesium-free alloys. With this thin-gauge casting it is possible to use as-cast strips, which offer an advantageous cost price, and the heat treatments involved for enamelling and coating with anti-adhesive products such as polytetrafluorethylene (PTFE) do not lead to a loss in mechanical characteristics. These properties are also of interest for the production of fins for heat exchangers, in particular for radiators or motor vehicle air conditioning systems intended to be assembled with tubing by brazing with a non-corrosive flux. Here again the presence of magnesium is unacceptable and furnace brazing does not lead to any reduction in mechanical characteristics. Finally, they are also of interest for the production of varnished or lacquered products which need to undergo heat treatment for the coating.
- On a continuous twin-roll 3CM casting machine made by Pechiney Aluminium Engineering, 5 alloys were cast whose chemical composition (by weight %) is given in table I:
TABLE I Alloy Mn Fe Si Mg 8006 0.44 1.29 0.15 0.028 3003 1.1 0.40 0.10 — 1050 — 0.20 0.14 0.002 8011 — 0.75 0.70 — 1200 — 0.55 0.20 — - In each case, measurements were taken of cast thickness, separating force per metre of strip width, compared with the limit value of 300-2000/e, and the mechanical characteristics of the as-cast strip tensile strength R m (in MPa), yield strength at 0.2% R0.2 (in MPa), elongation A (%) and earing ration (%) according to standard NF-EN 1669 with a drawing ratio of 1.92. The results are grouped together in table II:
TABLE II e Force 300 + Rm R0.2 A R0.2 × Earing Alloy mm t/m 2000/e MPa MPa % A ratio 8006 3.1 867 945 166 118 25 2950 2.8 3003 3.0 900 967 158 114 23 2622 4.4 1050 3.5 720 871 106 81 39 3159 4.0 8011 3.9 1018 813 156 112 23 2576 9.0 1200 3.0 1100 967 121 93 32 2976 8.9 3003 3.5 1400 871 181 141 17 2297 8.0 - It is found that, in the first 3 cases, both an elongation of more than 20% and a product R 0.2×A of more than 2500 is obtained, together with an earing ratio of less than 7. On the other hand, for the 3 last cases in which the force is too high, the earing ratio is quite substantial which renders the strip unfit for stamping.
- For alloys 1050 and 3003 a comparison was made of the mechanical characteristics of the cast strips at respective cylinder shell temperatures of 130° according to the invention) and 700 (outside the invention). The results are given in table 3:
TABLE III e Rm R0.2 A R0.2 × Alloy (mm) temp (°) (MPa) (MPa) (%) A 1050 3 130 106 81 39 3159 1050 3 70 105 80 29 2320 3003 3.5 130 158 114 23 2622 3003 3 70 149 114 18 2052 - It is found that a high cylinder shell temperature contributes to increasing elongation without detriment to mechanical resistance.
- The earing ratio was measured on strips cast to different thicknesses with different separating forces and arcs of contact of different lengths. The results are grouped together in table IV.
TABLE IV e Force 300 + 2000/e Arc of Earing Alloy mm t/m t/m contact mm ratio 8006 3.1 867 943 45 2.8 3003 3.0 937 967 45 3.2 8006 3.2 867 925 45 3.2 8006 3.1 833 945 45 2.4 3005 3.0 567 967 45 1.5 3005 2.35 833 1151 45 1.7 1050 1.95 727 1326 45.5 6.3 1050 1.7 767 1476 45.5 6.7 1050 4.0 930 800 52 4.7 1050 3.0 920 967 52 6.0 1050 3.1 1253 945 70 8.5 1050 3.5 720 871 53 4 8011 3.9 1019 813 57 9.0 1200 4.15 780 782 58 6.5 1200 4.15 769 782 58 5.4 1200 3.6 1055 856 62 8.8 8011 3.8 1440 826 55 7.5 8011 3.7 1440 841 56 8.2 1200 3.0 1230 967 55 12 8011 3.8 1104 826 57 7.6 8011 3.35 850 901 56 5.2 8011 3.55 979 862 56 9.5 8011 3.65 925 849 57 9.6 - It is found that there is no correlation between the cast thickness and the earing ratio, but that high earing ratios (>7) correspond to high forces (>300+2000/e) and/or high arcs of contact (>56 mm).
- For the different alloys of the invention measurements were made of the mechanical characteristics at as-cast state, after anti-adhesive PTFE coating comprising resin polymerisation annealing at 420° C. and after enamelling comprising an enamelling annealing at 560° C. The results after heat treatment were compared with those obtained with alloys 4006 and 4007 which underwent conventional processing, and which are the alloys with the highest performance used for the production of enamelled or PTFE coated cooking utensils. The results are given in table V:
TABLE V After PTFE After Crude cast coating enamelling e Rm R0.2 A Rm R0.2 A Rm R0.2 A All mm MPa MPa % MPa MPa % MPa MPa % 3003 3.0 158 114 22 154 110 23 148 105 26 3003 3.5 181 141 17 173 136 20 156 111 25 8006 3.1 166 118 25 151 108 27 132 85 32 8011 3.9 156 112 23 139 75 28 125 36 36 1200 3.0 121 93 32 100 64 34 80 20 50 4006 120 55 48 142 59 42 4007 161 68 30 173 76 26 - It is found that after PTFE coating, the alloys with lesser alloying content 1200, 8006 and 8011 made with continuous casting according to the invention still show a yield strength that is comparable with that of alloys 4006 and 4007 specially designed for their resistance to high temperatures. After enamelling, alloy 3003 according to the invention shows a much higher yield strength than that of alloys 4006 and 4007 made by conventional casting whereas these alloys are specially designed for enamelling.
- The work hardening curves were compared of alloys 1200 and 3003 produced by conventional casting and by continuous casting according to the invention, from an initial thickness of 3 mm up to final thicknesses reaching 1.25 mm, that is to say for values e lying between 0 and 1. The respective values of the k and n coefficients for the curve R 0.2=kεn are given in table VI:
TABLE VI Alloy cast k n 1200 invention 169 0.13 1200 conventional 105 0.21 3003 invention 229 0.12 3003 conventional 150 0.22 - It is found that for the strips of the invention in the domain under consideration, k is higher and n is lower, which leads to greater work hardening since ε<1 and n<1.
Claims (19)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/457,517 US20030196733A1 (en) | 1997-05-20 | 2003-06-10 | Cooking utensil made from aluminum alloy strips produced by continuous thin gauge twin roll casting |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9706407 | 1997-05-20 | ||
| FR9706407A FR2763602B1 (en) | 1997-05-20 | 1997-05-20 | METHOD OF MANUFACTURING STRIPS OF ALUMINUM ALLOYS BY THIN CONTINUOUS CASTING BETWEEN CYLINDERS |
| US40374400A | 2000-01-03 | 2000-01-03 | |
| US10/457,517 US20030196733A1 (en) | 1997-05-20 | 2003-06-10 | Cooking utensil made from aluminum alloy strips produced by continuous thin gauge twin roll casting |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/FR1998/000965 Division WO1998052707A1 (en) | 1997-05-20 | 1998-05-14 | Method for making aluminium alloy strips by continuous thin gauge twin-roll casting |
| US09403744 Division | 2000-01-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20030196733A1 true US20030196733A1 (en) | 2003-10-23 |
Family
ID=29217341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US10/457,517 Abandoned US20030196733A1 (en) | 1997-05-20 | 2003-06-10 | Cooking utensil made from aluminum alloy strips produced by continuous thin gauge twin roll casting |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US20030196733A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060260723A1 (en) * | 2001-11-19 | 2006-11-23 | Sylvain Henry | Method for casting aluminum alloy strips |
| KR101232221B1 (en) | 2011-01-10 | 2013-02-12 | 한국기계연구원 | The method for preparing of Al-Mg-Mn alloy strip using twin roll cast and Al-Mg-Mn alloy strip |
| CN113857445A (en) * | 2021-09-26 | 2021-12-31 | 云南浩鑫铝箔有限公司 | Casting nozzle structure and sliding edge production process using same |
| CN117626061A (en) * | 2023-12-01 | 2024-03-01 | 江阴新仁铝箔科技有限公司 | A high-strength, high-elongation 1070 alloy blank and its preparation method |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3983275A (en) * | 1974-07-29 | 1976-09-28 | Swiss Aluminium Ltd. | Cookware prepared from high temperature aluminum base alloys |
| US4808247A (en) * | 1986-02-21 | 1989-02-28 | Sky Aluminium Co., Ltd. | Production process for aluminum-alloy rolled sheet |
| US5954117A (en) * | 1995-06-16 | 1999-09-21 | Alcoa Aluminio Do Nordeste S.A. | High speed roll casting process and product |
-
2003
- 2003-06-10 US US10/457,517 patent/US20030196733A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3983275A (en) * | 1974-07-29 | 1976-09-28 | Swiss Aluminium Ltd. | Cookware prepared from high temperature aluminum base alloys |
| US4808247A (en) * | 1986-02-21 | 1989-02-28 | Sky Aluminium Co., Ltd. | Production process for aluminum-alloy rolled sheet |
| US5954117A (en) * | 1995-06-16 | 1999-09-21 | Alcoa Aluminio Do Nordeste S.A. | High speed roll casting process and product |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060260723A1 (en) * | 2001-11-19 | 2006-11-23 | Sylvain Henry | Method for casting aluminum alloy strips |
| KR101232221B1 (en) | 2011-01-10 | 2013-02-12 | 한국기계연구원 | The method for preparing of Al-Mg-Mn alloy strip using twin roll cast and Al-Mg-Mn alloy strip |
| CN113857445A (en) * | 2021-09-26 | 2021-12-31 | 云南浩鑫铝箔有限公司 | Casting nozzle structure and sliding edge production process using same |
| CN117626061A (en) * | 2023-12-01 | 2024-03-01 | 江阴新仁铝箔科技有限公司 | A high-strength, high-elongation 1070 alloy blank and its preparation method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2203767C2 (en) | Method of aluminum alloy strips manufacture by thin-walled continuous casting between rollers | |
| EP1034318A1 (en) | Corrosion resistant and drawable aluminum alloy, article thereof and process of making article | |
| GB2245592A (en) | Rolled aluminum alloy adapted for superplastic forming and method for making | |
| EP1100975B1 (en) | High conductivity aluminum fin alloy | |
| GB2075059A (en) | Aluminium-manganese alloy sheet form strip-cast slab | |
| CN105220037B (en) | Super-strength anti-corrosion easy-to-cut aluminum alloy radiating material, preparation method and applications | |
| EP1250468B1 (en) | Process of producing aluminum fin alloy | |
| CA2104335C (en) | Aluminum foil product and manufacturing method | |
| JP2021535285A (en) | Aluminum alloy for heat exchanger fins | |
| HU226817B1 (en) | High thermal conductivity aluminium fin alloys | |
| US6896749B2 (en) | Rolled or extruded aluminium Al-Mn alloy products with improved corrosion resistance | |
| EP3821048A1 (en) | Aluminium alloy fin stock material | |
| JPH05104287A (en) | Production of aluminum brazing sheet having excellent moldability | |
| US20030133825A1 (en) | Composition and method of forming aluminum alloy foil | |
| US20030196733A1 (en) | Cooking utensil made from aluminum alloy strips produced by continuous thin gauge twin roll casting | |
| US4431463A (en) | Alloy and process for manufacturing rolled strip from an aluminum alloy especially for use in the manufacture of two-piece cans | |
| CN106498241A (en) | A kind of fin material and its production method | |
| JP3155678B2 (en) | Manufacturing method of aluminum alloy sheet for automobile body sheet | |
| JP4109178B2 (en) | Method for producing aluminum alloy fin material for brazing | |
| JP2003293105A (en) | Method for producing aluminum alloy sheet for bottle type drink can | |
| JPH10121177A (en) | Aluminum alloy plate for DI can body excellent in high-speed ironing formability and method for producing the same | |
| US4501627A (en) | Alloy and process for manufacturing rolled strip from an aluminum alloy especially for use in the manufacture of two-piece cans | |
| US3814590A (en) | Aluminous metal articles and aluminum base alloys | |
| US5516382A (en) | Strong formable isotropic aluminium alloys for drawing and ironing | |
| JPH09157807A (en) | Method for manufacturing aluminum alloy fin material for brazing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: CITICORP NORTH AMERICA, INC., NEW YORK Free format text: SECURITY INTEREST;ASSIGNORS:NOVELIS CORPORATION;NOVELIS INC.;REEL/FRAME:016369/0282 Effective date: 20050107 Owner name: CITICORP NORTH AMERICA, INC.,NEW YORK Free format text: SECURITY INTEREST;ASSIGNORS:NOVELIS CORPORATION;NOVELIS INC.;REEL/FRAME:016369/0282 Effective date: 20050107 |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |
|
| AS | Assignment |
Owner name: NOVELIS INC., ONTARIO Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:PECHINEY RHENALU;REEL/FRAME:019181/0420 Effective date: 20050909 |
|
| AS | Assignment |
Owner name: NOVELIS CORPORATION, OHIO Free format text: RELEASE BY SECURED PARTY;ASSIGNOR:CITICORP NORTH AMERICA, INC.;REEL/FRAME:020487/0294 Effective date: 20080207 Owner name: NOVELIS INC., GEORGIA Free format text: RELEASE BY SECURED PARTY;ASSIGNOR:CITICORP NORTH AMERICA, INC.;REEL/FRAME:020487/0294 Effective date: 20080207 Owner name: NOVELIS CORPORATION,OHIO Free format text: RELEASE BY SECURED PARTY;ASSIGNOR:CITICORP NORTH AMERICA, INC.;REEL/FRAME:020487/0294 Effective date: 20080207 Owner name: NOVELIS INC.,GEORGIA Free format text: RELEASE BY SECURED PARTY;ASSIGNOR:CITICORP NORTH AMERICA, INC.;REEL/FRAME:020487/0294 Effective date: 20080207 |